Моделирование производственного процесса специализированного предприятия по выпуску упаковочной продукции
Аннотация
В данном дипломном проекте представлено моделирование производственного процесса специализированного предприятия по выпуску упаковочной продукции. Модель проекта отражает способы и методы достижения конкурентных преимуществ предприятия.
В процессе проектирования были выбраны современные ресурсосберегающие технологии и оборудование с учетом особенностей изготовления упаковочной продукции, а также проведена оценка эффективности использования выбранного оборудования для работы на специализированном предприятии. Для реализации продуктовой программы использовались печатные машины большого формата Man Roland R 706 L и полуформатная Man Roland 202 TOB. Разработаны современные способы отделки продукции. Организована упаковка и отгрузка заказов с учетом логистической организации производства. Разработана планировка производственного процесса в здании прямоугольного типа.
Annotation
In this diploma project is presented simulations of the production process of a specialized enterprise for production of packaging products and is made economic calculation.
In the design process were selected modern technology and equipment allowing for the manufacture of packaging products, as well as assess the effectiveness of selected components for specialized companies. Printable food program used large format printing machines Man Roland R 706 L and small-format machine Man Roland 202 TOB.
Modern methods of finishing products were developed. Packing and shipping orders were organized with the logistics of organizing production. Planning of the production process was developed in the building of a rectangular type.
СОДЕРЖАНИЕ
|
ВВЕДЕНИЕ |
7 |
|
Формирование продуктовой программы |
9 |
|
Определение объема работ на этапах комплексного производственного процесса |
19 |
|
Описание выпускаемой продукции |
23 |
|
Общие требования к упаковке |
23 |
|
Технические требования к упаковке (в соответствии с ГОСТ 12301-2006) |
26 |
|
Коробки. Технические условия. ТУ 9571-105-14350732-2006 |
29 |
|
Графическое описание производственного процесса изготовления продукции (упаковка) |
33 |
|
Проектирование конструкции складных коробок |
34 |
|
1. Проектирование печатного производства |
38 |
|
1.1. Выбор и обоснование способа печати |
39 |
|
1.2. Выбор печатного оборудования |
42 |
|
1.3. Расчет количества печатных машин |
52 |
|
1.4.Стандартная комплектация документооборота печатного цеха |
58 |
|
1.5. Формирование материального потока. Выбор основных и вспомогательных материалов и расчет их количества |
68 |
|
1.5.1.Выбор бумаги и картона |
68 |
|
Требования к бумаге и картону для упаковки |
72 |
|
Расчет необходимого количества бумаги и картона |
74 |
|
1.5.2.Выбор краски |
76 |
|
Расчет необходимого количества краски |
79 |
|
1.5.3.Выбор вспомогательных материалов |
81 |
|
1.6. Определение экономических показателей печатного цеха |
86 |
|
2. Проектирование допечатного производственного процесса |
94 |
|
2.1. Разработка алгоритма производственного процесса допечатного сектора |
95 |
|
2.2. Представление сведений о производственном процессе |
97 |
|
2.3. Обоснование выбора технологии, оборудования, программного обеспечения для всех позиций, представленных в алгоритме |
100 |
|
2.4. Выбор основных и вспомогательных материалов |
107 |
|
2.5. Определение нормативной продолжительности процесса |
111 |
|
2.6. Расчет необходимого количества оборудования |
113 |
|
2.7. Определение экономических показателей цеха |
115 |
|
3. Проектирование послепечатных процессов |
123 |
|
3.1. Графическое описание процессов изготовления продукции |
124 |
|
3.2. Выбор оборудования для каждого процесса послепечатной отделки продукции |
126 |
|
3.3. Расчет количества необходимого оборудования в послепечатных процессах |
140 |
|
3.4. Определение экономических показателей брошюровочно-переплетного цеха |
144 |
|
4. Организация складского хозяйства |
153 |
|
4.1. Процесс складирования |
156 |
|
4.2. Расчет площадей складских помещений |
159 |
|
4.3. Определение экономических показателей складского хозяйства |
162 |
|
5.Лаборатория |
165 |
|
5.1.Назначение производственной лаборатории и ее организация |
166 |
|
5.2. Определение затрат на содержание лаборатории |
171 |
|
6. Заводоуправление |
172 |
|
7. Экономическая часть |
176 |
|
8. Архитектурно-строительная часть |
180 |
|
9. Раздел БЖД |
183 |
|
9.1. Охрана труда |
184 |
|
9.1.1 Обязанности службы охраны труда в полиграфии. Отражение вопросов безопасности жизнедеятельности в должностных инструкциях |
184 |
|
9.2. Защита в чрезвычайных ситуациях |
191 |
|
9.2.1 Определение категории пожарной опасности складского помещения, где хранятся пожароопасные материалы |
191 |
|
БИБЛИОГРАФИЧЕСКИЙ СПИСОК |
194 |
ВВЕДЕНИЕ
В современной жизни упаковка прочно вошла в наш быт, и сопровождает человека на всех стадиях его деятельности. По своей сути упаковку следует рассматривать не просто как средство содержания изделия, но в более широком смысле как систему взаимосвязи производителя, продавца и потребителя товаров. Это предъявляет к упаковке целый комплекс требований. От упаковки требуется обеспечение длительного хранения продукции, удобства транспортировки, размещения на витринах, прилавках магазинов, складирования. Упаковке необходимы привлекательный внешний вид, способствующий повышению конкурентоспособности и облегчающий продажу, удобство использования покупателем.
При проектировании современного полиграфического предприятия главной целью является обеспечение его конкурентоспособности на рынке полиграфических услуг. Специализированные предприятия непрерывно совершенствуют стабилизацию процессов и повышает качество картонной упаковки. К этому его вынуждают объективные внешние процессы: высокие темпы развития сферы производства упаковки, нарастающая конкуренция и каждый год новые стандарты качества. Наряду с этим непрерывный рост масштабов производства неизбежно увеличивает потребности в ресурсах, что ведет к возрастанию удельных затрат на изготовление продукции.
Основной показатель достижения конкурентоспособности предприятия – это производство продукции высокого качества в кратчайшие сроки. Понятно, что для достижения таких показателей важно правильно организовать все процессы ведения производства. Комплексный производственный процесс включает в себя 3 стадии: предпроектная стадия, стадия проектирования и стадия внедрения. Очень важно уметь грамотно организовать все стадии в одну цепочку для каждого этапа производства.
Особое значение при создании полиграфического предприятия приобретают предпроектные работы, выполняемые с целью сбора исходных данных, исследования рынка, анализа существующего уровня производства, разработки технико-экономического обоснования, разработка технической заявки на проект и подготовка различных технических материалов для проведения проектных работ. [1]
Проведенные за последние несколько лет исследования на рынке полиграфических услуг показали, что наибольшая доля в общем объеме печатной продукции стала принадлежать рекламе и товарам коммерческого характера. Самым динамичным сегментом на сегодня является печать упаковки и этикетки. Его особенность: более узкая, нежели в среднем по рынку, специализация и постоянный рост требований к качеству исполнения. Не секрет, что Интернет постепенно вытесняет печать, однако конфетам, сигаретам, стиральному порошку и водке не Интернет нужен, а этикетки и коробки. Так что перспективы у этого бизнеса очень неплохие. А значит, он интересен стратегам, не обращающим внимания на капиталоемкость и долгую окупаемость. Это многомерный и разнообразный по своим возможностям рынок, требующий при этом и разных капиталовложений. [8]
Стоит отметить, что динамика развития полиграфии настолько интенсивная, что сегодняшняя технологическая новинка завтра уже может оказаться безнадежно устаревшей. Как часть информационно-коммуникационной отрасли, современная полиграфия молниеносно впитывает все новое, создаваемое человечеством, и реализует в виде издательских или полиграфических технологий по выпуску всевозможной продукции, начиная от сувенирных квартальных календарей и заканчивая солидными полиграфическими изданиями. [9]
На фоне не самых благоприятных тенденций в экономике очень важно четко определить свою нишу на рынке выбрать специализацию. Для роста доходности нужно создать собственные конкурентные преимущества, которыми типография может привлечь заказчика. Наиболее эффективным способом создания таких преимуществ является внедрение новых технологий, которые позволяют повысить производительность, улучшить качество продукции, а также выпускать совершенно новую продукцию. [10]
На сегодняшний день ясно видно, что перспективными являются секторы рынка полиграфических работ, отличающиеся большой сложностью и требующие применения высокотехнологичного оборудования и соответствующих полиграфических материалов. Предприятия, специализирующиеся на выпуске упаковки, подвергаются жесткой конкурентной борьбе на рынке полиграфии, поэтому очень важно сделать правильный выбор оборудования и обеспечить качественное изготовление продукции в сжатые сроки. Это позволит расширить круг заказчиков, сократить производственные издержки.
Концепция проектирования
Любой вид продукции или процесс требует специальной проработки и принятия решения о технологии производства на основе материальных, трудовых и финансовых затрат. Расчет заказа базируется на пооперационном описании технологического процесса его изготовления: идентифицировать бизнес – процессы (технологические), установить последовательность и взаимодействие этих процессов (вход, выход), описать процедуры в карте, где указано: что, где, когда, на чем нужно сделать, указать нормативные документы управления процессом.
Процедура расчета заключается в том, что необходимо рассчитать для каждой технологической операции расход материалов, продолжительность, выработку, плановую себестоимость и стоимость (price).
Особенностью проектирования упаковки, этикетки является наличие дополнительной оснастки, используемой для выполнения отделочных процессов. Для ее изготовления должен быть разработан чертеж и передан субподрядчику для изготовления в указанные сроки.
Для реализации этого, необходимо решить следующие задачи:
- Сформировать продуктовую программу предприятия.
- Сделать выбор и описание используемой технологии, парка оборудования и расходных материалов.
- Определить загрузку производственных мощностей.
- Рассчитать экономические показатели производства.
- Расположить проектируемые производственные процессы в здании
Формирование продуктовой программы предприятия
Продуктовая программа представляет собой годовой план производства продукции, определяющий приоритетные направления развития бизнеса, ассортимент услуг и продукции для достижения экономической стабильности, обеспечения производственной загрузки оборудования.
Продуктовая программа представлена в виде таблицы, которая содержит количественные и некоторые качественные показатели, отражает объемы выпуска продукции. В составе продуктовой программы профильные виды продукции упаковка и этикетка. Непрофильные виды продукции листовая и книжная продукция. Они необходимы для выравнивания загрузки в период сезонных спадов объемов производства выпуска профильных продуктов.
Таблица 1
Продуктовая программа предприятия (промышленное задание на изготовление полиграфической продукции)
|
№ п/п |
наименование продукта, |
кол-во изделий, Н |
периодичность, В |
Формат и доля |
средний объем, Vф.п.л. |
средний тираж Т,тыс.экз. |
красочность, К |
Содерж внутри текс-х илл-й,% |
Внешн. оформлен.издания., тыс |
Печать доп-х эл-тов. Вклейки, приклейки, вкладки, накидки |
суперобложка |
форзац |
Годовое кол-во листов набора, знаков на 1 наименование |
Годовое кол-во печатных л-отт, тыс. |
Годовое кол-во краскооттисков, тыс. |
Годовое кол-во готов. продукц., тыс. |
||||||||||||||
|
физических |
приведенных |
|||||||||||||||||||||||||||||
|
штриховых |
растровых |
обложка |
Переплет №5 |
Переплет №7 |
красочность |
кол-во в одном издан. |
объем в стр. |
красочность, К |
красочность, К |
всего |
в т.ч. заполн-х |
всего |
в т.ч. заполн-х |
физических |
приведенных |
физических |
приведенных |
|||||||||||||
|
текстом |
илл-ми |
текстом |
илл-ми |
|||||||||||||||||||||||||||
|
штриховые |
растровые |
штриховые |
растровые |
|||||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
|
Упаковка |
||||||||||||||||||||||||||||||
|
1 |
для кондитерских изделий |
100 |
- |
70100/4 |
1 |
100 |
5+0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
100 |
- |
- |
- |
130 |
- |
- |
- |
2 500 |
3 250 |
12 500 |
16 250 |
10 000 |
|
2 |
для вино-водочной продукции |
70 |
- |
70100/2 |
1 |
150 |
5+0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
70 |
- |
- |
- |
91 |
- |
- |
- |
5 250 |
6 825 |
26 250 |
34 125 |
10 500 |
|
3 |
для парфюмерной продукции |
100 |
- |
70100/6 |
1 |
250 |
4+0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
100 |
- |
- |
- |
130 |
- |
- |
- |
4 200 |
5 460 |
16 800 |
21 840 |
25 000 |
|
4 |
для пищевой продукции |
210 |
- |
70100/4 |
1 |
500 |
4+0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
210 |
- |
- |
- |
273 |
- |
- |
- |
26 250 |
34 125 |
131 250 |
170 625 |
105 000 |
|
Этикетки |
||||||||||||||||||||||||||||||
|
5 |
Производственно-технич. этикетка |
150 |
- |
5070/110 |
2 |
500 |
4+4 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
300 |
- |
- |
- |
195 |
- |
- |
- |
1 380 |
897 |
5 520 |
3 588 |
75 000 |
|
Листовая продукция |
||||||||||||||||||||||||||||||
|
6 |
Арт постер |
50 |
- |
5070/2 |
1 |
100 |
4+0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
50 |
- |
- |
- |
32,5 |
- |
- |
- |
2 500 |
1 625 |
10 000 |
6 500 |
5 000 |
|
Книжные издания |
||||||||||||||||||||||||||||||
|
7 |
Для детей |
50 |
- |
5070/8 |
2 |
50 |
1+1 |
- |
100 |
2 500 |
- |
- |
- |
- |
- |
- |
- |
100 |
- |
- |
- |
65 |
- |
- |
- |
50 000 |
32 500 |
50 000 |
32 500 |
2 500 |
|
8 |
Рекламный каталог |
50 |
- |
5070/8 |
4 |
50 |
2+2 |
- |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
200 |
160 |
- |
40 |
130 |
104 |
- |
26 |
10 000 |
6 500 |
20 000 |
13 000 |
2 500 |
Анализ продуктовой программы
1. Упаковка для кондитерских изделий
Количественные показатели:
- формат и доля печатного листа - 70100/4;
- объем – 0.25 ф.п.л.;
- тираж - 100 тыс. экз.;
- количество наименований продукции – 100.
Качественные показатели:
1) Вид продукции
- по целевому назначению – для хранения и перемещения кондитерских изделий;
- по материальной конструкции - упаковка;
- по знаковой природе информации - иллюстрационный.
2) Полиграфическое оформление
- красочность - К=5+0 (CMYK+Pantone);
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – целлюлозный картон, плотность 280 г/м2;
- дополнительные виды отделки продукции – сплошное ВД-лакирование, тиснение фольгой, конгревное тиснение, высечка.
2. Упаковка для вино-водочной продукции
Количественные показатели:
- формат и доля печатного листа - 70100/2;
- объем – 0.5 ф.п.л.;
- тираж - 150 тыс. экз.;
- количество наименований продукции – 70.
Качественные показатели:
1) Вид продукции
- по целевому назначению – для хранения и перемещения вино-водочной продукции;
- по материальной конструкции - упаковка;
- по знаковой природе информации - иллюстрационный.
2) Полиграфическое оформление
- красочность - К=5+0 (CMYK+Pantone);
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – целлюлозный картон, плотность 350 г/м2;
- дополнительные виды отделки продукции – высечка.
3. Упаковка для парфюмерной продукции
Количественные показатели:
- формат и доля печатного листа - 70100/6;
- объем – 0.166 ф.п.л.;
- тираж - 250 тыс. экз.;
- количество наименований продукции – 100.
Качественные показатели:
1) Вид продукции
- по целевому назначению – для хранения и перемещения парфюмерной продукции;
- по материальной конструкции - упаковка;
- по знаковой природе информации - иллюстрационный.
2)Полиграфическое оформление
- красочность - К=4+0 (CMYK);
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – целлюлозный картон, плотность 300 г/м2;
- дополнительные виды отделки продукции – сплошное ВД-лакирование, конгревное тиснение, высечка.
4. Упаковка для пищевой продукции
Количественные показатели:
- формат и доля печатного листа - 70100/4;
- объем – 0.25 ф.п.л.;
- тираж - 500 тыс. экз.;
- количество наименований продукции – 210.
Качественные показатели:
1) Вид продукции
- по целевому назначению – для хранения и перемещения пищевых продуктов;
- по материальной конструкции - упаковка;
- по знаковой природе информации - иллюстрационный.
2) Полиграфическое оформление
- красочность - К=5+0 (CMYK+Pantone);
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – целлюлозный картон, плотность 280 г/м2;
-дополнительные виды отделки продукции – сплошное ВД-лакирование, конгревное тиснение, высечка.
5. Производственно-техническая этикетка
Количественные показатели:
- формат и доля печатного листа - 5070/110;
- объем –ф.п.л.;
- тираж - 500 тыс. экз.;
- количество наименований продукции – 150.
Качественные показатели:
1) Вид продукции
- по целевому назначению – содержание информации о продукте, привлечение внимания;
- по материальной конструкции - этикетка;
- по знаковой природе информации - иллюстрационный.
2) Полиграфическое оформление
- красочность - К=4+4 (CMYK);
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – целлюлозный картон, плотность 210 г/м2;
- дополнительные виды отделки продукции – выборочное УФ-лакирование, высечка.
6. Арт постер
Количественные показатели:
- формат и доля печатного листа - 5070/2;
- объем – 0.5 ф.п.л.;
- тираж - 100 тыс. экз.;
- количество наименований продукции – 50.
Качественные показатели:
1) Вид продукции
- по материальной конструкции - постер;
- по знаковой природе информации - иллюстрационный.
2)Полиграфическое оформление
- красочность - К=4+0 (CMYK);
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – бумага глянцевая, плотность 150 г/м2;
7. Издание для детей
Количественные показатели:
- тип издания – книжное;
- формат и доля печатного листа - 5070/8;
- объем – 2 ф.п.л.;
- тираж - 50 тыс. экз.;
- количество наименований продукции – 50.
Качественные показатели:
1) Вид продукции
- по целевому назначению – издание для детей;
- по материальной конструкции - книга;
- по знаковой природе информации - иллюстрационный.
2) Полиграфическое оформление
- красочность - К=1+1;
- площадь листа набора, занятая иллюстрациями (%) - 100;
- характер иллюстраций - растровые;
- запечатываемый материал – бумага мелованная, плотность 120 г/м2;
- дополнительные виды отделки продукции – сплошное ВД-лакирование на обложке.
3) Конструкция продукта
- обложка, блок;
- комплектовка блока вкладкой;
- способ скрепления – скобой внакидку.
8. Каталог рекламный
Количественные показатели:
- тип издания – книжное;
- формат и доля печатного листа - 5070/8;
- объем – 4 ф.п.л.;
- тираж - 50 тыс. экз.;
- количество наименований продукции – 50.
Качественные показатели:
1) Вид продукции
- по целевому назначению – каталог рекламный;
- по материальной конструкции - книга;
- по знаковой природе информации - текстовый.
2) Полиграфическое оформление
- красочность - К=2+2;
- площадь листа набора, занятая иллюстрациями (%) - 20;
- характер иллюстраций - растровые;
- количество тетрадей в блоке – 1, количество страниц в тетради - 32;
- запечатываемый материал – мелованная бумага, плотность 120 г/м2;
3)Конструкция продукта
- комплектовка блока вкладкой;
- способ скрепления – скобой внакидку.
Определение объема работ на этапах комплексного производственного процесса
1. Допечатное производство
Годовое количество листов набора
Lн. =Н ВVф.п.л.,
где Lн.– годовое количество физических листов набора;
Н – годовое количество наименований;
В – количество выходов в год (периодичность);
Vф.п.л. – средний объем издания, физических печатных листов.
Такой показатель, как содержание внутритекстовых иллюстраций в издании характеризует количество иллюстраций, которые отпечатаны вместе с текстовой частью издания. Он выражает ту долю от общего объема издания (в процентах), которую занимают внутритекстовые иллюстрации, причем отдельно штриховые и растровые. Всегда:
ат + аи.м. = 100,
где ат – процентное содержание текстового материала;
аи.м. – процентное содержание иллюстрационного материала.
Процентное содержание текста и иллюстраций – величины усредненные, которые могут меняться в небольших пределах для каждого из изданий, входящих в одну группу.
Годовой объем работы формного производства определяется в физических и приведенных листах набора по каждой расчетной позиции:
Lн.т = Lн · ат;
Lн.и.м. = Lн · аи.м.;
Lпр.н =Lн.и.м · kс;
Lпр.н.т =Lн.т ·kс;
где Lн.т – годовое количество физических листов набора, заполненных текстом;
Lн.и.м. – годовое количество физических листов набора, заполненными иллюстрациями;
Lусл.н – годовое количество приведенных листов набора, заполненных текстом;
Lусл.н.т - годовое количество приведенных листов набора, заполненных иллюстрациями;
kс – коэффициент емкости.
2. Печатное производство
Объем издания измеряют в печатных листах, а количество продукции, необходимое для изготовления всего тиража в печатных листах-оттисках:
Lотт = Vф.п.л.·T·H·B = Lн·Т;
Lпр.отт =Lотт · kс,
где Lотт – годовое количество физических печатных листов-оттисков;
Т – средний тираж издания, тыс.экз.
Число краскооттисков показывает количество печатной продукции с учетом ее красочности:
Lкр-отт =Lотт · К;
Lпр.кр-отт = Lкр-отт · kс,
где Lкр-отт – годовое количество физических краскооттисков;
К – красочность издания;
Lпр.кр-отт – годовое количество приведенных краскооттисков.
3. Послепечатное производство
Объем работы брошюровочно-переплетного производства – это количество экземпляров готовой продукции:
G = Н·B·T,
где G– годовое количество экземпляров готовой продукции.
Представленные данные объема работ позволяют сделать выводы о типе производства, гибкости, мощности предприятия, конкурентоспособности.
На основании сделанных расчетов по приведенной продуктовой программе определили тип производства – серийное. Тип производства влияет на следующие проектные решения: технологию и организацию производства, техническое оснащение, квалификацию и использование персонала, расчетные нормы, планировку оборудования, инженерное обеспечение производства.
Для повышения гибкости и конкурентоспособности специализированного предприятия в программу были включены книжные издания, листовая продукция и этикетка. Различные группы товаров, включенные в программу, позволят загрузить оборудование на полную мощность, и максимально исключить его простои в периоды сезонных спадов. Следует так же указать, что предоставление широкого спектра услуг с использованием большого разнообразия материалов и современного оборудования увеличивает возможность удовлетворения всех желаний заказчика, а значит повышает конкурентоспособность предприятия.
Описание выпускаемой продукции
Общие требования к упаковке
Упаковка товаров для народного потребления должна отвечать ряду технических, экономических и эстетических требований. Технические требования предусматривают, что материал, используемый для производства упаковки, ее конструкция должна отвечать свойствам помещенных в нее товаров. Она должна быть прочной и обеспечивать сохранность товаров при перевозке и хранении.
Упаковка должна быть недорогой в изготовлении, портативной и удобной для транспортирования, как с товаром, так и в пустом виде. Она должна обладать низким коэффициентом собственной массы (отношение массы к объему).
Упаковка должна иметь привлекательный внешний вид, а ее форма, цветовое решение, тексты и рисунки на ней должны служить воспитанию эстетических вкусов у покупателей.
К упаковке предъявляют следующие основополагающие требования: безопасность, экологические свойства, надежность, совместимость, взаимозаменяемость, экономическая эффективность.
1. Безопасность упаковки - означает, что содержащиеся в ней вредные для организма вещества не могут перейти в товар, непосредственно соприкасающийся с упаковкой. Это не значит, что в упаковке полностью отсутствуют вредные вещества. Такие вещества содержат многие виды упаковки. Например, в металлической таре имеются железо, олово или алюминий; в бумаге — свинец; в полимерных материалах — мономеры.
В этих случаях безопасность упаковки обеспечивается путем нанесения на нее защитных покрытий (пищевой лак, полуда для металлической тары) или ограничением сроков хранения изделий (полиэтиленовая или полихлорвиниловая упаковки).
Для красочного оформления, которое наносят на упаковку, должны применяться красители, разрешенные для этих целей органами Минздравсоцразвития России.
Наиболее безопасна стеклянная и тканевая тара, наименее — металлическая и полимерная.
2. Экологические свойства упаковки — способность ее при использовании и утилизации не наносить существенного вреда окружающей среде.
Абсолютно безопасных для окружающей среды видов упаковки нет, так как при утилизации разных видов упаковки в окружающую среду выделяются разнообразные вещества, отличающиеся различной степенью воздействия на нее.
При уничтожении термическим путем деревянной, бумажной, тканевой и полимерной упаковки в окружающую среду выделяется, прежде всего, углекислый газ. Накопление его в атмосфере Земли в повышенном количестве вызывает изменения климата вследствие парникового эффекта, что может привести к негативным последствиям.
Экологические свойства упаковки повышаются, если она используется многократно (возвратная тара) или подвергается вторичной переработке (например, бумагу и древесину перерабатывают в картон).
3. Надежность упаковки — способность сохранять механические свойства и/или герметичность в течение длительного времени. Благодаря этому свойству упаковка обеспечивает надлежащую сохраняемость товаров, причем способность разных видов упаковок сохранять упакованные товары неодинакова.
Кроме того, упаковка многократного использования сама должна обладать хорошей сохраняемостью, как с товаром, так и без него. Срок сохраняемости одноразовой упаковки может не превышать значительно сроки годности товаров.
4. Совместимость упаковки — способность не изменять потребительские свойства упакованных товаров.
Для этого упаковка должна быть чистой, сухой, без признаков плесени и посторонних запахов. Она не должна поглощать отдельные компоненты товара (вода, жиры и т. п.).
Запрещается применять упаковку, несовместимую с товаром. Например, нельзя использовать оберточную бумагу и полиэтиленовую пленку для жиросодержащих продуктов, так как жир впитывается в упаковку.
5. Взаимозаменяемость — способность упаковок одного вида заменить упаковки другого вида при использовании по одному функциональному назначению.
Эстетические свойства очень важны для упаковки и в первую очередь для потребительской тары. Эстетичность упаковки достигается путем применения привлекательных материалов (фольга, целлофан, полиэтилен и т. п.), а также красочного оформления (цветовое и дополнительная отделка).
Указанные требования предопределяют выбор упаковки в зависимости от ее назначения. Наиболее важными критериями выбора служат безопасность, надежность и совместимость, а также экономическая эффективность упаковки и сроки хранения упакованных товаров.
6. Экономическая эффективность упаковки определяется ее стоимостью, а также ценой эксплуатации и ценой утилизации.
Стоимость упаковки зависит от применяемых материалов, а также технологичности производства. Например, бумага дешевле стекла и металла, зато последние легко подвергаются плавлению, формовке или штамповке.
Одноразовая упаковка дешевле, но требуется больше затрат на ее утилизацию. Многооборотная тара отличается пониженными затратами, если она используется более 3-5 раз, не требуя ремонта.
Экономическая эффективность упаковок разных видов неодинакова и неразрывно связана с особенностями товаров, которые в нее должны быть упакованы. Невозможно выделить один вид упаковки, отличающийся высокой эффективностью для разных товаров.
Требования к упаковке будут расти в связи с динамичным изменением ситуации на рынке, выпуском новых видов тары, необходимостью легкой и быстрой идентификации товаров и другими факторами. [2]
Технические требования к упаковке
(в соответствии с ГОСТ 12301-2006)
Упаковка – это средство или комплекс средств, обеспечивающих защиту продукции от повреждения и потерь, окружающей среды от загрязнений, а также обеспечивающих процесс обращения продукции. (ГОСТ 17527 - 2003)
Упаковка для кондитерских изделий представляет собой коробку с крышкой, соединенной «шарнирно» с корпусом. По способу скрепления элементов конструкции и способу сборки – коробка складывающаяся; сечение прямоугольное; размеры 16024025 мм.
Характеристики
1. Линии сгиба коробок наносят рилевкой, биговкой, рицовкой или перфорированием. Линии сгиба по всей длине коробки должны быть нанесены четко, равномерно, без перекосов.
Не допускаются разрывы материала при трехкратном сгибании коробки по линии сгиба на 90.
2. Линии сгиба и отреза должны быть взаимно перпендикулярными. Отклонения от перпендикулярности линий не должна превышать 1,0 мм на каждые 100 мм длины.
3. На поверхности коробок не допускаются масляные пятна, расслаивание материала, механические повреждения, следы клея.
4. Крышки коробок должны надеваться на корпус без деформации. Элементы корпуса коробки и крышки скрепляют путем склеивания, сшивания металлическими скобами, складывания или иными способами.
5. Загиб отделочного материала по всему периметру корпуса и крышки коробки должен быть одинаковым и рекомендуется не более 25 мм.
