Закономерности отложения примесей в паровых котлах, методы химических очисток и консервации котлов
PAGE \* MERGEFORMAT 3
Аннотация
В данной магистерской диссертации рассматриваются закономерности отложения примесей в паровых котлах, методы химических очисток и консервации котлов.
В том числе описаны технологии некоторых химических очисток котлов и результаты их проведения, выполненных в ОАО «Сибтехэнерго» в разное время.
Сделаны выводы о значимости проведения химических очисток, их влиянии на надежность эксплуатации оборудования.
Пояснительная записка содержит 120 страниц, 60 формул, 37 рисунков,
8 таблиц, 15 источников.
ХИМИЧЕСКАЯ ОЧИСТКА, ПРЕДПУСКОВАЯ ОЧИСТКА, ЭКСПЛУАТАЦИОННАЯ ОЧИСТКА, КОТЁЛ, ОТЛОЖЕНИЯ, РЕАГЕНТЫ, ПРИМЕСИ, КОНСЕРВАЦИЯ
Annotation
In this master's thesis examines the patterns of deposition of impurities in steam boilers, chemical cleaning and preservation of boilers.
Including technology described some chemical cleanings cat crystals and the results of their conduct, made in JSC Sibtekhenergo at different times.
The conclusions about the significance of carrying out chemical cleaning and their influence on the reliability of equipment operation.
Explanatory note contains 120 pages, 60 formulas, 37 figure, 8 tables, and
15 sources.
CHEMICAL CLEANING, PRE-START CLEANING, MAINTENANCE CLEANING, BOILER, DEPOSITS, REAGENTS, IMPURITIES, CONSERVATION
Содержание
ВВЕДЕНИЕ................................................................................................................6
АКТУАЛЬНОСТЬ………………………………………………………………….8
ГЛАВА 1 ЗАКОНОМЕРНОСТИ ОТЛОЖЕНИЯ ПРИМЕСЕЙ В ПАРОВЫХ КОТЛАХ……………………………………………………………………...9
1.1. Кристаллизация веществ из раствора……………………………..……..9
1.2. Изменение массы отложившейся на стенке примеси во времени…….15
1.3. Особенности отложения примесей в прямоточных котлах СКД……..20
1.4. Особенности отложения примесей в прямоточных котлах докритического давления………………………………………………………………...24
1.5. Образование отложений в барабанных паровых котлах………………28
1.6. Факторы, влияющие на скорость образования отложений……………35
1.7. Структура отложений……………………………………………………41
1.8. Химический состав отложений………………………………………….45
ГЛАВА 2 МЕТОДЫ И ТЕХНОЛОГИИ ХИМИЧЕСКИХ ОЧИСТОК
КОТЕЛЬНЫХ АГРЕГАТОВ………………………………………………….....49
2.1. Виды очисток……………………………………………………………49
2.1.1. Предпусковые очистки котельных агрегатов………………...52
2.1.1.1. Характер загрязнений, удаляемых при предпусковых очистках……………………………………………………………………………..54
2.1.1.2. Растворы, использующиеся для пассивации поверхностей котла после предпусковой очистки………………………………………….56
2.1.2. Эксплуатационные очистки котельных агрегатов…………...57
2.1.2.1. Особенности эксплуатационных химических очисток котельных агрегатов……………………………………………………………….58
2.1.2.2. Выбор реагентов и методов эксплуатационных химических очисток……………………………………………………………………...60
2.2. Сущность и назначение основных этапов очистки котлов…………..63
2.3. Принципы химических очисток………………………………………..67
2.4. Основные типы реагентов, применяемые при химических очистках.69
2.5. Состав и крепость промывочных растворов при химической очистке паровых котлов……………………………………………………………………74
ГЛАВА 3 КОНСЕРВАЦИЯ ЭНЕРГЕТИЧЕСКИХ КОТЛОВ...................... 75
3.1. Способы консервации барабанных котлов……………………………77
3.2. Способы консервации прямоточных котлов………………………….83
ГЛАВА 4 ТЕХНОЛОГИИ И РЕЗУЛЬТАТЫ ПРОВЕДЁННЫХ ХИМИЧЕСКИХ ОЧИСТОК ЭНЕРГЕТИЧЕСКИХ КОТЛОВ………………………..86
4.1. Предпусковая щелочная очистка пароводяного тракта котла-утилизатора блока ПГУ-420 Череповецкой ГРЭС……………………………..86
4.1.1. Краткая характеристика котла………………………………...86
4.1.2. Технология предпусковой очистки котла…………………….87
4.2. Предпусковая кислотная очистка, ПВКО, П и К котла ст. №8 Экибастузской ГРЭС-1……………………………………………………………………96
4.2.1. Техническое описание котлоагрегата………………………..96
4.2.2. Описание технологии и результаты химической очистки…..96
4.3. Проведение предпусковой пароводокислородной очистки и пассивации внутренних поверхностей нагрева котла П-57-3Р ст.№2 Экибастузской ГРЭС-1……………………………………………………………………………106
4.3.1. Краткая характеристика котла П-57-3Р……………………106
4.3.2. Сущность метода ПВКО и П, этапы осуществления технологии………………………………………………………………………………….107
ЗАКЛЮЧЕНИЕ………………………………………………………………….118
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ…………………………….122
ВВЕДЕНИЕ
Радиационные поверхности нагрева паровых котлов весьма интенсивно обогреваются топочным факелом, вследствие чего местные удельные тепловые нагрузки могут достигать 500000-600000 и выше. Поэтому, даже при кратковременном ухудшении коэффициента теплоотдачи от стенки к кипящей воде, температура стенки парообразующей трубы будет заметно превышать температуру кипения воды. Образование на внутренней поверхности незначительных по толщине, но малотеплопроводных отложений может обусловить возникновение отдулин, свищей и даже разрывы высокотеплонапряженных экранных труб из-за увеличения термического сопротивления и местного значительного перегрева металла.
В магистерской диссертации рассмотрены закономерности образования отложений в прямоточных и барабанных котлах, а также факторы, влияющие на скорость их образования.
Образование в котлах отложений, нарушающих их нормальную работу, приводит к необходимости производить периодическую их очистку, что сопряжено с вынужденными длительными простоями оборудования, большими трудозатратами и повышенным износом труб. Так как экранные трубы мощных котлов не приспособлены к механической очистке, то это способствовало усовершенствованию химических способов очистки внутренних поверхностей труб котлоагрегатов от технологической окалины, продуктов атмосферной коррозии и отложений, образовавшихся в процессе эксплуатации котлов.
В работе описываются виды химических очисток, сущность и назначение основных этапов очистки котлов, принципы на которых основана очистка, а также основные типы реагентов, применяемые для этих целей.
Эффективность химических очисток определяется не только количеством удаленных отложений, но и надежностью защиты конструкционных материалов от коррозии [1], так как на поверхности металла в условиях эксплуатации при работе и останове оборудования в период контакта с водной средой возникает множество анодных и катодных участков, создающих условия для протекания коррозионных процессов.
Для предотвращения коррозии металла внутренних поверхностей, как при режимных остановах, так и при остановах в продолжительный резерв или ремонт проводят консервацию котлов.
В диссертации описаны способы консервации энергетических котлов.
А также рассмотрен опыт ОАО «Сибтехэнерго»последних лет в проведении химических очисток оборудования, описаны технологии и достигнутые результаты.
АКТУАЛЬНОСТЬ
Вопросы экономии топлива и безаварийной работы теплоэнергетического оборудования, а также непосредственно связанные с ними проблемы химических очисток теплоэнергетического оборудования, несомненно, являются актуальными и приобретают в современных условиях особо важное значение [1]. Несвоевременные химические очистки приводят к повышению расхода топлива, нарушению теплового и гидравлического режима и, как следствие, к пережогам и разрывам экранных труб, преимущественно в зоне ядра факела и в солевых отсеках, а также повышают скорость коррозионных процессов и, наконец, увеличивают вынос в проточную часть турбины соединений меди, оксидов железа и других веществ, а также эрозионно-опасных частиц окалины, отслаивающихся с пароперегревательных поверхностей в процессе пуска оборудования в эксплуатацию[2].
ГЛАВА 1. ЗАКОНОМЕРНОСТИ ОТЛОЖЕНИЯ ПРИМЕСИ В
ПАРОВЫХ КОТЛАХ
При контакте водного теплоносителя с поверхностью оборудования блока происходит отложение примеси на этой поверхности за счет кристал�лизации, адсорбции, электростатического взаимодействия, механического зацепления, капиллярного эффекта и т.д. Количество и состав отложений зависит от концентрации и вида примеси, температуры поверхности и теплоносителя, теплового потока и т. д.
Одним из главных механизмов образования отложений является кристаллизация примеси на поверхности из раствора.
1.1. Кристаллизация веществ из раствора
Процесс кристаллизации состоит из двух стадий: образование центров кристаллизации (зародышей) и рост кристаллов (зародышей).
Центрами кристаллизации могут служить не только самопроизвольно образовавшиеся частицы самого вещества, но и любые другие частицы, способные адсорбировать на своей поверхности молекулы или ионы кристаллизующегося вещества[3]. Такого типа центры всегда присутствуют на поверхности труб и в объеме водного теплоносителя. Поэтому первая стадия кристаллизации в реальных условиях не лимитирует скорость всего процесса.
Рост кристаллов определяется двумя процессами: диффузией строи�тельных частиц к поверхности кристалла и введение их в определенные места кристалла.
Рассмотрим изменение концентрации примеси вблизи поверхности кристалла (рис. 1.1).
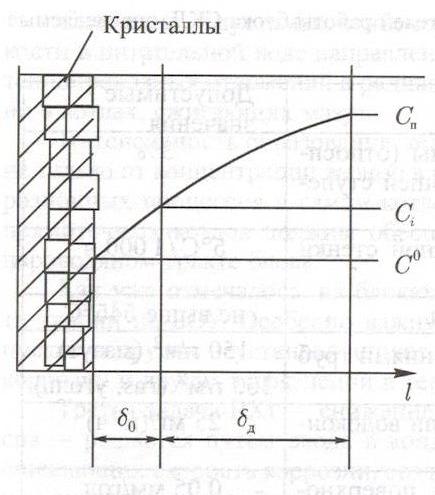
Рис. 1.1. Изменение концентрации примеси около поверхности кристалла в процессе кристаллизации вещества из раствора.
На поверхности кристалла концентрация примеси соответствует рас�творимости вещества С0 при температуре в данной точке (на поверхности кристалла, трубы и т. д.).
Около кристалла находится поверхностный слой жидкости, толщиной , в пределах которого действуют силы ван-дер-ваальсовского, электро�статического взаимодействия между молекулами твердой фазы и жидкости. Этот слой жидкости практически неподвижен.
Поверхностный слой жидкости контактирует с диффузионным пристенным слоем толщиной , в котором перемещение примеси (в молекулярной или дисперсной форме) происходит за счет диффузии под воздействием градиента концентрации. На границе этих слоев концентрация примеси . Дальше располагается ядро потока (в двухслойной модели пристенного слоя) с концентрацией примеси .
Методика вывода скорости кристаллизации взята из [3].
Интенсивность доставки вещества через диффузионный слой к поверхности кристалла , рассчитывается по уравнению Фика:
(1.1)
где - коэффициент диффузии, рассчитанный по средней температуре жидкости в диффузионном слое.
Принимая, что изменение концентрации примеси в диффузионном слое близко к линейному, преобразуем (1.1):
(1.2)
Процесс кристаллизации вещества можно разделить следующие этапы (рис.1.2): адсорбция частицы поверхностью, миграция ее в поверхностном слое жидкости к свободному месту в кристаллической решетке, внедрение в кристаллическую решетку. Этот процесс обычно описывается уравнением химической реакции первой степени
(1.3)
где - скорость роста кристалла,
- константа скорости реакции.
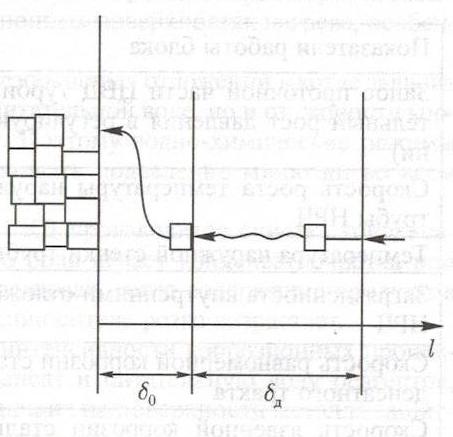
Рис. 1.2. Схема процесса собственно кристаллизации вещества.
Константа скорости реакции зависит от вещества, коэффициента диффузии частицы в поверхностном слое (по температуре стенки), кристаллической решетки, дефектов в ней и т.д.
В стационарном режиме . Результирующий поток будет равен
(1.4)
где - коэффициент скорости кристаллизации.
Исключим из (1.2) и (1.3) концентрацию :
из (1.2):
из (1.3):
После сложения:
или
.
Сопоставление полученного выражения с (1.4) показывает, что
(1.5)
Отсюда коэффициент скорости кристаллизации будет равен
(1.6)
Коэффициент скорости кристаллизации определяется скоростью доставки примеси к месту кристаллизации и скоростью самого процесса кристаллизации.
Если скорость доставки значительно меньше скорости реакции , то , т.е. весь процесс кристаллизации контролируется доставкой вещества. Наоборот, при коэффициент . Следовательно, процесс кристаллизации какого-либо вещества из раствора на твердой поверхности определяется стадией, идущей с наименьшей скоростью.
Введем понятие пересыщения раствора
(1.7)
Тогда скорость кристаллизации
(1.8)
При больших пересыщениях скорость кристаллизации высока и лимитирующей стадией становится диффузия вещества к поверхности кристалла. Доставка вещества к кристаллу ограничивает скорость его роста и при высоких температурах, так как с увеличением температуры растет. Для водных растворов солей и некоторых веществ органического происхождения диффузия контролирует рост кристаллов при температуре выше 45-50°С.
С уменьшением пересыщения роль процесса кристаллизации возрастает. Рост кристаллов происходит и при очень маленьких пере�сыщениях. Этот процесс связан с наличием дефектов в структуре и дисло�кациями в растущем кристалле. К дефектам относятся трещины, изломы, шероховатости поверхности. При пересыщении порядка и выше скорость роста кристаллов может быть представлена в виде зависимости
(1.9)
где характеризует опорные размеры кристалла.
Как видно из анализа процесса кристаллизации, в доставке вещества и собственно кристаллизации существенную роль играют диффузионные процессы. При , кристаллизация вещества происходить не будет. Если же то т. е. при наличии примеси около поверхности твердой фазы сам процесс кристаллизации не происходит.
Рассмотрим когда возможны эти случаи в паровых котлах?
При сверхкритическом давлении в зоне максимальной теплоемкости
(рис. 1.3) происходит резкое снижение коэффициента диффузии вещества в водном теплоносителе. Это связано с коренной перестройкой структуры воды, когда подвижность ее молекул и коэффициент самодиффузии воды резко снижаются.
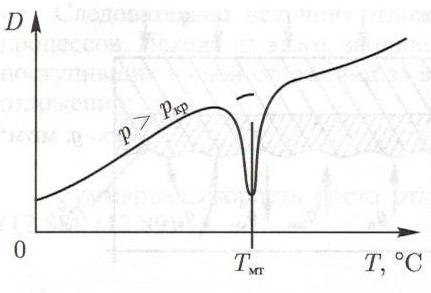
Рис.1.3. Зависимость коэффициента диффузии вещества в водном теплоносителе при сверхкритическом давлении от температуры.
Рассмотрим изменение температуры водного теплоносителя при сверх�критическом давлении по длине обогреваемой трубы в какой-то момент времени. На рис. 1.4. показано, что в сечении 1-1 температура воды становится равной температуре максимальной теплоемкости у поверхности трубы, а затем, по мере прогрева среды, зона с проникает все дальше по сечению трубы, пока ядро потока (в сечении 2-2) не прогреется до этой температуры.
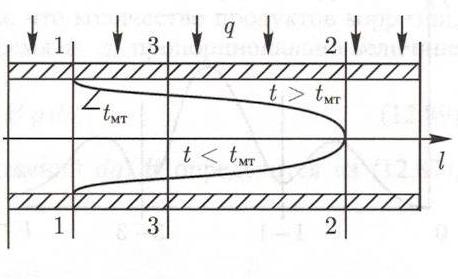
Рис.1.4. Граница температуры максимальной теплоемкости в потоке водного теплоносителя
Когда температура среды в поверхностном слое у кристалла близка к (в районе сечения 1-1 на рис. 1.4), резко снижается, что тормозит сам процесс кристаллизации (рис. 1.5). Дальше по ходу среды уве�личивается, рост кристалла возобновляется. Но зона смещается в диф�фузионный пристенный слой, и скорость доставки резко уменьшаются (условно сечение 3-3 на рис. 1.4), что приводит к снижению скорости роста кристалла (рис. 1.5, сечение 3-3).