6. Покрытие, нанесенное на поверхности коробки, должно быть равномерным, без вздутий и отслоений. Рисунок или текст, нанесенные на поверхности коробок различными методами (печатью, тиснением и др.), должны быть четкими, без искажений и пропусков.
7. скрепляющие элементы складывающихся коробок должны обеспечивать жесткую конструкцию коробок в собранном виде, их размеры должны быть взаимоувязаны для обеспечения плотного прилегания их друг к другу.
Маркировка и упаковка
1. Маркировка. На дно коробки, на боковые или торцовые стороны (внутри или снаружи) наносят товарный знак и/или наименование предприятия-изготовителя.
На каждую грузовую единицу коробок наносят маркировку (или вкладывают ярлык), содержащую:
- наименование продукции, торговую марку (при наличии);
- наименование страны-изготовителя и/или товарный знак;
- наименование предприятия-изготовителя и его юридический адрес;
- тип, вид, исполнение, размеры коробок, вспомогательные упаковочные средства (при наличии);
- количество коробок в упаковке;
- дату изготовления;
- номер партии;
- обозначение настоящего стандарта;
- манипуляционный знак «Беречь от влаги» по ГОСТ 14192.
По заказу потребителя допускается на упаковке располагать ярлык с печатным изображением готовой продукции (коробки).
Национальный знак соответствия для сертифицированной продукции указывают в товаросопроводительной документации.
2. Упаковка. Коробки поставляют в собранном виде или в виде заготовок.
2.1.Заготовки коробок или коробки в собранном виде предварительно укладывают в стопы, ориентируют их по наружному контуру. Стопы коробок или заготовок формируют в кипы или укладывают в ящики из гофрированного картона.
2.2. Заготовки коробок упаковывают в один слой оберточной бумаги по ГОСТ 8273 массой площади 1м2 от 100 до 120 г или в два слоя бумаги массой площади 1м2 от 50 до 80 г и перевязывают шпагатом по ГОСТ 17308 или другим обвязочным материалом, обеспечивающим прочность обвязки. На кромках в местах перегиба под шпагат вкладывают прокладки из картона для потребительской тары по ГОСТ 7933, других видов картона или отходов производства коробок.
2.3. По согласованию с заказчиком допускается применять другие упаковочные материалы, обеспечивающие сохранность коробок при транспортировании и хранении.
2.4. Предельная масса кипы коробок не должна превышать 20 кг.
2.5. В одну кипу (пакет) упаковывают коробки, изготовленные из одного материала, одного типа, вида отделки, художественного оформления и упаковочных вспомогательных средств.
Коробки. Технические условия.
ТУ 9571-105-14350732-2006
Настоящие технические условия распространяются на упаковку из картона и других листовых бумажных материалов, и комплекты упаковки (основание и крышка), отпечатанные офсетным способом печати, предназначенные для упаковывания пищевых продуктов и других целей, или пакетов с пищевыми продуктами - код 95 7110.
Технические требования
1. Коробки должны соответствовать требованиям настоящих технических условий, требованиям нормативной документации на конкретный вид продукции, образцу - эталону и оригиналу, утвержденному заказчиком.
1.1. Оригиналы коробок должны быть выполнены с учетом свойств применяемых материалов и полиграфических красок, особенностей технологии полиграфического производства и соответствовать требованиям ГН 2.3.3.972-00.
1.2. Исполнитель изготавливает пробный оттиск, который утверждается заказчиком и после подписания «в печать» становится эталоном для оценки качества тиражной продукции. Все отклонения от оригинала должны быть согласованы с заказчиком.
1.3. Изготовитель тиражной продукции обязан нанести свой товарный знак, располагая его в местах, не нарушающих общего художественного решения коробки.
Допускается исполнителю тиражной продукции размещать коммерческую рекламу, при этом оригинал должен быть согласован с заказчиком. Реклама должна занимать не более 1/3 площади печатного поля с обязательной рубрикой «Реклама».
Требования к материалам
1. Для художественного оформления коробок применяют офсетный вид печати в одну, две, три, четыре и более красок.
2. Типы и размеры коробок определяются требованиями нормативных документов на продукцию по согласованию с заказчиком.
3. Направление волокон бумаги для коробок должно соответствовать спецификации заказчика.
Таблица 2
Основные требования к качеству коробок
|
№ п/п |
Показатель |
Норма |
Допускаемые отклонения |
|
1 |
2 |
3 |
4 |
|
1 |
Качество печати |
1.1.Соответствие цвета и оттенка красок на тиражном оттиске контрольному
1.2.Совмещение красок на многокрасочном оттиске.
1.3.Полная пропечатка участков изображения и текста без марашек и склеивания оттисков.
1.4.Отсутствие отмарывания оттисков. |
Не более +/-0,10 ед. оптической плотности для светлых красок
Не более 0,2 мм
Не допускается
Допускается незначительное отмарывание на оборотной стороне оттисков без заметного искажения изображения и текста оттиска |
|
2 |
Качество лакирования |
Равномерное лаковое покрытие на оттисках без затеков, пропусков, трещин |
Не допускается |
|
3 |
Качество тиснения |
3.1. Совмещение рельефного изображения с красочным
3.2. Сохранение прочности оттисков без разрывов бумаги. |
Для коробок с размером меньшей стороны до 100 мм +/-0,2 мм, для коробок с размером меньшей стороны 100 мм и более +/-0,4 мм.
Не допускается |
|
4 |
Размеры |
Размеры рисунков и живописных полей коробок должны соответствовать пробным (контрольным) оттискам. 4.1. Коробки фигурные (высечка на прессах).
4.2. Углы на коробках должны быть прямыми. |
По коробкам фигурным высечка на высекальных (вырубных) прессах — допуск от заданных размеров: при длине меньшей стороны (диаметра) до 100 мм +/- 0,5 мм; При длине меньшей стороны более 100 мм +/- 1,0 мм. Допускается косина при длине коробок до 100 мм — 0,5 мм, свыше 100 мм — 1,0 мм. 100 мм +/- 1,0 мм. |
|
5 |
Центровка |
Высечка и резка коробок, не имеющих оконтуривающих рамок, должны производиться в соответствии с оригиналом и утвержденными размерами при центральном расположении рисунка и текста на коробке. На высечках не должно быть заусениц. |
От центрального расположения рисунка +/- 1,0 мм. |
|
6 |
Линии контура |
Соблюдение оконтуривающей линии: Коробки фигурные высечка на высекальных (вырубных) прессах. |
От линии контура:
а) для коробок с размером меньшей стороны (диаметром) до 100 мм. +/- 0,5 мм; б) для коробок с размером меньшей стороны (диаметром) 100 мм. и более +/- 1,0 мм. |
|
7 |
Косина коробки |
Совмещение противоположных сторон коробки. |
Косина коробки: а) при длине коробки до 100 мм — 0,5 мм; б) при длине коробки свыше 100 мм — 1,0 мм. |
Характеристики полиграфического исполнения
1) Тиражные оттиски по цветовому тону краски должны соответствовать утвержденным пробным оттискам, при отсутствии пробных оттисков — утвержденному образцу.
2) По характеру и размерам элементов изображения, расположению рисунков и текста оттиски должны соответствовать образцу-эталону.
3) Денситометрические нормы и допустимые отклонения плотности отражения должны соответствовать ОСТ 29.66-90.
4) Основные показатели качества полиграфического исполнения коробок должны соответствовать нормам, указанным в таблице 3.
Таблица 3
Основные показатели качества полиграфического исполнения коробок
|
№ п/п |
Технологический процесс. Наименование показателя (параметр контроля) |
Норма |
Метод измерения (контроля) |
|
1 |
2 |
3 |
4 |
|
1 |
Печатный процесс |
||
|
1.1. |
Внешний вид продукции |
Отсутствие механических повреждений, морщин, загнутых углов, масляных пятен, смазывания краски. Допускается незначительное отмарывание краски на оборотную сторону оттиска при условии, если не ухудшается качество изображения. |
Визуальный по настоящим ТУ |
|
1.2. |
Воспроизведение всех элементов изображения |
Соответствие образцу — эталону, пробным оттискам. |
Визуальный по настоящим ТУ |
|
1.3. |
Воспроизведение цветового оттенка |
Отсутствие заметного различия в цветовом тоне и оттенке красочного изображения при сравнении с образцом — эталоном. Соответствие денситометрическим нормам печатания и допустимым отклонениям плотности отражения. |
Визуальный по настоящим ТУ ОСТ 29.66-90 |
|
1.4. |
Допустимое несовмещение красок |
0,2 мм |
лупа-микроскоп типа МПБ-2 |
|
2 |
Лакирование |
||
|
2.1. |
Внешний вид |
Лаковый слой сухой, без пузырей, затеков, царапин, пятен. Отсутствие заметного различия в цветовом тоне и оттенке красочного изображения. |
Визуальный по настоящим ТУ |
|
3. |
Тиснение |
||
|
3.1. |
Внешний вид |
Изображение укрывистое, полная проработка деталей изображения, отсутствие механических повреждений бумаги, отсутствие натиска от краев конгревного штампа. |
Визуальный по настоящим ТУ |
|
3.2. |
Допустимое отклонение совмещения отпечатанного изображения с тиснением |
Не более 0,5 мм |
Измерительный по настоящим ТУ |
Графическое описание производственного процесса изготовления продукции (упаковка)
Проектирование конструкции складных коробок
1. Выбор материала
При выборе материала учитывается ряд разнообразных факторов. Материал должен удовлетворять требованиям, связанным с упаковываемой продукцией и способами обращения с ней. Прежде всего анализируются физико-механические свойства, непроницаемость для влаги, жира, водяного пара и других факторов. С другой стороны, рассматриваются технологические свойства. Запечатываемые свойства материала должны соответствовать выбранному способу печати и предусмотренному внешнему виду. Материал должен хорошо обрабатываться в технологических машинах и быть пригодным к склеиванию или к сварке. Кроме того, материал должен позволять создать конструкцию складной коробки, соответствующую заданному способу упаковывания продукции — ручному, полуавтоматическому или автоматическому. Следует учитывать и стоимость материала. Его доля в цене конечного продукта не должна быть значительной.
2. Определение конфигурации и габаритных размеров
Рациональное техническое решение в определении конфигурации и габаритных размеров позволяет сократить расход материала, исключить дополнительную трудоемкость при сборке коробок, оптимизировать процесс распределения упакованной продукции.
После этого определяются конструктивные особенности коробки: наличие клеевых соединений, тип и вид замковых затворов, конструкции дна и крышки и т. д. В результате разрабатывается чертеж развертки коробки с использованием системы компьютерного проектирования САПР. В зависимости от конструктивных особенностей из большой базы данных выбирается принятая за основу конструкция. По габаритным размерам, виду и типу материала, местам склейки и другим параметрам определяются особенности развертки коробки.
На следующей стадии чертеж развертки коробки переносится на выбранный материал и изготавливается индивидуальный образец коробки без текстовой и изобразительной информации. В процессе сборки коробки уточняются конструктивные особенности элементов ее развертки. Полученный образец коробки согласовывается с заказчиком, при необходимости вносятся изменения в чертеж развертки коробки.
Образец коробки подвергается комплексу механических испытаний, согласованному с заказчиком. Как правило, испытания должны моделировать возникающие нагрузки при перевозке, складировании и различных операциях обработки продукции. По результатам испытаний могут при необходимости изменяться материал и конструктивные особенности коробки.
3. Создание комплекса текстовой и изобразительной информации
Уточненный чертеж развертки коробки совмещается с текстовой и изобразительной информацией, осуществляется корректировка расположения надписей и других элементов оформления. Для выполнения этой операции разработан ряд компьютерных программных комплексов, который объединяет в себе возможности мощного гибридного графического редактора и процессора технологической подготовки. Программный продукт ESKO software Suite7 (определяет объем коробки, дает план раскроя с клапанами с оптимальным размещением заготовки на листах картона, обеспечивает художественное оформление этикетки и коробки с учетом швов вырубки в соответствии с цветовыми стандартами красок).
Развертка с текстовой и изобразительной информацией наносится методом цифровой печати на материал коробки. Современные средства цифровой печати позволяют обеспечить совпадение цветов с традиционной печатью, например офсетной, с точностью 90-95% . Из развертки собирается натурная модель коробки- Она согласовывается с заказчиком. В случае необходимости изменений и дополнений составляется протокол. После их внесения в проект изготавливается вторая натурная модель, которая снова согласовывается с заказчиком. Утвержденная натурная модель становится эталоном для будущего серийного производства коробок. Процесс согласовывания натурных моделей с заказчиком значительно облегчается с использованием компьютерной сети Internet.
4. Позиционирование разверток коробки на формате заготовки картона
Формат заготовки картона определяется типом и маркой оборудования, задействованного в технологическом процессе изготовления коробок: печатных и отделочных машин, штанцевальных прессов, фальцевально-склеивающих автоматов.
Позиционирование является сложной задачей. Оно определяет важнейшие технические характеристики процесса изготовления складных коробок.
Во-первых, это технико-экономические показатели. От оптимальности позиционирования зависит количество отходов картона и гофрокартона, а также производительность процесса. Числовым показателем оптимальности позиционирования является коэффициент использования материала (КИМ), определяемый отношением площади заготовки картона (S3) к суммарной к суммарной площади получаемых из нее разверток коробок.
Чем больше КИМ приближается к единице, тем меньше отходов картона и ниже себестоимость изготавливаемых коробок. На позиционирование влияет и программа выпуска коробок различной конфигурации. В ряде случаев экономически выгоднее пойти на снижение КИМ, но разместить на одном формате заготовки различных коробок.
Во-вторых, от правильности позиционирования зависит качество печати, отделки, штанцевания, отделения отходов и разделения разверток коробок по их отдельным профилям. При позиционировании следует предусматривать возможности равномерного распределения давления в процессе печати. балансировки штанцевальных форм по осям симметрии.
В-третьих, позиционирование определяет механические свойства коробок. Развертки коробок необходимо ориентировать относительно машинного направления при изготовлении картона. Как правило, машинное направление соответствует длинной стороне формата заготовки.
Завершающей стадией проектирования складных коробок являются разработка конструкции штанцевальной формы и составление спецификаций необходимых для ее изготовления материалов. [2]
1. Проектирование печатного производства
1.1. Выбор и обоснование способа печати
Офсетная печать является безусловным лидером на рынке полиграфических услуг. Прочному положению этого способа печати способствуют цифровые и лазерные технологии, а также средства автоматизации, которые позволили многократно снизить время перенастройки с тиража на тираж. С помощью этого способа изготавливается широкий диапазон печатной продукции: от однокрасочных бланков до глянцевых рекламных журналов, отпечатанных в 6-7 красок. Такое количество красок так же позволит получать яркую многокрасочную упаковку, которая позволит привлечь большинство потребителей.
Офсетный способ печати позволяет получать продукцию превосходного качества, отличается высокой степенью цветопередачи и точностью воспроизведения мелких элементов изображения. Помимо основных цветов (CMYK), при печати возможно применение дополнительной палитры (pantone), а также лака. Офсет предусматривает использование большого ассортимента бумаг различных фактур и плотности, имеет меньшие ограничения по формату. Офсетный способ печати расширяет полиграфические возможности исполнения: качественная передача всех нюансов и полутонов, печать металлизированными красками, бронзирование металлическими порошками (яркий металлический блеск или деликатное бриллиантовое мерцание), гибридное лакирование и т.п.
К достоинствам офсетной печати также можно отнести:
- возможность двусторонней печати многокрасочной продукции (в том числе и высокохудожественной) продукции в 1 прогон;
- использование любых видов послепечатной обработки;
- осуществление печати больших тиражей за довольно короткие сроки;
- осуществление печати больших тиражей по довольно низкой стоимости (оборудование для офсетной печати плакатов, буклетов, календарей рассчитано на определенное количество материалов. Исходя из этого, если объем заказа по офсетной печати увеличивается, то стоимость одной копии снижается. Следовательно, чем выше тираж, тем выгоднее становится офсетная печать);
- удобность использования офсета для печати повторяющихся рекламных материалов;
- возможность использования различных методик, улучшающих внешний вид и индивидуальность заказа.
Недостатки офсетной печати:
- невозможно выполнить срочный заказ, например, в течение нескольких часов;
- длительная допечатная обработка, которая отнимает много времени;
- при малых тиражах увеличивается себестоимость продукции.
Технология офсетной печати дает высокое качество продукции. Развитие офсетного способа печати во многом обусловлено достижениями современных формных процессов. Этот способ печати оптимален для тиражей средних и больших объёмов. Отличается высокой точностью детализации и цветопередачи, средним уровнем затрат на оборудование и невысокой себестоимостью продукции.
В офсетном способе печати толщина красочного слоя на оттисках меньше, чем на оттисках других способов печати, соответственно меньше и интервал оптических плотностей при использовании черной краски. Искажения растровых элементов в офсете в значительной степени предупреждается путем сбалансированной подачи краски и влаги. Благодаря этому краска не заходит за пределы печатающих элементов формы, т.к. влага препятствует проникновению краски на пробельные элементы. [3]
Руководствуясь выше приведенными характеристиками офсетного способа печати, однозначно определили, что печать представленной продуктовой программы будет производиться именно этим способом.
Ресурсами для выполнения печатных процессов являются:
Оборудование;
Материалы:
Рабочие инструкции;
Компетентный персонал.
Назначением процесса является изготовление заказа в соответствии с описанными требованиями к продукту, срокам изготовления, упаковке.
Вход процесса:
Оригинал-макет;
Комплект печатных форм;
Задания на выполнение каждой технологической операции в соответствии с заказом, включая отгрузку;
Подготовка и получение расходных материалов по заявкам, соответственно заказу.
Выход процесса:
Отгрузка в соответствии с заказом (объёмом выполненных работ);
Регистрация в соответствующих документах технологических, организационных проблем;
Регистрация качества и объёма выполненных работ;
Регистрация факта экономии или перерасхода материалов в процентах, метрах, килограммах.
1.2. Выбор печатного оборудования
Согласно выбранной продуктовой программе рассмотрим элементы, для которых необходима печать и подберем печатное оборудование.
Таблица 1.1
Элементы продуктов
|
Элемент |
Формат |
Красочность |
Лак |
Оборудование |
|
|
1 |
Упаковка для кондитерских изделий |
70100/4 |
5+0 |
ВД |
Roland R 706 L |
|
2 |
Упаковка для вино-водочной продукции |
70100/2 |
5+0 |
- |
Roland R 706 L |
|
3 |
Упаковка для парфюмерной продукции |
70100/6 |
4+0 |
ВД |
Roland R 706 L |
|
4 |
Упаковка для пищевой продукции |
70100/4 |
5+0 |
ВД |
Roland R 706 L |
|
5 |
Произв.-техническая этикетка |
5070/110 |
4+4 |
УФ |
Roland 202 TOB |
|
6 |
Арт постер |
5070/2 |
4+0 |
- |
Roland 202 TOB |
|
7 |
Издание для детей блок обложка |
5070/8 70100/16 |
1+1 4+0 |
- ВД |
Roland 202 TOB Roland R 706 L |
|
8 |
Каталог рекламный |
5070/8 |
2+2 |
- |
Roland 202 TOB |
Офсетная листовая печатная машина Roland 202 TOB
Двухкрасочная печатная машина с пятицилиндровой схемой построения печатного аппарата. Преимущество этой схемы в том, что машина чрезвычайно компактна, а совмещение двух красок на оттиске зависит только от заводской регулировки механики и отладки механизмов печатного аппарата, несовмещение практически равно нулю. Печатный цилиндр имеет двойной диаметр по сравнению с формным и офсетным цилиндрами, что делает возможным печать на более толстых и жестких картонах.
Печатная машина Roland 202 TOB занимает всего 5,1 м2, а вместе с зоной обслуживания 5,5 м2. Особое внимание следует обратить на три ее параметра:
1. диапазон плотности запечатываемого материала - от бумаги 40 г/м2 до картона толщиной 0,8 мм. Это единственная машина такого формата, которая работает с картоном толщиной 0,8мм;
2. габариты машины;
3. большой вес машины, что обеспечивает стабильную и надежную работу на высоких скоростях без вибрации и шума.
Самонаклад МАВЕG зарекомендовал себя как надежный и стабильный в работе и в дополнительной рекламе не нуждается.
Оснащение базовой комплектации машины
Самонаклад и наклонный стол
- электромеханическое устройство подъема-опускания несущей плиты стапеля самонаклада;
- система точного разделения листов с каскадной подачей на накладной стол при помощи специальной головки самонаклада;
- пневмооснащение системы подачи листов, раздув, вакуумные присоски для отделения листов от стопы и их начальной транспортировки;
- накладной стол с пневматическими транспортирующими ремнями;
- нижние передние упоры;
- пневматические боковые упоры с быстрой и точной настройкой;
- фотоэлектрический контроль отсутствия листа, наличия двойного листа, перекоса листа и подхода листа к передним упорам с запаздыванием или опережением;
- форгрейфер с ускоренным возвратным движением;
- система нон-стоп для безостановочной перегрузки стапеля.
Печатная секция
- 5-цилиндровая система с расположением двух офсетных цилиндров вокруг единого печатного цилиндра двойного диаметра; печать листа двумя красками с высокой точностью (отсутствуют передаточные механизмы между двумя секциями), можно сказать, "крест в крест";
- централизованная система приводки по окружности и по оси второго формного цилиндра по отношению к первому на ходу машины;
- размещение всех приводных элементов в пыле- и маслонепроницаемых кожухах с системой смазки по принципу масляной ванны;
- формные и офсетные цилиндры работают по контактным кольцам;
- быстрозажимные планки крепления и натяжения печатных форм;
- система увлажнения - спиртовая типа Roland-Matic с системой охлаждения и рециркуляции.
- формные, офсетные и печатные цилиндры имеют антикоррозийное покрытие;
- развитые красочные аппараты: 4 накатных валика различного диаметра с системой точной юстировки прижима к печатной форме; дукторный и раскатные цилиндры имеют бесступенчатую регулировку движения. Встроенная система смывки красочных валиков.
Приемное устройство
- низкостапельная приемка с фотоэлектронным контролем уровня верхней кромки стапеля;
- устройство разглаживания выводимого листа;
- система пневмоторможения выводимого листа;
- специальное оснащение нон-стоп для безостановочной смены стапелей;
- устройство распыления противоотмарочного порошка ВЕКОТ-6.
Привод
- электронное дистанционное управление с центрального пульта на приемке и других панелях машины;
- главный привод с обеспечением заправочной скорости;
- электропитание - трехфазный переменный ток.
Преимущества печатной машины Roland 202 TOB
Расположение двух красочных аппаратов на стороне приемки облегчает работу печатника при регулировании подачи красок, смывке красочных аппаратов и контроле машины в процессе печатания тиража.
Автоматическая смывка красочных аппаратов ускоряет процесс подготовки машины при смене красок или при переходе на печать нового заказа.
Удобная смена печатных форм посредством планок для быстрого натяжения пластин уменьшает простои машины.
Центральный пульт управления печатной машиной Roland 202 TOB избавляет печатника от лишних передвижений и экономит время, особенно при переходе с одного тиража на другой.
Большое количество дополнительных устройств, расширяющих технологические возможности машины, делает ее основной и незаменимой на малых полиграфических предприятиях и весьма полезной на больших. На крупных предприятиях эти машины незаменимы, когда необходимо быстро и качественно выполнить заказ на бумаге или картоне небольшим тиражом в пределах 1000-5000 оттисков. [11, 12]
Таблица 1.2
Технические характеристики
|
Характеристика |
Значение |
|
Красочность |
2 |
|
Формат бумаги, мм |
мин. 210х280 макс. 520х740 |
|
Формат печати (макс), мм |
510х735 |
|
Производительность, оттисков/час |
13 000 |
|
Высота стапеля в приемке/самонакладе, мм |
500/1205 |
|
Плотность запечатываемого материала, г/м2 |
40-300 |
|
Размеры пластин, мм |
557 х 740 |
|
Толщина пластин, мм |
макс. 0,3 |
|
Размеры офсетного полотна, мм |
585 х 750 |
|
Установленная мощность базовой машины |
514 кВт, 3 Х 400 / 230 В, 50 Гц |
|
Габариты, мм |
2335х1880х2180 |
|
Вес, кг |
6100 |

Рис.1. Изображение офсетной печатной машины Roland 202 TOB
Для технико-экономического сравнения была выбрана печатная машина KBA Rapida 72K. По большинству параметров она идентична офсетной печатной машине Roland 202 TOB. Однако у Roland 202 TOB более широкий диапазон плотностей запечатываемых материалов, что позволит воспроизводить печать не только на тонких бумагах, но и на картоне толщиной до 0,8 мм. Также можно отметить, что формат печати на Roland несколько больше, чем на Rapida, что позволяет в некоторых случаях использовать большую площадь листа для запечатки. Кроме того габариты выбранного оборудования позволят занять меньшую площадь в печатном цехе, что тоже немаловажно для предприятия.
Рис. 2. Соотношение размеров формы, бумаги и изображения
Таблица 1.3
Технико-экономическое сравнение печатных машин
|
Характеристика |
Man Roland 202 TOB |
KBA Rapida 72K |
|
Количество секций |
2 |
2 |
|
Формат бумаги, мм мин. макс. |
210280 520740 |
210297 520720 |
|
Формат печати (макс), мм |
510735 |
500700 |
|
Производительность, оттисков/час |
13 000 |
17 000 |
|
Высота стапеля в приемке/самонакладе, мм |
500/1205 |
570/1370 |
|
Плотность запечатываемого материала, г/м2 Толщина, мм |
40-300 0,8 |
40-300 0,5 |
|
Размеры пластин, мм |
557 х 740 |
550 х 720 |
|
Толщина пластин, мм |
0,3 |
0,5 |
|
Размер офсетного полотна, мм |
585 750 |
585 735 |
|
Потребляемая мощность, кВт |
25 |
24 |
|
Габариты, мм |
233518802180 |
3045 2690 2000 |
|
Вес, кг |
6100 |
5400 |
Офсетная листовая печатная машина Man Roland R 706 L
Man Roland R 706 L – листовая офсетная печатная машина среднего формата. Благодаря высокой производительности и значительной степени автоматизации уже в базовой комплектации позволяет достигнуть высокой рентабельности и автоматизации печатного процесса. Ее отличает высочайшее качество печати и возможность запечатывать широкий диапазон материалов, начиная от сигаретной бумаги и заканчивая картоном до 1 мм.
Таблица 1.4
Технические характеристики
|
Характеристика |
Значение |
|
Количество секций |
6 |
|
Формат бумаги, мм |
мин. 340480 макс. 7401040 |
|
Формат печати (макс), мм |
7151020 |
|
Производительность, оттисков/час |
15 000 |
|
Толщина запечатываемого материала |
1 мм |
|
Установленная мощность базовой машины |
514 кВт, 3 Х 400 / 230 В, 50 Гц |
|
Толщина пластин, мм |
0,3-0,5 |
|
Размер печатных пластин, мм |
785 1050 |
|
Размер офсетного полотна, мм размер толщина подкладка |
9101060 0,9 7801050 |
|
Габариты, мм |
11 933 3 450 2140 |
|
Вес, кг |
49 350 |
Дополнительное оснащение машины
- дополнительный датчик двойного листа;
- пульт дистанционного управления с автоматическим денситометром;
- комплект устройств для проводки картона;
- устройство разглаживания листов в межсекционной листопроводящей системе;
- пакет «Profit Plus Lack»: двойной лаковый модуль, система камерного ракеля, возможность очень точной коррекции натиска;
- щеточное устройство смывки печатного цилиндра в лаковом модуле ;
- устройство рециркуляции лака, включая узел охлаждения;
- инфракрасная / термовоздушная промежуточная и конечная сушка;
- увлажнение с дельта-эффектом Rolandmatic Delta dampening;
- переговорное устройство Intercom;
- снабжение воздухом Becker Vari Air system;
- темперирование красочных аппаратов;
- устройство отсоса противоотмарывающего порошка Grafix powder spray recovery system;
- распылитель Grafix cantronic 3000 powder spray. [12]

Рис.3. Изображение офсетной печатной машины Roland R 706L
Рис. 4. Соотношение размеров формы, бумаги и изображения
Для сравнения выбрана листовая офсетная печатная машина KBA Rapida 105-6L. Данное оборудование так же, как и Roland R 706L включает в себя шесть секций, но позволяет воспроизводить печать на картоне большей плотности. Максимальная производительность их одинакова, однако по габаритам и весу предпочтение отдадим Roland R 706L. Габариты выбранного оборудования позволят занять меньшую площадь в печатном цехе, а вес обеспечит меньшие вибрации при работе машины, что тоже немаловажно для предприятия.
Таблица 1.5
Сравнение двух вариантов машин
|
Характеристика |
Man Roland R 706 L |
KBA Rapida 105-6L |
|
Количество секций |
6 |
6 |
|
Формат бумаги, мм |
мин. 340480 макс. 7401040 |
мин. 360520 макс. 7201050 |
|
Формат печати (макс), мм |
7151020 |
7101030 |
|
Производительность, оттисков/час |
15 000 |
15 000 |
|
Толщина запечатываемого материала, мм |
картон до 1,2 мм |
картон до 1 мм |
|
Мощность базовой машины |
65 |
65 |
|
Толщина пластин, мм |
0,3-0,5 |
0,5 |
|
Размер печатных пластин, мм |
7851050 |
795 1050 |
|
Размер офсетного полотна, мм |
9101060 |
875 1060 |
|
Габариты, мм |
11 933 3 450 2140 |
12 120 4 030 2 280 |
|
Вес, кг |
49 350 |
39 800 |
1.3. Расчет количества печатных машин
После того, как сделан выбор печатного оборудования для каждого элемента продуктовой программы, необходимо произвести расчеты по его количеству. Зная трудоемкость процесса печати, нормы времени и выработки на процессы печати и приладки, можно рассчитать необходимое количество печатных машин по формуле:
Np=Тн-ч/Тобор,
где Np – расчетное количество печатных машин, предназначенных для печати данного вида продукции,
Тн-ч – трудоемкость выполнения операции приладки и печати тиража,
Тобор – годовой фонд времени работы машины (при двусменном режиме работы принят 3600ч).
Суммарная трудоемкость процесса печати (в нормо-часах) на определенной печатной машине складывается из трудоемкости приладки Тприл и трудоемкости печатания Тпеч:
Тн-ч = Тприл + Тпеч
Расчет времени на печать тиража определяется с использованием величины входного тиража по формуле:
Тпеч = Qпеч + Нвр,
где Qпеч – величина входного тиража (программа на печать одного заказа с учетом технологических отходов).
Qпеч = Н В V Твх,
где Твх – величина входного тиража,
Нвр – норма времени на печать одной учетной единицы (1000 листопрогонов),
Тпеч – плановая продолжительность печати (трудоемкость).
Расчет количества листопрогонов на тираж: Lпр = Твх V К / р, где р – количество физических печатных листов, печатаемых за один оборот печатной машины.
Трудоемкость приладок на печатной машине рассчитывается по формуле:
Тприл = Nприл К Нвр прил,
где Nприл – количество приладок,
К – красочность (количество секций) печатной машины,
Нвр прил – норма времени на приладку одной красочной секции, ч. В норму времени на приладку входит время на смену форм, время на установку новых форм, время на смывку красочного аппарата.
Количество приладок на данной печатной машине:
Nприл = Н В (V/m),
где Н – количество наименований видов продукции, печатаемой на данной машине,
В – количество выходов (для периодических изданий),
(V/m) – количество приладок на одно издание – соотношение объема продукта (ф.п.л.) и количества m физических печатных листов, печатаемых за один оборот печатной машины.
Для определения объема работ необходимо найти величину входного тиража Твх по формуле:
Твх= Тпрог + %отх
Расчет трудоемкости печати тиража
Расчет трудоемкости печати тиража производится с учетом затрат времени на приладку и выполнение основной операции.
Согласно нормам время на приладку одной формы составляет 0,33ч.
Нормы времени и выработки на печать взяты с учетом эксплуатационной скорости печатной машины. Печать производится на картоне для изданий второй группы сложности.
Таблица 1.6
Нормы времени и выработки на печатание
|
Наименование оборудования |
Число оборотов печатного цилиндра, мин |
Норма времени, мин |
Норма выработки, ч |
|
Двукрасочная машина Man Roland 202 TOB |
130 |
9,3 |
6,42 |
|
Шестикрасочная машина Man Roland R 706 L |
100 |
13,2 |
4,55 |
Таблица 1.7
Расчет норм отходов на заказ
|
№ п/п |
Наименование субоперации |
Значение величины отходов, % |
|||||||
|
упковка для кондитерских изделий |
упковка для вино-водочной продукции |
упковка для парфюмерной продукции |
упковка для пищевой продукции |
навесная этикетка |
постер |
издание для детей |
рекламный каталог |
||
|
1 |
Подготовка к печати разрезка на листы подрезка по формату |
- 0,3 |
- 0,3 |
- 0,3 |
- 0,3 |
- 0,3 |
0,5 0,3 |
0,5 0,3 |
0,5 0,3 |
|
2 |
Процесс печати приладка печать |
1 5,4 |
1 3,5 |
1 4 |
1 4,2 |
0,5 6,8 |
0,5 4,8 |
0,5 1,2 |
0,5 2,4 |
|
3 |
Штанцевание |
1 |
1 |
1 |
1 |
1 |
- |
- |
- |
|
4 |
Фальцовка, склейка |
0,5 |
0,5 |
0,5 |
0,5 |
0,2 |
- |
0,5 |
0,5 |
|
5 |
Скрепление, обрезка |
- |
- |
- |
- |
- |
0,2 |
0,2 |
0,2 |
|
6 |
Процесс экспедирования |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Итого |
9,2 |
7,3 |
7,8 |
8 |
9,8 |
7,3 |
4,2 |
5,4 |
Таблица 1.8
Расчет загрузки по печати
|
№ п/п |
Наименование модели продукта |
Количество продукта, Н |
Формат и доля листа, см |
Средний объем, V, ф.п.л. |
Чистый тираж, Т, тыс.экз. |
Красочность, К |
Марка машины |
Формат прогонного листа, см |
Прогонный тираж, Т, тыс.экз |
% брака на технологические отходы |
На одно наименование |
Годовое количество |
Группа сложности печати |
Норма времени |
Годовое количество часов |
Трудоемкость печати тиража, н-ч |
||||
|
количество форм-приладок |
листопрогонов, тыс (входной тираж) |
количество форм-приладок |
листопрогонов, тыс (входной тираж) |
на одну приладку, ч |
на печать учетной единицы, ч |
на приладки, ч |
на печать, ч |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
|
1 |
Упаковка для кондитерских изделий |
100 |
70100/4 |
1 |
100 |
5 |
Man Roland R 706 L |
70100 |
25 |
9,2 |
6 |
28,3 |
600 |
2830 |
II |
0,33 |
0,22 |
198 |
620 |
818 |
|
2 |
Упаковка для вино-водочной продукции |
70 |
70100/2 |
1 |
150 |
5 |
70100 |
75 |
7,3 |
5 |
80,5 |
350 |
5635 |
II |
0,33 |
0,22 |
115,5 |
1239 |
1354,5 |
|
|
3 |
Упаковка для парфюмерной продукции |
100 |
70100/6 |
1 |
250 |
4 |
70100 |
42 |
7,8 |
5 |
45,3 |
500 |
4530 |
II |
0,33 |
0,22 |
165 |
1000 |
1165 |
|
|
4 |
Упаковка для пищевой продукции |
210 |
70100/4 |
1 |
500 |
5 |
70100 |
125 |
8 |
6 |
126 |
1260 |
26 460 |
II |
0,33 |
0,22 |
415,8 |
5817 |
6 232,8 |
|
|
5 |
Производственно-техническая этикетка |
150 |
5070/110 |
500 |
4 |
Man Roland 202 TOB |
5070 |
4,6 |
9,8 |
4 |
5,1 |
600 |
765 |
II |
0,33 |
0,16 |
198 |
382,5 |
580,5 |
|
|
6 |
Арт постер |
50 |
5070/2 |
1 |
100 |
4 |
5070 |
50 |
7,3 |
4 |
53,65 |
200 |
2682,5 |
II |
0,33 |
0,16 |
33 |
670 |
703 |
|
|
7 |
Издание для детей блок обложка |
50 |
5070/8 |
2 |
50 |
1 |
5070 |
50 |
4,2 |
1 |
52,1 |
50 |
2605 |
I |
0,33 |
0,16 |
16,5 |
325 |
341,5 |
|
|
70100/8 |
1 |
50 |
4 |
Roland R 706 L |
70100 |
6,25 |
5,4 |
5 |
6,6 |
250 |
325 |
II |
0,33 |
0,22 |
66 |
72,6 |
138,6 |
|||
|
8 |
Каталог рекламный |
50 |
5070/8 |
4 |
50 |
2 |
Man Roland 202 TOB |
5070 |
50 |
5,4 |
4 |
52,7 |
200 |
2635 |
II |
0,33 |
0,16 |
66 |
1317,5 |
1383,5 |
Расчет количества печатного оборудования
Man Roland 202 TOB:
Тобор.общ = 580,5+703+341,5+1383,5 = 3008,5
Np = 3008,5/3600=0,84
Man Roland R 706 L:
Тобор.общ = 818+1354,5+1165+6232,8+138,6 = 9708,9
Np = 9708,9/3600=2,7
Из проведенных расчетов следует, что на печать годовой продуктовой программы необходимо 4 офсетные печатные машины, одна из которых двукрасочная Man Roland 202 TOB, а остальные три - Man Roland R 706 L.
Проверка правильности выбора печатной машины
Проверка осуществляется в определении коэффициента эффективного использования печатной машины во времени по формуле
Кэф.исп. = Тпеч/ (Т печ + Тприл),
где Тпеч – трудоемкость процесса печати в нормо-часах,
Тприл – трудоемкость процесса приладки.
Man Roland R 706 L
Кэф.исп. = 620+1239+1000+5817+72,6/ (818+1354,5+1165+6232,8+138,6)=8748,6/9708,9=0,9;
Man Roland 202 TOB
Кэф.исп. = 382,5+670+325+1317,5/ (580,5+703+341,5+1383,5)=2695/3008,5=0,9;
Вывод: при организации производственного процесса время на вспомогательные операции, к которым относится субоперация (приладка), является минимальным. Кэф.исп. по величине приближен к единице.
1.4. Стандартная комплектация документооборота печатного цеха
Документооборот цеха представляет собой стандартный набор документов, позволяющий рационально организовать работу с помощью нормирования всех процессов. В него входят:
- паспорт заказа;
- должностные инструкции;
- технологические карты;
- регламентирующие документы;
- нормативно-законодательные акты;
-стандарты предприятия, стандарты ISO.
1.5. Формирование материального потока.
Выбор основных и вспомогательных материалов и расчет их количества
1.5.1 Выбор бумаги и картона
Разные виды картона подходят для различных сфер применения
Картон марок Carta Solida, Avanta и Светогорский используются для упаковок кондитерских изделий, замороженных продуктов и алкоголя. Для продуктов эконом-класса используются недорогие марки картона такие как Нева, Zenith и Sinarvanda.
Картон. Общие технические условия (в соответствии с ГОСТ 7933-89)
Картон должен изготовляться из многослойного или однослойного формования. Склеенный картон должен изготовляться склеиванием двух и более слоев картона-основы.
1. Условное обозначение картона должно состоять из слова "картон", марки, сорта, номинальной массы 1 м2 и (или) толщины и обозначения нормативно-технической документации, по которой он изготовляется.
Условное обозначение картона для упаковывания пищевых продуктов должно дополнительно содержать после обозначения марки картона букву "П".
2. Картон толщиной до 0,9 мм включительно должен вырабатываться в рулонах, бобинах и в листах, а более 0,9 мм - в листах.
3. Картон должен изготовляться в соответствии с требованиями настоящего стандарта по нормативно-технической документации на конкретный вид продукции.
4. Показатели качества, устанавливаемые в нормативно-технической документации для картона подгрупп хромовый, хром-эрзац и хром-эрзац склеенный, должны соответствовать нормам, указанным в табл.2
5. Допускаемые отклонения по массе 1 м2 и толщине картона должны составлять 4,0 - 8,0% для хромового картона и картона хром-эрзац.
6. Допускается изготовлять картон с окраской в массе покровного к мелованного слоев.
7. Маркировка картона - по ГОСТ 7691 со следующими дополнениями.
7.1. Маркировка картона для упаковывания пищевых продуктов должна содержать слово "пищевой".
7.2. По согласованию с потребителем маркировка листового картона может содержать информацию о количестве листов в кипе.
8. Упаковка картона - по ГОСТ 7691 со следующими дополнениями.
8.1. В одну кипу должен быть упакован картон одинаковых толщин и размеров, а также с одним направлением волокон.
Таблица 1.10
Показатели качества для картона
|
Наименование показателя |
Норма для картона подгруппы |
Метод испытания |
||
|
хромовый |
хром-эрзац |
хром-эрзац склеенный |
||
|
1. Масса картона площадью 1 м2, г |
170-850 |
170-850 |
600-2500 |
по ГОСТ 12482 |
|
2. Толщина, мм |
0,30-1,50 |
0,30-1,50 |
1,00-3,00 |
по ГОСТ 27015 |
|
3. Жесткость при статическом изгибе в поперечном направлении, Нсм, для картона массой 1 м2, г: 170-250 включ. 250-400 400-600 600-850 |
0,30-0,70 0,40-3,00 0,90-8,00 1,80-30,0 |
0,20-0,60 0,30-2,50 0,80-6,00 1,60-20,0 |
- - - 0,90-15,0 |
по ГОСТ 9582 п. 4.4. стандарта |
|
4. Предел прочности при расслаивании, кПа |
150-180 |
140-180 |
- |
По ГОСТ 13648.6, метод 1 |
|
5. Сопротивление расслаиванию, Н |
100-150 |
90-150 |
60-150 |
По ГОСТ 13648.6, метод 2 |
|
6. Энергия связей, Дж/м2 |
90-140 |
80-110 |
- |
по п. 4.5. настоящего стандарта |
|
7. Стойкость поверхности и покровного слоя к выщипыванию в машинном направлении, м/с |
1,6-2,2 |
1,6-2,2 |
1,6-2,2 |
по ГОСТ 24356 и п. 4.6. настоящего стандарта |
|
8. Гладкость со стороны мелованного слоя, с |
50-200 |
30-200 |
30-180 |
по ГОСТ 12795 |
|
9. Шероховатость со стороны покровного слоя, мл/мин, для картона: мелованного немелованного |
10-150 60-400 |
15-150 90-400 |
20-200 100-500 |
по п. 4.7. настоящего стандарта |
|
10. Белизна со стороны покровного слоя, %: из целлюлозы из облагороженной макулатурной массы |
80-86 - |
73-86 65-84 |
73-86 65-81 |
по ГОСТ 7690 |
|
11. Влажность, % |
5,0-12,0 |
5,0-12,0 |
6,0-11,0 |
по ГОСТ 13525.19 |
Маркировка картона (в соответствии с ГОСТ 7691-81)
На внешнюю упаковку кип и ящиков, боковую поверхность рулонов наклеивают ярлык с транспортной маркировкой по ГОСТ 14192-96 и маркировкой, характеризующей упакованную продукцию.
Маркировка продукции должна содержать:
- наименование организации, в систему которой входит предприятие-изготовитель;
- наименование предприятия-изготовителя, его местонахождение и его товарный знак;
- название и марку картона;
- сорт картона (если его выпуск предусмотрен стандартом);
- массу картона площадью 1 м2 или толщину картона;
- порядковый номер кипы (рулона);
- размеры листового картона или ширину рулона;
- массу нетто и (или) брутто;
- количество квадратных метров (если учет ведется по метражу);
- дату выработки;
- обозначение НТД на продукцию;
- стрелку, указывающую направление в намотке рулона;
- товарный знак В/О "Экспортлес" (чертеж) для продукции на экспорт или товарный знак предприятия-изготовителя картона;
- по согласованию с потребителем допускается наклеивать ярлык на торец рулона.
Рис.5. Товарный знак
Транспортирование и хранение
1. Картон транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на соответствующем транспорте. При транспортировании картона транспортными пакетами должны соблюдаться требования ГОСТ 24597-81, ГОСТ 26663-85 и ГОСТ 21650-76.
Способы и средства пакетирования, габаритные размеры и масса пакета должны устанавливаться в стандартах на продукцию конкретных видов.
При загрузке рулонов картона в железнодорожные вагоны и суда выступающие детали и конструкции внутри транспорта, боковые вентиляционные люки, несъемное оборудование, вертикальные стойки дверного проема должны быть защищены несколькими слоями оберточной бумаги по ГОСТ 8273-75 или некондиционным картоном любого вида, а пол при необходимости должен быть застелен в два-четыре слоя этой бумаги, или один-два слоя картона, а также другими материалами, надежно предохраняющими рулоны картона от повреждений.
2. Картон должен храниться в закрытых складах, защищенным от атмосферных осадков и почвенной влаги.
Требования к бумаге и картону для упаковки
- Листовой картон должен иметь строго прямоугольную форму; косина допустима в пределах до 0,2%. Это обеспечит нормальную работу машин по заготовке закроя и выпуск изделий хорошего качества;
- Влажность бумаги должна быть в пределах 6-8%, а картона 6-12%;
- Бумага и картон, предназначенные для нанесения печати, должны иметь гладкую поверхность и зольность не менее 8%. Нормы гладкости и зольности устанавливаются стандартами, в зависимости от видов бумаги и способов печати;
- Механическая прочность бумажных материалов, применяемых для изготовления тары, должна соответствовать требованиям, предъявляемым к прочности изделий в зависимости от веса и свойств затариваемой в них продукции, способов ее транспортировки и условий хранения;
- Бумажные материалы, используемые для завертывания и изготовления тары, должны обладать водо-, паро-, аромато-, жиро- и газонепроницаемостью. Эти свойства бумажные материалы приобретают либо в технологическом процессе их производства за счет соответствующего размола волокнистых материалов, проклейки и добавки в массу синтетических смол, либо за счет специальной обработки уже готовых бумажных материалов, в результате чего получаются новые комбинированные материалы.
Картонные коробки из упаковочного картона являются самым распространенным и доступным видом упаковки. Для изготовления коробок используют картон толщиной от 0,2 до 1,0 мм, со структурой необходимой под упаковываемый товар.
Картон хром-эрзац это разновидность упаковочного картона толщиной от 0,30 до 1,0 мм и плотностью от 170 г/м2 до 850 г/м2, при изготовлении которого используется беленая и небеленая целлюлоза, древесная масса и имеет маркировку "UC". Как и все упаковочные картоны, хром-эрзац имеет многослойную структуру, которая увеличивает его толщину и жесткость; этот вид картона имеет двухслойное мелование лицевой стороны, что гарантирует высококачественную печать. Также данный картон обладает повышенными показателями жесткости, в том числе и при низких плотностях, что достигается благодаря добавлению механической целлюлозы. Рекомендован для производства упаковки высокой жесткости, в частности для пищевых продуктов. Подходит для всех видов печати.
Данный вид картона широко распространен, применяется для упаковки, как правило, малогабаритных, легких изделий: зубная паста, стиральный порошок, бытовых изделий, кондитерских изделий и т.д.
Контроль качества резки картона для печати
|
Параметры |
Норма (допусти-мые откло нения) |
Метод контроля |
|
Полосы, вмятины, рас- слаивание листов картона |
Не допустимо |
Визуальный Верхние листы каждой привертки про сматриваются на наличие вмятин, срез листов на наличие расслаивания |
|
Отклонение от заданной линии реза |
0,5 мм |
Инструментальный При помощи линейки проверяется соот ветствие формата порезанных листов формату, указанному в заказ-наряде |
|
Сдвиг формата в процессе резания |
0,5 мм |
Инструментальный При помощи линейки проверяется соот ветствие формата верхних и нижних листов привертки формату, указанному в заказ наряде |
|
Точность линии реза (отклонение от прямой линии) |
90° (1°) |
Инструментальный При помощи прямоугольника проверя ется угол листов |
|
Гладкость разрезаемой поверхности (отсутствие зазубрин) |
Идеально гладкая |
Визуальный Просматривается край реза листов на отсутствие зазубрин |
|
Слипание края листов |
Не допустимо |
Органолептический Распушая листы, порезанного карто на/бумаги, проверяется слипание края листов |
Расчет необходимого количества бумаги и картона
Для печати блока издательско-полиграфического продукта необходимое количество бумаги определяется по формуле:
Бтир бл=Vб.л.х Тпрх(1+Нотх),
где, Vб.л. – объем издания в бумажных листах,
Тпр – прогонный тираж издания,
Нотх – норма (процент) отходов на технологические нужды.
Для печати листовой продукции или дополнительных элементов продукции количество Бтир лп бумажных листов определяется по следующей формуле:
Бтир лп= Тпрх(1+Нотх),
где Тпр – прогонный тираж: Тпр=Тср/n, Тср – средний тираж, n-количество одинаковых элементов, расположенных на одном печатном листе.
Таблица 1.11
Расчет количества бумаги и картона с учетом технологических отходов
|
№ п/п |
Наименование продукта |
Vб.л. |
Материал |
Плотность, г/м2 |
Тпрог, тыс.экз. |
Нотх, % |
б.л., тыс |
б.л. тыс в год |
Необх.к-во материала, т |
|
1 |
Упаковка для кондитерских изделий |
1 |
картон |
280 |
25 |
9,2 |
28,3 |
2830 |
554,7 |
|
2 |
Упаковка для вино-водочной продукции |
1 |
картон |
350 |
75 |
7,3 |
80,5 |
5635 |
1381 |
|
3 |
Упаковка для парфюмерной продукции |
1 |
картон |
300 |
42 |
7,8 |
45,3 |
4530 |
951,3 |
|
4 |
Упаковка для пищевой продукции |
1 |
картон |
280 |
125 |
8 |
126 |
26 460 |
5 186 |
|
5 |
Произв-техн. этикетка |
1 |
картон |
210 |
4,6 |
9,8 |
5,1 |
765 |
56,2 |
|
6 |
Арт постер |
1 |
бумага |
150 |
50 |
7,3 |
53,65 |
2682,5 |
141 |
|
7 |
Издание для детей блок обложка |
1 1 |
бумага |
120 150 |
50 6,25 |
4,2 5,4 |
52,1 6,6 |
2605 330 |
109,4 34,7 |
|
8 |
Каталог рекламный |
2 |
бумага |
120 |
50 |
5,4 |
105,4 |
5270 |
221,3 |
|
Итого бумага картон |
506,4 8 129,2 |
Практика эксплуатации печатных машин показала что при обработке материала большой толщины на максимальной скорости работы машины смену стапелей необходимо осуществлять довольно часто с интервалом меньше десяти минут. Работать в таком режиме крайне нерентабельно. Применение устройства для загрузки и разгрузки стапелей на ходу работы печатной машины повышает ее производительность и снижает макулатурные отходы, уменьшает время простоя машины.
Рентабельность производства не в последнюю очередь зависит от оптимального решения проблемы удаления и утилизации отходов, возникающих в процессе производства.
-
Выбор краски
Краски для листовой офсетной печати
Все краски для листовой офсетной печати готовы к употреблению и при стандартных условиях не нуждаются в каких-либо добавках, так как все необходимые вещества изначально присутствуют в красках при их изготовлении. Краски для листовой офсетной печати выпускаются 2 видов: «ночные» не образующие плёнку в красочном аппарате и плёнкообразующие, после окончания работы с которыми, красочный ящик и красочные валики необходимо смыть. Процесс печати включает в себя множество параметров, которые влияют на качество получаемых оттисков: климатические условия в цехе, условия хранения красок и бумаги, состояние печатного оборудования, квалификацию печатников и многое другое.
Для получения качественного результата при работе с красками следует соблюдать ряд необходимых условий для офсетной печати:
- поддерживать необходимые климатические условия в печатном цехе - температура 18- 23 С °, относительная влажность 50-55%
- соблюдать рекомендации по применению добавок в увлажняющий раствор;
- контролировать основные характеристики увлажняющего раствора, такие как pH, электропроводность, жёстокость воды, температуру, процентное содержание ИПС в растворе. Контролировать чистоту увлажняющего раствора и при необходимости производить его замену;
- использовать бумаги и другие запечатываемые материалы в соответствии с характеристиками выбранных красок;
- применять вспомогательные вещества в соответствии с рекомендациями фирмы-изготовителя;
- при использовании противоотмарывающих порошков выбирать соответствующие запечатываемому материалу тип порошков и размеры зерна;
- в процессе печати придерживаться рекомендованных денситометрических норм;
- контролировать состояние офсетных резин, красочных и увлажняющих валиков.
При отклонении от оптимальных условий печатания, или возникновения проблем при печати на материалах невысокого качества, свойства краски могут быть скорректированы с помощью вспомогательных веществ - сиккативов, мягчительных паст и противоотмарывающих средств и т.п.
В общем случае, в состав традиционных красок входят смолы, алкиды, минеральные и растительные масла, добавки и пигменты. Первичное закрепление осуществляется за счет впитывания бумагой и картоном жидкой маловязкой составляющей краски. Время первичного закрепления, как правило, не превышает 2 мин. Красочная пленка образуется из пигментов и полимеризовавшихся алкидов и смол. В случае применения инфракрасной сушки первичное закрепление и высыхание ускоряется в среднем в два раза.
Офсетная краска TEMPO LIBERTY
Серия красок для листового офсета для печати на мелованной бумаге, картоне; подходит для любых офсетных листовых машин.
Область применения - коммерческая печать: книги по искусству, журналы, буклеты, плакаты и т.д. Данная серия может использоваться для печати упаковки, коробок, этикеток.
Основные свойства:
- простота использования: хороший баланс «краска-вода»;
- пригодна для увлажняющих аппаратов любого типа с использованием спирта и без него;
- краска ночная, остается свежей в красочном резервуаре всю ночь;
- быстрое первоначальное закрепление;
- пригодна для высокоскоростных листовых машин;
- высокий уровень глянца;
- высокая контрастность и треппинг;
- УФ-лакирование для печати по бумаге и картону;
- хорошая стойкость к истиранию.
Внимание при печати
При применении инфракрасной сушки или сушки горячим воздухом глянец и закрепление краски улучшаются. Но необходимо контролировать температуру в стопе: Тмакс.=- 30 С.
Избегать повышения температуры в печатном цехе. При остановке машины свыше часа при повышенной температуре в печатном цехе возможно засыхание краски на валах. Использовать антисиккатив.
Размер упаковки: вакуумные металлические банки 2,5 кг [13, 14]
Таблица 1.12
Характеристики красок серии Tempo Liberty
|
Цвет |
Прочность |
|||
|
Светостойкость |
Стойкость к спирту |
Стойкость к растворителям |
Стойкость к щелочи |
|
|
Желтый |
5 |
5 |
4 |
5 |
|
Пурпурный |
5 |
5 |
5 |
3 |
|
Голубой |
8 |
5 |
5 |
5 |
|
Черный |
8 |
2 |
3 |
5 |
Расчет необходимого количества краски
Количество краски определяется по формуле
Ккр = Lкр-отт Н расх.кр,
где Н расх.кр – норма расхода краски на учетную единицу (1000 краскооттисков),
Lкр-отт – количество краскооттисков.
Количество краскоотисков Lкр-отт рассчитывается по формуле
Lкр-отт = Н В V Твх К,
где Н – количество наименований видов продукции, печатаемой данной краской,
В – количество выходов (для периодических изданий),
V – объем в физических печатных листах,
Тср – средний тираж,
К- красочность.
При расчете количества краскооттисков значение В для всех продуктов продуктовой программы было принято за 1, т.к. все продукты относятся к разряду непериодические.
Таблица 1.13
|
№ п/п |
Наименование издания |
Формат |
Количество наименований продукции, Н |
Объем издания, Vср, ф.п.л. |
Входной тираж издания, Твх, тыс. экз. |
Красочность издания, К |
Коэффи-циент приведе-ния, kприв |
Норма расходования краски на 1 уч.ед, Нрасх.кр, г |
Необходимое количество краски, Ккр, кг |
|
1 |
Упаковка для кондитерских изделий |
70100 |
100 |
1 |
28,3 |
5 |
1,3 |
141 |
2594 |
|
2 |
Упаковка для вино-водочной продукции |
70100 |
70 |
1 |
80,5 |
5 |
1,3 |
141 |
5164 |
|
3 |
Упаковка для парфюмерной продукции |
70100 |
100 |
1 |
45,3 |
4 |
1,3 |
141 |
3321 |
|
4 |
Упаковка для пищевой продукции |
70100 |
210 |
1 |
126 |
5 |
1,3 |
141 |
24 251 |
|
5 |
Произв-технич. этикетка |
5070 |
150 |
2 |
5,1 |
4 |
0,65 |
244 |
970,6 |
|
6 |
Арт постер |
5070 |
50 |
1 |
53,65 |
4 |
0,65 |
185 |
1290 |
|
7 |
Издание для детей блок обложка |
5070 70100 |
50 |
2 1 |
52,1 6,6 |
1 4 |
0,65 1,3 |
35 185 |
118,5 317,5 |
|
8 |
Каталог рекламный |
5070 |
50 |
4 |
105,4 |
2 |
0,65 |
70 |
1918 |
|
Итого |
39 945 |
Расчет необходимого количества краски
Таблица 1.14
Расчет затрат на краску
|
Необходимое количество краски, Ккр, кг |
Стоимость 1 кг, руб |
Полная стоимость материала, тыс. руб. |
|
39 945 |
326 |
13 022 |
1.5.3. Выбор вспомогательных материалов
1. Водно-дисперсионные лаки
Aquacure 700 - универсальный водный лак с хорошим глянцем, может быть исполь зован как защитный лак на бумаге и картоне.