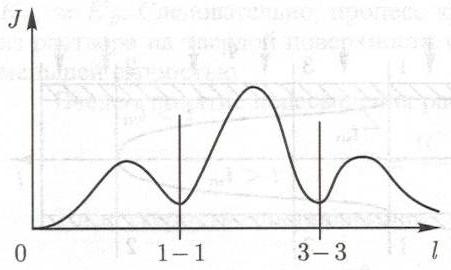
Рис. 1.5. Изменение скорости кристаллизации вещества по длине обогреваемого канала.
Таким образом, при изменении температуры водного теплоносителя СКД по длине трубы возможны участки, где скорость кристаллизации при�меси и, следовательно, роста массы отложений на поверхности трубы за�медляется из-за снижения скорости диффузии вещества.
1.2. Изменение массы отложившейся на стенке примеси во времени
Рассмотрим процессы на границе водный раствор-стенка трубы
(рис. 1.6). На поверхность стенки за счет кристаллизации вещества по�ступает примеси за счет адсорбции . Часть продуктов коррозии остается на поверхности стенки. Так как наружный слой отложений, как правило, рыхлый, неустойчивый, то часть отложений смывается и уносится потоком теплоносителя. В результате этих (и некоторых других) процессов на поверхности стенки образуется слой отложений мг/м2. Так как в общем случае адсорбция мала, то в можно ей пренебречь.
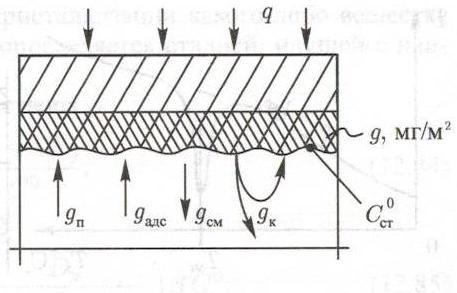
Рис.1.6. Схема потоков примеси в системе «слой отложений – водный теплоноситель».
Изменение массы отложившейся на стенке примеси во времени, в общем случае, определяется соотношением количества поступившей примеси и уносом (смывом) примеси со стенки. Количество поступившей примеси за время , с, на единицу поверхности стенки мг/м2, за счет ее кристаллизации равно
(1.10)
Смыв отложений мг/м2 за время dt пропорционален величине от�ложений , мг/м2, и касательному напряжению на границе слоя отложений
(1.11)
Местное уменьшение величины отложений может происходить не только путем их смыва, но и за счет механического разру�шения защитной пленки при изменении температурного режима труб (пуск, останов, переменный режим), так как коэффициенты линейного расширения магнетита ( 1/0С) и стали (1/0С) существенно различаются.
Количество отложений увеличивается путем коррозии металла. Ско�рость коррозии зависит от температуры. В частности, при температуре ме�талла свыше 572°С процесс пароводяной коррозии интенсифицируется, при этом ускоряется рост отложений и температуры металла. Температура вну�тренней поверхности трубы зависит от толщины слоя отложений :
Следовательно, величина отложений влияет на скорость коррозионных процессов. Исходя из этого, запишем, что количество продуктов коррозии, поступивших в слой отложений за время пропорционально величине отложений:
(1.12)
Суммарная скорость роста отложений определится из (1.10), (1.11), (1.12):
(1.13)
где (1.14)
Начальные условия:
при (1.15)
Наиболее простой вид формула (1.13) принимает при
(1.16)
Это уравнение соответствует следующим условиям:
1. Величина отложений определяется процессом кристаллизации;
2. Величина пренебрежимо мала, что возможно в начальный период образования отложений;
3. равно нулю – нет смыва отложений; за счет кристаллизации образуются мелкие кристаллы, которые к тому же уплотняются адсорбирующими молекулами; равно нулю – нет коррозии металла;
4. не равны нулю, но , т.е. может иметь место при определенном сочетании параметров.
Решение уравнения (1.16) дает формулу прямой линии:
(1.17)
На рис. 1.7. эта прямая линия обозначена условием .
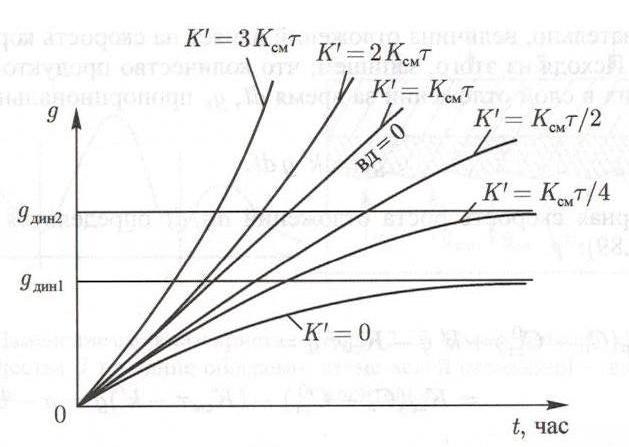
Рис. 1.7. Зависимость массы отложений от времени процесса .
Приведем решение полного уравнения (1.13):
; ;
; ; при ; ; ;
;
. (1.18)
Если , то при система приходит в динамическое равновесие:
(1.19)
Вывод формулы взят из [3]
В этих условиях интенсивность смыва отложений равна интенсивности поступления примеси из потока воды и коррозии металла. Минимальная величина соответствует (рис. 1.7). При установление равновесия затягивается во времени, а величина увеличивается. Влияние других факторов: а) ; б) ; в) .
При формула принимает вид:
. (1.20)
В этом случае динамическое равновесие не устанавливается, а при увеличении времени масса отложений растет с убыстряющейся скоростью
(рис. 1.7). Такой характер зависимости устанавливается при температуре стенки выше 572°С, когда интенсифицируется пароводяная коррозия. В начальный период роста отложений скорость коррозии мала (кривая 2, рис. 1.8) и величина изменяется по кривой 1 (рис. 1.8). В момент времени температура стенки достигает значения 572°С, кривая коррозии 2 резко возрастает и суммарная кривая 3 также растет.
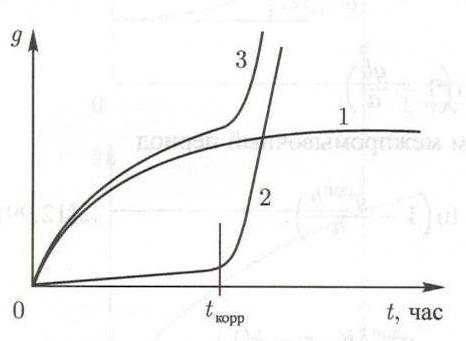
Рис. 1.8. Влияние коррозионных процессов на массу отложений примеси
В обогреваемых трубах по условиям обеспечения надежного тем�пературного режима определяется предельно допустимая масса отложений , . Полученные зависимости дают возможность определить время работы поверхностей нагрева, за которое произойдет накопление после чего необходимо производить химическую промывку поверхностей парового котла. Межпромывочный период зависит от качества воды, водно-химического режима, теплового потока и т. п.
На рис. 1.9 показано изменение во времени t массы отложений на стенке и температуры наружной поверхности стенки .
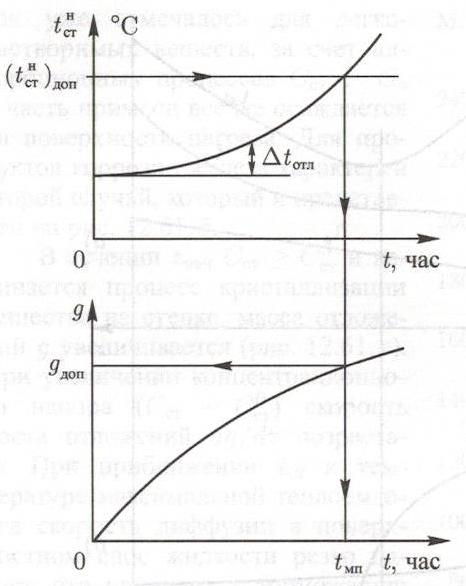
Рис. 1.9. Определение межпромывочного периода
Максимально допустимой температуре стенки по окалинообразованию соответствует допустимая величина отложений . По этой величине определяют время промывки поверхностей нагрева от образовавшихся отложений (межпромывочный период).
Из формулы (1.18) получаем
(1.21)
или
Отсюда определяем межпромывочный период
. (1.22)
Раскрывая , получаем
(1.23)
Выражение (1.23) дает возможность определить влияние различных факторов на межпромывочный период.
1.3. Особенности отложения примесей в прямоточных котлах СКД
Особенности отложения примесей по тракту котла СКД связаны с изменением характеристик тепло- и массообмена в зоне большой теплоемкости (ЗБТ). В ЗБТ существенно снижаются значения коэффициента диффузии (рис. 1.3), при этом замедляются все процессы, связанные с диффузией примеси.
На рис. 1.10. представлены профили скорости, температуры и концен�трации примеси по сечению обогреваемой трубы.
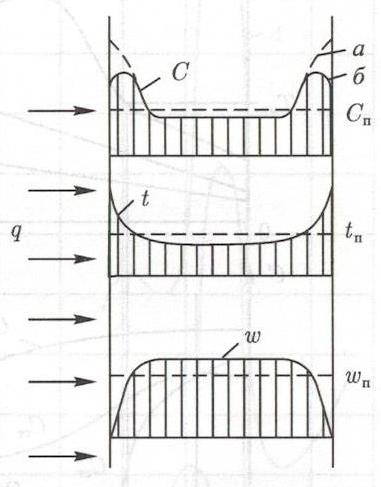
Рис. 1.10. Изменение скорости , температуры и концентрации примеси по сечению потока.
Рассмотрим профиль концентрации примеси. Как правило, примеси, находящиеся в водном теплоносителе, имеют сходство с веществами, входящими в металл труб. За счет ван-дер-ваальсовых сил притяжения, электростатических сил и других концентрация примеси у поверхности металла существенно больше, чем средняя величина концентрации в потоке (случай «а» на рис. 1.10). При кристаллизации вещества на поверхности трубы концентрация примеси непосредственно у поверхности трубы снижается (случай «б»).
С учетом этих замечаний рассмотрим изменение температуры водного теплоносителя и концентрации примеси по ходу среды в прямоточном котле сверхкритического давления
На рис. 1.11,а изображены графики изменения средней энтальпии потока , средней температуры потока и температуры на внутренней поверхности стенки . В отличие от энтальпии потока, температура потока изменяется по длине трубы нелинейно в зоне, где температура потока близка к температуре максимальной теплоемкости , скорость роста температуры по длине трубы при этом значительно снижается. В сечении (см. рис. 1.11, а) температура стенки достигает значения и может наступить режим ухудшенного теплообмена, температура стенки при этом резко возрастает. При подходе к сечению , где существенно увеличивается удельный объем водного теплоносителя, что приводит к росту линейной скорости потока и улучшению теплообмена между стенкой трубы и ядром потока. В этой зоне наблюдается снижение температуры стенки трубы.
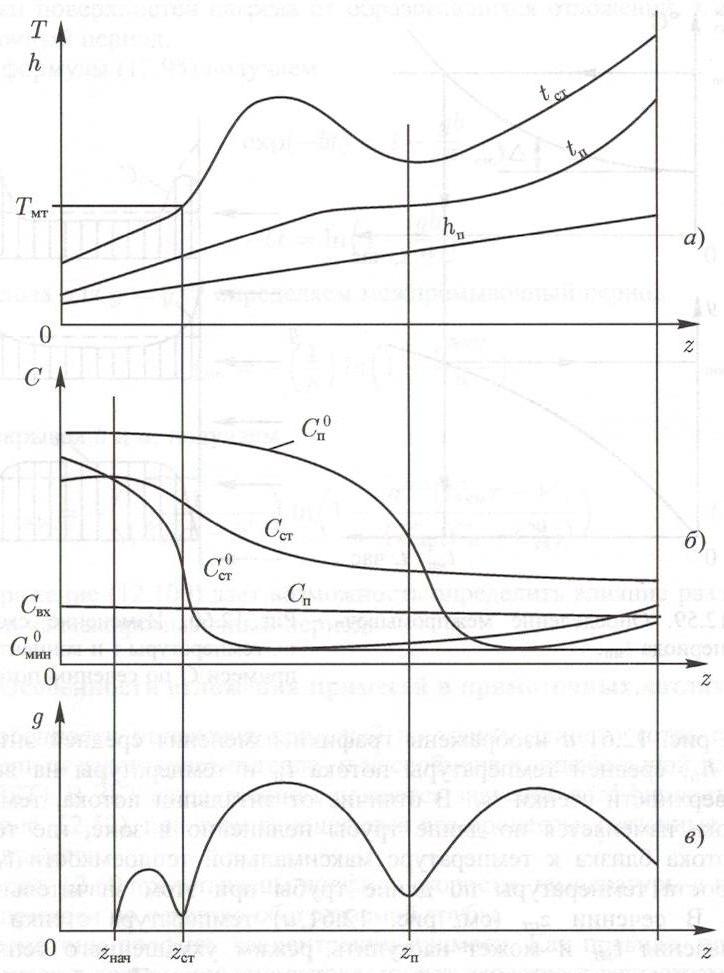
Рис. 1.11. Распределение по длине трубы температуры потока (а), концентрации (б), и массы отложений (в).
Растворимость веществ в ЗБТ уменьшается с ростом температуры, а затем растворимость может расти. Характер изменения растворимости вещества в двух сечениях трубы () по длине трубы показан на рис. 1.11, б - по температуре стенки и температуре потока . Здесь же показано изменение средней концентрации примеси в потоке (при )
и вблизи стенки (как уже отмечалось ).
Величина характеризует минимум растворимости по длине трубы. Возможны случаи: 1) ; 2) . В первом случае примесь должна была бы пройти через паровой котел транзитом, однако, как уже отмечалось для легкорастворимых веществ, за счет адсорбционных процессов и часть примеси все же осаждается на поверхности нагрева. Для продуктов коррозии железа характерен второй случай, который и представлен на рис. 1.11,б.
В сечении и начинается процесс кристаллизации вещества на стенке, масса отложений увеличивается (рис. 1.11, в). При увеличении концентрационного напора скорость роста отложений возрастает. При приближении к температуре максимальной теплоемкости скорость диффузии в поверхностном слое жидкости резко падает, что приводит к торможению собственно процесса кристаллизации, величина и снижается (рис. 1.11, в, сечение ). При этом в пристенном слое жидкости создается избыток примеси и может начаться кристаллизация в объеме слоя на имеющихся там частицах примеси.
Когда , кристаллизация на стенке ускоряется и масса отложений растет. Кристаллы из объема пристенного слоя частично осаждаются на наружном (эпитактическом) слое отложений. Достигнув максимума, скорость роста отложений падает. Это снижение величины обусловлено достижением ЗБТ ядра потока , когда массообменные процессы в потоке теплоносителя замедляются (скорость диффузии падает) и уменьшается доставка примеси из ядра в пристенный слой. Второй минимум находится в области сечения (рис. 1.11). При дальнейшем прогреве ядра потока массообменные процессы улучшаются, величина и снова растет, достигая третьего максимума. Последующее снижение скорости роста отложений связано с уменьшением концентрации в потоке , на стенке и концентрационного напора .
Таким образом, при СКД весь диапазон отложений можно разделить на три участка: ; ; . В пределах каждого из участков скорость роста отложений достигает максимального значения . Зависимость от теплового потока, массовой скорости и других параметров на разных участках различна.
1.4. Особенности отложения примеси в прямоточном котле
докритического давления
Особенностью отложения примеси в прямоточном котле докритического давления является полное упаривание воды в испарительных поверхностях нагрева и, соответственно, повышение концентрации примеси в жидкой фазе[3].
Представим прямоточный котел ДКД в виде трубы, на вход которой подается питательная вода, а на выходе — перегретый пар (рис. 1.12). По ходу рабочей среды имеются экономайзерный (эк), испарительный (исп) и перегревательный (пе) участки.
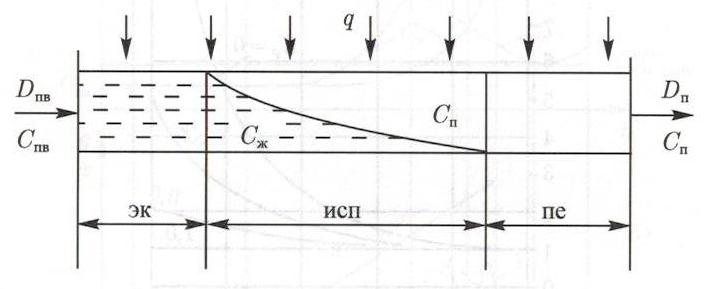
Рис. 1.12. Принципиальная схема прямоточного котла докритического давления
На испарительном участке происходит испарение воды, при этом часть примеси переходит в паровую фазу, а основное количество примеси остается в жидкой фазе двухфазного потока.
Напишем баланс примеси в пароводяной смеси
(1.24)
где - концентрация примеси в жидкой и паровой фазах;
- массовое паросодержание.
Преобразуем формулу (1.24):
(1.25)
где - коэффициент распределения примеси
Из (1.25) определим относительное изменение концентрации примеси в жидкой фазе:
(1.26)
Для паровой фазы аналогично:
(1.27)
Для сильных электролитов , тогда
(1.28)
В этом случае при концентрация бесконечно растет (рис.1.13).