Технический лист на водно-дисперсионный лак AQUACURE 700/35
|
Физическое состояние (форма) |
жидкий |
|
Цвет |
белый |
|
Запах |
слабый |
|
Вязкость |
33 — 37 сек (20 °C, DIN 53211) |
|
Содержание твердых веществ |
38 — 42 % |
|
Плотность |
1,04 г/м3 (20 °C) |
|
Показатель pH |
7,8 — 8,2 |
|
Точка кипения |
> 100 °С |
|
Точка возгорания |
отсутствует |
|
Точка самовоспламенения |
отсутствует |
|
Испаряемость |
23 mbar (20 °С) |
|
Экология |
пищевой |
|
Устойчивость при нагревании (в зависимости от условий) |
70 — 170 °С/сек |
|
Разбавление |
вода |
|
Условия сушки |
воздух, предпочтительнее ИК-сушка/сушка горячим воздухом |
|
Способ нанесения |
отдельный лакировальный агрегат или увлажняющий аппарат, красочная секция |
|
Указания |
перед употреблением хорошо перемешать, не смешивать с другими водными лаками. Смывается водой или смесью воды и изопропилового спирта. |
|
Хранение |
срок хранения max 6 месяцев. Беречь от мороза. Хранить в сухом месте при температуре не выше +40 °С Внимание: при увеличении температуры лака на 10°, вязкость лака уменьшается на 5 %. |
2. Концентрат увлажнения для листовой печати Eurofount SFD1
Универсальный продукт, предназначенный для листовой печати на любых машинах марок Heidelberg, MAN Roland, KBA Rapida, Komori, Adast, Ryobi, и др.
Рекомендуется в первую очередь для спиртовых систем увлажнения с уровнем содержания изопропилового спирта от 8 до 15%. Также успешно применяется в безспиртовых системах увлажнения. Работает в широком диапазоне жесткости воды и содержит вещества, умягчающие воду.
Добавка имеет сильный буфер и эффективно поглощает колебания pH воды. Содержит антибактериальные добавки, а также десенситайзеры, усиливающие контраст гиброфобных и гидрофильных элементов печатной формы. Обеспечивает стабильность и управляемость процесса печати в любых условиях. Этот состав не содержит поверхностно активных веществ (ПАВов), которые могут быть потенциально опасны для изображения на печатной форме.
Не являясь слишком кислым, концентрат SFD1 также применяется для печати УФ и металлизированными красками, содержащими частички металлического пигмента.
Рабочая концентрация для спиртовых систем 1,5-2%.
1% добавки повышает электропроводность воды на 300-400 мкс.
Производитель: Ultrachem
Формы поставки: канистры 25 л
3. Средство для комплексной очистки системы увлажнения System Cleaner
Состав для очистки системы увлажнения во время профилактических остановок.
Добавляется в воду от 5 до 10% (в зависимости от степени загрязнения). Время промывки варьируется от 20 мин. до 2 часов.
Состав не пенится, что облегчает процесс промывания системы чистой водой после использования средства и позволяет быстро подготовить печатную машину к работе.
Не требует поддерживать давление в системе во время цикла промывки: достаточно, чтобы состав проник во все емкости и шланги.
Производитель: Ultrachem
Формы поставки: канистры 5 л
4. Смывка Prima Autowash FX WM
Водноразбавимая смывка на основе растворителей категории A III, одобренная немецкой Ассоциацией Исследований Печатных Технологий FOGRA (www.fogra.org) для применения на печатных машинах MAN Roland, KBA Rapida, Heidelberg, систем OxyDry и Baldwin.
Может применяться как в автоматическом, так и ручном режимах.
Смывка характеризуется высокой растворяющей способностью и низким запахом. Содержит вещества, предотвращающие коррозию. Низкий коэффициент поверхностного натяжения позволяет ей хорошо проникать в поры резины, вымывая остатки краски. При регулярном использовании продлевает срок службы резиновых валиков.
Точка воспламенения 62С.
Формы поставки: канистры 25 л, бочки 205 л
5. Антисиккатив Antiskin
Предотвращает появление пленок на поверхности краски в открытых банках и на поверхности красочных валиков в течение длительного времени при остановках печатной машины.
Способ применения: Средство с помощью распылительного насоса разбрызгивается на поверхность красочных валиков или на поверхность краски в открытых банках.
Упаковка - пластиковая бутылка 0,5 и распылительный насос.
6. Сиккатив Oxy Drier Extra
Сиккатив, улучшающий приток кислорода и ускоряющий закрепление краски. Превышение рекомендованного количества сиккатива замедляет процесс сушки.
Способ применения: Вводится в краску в количестве не более 2-3% непосредственно перед началом работы и тщательно перемешивается с краской шпателем.
7.Противоотмарывающий порошок на крахмальной основе SAFE
Используют для предотвращения отмарывания оттисков в стопе и на стапеле. Порошок наносится из противоотмарывающих аппаратов; порошок не закупоривает пульверизаторов, разлагается в органических растворах, безопасен и пригоден в производстве пищевых упаковок. По поверхности порошка можно печатать и наносить лак. Оттиски, обработанные противоотмарывающим порошком, имеют лучшие свойства при резке, сгибании и отделке.
Medium - противоотмарывающий порошок :размер зерна 25-35 мкм.
8. Пеногаситель на водной основе Antifoam
Добавляется в раствор увлажнения (особенно в турбосистемах подачи) в водные лаки и др., для снижения пенообразования. Дозировка около 1-2%.
Производитель: Ultrachem
Формы поставки: пластиковые бутылки по 1 л
9. Паста для рук Zest Hand Cleaner
Очищающая паста для рук. Содержит небольшое количество растворителей. Эффективно очищает любые загрязнения, связанные с работой печатника. Не причиняет вреда коже. С запахом апельсина.
Производитель: Ultrachem
Формы поставки: пластиковые банки 2,5 кг
10. Аэрозоль Static-Stop
Антистатик на водной основе локального действия: снимает статическое напряжение.
Имеет широкое применение. Используется, главным образом, на фальцевальных линиях.
Производитель: Ultrachem
Формы поставки: баллон под давлением 400 мл
11. Губки для промывки узлов печатных машин Compressible Sponges
Мягкая (компрессионная) синтетическая губка, предназначенная для использования в печатном цеху. Ускоряет процесс промывки оборудования и узлов. Имеет широкое применение.
12. Резиновые перчатки Marigold Blue Nitril
Перчатки нитриловые для использования в цеху при работе с полиграфической химией (углеводородными растворителями, маслами и т.п.). Перчатки эффективно сопротивляются механическим повреждениям (проколы и пр.).
13. Контрольно-измерительные приборы pH Case арт. 603415
Прибор для измерения кислотности (pH) увлажняющего раствора. В чемоданчике вместе с прибором поставляется калибровочная жидкость с уровнем pH 7,00. Калибровка производится один раз в месяц при нормальном использовании, в течении двух часов. В последующем, измеряющие кислотность датчики прибора должны находится во влажной среде с кислотностью примерно 7,00 pH.
Расчет затрат на вспомогательные материалы составит 10% от стоимости основных материалов:
З = 13 022 тыс.руб. 10% = 1 302,2 тыс.руб.
После печати тиража проводят контроль качества печати и составляется паспорт дефектов. Для этой процедуры используются нормативные материалы:
- ОСТ 29.66-90 Оттиски печатные. Нормы печатания, Методика определения и показатели ;
- ГОСТ Р 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Планы выборочного контроля партий на основе приемлемого уровня качества.
- ТР ТС 005/2011 Технический регламент таможенного союза «О безопасности упаковки».
Схема действий при обнаружении брака
В процессе входного контроля:
- Составление акта.
- Передача информации в производственный отдел типографии.
- Возврат сырья и остнастки поставщику.
В процессе производственного контроля:
- Остановка процесса.
- Корректировка процесса на стадии, выявления бракованной продукции.
- Передача информации в производственный отдел типографии, для решения вопроса по данной проблеме, а именно:
- Договоренность с отделом продаж об уменьшении тиража, следовательно, типография может продолжить процесс, забраковав определенное количество незавершенной продукции.
- Договоренность о поставке дополнительного количества сырья, чтобы избежать последующей допечатки и лишних переналадок машин.
На стадии приемочного контроля:
- Определение вида брака и критерия отбора качественной продукции.
- Составление акта.
- Передача информации в производственный отдел типографии для дальнейших действий по данному заказу:
- Определение сроков, в которые данный тираж необходимо сдать заказчику.
- Договоренность с отделом сбыта об уменьшении тиража или закупке сырья для допечатки или полной переделки забракованного заказа.
- Определение экономических показателей цеха
Себестоимость продукции является одним из важнейших показателей, характеризующих эффективность производственной деятельности предприятия, связанной с производством и реализацией продукции.
Процесс расчёта себестоимости продукции (работ, услуг) называется калькулированием. Калькулирование – исчисление себестоимости единицы продукции.
В калькуляции представлены все расходы на производство и реализацию единицы конкретной продукции в разрезе калькуляционных статей.
Для определения себестоимости все затраты группируются по статьям калькуляции в соответствии с отраслевыми методическими рекомендациями
Расчет затрат на электроэнергию
Количество Кээ (кВтч) потребляемой электроэнергии рассчитывается по формуле
Кээ = Траб N M kпотери,
где Траб – время работы единицы оборудования, ч,
N – количество единиц оборудования,
М – мощность единицы оборудования, кВт,
kпотери – коэффициент, учитывающий потери мощности (0,85).
Для расчета затрат Зээ на электроэнергию следует количество потребляемой энергии умножить на цену Цээ единицы (кВтч) электроэнергии.
Таблица 1.15
Расчет расхода электроэнергии
|
Марка оборудо-вания |
Трудоем-кость, н-ч, на приладки и печать тиража |
Количество оборудования |
Площадь, м2, занимаемая единицей оборудова-ния |
Потреб-ляемая мощность, кВт, единицей оборудования |
К-во кВтч, потреб-ляемой э/э |
Затра-ты на э/э, тыс.руб |
|
|
Рас-чет-ное |
Приня-тое |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Man Roland 202 TOB |
3008,5 |
0,84 |
1 |
4,4 |
25 |
63 931 |
191,8 |
|
Man Roland R 706L |
9708,9 |
2,7 |
3 |
41,2 |
65 |
536 417 |
1 609 |
Расчет фонда заработной платы
Расчет фонда заработной платы производится для основных и вспомогательных рабочих цеха по каждой специальности, каждому разряду при сдельной и повременной формах оплаты труда.
Расчет заработной платы основных производственных рабочих производится по формулам:
1.Прямая заработная плата Зпл.пр. производственных рабочих:
где Тн-ч – трудоемкость изготовления продукции, н-ч,
tч – часовая тарифная ставка рабочего, входящего в состав бригады, руб.,
n – количество рабочих в бригаде.
2. Дополнительная заработная плата Зпл.доп.пр. (10-15 % от прямой):
Зпл.доп.пр. = 0,1 Зпл.пр.
3.Отчисление Осс на социальное страхование (34 % от заработной платы):
Осс = 0,34 (Зпл.пр. + Зпл.доп.пр.).
4. Годовой фонд Фзп.пр. заработной платы производственных рабочих:
Фзп.пр. = Зпл.пр. + З пл.доп.пр. + Осс.
Расчет заработной платы общецехового персонала производится по формулам:
1. Прямая заработная плата Зпл.оп. общецехового персонала:
где Т – время работы, мес.,
Оi – оклад сотрудника,
Чi – численность сотрудников с окладом Оi.
2. Дополнительная заработная плата Зпл.доп.оп. и отчисление Осс на социальное страхование рассчитываются так же, как и для основных производственных рабочих.
3. Годовой фонд заработной платы:
Фзп.оп. = Зпл.оп. + Зпл.доп.оп. + Осс.
Таблица 1.16
Расчет численности рабочих
|
№ п/п |
Марка оборудования |
Количество единиц |
Количество штата для единицы |
Количество смен работы |
Общая численность рабочих |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Man Roland 202 TOB |
1 |
1 |
2 |
2 |
|
2 |
Man Roland R 706 L |
3 |
2 |
2 |
12 |
Таблица 1.17
Расчет заработной платы основных производственных рабочих
|
№ п/п |
Марка оборудования |
Профессия |
Разряд |
Норма обслуживания |
Трудоемкость, н-ч |
Часовая тарифная ставка, руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисление на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
Man Roland 202 TOB |
печатник |
7 |
2 |
3008,5 |
70 |
210,6 |
31,6 |
82,3 |
324,5 |
|
2 |
Man Roland R 706L |
печатник |
8 |
6 |
9708,9 |
75 |
4 369 |
655,35 |
1 708,3 |
8 441 |
|
помощник печатника |
2 |
6 |
27 |
1 573 |
236 |
615 |
2 424 |
|||
|
Итого |
11 189,5 |
Таблица 1.18
Расчет заработной платы общецехового персонала
|
№ п/п |
Должность |
Численность |
Оклад, тыс.руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисления на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Начальник цеха |
1 |
17 |
204 |
20,4 |
76,3 |
300,7 |
|
2 |
Мастер цеха |
1 |
13 |
156 |
15,6 |
58,3 |
230 |
|
3 |
Электрокарщик |
2 |
5 |
120 |
12 |
44,88 |
177 |
|
4 |
Техничка |
2 |
4,5 |
108 |
10,8 |
40,4 |
160 |
|
Итого |
588 |
58,8 |
220 |
868 |
Расчет расходов на содержание и эксплуатацию оборудования
Формулы, используемые при расчетах:
1. Стоимость Собор оборудования:
где Цi – цена единицы оборудования, тыс. руб.,
Nобор i – количество единиц оборудования,
С обор ну – стоимость неучтенного оборудования (в размере 5-10% от общей стоимости оборудования).
2. Затраты Зрем на ремонт оборудования (5% от стоимости):
Зрем = 0,05 Собор.
3. Амортизационные отчисления Оам:
Оам = Собор Нам/100,
где Нам – норма амортизационных отчислений (9%).
Таблица 1.19
Расходы на содержание и эксплуатацию оборудования
|
№ п/п |
Марка оборудования |
Количество единиц оборудования |
Цена единицы оборудования, тыс.руб. |
Стоимость оборудования, тыс.руб. |
Затраты на ремонт оборудования, тыс.руб. |
Амортизационные отчисления, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Man Roland 202 TOB |
1 |
1 050 |
1 123,5 |
56,2 |
101 |
|
2 |
Man Roland R 706L |
3 |
8 760 |
28 120 |
1 406 |
2 530,8 |
Стоимость производственно-хозяйственого инвентаря Спхи подсчитывается укрупнено из расчета 1 МРОТ на одного рабочего и 2 МРОТ на одного руководителя.
Спхи = 4330 4 + 4330 16 = 86,6 тыс.руб.
Общая стоимость Соф основных фондов определяется суммированием стоимости помещения цеха, стоимости Собор оборудования, включая неучтенное, и стоимости Спхи производственного и хозяйственного инвентаря:
Соф=Спом + Собор +Спхи,
где Спом – стоимость помещения цеха:
Спом = Sцеха Цкв.м.,
где Sцеха – площадь цеха,
Цкв.м. – цена 1 м2 помещения.
Содержание и текущий ремонт помещения:
1. Затраты на ремонт помещения (2% от стоимости помещения):
Зр.п. = 0,02 Спом
2.Затраты на осветительную энергию:
Зосв =Sцеха kосв Цээ tгл,
где Sцеха – площадь цеха,
kосв – удельный коэффициент освещенности (0,01),
Цээ – цена единицы (кВтч) электроэнергии,
tгл – время горения всех ламп, ч.
3. Отчисления Оам пом на амортизацию помещения (5 % от стоимости):
Оам пом = 0,05 Спом
Неучтенные расходы Зну (5% от прямой заработной платы рабочих):
Зну = 0,05 Зпл пр.
Таблица 1.20
Расчет площади печатного цеха
|
№ п/п |
Марка оборудования |
Количество единиц оборудования |
Площадь единицы оборудования, м2 |
Кубарный коэффициент |
Общая площадь, м2 |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Man Roland 202 TOB |
1 |
4,4 |
5 |
22 |
|
2 |
Man Roland R 706L |
3 |
41,2 |
5 |
618 |
|
Общая площадь |
640 |
Sцеха = Sобщ Кк.,
где Кк – кубарный коэффициент, учитывающий назначение помещения.
Принятая площадь цеха составляет 800 м2.
Спом = 800 20тыс.руб. = 16 000 тыс.руб.
Зр.п = 0,02 16 000 тыс.руб. = 320 тыс.руб.
Зосв = 800 0,01 3 3600 = 86,4 тыс. руб.
Оам пом = 0,05 16 000 тыс.руб. = 800 тыс.руб.
Зну = 0,05 1 456 тыс. руб. = 72,8 тыс. руб.
Таблица 1.21
Себестоимость продукции печатного цеха
|
№ п/п |
Наименование статей расходов |
Сумма расходов, тыс. руб. |
|
1 |
Заработная плата |
|
|
1.1 |
Прямая заработная плата |
6 152,6 |
|
1.2 |
Дополнительная заработная плата |
923 |
|
1.3 |
Отчисление на социальное страхование |
2 405,6 |
|
2 |
Затраты на материалы |
|
|
2.1 |
Основные |
13 022 |
|
2.2 |
Вспомогательные |
1302,2 |
|
3 |
Расход на содержание и эксплуатацию оборудования |
|
|
3.1 |
Затраты на ремонт |
1 462,2 |
|
3.2 |
Затраты на амортизацию оборудования |
2 631,8 |
|
3.3 |
Затраты на электроэнергию |
1 800,8 |
|
4 |
Цеховые расходы |
|
|
4.1 |
Заработная плата общецехового персонала |
868 |
|
4.2 |
Затраты на содержание и текущий ремонт помещения |
320 |
|
4.3 |
Затраты на осветительную энергию |
86,4 |
|
4.4 |
Амортизационные отчисления на помещение |
800 |
|
4.5 |
Неучтенные расходы |
72,8 |
|
Итого |
31 847 |
Технико-экономические показатели печатного цеха:
1. Полная себестоимость Сс – сумма статей расходов, представленных в табл.24
Сс = 31 847 тыс. руб.
2. Прибыль П (50%):
П = 0,5 Сс.
П=0,5 31 847 тыс. руб. = 15 923,5 тыс. руб.
3. Оптовая цена Цопт:
Цопт = П +Сс.
Цопт = 15 923,5 тыс. руб. + 31 847 тыс. руб. = 47 770,5 тыс. руб.
4. Капитальные вложения Скв:
Скв = Спом+Собор.
Скв = 16 000 тыс.руб. + 29 243,5 тыс.руб. = 45 243,5 тыс.руб.
5. Рентабельность Р прод продукции:
Рпрод = (П/Сс) 100%.
Рпрод = (15 923,5 /31 847) 100% = 50%
6. Рентабельность Рпр-ва производства:
Рпр-ва = (П/Скв) 100%.
Рпр-ва = (15 923,5 /45 243,5) 100% = 35%
2. Проектирование допечатного производственного процесса
2.1. Разработка алгоритма производственного процесса допечатного сектора
Допечатная подготовка представляет собой работу с файлами от приема заказа до непосредственного вывода печатных форм. Разработка файлов для печати упаковки – это достаточно непростой и трудоемкий процесс, который включает в себя следующие стадии: создание и обработку изображений, верстку; разработку конструкции упаковки, пространственное расположение на листе (спуск); цветоделение, растрирование и вывод цветопробы для оценки качества цветового воспроизведения оттиска. При удовлетворительной оценке оттиска производится вывод печатных форм.
Критерии оценки процесса – выполнение заданий в срок и полное соответствие заявленным требованиям.
Алгоритм производственного процесса
Название подпроцесса – допечатная подготовка.
Вид процесса – основной.
Назначение процесса – дизайн и допечатная подготовка оригинал-макета к производству, вывод печатных форм, т.е. совокупность мер для конкретного воспроизведения изображения способом офсетной печати.
Вход:
- конверт заказа (паспорт заказа);
- задание технолога;
- задание на распечатку;
- задание на вывод форм;
- задание на изготовление дополнительной оснастки (клише, высечные ножи, штампы).
Выход:
- оригинал-макет;
- распечатка утвержденного макета;
- вывод печатных форм;
- заявки на изготовление дополнительной оснасти с необходимыми чертежами.
Ресурсы:
- оборудование;
- материалы;
- рабочие инструкции;
- компетентный персонал.
Детализация подпроцесса:
- дизайн;
- допечатная подготовка оригинала;
- формирование спуска;
- контроль качества спуска, распечатка;
- вывод форм;
- изготовление оснастки.
2. 2. Представление сведений о производственном процессе
1) Требования к информационным материалам заказчика и форматам принимаемых файлов
Общие требования к векторным элементам:
- файлы должны иметь формат: *.ai (Illustrator), *.fh* (FreeHand), *.cdr (CorelDraw);
- геометрические размеры изображения должны быть выполнены в реальном размере в масштабе 1:1 по отношению к оттиску;
- минимальная выворотка – 0,2 мм. Минимальная толщина линии – 0,15 мм;
- минимальный кегль шрифта – 5pt. При подготовке макета следует учесть, что шрифт кеглем менее 12 pt печатается только одной формой (цветом);
- недопустимо использование специальных векторных эффектов, типа Lens, Blend, Extrude, Envelope и т.п.;
- макет должен быть выполнен в модели CMYK и также может включать элементы Pantone-цветов;
- все использованные шрифты должны быть преобразованы в кривые;
- все использованные растровые изображения должны быть внедрены в макет и, кроме этого, обязательно должны передаваться отдельно с сохранением слоев.
Общие требования к растровым элементам:
- формат растровых изображений – tiff, psd;
- растровые изображения должны иметь цветовую модель CMYK;
- физический размер изображения 1:1;
- разрешение изображения не должно быть ниже 300 dpi;
- минимально допустимый растр – 2%. Отдельно стоящая точка не менее – 0,17 мм. Не рекомендуется оставлять отдельные точки с низким процентным содержанием в светлых местах изображения;
- текст в изображении должен быть растрирован и вынесен на отдельный слой.
- к файлам желательно прилагать цветную распечатку с указанием цветов. Распечатки не являются образцом цветопередачи, а имеют цель проконтролировать непропадание каких-либо элементов изображения.
2) Вид и количество носителей информации
Готовые оригинал-макеты принимаются в печать на следующих носителях:
- CD-R/ RW, DVD-R/ RW (PC);
- flash (PС).
Сейчас широко используется осуществление приема файлов и по компьютерной сети Internet (PC), где файлы, предоставляемые в сжатом виде, архивируются стандартными архиваторами ZIP, RAR.
3) Рекомендации и ограничения для выполнения отделочных процессов
Размеры. К оригинальным размерам конечного продукта необходимо добавить по 2 мм с каждой стороны под обрез.
По нижеперечисленным элементам должны быть предоставлены ч/б распечатки (по каждому элементу отдельно):
- конгревное тиснение;
- тиснение фольгой;
- блинтовое тиснение;
- каждая дополнительная краска при печати по схеме CMYK+Pantone;
- выборочная лакировка (печатные элементы - лакируемая поверхность);
- чертеж высечной конструкции с указанием элементов рассечки, биговки, перфорации, рицовки, разрушающих спецножей и т.д. и размеров.
2.3. Обоснование выбора технологии, оборудования, программного обеспечения для всех позиций, представленных в алгоритме.
Оборудование для ввода и обработки
текстовой и иллюстрационной информации
1)Компьютер Apple Power Mac G5
Компьютеры компании Apple стали стандартом в области полиграфии и издательских систем. Они отличаются исключительной производительностью, невероятными возможностями для графики и расширения. В таких приложениях, как Photoshop и Apple Final Cut Pro, многопроцессорные системы Power Mac G5 позволяют достигнуть в несколько раз большей производительности по сравнению с однопроцессорными системами. Более того, встроенный в каждый Power Mac G4 Gigabit Ethernet адаптер, позволяет быстрее пересылать большие файлы по вашей сети. Оперативная память, расширяемая до 1, 5 ГБ, позволяет хранить большие графические файлы и моментально их обрабатывать.
Линейка широкоэкранных плоских мониторов от Apple, имеющих алюминиевый корпус является идеальным дополнением к Power Mac G5. 23-дюймовый Apple Cinema HD Display является самым высококачественным плоским монитором, предназначенным для опытных пользователей и профессионалов. Монитор предлагает два порта FireWire и два порта USB 2.0 и использует стандартный интерфейс DVI для полностью цифрового подключения к новым компьютерам Power Mac G5 от Apple.
Таблица 2.1
Технические характеристики компьютера
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Описание |
компьютер Apple Power Mac G5 |
|
2 |
Производитель |
Apple |
|
3 |
Модель |
Power Mac G5 1.8GHz |
|
4 |
Процессор |
Motorola PowerPC G5 1.8 ГГц |
|
5 |
Кэш память |
512 кБ (level 2) |
|
6 |
Оперативная память |
256 МБ (расш. до 4 ГБ) |
|
7 |
Операционная система |
Apple MacOS X 10.3 Panther |
|
8 |
Жесткий диск |
80 ГБ; Serial ATA 1.0; 7200 об./мин. |
|
9 |
Оптическое устройство хранения |
DVD-RW/CD-RW; 5.25" x 1.6" CD: 32 x / 24 x / 10 x ; DVD: 10 x / 8 x |
|
10 |
Видеокарта |
AGP 8x; NVIDIA GeForce FX 5200 Ultra; 64 МБ DDR SDRAM |
|
11 |
Дополнительное оснащение |
монитор, мышь, клавиатура |
|
12 |
Электропитание внутренний блок питания |
110 / 220 В (перемен. ток) |
|
13 |
Размеры, см |
20,6 x 51,1 x 47,6 |
|
14 |
Вес, кг |
16,4 |
Осуществление операций
Набор текстовой информации осуществляется заказчиком с предоставлением конечного текстового файла исполнителю.
Ввод и обработка иллюстрационной информации осуществляется так же заказчиком в соответствии с требованиями к файлам, либо исполнителем (дизайнером типографии).
Верстка
Программа верстки представляет собой программу, которая может совместить части документа и расположить их на странице. Такие программы, как Adobe InDesign и QuarkXpress позволяют импортировать векторные, растровые изображения и текст в одной программе и располагать их в любом порядке.
Adobe InDesign позволяет:
- преобразовывать документы, созданные программами QuarkXpress и Adobe PageMaker;
- производить многократную отмену и возврат команд;
- изменять размер, цвет текста и обрабатывать текст;
- поворачивать текст;
- создавать колонки текста на шаблонных страницах в соответствии с оригинал-макетом;
- импортировать и накладывать изображения и текст;
- создавать таблицы стилей для ускорения повторяющегося стилевого оформления текста;
- находить и заменять слова и фрагменты текста;
- встраивать растровые данные.
С помощью программы QuarkXpress можно:
- создавать колонки текста на шаблонной странице в соответствии с оригинал-макетом;
- устанавливать рамки и границы для изображений
- изменять размер, цвет текста и обрабатывать текст;
- накладывать изображения и текст;
- проверять орфографию;
- создавать таблицы стилей для ускорения повторяющегося стилевого оформления текста;
- находить и заменять слова и фрагменты текста. [4]
2) Сканер Heidelberg Nexscan F4100
Моделируемое предприятие предполагает прием заказов с получением готовых файлов от заказчиков, а также предусматривает такие ситуации, когда заказ нужно выполнить с предоставленных материальных носителей информации (изображение на бумаге, оттиск). Именно для таких ситуаций на предприятии несомненно должен находиться как минимум одно сканирующее устройство.
Задача сканера состоит в следующем. Сканеры обрабатывают оригинал – физическое изображение – фотографию, слайд, оттиск, диапозитив или штриховой оригинал – используют источник света, преобразуют это изображение в двоичные данные, которые могут сохраняться в компьютере.
Для оцифровывания и ввода изображения в компьютер выбран новейший плоский сканер формата А3 фирмы Heidelberg Nexscan F4100. Развитая система пользовательских настроек и возможностей цветокоррекции на высоком уровне позволяет добиться наивысшего соответствия отсканированного изображения оригиналу.
Максимальное оптическое разрешение позволяет сканировать изображения, фотографии и увеличивать их в несколько раз.
Монтаж отражающих и прозрачных оригиналов в сканерах семейства Nexscan осуществляется с помощью взаимозаменяемых столов, а последовательность выполнения сканирования и монтажа организованна таким образом, что практически исключаются простои сканера. Конструкция стола позволяет обрабатывать оригиналы на отражение, на пропускание, а также цветоделенные растрированные фотоформы.
Управление сканером осуществляется с компьютера Power Macintosh посредством программы LinoColor.
Для освещения оригинала используются две лампы с отражателем, который позволяет равномерно распределить освещение по всей площади сканирования.
Таблица 2.2
Технические характеристики сканера
|
№ п/п |
Характеристики |
Показатели |
|
1 |
Принцип сканирования |
CCD-тройная матрица, 3 х 8000 пикселей |
|
2 |
Разрешение записи |
48Bit |
|
3 |
Формат сканирования (макс.) |
Непрозрачные и прозрачные оригиналы 315х457 |
|
4 |
Формат оригинала (макс.) |
600х900 мм |
|
5 |
Виды оригиналов |
Прозрачные и непрозрачные, цветные и черно-белые, полутоновые и графические, позитивные и негативные, 3D-оригиналы |
|
6 |
Толщина оригинала |
Неограниченная для непрозрачных оригиналов, 20 мм для прозрачных оригиналов |
|
7 |
Масштаб на увеличение |
20-2500% |
|
8 |
Расчет масштаба |
Плавный, с аппаратным обеспечением AutoScaling в сканере |
|
9 |
Разрешение сканирования (макс.) |
Оптическое – 5080 dpi Интнерполяционное – 11 000 dpi |
|
10 |
Максимальная плотность |
4,0D |
|
11 |
Расчет резкости |
Аппаратное обеспечение AutoSharpening в сканере, дополнительный фильтр LinoColor |
|
12 |
Программа сканирования |
LinoColor для Apple Power Mac G5 |
|
13 |
Мощность при работе, Вт |
120 |
|
14 |
Размеры (ДШВ), мм |
855x710x990 |
|
15 |
Вес, кг |
90 |
Выбор технологии и оборудования
для изготовления печатных форм
Итоговое качество продукции зависит не только от характеристики применяемой техники, но и от типов используемых расходных материалов. На сегодняшний день технологий СТР с соответствующими типами пластин очень много. Каждая технология имеет свою область применения и влияет по-разному на производительность и экономичность формных процессов.
Для упаковочной продукции имеет смысл обратить внимание на термальные технологии изготовления форм. Традиционные, беспроцессные и не нуждающиеся в химической обработке пластины, как правило, менее чувствительны, чем термальные и фотополимерные, а потому требуют применения более мощных лазеров или большего времени экспонирования.
Система CtP PRESSTEK Compass 8000
Для производства печатных форм было выбрано оборудование CtP Presstek Compass 8000 – из серии производительных термальных систем CtP для офсетных типографий любого уровня оснащенности.
Эта высококлассная система CtP позволяет выводить пластины с производительностью от 15 до 38 пл/ч. CtP Presstek Compass экспонирует изображение с линиатурой до 450 lpi (180 лин/см), и оптимизировано под работу с пластинами Presstek Aurora Pro свободными от химии и требующими меньше лазерной энергии для экспонирования, чем пластины других производителей.
Системы CtP Compass поставляются в полуавтоматических версиях с поточной подачей пластин. В дальнейшем пользователь может расширить возможности системы, дооснастив CtP модулями автоматической подачи пластин с одной или несколькими кассетами. Кроме этого, систему можно дополнить модулями перфорации пластин, как стандартными, так и произвольными, на заказ.
Используя процесс термальной записи, не чувствительные к дневному свету пластины Presstek Aurora Pro , записываются с готового файла и не требуют последующей химической обработки и гуммирования. Все, что нужно – это лишь промыть пластины водой после экспонирования и их можно ставить в печатную машину.
Используя процесс прямой записи пластины с готового файла, исключаются ошибки и проблемы с качеством, свойственные обычным аналоговым процессам (колебания состава эмульсии, проявителя, условий проявления, экспозиции и климатических условий). Системы CtP Compass, включенные в workflow, обеспечивают высокую стабильность процесса и качество изображения. [7, 15]
Таблица 2.3
Технические характеристики системы CtP PRESSTEK Compass 8000
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Технология экспонирования |
внешний барабан |
|
2 |
Источник экспонирования |
термальный лазер (830 нм) |
|
3 |
Поддерживаемые пластины |
Presstek Aurora Pro без химические или любые другие термальные |
|
4 |
Формат пластин, мм мин. макс. |
381 330 1162 960 |
|
5 |
Толщина пластин, мм |
0,15 -0,3 |
|
6 |
Разрешение вывода, dpi |
2400 или 2540 |
|
7 |
Производительность, пл/ч |
22-30 |
|
8 |
Линиатура вывода, lpi |
до 450 (180 лин/см) |
|
9 |
Загрузка пластин |
полуавтоматическая, опционально автоматическая |
|
10 |
Выгрузка пластин |
автоматическая |
|
11 |
Габаритные размеры, см |
175 94134 |
|
12 |
Потребляемая мощность |
1,2 кВт |
Реальная стоимость традиционных CtP пластин выше, чем принято считать: в основном из-за затрат, связанных с использованием химии. Системы Presstek используют новейшие технологии без использования химии, после экспонирования пластина промывается чистой водой. Следовательно, пользователю не нужно тратиться на покупку химии, на поддержание склада со специальными условиями хранения, на обслуживание процессора, на грамотную утилизацию химии. А по мнению аналитиков эти расходы могут составлять до 80% от стоимости пластины.
2.4. Выбор основных и вспомогательных материалов
Пластины Presstek Aurora Pro
Описание
Presstek Aurora Pro – алюминиевая анодированная и зерненная термальная пластина для офсета с увлажнением. Пластины не требуют химии для обработки после экспонирования.
Пластины Presstek Aurora Pro не чувствительны к дневному освещению, что позволяет беспрепятственно работать в помещении с любым освещением. Новая технология зернения пластин Presstek AURORA PRO увеличивает диапазон баланса краска-вода, что позволяет пластине быстрее набирать краску и стабильнее работать в процессе печати.
Главное достоинство новых пластин Presstek AURORA PRO в том, что они совместимы с любыми существующими термальными системами прямого экспонирования пластин с длиной излучения 830 нм. Кроме этого у рабочего слоя пластины повышенная чувствительность к ИК-излучению, а это требует меньше энергии для экспонирования пластины. Как результат, термальные лазеры меньше выгорают и дольше работают. [16]
Таблица 2.4
Технические характеристики Presstek AURORA PRO
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Тип пластины |
термочувствительные, позитивные, на алюминиевой основе |
|
2 |
Толщина, мм |
0,15; 0,20; 0,30 |
|
3 |
Спектральная чувствительность, нм |
800–1200 |
|
4 |
Разрешение |
1%-99% при линиатуре 200 lpi |
|
5 |
Условия работы |
при дневном освещении |
|
6 |
Используемая химия |
не требуется |
|
7 |
Тиражестойкость |
до 125 тыс. отт. (обжиг не возможен) |
Преимущества пластин Presstek AURORA PRO
- быстрое изготовление: не требуется химия и гумирование;
- отличная передача высоких линиатур с четкими растровыми точками;
- возможность использования стохастического растрирования;
- устойчивость к УФ-краскам;
- совместимость с любыми термальными системами;
- требуется меньше энергии для экспонирования;
- больше ресурс термальных лазеров системы экспонирования;
- отличный показатель баланса краска-вода;
- контрастное изображение на пластине;
- экологичность.
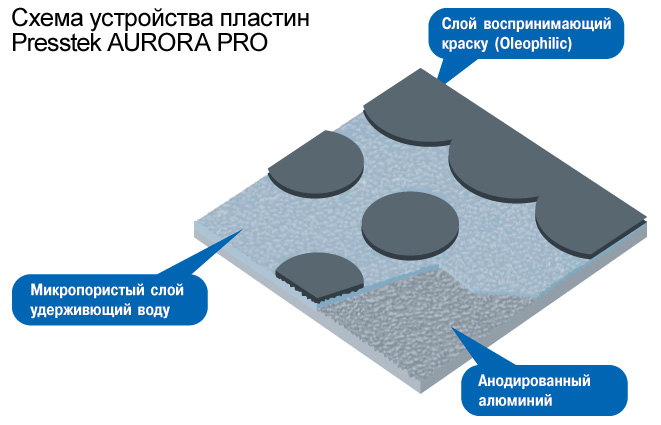
Рис. 5. Схема устройства пластин Presstek AURORA PRO.
Таблица 2.5
Детализация технологических операций
|
Модель продукта |
Операция |
Субоперация |
Оборудование |
Элемент |
|
Упаковка |
Обработка текстовой и иллюстрационной информации |
Разработка изображения, верстка |
Компьютер Apple Power Mac G5 |
Полоса |
|
Изготовление форм |
Экспонирование, проявка |
Система CtP PRESSTEK Compass 8000 |
Спуск |
Цеховые условия проведения процесса
1. Температура воздуха 18-25 градусов;
2. Влажность до 40-60 %;
3. Воздухообмен в помещении – 10 V помещения в час;
4. Коробки с пластинами должны размещаться только горизонтально;
5. Зарядка пластин в кассеты может осуществляться при любом освещении, т.к. выбранные пластины не чувствительны к дневному свету;
6. Место хранения пластин должно быть удалено от отопительных приборов не менее чем на 1 м и должно быть защищено от попадания влаги.
Требования к качеству изготовленных форм
1. Изображение на форме должно соответствовать утвержденному макету.
2. Устойчивое и четкое воспроизведение мелких растровых элементов;
3. Должны обладать химической стойкостью к любым обрабатывающим материалам офсетной печати; обеспечивать заявленную производителем тиражестойкость;
4. Пробельные элементы должны быть абсолютно чистыми по всей поверхности;
5. Пробельные элементы должны быть равномерными по цвету, не иметь светлых пятен;
6. Печатные элементы должны обладать повышенной гидрофобностью, а пробельные – гидрофильностью;
7. Пробельные элементы не должны «тенить» в процессе печати.
8. Формат печатной формы должен соответствовать техничес ким характеристикам печатной машины.
9. Форма не должна иметь никаких механических поврежде ний: царапин, инородных включений, трещин, воздушных пу зырьков, грязи
10. Качество воспроизведения изображения оценивается по воспроизведению растровых и штриховых элементов контрольной шкалы:
растровые элементы должны быть воспроизведены в диапазоне 1-99%;
круговые поля на позитивной растровой шкале Agfa DigiControl Wedge должны быть визуально неразличимы с фоном.
11. Линиатура растра должна соответствовать линиатуре, указанной в технологической карте заказа.
12. Размер и конфигурация пробивки и загибки печатных форм должны соответствовать проектному чертежу печатной машины.
13. На форме должны быть воспроизведены все кресты и метки, необходимые для совмещения красок в процессе печатания, фальцовки и резки
14. За пределами приводочных крестов должны располагаться шкалы оперативного контроля формного и печатного про цесса
2.5. Определение нормативной продолжительности процесса
Нормативная продолжительность операции – это один из важнейших расчетных показателей операции, который используется при расчете плановой себестоимости полиграфических услуг и в процессе производственного планирования.
Нормативная продолжительность операции зависит от тиража или нормативной выработки, группы сложности, скорости машины, условий проведения операции.
В ходе разработки дипломного проекта было принято, что текстовая часть от заказчика поступает в готовом виде. Это значит, что затраты труда на набор текста отсутствуют. Кроме того количество сканирующих устройств было принято за единицу, т.к. основной объем работ представляет собой разработку изображений сразу в графических программах.
Расчет годового количества форм осуществляется по формуле:
Фг = Н V К,
где Фг – годовое количество форм,
Н – количество наименований продукта,
V – объем продукта в физических печатных листах,
К – красочность продукта.
Таблица 2.6
Расчет необходимого количества форм
|
№ п/п |
Наименование продукта |
Количество наименований |
Объем, ф.п.л. |
Красочность |
Количество форм |
Необходимое количество форм с учетом их тиражест-ти |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Упаковка для кондитерских изделий |
100 |
1 |
5 |
500 |
500 |
|
|
2 |
Упаковка для вино-водочной продукции |
70 |
1 |
5 |
350 |
350 |
|
3 |
Упаковка для парфюмерной продукции |
100 |
1 |
4 |
400 |
400 |
|
4 |
Упаковка для пищевой продукции |
210 |
1 |
4 |
840 |
840 |
|
5 |
Произв.-техническая этикетка |
150 |
2 |
4 |
1200 |
1200 |
|
6 |
Арт постер |
50 |
1 |
4 |
200 |
400 |
|
7 |
Издание для детей |
50 |
2 |
1 |
100 |
200 |
|
8 |
Каталог рекламный |
50 |
2 |
2 |
200 |
400 |
|
Итого |
4 290 |
2.6. Расчет необходимого количества оборудования
Расчет трудоемкости операции определяется произведением загрузки соответствующего процесса на норму времени для выполнения учетной единицы.
Таблица 2.7
Таблица расчета трудоемкости допечатного процесса
|
Наименование продукта |
Операция |
Оборудование |
Учетная единица |
Количество учетных единиц |
Норма времени на 1 уч.ед., час |
Трудоемкость операции, час |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Упаковка, этикетка |
Обработка изобразительной информации
Формирование спуска |
Компьютер Apple Power Mac G5 |
1 из. |
680 |
8 |
5 440 |
|
Изготовление печатных форм |
Система CtP PRESSTEK Compass 8000 |
1000 |
4,29 |
40 |
172 |
Зная загрузку, нормы времени на все процессы и годовой фонд времени работы оборудования, можно рассчитать необходимое число единиц оборудования по формуле:
Np = Tн-ч/Тобор,
где Тобор – годовой фонд времени работы оборудования,
Tн-ч – трудоёмкость процесса, которая определяется произведением загрузки соответствующего процесса на норму времени для выполнения определенной операции одной учетной единицы.
Фонд времени работы компьютерной техники принят за 2000 часов при односменном режиме работы.
Определим количество необходимого оборудования:
Компьютер Apple Power Mac G5
Np = 5 400/2000=2,7 (необходимо 3 компьютера);
Система CtP PRESSTEK Compass 8000
Np = 172/1800=0,2 (необходимо 1 СТР-устройство).
2.7. Определение экономических показателей цеха
Расчет затрат на электроэнергию
Количество Кээ (кВтч) потребляемой электроэнергии рассчитывается по формуле
Кээ = Траб N M kпотери,
где Траб – время работы единицы оборудования, ч,
N – количество единиц оборудования,
М – мощность единицы оборудования, кВт,
kпотери – коэффициент, учитывающий потери мощности (0,91).
Для расчета затрат Зээ на электроэнергию следует количество потребляемой энергии умножить на цену Цээ единицы (кВтч) электроэнергии. При этом учтем, что стоимость 1 кВТ/ч = 3руб.
Таблица 2.8
Расчет расхода электроэнергии
|
Марка оборудования |
Трудо-емкость, н-ч, |
Количество оборудования |
Площадь, м2, занимаемая единицей оборудова-ния |
Потреб-ляемая мощность, кВт, единицей оборудова-ния |
К-во кВтч, потреб-ляемой э/э |
Затра-ты на э/э, тыс.руб |
|
|
Рас-чет-ное |
Приня-тое |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Компьютер Apple Power Mac G5 |
5 400 |
2,7 |
3 |
0,8 |
0,4 |
1965,6 |
6 |
|
Система CtP PRESSTEK Compass 8000 |
172 |
0,2 |
1 |
3,75 |
4 |
626 |
1,88 |
Расчет фонда заработной платы
Расчет заработной платы основных производственных рабочих производится по формулам:
1.Прямая заработная плата Зпл.пр. производственных рабочих:
где Тн-ч – трудоемкость изготовления продукции, н-ч,
tч – часовая тарифная ставка рабочего, входящего в состав бригады, руб.,
n – количество рабочих в бригаде.
2. Дополнительная заработная плата Зпл.доп.пр. (10% от прямой):
Зпл.доп.пр. = 0,1 Зпл.пр.
3.Отчисление Осс на социальное страхование (34 % от заработной платы):
Осс = 0,34 (Зпл.пр. + Зпл.доп.пр.).
4. Годовой фонд Фзп.пр. заработной платы производственных рабочих:
Фзп.пр. = Зпл.пр. + З пл.доп.пр. + Осс.
Расчет заработной платы общецехового персонала производится по формулам:
1. Прямая заработная плата Зпл.оп. общецехового персонала:
где Т – время работы, мес.,
Оi – оклад сотрудника,
Чi – численность сотрудников с окладом Оi.
2. Дополнительная заработная плата Зпл.доп.оп. и отчисление Осс на социальное страхование рассчитываются так же, как и для основных производственных рабочих.
3. Годовой фонд заработной платы:
Фзп.оп. = Зпл.оп. + Зпл.доп.оп. + Осс.
Таблица 2.9
Расчет численности рабочих
|
№ п/п |
Марка оборудования |
Количество единиц |
Количество штата для единицы |
Количество смен работы |
Общая численность рабочих |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Компьютер Apple Power Mac G5 |
3 |
3 |
1 |
3 |
|
2 |
Система CtP PRESSTEK Compass 8000 |
1 |
1 |
1 |
1 |
Таблица 2.10
Расчет заработной платы основных производственных рабочих
|
№ п/п |
Марка оборудования |
Профессия |
Норма обслуживания |
Трудоемкость, н-ч |
Часовая тарифная ставка, руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисление на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Компьютер Apple Power Mac G5 |
Дизайнер-верстальщик |
3 |
5 400 |
80 |
432 |
43,2 |
161,6 |
636,8 |
|
2 |
Система CtP PRESSTEK Compass 8000 |
Оператор СТР-установки |
1 |
350 |
90 |
31,5 |
3,2 |
11,8 |
46,4 |
|
Итого |
463,5 |
46,4 |
173,4 |
683,2 |
Таблица 2.11
Расчет заработной платы общецехового персонала
|
№ п/п |
Должность |
Численность |
Оклад, тыс.руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисления на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Начальник участка |
1 |
20 |
240 |
36 |
93,84 |
370 |
|
2 |
Сетевой администратор |
1 |
15 |
180 |
27 |
70,38 |
277,4 |
|
3 |
Техничка |
1 |
4,5 |
54 |
5,4 |
20,2 |
80 |
|
Итого |
474 |
68,4 |
184,4 |
727,4 |
Расчет расходов на содержание и эксплуатацию оборудования
Формулы, используемые при расчетах:
1. Стоимость Собор оборудования:

где Цi – цена единицы оборудования, тыс. руб.,
Nобор i – количество единиц оборудования,
С обор п – стоимость периферийного оборудования (в размере 7% от общей стоимости оборудования).
2. Затраты Зрем на ремонт оборудования (5% от стоимости):
Зрем = 0,05 Собор.
3. Амортизационные отчисления Оам:
Оам = Собор Нам/100,
где Нам – норма амортизационных отчислений (20% - для компьютеров и другого офисного оборудования, 12% - для всего остального оборудования).
Таблица 2.12
Определение затрат на приобретение и ремонт оборудования
|
№ п/п |
Марка оборудования |
Количество единиц оборудования |
Цена единицы оборудования, тыс.руб. |
Стоимость оборудования, тыс.руб. |
Затраты на ремонт оборудования, тыс.руб. |
Амортизационные отчисления, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Компьютер Apple Power Mac G5 |
3 |
54 |
173,34 |
8,7 |
27 |
|
2 |
Система CtP PRESSTEK Compass 8000 |
1 |
3 600 |
3 852 |
192,6 |
462,2 |
|
3 |
Сканер Nexscan F4100 |
1 |
16 |
17,12 |
0,856 |
3,4 |
|
4 |
Цветопробный принтер |
1 |
65 |
69,6 |
3,5 |
14 |
|
Итого |
4 112,1 |
205,7 |
506,6 |
Для определения затрат на формные пластины используются формулы:
Зф.п. = (Нрасх.+5%) Ц,
где Нрасх. – годовая норма расхода,
Ц – цена единицы материала в рублях,
5% - процент отходов на печатные формы.
Таблица 2.13
Расчет затрат на формные пластины
|
Используемые пластины |
Формат |
Необходимое количество, уч.ед. |
Стоимость комплекта (50 шт), тыс. руб. |
Общая стоимость, тыс. руб. |
|
Presstek AURORA PRO |
557743 |
2,2 |
5,7 |
263,3 |
|
Presstek AURORA PRO |
7851050 |
2,09 |
8,3 |
364,3 |
|
Итого |
627,6 |
Содержание и текущий ремонт помещения:
1. Затраты на ремонт помещения (2% от стоимости помещения):
Зр.п. = 0,02 Спом
2.Затраты на осветительную энергию:
Зосв =Sцеха kосв Цээ tгл,
где Sцеха – площадь цеха,
kосв – удельный коэффициент освещенности (0,01),
Цээ – цена единицы (кВтч) электроэнергии,
tгл – время горения всех ламп, ч.
3. Отчисления Оам пом на амортизацию помещения (5 % от стоимости):
Оам пом = 0,05 Спом
Неучтенные расходы Зну (5% от прямой заработной платы рабочих):
Зну = 0,05 Зпл пр.
Таблица 2.14
Расчет площади допечатного цеха
|
№ п/п |
Марка оборудования |
Количество единиц оборудования |
Площадь единицы оборудования, м2 |
Кубарный коэффициент |
Общая площадь, м2 |
|
1 |
Компьютер Apple Power Mac G5 |
3 |
0,8 |
4 |
9,6 |
|
2 |
Система CtP PRESSTEK Compass 8000 |
1 |
3,75 |
4 |
15 |
|
3 |
Сканер Nexscan F4100 |
1 |
0,61 |
4 |
2,44 |
|
4 |
Цветопробный принтер Epson Stylus Pro 9700 |
1 |
1,25 |
4 |
5 |
|
Общая площадь |
26,4 |
Sцеха = Sобщ Кк.,
где Кк – кубарный коэффициент, учитывающий назначение помещения.
Принятая площадь цеха составляет 50 м2.
Спом = 50 20тыс.руб. =1 000 тыс.руб.
Зр.п = 0,02 1 000 тыс.руб. = 20 тыс.руб.
Зосв = 50 0,01 3 2000 = 3 тыс. руб.
Оам пом = 0,05 1 000 тыс.руб. = 50 тыс.руб.
Зну = 0,05 463,5 тыс. руб. = 23,2 тыс. руб.
Таблица 2.15
Себестоимость продукции допечатного цеха
|
№ п/п |
Наименование статей расходов |
Сумма расходов, тыс. руб. |
|
1 |
Заработная плата |
|
|
1.1 |
Прямая заработная плата |
463,5 |
|
1.2 |
Дополнительная заработная плата |
46,4 |
|
1.3 |
Отчисление на социальное страхование |
173,4 |
|
2 |
Затраты на материалы |
|
|
2.1 |
Основные |
627,6 |
|
3 |
Расход на содержание и эксплуатацию оборудования |
|
|
3.1 |
Затраты на ремонт |
205,7 |
|
3.2 |
Затраты на амортизацию оборудования |
814,8 |
|
3.3 |
Затраты на электроэнергию |
1,88 |
|
4 |
Цеховые расходы |
|
|
4.1 |
Заработная плата общецехового персонала |
727,4 |
|
4.2 |
Затраты на содержание и текущий ремонт помещения |
20 |
|
4.3 |
Затраты на осветительную энергию |
3 |
|
4.4 |
Амортизационные отчисления на помещение |
50 |
|
4.5 |
Неучтенные расходы |
23,2 |
|
Итого |
2 849 |
Технико-экономические показатели допечатного цеха:
1. Полная себестоимость Сс – сумма статей расходов, представленных в табл.38
Сс = 2 849 тыс. руб.
2. Прибыль П (50%):
П = 0,5 Сс.
П=0,5 2 849 тыс. руб. = 1 424,5 тыс. руб.
3. Оптовая цена Цопт:
Цопт = П +Сс.
Цопт = 2 849 тыс. руб. + 1 424,5 тыс. руб. = 4 273,5 тыс. руб.
4. Капитальные вложения Скв:
Скв = Спом+Собор.
Скв = 1 000 тыс.руб. + 4 112,1 тыс.руб. = 5 112,1 тыс.руб.
5. Рентабельность Рпрод продукции:
Рпрод = (П/Сс) 100%.
Рпрод = (1 424,5 /2 849) 100% = 50%
6. Рентабельность Рпр-ва производства:
Рпр-ва = (П/Скв) 100%.
Рпр-ва = (1 424,5/5 112,1) 100% = 28%
3. Проектирование послепечатных процессов
3.1. Графическое описание послепечатных
процессов изготовления продукции
Послепечатные процессы включают весь комплекс операций по переработке печатной продукции в готовую полиграфическую продукцию. Послепечатные процессы объединяют брошюровочно-переплетные и отделочные процессы. К последним относятся лакирование печатных оттисков, высечка, тиснение на печатной продукции.
1) Технологическая схема послепечатных процессов для изготовления упаковки и этикетки
2) Технологическая схема послепечатных процессов для изготовления издания для детей и рекламного каталога
3.2. Выбор оборудования для процесса
послепечатной отделки продукции
Технологический процесс тиснение
Тиснение — послепечатная отделка продукции, производится на полуавтоматических и автоматических прессах для тиснения. Тиснение основано на припрессовке горячим или холодным способом металлизированной или пигментной фольги или полимерной пленки с напылением нужного вещества для улучшения привлекательности упаковки или рекламно-акцидентной продукции. Процесс тиснения подразделяется по видам:
1) Тиснение фольгой — тиснение, при котором между нагретым клише и материалом: бумагой, кожей, пластиком и т.п., протягивается фольга и производится прессование. Изображение получается углубленным и окрашенным.
2) Блинтовое тиснение (блинт, от нем. blint - слепой) - тиснение с помощью клише с целью получить оттиск с гладкой поверхностью (например, на текстурной бумаге, на коже).
3) Конгревное тиснение без фольги — придание рельефа в сторону наблюдателя спрессовыванием материала между клише для конгрева (матрицы) и патрицы (контрматрицы, ответной части).
4) Конгревное тиснение с фольгой — как правило, процесс производится в один удар (оттиск), то есть перенос фольги и придание рельефа происходит одновременно.
Самым распространенным способом тиснения является плоское, с нанесением обычной фольги, которое наиболее часто применяется для изготовления упаковки изделий пищевой и косметической промышленности. Такое тиснение фольгой – один из верных способов улучшить дизайн упаковки и придать ей оригинальный внешний вид, привлекающий потребителя. Именно поэтому такой способ отделки является мощным средством продвижения товара на современном рынке.
При выборе оборудования для данной операции важной характеристикой является точность наложения фольги, металлизированных лент. Поскольку сами расходные материалы крайне дорогостоящи, экономичность здесь играет отнюдь не последнюю роль, определяя выбор заказчика в пользу той или иной марки. Очень важно наличие в оборудовании специальных устройств оптимизации перемещения ленты, которые обеспечивают повышенную точность приводки, позволяя накладывать рисунки таким образом, чтобы последние изобразительные элементы не попадали на ранее наложенные. Относительно высокая стоимость пресса с автоматическим регулированием скорости движения фольги, устройствами регистрирования и приводки голограмм оправдывается резким сокращением объемов брака и максимально экономичным расходом фольги.
Сокращение тиражей требует от производственных линий повышенной гибкости и быстроту конфигурирования агрегатов под новый заказ. С этой целью был выбран пресс с возможностью ускоренного процесса переналадки, что очень важно при повторяющихся работах, а кроме того, при частой смене заказов, а также при заказах с системой крепления штампов для тиснения и высечки. Так в названии модели Bobst SP 102-BMA модификация пресса позволяет заменить оснастку и использовать машину для высечки, установив устройство для удаления обрезков. Большим спросом в России пользуются плоскопечатные и цилиндрические прессы с подачей бумаги рулонами или отдельными листами, на которых тиснение фольги сочетается с другими процессами: вырубкой, конгревом или штанцеванием. Такие машины более универсальны и наилучшим образом подходят для тех отечественных компаний-производителей упаковки, которые стремятся сэкономить средства, не теряя в качестве продукции. Такие машины более универсальны и наилучшим образом подходят для компаний-производителей упаковки, которые стремятся сэкономить средства, не теряя в качестве продукции. [17]
Основные параметры оборудования:
- температура нагрева 100-130 С;
- количество зон нагрева 8;
- возможность регулирования либо программирования температурного режима;
- величина давления 250-350 кг/см3;
- виды применяемой фольги – металлизированная, пигментированная, голографическая.
Дооснащение:
- модуль наматывания использованной фольги;
- модуль ускоренного процесса переналадки.