У слабых электролитов составляет сотые и десятые доли, что существенно снижает концентрацию примеси в жидкой фазе и увеличивает в паровой (рис. 1.13). При , вся примесь из воды, в принципе может перейти в пар. Это условие отвечает критическому давлению.
Из рис. 1.13 видно, что даже при концентрация примеси в жидкой фазе при в 5 раз больше концентрации в питательной воде.
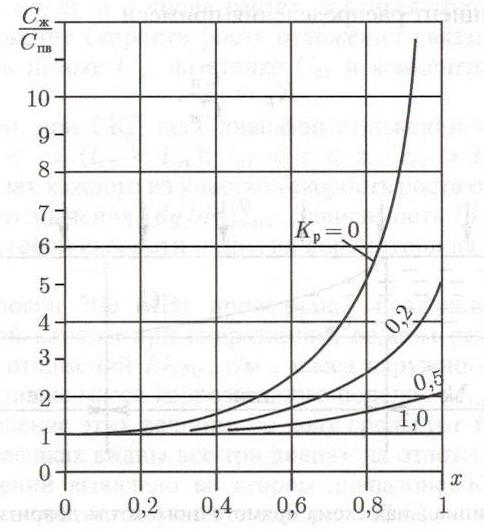
Рис. 1.13. Зависимость относительного увеличения концентрации примеси в жидкой фазе от массового паросодержания.
Растворимость примеси в пароводяной смеси уменьшается от растворимости в воде на линии насыщения до растворимости в паре :
(1.29)
На рис. 1.14 показано изменение растворимости по длине обогреваемой трубы. Возьмем концентрацию примеси в питательной воде меньше, чем минимум растворимости в паре (если больше – рассуждаем аналогично). По мере испарения воды увеличивается и в каком-то сечении будет , т.е. начнется отложение примеси на стенке трубы. Отложение примеси будет происходить до сечения, где находится . На рис. 1.14 показаны две кривые для . Для кривой 1 диапазон отложений мал, но величина их большая (рис. 1.14, б). У второй кривой диапазон отложений больше, а максимальная величина меньше. Характер отложений зависит от давления, концентрации примеси, коэффициента распределения и других факторов.
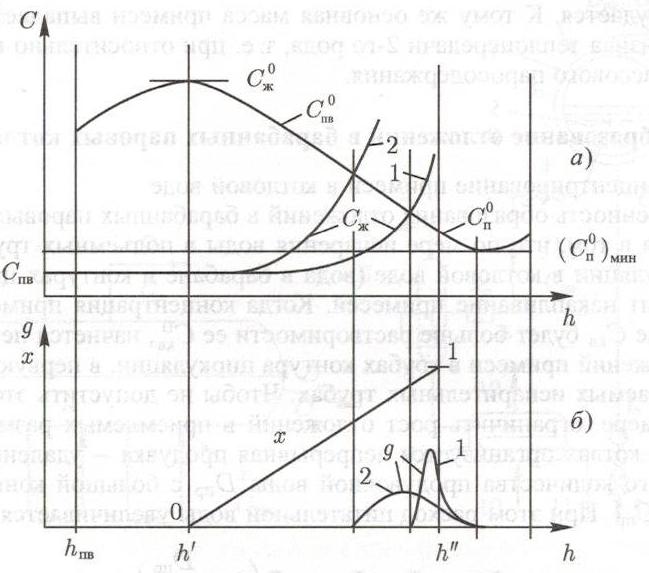
Рис. 1.14. Изменение концентрации примеси (а) и массы отложений (б) по длине обогреваемой трубы в прямоточном котле ДКД
При малых тепловых нагрузках (паровые котлы малой мощности на низкое давление), когда кризис кипения происходит при больших значениях , характер отложений аналогичен кривым 1 на рис. 1.14. В этом случае имеет смысл зону интенсивных отложений вынести из топки в конвективную шахту, где тепловой поток ниже в несколько раз. Такую поверхность нагрева называют переходной зоной. В ней происходит доиспарение воды и частичный перегрев пара. Назначение переходной зоны состоит в накапливании отложений на внутренней поверхности труб до величин, предельно допустимых для температурного режима труб. В переходной зоне на единицу поверхности можно допустить отложений больше во столько раз, во сколько в ней меньше тепловой поток (по сравнению с топочными экранами, при одинаковых марках стали) (индексы: кш- конвективная шахта, т- топка):
; ;
; .
При высоких тепловых потоках и высоком давлении среды диапазон отложений сильно расширяется и организовать переходную зону практически не удается. К тому же основная масса примеси выпадает на стенку в зоне кризиса теплопередачи 2-го рода, т.е. при относительно низких значениях массового паросодержания.
1.5. Образование отложений в барабанных паровых котлах
а) Концентрирование примеси в котловой воде
Особенность образования отложений в барабанных паровых котлах за�ключается в том, что по мере испарения воды в подъемных трубах контуров циркуляции в котловой воде (вода в барабане и контурах циркуляции) происходит накапливание примесей. Когда концентрация примесей в котловой воде будет больше растворимости ее , начнется непрерывный рост отложений примеси в трубах контура циркуляции, в первую очередь — в обогреваемых испарительных трубах. Чтобы не допустить этого или, по крайней мере, ограничить рост отложений в приемлемых размерах, в барабанных котлах организуется непрерывная продувка — удаление из котла небольшого количества продувочной воды большой концентрацией примеси . При этом расход питательной воды увеличивается:
(1.30)
где - паропроизводительность котла.
Количество продувочной воды выражают в %, , от паропроизводительности:
Составим схему потоков воды и пара с указанием соответствующих концентраций (рис. 1.15). В барабан с питательной водой за 1 час вносится примеси в количестве , а уходит: с паром , с продувочной водой . Часть примеси образует отложения в трубах . С учетом этих потоков примеси составим солевой баланс барабана:
(1.31)
Принимаем, что внутренние загрязнения недопустимы . С учетом материального баланса (1.30) запишем солевой баланс в относительных единицах (разделим на ):
(1.32)
Определим величину продувки:
(1.33)
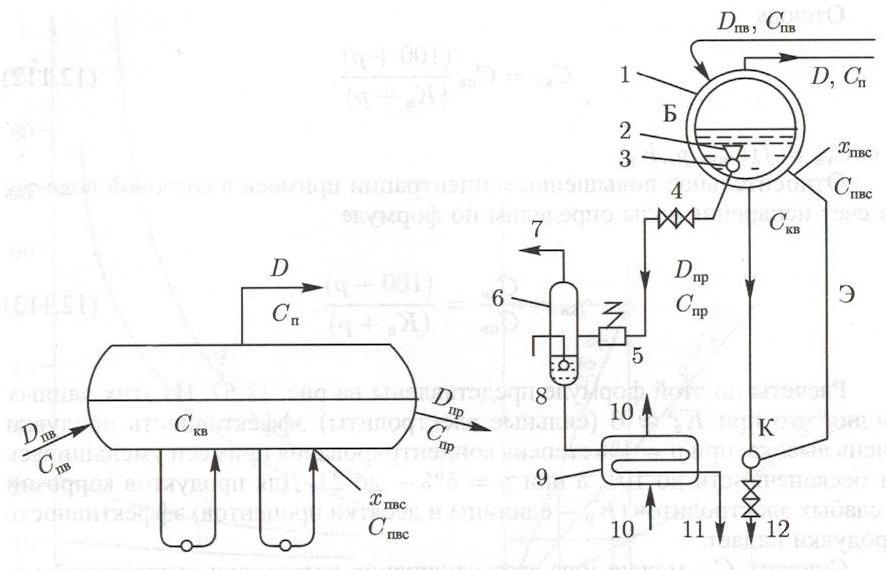
Рис.1.15. Принципиальная схема устройства продувки барабанного котла: 1- барабан котла; 2- заборные точки непрерывной продувки; 3- сборный коллектор непрерывной продувки; 4- запорные клапаны; 5- регулировочный клапан продувки; 6- расширитель; 7- отвод пара в деаэратор; 8- отвод продувочной воды; 9- поверхностный теплообменник; 10- теплоиспользующая вода; 11- дренаж охлажденной продувочной воды; 12- периодическая продувка и дренаж котла.
Величина продувки увеличивается при ухудшении качества питательной воды (больше ), при повышении требований к качеству пара ( уменьшается). С увеличением концентрации примеси в продувочной воде величина продувки уменьшается.
Концентрации примеси в паре зависит от выноса влаги , %, и коэффициента распределения , %:
(1.34)
где - суммарный коэффициент выноса примеси, %.
Из рис. 1.15 видно, что для рассматриваемой схемы . Подставляя выражения для и в (1.32), получим
Отсюда
(1.35)
т.е. .
Относительное повышение концентрации примеси в котловой воде за счет испарения воды определим по формуле
(1.36)
Расчеты по этой формуле представлены на рис. 1.16.
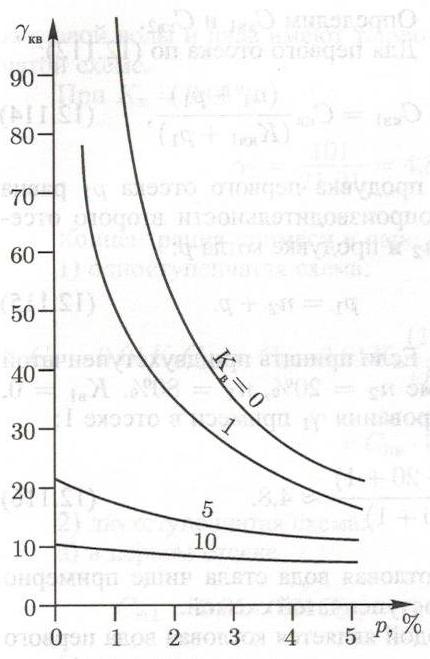
Рис. 1.16 Зависимость степени концентрирования примеси в котловой воде от величины продувки и коэффициента выноса.
Из этих данных видно, что при (сильные электролиты) эффективность продувки очень высока: при =1% степень концентрирования примеси уменьшилась от бесконечности до 101, а при =5% - до 21. Для продуктов коррозии и слабых электролитов (- единицы и десятки процентов) эффективность продувки падает.
Снижать можно и за счет улучшения подготовки питательной воды (рис. 1.17).
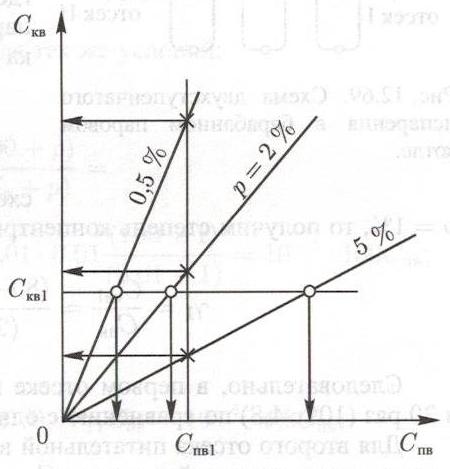
Рис. 1.17. Соотношение между концентрацией примеси в котловой воде и питательной воде при разных величинах продувки котла .
Допустимая величина определяется из следующих условий:
- при снижении уменьшается величина загрязнений поверхностей нагрева, улучшается температурный режим труб, увеличивается срок работы до очередной промывки поверхности для удаления с нее отложений;
- уменьшение требует дополнительных затрат на подготовку воды, уплотнение конденсаторов, подогревателей сетевой воды, всех трубопроводов (чтобы не было утечек воды и пара);
- увеличение продувки приводит к частичным потерям теплоты и воды, что снижает экономичность котла: для восполнения потерь воды необходимо готовить добавочную воду высокой чистоты.
В результате принимают следующие величины продувки: на ГРЭС и отопительных ТЭЦ, где общее количество добавочной воды невелико и ее можно готовить по методу химического обессоливания, = 0,3-1%; при восполнении химически очищенной водой =1-3%; на производственных ТЭЦ с большими потерями воды (по технологии производства на заводах) добавочная вода готовится по упрощенной схеме и продувка может быть до 5%.
Таким образом, увеличение доли продувки приводит к уменьшению примеси в котловой воде (1.35) и в насыщенном паре (1.34), но увеличивает потери теплоты и воды с продувочной водой.
б) Системы ступенчатого испарения
Улучшить качество котловой воды и пара без увеличения общей про�дувки котла можно путем организации внутренней продувки - ступенчатого испарения. Существуют различные способы организации ступенчатого испарения, в частности, внутри барабана устанавливают перегородку (рис. 1.18) с отверстием. Питательная вода поступает в отсек 1, в который включены некоторые контуры циркуляции. Часть воды испаряется в них, при этом образуется пар в количестве (доля его ). Оставшаяся вода через отверстие в перегородке перетекает в отсек 2. В контурах циркуляции, включенных в этот отсек, вода испаряется с образованием пара (). Продувка котла производится из второго отсека, причем .
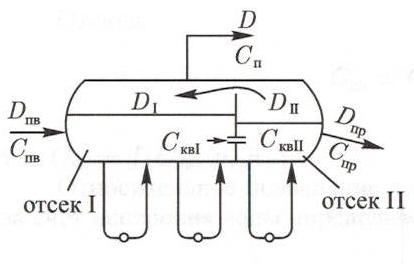
Рис.1.18. Схема двухступенчатого испарения в барабанном паровом котле.
При увеличении числа ступеней качество котловой воды и пара будут улучшаться. Практически делают 2-3 ступени испарения, причем в качестве второй или третьей ступени во многих случаях используют выносные циклоны (рис. 1.19).
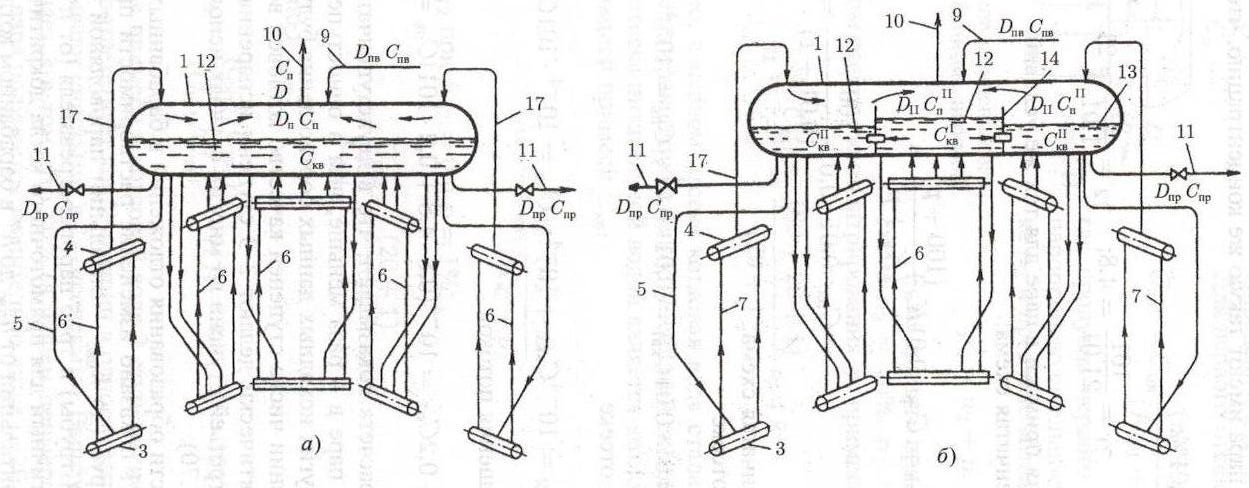
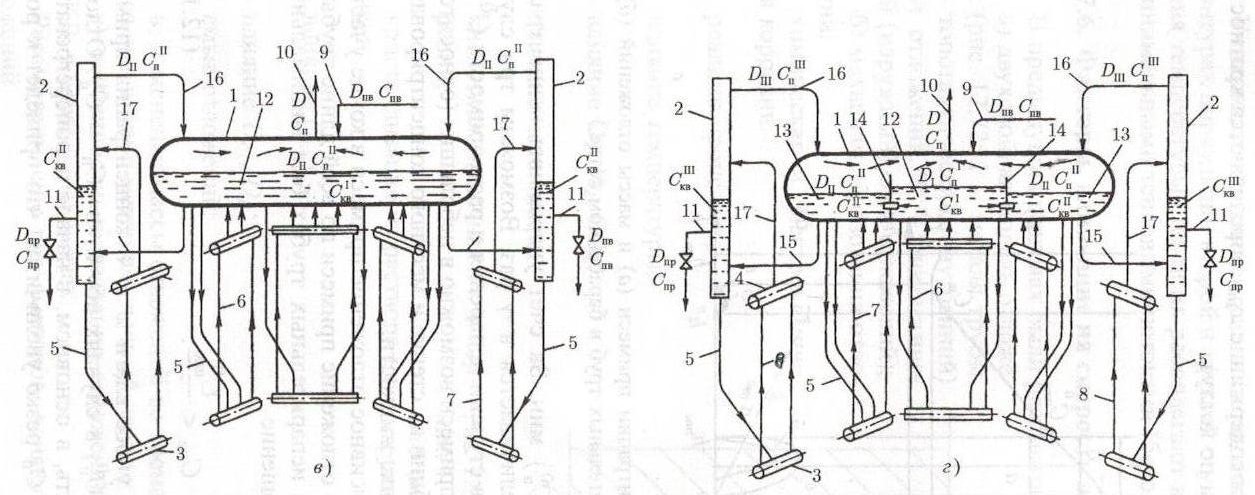
Рис. 1.19. Схемы ступенчатого испарения в паровых котлах с естественной циркуляцией: а - одноступенчатая; б - двухступенчатая с отсеком в барабане; в - двухступенчатая с выносными циклонами; г - трехступенчатая с выносными циклонами; 1 - барабан; 2 — выносной циклон; 3 - нижний коллектор циркуляционного контура; 4 - верхний коллектор; 5 - опускные трубы; 6 - экранные парогенерирующие трубы 1 ступени испарения; 7 - экранные парогенерирующие трубы 2 ступени испарения; 8 - экранные парогенерирующие трубы 3 ступени испарения; 9 - подвод питательной воды; 10 - отвод пара из барабана; 11 - отвод продувочной воды; 12 - чистый (1) отсек барабана; 13 - солевой (2) отсек барабана; 14 - внутрибарабанная перегородка; 15 - водоперепускная труба из барабана в циклон; 16 - пароперепускная труба из циклона в барабан; 17 - перепускные (пароотводящие) трубы из верхнего коллектора в барабан или выносной циклон (отводится пароводяная смесь).