Таблица 3.1
Технические характеристики пресса для тиснения Bobst SP 102- BMA
|
Характеристика |
Показатель |
|
Принцип действия |
Автоматический |
|
Формат листа, мм макс. мин. |
7201020 350400 |
|
Материал |
бумага, картон, гофракартон профиля Е и F толщиной до 4 мм |
|
Производительность макс., листов/час |
7 500 |
|
Установленная мощность, кВт |
50 |
|
Вес, кг |
18 000 |
|
Габариты со стапельным накладом, м |
5,754,522,51 |
|
Особенности |
для горячего тиснения фольгой с рельефом или без рельефа, а также для горячего или холодного тиснения. |
Технологический процесс - штанцевание
Штанцевание это отделочный процесс полиграфического производства, представляющий собой сквозное прорезание обрабатываемого материала режущей линейкой штанц-формы по непрерывной линии с одновременным созданием биговок, рицовок, перфорации и других видов воздействия на обрабатываемый материал. Комбинированная операция штанцевания определяет важнейшие технические характеристики получаемых коробок: точность и соответствие проекту геометрических размеров и формы, точность и качество последующей операции автоматической сборки коробок, их внешний вид, прочность, надежность, долговечность и т.д.
Для процесса штанцевания было выбрано оборудование BOBST – 102Е. Такое оборудование позволяет получить любую заданную конфигурацию, уже готовую к употреблению или нуждающуюся в последующей сборке. Принцип работы такой машины заключается в подаче материала в штанцевальную секцию, штанцевании, выталкивании материала из штампа и выводе его из штанцевальной секции. Необходимо указать, что вырубка на таком оборудовании производится с полистной обработкой, то есть за один такт машины обрабатывается один лист, хотя готовых изделий на нем может быть несколько. [18]
Оборудование было выбрано в соответствии с обеспечением оптимальной реализации соответствующих технологических решений.
Таблица 3.2
Технические характеристики высекального пресса Bobst – 102E
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Обрабатываемые материалы |
Бумага мин. 80-90 г/м2 Картон до 2000 г/м2 Гофрокартон до 4 мм |
|
2 |
Размеры листа, мм макс. мин. |
7201020 350 400 |
|
3 |
Захватная кромка, мм |
8-17 |
|
4 |
Высота режущих линеек, мм |
23,8 |
|
5 |
Производительность, л / час |
7500 |
|
6 |
Регулируемое усилие высечки |
макс. 2,5 (260 т) MN |
|
7 |
Мощность основного мотора, кВт |
макс. 15 |
|
8 |
Общая нагрузка |
макс. 14 kVA |
|
9 |
Вес, кг |
14 000 |
|
10 |
Особенности |
наличие секции удаления облоя |
Требования к печатным оттискам для высечки:
- запечатка наружу «под обрез» от линий высечки должна выходить на 3 мм как по краске, так и по лаку;
- значащие элементы (такие, как текст, логотип и т.д.) должны отстоять от линий высечки и биговки на 3 мм;
- крайне не желательно на линиях биговки делать резкий переход фона (т.к. сквозной процесс «печать-высечка-склейка» имеет ненулевые допуски по точности в зависимости от качества картона).
Технологический процесс - фальцовка, склейка
Современная упаковка — это сложное изделие зачастую весьма сложной формы. Для того чтобы превратить вырубленную заготовку в готовую коробку требуется точная фальцовка заготовки по различным направлениям и последующая склейка. Чем сложнее форма упаковочной коробки, тем выше требования к точности этих операций. Зачастую форма и функциональное назначение упаковки требует довольно большого количества точек склейки.
Для выполнения этих технологически сложных задач было выбрано оборудование BOBST Media 68. Учитывая то, что максимальный размер заготовки в выбранной продуктовой программе составляет 480420 мм, целесообразно будет использование машины, позволяющей обрабатывать коробки с максимальной шириной 680 мм. Таким образом при увеличении или изменении номенклатуры продуктовой программы, такая машина позволит обрабатывать заготовки более разнообразных вариантов продуктов.
Талица 3.3
Технические характеристики
фальцевально-склеивающей линии Bobst Media 68
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Обрабатываемые материалы плотный картон гофрокартон |
100-600 г/м2 профиль N, F, E |
|
2 |
Формат заготовки, мм макс. ширина мин. ширина макс. длина мин. длина |
680 126 600 60 |
|
3 |
Выклад длина прижимного транспортера, мм ширина прижимного транспортера, мм |
290 550 |
|
4 |
Максимальная толщина сложенной коробки, мм |
8 |
|
5 |
Привод тактовая скорость, м/мин регулируемая скорость, м/мин |
20 300 |
|
6 |
Габариты |
10,5 1,4 |
|
7 |
Мощность, кВт |
8,5 |
|
8 |
Вес, кг |
4 400 |
После проведенных операций (тиснение, штанцевание, фальцовка, склейка) изделие можно считать готовым. В большинстве случаев продукция отдается заказчику именно в таком виде, предварительно подвергаясь упаковке. На каждой стадии послепечатной обработки изделие подвергается контролю, ведутся измерения в соответствии с возможными допусками. Если продукция изготовлена с превышающими допуски показателями, она идет в брак.
По ГОСТ 6658-75 допускается упаковывание изделий в ящики из гофрокартона, пленку полиэтиленовую термоусадочную или в другую пленку. Возможна упаковка в паллеты. Паллет упаковывается в стрейчпленку и в пленку полиэтиленовую.
Таблица 3.4
Допустимые отклонения по качеству готовой продукции
|
№ п/п |
Показатель |
Допуск |
|
1 |
Неровные контуры при тиснении фольгой (бахрома) |
не более 0,1 мм |
|
2 |
Несовмещение изображения с линией фальца |
не более 0,4 мм |
|
3 |
Несовмещение изображения с контуром высечки, биговки |
не более 0,4 мм |
|
4 |
Следы от перемычек на вырубных изделиях |
не более 3-х на 100 мм толщиной не более 0,5 мм |
|
5 |
Надрывы картона по линии биговки |
не более 1,5 мм не ухудшающие внешнего вида изделия и потребительских свойств |
|
6 |
Отклонение от установленных размеров склеенной коробки |
±0,25мм |
|
7 |
Отклонение от нормы упаковки готовой продукции в гофротару |
±2 изделия |
Технологический процесс - УФ-лакирование
УФ-лакирование обеспечивает оттискам красивый и презентабельный вид благодаря высокому глянцу лакового покрытия. После лакирования отпечатки становятся в меньшей степени подвержены воздействию температур, влаги, механическому износу и химически активных веществ. Нанесение УФ-лака производится на печатный оттиск после закрепления краски на нем.
Для проектируемого предприятия выбрана полуформатная специализированная машина для УФ-лакирования полиграфической продукции Clarity SG880 UV.
Таблица 3.5
Технические характеристики лакировальной машины Clarity SG880 UV
|
№ п/п |
Показатель |
Значение |
|
1 |
Обрабатываемые материалы |
Мелованные бумаги Этикеточные бумаги Мелованные целлюлозные и макулатурные картоны |
|
2 |
Формат листа, мм |
min 363392 max 615880 |
|
3 |
Лакируемая поверхность (макс.), мм |
615840 |
|
4 |
Технологические поля, мм |
клапанное – 8 боковые – 2 хвостовое – 2 |
|
5 |
Плотность материала, г/м2 |
80-350 |
|
6 |
Высота стапеля самонаклада, мм |
900 |
|
7 |
Высота приемного стапеля, мм |
800 |
|
8 |
Максимальная скорость, листов/час |
4000 |
|
9 |
Габариты, мм |
630025802010 |
|
10 |
Вес, кг |
7000 |
|
11 |
Потребляемая мощность, кВт |
35 |
Преимущества машин Clarity:
- в комплект поставки включен лакировальный аппарат камер-ракельного типа с одним анилоксовым валом (линиатура 200 LPI);
- опционально предлагаются усиленные УФ и ИК сушки, позволяющие работать на скорости до 8000 л/час;
- многоступенчатая защита от возгорания листа в сушильном устройстве, ленточный конвейер для вывода выпавших листов;
- устройство против закручивания листов (опционально);
- фотоэлектрический датчик двойного листа.
Машина Clarity серии SG состоит из:
- автоматического самонаклада каскадного типа;
- 4-валковой секции выборочного нанесения УФ лака;
- 3-х ламповой УФ сушки;
- выводного устройства и приемного стапеля;
- возможно дополнительное оснащение камер-ракельными аппаратами с анилоксовыми валами, дополнительной ИК-сушкой, удлиненным приемным транспортером.
Технологический процесс разрезки
Разрезка – это разделение стопы бумаги на требуемое количество частей. Разрезке подвергаются листы-оттиски, отпечатанные на полуформатной машине (листовая, этикеточная продукция).
Таблица 3.6
Технические характеристики резального оборудования Polar-78
|
№ п/п |
Показатель |
Значение |
|
1 |
Обрабатываемые материалы |
Бумага, картон, переплетный картон, полимерная пленка |
|
2 |
Длина реза, мм |
780 |
|
3 |
Глубина стола, мм |
780 |
|
4 |
Максимальная высота стопы, мм |
120 |
|
5 |
Скорость движения подавателя, см/сек |
30 |
|
6 |
Потребляемая мощность, кВт |
2,4 |
|
7 |
Вес, кг |
1300 |
|
8 |
Ширина со столом подачи, см |
198 |
|
9 |
Глубина, см |
191,5 |
|
10 |
Высота, см |
145 |
|
11 |
Потребляемая мощность, кВт |
35 |
Технологический процесс - фальцовка
Фальцовка — это процесс складывания листов в тетради определенного объема и формата с соблюдением последовательного расположения страниц в сфальцованной тетради для получения книжных и брошюрных изданий.
В рассматриваемой продуктовой программе фальцовке подвергаются печатные листы-оттиски, предназначенные для изготовления рекламного каталога и издания для детей. Так как указанная продукция печатается на полуформатной печатной машине, то целесообразно будет использовать фальцевальную машину небольшого формата. Фальцевальная машина GUK Falzmaschinen FA 54 предназначена для изготовления тетрадей при производстве брошюрной и книжно-журнаьной продукции.
Таблица 3.7
Технические характеристики
фальцевальной машины GUK Falzmaschinen FA 54
|
№ п/п |
Показатель |
Значение |
|
1 |
Формат листа (макс./мин.), см |
5480-144 519 |
|
2 |
Количество кассет |
2-8 |
|
3 |
Макс. количество станций |
3 |
|
4 |
Плотность фальцуемой бумаги, г/м2 |
40-280 |
|
5 |
Макс. производительность, лист./час |
30 000 |
|
6 |
Устройство ножевой фальцовки |
ZK 500, ZK 600 |
|
7 |
Подающее устройство |
F4, R6 |
|
8 |
Выводное устройство |
S 520, КS 530 |
Технические особенности
- Самонаклад и фальцевальные станции легко стыкуются между собой и синхронизируются центральной системой управления.
- Первая станция оснащена столом равнения, выполненным из нержавеющей стали NIROSTA.
- Фальцевальные валы выполнены по специальной технологии обработки из высокопрочной стали с полиуретановыми кольцами.
- Подшипники особой конструкции, обеспечивающие долговечность работы и осевую стабильность в процессе длительного срока эксплуатации.
- Малошумные ременные передачи.
- Цифровая система управления дистанцией между подаваемыми листами
- Система перфорирования, продольной резки и биговки в базовой комплектации (1 перфорационный и 1 биговальный диск в комплекте).
- Микрометрическая регулировка длины фальца в каждой кассете, а также регулировка перекоса отбойника; на каждой кассете имеется индикатор грубой и точной настройки.
- Возможность установки дополнительных кассет специального назначения (окончатая фальцовка, увеличенный фальц, с пневматическим или электромеханическим приводом отбойника в фальцкассете).
- Возможность ручной прокрутки механизма в случае замятия бумаги.
- Высокая скорость работы (до 40 000 лист./час)
Дополнительное оснащение
- устройство ножевой фальцовки;
- детектор подачи двойного листа (электронный);
- детектор подачи двойного листа для FL2 (электромеханический);
- приёмно-прессующее устройство KS;
- гидравлический подъемный стол для KS;
- магнитный выталкиватель для KS;
- выводной транспортер (подвижной);
- шумопоглощающие кожуха для Станции I, II и III;
- счетчики комплектов продукции и непрерывного подсчета листов;
- устройства подрезки кромки листа и разрезки "двойников";
- устройство ручной подачи;
- устройство вертикального вывода продукции с прессованием;
- полный комплект инструментов для перфорации, биговки, резки.
Технологический процесс - шитье проволокой внакидку
Сущность шитья проволокой заключается в отрезании от бобины проволоки заготовки, загибки под углом 90 ножек скобы и проталкивании этих ножек под давлением через листы бумаги.
Технологический процесс шитья проволокой внакидку заключается в комплектовке блока вкладкой и прошивания ее скобой с загибкой ножек скобы внутри блока.
Для выполнения указанной операции выбрано оборудование Exact - многоголовочная модель широкого назначения для полиграфических предприятий. Допускает одновременное использование как стандартных, так и кольцевых скоб. Максимальная высота скрепления 8 мм. Не имеет равных среди подобного оборудования по соотношению показателей "цена/качество". [22]
Таблица 3.8
Технические характеристики проволокошвейной машины Exact
|
№ п/п |
Показатель |
Значение |
|
1 |
Количество головок, макс. |
1-4 |
|
2 |
Высота прошивки стандартной скобой, макс., мм кольцевой скобой, макс., мм |
8 4 |
|
3 |
Ширина стежка |
5/8/14/16 |
|
4 |
Расстояние между центрами стежков, мм мин. макс. |
52-58 330 |
|
5 |
Тип швейной головки |
UNIVERSAL 52/8 |
|
6 |
Марка № (диаметр, мм) проволоки круглой плоской |
24-28 (0,60-0,40), 26-30 (0,50-0,35) I-III (0,70-0,75 x 0,35 x 0,55) |
|
7 |
Максимальная произвоодительность, цикл/мин |
206 |
|
8 |
Размеры рабочего стола, мм |
550280 |
|
9 |
Площадь станины, мм |
610550 |
|
10 |
Макс. поле скрепления, мм |
165 |
|
11 |
Электропитание, В/Гц/кВт/Ф |
230-400/50/0,37/3 |
|
12 |
Габариты, мм |
10007601580 |
|
13 |
Масса, кг |
150 |
Особенности:
- тяжелое устойчивое основание;
- возможность использования от 1 до 8-ми проволокошвейных головок в зависимости от модели;
- эргономичный дизайн;
- удобство в обслуживании.
Стандартная комплектация:
- швейные головки поставляются опционально для возможности подбора головок по пожеланиям клиентов (но модель EXACT существует в комплектации с 1,2,3 и 4 головками);
- электрическая педаль включения/выключения;
- рабочий стол с изменяемым наклоном и упорами-ограничителями;
- набор инструментов для наладки.
Технологический процесс - обрезка с трех сторон
Цель операции – срезка головочных и передних петель фальцев, доведение блока до заданного формата. Обрезка с трех сторон производится на трехножевых резальных машинах. Вся обрезка выполняется в одной секции, за один цикл машины выполняются все три обреза. Для выполнения этих операций выбрано оборудование Trim-tec 30i фирмы Wohlenberg.
Таблица 3.9
Технические характеристики машины для обрезки с трех сторон Trim-tec 30i
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Формат продукции макс. до обрезки, мм макс. после обрезки, мм мин. после обрезки, мм |
460х315 440х300 80х70 |
|
2 |
Высота стопы (макс/мин), мм |
100/10 |
|
3 |
Мин. толщина изделия, мм |
1 |
|
4 |
Производительность, цикл/мин |
20-30 |
|
5 |
Высота стола, мм |
900 |
|
6 |
Мощность, кВт |
7 |
|
7 |
Масса, кг |
2980 |
Технические особенности
- Устройство автоматической настройки ножей на формат изделия (AP).
- Прочная цельнолитая станина гарантирует точность реза и надежность работы.
- Постоянная смазка зубчатой передачи привода по принципу "масляная баня".
- Просчитанные на компьютере кулачки привода для хорошей синхронизации и бесшумной работы.
- Патентованный принцип "качающегося" ножа гарантирует качественный рез.
- Двухскоростное движения толкателя: медленная подача и быстрый возврат.
- Точное позиционирование блока перед подачей в секцию резки.
- Кулачковый двухпружинный прижим для равномерного распределения давления.
- Счетчик количества резов в стандартной комплектации;
- Полностью автоматическая централизованная смазка с индикацией количества масла.
- Лента конвейера 1,6 м с плавной настройкой скорости движения.
- Надежная защита персонала, сертификат CE и GS.
Дополнительное оснащение
- устройство разрезки двойников (только для модели trim-tec 30i);
- пневматический упор для головки блока;
- устройство обжима корешка блока с нарезающими пазы ножами;
- устройство распыления силиконовой смазки; применяется при подрезке книг или журналов сразу после КБС;
- столы для разных форматов продукции от 80 х 80 мм до 380 х 440 мм;
- специальный стол для книг маленького формата ( 150 х 190 мм);
- устройство для сдува обрезков;
- удлиненный 3-х метровый выводной транспортер;
- вентиляционная воронка для сбора и вакуумного удаления обрезков;
- другие опции.
3.3. Расчет количества необходимого оборудования в послепечатных процессах
Расчет оборудования Nоб выс для высечки при односторонней печати на заготовках определяется по следующим формулам:

где Нвыс – количество наименований продукции с высечкой.
V – их объем (фпл),
Твыс – тираж продукции с высечкой, тыс.экз.,
n – количество экземпляров заготовок на листе картона,
Нвр – норма времени, мин,
Тосн – основной фонд времени оборудования (с учетом времени на приладки),
Для расчета количества остального оборудования сначала определяем годовую программу по формуле
где Qгод = Lотт – годовая программа, л-отт,
В – число выходов в год,
n – количество экземпляров на одном печатном листе.
После этого производим расчет необходимого количества оборудования по формуле
Таблица 3.10
Расчет трудоемкости послепечатных процессов для изготовления продукции
|
№ п/п |
Наименование операции |
Оборудование |
Формат и доля листа |
Количество наименований |
Тираж прогонный, тыс.экз. |
Средний объем, фпл. |
Учетная единица |
Количество учетных единиц |
Норма времени на учетную единицу, мин |
Норма выработки в час, уч.ед. |
Трудоемкость на данной операции, н-ч. |
Количество смен на данной операции |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Упаковка |
||||||||||||
|
1 |
Тиснение |
Bobst SP 102-BMA |
70100/4 |
100 |
25 |
1 |
1000 отт |
2500 |
8,6 |
7 |
358 |
655,5 |
|
70100/6 |
100 |
42 |
1 |
4200 |
600 |
|||||||
|
70100/4 |
210 |
125 |
1 |
26 250 |
3 750 |
|||||||
|
2 |
Штанцевание |
Bobst 102E |
70100/4 |
100 |
25 |
1 |
1000 отт |
2500 |
8,6 |
7 |
358 |
750 |
|
70100/2 |
70 |
75 |
1 |
5250 |
750 |
|||||||
|
70100/6 |
100 |
42 |
1 |
4200 |
600 |
|||||||
|
70100/4 |
210 |
125 |
1 |
26 250 |
3 750 |
|||||||
|
3 |
Фальцовка, склейка |
Bobst Media 68 |
70100/2 |
70 |
150 |
1 |
1000 экз |
10 500 |
1,6 |
37,5 |
280 |
468 |
|
70100/6 |
100 |
250 |
1 |
25 000 |
667 |
|||||||
|
70100/4 |
210 |
500 |
1 |
105 000 |
2800 |
|||||||
|
Произв.-технич. этикетка, арт постер |
||||||||||||
|
4 |
УФ-лакирование |
Clarity SG880 UV |
5070/110 |
150 |
4,6 |
2 |
1000 отт |
1380 |
20 |
3 |
1460 |
182,5 |
|
5 |
Сталкивание |
Polar 78 |
5070/110 |
150 |
4,6 |
2 |
1000 отт |
690 |
5,3 |
11,32 |
61 |
35 |
|
5070/2 |
50 |
50 |
1 |
2500 |
221 |
|||||||
|
6 |
Разрезка |
Polar 78 |
5070/110 |
150 |
4,6 |
2 |
1000 отт |
690 |
1,8 |
- |
20,7 |
12 |
|
5070/2 |
50 |
50 |
1 |
2500 |
75 |
|||||||
|
Издание для детей, рекламный каталог |
||||||||||||
|
7 |
Фальцовка |
FA-54 |
5070/8 |
50 |
50 |
2 |
1000 отт |
2500 |
2 |
30 |
83 |
31 |
|
5070/8 |
50 |
50 |
4 |
5000 |
167 |
|||||||
|
8 |
Комплектовка вкладкой |
Вручную |
||||||||||
|
9 |
Шитье проволокой |
Exact |
5070/8 |
50 |
50 |
2 |
1000 бл |
2500 |
12 |
5 |
500 |
125 |
|
5070/8 |
50 |
50 |
4 |
2500 |
500 |
|||||||
|
10 |
Обрезка с 3-х сторон |
Trim-tec |
5070/8 |
50 |
50 |
2 |
1000 бл |
2500 |
- |
1,5 |
1667 |
417 |
|
5070/8 |
50 |
50 |
4 |
2500 |
1667 |
Таблица 3.11
Расчет количества оборудования
|
№ п/п |
Наименование операции |
Марка оборудования |
Трудоемкость выполняемой операции, н-ч |
Годовой фонд времени работы оборудования, ч |
Количество оборудования |
|
|
Расчетное |
Принятое |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Тиснение |
Bobst SP 102-BMA |
4708 |
3600 |
1,3 |
2 |
|
2 |
Штанцевание |
Bobst 102E |
5458 |
1,5 |
1 |
|
|
3 |
Фальцовка, склейка |
Bobst Media 68 |
3747 |
1 |
1 |
|
|
4 |
УФ-лакирование |
Clarity SG880 UV |
1460 |
0,4 |
1 |
|
|
5 |
Сталкивание |
Polar 78 |
282 |
0,2 |
1 |
|
|
6 |
Разрезка |
95,7 |
||||
|
7 |
Фальцовка |
FA-54 |
250 |
0,1 |
1 |
|
|
8 |
Шитье проволокой |
Exact |
1000 |
0,3 |
1 |
|
|
9 |
Обрезка с трех сторон |
Trim-tec |
3334 |
0,9 |
1 |
При расчете количества оборудования для тиснения и штанцевания было принято, что наличие и использование на предприятии одной автоматической машины для штанцевания Bobst 102E и двух машин для тиснения Bobst SP 102-BMA будет вполне достаточно, более экономично и целесообразно. Это обосновывается тем, что загрузка второй машины Bobst SP 102-BMA будет осуществляться операциями тиснения и штанцевания в зависимости от необходимости проводимой операции, т. к. указанное оборудование можно модифицировать в высекальный пресс с высокой скоростью переналадки.
3.4. Определение экономических показателей брошюровочно-переплетного цеха
Расчет затрат на электроэнергию
Количество Кээ (кВтч) потребляемой электроэнергии рассчитывается по формуле
Кээ = Траб N M kпотери,
где Траб – время работы единицы оборудования, ч,
N – количество единиц оборудования,
М – мощность единицы оборудования, кВт,
kпотери – коэффициент, учитывающий потери мощности (0,85).
Для расчета затрат Зээ на электроэнергию следует количество потребляемой энергии умножить на цену Цээ единицы (кВтч) электроэнергии.
Таблица 3.12
Расчет расхода электроэнергии
|
Марка оборудования |
Трудоемкость, н-ч, на приладки и печать тиража |
Количество оборудования |
Площадь, м2, занимаемая единицей оборудования |
Потребляемая мощность, кВт, единицей оборудования |
К-во кВтч, потребляемой э/э |
Затраты на э/э, тыс.руб |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Bobst SP 102-BMA |
4708 |
2 |
26 |
50 |
400 180 |
1 200,5 |
|
Bobst 102E |
5458 |
1 |
26 |
50 |
231 965 |
696 |
|
Bobst Media 68 |
3747 |
1 |
14,7 |
8,5 |
27 072 |
81,2 |
|
Clarity SG880 UV |
460 |
1 |
15,8 |
35 |
13 685 |
41 |
|
Polar 78 |
377,7 |
1 |
4,18 |
3,5 |
1 124 |
3,37 |
|
FA-54 |
250 |
1 |
8,1 |
6,6 |
1 650 |
4,95 |
|
Exact |
1000 |
1 |
0,76 |
0,37 |
314,5 |
0,94 |
|
Trim-tec |
3334 |
1 |
3,72 |
7 |
23 338 |
70 |
|
Итого |
2098 |
Расчет фонда заработной платы
Расчет заработной платы основных производственных рабочих производится по формулам:
1.Прямая заработная плата Зпл.пр. производственных рабочих:
где Тн-ч – трудоемкость изготовления продукции, н-ч,
tч – часовая тарифная ставка рабочего, входящего в состав бригады, руб.,
n – количество рабочих в бригаде.
2. Дополнительная заработная плата Зпл.доп.пр. (10% от прямой):
Зпл.доп.пр. = 0,1 Зпл.пр.
3.Отчисление Осс на социальное страхование (34 % от заработной платы):
Осс = 0,34 (Зпл.пр. + Зпл.доп.пр.).
4. Годовой фонд Фзп.пр. заработной платы производственных рабочих:
Фзп.пр. = Зпл.пр. + З пл.доп.пр. + Осс.
Расчет заработной платы общецехового персонала производится по формулам:
1. Прямая заработная плата Зпл.оп. общецехового персонала:

где Т – время работы, мес.,
Оi – оклад сотрудника,
Чi – численность сотрудников с окладом Оi.
2. Дополнительная заработная плата Зпл.доп.оп. и отчисление Осс на социальное страхование рассчитываются так же, как и для основных производственных рабочих.
3. Годовой фонд заработной платы:
Фзп.оп. = Зпл.оп. + Зпл.доп.оп. + Осс.
Таблица 3.13
Расчет заработной платы основных производственных рабочих
|
№ п/п |
Марка оборудования |
Профессия |
Разряд |
Норма обслуживания |
Трудоемкость, н-ч |
Часовая тарифная ставка, руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисление на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
Bobst SP 102-BMA |
Печатник-тиснильщик |
4 |
2 |
4708 |
75 |
1 412,4 |
141,2 |
528,2 |
2 081,8 |
|
2 |
Bobst 102E |
Оператор высекальной машины |
4 |
2 |
5458 |
65 |
709,5 |
71 |
265,4 |
1 046 |
|
3 |
Bobst Media 68 |
Подкладчица Приемщица Оператор |
2 2 4 |
1 1 1 |
3747 |
30 30 45 |
112,4 112,4 168,6 |
11,2 11,2 16,9 |
42 42 63,1 |
165,6 165,6 248,6 |
|
4 |
Clarity SG880 UV |
Печатник |
3 |
1 |
460 |
30 |
13,8 |
1,4 |
5,2 |
20,4 |
|
5 |
Polar 78 |
Машинист резальных машин |
3 |
1 |
377,7 |
45 |
17 |
1,7 |
6,4 |
25,1 |
|
6 |
FA-54 |
Машинист фальцмашин |
3 |
1 |
250 |
45 |
11,3 |
1,1 |
4,2 |
16,6 |
|
7 |
Exact |
Машинист швейных машин |
2 |
1 |
1000 |
30 |
30 |
3 |
11,22 |
44,22 |
|
8 |
Trim-tec 30i |
Машинист резальных машин |
4 |
1 |
3334 |
45 |
150 |
15 |
56,1 |
221,1 |
|
Итого |
2 737,4 |
273,7 |
1 023,8 |
4 035 |
Таблица 3.14
Расчет численности рабочих
|
№ п/п |
Марка оборудования |
Количество единиц |
Количество штата для единицы |
Количество смен работы |
Общая численность рабочих |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Bobst SP 102-BMA |
2 |
2 |
2 |
8 |
|
2 |
Bobst 102E |
1 |
2 |
2 |
4 |
|
3 |
Bobst Media 68 |
1 |
3 |
2 |
6 |
|
4 |
Clarity SG880 UV |
1 |
1 |
2 |
2 |
|
5 |
Polar 78 |
1 |
1 |
2 |
2 |
|
6 |
FA-54 |
1 |
1 |
2 |
2 |
|
7 |
Exact |
1 |
1 |
2 |
2 |
|
8 |
Trim-tec 30i |
1 |
1 |
2 |
2 |
Таблица 3.15
Расчет заработной платы общецехового персонала
|
№ п/п |
Должность |
Численность |
Оклад, тыс.руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисления на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Начальник цеха |
1 |
15 |
180 |
18 |
67,32 |
265,3 |
|
2 |
Мастер цеха |
1 |
12 |
144 |
14,4 |
53,86 |
212,26 |
|
3 |
Кладовщик |
1 |
5 |
60 |
6 |
22,44 |
88,44 |
|
4 |
Техничка |
1 |
4,5 |
54 |
5,4 |
20,2 |
79,6 |
|
5 |
Электрокарщик |
1 |
4,5 |
54 |
5,4 |
20,2 |
79,6 |
|
6 |
Грузчик |
1 |
4,5 |
54 |
5,4 |
20,2 |
79,6 |
|
Итого |
546 |
54,6 |
204,22 |
804,8 |
Расчет затрат на содержание и эксплуатацию оборудования
Формулы, используемые при расчетах:
1. Стоимость Собор оборудования:
где Цi – цена единицы оборудования, тыс. руб.,
Nобор i – количество единиц оборудования,
С обор ну – стоимость неучтенного оборудования (в размере 10% от общей стоимости оборудования).