в) Особенности образования отложений в барабанных котлах
На рис. 1.20 показано изменение растворимости примеси по длине испарительных труб (до - энтальпии пароводяной смеси на выходе из испарительной трубы) и труб пароперегревателя (от до ). График имеет вид, аналогичный для прямоточного котла докритического давления, только диапазон энтальпии от до в барабанном котле не реализуется.
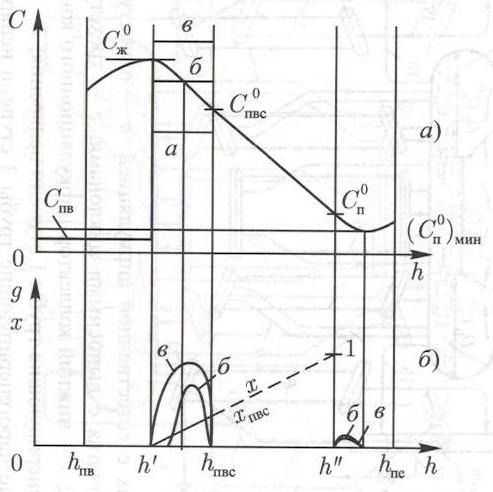
Рис. 1.20. Распределение концентрации примеси (а) и массы отложений (б) по длине испарительных и перегревательных труб в барабанном котле.
Энтальпия и массовое паросодержание определяются кратностью циркуляции в контуре (в целом по котлу).
Допустим, что . За счет упаривания концентрация примеси в котловой воде увеличивается в раз. Возможны три случая (рис. 1.20) соотношения в ступени испарения и растворимости :
а) ; отложение примеси возможно в небольших (относительно) количествах за счет адсорбции на стенке и местного концентрирования примеси в поверхностной пленке жидкости;
б) ; интенсивное отложение примеси в конце участка;
в) ; интенсивное отложение примеси по всей длине трубы.
Чтобы рост отложений в испарительных трубах был минимальным, необходимо выдержать соотношение
(1.37)
В насыщенном паре при уносе влаги концентрация примеси составит: в случае «а» ; в случаях «б» и «в» . Отложение примеси будет происходить, в основном, в начале пароперегревателя (до ). Если , то резко увеличится, что приведет к росту величины отложений в трубах.
Учитывая, что концентрация и интенсивность отложения примеси в контурах циркуляции второй и третьей ступени испарения выше, для снижения температуры стенки их располагают в топочной камере на участках с минимальными тепловыми потоками (боковые стенки, угловые секции) [3].
1.6. Факторы, влияющие на скорость образования отложений
1) Влияние концентрации примеси
Кристаллизация вещества на стенке происходит при его концентрации у стенки , большей растворимости его при температуре стенки. Доставка примеси из ядра потока к стенке трубы зависит от разности концентраций , где - концентрация (средняя) в потоке воды. С увеличением возрастает скорость роста отложений (рис. 1.21) и температуры стенки (рис. 1.22):
где показатель степени для большинства веществ . Для оксидов меди [3].
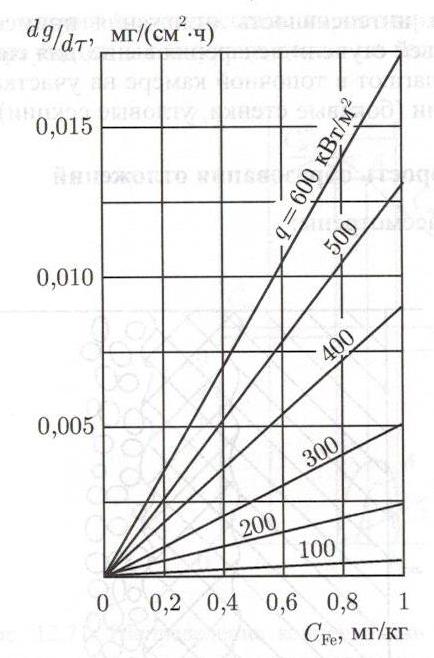
Рис. 1.21. Влияние тепловой нагрузки на скорость образования железооксидных отложений при разных концентрациях железа в воде.
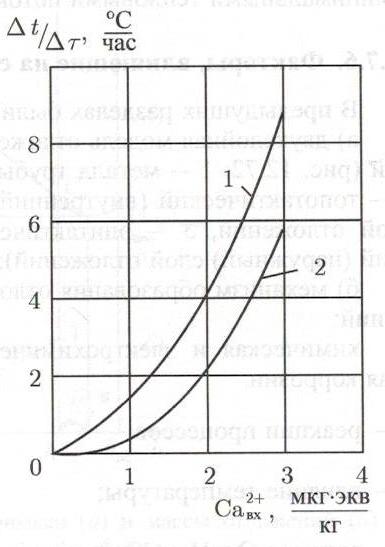
Рис. 1.22. Скорость роста температуры металла в районе максимальных тепловых потоков в зависимости от величины жесткости среды на входе: 1- 2-
2) Влияние диффузионных процессов
Кроме абсолютного значения концентрации примеси, необходимо знать фракционный состав примеси.
Коэффициент диффузии вещества зависит от индивидуальных свойств примеси, ее размеров (- диаметр частицы), вязкости раствора , температуры
Зависимость диффузии от диаметра частицы показана на рис. 1.23: с увеличением диаметра коэффициент падает.
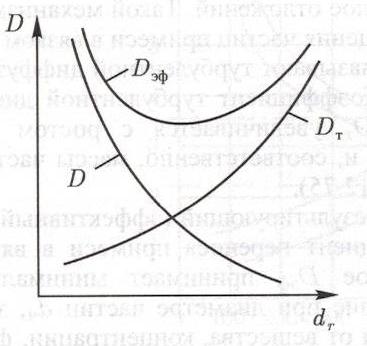
Рис. 1.23. Зависимость диффузии примеси от диаметра частицы
На скорость образования отложений влияет и турбулентная диффузия . Около поверхности трубы присутствует вязкий подслой жидкости (рис.1.24), в котором процессы теплообмена проходят на молекулярном уровне, а массобмена – на уровне микрочастиц и молекул вещества, перемещающихся в этом подслое за счет диффузионных процессов. Скорость среды в вязком подслое изменяется линейно от нулевого значения у поверхности стенки. Ближе к центру потока расположен промежуточный слой, а затем – ядро потока. В промежуточном слое (также как и в ядре потока) малые объемы раствора (турбулентные моли) участвуют в турбулентной пульсации и перемещаются не только по направлению движения потока, но и в поперечном направлении.
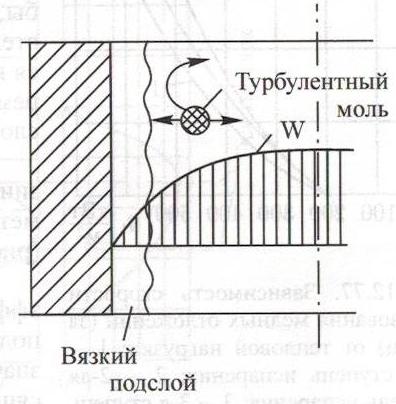
Рис. 1.24. Турбулентный моль в пристенном слое потока.
При приближении турбулентного моля к границе вязкого подслоя (рис. 1.24) он изменяет направление своего движения (внутрь вязкого подслоя он не проникает). Как ведут себя частицы примеси, находящиеся в этом моле раствора? Мелкие частицы движутся безынерционно и вместе с молем раствора вернутся обратно в ядро потока. Более крупные частицы за счет сил инерции будут продолжать двигаться к стенке трубы, часть из них достигнет поверхности стенки и за счет сил притяжения останется в слое отложений. Такой механизм перемещения частиц примеси в вязком подслое называют турбулентной диффузией.
Коэффициент турбулентной диффузии увеличивается с ростом диаметра и, соответственно, массы частицы (рис. 1.23).
Результирующий (эффективный) коэффициент переноса примеси в вязком подслое принимает минимальное значение при диаметре частиц , зависящем от вещества, концентрации, фазового состава примеси, от скорости потока и других факторов.
3) Влияние плотности теплового потока
При увеличении теплового потока :
- увеличивается температура стенки и жидкости в пристенном слое при той же температуре потока;
- увеличивается коэффициент диффузии;
- уменьшается толщина вязкого подслоя;
- увеличиваются значения градиентов температуры и концентрации примеси , что ведет к росту скорости доставки примеси к стенке трубы.
Все это ведет к увеличению скорости роста отложений (рис. 1.25).
В общем случае зависимость скорости роста отложений от теплового потока можно представить в виде:

Рис. 1.25. Зависимость скорости образования медных отложений (за месяц) от тепловой нагрузки: 1- 1-ая ступень испарения; 2-2-ая ступень испарения; 3-3-я ступень испарения.
При отложение примеси на стенке происходит за счет адсорбционных сил.
Сильная зависимость величины отложений от теплового потока приводит к тому, что максимум отложений совпадает с максимумом теплового потока (рис. 1.26). Металл при этом находится в тяжелых условиях работы.
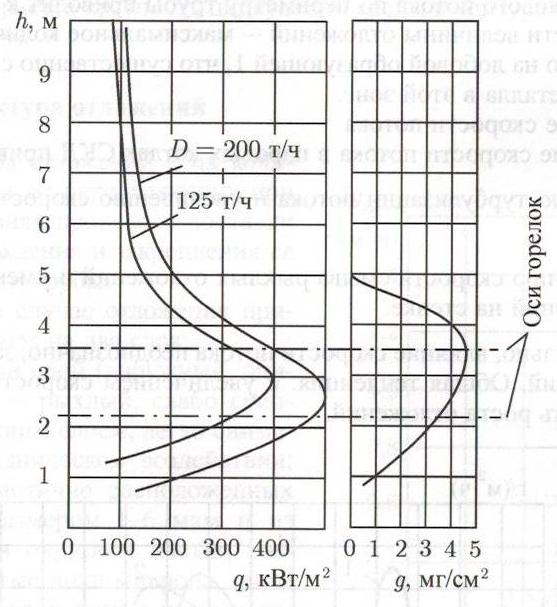
Рис. 1.26. Распределение теплового потока и количества медных отложений по высоте экрана.
По периметру экранных труб тепловой поток распределяется не равномерно (рис. 1.27): на лобовой поверхности 1 тепловой поток максимален, на тыльной 3 – минимален. Растечка теплоты по металлу трубы несколько сглаживает неравномерность теплового потока. Такой характер изменения теплового потока по периметру трубы приводит к значительной неравномерности величины отложений – максимальное количество примеси расположено на лобовой образующей 1, что существенно сказывается на температуре металла в этой зоне.
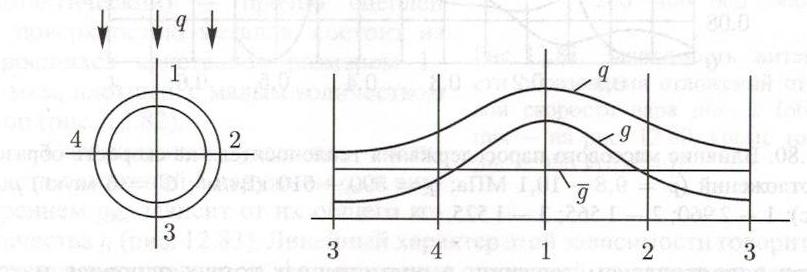
Рис. 1.27. Распределение теплового потока и количества отложений по периметру трубы.
4) Влияние скорости потока
Увеличение скорости потока в паровых котлах СКД приводит:
- к усилению турбулизации потока и увеличению скорости роста отложений;
- к увеличению скорости смыва рыхлых отложений и уменьшению массы отложений на стенке.
Следовательно, влияние скорости потока неоднозначно, зависит от конкретных условий. Общая тенденция: с увеличением скорости потока снижается скорость роста отложений.
При докритическом давлении в прямоточных котлах основная масса примеси выпадает в зоне кризиса кипения 2-го рода (рис. 1.28). В координатах максимум отложений для всех значений скорости потока лежит выше точки кг/(м2с) – см.рис.1.29. Следовательно, при проектировании паровых котлов необходимо выдерживать соотношение кг/(м2с).
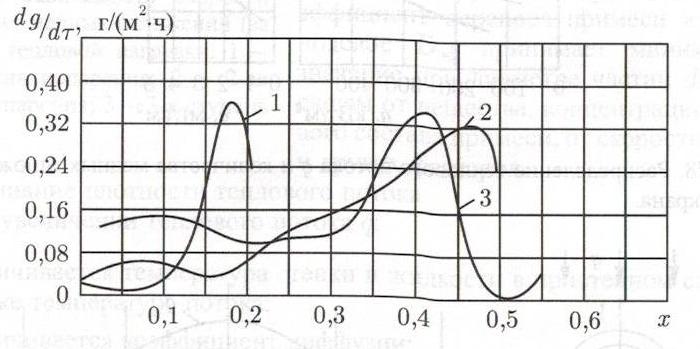
Рис. 1.28. Влияние массового паросодержания теплоносителя на скорость образования отложений (МПа; кВт/м2,мг/кг) , кг/(м2с): 1- 2960; 2- 1565; 3- 1525
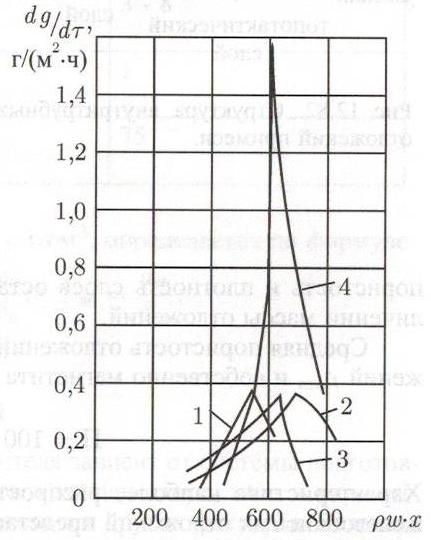
Рис. 1.29. Зависимость интенсивности образования отложений от массовой скорости пара (обозначения – на рис. 1.29, кроме того: 4- кг/(м2с))
Барабанные котлы проектируют так, чтобы в экранных трубах кризисы теплообмена 1 и 2 рода отсутствовали. На выходе из контура циркуляции массовое паросодержание смеси должно быть меньше , при котором наступает кризис теплообмена 2-го рода (с запасом). Из этого условия выбирается кратность циркуляции среды в контурах котла (должна быть >4).
1.7. Структура и физические свойства отложений
Структура и физические свойства отложений зависят от химического состава, температуры котловой воды, конструкции котла и от режима его эксплуатации.
Отложения, обнаруживаемые на поверхности нагрева, имеют разнообразный характер, как по своему химическому составу, так и по физическим свойствам. Наряду с пористыми отложениями подобными пемзе, встречаются отложения, которые по твердости и прочности связи с металлом напоминают эмали.
К физико-механическим показателям отложений относятся пористость, твердость и теплопроводность.
Пористость отложений - показатель, характеризующий, какая часть их объема (в процентах) занята порами и трещинами. На пористость отложений оказывают влияние органические включения, которые позже выгорают, образуя пустоты, а также включения гипса, переходящие в раствор при случайных понижениях температуры.
Твердость исследуемого образца отложения определяют методом вдавливания в него наконечника (алмазная пирамида с ромбическим основанием); она может быть также охарактеризована по сопротивлению накипи размолу в лабораторных мельницах, т.е. величиной коэффициента размолоспособности. Твердость и пористость отложений являются показателями, которые позволяют судить о трудности удаления их с помощью скребков, шарошек и других механических способов.
Теплопроводность отложений является важной характеристикой, определяющей надежность и экономичность работы котлов. Величины коэффициентов теплопроводности отложений зависят от их структуры и химического состава. Снижение пористости отложений, как правило, приводит к росту их коэффициента теплопроводности. Плотно приставшие к поверхности отложения менее опасны, чем слабо сидящие, так как зазор, образующийся между металлической стенкой и отложениями, сильно увеличивает тепловой подпор и приводит к опасному местному перегреву металла.
Структура отложений и их количество зависят от определяющих при данных условиях процессов доставки примеси, осаждения и закрепления ее на поверхности трубы.
В общем случае отложения примесей разделяют на два слоя:
- верхний слой (наружный, эпитактический) – рыхлый, слабо сцепленный с нижним слоем, легко снимается при механическом воздействии; состоит из хаотично расположенных кристаллов размером 1-6 мкм и из конгломератов округлых частиц размером в десятые доли микрона; поры пронизывают весь слой в разных направлениях;
- нижний слой (внутренний, топотактический) – прочно сцеплен с поверхностью металла, состоит из сросшихся кристаллов размером 1-2 мкм, плотный, с малым количеством пор (рис.1.30) [3].
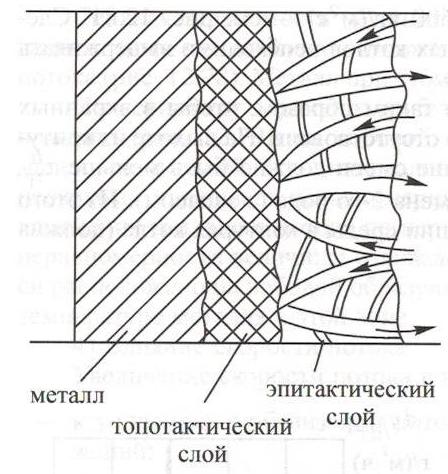
Рис.1.30. Структура внутритрубных отложений примеси.
Соотношение удельных количеств отложений в наружном и внутреннем слоях зависит от их общего количества (рис. 1.31). Линейный характер этой зависимости говорит о том, что продолжительность формирования отложений не влияет на закономерность распределения примеси между слоями. Зависимость толщин наружного и внутреннего слоев от массы отложений так же линейна, т.е. пористость и плотность слоев остается практически постоянной при увеличении массы отложений.
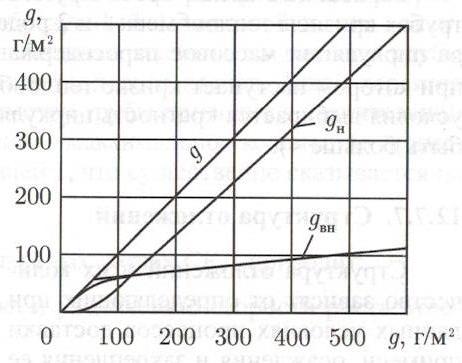
Рис. 1.31. Распределение удельной массы железооксидных отложений в наружном и внутреннем слоях в зависимости от суммарной величины отложений .
Средняя пористость отложений , %, определяется по плотности отложений и собственно магнетита (г/см3):
Характеристика наиболее распространенных в прямоточных котлах СКД железоокисных отложений представлена в табл. 1.1.
Адгезионная прочность наружного (эпитактического) слоя существенно ниже, чем внутреннего (топотактического). Поэтому при различных изменениях скорости потока (при пуске и останове котла, переменные режимы и т.д.) происходит частичный смыв примеси с наружного слоя отложений. Поступившие при этом в водный теплоноситель частицы примеси разносятся по контуру блока и, если их не удаляют из цикла, образуют рыхлые отложения на поверхности труб.
Соотношение массы отложений и толщины слоя отложений
где - в г/м2; - в мкм.
Таблица 1.1.
Свойства железоокисных отложений на поверхности труб
|
Параметр
|
Топотактический слой
|
Эпитактический слой
|
|
Внешняя поверхность
|
относительно ровная
|
неровная, волнообразная, зубчатая
|
|
Структура
|
приближается к структуре металла, плотная (1-2 мкм)
|
Слипшиеся высокодисперсные частицы (1-6 мкм), рыхлая, пористая
|
|
Плотность, г/см3
|
4-4,4
|
0,7-2
|
|
Теплопроводность, Вт/мК
|
0,85-3
|
0,3-1,5
|
|
Пористость, П,%
|
10-30 (средняя -20)
|
30-50 (средняя - 40)
|
|
Ширина макротрещин, мкм
|
0,8-1,5
|
3-8
|
|
Размер микропор, мкм
|
0,5
|
1
|
|
Доля микропор в общей пористости, %
|
85
|
75
|
Объемная плотность отложений , г/см3, определяется по формуле:
; ; ;
, мкм
1.8. Химический состав отложений
Состав примесей водного теплоносителя зависит от системы подготовки воды, обработки конденсата, присосов в конденсаторе, типа и параметров парового котла, воднохимического режима и других факторов. Большое разнообразие примесей и условий их существования в пароводяном тракте котла приводит, естественно, к различным по химическому составу и своим характеристикам отложениям. Можно выделить по составу следующие основные группы отложений.
1)Железооксидные отложения.
При 100-ой конденсатоотчистке и подготовке питательной воды по схеме глубокого обессоливания около половины примесей питательной воды котлов СКД составляют продукты коррозии железа. В составе отложений оксидов железа более 90-95%. При докритическом давлении в барабанных и прямоточных котлах по мере увеличения давления и улучшения системы подготовки воды доля железооксидных отложений также растет.
Оксиды железа, поступающие в котловую воду, превращаются в ней в магнетит Fe3O4, который и является основной железооксидных отложений. Другие формы оксидов (Fe2O3) образуют, в основном, шламовые осадки.
С ростом температуры растворимость магнетита уменьшается, значительная часть оксидов железа находится в дисперсном, а не истинно-растворенном состоянии. Поэтому отложения образуются не только за счет кристаллизации, но и за счет электрокинетических процессов. Дисперсные частицы несут электрический заряд (адсорбция ионов из теплоносителя, диссоциация собственных молекул). Под воздействием электрофоретических сил они осаждаются на поверхности нагрева и образуют отложения.
Скорость образования отложений А, мг/(см2ч), зависит линейно от концентрации СFe, мг/кг, и от теплового потока q, Вт/м2, во второй степени:
(1.38)
2)Щелочноземельные отложения.
Щелочноземельные отложения состоят из соединений кальция и магния. Эти соединения попадают в питательную воду с присосами в конденсаторе и с добавочной водой. В котловой воде обычно присутствуют: CaSiO3, CaSO4, CaCO3, CaCl2 и другие соединения. Интенсивное отложение соединений кальция (аналогично и магния) происходит при превышении концентрации Ca2+ и анионов произведения растворимости.
Скорость образования отложений Ca и Mg от их концентрации нелинейная, но для оценки можно использовать формулу
(1.39)
3)Отложение соединений меди.
Оксиды меди в питательной воде появляются в результате коррозии латунных труб конденсатора, ПНД или деталей насоса, содержащих медь. Уже при концентрации меди порядка 3 мкг/кг происходит интенсивное отложение меди на участках с высокими тепловыми потоками или в местах глубокого упаривания воды. В отложениях присутствует, главным образом, чистая медь. Восстановление ионов меди до чистой меди происходит при их контакте с чистым железом. Процесс этот электрохимический, для его осуществления необходима достаточно высокая разность потенциалов. Поэтому медные отложения образуются в заметных количествах в зоне тепловых потоков выше порового значения кВт/м2.
Скорость образования отложений меди описывается формулами типа
(1.40)
Величина n= 5,4-6,2. Скорость ACu мало зависит от концентрации соединений меди в воде.
4) Алюминиевые отложения (алюмосиликатные, силикатные с преобладанием свободной SiO2). Реальные концентрации кремниевой кислоты в питательной воде изменяются от 10 мкг/кг SiO2 при непрерывной длительной эксплуатации до 100 мкг/кг при пуске. Эти величины находятся ниже растворимости, однако кремнекислота всегда присутствует в отложениях при высоких давлениях. Возможно, кремниевая кислота способна вступать в различные реакции, например, с оксидами железа с образованием ферросиликатов.
5) Отложение легкорастворимых соединений.
В питательной воде NaOH, NaCl, Na2SO4, NaSiO3. Эти соединения обладают большой растворимостью при высоких параметрах, но за счет адсорбции на поверхностях нагрева, за счет химического взаимодействия с отложениями, соединения натрия присутствуют в составе отложившихся веществ.
Интенсивное отложение соединений натрия происходит при глубоком упаривании воды, сопровождающемся концентрированием примеси, в пристенном слое ( при высоком тепловом потоке, малой скорости потока и т.п.) или в потоке теплоносителя в испарительных поверхностях. В этом случае концентрация веществ превышает растворимость, и они кристаллизируются на поверхности трубы или в потоке теплоносителя.
ГЛАВА 2 МЕТОДЫ И ТЕХНОЛОГИИ ХИМИЧЕСКИХ ОЧИСТОК
КОТЕЛЬНЫХ АГРЕГАТОВ
2.1. Виды очисток
Для котлов различают два основных вида химических очисток: предпусковую и эксплуатационную.
Задачей предпусковой химической очистки является удаление из вновь смонтированного оборудования большого количества обычно содержащихся в нем разнообразных загрязнений: ржавчины, сварочного грата, песка, земли, окалины, масла и смазки, набивочного и прокладочного материала и т.п. Эти загрязнения, число видов которых достигает 30, являются результатом неполного удаления окалины, образовавшейся при изготовлении оборудования или неполностью удаленной с внутренней поверхности труб на металлургических заводах, ржавления и загрязнения оборудования в процессе его перевозки и хранения, а также во время и после монтажа и т.д.
Эксплуатационная химическая очистка предназначена для удаления из оборудования отложений самого различного состава, возникших во время его работы вследствие тех или иных нарушений установленного водного режима, недостаточной эффективности или несоблюдения противокоррозионных мероприятий (в частности, для защиты от «стояночной» коррозии неработающего оборудования), нарушений режима обработки добавочной воды, недостаточности или отсутствия очистки конденсата турбин или возвращаемого с производства и т.д.
Оба вида химической очистки котлов имеют много общего, но значительно различаются по составу удаляемых отложений и по условиям проведения очистки. Общей задачей химической очистки оборудования как предпусковой, так и эксплуатационной является обеспечение надежной и экономичной его эксплуатации, требующей чистоты поверхности металла. Предпусковая очистка котлоагрегата обуславливается, кроме того, стремлением как можно скорее обеспечить необходимую чистоту пара, выдаваемого котлом, в отношении содержания кремниевой кислоты и окислов железа, позволяющую турбине работать с полной нагрузкой и с проектными параметрами пара. Опыт показывает, что при осуществлении предпусковой очистки котел высокого давления выдает пар удовлетворительной чистоты уже через 1-2 недели, а при включении его в работу без предварительной очистки – только через 3 месяца, причем при остановах и последующих растопках качество пара вновь резко ухудшается. Кроме того, предпусковая химическая очистка облегчает создание сплошной защитной оксидной пленки на поверхности металла, препятствующей его коррозии во время последующей работы котлоагрегата.
Эксплуатационная химическая очистка котла, помимо предотвращения пережога и подшламовой коррозии металла труб, способствует восстановлению нормальной защитной оксидной пленки на поверхности котельного металла, уменьшает количество взвеси в котловой воде, что уменьшает унос котловой воды паром во время работы котлоагрегата.
Эксплуатационную химическую очистку оборудования, особенно энергоблоков с прямоточными котлами, можно рассматривать как один из способов вывода из цикла котел-турбина водонерастворимых соединений (окислы железа, соли кальция и магния), накапливающихся в этом замкнутом цикле в результате присоса охлаждающей воды в конденсаторе турбин, внесения с добавочной водой и вследствие коррозии металла оборудования.
Эксплуатационная очистка котла должна проводиться за время его службы многократно, но продолжительность периода между этими очистками зависит от условий эксплуатации котлоагрегата (тщательность соблюдения установленного водного режима; частота, продолжительность и размеры нарушений этого режима; частота и продолжительность простоев; эффективность применения способов консервации и т.д.).
Отложения, удаляемые при эксплуатационных очистках, сравнительно разнообразны по своему составу, тогда как загрязнения котлов, удаляемые предпусковыми очистками, имеют более или менее одинаковый состав. Отсюда следует возможность применения более или менее «универсальных» способов предпусковой очистки и необходимость дифференцированного выбора методов эксплуатационной очистки в зависимости от индивидуального состава и количества удаляемых отложений.
К реагентам, применяемым при химических очистках, относятся: щелочи, минеральные кислоты, органические кислоты, комплексоны. Кроме того, в качестве восстановителей применяются производные аммиака.
Подавляющее большинство реагентов для химических очисток характеризуется значительной агрессивностью по отношению к сталям.
Основным критерием качества очистки является состояние поверхности после очистки, т.е. степень удаления с нее имевшихся отложений. Если речь идет о железоокисных отложениях, то вполне достаточной является степень очистки 90-95%, а 100%-ная очистка не только не требуется, но и нежелательна. Что касается прочих отложений (окислы меди, кальциевые и другие накипи), то, безусловно, необходимая степень очистки должна быть близкой к 100% [4].
Вторым критерием эффективности химической очистки обычно считают количество вымытых отложений.
Эффективность водно-химических очисток внутренних поверхностей нагрева от послемонтажных загрязнений и эксплуатационных отложений в основном определяется схемой циркуляции промывочного раствора и отмывочной воды [5].. Схема очистки представляет разветвленную систему трубопроводов, объединяющую специально монтируемые для этой цели установки со стационарным оборудованием. Она состоит из нескольких элементов, основным из которых является контур циркуляции промывочного раствора по очищаемому оборудованию.
Общие условия для всех схем и методов очистки:
1. Контур циркуляции промывочного раствора должен включать питательные магистрали с деаэраторами и ПВД, экономайзерные, испарительные и перегревательные поверхности нагрева и паропроводы. Схема должна максимально охватывать не только основные магистрали питательной воды и пара в пределах котла, но включать трубопроводы растопок, дренажей, впрысков, а также обеспечивать водные отмывки конденсатора турбины, трубопроводов низкого давления и ПНД по водяной стороне.
2. Скорость промывочных растворов должна быть достаточной для предотвращения выпадения в осадок взвеси на горизонтальных участках и в промежуточных коллекторах. На основании опытных работ и исследований скорость должна быть не менее 1,2 для недренируемых змеевиков и не менее 0,6 в дренируемых трубах прямоточных котлов и водяных экономайзерах барабанных котлов. Для экранных поверхностей нагрева барабанных котлов, имеющих вертикальное расположение труб, скорость потока промывочного раствора может быть снижена до 0,3 . Скорость воды при прокачке через отмываемые поверхности должна быть выше указанных скоростей в 1,5-3 раза и составлять не менее 2 для недренируемых змеевиков и 1,0 в дренируемых, включая и экранные трубы барабанных котлов.
3. Целесообразно, чтобы обеспечивалось проведение очистки различными моющими реагентами.
4. Схема предпусковой очистки и особенно реагентное хозяйство должны обеспечить проведение в дальнейшем эксплуатационных очисток. С этой целью в схеме должно быть четко определено, какие трубопроводы предназначены только для очистки оборудования после окончания монтажа, а какие должны остаться для эксплуатационных очисток.
5. Схема должна быть максимально увязана со схемой паровой продувки котла в целях максимального использования одних и тех же трубопроводов.
2.1.1. Предпусковые очистки котельных агрегатов
Вновь вводимые в эксплуатацию котлы на давление 10 МПа и выше после монтажа должны подвергаться предпусковой химической очистке с включением в контур очистки пароводяного тракта котла, трубопроводов и других элементов питательного тракта [6].
Основным назначением предпусковой химической очистки является обеспечение необходимой чистоты поверхности металла пароводяного и питательного тракта перед пуском оборудования в эксплуатацию.
Предпусковые очистки котла проводятся с целью удаления окалины и песка, используемого при гибе труб при монтаже, продуктов коррозии [3].
После выполнения химической очистки количество отложений на поверхностях нагрева для барабанных котлов не должно превышать 70 г/м2, а для прямоточных котлов сверхкритического давления 25 г/м2 [6].
При выборе метода предпусковой очистки учитываются следующие обстоятельства: водно-химическая очистка осуществима на котлах и ТЭС всех типов, парохимическая – предпочтительна для прямоточных котлов и при обязательном наличии на ТЭС источника пара требуемых параметров и расхода; кроме того, парохимический метод очистки становится более предпочтительным в тех случаях, когда на ТЭС отсутствуют емкости для сбора и нейтрализации промывочных растворов необходимого объема и недостаточно количество обессоленной или химически очищенной воды для проведения водно-химической очистки.