2. Затраты Зрем на ремонт оборудования (5% от стоимости):
Зрем = 0,05 Собор.
3. Амортизационные отчисления Оам:
Оам = Собор Нам/100,
где Нам – норма амортизационных отчислений (9%).
Таблица 3.16
Расходы на содержание и эксплуатацию оборудования
|
№ п/п |
Марка оборудования |
Количество единиц оборудования |
Цена единицы оборудования, тыс.руб. |
Стоимость оборудования, тыс.руб. |
Затраты на ремонт оборудования, тыс.руб. |
Амортизационные отчисления, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Bobst SP 102-BMA |
2 |
4 000 |
8 800 |
440 |
792 |
|
2 |
Bobst 102E |
1 |
4 000 |
4 400 |
220 |
396 |
|
3 |
Bobst Media 68 |
1 |
1 680 |
1 848 |
92,4 |
166,3 |
|
4 |
Clarity SG880 UV |
1 |
1 000 |
1 100 |
55 |
99 |
|
5 |
Polar 78 |
1 |
520 |
572 |
28,6 |
51,5 |
|
6 |
FA-54 |
1 |
420 |
462 |
23,1 |
41,6 |
|
7 |
Exact |
1 |
310 |
341 |
17 |
30,7 |
|
8 |
Trim-tec 30i |
1 |
800 |
880 |
44 |
79,2 |
|
Итого |
18 403 |
920,1 |
1 656,3 |
Расчет затрат на основные материалы
Расчет затрат на основные материалы производится по формулам
Зосн = Нрасх Ц,
где Зосн – затраты на основные материалы;
Ц – цена единицы материала, руб.;
Нрасх – норма расхода материала.
Расчет затрат на вспомогательные материалы
Звспом = Зосн 10%.
Таблица 3.17
Расчет затрат на материалы
|
№ п/п |
Вид издания |
Наименование материала |
Норма расхода на 1 уч.ед. |
К-во уч.ед. |
Требуемое количество материала |
Цена материала |
Затраты на материалы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
1 |
Упаковка |
Фольга |
0,5 м2 |
10000 |
5000м2 |
14 р/м2 |
70 |
|
2 |
Этикетка |
УФ-лак |
7 г/м2 |
1380 |
3,4 кг |
280 р/кг |
0,95 |
|
3 |
Журнальная продукция |
Проволока |
34 м |
5 000 |
170 000 м |
0,55 р/м |
93,5 |
|
Итого |
164,5 |
Звспом = 164,5 10% = 16,5 тыс. руб.
Содержание и текущий ремонт помещения
1. Расчет площади цеха
Sцеха = Sобщ Кк.,
где Кк – кубарный коэффициент, учитывающий назначение помещения.
2. Стоимость помещения цеха
Спом = Sцеха Ц1м2.,
где Ц1м2 цена 1м2 помещения, тыс.руб.
3. Затраты на ремонт помещения (2% от стоимости помещения):
Зр.п. = 0,02 Спом
4.Затраты на осветительную энергию:
Зосв =Sцеха kосв Цээ tгл,
где Sцеха – площадь цеха,
kосв – удельный коэффициент освещенности (0,01),
Цээ – цена единицы (кВтч) электроэнергии,
tгл – время горения всех ламп, ч.
5. Отчисления Оам пом на амортизацию помещения (5 % от стоимости):
Оам пом = 0,05 Спом
6. Неучтенные расходы Зну (5% от прямой заработной платы рабочих):
Зну = 0,05 Зпл пр.
Таблица 3.18
Расчет площади брошюровочно-переплетного цеха
|
№ п/п |
Марка оборудования |
Количество единиц оборудования |
Площадь единицы оборудования, м2 |
Кубарный коэффициент |
Общая площадь, м2 |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Bobst SP 102-BMA |
2 |
26 |
5 |
260 |
|
2 |
Bobst 102E |
1 |
26 |
130 |
|
|
3 |
Bobst Media 68 |
1 |
14,7 |
73,5 |
|
|
4 |
Clarity SG880 UV |
1 |
15,8 |
79 |
|
|
5 |
Polar 78 |
1 |
4,18 |
21 |
|
|
6 |
FA-54 |
1 |
8,1 |
40,5 |
|
|
7 |
Exact |
1 |
0,76 |
3,8 |
|
|
8 |
Trim-tec 30i |
1 |
3,72 |
18,6 |
|
|
Общая площадь |
626,4 |
Принятая площадь цеха составляет 750 м2.
Спом = 750 20тыс.руб. = 15 000 тыс.руб.
Зр.п = 0,02 15 000 тыс.руб. = 300 тыс.руб.
Зосв = 750 0,01 3 3600 = 81 тыс. руб.
Оам пом = 0,05 15 000 тыс.руб. = 750 тыс.руб.
Зну = 0,05 2 737,4 тыс. руб. = 137 тыс. руб.
Таблица 3.19
Расчет себестоимости продукции брошюровочно-переплетного цеха
|
№ п/п |
Наименование статей расходов |
Сумма расходов, тыс. руб. |
|
1 |
Заработная плата производственных рабочих |
|
|
1.1 |
Прямая заработная плата |
2 737,4 |
|
1.2 |
Дополнительная заработная плата |
273,7 |
|
1.3 |
Отчисление на социальное страхование |
1 023,8 |
|
2 |
Затраты на материалы |
|
|
2.1 |
Основные |
164,5 |
|
2.2 |
Вспомогательные |
16,5 |
|
3 |
Расход на содержание и эксплуатацию оборудования |
|
|
3.1 |
Затраты на ремонт |
920,1 |
|
3.2 |
Затраты на амортизацию оборудования |
1 656,3 |
|
3.3 |
Затраты на электроэнергию |
2 098 |
|
4 |
Цеховые расходы |
|
|
4.1 |
Заработная плата общецехового персонала |
804,8 |
|
4.2 |
Затраты на содержание и текущий ремонт помещения |
300 |
|
4.3 |
Затраты на осветительную энергию |
81 |
|
4.4 |
Амортизационные отчисления на помещение |
750 |
|
4.5 |
Неучтенные расходы |
54,4 |
|
Итого |
10 880,5 |
Технико-экономические показатели печатного цеха:
1. Полная себестоимость Сс – сумма статей расходов, представленных в табл.58
Сс = 10 880,5 тыс. руб.
2. Прибыль П (50%):
П = 0,5 Сс.
П=0,5 10 880,5 тыс. руб. = 5 440,25 тыс. руб.
3. Оптовая цена Цопт:
Цопт = П +Сс.
Цопт = 5 440,25 тыс. руб. + 10 880,5 тыс. руб. = 16 321 тыс. руб.
4. Капитальные вложения Скв:
Скв = Спом+Собор.
Скв = 15 000 тыс.руб. + 18 403 тыс.руб. = 33 403 тыс.руб.
5. Рентабельность Р прод продукции:
Рпрод = (П/Сс) 100%.
Рпрод = (5 440,25 /10 880,5) 100% = 50%
6. Рентабельность Рпр-ва производства:
Рпр-ва = (П/Скв) 100%.
Рпр-ва = (5 440,25 /33 403) 100% = 16%
4.Организация складского хозяйства
Складское хозяйство полиграфических предприятий проектируется в соответствии с отраслевыми нормами технологического проектирования ОНТП-3-80, разработанными Гипронииполиграфом.
Основные задачи складского хозяйства:
- бесперебойное снабжение материалом;
- количественное и качественное сохранение материалов.
По классификации, приведенной в нормах, складские помещения делятся на следующие группы: склад бумаги и картона; склад (база) полуфабрикатов; склад готовой продукции; склад материалов; склад горюче-смазочных и легковоспламеняющихся жидкостей (ЛВЖ).
Базисный склад бумаги и картона предназначен для долговременного хранения. В него входят: участок приема бумаги и картона, отделение хранения листовой бумаги и картона, участок отпуска бумаги и картона. Базисный склад может быть размещен в отдельно стоящем корпусе или в производственном корпусе рядом с операционным складом. Он должен быть защищен от атмосферных осадков и почвенной влаги, температура воздуха должна быть 18-22 С, влажность 50-55 %, скорость движения воздуха 0,3 м/с.
С точки зрения логистики базисный склад позволяет формировать складские запасы в случае затруднительной (отклонение от сроков) доставки материалов и устранять риск потерь в производстве.
Операционный склад предназначен для кратковременного хранения запасов бумаги и картона и располагается в производственном корпусе в непосредственной близости к печатному цеху. На этом складе осуществляется сортировка, подрезка бумаги и картона на бумагорезательных машинах, акклиматизация бумаги.
Склад готовой продукции предназначен для хранения упакованной продукции и отправки ее по назначению. Он должен располагаться только на нажнем этаже и должен обязательно иметь выход на улицу.
Материальный склад является универсальным и предназначен для хранения материалов, потребляемых в производстве: печатных красок, переплетных материалов, ниток, клеев, запасных частей и т.д. Помещения склада должны быть приспособлены для хранения соответствующих материалов.
Склад горючесмазочных и легковоспламеняющихся жидкостей проектируется по специальным нормам и располагается обособленно за пределами производственных корпусов в специальных помещениях.
Склад отходов (прессовая) предназначен для хранения отходов производства: макулатуры, негодных к употреблению переплетных и тому подобных материалов, поступающих на склад в таре или по специальным трубопроводам. Отходы в разрыхленном состоянии прессуют, упаковывают и отгружают организациям, специализирующимся на переработке отходов.
Цеховые кладовые предназначены для хранения небольших запасов основных и вспомогательных материалов, запасных частей и др. [1, 5]
4.1. Процесс складирования
Технологический процесс складирования состоит из следующих эта пов:
- приемка грузов;
- размещение и хранение грузов;
- отпуск со склада.
В процессе приемки грузов в производственных цехах выполня ются следующие основные операции: разгрузка на приемную пло щадку; проверка соответствия фактически поступивших грузов по наименованию и количеству; проверка качества грузов; подготовка транспортной партии (укладка в поддоны, в кассеты и т.п.); переме щение грузов в отделение "консервации (при необходимости); введе ние информации о поступивших грузах в ЭВМ.
В процессе размещения и организации хранения грузов предусмат риваются следующие технологические операции: определение свобод ных мест хранения; перемещение транспортной партии к соответствую щей ячейке на складе; укладка на постоянные места хранения; хранение; введение в ЭВМ информации о расположении каждого груза.
Отпуск грузов включает в себя следующие операции: поиск тре буемого груза и удаление его из ячейки склада; перемещение грузов соответствующих наименований в рабочую зону; перемещение груза на участки; перемещение изданий и хранение их в приемно-сдаточной секции склада; погрузку на транспортную систему; выдачу информа ции о готовности к транспортировке соответствующего груза.
При разработке технологических процессов складирования следу ет предусматривать возможность совмещения ряда операций во вре мени (например, при подготовке транспортной, партии могут одно временно осуществляться укладка в ячейки стеллажа, перемещение грузов в приемно-сдаточную секцию), а также сокращения числа опе раций в соответствии с конкретными производственными условиями. [1]
Эффективность управления логистическими процессами на складах существенно зависит от оперативного планирования и регламентирования выполнения отдельных операций. Для этих целей на складах организовывают прежде всего систему приемки-сдачи материалов, составляют разноуровневые схемы технологических процессов.
Прием материалов на склад
Прием материалов на склад производится в соответствии с инструкцией, которая регламентирует содержание работ при приеме материалов от поставщика и проведении входного контроля.
Инструкцию должны знать и использовать:
- руководитель отдела закупок;
- менеджер по закупкам;
- кладовщик склада материалов;
- технологи.
Прием материалов на склад осуществляется кладовщиком склада материалов. При приеме проводят следующие работы:
- проверяют наличие сопроводительных документов и информации на маркировке;
- соответствие данных в сопроводительной накладной с данными в заявке на поставку материалов;
- принимают материалы на склад при условии пересчета;
- проверяют визуально целостность упаковки отгрузочных единиц;
- размещают принятые материалы на складе;
- если материал не соответствует требованиям, (имеются количественные и качественные расхождения с сопроводительными документами), то принимается на склад с условием его отбраковки и уценки (согласно условиям договора), либо возвращается поставщику.
Сдача готовой продукции на склад
Сдача готовой продукции на склад проводится по инструкции, которая регламентирует содержание работ при сдаче готовой продукции на склад.
Данную инструкцию должны использовать:
- кладовщики склада готовой продукции;
- начальники производственных участков;
- сотрудники службы продаж.
Готовую продукцию принимают партиями. Партией считают продукцию одного типоразмера, изготовленную из материала одной марки, оформленную одним документом о качестве.
Последовательность выполнения работ:
- сдача готовой продукции производится в режиме, установленном на предприятии;
- сдают продукцию начальники участков, завершающих работу над заказом по выписанной накладной с указанием количества сдаваемой продукции;
- обязательным условием приема продукции на склад является отметка о прохождении заказа приемочного контроля;
- кладовщик принимает готовую продукцию в соответствии с накладной, проверяет целостность готовой продукции, размещает на складе;
- после каждого приема готовой продукции кладовщик отправляет экономистам ведомость по движению готовой продукции (количество принятой и отгруженной заказчику продукции).
4.2. Расчет площадей складских помещений
Базисный склад

где Nбум год – годовое количество бумаги и картона, т,
Т хран – срок хранения, дни (15 дней),
S хр ед – площадь, отводимая для хранения 1 тонны груза на базисном складе, - 1,6 м2,
Nдн – количество календарных дней в году.

Операционный склад
где Nбум год – годовое количество бумаги и картона, т,
Т хран – срок хранения, дни (3 дня),
S хр ед – площадь, отводимая для хранения 1 тонны груза на операционном складе, - 2,5 м2,
Nдн – количество календарных дней в году,
Sобор – площадь, занимаемая оборудованием (бумагорезальная машина), рассчитанная с учетом кубарного коэффициента.

Склад готовой продукции
где Sуч – площадь, занимаемая участком выдачи готовой продукции (15 м2).

Прессовая
При расчете прессовой бумаги (склад отходов производства) нужно учесть, что в разрыхленном состоянии отходы хранятся не более двух дней, затем их прессуют в кипы по 35-50кг.
Площадь Sотх для размещения отходов в кипах определяется по формуле
где Sкипы – площадь одной кипы – 0,9 м2 (в высоту укладывают по 3 кипы),
mкипы – масса одной кипы, кг,
k – коэффициент увеличения площади для обеспечения проходов и проездов, равный 1,5,
Nбум отх– ежедневная загрузка прессовой – количество бумажных отходов предприятия:

где Nбум год – годовая загрузка по бумаге, т,
Нотх – норма отходов бумаги,
Тхран – срок хранения,
Nдн – количество календарных дней в году.
Sскл отх = Sпресса + S отх = 7,77,
где Sпресса – площадь, занимаемая прессом для отходов, рассчитанная с учетом кубарного коэффициента.
Материальный склад является универсальным, в нём хранятся материалы, употребляемые в производстве.
Состав помещений и их площадь:
1) для красок, олиф, масел – 5 кв. м;
2) для сыпучих материалов, клеящих веществ – 5 кв.м;
3) для приёмок и выдачи материалов – 10 кв.м;
4) для материалов и металлоизделий –5 кв.м;
5) для хранения прочих материалов -5 кв м.
S мат.склад = 30 кв.м.
4.3. Определение экономических показателей складского хозяйства
Таблица 4.1
Расчет заработной платы производственных рабочих складского хозяйства
|
№ п/п |
Профессия |
Численность |
Разряд |
Часовая тарифная ставка, руб. |
Трудоемкость, н-ч |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс.руб. |
Отчисления на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс. руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Рабочий |
1 |
2 |
28 |
1800 |
50,4 |
5,04 |
18,8 |
74,24 |
|
2 |
Резчик |
1 |
4 |
45 |
1800 |
81 |
8,1 |
30,3 |
119,4 |
|
3 |
Прессовщик |
1 |
3 |
28 |
1800 |
50,4 |
5,04 |
18,8 |
74,24 |
|
Итого |
181,8 |
18,2 |
68 |
268 |
Таблица 4.2
Расчет заработной платы ИТР, служащих и вспомогательных рабочих складского хозяйства
|
№ п/п |
Должность |
Количество человек |
Оклад, тыс.руб. |
Прямая заработная плата, тыс.руб |
Дополнительная заработная плата, тыс.руб. |
Отчисления на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс. руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Зав. складом |
1 |
8 |
96 |
9,6 |
36 |
141,6 |
|
2 |
Учетчик |
1 |
6 |
72 |
7,2 |
27 |
106,2 |
|
3 |
Экспедитор |
1 |
6 |
72 |
7,2 |
27 |
106,2 |
|
4 |
Техничка |
1 |
4,5 |
54 |
5,4 |
20,2 |
79,6 |
|
5 |
Электрокарщик |
1 |
4,5 |
54 |
5,4 |
20,2 |
79,6 |
|
Итого |
348 |
34,8 |
130,4 |
513,2 |
Таблица 4.3
Расходы по содержанию и эксплуатации оборудования
|
№ п/п |
Наименование оборудования |
Количество оборудования |
Габариты, м |
Занимаемая площадь, м2 |
Цена единицы оборудования, тыс. руб. |
Затраты на приобретение оборудования, тыс.руб. |
Затраты на ремонт, тыс. руб. |
Амортизационные отчисления, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Polar E 115 |
1 |
2,542,65 |
6,731 |
1 400 |
1 540 |
77 |
138,6 |
|
2 |
Тоннельный пресс АК - 20 |
1 |
5,531,3 |
7,189 |
50 |
55 |
2,75 |
4,95 |
|
Итого |
1 595 |
79,75 |
143,55 |
Таблица 4.4
Расчет затрат на силовую энергию
|
№ п/п |
Наименование оборудования |
Количество оборудования |
Общее время работы оборудования, ч |
Мощность единицы оборудования, кВт |
Стоимость 1 кВтч, руб |
Затраты на электроэнергию, тыс.руб. |
|
1 |
Polar E 115 |
1 |
1800 |
1,5 |
3 |
8,1 |
|
2 |
Тоннельный пресс АК - 20 |
1 |
1800 |
0,38 |
2,1 |
|
|
Итого |
10,2 |
Таблица 4.5
Расчет затрат на содержание, ремонт и осветительную энергию
складских помещений
|
№ п/п |
Наименование помещения |
Занимаемая площадь, м2 |
Стоимость 1 м2, тыс.руб. |
Общая стоимость, тыс.руб. |
Затраты на ремонт, тыс. руб. |
Амортизационные отчисления на помещение, тыс.руб. |
Затраты на осветительную энергию, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Базисный склад |
568 |
20 |
11 360 |
227,2 |
568 |
30,7 |
|
2 |
Операционный склад |
162 |
3 240 |
64,8 |
291,6 |
8,7 |
|
|
3 |
Склад готовой продукции |
204,5 |
4 090 |
81,8 |
204,5 |
11 |
|
|
4 |
Материальный склад |
30 |
600 |
12 |
30 |
3,2 |
|
|
5 |
Прессовая |
7,77 |
155,4 |
3,1 |
7,77 |
0,4 |
|
|
Итого |
19 445,4 |
389 |
1 102 |
54 |
Неучтенные расходы
Зну =0,05 Зпл пр,
где Зпл пр – заработная плата рабочих.
Зну =0,05 181,8 тыс.руб. = 9,09 тыс. руб.
Таблица 4.6
Статьи затрат по складскому хозяйству
|
№ п/п |
Наименование статей расходов |
Сумма расходов, тыс. руб. |
|
1 |
Заработная плата производственных рабочих |
|
|
1.1 |
Прямая заработная плата |
181,8 |
|
1.2 |
Дополнительная заработная плата |
18,2 |
|
1.3 |
Отчисление на социальное страхование |
68 |
|
2 |
Расход на содержание и эксплуатацию оборудования |
|
|
2.1 |
Затраты на ремонт |
79,75 |
|
2.2 |
Затраты на амортизацию оборудования |
143,55 |
|
3.3 |
Затраты на электроэнергию |
10,2 |
|
3 |
Заработная плата ИТР, служащих и вспомогательных рабочих |
513,2 |
|
4 |
Затраты на содержание и текущий ремонт помещения |
|
|
4.1 |
Текущий ремонт помещения |
389 |
|
4.2 |
Затраты на осветительную энергию |
54 |
|
4.3 |
Амортизационные отчисления на помещение |
1 102 |
|
5 |
Неучтенные расходы |
9,09 |
|
Итого |
2 569 |
Технико-экономические показатели складского хозяйства
Ск.вл = Спом +Собор.
Ск.вл = 19 445,4 +1 595 = 21 040,4.
5. Лаборатория
5.1. Организация производственной лаборатории
Работа лабораторий на предприятиях осуществляется в следующих направлениях: входной контроль и анализ основных поступающих в производство материалов с целью определения их соответствия техническим условиям и ГОСТам; систематический контроль за соблюдением режима технологических процессов, определенных действующими технологическими инструкциями; контроль за работой вспомогательных подразделений предприятия (колористического, макетного и т.п.); наблюдение за хранением и подготовкой материалов и сырья до их поступления в производство; подготовка рабочих растворов и реактивов для производственных целей; внедрение новой прогрессивной технологии, аппаратуры и приборов, тестирование процессов и материалов.
Задача любой типографии состоит в изготовлении качественной продукции, удовлетворяющей требованиям заказчика. Высокое качество продукции в большей степени является заслугой лаборатории предприятия.
Для получения качественного продукта необходимы следующие условия:
- Правильный выбор расходных материалов.
- Использование качественных расходных материалов.
- Правильное использование расходных материалов.
Для соблюдения этих условий требуется правильная организация следующих видов контроля:
- Входной контроль расходных материалов.
- Периодический контроль состояния оборудования, процесса.
- Контроль соблюдения технологической дисциплины.
- Контроль технологических полуфабрикатов и готовой продукции.
Указанные виды контроля позволяют правильно организовать производство, снизить расход материалов, энергии, времени на выполнение всего производственного цикла.
Права лаборатории:
- Браковать поступающие на склад предприятия материалы несоответствующие ГОСТ или ТУ.
- Запрещать выполнение технологических процессов с отклонениями от установленных режимов.
- Предъявлять претензии предприятиям поставщикам за поставку некачественных материалов.
Техническое оснащение лаборатории определяется масштабом предприятия и спецификой производства. Высокое качество продукции в большей степени является заслугой лаборатории предприятия. Поэтому необходимо создать и оснастить такое подразделение, которое могло бы поводить современные исследования, отвечающие повседневным нуждам типографии.
Необходимость входного контроля расходных материалов
Сегодня все поступающие на предприятие материалы сопровождаются техническим листом, листом безопасности, сертификатами. В техническом листе указываются основные параметры продукта при поставке, рекомендации по его применению. Значения параметров даются в значительном интервале. Характеристики одного и того же продута могут значительно варьироваться по партиям, не выходя за границы дозволенного.
Входной контроль позволяет убедиться, что для производственного процесса используется качественные расходные материалы. Немаловажным фактором на производстве является соблюдение технологических норм (режим работы, оборудования, растворы и т.д.), которое можно рассматривать как культуру производства.
Знание методов тестирования поможет при выборе расходных материалов, при разрешении сложных проблем, возникающих в ходе работы. Технологическая лаборатория обязательно должна быть создана на крупных и средних полиграфических предприятиях. В текущей деятельности предприятия она проводит:
- контрольно-аналитические исследования качества материалов, полуфабрикатов, готовой продукции,
- готовит необходимые растворы,
- контролирует режимы технологических процессов,
- осуществляет внедрение в производство новой контрольно-измерительной аппаратуры,
- контролирует работу вспомогательных отделений,
- разрабатывает условия хранения материалов,
- изучает причины снижения качества продукции,
- разрабатывает мероприятия по их устранению.
При внедрении инноваций производственно-технического характера лаборатория участвует в технологической подготовке производства, выполняя научные исследования по созданию и внедрению новых и совершенствованию действующих технологических процессов и материалов.
Технологическая лаборатория обеспечивает контроль за цеховыми условиями и решает экологические задачи производственного процесса. Кроме всего лаборатория занимается разработкой новых норм времени и выработки на процессы полиграфического производства.
Среди наиболее важных испытаний, которые проводятся в лаборатории для контроля качества готовой продукции можно отметить следующие:
- контроль по устойчивости на истирание;
- измерение степени глянца/матовости печатной поверхности;
- испытание стойкости к воздействию спиртосодержащих красок;
- в случае отделки продукции тиснением золотой или серебряной фольгой поводят испытания на коррозийную стойкость.
Оперативному контролю подвергается каждый рулон (пачка) материала (фольги, бумаги, картона), необходимый для выполнения заказа. Лаборантами 4-5 разрядов, по представленным инструкциям, проводятся анализы. Результаты фиксируются лаборантом в лабораторную карту контроля и в сопроводительную карту материала. В случае отклонения полученных данных от нормы – лаборант ставит в известность мастера и инженера ОТК, которые совместно принимают решение по устранению отклонений. Только после получения, соответствующих норме результатов лабораторного анализа, можно приступить к выполнению заказа.
Оснащение лаборатории для входного контроля материалов
Для определения свойств бумаги, картона:
- Определение влажности –сушильный шкаф.
- Определение впитываемости при одностороннем смачивании –прибор Кобб
- Определение массы - весы (квадрантные, технические, аналитические).
- Определение толщины -толщиномер
- Определение прочности бумаги к выщипыванию – стандарты Денисона.
- Определение жесткости картона L@W Bending resistance Tester
- РН метр - электронный.- 340
- Определение прозрачности и непрозрачности бумаги ФБ-1.
9. Относительная влажность и температура в стопе Гигрометр Rotronic
Для определения свойств красок и олиф:
- Определение цвета, насыщенности, яркости красок: спектрофотометр, пробопечатное устройство.
- Определение удельного веса красок и олиф: микровольюметр.
- Определение степени перетира - прибор «Клин».
- Вязкозиметр ВЗ-4.
Приборы фотометрического контроля печатных красок, работ по калибровке оборудования:
- Денситометр Techkon SD-620
Стандарт ТУ 5481-002-75115034-2011 устанавливает порядок действий по непрерывному контролю качества во время технологического процесса офсетной печати, вырубки, оперативного исправления возникающих отклонений и предотвращения выпуска бракованной продукции.
Стандарт ТУ 5481-002-75115034-2006 устанавливает порядок действий по непрерывному контролю качества во время технологического процесса склейки, оперативного исправления возникающих отклонений и предотвращения выпуска бракованной продукции.
Отбор проб для определения качества и безопасности продукции осуществляется в соответствии с ГОСТ 8047 и ГОСТ Р ИСО 2859-1-2007.
Необходимые условия для работы лаборатории
На проектируемом предприятии штат работников лаборатории состоит из двух человек: инженер-технолог и инженер-химик. Работа лаборатории должна быть организована таким образом, чтобы каждый из сотрудников умел проводить любые необходимые исследования.
Помещение лаборатории должно быть чистым, светлым, просторным, в котором поддерживается постоянный микроклимат. По опыту действующих предприятий площадь лаборатории может быть равна 50-60 м2.