Предпусковая очистка является достаточно сложным и продолжительным процессом, включающим вполне определенный комплекс последовательных операций. Первая операция очистки – скоростные водные промывки, которые проводятся для удаления из котла случайных и слабо сцепленных с поверхностью металла загрязнений (сварочный грат, песок, ржавчина, отслоившиеся куски окалины). При промывках прибегают к секционированию котла, что позволяет значительно увеличить скорости отмывочных растворов и уменьшить абсолютное содержание примесей в них. Для котлов, имеющих невентилируемые поверхности нагрева, водная промывка имеет еще одну функцию – вытеснение воздушных «пробок», которые могут образовываться в верхних петлях змеевиков, препятствуя заполнению змеевиков промывочными растворами и ограничивая площадь, подвергающуюся очистке. Для водных промывок используется техническая вода. Следующей операцией часто является щелочение для удаления масел и разрыхления отложений перед кислотной промывкой. В зависимости от того, из каких сталей изготовлены поверхности нагрева и трубопроводы, подвергающиеся очистке, щелочение проводится различными реагентами. В частности, при отсутствии в контуре труб из аустенитной стали может применяться раствор едкого натра, имеющий преимущество перед остальными растворами, так как он в какой-то мере удаляет из котла кремниевые соединения. После вытеснения щелочного раствора и смены воды в контуре проводится основная операция химической очистки котла – кислотная промывка. Функция кислотной промывки – растворение и удаление продуктов коррозии, покрывающих внутреннюю поверхность металла труб. Растворы для кислотной промывки обязательно приготовляются на обессоленной воде или конденсате, кроме раствора соляной кислоты, который можно готовить и на технической воде.
Заключительной операцией после химической очистки является пассивация очищенных поверхностей для образования равномерной пленки окислов, предохраняющей металл в дальнейшем от атмосферной коррозии.
2.1.1.1. Характер загрязнений, удаляемых при предпусковых очистках
Внутренняя поверхность пароводяного тракта смонтированного котлоагрегата и трубопроводов энергоблока обычно сильно загрязнена. Загрязнения, находящиеся в смонтированном котле, попадают в него разными путями и связаны с технологическим процессом создания котлоагрегата.
При прокатке труб и последующей их термообработке на трубопрокатном заводе металл подвергается нагреву. В результате коррозии при высоких температурах на поверхности труб появляется окалина. Основной составляющей технологической окалины принято считать магнетит [4].
Внутренняя поверхность пароводяного тракта котла имеет загрязнения двух видов: загрязнения, практически не связанные с оборудованием, попавшие туда во время монтажа, и загрязнения, прочно связанные с поверхностью металла (окалина и ржавчина с вкраплениями кремнекислоты). Загрязнения первого рода удаляются с помощью водных промывок и составляют для мощных энергоблоков меньше 1/10 по весу от общего количества загрязнений. Загрязнения второго рода тоже частично уносятся водой (ржавчина, отставшие чешуйки окалины), но подавляющая их часть может быть удалена только с помощью раствора кислоты. Наиболее неприятным из всех вышеперечисленных загрязнений является окалина перлитных сталей, количество которой существенно больше, чем всех остальных загрязнений в котле. Состав окалины, образовавшейся на поверхности металла при высоких температурах, зависит от химического состава стали, времени и температуры выдержки, режима охлаждения и т.п. У обыкновенных углеродистых и низколегированных сталей, нагретых в окислительной среде, окалина состоит из трех слоев. Ближайший к металлу слой представляет собой (вюстит) или смесь и (магнетита); наружный, довольно тонкий, слой состоит из (гематит), а средний, самый мощный, составляющий иногда до 95%, состоит из . Окалина перлитных сталей лежит обычно неравномерным слоем и имеет утолщения около сварочных швов [4]. Как правило, этот слой имеет трещины и не на всей поверхности одинаково прочно связан с металлом. При резких теплосменах, происходящих во время эксплуатации котла, особенно во время пусков и остановов, частицы окалины, имеющие иной коэффициент расширения, чем основной металл, могут отделяться от поверхности и загрязнять пароводяной тракт котла, а оставшиеся островки окалины способствуют развитию местных коррозионных процессов.
Поверхность металла элементов из аустенитных сталей, находящихся в котле, тоже покрыта слоем окалины, химический состав которой гораздо сложнее и зависит от состава стали, но этот слой очень тонок, достаточно крепко связан с металлом и мало влияет на эксплуатацию котлоагрегата.
Предпусковая промывка должна проводиться по возможности непосредственно перед пуском котла.
2.1.1.2. Растворы, использующиеся для пассивации поверхностей котла после предпусковой очистки
Пассивация очищенных поверхностей котла является обязательным завершающим этапом химической очистки. Предпусковая химическая очистка облегчает создание защитной пленки на поверхности металла[4]. Такая пленка обязательно должна быть создана, чтобы препятствовать коррозии металла после химической очистки. Основными причинами, вызывающими коррозию котельных поверхностей после химических промывок являются:
1) водные промывки, проводимые после химической очистки технической водой, насыщенной большим количеством кислорода, хлоридами и сульфатами, которые способствуют интенсивной коррозии (ржавлению) металла;
2) длительный перерыв между процессом химической очистки и пуском котла в нормальную эксплуатацию (от 6 до 30 суток, а иногда и больше), во время которого проводятся работы по демонтажу промывочной и монтажу эксплуатационной схемы. В этот же период ведется опрессовка смонтированного оборудования путем неоднократных заполнений его и последующих опорожнений для выявления и устранения дефектов. Это создает благоприятные условия для развития атмосферной коррозии металла, протекающей в тонкой пленке электролита при интенсивном поступлении кислорода к поверхности металла.
Для целей послепромывочной пассивации наибольшее распространение получили комбинированные растворы нитрита натрия (0,5%) и моно- и динатрий-фосфатов (по 0,25%), а также нитрит натрия с уротропином по 1% каждого и нитрит натрия с аммиаком при рН среды, равным 10. Температура пассивирующего раствора поддерживается в пределах 40-600С. Длительность циркуляции составляет 4-6 часов [4].
Пассивирующие растворы приготовляются обязательно на обессоленной воде, так как присутствие в растворе хлоридов или сульфатов препятсятвует созданию защитной пленки на металле.
2.1.2. Эксплуатационные очистки котельных агрегатов
Основным назначением эксплуатационной химической очистки котла является удаление отложений, образующихся во время эксплуатации на внутренней поверхности труб. Это мероприятие необходимо для обеспечения экономичной работы блока и предотвращения создания аварийной ситуации из-за перегрева и коррозионных повреждений металла.
Своевременно и качественно выполненная эксплуатационная очистка котла способствует уменьшению выноса в проточную часть турбины меди, оксидов кремния и железа, а также частиц окалины, отслаивающихся при резких теплосменах с поверхности пароперегревательных труб.
Скорость образования отложений на внутренней поверхности труб в процессе эксплуатации блока зависит от вида сжигаемого топлива и конструктивных особенностей котла, обусловливающих тепловые нагрузки, от водного режима и качества питательной воды и конденсата. Оптимальным является водный режим, при котором химические очистки можно проводить с большим интервалом, совмещая их с капитальным или расширенным текущим ремонтом[3]. На количество и состав эксплуатационных отложений существенное влияние оказывает количество пусков и остановов блоков и проводимые во время простоя мероприятия по консервации оборудования.
Эксплуатационная очистка энергоблока обязательна, если на поверхностях нагрева котла обнаруживаются свищи и отдулины, образовавшиеся за счет отложений [7].
2.1.2.1. Особенности эксплуатационных химических очисток котельных агрегатов
Эксплуатационные отложения на поверхностях котельного агрегата могут образовываться как во время работы этого оборудования, так и в периоды его простоя. Можно указать три основных процесса, приводящих к возникновению отложений: выделение твердых веществ из водного или парового раствора, нанос и оседание взвешенных в воде или паре частиц, коррозия металлических поверхностей с образованием коррозионных продуктов[4]. Последний процесс протекает наиболее интенсивно как раз в периоды простоя оборудования. Нанос и оседание взвешенных в воде частиц в пределах котельного агрегата связан как с коррозией самого котельного агрегата, так и в наибольшей степени с коррозией оборудования, предшествующего котельному агрегату по ходу воды. Характер отложений, образующихся в результате отмеченных процессов, различен и требует отдельного рассмотрения.
а) Вещества, выделяющиеся из водного или парового раствора
Выделение веществ из водных или паровых растворов, а равно и оседание взвешенных в воде или паре частиц свойственно только эксплуатационным условиям. Водные растворы подвергаются нагреванию или испарению. При нагревании состав многих веществ, растворенных в воде, изменяется, часто с образованием менее растворимых соединений, которые в силу этого оседают (кристаллизуются) на поверхностях нагрева. К таким соединениям относятся, например, бикарбонаты кальция, магния, марганца, двухвалентного железа, которые при нагревании образуют малорастворимые карбонаты или основные карбонаты.
Наносные отложения в котельном агрегате состоят из продуктов коррозии предшествующего тракта – конденсатор, ПНД, ПВД, деаэратор, конденсатные трубопроводы, питательные трубопроводы. Они состоят, поэтому в основном из окислов железа, меди и цинка. Иногда, в результате неудовлетворительной работы водоочистки, могут встречаться и окислы алюминия.
б) Характеристика коррозионных отложений
Коррозионные отложения могут образовываться в любом элементе теплосилового оборудования. Состав, структура и другие свойства этих отложений определяются характером коррозионного процесса, в результате которого они образовались. Отложения, обязанные своим возникновением действию на металл высокоперегретого пара, отличаются большой плотностью и прочной связью с металлом. Реакция чистого железа с водяным паром при температурах ниже 5700С протекает с образованием ; при более высоких температурах образуется :
(ниже 5700С) (2.1)
(выше 5700С) (2.2)
Для котельных сталей часто течение реакций осложняется присутствием в металле различных легирующих примесей. Так, фазовым анализом окислов, образовавшихся в трубах пароперегревателей котлов, было установлено присутствие в этих отложениях не только и , но также и различных хромитов, в частности . Именно хромиты, по-видимому, и являются причиной исключительной химической стойкости отложений, образующихся в пароперегревателях котлов высокого давления [4].
Коррозионные отложения, образовавшиеся в результате воздействия на сталь растворенного в воде кислорода или других агрессивных примесей, отличаются пористостью, иногда они имеют рыхлую структуру. Состоят эти отложения из гидратированных окислов железа как двух-, так и трехвалентного и обычно являются смесью этих веществ переменного состава. Соотношение между двух- и трехвалентным железом меняется по толщине отложения, причем в слоях, прилегающих к металлу, преобладает двухвалентная форма. Содержание трехвалентного железа в слоях отложений, наиболее удаленных от поверхности металла, зависит от содержания растворенного кислорода в омывающей их воде.
2.1.2.2. Выбор реагентов и методов эксплуатационных химических очисток
Из таблицы 2.1. [4] следует, что эксплуатационные отложения обладают очень большим разнообразием и, как правило, в эксплуатационных отложениях одновременно присутствуют различные соединения. Это вызывает большие сложности для подбора реагентов для удаления эксплуатационных отложений.
Таблица 2.1.
Характеристика отложений, образующихся при эксплуатации котельных агрегатов и при их простое
|
Элемент оборудования
|
Характеристика отложений
|
|
|
в процессе эксплуатации
|
в периоды простоя
|
|
Барабанные котлы,
работающие без
фосфатирования
|
Накипь: , , и различные силикаты, алюмосиликаты и
ферросиликаты , , и
Шлам: , , органические
вещества, окислы железа
|
Гидратированные окислы
железа как двух-, так
и трехвалентного
|
|
Котлы, работающие
с фосфатированием
|
Накипь: медь металлическая, магнетит,
иногда, силикаты железа, алюмосиликаты , и , соединения цинка
Шлам: гидроксилапатит, окислы железа
|
То же
|
|
Прямоточные котлы
|
Окислы железа, мель и её окислы,
кремнекислые соли , и .
Силикаты, алюмосиликаты и ферросиликаты, органические вещества, соединения цинка
|
То же
|
|
Пароперегреватели
|
Окислы железа, содержащие также
окислы легирующих металлов. Соли
натрия – фосфорнокислые, кремнекислые, сернокислые. Феррит натрия
|
То же
|
|
Водяные экономайзеры
|
Окислы железа, металлическая медь,
фосфорит, реже карбонат кальция и
основной карбонат магния
|
То же
|
При наличии сложных отложений для хорошо дренируемого котла можно при проведении эксплуатационной очистки выбрать реагент, растворяющий только основной компонент отложений. Это может привести к разрушению всего слоя отложений и выносу нерастворенной части в виде шлама вместе с удаляемым отмывочным раствором.
Для эксплуатационных отложений часто характерным бывает сосредоточение их в отдельных участках, а не равномерное распределение по всему котлу и даже значительной части блока, как это бывает при предпусковых очистках. Это позволяет ограничиться очисткой только загрязненной части котла.
При выборе метода эксплуатационной химической очистки необходимо иметь в виду следующее:
1) Эксплуатационные очистки за время службы котла должны производиться неоднократно. Поэтому большое значение имеет агрессивность промывочных растворов и их ингибирование.
2) Длительность периода между очистками зависит от условий эксплуатации котла, соблюдения установленных норм водного режима, длительности и степени нарушения норм водного режима, длительности простоев и методов консервации и т.п.
3) Эксплуатационные загрязнения в подавляющем большинстве случаев имеют структуру менее плотную, чем технологическая окалина. Степень сцепления их с основным металлом также обычно меньшая.
4) Состав эксплуатационных отложений обычно бывает смешанным, однако доли отдельных компонентов могут варьироваться весьма широко. Это зависит от ряда факторов: состава питательной воды, типа котла (барабанный или прямоточный), параметров работы (в особенности для прямоточных), величины тепловой нагрузки и т.п.
5) Простои котла, связанные с его химической очисткой, уменьшают выработку электроэнергии и коэффициент использования оборудования.
6) Стоимость очистки может увеличить себестоимость вырабатываемой электроэнергии.
Исходя из этих соображений, выбираемый метод эксплуатационной химической очистки должен быть: высокоэффективным, но не требующим большого количества реагентов – особенно дорогих - и потому относительно дешевым; не требующим длительного простоя котла; коррозионно не опасным для металла; простым в осуществлении с максимальным использованием рабочей схемы котла.
Эксплуатационная химическая очистка котла или отдельных его участков и поверхностей нагрева производится в следующих случаях:
1) если появились пережоги труб, вызванные наличием на их внутренней поверхности существенного количества нерастворимых в воде отложений
2) если производимые периодически вырезки образцов труб выявляют наличие водонерастворимых отложений в количестве, могущем вызвать недопустимые перегрев металла
3) если указанные вырезки образцов труб, хотя и не могут вызвать перегрева металла, но имеют среднее количество отложений, превышающее
300 г/м2, которое может привести к серьезным затруднениям в проведении последующих химических очисток.
Наиболее эффективна очистка раствором композиции трилона Б (или двухзамещенной аммонийной соли ЭДТК) с лимонной кислотой, так как этот раствор обладает высокой эффективностью растворения оксидов железа, в том числе, наиболее труднорастворимого из них гематита; характеризуется образованием хорошо растворимых комплексов с ионами Fe(II) и Fе (III); высокой "железоемкостью" при минимальном количестве навешенных веществ в растворе (не более 3-5%). Использование эффективных смесей ингибиторов позволяет снизить коррозионные потери котельных сталей до минимума при температурах до 100-180°С. Раствор коррозионно безопасен по отношению к аустенитным сталям. [7].
Недостатками применения данного раствора являются высокая стоимость реагентов, сложность нейтрализации отработанных растворов и недостаточная эффективность действия при применяемых концентрациях компонентов для удаления плотных железоокисных отложений или окалины при загрязненности 400-600 г/м2 и выше.
Достаточно высокую эффективность удаления эксплуатационных отложений из котлов, обеспечивают композиции трилона Б с заменителями лимонной кислоты: серной кислотой, фталевым ангидридом, адипиновой кислотой[7].
Для получения оптимального значения рН раствора комплексона, равного 3,0-3,5, к раствору трилона Б или аммонийной соли ЭДТК добавляются концентрированные растворы серной, адипиновой, фталевой кислот. По сравнению с композицией с лимонной кислотой эти композиции характеризуются меньшей степенью растворения Fe2O3 и Fe3O4, за счет чего в них образуется больше взвешенных веществ (до 8-10%). Для снижения коррозионных потерь котельных сталей до допустимых значений (2-5 г/м2·ч) в них следует вводить смеси ингибиторов. Необходимо принимать во внимание, что при снижении значение рН растворов ниже 2,5 наблюдается резкое снижение защитного действия ингибиторов и увеличение содержания взвешенных веществ в растворе. В связи с этим нельзя допускать передозирования концентрированных растворов кислот в контур и понижения рН раствора ниже 2,5.
2.2. Сущность и назначение основных этапов очистки котлов
Способы очистки оборудования и конкретная технология ее осуществления весьма разнообразны. Однако весь процесс химической очистки можно разделить на ряд последовательно осуществляемых этапов, назначение которых в принципе одинаково, несмотря на различие применяемых реагентов, режимов очистки, её продолжительности и т.д. При этом в зависимости от конкретных условий те или иные этапы могут быть пропущены или повторены.