5.2. Определение затрат на содержание лаборатории
Таблица 5.1
Расчет затрат на заработную плату работников лаборатории
|
№ п/п |
Должность |
Количество человек |
Оклад, тыс.руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс. руб. |
Отчисления на социальное страхование, тыс.руб. |
Фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Инженер-технолог |
1 |
9 |
108 |
10,8 |
40,4 |
159,2 |
|
2 |
Инженер-химик |
1 |
9 |
108 |
10,8 |
40,4 |
159,2 |
|
Итого |
216 |
21,6 |
80,8 |
318,4 |
Таблица 5.2
Цеховые расходы
|
Площадь лаборатории, м2 |
Стоимость помещения, тыс.руб. |
Затраты на амортизацию помещения, тыс. руб. |
Затраты на ремонт помещения, тыс. руб. |
Время горения ламп, ч |
Затраты на освещение, тыс. руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
50 |
1000 |
50 |
20 |
1800 |
2,7 |
Таблица 5.3
Смета затрат по лаборатории
|
№ п/п |
Наименование статей расходов |
Сумма расходов, тыс.руб. |
|
1 |
Заработная плата работников |
|
|
1.1 |
Прямая заработная плата |
216 |
|
1.2 |
Дополнительная заработная плата |
21,6 |
|
1.3 |
Отчисления на социальное страхование |
80,8 |
|
2 |
Цеховые расходы |
|
|
2.2 |
Содержание и текущий ремонт помещения |
20 |
|
2.3 |
Амортизация помещения |
50 |
|
2.4 |
Затраты на осветительную энергию |
2,7 |
|
2.5 |
Стоимость инвентаря |
8,7 |
|
Итого |
400 |
Стоимость капитальных вложений лаборатории
Ск.вл. = Спом. = 1000 тыс.руб.
6. Структура управления производством
Таблица 6.1
Ведомость аппарата управления и фонд заработной платы
|
№ п/п |
Должность |
Количество человек |
Оклад, тыс.руб. |
Прямая заработная плата, тыс.руб. |
Дополнительная заработная плата, тыс. руб. |
Отчисления на социальное страхование, тыс.руб. |
Годовой фонд заработной платы, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Директор |
1 |
25 |
300 |
30 |
112,2 |
442,2 |
|
2 |
Секретарь |
1 |
18 |
216 |
21,6 |
80,8 |
318,4 |
|
Финансовый отдел |
|||||||
|
1 |
Главный бухгалтер |
1 |
17 |
204 |
20,4 |
76,3 |
300,7 |
|
2 |
Кассир |
1 |
15 |
180 |
18 |
67,3 |
265,3 |
|
Отдел кадров |
|||||||
|
1 |
Инспектор отдела кадров |
1 |
15 |
180 |
18 |
67,3 |
265,3 |
|
2 |
1 |
12 |
144 |
14,4 |
53,9 |
212,3 |
|
|
Коммерческий отдел |
|||||||
|
1 |
Менеджер по продажам |
1 |
10 |
120 |
12 |
44,9 |
177 |
|
2 |
Менеджер по рекламе |
1 |
10 |
120 |
12 |
44,9 |
177 |
|
Производственный отдел |
|||||||
|
1 |
Главный технолог |
1 |
17 |
204 |
20,4 |
76,3 |
300,7 |
|
2 |
Менеджер по снабжению |
1 |
15 |
180 |
18 |
67,3 |
265,3 |
|
МОП |
|||||||
|
1 |
Служба безопасности |
1 |
6 |
72 |
7,2 |
27 |
106,1 |
|
Итого |
2 100 |
210 |
785,5 |
2 883,3 |
Таблица 6.2
Расчёт затрат на амортизацию и ремонт
административного корпуса
|
№ п/п |
Наименование помещения |
Размеры, м |
Занимаемая площадь, м2 |
Стоимость здания, тыс. руб. |
Амортизация помещения, тыс. руб. |
Ремонт, тыс. руб. |
Освещение, тыс.руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Кабинет директора |
66 |
36 |
20 |
5% |
2% |
|
|
2 |
Приёмная |
36 |
18 |
||||
|
3 |
Производственный отдел |
66 |
36 |
||||
|
4 |
Бухгалтерия |
36 |
18 |
||||
|
5 |
Отдел кадров |
36 |
18 |
||||
|
6 |
Бытовые комнаты |
96 |
54 |
||||
|
7 |
Гардероб |
39 |
27 |
||||
|
Итого |
207 |
4140 |
207 |
82,8 |
11,2 |
Таблица 6.3
Смета затрат по управлению предприятием
|
№ п/п |
Наименование статей расходов |
Сумма расходов, тыс.руб. |
|
1 |
Заработная плата работников заводоуправления: |
|
|
Прямая заработная плата |
2 100 |
|
|
Дополнительная заработная плата |
210 |
|
|
Отчисления на социальное страхование |
785,5 |
|
|
2 |
Затраты на содержание и эксплуатацию здания: |
|
|
Амортизация помещения |
207 |
|
|
Текущий ремонт помещения |
82,8 |
|
|
Затраты на осветительную энергию |
11,2 |
|
|
Итого |
3 396,5 |
Стоимость капитальных вложений на управление производством
Ск.вл. = Спом. = 4140 тыс.руб.
7. Экономическая часть
проекта
В экономической части дипломного проекта проводится расчёт технико-экономических показателей проектируемого предприятия, а также делается анализ этих показателей.
Проводится анализ рентабельности предприятия, состава работающих и их производительности труда, анализ капитальных вложений. На основании всех ранее разработанных разделов составлены сводные ведомости, которые приводятся в виде таблиц.
Таблица 5.1
Расчет затрат на капитальные вложения по предприятию
|
№ п/п |
Наименование цехов и служб предприятия |
Капитальные вложения, тыс.руб. |
|
1 |
Печатный цех |
45 243,5 |
|
2 |
Формный цех |
5 112,1 |
|
3 |
Брошюровочно-переплётный цех |
33 403 |
|
4 |
Складское хозяйство |
21 040,4 |
|
5 |
Лаборатория |
1 000 |
|
6 |
Управление производством |
4 140 |
|
Итого |
109 966 |
Таблица 5.2
Расчет полной себестоимости продукции предприятия
|
№ п/п |
Наименование цехов и служб предприятия |
Себестоимость, тыс.руб. |
|
1 |
Печатный цех |
31 560 |
|
2 |
Формный цех |
2 849 |
|
3 |
Брошюровочно-переплётный цех |
8 448,42 |
|
4 |
Складское хозяйство |
2 569 |
|
5 |
Лаборатория |
400 |
|
6 |
Управление производством |
3 396,5 |
|
Итого |
49 214 |
Таблица 5.3
Расчет общей площади предприятия
|
№ п/п |
Наименование цехов и служб предприятия |
Площадь, м2 |
|
1 |
Печатный цех |
800 |
|
2 |
Формный цех |
50 |
|
3 |
Брошюровочно-переплётный цех |
750 |
|
4 |
Складское хозяйство |
935 |
|
5 |
Лаборатория |
50 |
|
6 |
Управление производством |
207 |
|
Итого |
2 792 |
Таблица 5.4
Технико-экономические показатели предприятия
|
№ п/п |
Наименование показателей |
Единица измерения |
Значение |
|
1 |
Объем производства продукции в натуральном выражении |
тыс. экз. |
102 080 |
|
2 |
Объем производства продукции в оптовых ценах |
тыс.руб. |
73 821 |
|
3 |
Себестоимость продукции предприятия |
тыс.руб. |
49 214 |
|
4 |
Прибыль от реализации продукции |
тыс.руб. |
34 450 |
|
5 |
Налог на прибыль (35%) |
тыс.руб. |
12 057 |
|
6 |
Чистая прибыль |
тыс.руб. |
24 607 |
|
7 |
Численность рабочих |
чел. |
52 |
|
8 |
Численность работающих |
чел. |
31 |
|
9 |
Производительность труда одного рабочего |
тыс.руб. |
|
|
10 |
Фонд оплаты труда рабочих |
тыс.руб. |
16 600,2 |
|
11 |
Фонд оплаты труда работающих |
тыс.руб. |
5 690,6 |
|
12 |
Среднегодовая заработная плата одного рабочего |
тыс.руб. |
319,2 |
|
13 |
Среднегодовая заработная плата одного работающего |
тыс.руб. |
183,6 |
|
14 |
Капитальные вложения |
тыс.руб. |
109 939 |
|
15 |
Окупаемость капиталовложения |
лет |
3,2 |
|
16 |
Рентабельность продукции предприятия |
% |
70 |
|
17 |
Рентабельность производства |
% |
31 |
|
18 |
Затраты на 1 руб. реализованной продукции |
тыс.руб. |
2,1 |
|
19 |
Фондоотдача |
тыс.руб. |
0,67 |
|
20 |
Общая площадь предприятия |
м2 |
2 792 |
Формулы, используемые при расчетах:
Цопт = П + С,
где Цопт – оптовая цена,
П – прибыль,
С – себестоимость продукции;
П = 0,35 С,
С – себестоимость продукции,
где П – прибыль(35 %);
Пч = П – Н,
где Пч – чистая прибыль,
П – прибыль,
Н – налог на прибыль (20 %);
П1 раб.=V/Рраб.,
где П1 раб. – производительность труда одного работающего, тыс.руб.;
V – объем производства продукции в оптовых ценах за год, тыс. руб.;
Рраб. – численность работающих.
Зср. 1 раб.=Фраб/Рраб.,
где Зср. 1 раб. – среднегодовая зарплата одного рабочего, тыс.руб.;
Ф раб. – фонд оплаты труда основных рабочих, тыс.руб.;
Р раб. – численность рабочих
З ср.1 раб.=Фраб./Р работающих,
где З ср. 1 раб. – среднегодовая зарплата одного работающего, тыс.руб.;
Ф раб. – фонд оплаты труда работающих, тыс.руб.;
Р работающих – численность работающих.
О = Скв / Пч,
где О – окупаемость капитальных вложений, лет;
Скв - капитальные вложения;
П ч – чистая прибыль.
Р пр = П / Сп 100%,
где Р пр – рентабельность продукции, %;
П – прибыль от реализации продукции, тыс.руб.;
Сп – себестоимость продукции предприятия, тыс.руб.
Р пр-ва = П / Скв 100%,
где Р пр-ва - рентабельность производства, %;
Скв – стоимость капитальных вложений (основных фондов), тыс.руб.
Скв = Спом + Собор,
где Скв - капитальные вложения,
Спом – стоимость помещений,
Собор – стоимость оборудования.
8. Архитектурно-строительная часть
При разработке компоновочного плана одним из главных вопросов является выбор типа производственного здания и определение его характеристик. На выбор типа здания влияют многие факторы, основными из которых являются масштаб производства, характер проектируемой печатной техники, вид и характер выпускаемой продукции.
Производственное здание должно удовлетворять следующим основным требованиям:
- соответствовать проектируемому объему производства, техническому оснащению, и перспективам развития техники, технологии и организации производства предприятия.
- обеспечивать удобное размещение оборудования и его обслуживания с необходимыми накопителями проходами и проездами;
- иметь достаточную прочность и долговечность, соответствующую техническому оснащению, пожарной безопасности и архитектурным достоинствам;
- иметь удобное расположение входов на предприятие, санитарно-бытовых помещений, лестничных клеток, а также общеинженерных сооружений и сетей.
- иметь удобные подъезды внешних транспортных средств и организацию погрузочно-разгрузочных работ;
- обеспечить хорошие условия работы в здании;
- внешние и внутренние архитектурные и конструктивные решения здания не должны осложнять производственного процесса, строительные конструкции должны препятствовать распространению вибрации, которая при установке крупных машин должна гаситься на небольшом участке.
Исходя из вышесказанного расположение производственного корпуса запроектировано в двух этажном здании. Форма здания – прямоугольная. В здании такой формы легко обеспечить прямолинейность проходов и проездов, удобно осуществлять перепланировку технологических процессов. Наличие приставных колонн прямоугольного сечения с размерами 500500 позволяет воспринимать нагрузки от перекрытий.
Корпус имеет размеры: 72 метра в длину и 24 метра в ширину при сетке колон 9х6х9м.
Первый этаж представлен офсетным цехом, операционным складом, складом готовой продукции, материальным складом, а также вспомогательными помещениями.
На втором этаже располагается брошюровочно-переплетный цех, участок допечатной подготовки и административный корпус.
9. Безопасность жизнедеятельности
9.1. Охрана труда
9.1.1 Обязанности службы охраны труда в полиграфии.
Отражение вопросов безопасности жизнедеятельности
в должностных инструкциях
Согласно статье 209 ТК РФ под охраной труда понимается система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия, обеспечивающие оптимальные условия труда. [20]
В процессе трудовой деятельности на человека, работающего в полиграфической отрасли, и его здоровье оказывают влияние различные факторы производственной среды и трудового процесса. Для того чтобы избежать этого, на полиграфическом предприятии должна быть организована система охраны труда. [21]
Необходимо указать, что основная ответственность по охране труда лежит на администрации (согласно Правилам по безопасности и охране труда для полиграфических организаций). В ее функции входят:
- проведение необходимых организационных и технических мероприятий по охране и безопасности труда;
- организация правильного режима труда и отдыха работников организаций;
- назначение ответственных лиц за охрану и безопасность труда на участках и объектах повышенной опасности;
- обеспечение работников организации спецодеждой, спецобувью, средствами индивидуальной защиты;
- своевременное принятие мер по предупреждению причин, вызывающих несчастные случаи на основе материалов расследования и учета несчастных случаев;
- своевременное выполнение санитарно-оздоровительных мероприятий по предупреждению профессиональной и общей заболеваемости;
- своевременное выполнение предписаний государственных органов, осуществляющих инспекцию по охране и безопасности труда.
Государственным инспекторам труда при исполнении ими своих служебных обязанностей предоставляется право отстранять от работы лиц, не прошедших в установленном порядке обучение безопасным методам и приемам выполнения работ, инструктаж по охране труда, стажировку на рабочем месте и проверку знаний требований охраны труда. Таким образом, на администрацию юридического лица возлагается обязанность проведения различного рода инструктажа, обучения безопасным методам и приемам труда непосредственно на рабочем месте работника в течение нескольких смен. Работников, совмещающих профессии, следует обучать и инструктировать по указанным выше вопросам в полном объеме по их основной и совмещаемой работе (специальности). Обучение работников и их инструктаж должны носить непрерывный и многоуровневый характер. Ответственность за организацию своевременного и качественного обучения и проверку знаний персонала в целом по предприятию, организации, учреждению возлагается на его руководителя, а в отдельных подразделениях юридического лица (цех, отдел, участок и т. п.) - на руководителя данного подразделения.
Своевременность и полноту обучения персонала по охране труда контролирует отдел (бюро, инженер) по охране труда или иное должностное лицо, на которое указанные обязанности возложены приказом руководителя юридического лица. В соответствии с рекомендациями Минтруда РФ по организации службы охраны труда, данные правила распространяются на все предприятия, организации, учреждения независимо от их организационно-правовых форм и форм собственности.
Согласно Правилам, для организации и соблюдения требований по охране и безопасности труда в организациях численностью 50 и более работников должна быть создана служба по охране и безопасности труда.
Обязанности службы охраны труда
- Организация и обеспечение контроля за проведением мероприятий по созданию на предприятии здоровых и безопасных условий труда, соответствующих требованиям норм и правил по охране труда.
- Проведение профилактических работ по предупреждению производственного травматизма, профессиональных заболеваний и мероприятий по улучшению условий труда.
- Консультирование рабочих по вопросам охраны труда, оказание им помощи по защите их прав на охрану труда.
- Осуществление контроля за соблюдением работниками норм, правил и инструкций по охране труда; правильностью применения ими средств коллективной и индивидуальной защиты (использование специальной одежды, специальной обуви и других средств индивидуальной защиты по назначению и содержанию их в чистоте и порядке).
- Участие в работе комиссий (в качестве представителей работников) по проведению проверок и обследований технического состояния зданий, сооружений, оборудования, машин и механизмов на соответствие их нормам и правилам по охране труда, эффективности работы вентиляционных систем, санитарно-технических устройств и санитарно-бытовых помещений, средств коллективной и индивидуальной защиты работников и разработке мероприятий по устранению выявленных недостатков.
- Контроль за соблюдением норм условий труда на предприятии.
- Информирование работников подразделения о выявленных нарушениях требований безопасности при ведении работ, состояний условий и охраны труда на предприятии (в подразделении), проведение разъяснительной работы в трудовом коллективе по вопросам охраны труда.
- Организация разработки и пересмотра устаревших инструкций по охране труда, составление программ обучения рабочих безопасным методам работы.
- Обеспечение проведения вводного инструктажа по технике безопасности поступающих на предприятие работников, организация проведения повторного инструктажа в цехах и службах предприятия.
- Участие в аттестации и сертификации рабочих мест.
- Контроль за расходованием ассигнований на охрану труда и технику безопасности.
- Обеспечение составления отчетности по охране труда.
Служба охраны труда является самостоятельным структурным подразделением предприятия и подчиняется непосредственно главному инженеру (техническому директору).
Права службы охраны труда
- Требовать от подразделений предприятия представления материалов (сведений, планов, отчетов и т.д.), необходимых для осуществления работы, входящей в компетенцию отдела.
- Осуществлять связь с медицинскими учреждениями, научно-исследовательскими организациями по вопросам охраны труда и техники безопасности.
- Проводить обследование состояния охраны труда, техники безопасности и промышленной санитарии во всех подразделениях предприятия и в любое время суток.
- Запрещать производство работ в условиях, опасных для жизни и здоровья работников, с немедленным уведомлением об этом главного инженера или директора предприятия.
- Запрещать эксплуатацию оборудования и инструмента с нарушением норм и правил техники безопасности и промышленной санитарии.
- Отстранить от работы через руководителей подразделений лиц, нарушающих правила безопасности ведения работ.
- Указания отдела в пределах функций, предусмотренных настоящим Положением, являются обязательными к руководству исполнению подразделениями предприятия.
Отражение вопросов безопасности жизнедеятельности в должностных инструкциях
В соответствии с Правилами работать в цехах разрешается только работникам, прошедшим инструктаж по технике безопасности и допущенным администрацией или службой по охране и безопасности труда к самостоятельной работе на оборудовании. При этом работникам должно быть запрещено: загромождать посторонними предметами рабочее место; курить в цехе и пользоваться открытым огнем; оставлять оборудование, включенное на рабочий ход; работать одному в помещении, если ему при необходимости не может быть оказана первая помощь; хранить верхнюю одежду, принимать пищу в цехе и т.д.
Согласно Правилам, перед началом работы работник: надевает спецодежду, застегнув на все пуговицы, в открытых нагрудных карманах которой не должно быть никаких приспособлений и инструментов; принимает оборудование от предыдущей смены, просмотрев запись в журнале о его состоянии; смазывает все трущиеся части, проверив исправность оборудования, обратив особое внимание на работу включающих, выключающих и тормозных устройств; проверяет наличие, исправность и прочность крепления предохранительных и блокировочных устройств, ограждений, чистоту и порядок на рабочем месте; отключает общий вводный выключатель и зажигает сигнальную лампу; проверяет, не находится ли кто-нибудь из обслуживающего или ремонтного персонала под оборудованием или в опасной зоне, и дает предупредительный сигнал; в случае неисправности машины докладывает руководству цеха и не приступает к работе до устранения неисправности. Во время работы оборудования не допускается: поправлять неправильно положенный лист бумаги, книжный блок или другой полуфабрикат; поправлять и надевать тесьмы; подтягивать болты; чистить, смазывать оборудование и устранять в ней любые неполадки; оставлять без присмотра оборудование, снимать ограждения, вставать и опираться на них, а также прикасаться к движущимся частям машины.
По окончании работы работник: останавливает машину, выключает пульт управления; приводит в порядок рабочее место и сдает машину сменщику, сделав запись в журнале о состоянии оборудования; выключает общий вводной выключатель; снимает спецодежду, спецобувь и индивидуальные средства защиты в индивидуальный шкаф. После окончания работы пребывание в цехе Правилами не допускается.
При аварийных ситуациях и несчастных случаях, согласно Правилам, следует немедленно остановить машину нажимом на кнопку «стоп» или выключением общего вводного выключателя. Отключение от электросети оборудования осуществляется немедленно в следующих случаях: при появлении запаха гари, дыма или огня из двигателя или его пускорегулирующей аппаратуры; при искрении в моторах и оборудовании; при сильных вибрациях; при прекращении подачи электроэнергии.
Лицам, работающим на оборудовании, необходимо знать безопасные методы труда в полном объеме по их основной и совмещаемой профессиям. Организация обучения безопасным методам труда работников возлагается в целом на администрацию, а в подразделениях (цехах, участках, отделах и других) — на руководителя этого подразделения. Контроль за организацию, своевременность и качество обучения безопасности труда работающих в организации возлагается на службу по охране и безопасности труда (отдел, инженера по охране труда или работника, на которого возложены данные обязанности).
В соответствии с Правилами работников, поступающих в организацию, необходимо обучать профессиям и безопасным методам труда на учебном участке (при отсутствии учебного — на производственном участке) под руководством мастера, бригадира, высококвалифицированного рабочего или другого специалиста, имеющего необходимую подготовку. По завершении обучения проверка знаний по охране труда является обязательной.
На работах с вредными условиями труда, а также на работах, производимых в особых температурных условиях или связанных с загрязнением, работникам должна выдаваться специальная одежда, специальная обувь и другие средства индивидуальной защиты. На работах, где возможно воздействие на кожу вредно действующих веществ, выдаются смывающие и обезвреживающие вещества. Выдаваемая работникам специальная одежда, специальная обувь и другие средства индивидуальной защиты должны соответствовать характеру и условиям их работы и обеспечивать безопасность труда. [1, 6]
9.2. Защита в чрезвычайных ситуациях
9.2.1. Определение категории пожарной опасности складского помещения, где хранятся пожароопасные материалы
Предприятия, предполагающие хранение целлюлозно-бумажной продукции и лакокрасочных материалов относятся к объектам, возможность пожаров на которых чрезвычайно велика.
Пожароопасность складского помещения зависит не только от того, из каких материалов построены несущие конструкции, перекрытия здания, но и от вида складируемых материалов в этом помещении.
Существуют следующие категории пожароопасности
Категории А и Б по взрыво- пожароопасности присваиваются производствам, на которых возможна нештатная ситуация воспламенения, и при этом существует угроза взрыва с избыточным давлением более 5 кПа.
Категория пожароопасности А
На взрывоопасных производствах категории А, в качестве причины возможного взрыва, выделяют горючие газы, а также легковоспламеняющиеся жидкости, способные образовывать пожароопасные парогазовоздушные смеси. Температура вспышки горючих смесей для категории пожароопасности А , согласно принятой категоризации, не превышает 28°С, поэтому режим функционирования взрыво- пожароопасных производств категории А требует особого внимания, принятия своевременных и регулярных мер обеспечения пожарной безопасности.
Материалы и вещества, способность которых взрываться и гореть при взаимодействии друг с другом, с водой, либо с кислородом воздуха, также являются основанием для присвоения производству категории А по взрыво- пожароопасности.
Категория пожароопасности Б
Взрыво- пожароопасные производства категории Б — те, в которых причиной возможного взрыва и возгорания могут стать горючие пыли или волокна, а также легковоспламеняющиеся жидкости. Фактор взрыво- пожароопасности на производствах категории Б — образование взрывоопасных пыле- и паровоздушных смесей с температурой вспышки более 28°С.
Категория пожароопасности В
Собственно, категории пожароопасности (без сопутствующей угрозы взрыва), включают в себя следующие три: В, Г и Д. Категория В присваивается пожароопасным производствам, технология которых предусматривает использование горючих и трудногорючих веществ и материалов, находящихся в жидком и твердом состоянии. Вещества и материалы на производствах, имеющих категорию В по пожароопасности, не должны быть взрывоопасными, но способны только гореть в случае взаимодействия с водой, кислородом воздуха или друг с другом. При присвоении производству категории В по пожароопасности важно, чтобы помещения, в которых имеются соответствующие вещества, не относились к категории А или Б.
Категория пожароопасности Г
Категория пожароопасности Г присваивается производствам, технологический цикл которых сопряжен с обработкой негорючих веществ и материалов. Фактор пожароопасности на производствах категории Г обусловлен тем, что, будучи в горячем, раскаленном либо расплавленном состоянии, негорючие вещества выделяют лучистое тепло, искры либо пламя. Использование топлива — ещё одно основание для присвоения производству категории Г по пожароопасности. Категория Г по пожароопасности имеет место быть, если на производстве сжигаются, либо утилизируются горючие газы, жидкости, твердые вещества.
Категория пожароопасности Д
Категория пожароопасности Д предназначается для производств, в которых используются, в холодном состоянии, негорючие вещества и материалы. [1, 19]
На полиграфических предприятиях наибольшую площадь занимает производство категории В, где применяются или обрабатываются сгораемые материалы. К этой категории относятся печатные и брошюровочно-иереплетные цехи, склады бумаги и готовой продукции и др. Производство категории В должно размещаться в зданиях I степени огнестойкости, полностью построенных из несгораемых материалов и не имеющих ограничений в этажности и длине.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Могинов, Р.Г. Проектирование полиграфического производства. Современные подходы к решению задач проектирования: учебник/ Р.Г.Могинов – М.: МГУП, 2008. – 374 с. – ISBN 978-5-81122-0935-3.
2. Ефремов, Н. Ф. Тара и ее производство: учеб. пособие/ Н. Ф. Ефремов. – 2-е изд, доп. – М.: МГУП, 2001. – 312 с. – ISBN 5-8122-0274-5.
3. Литунов, С.Н. Технология печатных процессов: учеб. пособие/ С.Н. Литунов – Омск: Изд-во ОмГТУ, 2006. – 144с.
4. Фрэнк Романо, Принт-медиа бизнес/ Фрэнк Романо; Пер. с англ. М. Бредис, В. Вобленко, Н. Друзьева; Под. ред. Б. А. Кузьмина. - М.: ПРИНТ-МЕДИА центр, 2006. – 456 с. – ISBN 5-98951-007-1.
5. Ганиева, Н.М. Дипломное проектирование: учеб. пособие/ Н. М. Ганиева [и др.]; под общей ред. И.А. Сысуева – Омск: Изд-во ОмГТУ, 2008. – 220 с. – ISBN 978-5-8149-0571-0.
6. ПОТ Р О-001-2002, Правила по охране труда для полиграфических организаций, 2003г.
7. Харатян, А. CtP на DRUPA 2008/ А. Харатян// КомпьюАрт.- 2008. - №7. - с. 4-6
8. Полиграфический рынок ждет перемен [Электронный ресурс], 2007. – Режим доступа: http://reklama-region.com/news/a-31.html
9. Современные тенденции развития полиграфии [Электронный ресурс], 2010. – Режим доступа: http://trade-print.studio-seo.org/stat-i-na-raznye-temy/24754-sovremennye- tendencii-razvitiya-poligrafii.html
10. Антон Н. Мировой рынок полиграфических услуг и перспективы его развития [Электронный ресурс] / Н. Антон. – Рига: Балтийский курс, 2011. – Режим доступа: http://www.baltic-course.com/rus/_analytics/?doc=8975
11. Офсетная печатная машина Roland 202 T OB [Электронный ресурс]. – Режим доступа: http://www.kontrast.by.ru/poligraf/manroland/pg2.html
12. Технические характеристики полиграфических машин Man Roland [Электронный ресурс]. – Режим доступа http://www.polimk.ru/characteristics/ofset/MAN_ROLAND
13. Новая офсетная краска Tempo Liberty [Электронный ресурс]. – Режим доступа: http://www.printtender.ru/showthread.php
14. Офсетная краска Tempo Liberty [Электронный ресурс]. – Режим доступа: http://www.ipris.ru/printmat/kraski/triadn.html
15.Производительные термальные системы CtP Presstek Compas Series [Электронный ресурс]. – Режим доступа:
http://www.comline.ru/catalog/677/ctp_presstek_compass_series.html
16. КОМЛАЙН представляет: новые системы СТР - Presstek Compas и скоростные бесхимические пластины Presstek Aurora Pro [Электронный ресурс] .- Режим доступа:
http://subscribe.ru/archive/release.benefits.polygraphy/200806/ 25103137.html
17.Галкин, В. Ваша горячая технология [Электронный ресурс]/ В. Галкин// PakkoGraf. – 2000. - №5. – Режим доступа: http://www.pakkograff.ru/reader/articles/equipment/polygraph/269.php
18.Послепечатное оборудование. Оборудование для вырубки и тиснения [Электронный ресурс]. – Режим доступа: http://petroprint.ru/types/30
19. Алексеев, В. Пожароопасность объекта [Электронный ресурс]. – Режим доступа: http://www.pogar-bezopasnost.ru/stat/pojaroopasnost
20.Авдеев, В.В. Охрана труда в полиграфической отрасли [Электронный ресурс]/ В. В. Авдеев. // Бухгалтерский учет в издательстве и полиграфии. – 2010. - № 11 (143). – Режим доступа: http://www.fin-izdat.ru/journal/poligraf/detail.php?ID=32474
21. Охрана труда в полиграфической отрасли [Электронный ресурс]. – Режим доступа: http://www.referent.ru/50/176666
22. Проволокошвейные машины [Электронный ресурс]. – Режим доступа: http://www.eth-inc.com/catalog/post/hohner/mach.html
168
Моделирование производственного процесса специализированного предприятия по выпуску упаковочной продукции