а) Предварительная промывка водой
Эта промывка осуществляется обычно при максимально возможной скорости движения воды. В недренируемых поверхностях она должна быть не менее 2,0- 2,5 м/сек, а в дренируемых – не менее 1,0-1,5 м/сек. Цель – удаление из оборудования случайных грубых и слабо связанных с поверхностью металла частиц отложений и посторонних загрязнений (сварочный грат, песок и т.д.) для снижения расхода реагентов и ускорения основного этапа очистки. Также предварительная водная промывка служит для удаления воздушных «пробок», которые могут образоваться в верхних петлях отдельных змеевиков, препятствуя заполнению этих змеевиков водой и промывочными растворами. Обычно, сначала проводят промывку холодной водой на сброс (по разомкнутому контуру) для удаления основной части загрязнений, а затем ведут промывку горячей водой для частичного эмульгирования и удаления маслянистых загрязнений ( до ) по замкнутому циркуляционному контуру, после чего горячую грязную воду вытесняют опять холодной водой на сброс при высоком ее расходе.
б) Предварительное щелочение (обезжиривание)
Щелочение осуществляется путем циркуляции по замкнутому контуру или кипячения при температуре около , иногда и выше (до ), раствора щелочных реагентов: едкого натра, кальционированной соды, тринатрийфосфата, аммиака или специальных детергентов (раствора ОП-7 или ОП-10). Основное назначение - обезжиривание поверхности металла, т.е. удаление маслянистых загрязнений, обеспечивающее хорошее смачивание и проникновение вглубь отложений основного реагента – растворителя. Попутно достигается частичное удаление кремниевой кислоты, некоторое разрыхление отложений, облегчающее их растворение и удаление, а также, хотя и в незначительной степени, диспергирование и удаление из оборудования части рыхлых отложений. Скорость движения раствора при принудительной его циркуляции обычно применяется порядка до в дренируемых поверхностях и в недренируемых поверхностях нагрева. Суммарная концентрация реагентов в растворе обычно составляет [4].
в) Обработка отложений основными реагентами
Целью основного этапа химической очистки является растворение или диспергирование «подготовленных» предыдущим щелочением отложений.
Продолжительность операции, состав, концентрация и температура растворам определяются составом и толщиной отложений, а также основными и вспомогательными реагентами, выбранными для удаления отложений. Скорость движения среды в дренируемых поверхностях - от до , а в недренируемых [4]. Раствор реагентов приготовляется на обессоленной воде, не содержащей активирующих анионов (хлориды, сульфаты) и накипеобразователей, лишь при использовании соляной или серной кислоты можно применить осветленную техническую воду.
Обработка отложений раствором основных реагентов может сопровождаться рядом явлений, связанных с коррозией основного металла, поэтому независимо от вида применяемого реагента необходимо в промывочный раствор добавлять ингибиторы коррозии. Также во избежание скопления в верхних частях промывочного контура «гремучей» смеси водорода и воздуха, способной взрываться, необходимо предусматривать отвод газов из котла во время очистки, а также осуществлять вентиляцию барабанов котла и аккумуляторных баков термических деаэраторов при вскрытиях перед их осмотром.
При проведении этой стадии химической очистки необходимо всеми мерами обеспечивать непрерывность процесса. Даже кратковременный перерыв может в ряде случаев вызвать выпадение из моющего раствора твердых частиц, которые при возобновлении циркуляции раствора далеко не всегда полностью снова переходят во взвешенное состояние, это особенно важно для вертикально петлевых змеевиков, в которых при большой загрязненности промывочного раствора выпавшая взвесь может полностью закупорить змеевик.
г) Удаление отработанного промывочного раствора
Цель - удаление из котла растворенных или диспергированных отложений и остатков неиспользованных реагентов. Осуществляется обычно вытеснением раствора водой. Дренирование раствора не рекомендуется, так как очищенная поверхность металла очень быстро окисляется и покрывается ржавчиной. После этого агрегат промывают водой, сначала холодной на сброс, затем горячей по замкнутому контуру и вновь холодной на сброс с максимально возможной скоростью.
д) Нейтрализация остатков реагента
Назначение данной операции - нейтрализация щелочью (каустик, сода, аммиак) возможных остатков кислых реагентов и частичное пассивирование очищенной поверхности металла. После нейтрализации из котла вытесняют щелочной раствор и промывают его водой (обессоленной или конденсатом).
е) Пассивирование поверхности металла
В большинстве случаев, особенно при очистках минеральными кислотами, очищенная поверхность металла склонна к весьма быстрому ржавлению под действием влажного воздуха во время простоя оборудования после очистки перед вводом его в эксплуатацию.
Для создания на поверхности металла сплошной защитной пленки окислов железа применяют операцию – пассивирование металла. Оно достигается путем обработки очищенной поверхности металла окислителями (создание пленки окислов типа ) или восстановителями с образованием защитной пленки магнетита. Отработанный раствор дренируют, и котел после этого водой не промывают. Если непосредственно после химической очистки котел в работу не включается, то пассивирующий раствор оставляют в котлоагрегате. Пассивирующий раствор следует приготовлять на конденсате или химически обессоленной воде, так как наличие в растворе активирующих анионов (хлориды, сульфаты) препятствует пассивированию металла. При очистке оборудования комплексообразующими реагентами (моноаммонийцитрат, трилон Б), которые сами способствуют пассивированию поверхности металла, осуществление данной операции не обязательно.
2.3. Принципы химических очисток
Существует шесть основных принципов химического удаления водонерастворимых отложений, которые различаются механизмами взаимодействия используемых реагентов с элементами, входящими в состав отложений.
Первый принцип - превращение нерастворимого отложения в соль, хорошо растворимую в воде. Сущность-замена анионной части вещества отложения (карбонатный, фосфатный остаток, кислород окислов) анионом растворителя.
Пример - растворение карбонатной накипи соляной кислотой:
(2.3)
Аналогично происходит удаление указанной кислотой фосфатного шлама:
(2.4)
(2.5)
Очистка соляной кислотой от железоокисных отложений лишь частично протекает по данному принципу, так как из трех видов окислов железа (вюстит , магнетит , гематит ) хорошо растворяется в этой кислоте только вюстит:
(2.6)
Второй принцип очистки - связывание катионной части нерастворимого вещества отложения в прочный комплекс, хорошо растворимый в воде. На этом принципе основана очистка оборудования всеми комплексообразующими реагентами, обычно органического характера, такими, как моноаммонийцитрат, этилендиаминтетрауксусная кислота и ее соли и т.д. На этом же принципе основано растворение окислов меди аммиаком с образованием растворимых аммиакатов меди:
(2.7)
Третий принцип заключается в превращении вещества отложения в другое вещество, также нерастворимое в воде, но способное растворяться в кислоте, других реагентах согласно первому или второму принципу очистки или легко уноситься потоком воды. На этом принципе основаны следующие методы:
а) обработка отложений раствором фосфата натрия или соды с превращением их в растворимые в соляной кислоте фосфаты или карбонаты (обычно или )
(2.8)
(2.9)
б) обработка отложений, содержащих металлическую медь, окислителями, с последующим растворением полученных окислов меди соляной кислотой или комплексообразующими реагентами. В качестве таких окислителей применяют персульфат аммония, нитрит или гипохлорит натрия и другие реагенты, например:
(2.10)
в) Обработка железоокисных отложений гидразином, восстанавливающим окислы до окислов , которые легче растворяются адипиновой кислотой или связываются в комплексы солями этилендиаминтетрауксусной кислоты (ЭДТУ)
(2.11)
г) Очистка котлов от железоокисных отложений гидразином при высокой температуре в связи с восстановлением окислов до металлического железа, уносимого потоком промывочной воды, в виде тонко-дисперсной взвеси. Протекание такого процесса описывается реакциями
(2.12)
(2.13)
которые не могут рассматриваться как конечные, так как сопровождаются повторным окислением.
Четвертый принцип удаления отложений - разрушение подслоя отложений, прочно связанного с поверхностью металла, с последующим удалением разрыхленных и отставших от поверхности нагрева отложений потоком воды. На этом принципе основана очистка котлов от железоокисных или смешанных отложений, нерастворимых в кислотах, путем растворения подслоя вюстита серной или соляной кислотой (обычно при кипячении раствора в котле):
(2.14)
Протекание этого процесса усиливается выделением пузырьков водорода в результате воздействия кислоты на металл (), а также пузырьков пара при наружном огневом обогреве труб.
Пятый принцип заключается в растворении основной части отложений, после чего оставшиеся нерастворенными отложения удаляются потоком воды. На этом принципе основана очистка от смешанных железоокисно-кальциевых отложений четырехзамещенными солями этилендиаминтетрауксусной кислоты, т.е. в сильнощелочной среде, в которой эти реагенты не могут связывать в прочные комплексы железо и поэтому лишь частично растворяют его окислы.
Шестой принцип - эмульгировании или диспергировании нерастворимых веществ (или части их) с последующим удалением тонкодисперсной эмульсии или взвеси потоком воды. На этом принципе основано удаление масел или подготовка замасленных отложений к растворению другими реагентами – горячими растворами щелочи, фосфата или специальных эмульгаторов-детергентов. При этом происходит также частичное удаление из котла рыхлой ржавчины.
2.4. Основные типы реагентов, применяемые при химических очистках
а) Очистка щелочами
Щелочи редко применяются для очистки энергетического оборудования в качестве основного реагента. Большей частью они используются для подготовки отложений к воздействию основного реагента и нейтрализации остатков последнего [4].
Очистка щелочами как основным реагентом применяется в следующих случаях:
1) предпусковая очистка новых котлоагрегатов, обычно среднего и низкого давлений, сравнительно небольшой мощности, загрязненных в основном смазочными материалами и небольшим количеством рыхлой ржавчины. В качестве реагентов применяются едкий натр и тринатрий фосфат.
2) очистка котлов от мощных эксплуатационных отложений сульфатной накипи, например, в котлах питаемых морской водой, или отложений силикатной накипи. Эти накипи не поддаются воздействию кислот или требуют чрезмерно большого расхода дорогих комплексообразующих реагентов. В этом случае применяют соду или тринатрий фосфат.
Химическая очистка щелочами производится при довольно высокой температуре, что возможно вследствие неагрессивности реагентов по отношению к котельному металлу при употребительных концентрациях. Повышенные температуры интенсифицируют химическую очистку и сокращают ее продолжительность.
б) Очистка минеральными кислотами
Применение минеральных кислот основано на использовании первого, а в ряде случаев – четвертого и пятого принципов химической очистки. Наиболее распространенным и давно применяемым реагентом является соляная кислота. Значительно реже применяется серная, фосфорная и хромовая кислоты. Главным преимуществом соляной кислоты является большая скорость ее взаимодействия с отложениями. Соляная кислота полностью растворяет карбонатные и фосфатные отложения; железоокисные отложения соляной кислотой в значительной степени растворяются, а частично диспергируются. Соляная кислота слабо действует на силикатные отложения и практически не растворяет сульфатные накипи. К недостаткам соляной кислоты относятся её высокая агрессивность по отношению к металлам и сплавам и недопустимость её применения при наличии в очищаемом оборудовании элементов, изготовленных из аустенитных сталей, весьма чувствительных к «хлоридному» коррозионному растрескиванию при последующей эксплуатации котла, в котором остались даже очень малые количества хлоридов.
Серная кислота безопасна в отношении коррозионного растрескивания аустенитных сталей, но она практически не растворяет карбонатные, сульфатные и силикатные накипи, а при предпусковых промывках оставляет нерастворенной значительную часть прокатной окалины и ржавчины. По этим причинам серная кислота почти не применяется в качестве основного реагента при кислотных очистках. Серная кислота применялась с целью экономии более дорогой и более дефицитной соляной кислоты при растворении карбонатных накипей. Экономия достигалась путем постепенного добавления серной кислоты в отработанный промывочный раствор и осаждения сульфата кальция с «регенерацией» соляной кислоты для повторного её использования:
(2.15)
(2.16)
Применялась также предпусковая очистка котлов с помощью фосфорной кислоты. Основными преимуществами этой кислоты являются безопасность в отношении вторичного ржавления очищенной поверхности металла и отсутствие выделения агрессивных паров, как при соляной кислоте. При очистке фосфорной кислотой не требуется операция пассивирования котельного металла, поверхность которого покрывается защитной пленкой фосфата железа. Недостатками фосфорной кислоты являются малая интенсивность растворения ею отложений, вследствие чего очистки приходится вести при обязательном кипячении раствора (), а также большой расход реагента, так как достаточно высокой растворимостью обладают только монофосфаты и других тяжелых металлов, т.е. из трех Н-ионов молекулы фосфорной кислоты используется только один:
(2.17)
(2.18)
Фосфорная кислота, так же как и другие минеральные кислоты, весьма агрессивна по отношению к стали; применение её требует добавления к промывочному раствору эффективных ингибиторов. Для очистки прямоточных котлов применение фосфорной кислоты недопустимо.
Некоторое применение для химических очисток нашла сульфаминовая кислота (). Действие ее весьма сходно с действием других минеральных кислот, к которым она очень близка по степени диссоциации. Сульфаминовая кислота – твердый кристаллический продукт, поэтому она гораздо удобнее в обращении, чем соляная кислота, и применяется в ряде случаев при эксплуатационных очистках малых котлов.
в) Очистка органическими кислотами
Из этого класса основных реагентов для химической очистки оборудования наибольшее практическое применение получила лимонная кислота. Это связано с высокой эффективностью лимонной кислоты, более резко выраженными её комплексообразующими свойствами, а также соображениями большей защиты металла от коррозии по сравнению с другими органическими кислотами. Кроме того, лимонная кислота как твердый продукт, очень легко растворимый в воде (до 40%), удобна в обращении.
Стремление к применению органических кислот, хотя они удаляют отложения значительно медленнее, чем соляная кислота, объясняется, прежде всего, нежелательностью использования минеральных кислот (особенно соляной) для очистки котлов с элементами из аустенитных сталей, в первую очередь - прямоточных [4]. Органические кислоты имеют также то преимущество, что остатки их в котле при высокой температуре полностью разлагаются с образованием летучих соединений ( и т.д.), а это позволяет проводить менее тщательную отмывку промывочного раствора, что особенно важно для прямоточных котлов. Лимонная кислота с добавлением ингибиторов получила наиболее широкое применение для химической очистки в первую очередь прямоточных котлов высокого и сверхвысокого давлений с частью поверхностей нагрева из аустенитных сталей. Очистка оборудования лимонной кислотой основана как на прямом растворении, так и на связывании ею ионов железа в прочные комплексы. Лимонная кислота эффективно удаляет прокатную окалину и отложения магнетита, но не действует на силикаты и медь. Отложения соединений кальция удаляются лимонной кислотой в ограниченных размерах. При очистке лимонной кислотой необходимо строгое соблюдение технологического режима, в противном случае возможны выпадения из раствора цитратов железа и повышенная коррозия металла котла. Повышение рН раствора за счет добавления аммиака, т.е. применение для отмывки не самой лимонной кислоты, а цитратов аммония, например, моноаммонийцитрата, в значительной степени снимает эти трудности и повышает эффективность очистки. Применение моноаммонийцитрата вместо лимонной кислоты позволяет также удалять медистые отложения.
Лимонная кислота получила применение при химической очистке котлов также и в качестве вспомогательного реагента. Например, лимонная кислота применяется для отмывки котлов после вытеснения основной части промывочного раствора минеральной кислоты во избежание выпадения окислов железа в результате повышения рН среды. Менее эффективными, чем лимонная кислота, являются адипиновая, малеиновая, щавелевая и янтарная кислоты, но они могут заменить лимонную кислоту в составе композиций на основе комплексонов.
г) Очистка комплексонами
Наиболее распространенным комплексоном для отмывки отложений является ЭДТУ и её соли. Менее эффективная нитрилтриуксусная кислота (НТУ). Агрессивность таких отмывочных растворов гораздо меньше, чем соляной кислоты, даже ингибированной, что делает их особенно пригодными для многократных эксплуатационных очисток.
2.5. Состав и крепость промывочных растворов при химической очистке паровых котлов
Рекомендации по составу и концентрации промывочных растворов приведены в таблице 2.2.
Таблица 2.2.
Выбор реагента в зависимости от состава отложений
|
Наименование и состав отложений накипи
|
Рекомендуемый
реагент
|
Концентрация
раствора, %
|
|
Карбонатные отложения с преобладанием
|
|
2-5
6-7
3-4
|
|
Силикатные отложения (более 20 % ,
в том числе и с преобладанием силиката железа)
|
с или
Последовательная очистка
затем
и снова
|
2,5-2,6
1
4
1
|
|
Железисто-медистые отложения
(окислы железа >40%, медь 5-10 %)
|
Сначала
затем
|
5-6
6-7
1-2
4-5
|
|
То же с содержанием окислов железа
>60-70 % и меди 5-15 %
|
Сначала
затем
|
3-5
2-3
6-7
1-2
4-5
|
|
Фосфатные отложения с преобладанием фосфата кальция
Фосфатные отложения с преобладанием фосфата железа
|
|
4-5
3-4
5-6
|
|
Сульфатные отложения, содержащие более
15-20 %
|
Сначала
затем
|
0,5-1
5-6
|
ГЛАВА 3 КОНСЕРВАЦИЯ ЭНЕРГЕТИЧЕСКИХ КОТЛОВ
На поверхности металла в условиях эксплуатации при работе и останове оборудования в период контакта с водной средой возникает множество анодных и катодных участков, создающих условия для протекания коррозионных процессов. Анодными участками являются зерна феррита, катодными - всевозможные включения в структуру металла, окалина и ржавчина на поверхности металла, потенциал которых значительно выше потенциала железа. На аноде происходит растворение металла, например железа по реакции [8]:
(3.1)
На катоде идет деполяризация электронов молекулами кислорода:
(3.2)
В процессе отвода электронов от катодного участка (процесс деполяризации) создаются предпосылки для развития коррозии, так как деполяризация катодного участка позволяет поддерживать разность потенциалов между катодом и анодом, необходимую для протекания коррозионных процессов.
На скорость и характер коррозии металла влияют как внутренние факторы – состав, гетерогенность, механические напряжения металла, так и внешние. Одним из решающих внешних факторов следует считать влияние на процессы коррозии присутствующих в воде различных химических соединений [8].
При простое оборудования со снижением давления среды до атмо�сферного и возможностью попадания в него кислорода воздуха и конденсации влаги коррозия протекает в условиях, отвечающих условиям атмосферной коррозии. Средняя скорость коррозии при температуре 20°С составляет 0,05 г/(м2 ч). Суточный простой энергоблока 300 МВт с незаконсервированными и неосушенными поверхностями нагрева общей площадью 30 000 м2 приводит к образованию в контуре до 50 кг оксида железа[3].
Такую коррозию можно условно подразделить на три типа:
1) «мокрая» коррозия, наблюдается при капельной конденсации влаги. Такие условия могут возникнуть при неполном дренировании воды из поверхностей оборудования или при относительной влажности среды в помещении около 100%;
2) «влажная» коррозия, протекающая при относительной влажности в помещении более 40% под тончайшим слоем электролита, образующегося в результате адсорбционной или химической конденсации;
3) «сухая» коррозия
В зависимости от формы коррозионных повреждений коррозия подразделяется на общую и местную (рис. 3.1.). Различают местную коррозию пятнами, когда корродируют отдельные относительно большие области поверхности металла на небольшую глубину, и язвенную коррозию при которой металл поражается на ограниченных участках на большую глубину.
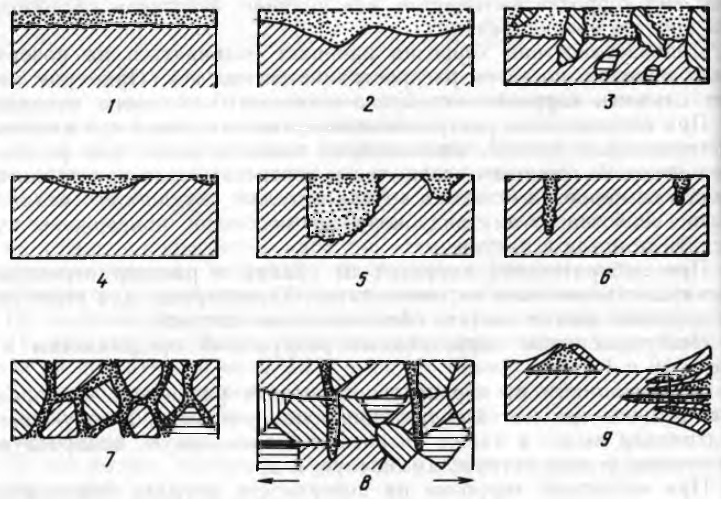
Рис.3.1. Типы коррозионных разрушений:
1,2 – сплошная коррозия; 4-9 – местная коррозия; 1 – равномерная коррозия;
2 – неравномерная; 3 – структурно-избирательная; 4 – коррозия пятнами;
5 – коррозия язвами; 6 – точечная; 7 – межкристаллитная; 8 - транскристаллитная; 9 – подповерхностная.
При останове котлов для защиты от стояночной коррозии проводится их консервация.
При некоторых водных режимах на поверхности металла создается устойчивая защитная пленка, и в этом случае консервация не требуется.
Консервацию котлов проводят для предотвращения коррозии металла внутренних поверхностей как при режимных остановах (вывод в резерв на определенный и неопределенный сроки, вывод в текущий, средний и капитальный ремонт, аварийный останов), так и при остановах в продолжительный резерв или ремонт (реконструкцию) на срок свыше 6 мес.
При разработке технологической схемы консервации целесообразно максимально использовать штатные установки коррекционной обработки питательной и котловой воды, установки химической очистки оборудования, баковое хозяйство электростанции [9].
Технологическая схема консервации должна быть по возможности стационарной, надежно отключаться от работающих участков тепловой схемы.
Необходимо предусматривать нейтрализацию или обезвреживание сбросных вод, а также возможность повторного использования консервирующих растворов.
3.1. Способы консервации барабанных котлов
1) Сухой останов
Дренирование котла при давлении выше атмосферного позволяет после опорожнения за счет тепла, аккумулированного металлом, обмуровкой и изоляцией, сохранить температуру металла в котле выше температуры насыщения при атмосферном давлении. При этом происходит подсушка внутренних поверхностей барабана, коллекторов и труб.
Сухой останов (СО) применяется для котлов на любое давление при отсутствии в них вальцовочных соединений труб с барабаном.
Сухой останов котла проводится при плановом останове в резерв или ремонт на срок до 30 суток, а также при аварийном останове.
2) Поддержание в котле избыточного давления
Поддержание в котле давления выше атмосферного предотвращает доступ в него кислорода воздуха. Избыточное давление (ИД) поддерживается при протоке через котел деаэрированной воды. Консервация при поддержании ИД применяется для котлов любых типов и на любое давление.
Способ ИД осуществляется при выводе котла в резерв или ремонт, не связанный с работами на поверхностях нагрева, на срок до 10 сут. На котлах с вальцовочными соединениями труб с барабаном допускается применение способа ИД на срок до 30 сут.
Для поддержания в котле ИД может быть использована питательная или подпиточная вода. Применение подпиточной воды возможно при условии, что значение рН этой воды не ниже 9,0, а содержание кислорода в ней не более, чем содержание кислорода в питательной воде консервируемого котла.
3) Гидразинная обработка поверхностей нагрева при рабочих параметрах котла
Под воздействием водного раствора, содержащего гидразин, при высоких температурах на поверхности металла создается защитная оксидная пленка. В формировании пленки участвуют сравнительно небольшая часть оксидов железа, находящихся на поверхности металла. Часть имеющихся оксидов железа и меди за счет восстановления до закисных и металлических форм, а также образования комплексных соединений, теряет прочную связь с металлом и удаляется с поверхностей нагрева.
В процессе ГО экономайзера и экранов поверхности нагрева пароперегревателя заполняются паром, содержащим аммиак, что обеспечивает пассивацию и этих поверхностей и защищает пароперегреватель при конденсации пара после остывания котла.
Концентрация гидразина при обработке значительно превышает эксплуатационную норму и зависит от температуры среды и продолжительности обработки. Наибольшая эффективность достигается при максимально возможных температурах среды.
При обработке котла гидразином при рабочих параметрах (ГРП) в зависимости от предполагаемой продолжительности простоя содержание гидразина в питательной воде составляет 0,3-3,0 мг/кг, а продолжительность обработки от 1-2 до 24 часов. В период обработки котел работает в нормальном режиме и несет требуемую нагрузку.
Способ ГРП применяется на тех котлах, где осуществляется коррекционная обработка питательной воды гидразином.
Гидразинная обработка при рабочих параметрах проводится перед плановым остановом котла в резерв или ремонт на срок до 30 сут. Эта обработка с последующим сухим остановом (ГРП+СО) может осуществляться перед плановым остановом котла в резерв на срок до 60 сут, а также перед остановом в средний или капитальный ремонт.
4) Гидразинная обработка (ГО) поверхностей нагрева при пониженных параметрах котла
Формирование защитной пленки на поверхности металла осуществляется под воздействием водного раствора гидразина. В условиях более низких по сравнению с ГРП температур для более прочного связывания защитной оксидной пленки с металлом значение рН консервирующего раствора повышается за счет аммиака.
Обработка ведется на отключенном от турбины котле при давлении не более 10 МПа. Значение рН консервирующего раствора 10,5-11, а содержание гидразина в чистом отсеке барабана - 10-60 мг/кг в зависимости от продолжительности простоя. Продолжительность обработки должна быть не менее 3 ч.
Обработка гидразином с аммиаком в режиме останова (ГРО) применяется на котлах, использующих гидразин для коррекционной обработки питательной воды.
Обработка ГРО проводится при выводе котла в резерв на срок до 60 сут или выводе в средний или капитальный ремонт. Целесообразно осуществлять эту обработку и при выводе котла в резерв или ремонт на срок до 30 сут, если котел имел в предыдущий период длительную безостановочную кампанию (более 3-4 мес) или серьезные нарушения норм качества питательной воды по железу.
Гидразинная обработка в режиме останова может проводиться как непосредственно в процессе останова, так и после специальной растопки ранее остановленного котла.
5) Трилонная обработка поверхностей нагрева котла
Пассивация поверхностей нагрева раствором трилона Б основана на термическом разложении предварительно образованных комплексонатов железа.
На первом этапе обработки при температуре среды около 150°С происходит подготовка поверхностей нагрева экономайзера и экранов к созданию на них защитной пленки за счет комплексования железа из отложений и перевода его в раствор. На втором этапе при температуре среды более 250°С происходит термолиз части комплексонатов железа с образованием защитной пленки на поверхности металла.
В процессе разложения комплексонатов железа выделяются газообразные продукты, в том числе водород и аммиак, которые удаляются с паром и пассивируют пароперегреватель.
Пассивация трилоном Б поверхностей нагрева совмещается с растопкой котла. Расчетная концентрация трилона Б в воде, заполняющей котел перед растопкой, должна быть 300-500 мг/кг.
Обработка трилоном Б применяется для всех типов барабанных котлов давлением выше 3,9 МПа независимо от режимов коррекционной обработки питательной воды (гидразинно-аммиачной или аммиачной) и котловой воды (фосфатной или комплексонной).
6) Фосфатно-аммиачная выварка
Фосфатно-аммиачная "выварка" (ФВ) при повышенных содержаниях фосфатов в котловой воде по сравнению с эксплуатационными и давлении в котле 0,8-1,0 МПа способствует фосфатной пассивации металла внутренних поверхностей нагрева экранов и удалению части рыхлых отложений.
При этом пароперегреватель заполняется паром, содержащим аммиак, что способствует пассивации металла пароперегревателя и защищает его при конденсации пара после останова котла.
Фосфатно-аммиачная "выварка" осуществляется в режиме растопки котла при давлении около 1,0 МПа, начальной концентрации фосфатов в котловой воде 400-500 мг/кг и аммиака около 1 г/кг. Продолжительность обработки около 8 ч.
Фосфатно-аммиачная "выварка" применяется на котлах давлением 3,9 и 9,8 МПа, подпитываемых умягченной водой.
Фосфатно-аммиачная "выварка" проводится при выводе котла в резерв на срок до 60 сут или выводе в средний или капитальный ремонт.
7) Заполнение поверхностей нагрева котла защитными щелочными растворами
При заполнении поверхностей нагрева котла защитным щелочным (ЗЩ) раствором обеспечивается устойчивость ранее образованной на поверхностях металла защитной пленки в течение длительного времени даже при попадании в котел кислорода.
В качестве щелочных растворов могут быть использованы раствор аммиака или раствор едкого натра с тринатрийфосфатом.
При осуществлении данного способа котел полностью (за исключением промежуточного пароперегревателя) заполняется щелочным раствором на весь период останова.
При использовании аммиачного раствора значение рН его должно быть 10,5-11 (содержание аммиака 0,5-1,0 г/кг), а фосфатно-щелочной раствор должен содержать 0,3-1 г/кг едкого натра и 0,1-0,2 г/кг тринатрийфосфата.
В период консервации должна быть обеспечена возможность подкачки раствора в случае утечки части его из котла.
Заполнение раствором аммиака применяется для котлов любых давлений.
Раствор едкого натра с тринатрийфосфатом применяется для котлов, подпитываемых умягченной водой, а также при условии возможности полного дренирования всех поверхностей нагрева пароперегревателя.
Заполнение щелочным раствором проводится при выводе котла в резерв на срок до 4 мес.
8) Заполнение поверхностей нагрева котла азотом
Заполнение внутренних поверхностей нагрева химически инертным азотом с последующим поддержанием в котле его избыточного давления предотвращает доступ кислорода, что обеспечивает устойчивость ранее образованной защитной пленки на металле в течение длительного времени.
Заполнение котла азотом осуществляется при избыточном давлении в поверхностях нагрева. В процессе консервации расход азота должен обеспечивать небольшое избыточное давление в котле.
Консервация азотом применяется на котлах любых давлений на электростанциях, имеющих азот от собственных кислородных установок. При этом допускается применение азота при его концентрации не ниже 99%.
Заполнение азотом проводится при выводе котла в резерв на срок до одного года.
Схема консервации должна предусматривать подвод азота к выходным коллекторам пароперегревателей и в барабан через воздушники.
9) Консервация котла контактным ингибитором
Контактный ингибитор М-1 является солью циклогексиламина и синтетических жирных кислот.
В виде водного раствора контактный ингибитор (КИ) защищает от коррозии чугун и стали различных марок. Его защитные свойства обусловлены наличием в ингибиторе аминогрупп в гидрофобной части молекулы. При контакте с поверхностью металла ингибитор адсорбируется по аминогруппе, оставляя во внешней среде гидрофобную часть молекулы. Такое строение адсорбционного слоя препятствует проникновению влаги или электролита к металлу. Дополнительным препятствием являются вышележащие слои молекул ингибитора, усиливающие адсорбционный слой. Проникающие в глубь этого слоя молекулы воды и газов (SO , CO
, CO и др.) приводят к гидролизу части молекулы ингибитора. При этом освобождаются циклогексиламины и жирные кислоты. Циклогексиламины связывают кислые газы, а кислоты, адсорбируясь, поддерживают гидрофобность поверхности металла.
и др.) приводят к гидролизу части молекулы ингибитора. При этом освобождаются циклогексиламины и жирные кислоты. Циклогексиламины связывают кислые газы, а кислоты, адсорбируясь, поддерживают гидрофобность поверхности металла.
Контактный ингибитор создает на металле защитную пленку, сохраняющуюся и после слива консервирующего раствора.
Для консервации поверхностей нагрева котел заполняют водным раствором ингибитора концентрацией 0,5-1,5% в зависимости от продолжительности простоя, состава и количества отложений на поверхностях нагрева. Конкретная концентрация раствора ингибитора устанавливается после химического анализа состава отложений.
Консервация КИ применяется для любых типов котлов независимо от применяемых режимов коррекционной обработки питательной и котловой воды.
Консервация ингибитором М-1 проводится при выводе котла в резерв или ремонт на срок от 1 мес до 2 лет.
3.2. Способы консервации прямоточных котлов
1) Сухой останов
Сухой останов применяется на всех прямоточных котлах независимо от принятого водно-химического режима.
Сухой останов котла проводится при любых плановых и аварийных остановах котла на срок до 30 сут.
После погашения топки и отключения котла от турбины закрывают запорную арматуру на питательных трубопроводах. Пар из котла через БРОУ (ПСБУ) частично выпускают в конденсатор так, чтобы в течение 20-30 мин давление в котле снизилось до 3-4 МПа, при этом ВЗ остаются открытыми. Открывают дренажи входных коллекторов НРЧ и Э для вытеснения воды из котла собственным паром, при этом ПСБУ (БРОУ) закрывают. После снижение давления в котле до нуля в течение 30 мин проводят вакуумную сушку поверхностей нагрева, для чего снова открывают ПСБУ (БРОУ). Затем закрывают запорную арматуру на паропроводах и на всех линиях, соединяющих котел с конденсатором. Промежуточный пароперегреватель обеспаривают на конденсатор открытием запорной арматуры на сбросных линиях из горячих паропроводов. Вакуум в системе поддерживают в течение не менее 15 мин.
При выводе в резерв вентиляцию газовоздушного тракта проводят в соответствии с ПТЭ, а при останове в ремонт - до охлаждения поверхностей нагрева.
2) Гидразинная обработка поверхностей нагрева при рабочих параметрах котла
Под воздействием среды, содержащей гидразин, при высоких температурах на поверхности металла создается защитная оксидная пленка, надежно предохраняющая металл от коррозии в течение длительного времени. Концентрация гидразина при обработке значительно превышает эксплуатационную норму и зависит от продолжительности обработки.
При обработке гидразином при рабочих параметрах в зависимости от продолжительности простоя содержание гидразина в питательной воде составляет 0,3-3 мг/кг, а продолжительность обработки - от 1-2 до 24 ч.
Гидразинная обработка применяется на котлах при ведении гидразинно-аммиачного или гидразинного режима. Обработка проводится в сочетании с СО при выводе котла в резерв на срок до 3 мес или выводе в средний или капитальный ремонт.В период обработки котел работает в нормальном режиме и несет требуемую нагрузку.
Дозирование гидразина осуществляют с помощью штатной гидразинной установки на стороне всасывания питательных насосов или в основной конденсат за БОУ. По окончании ГО выполняют СО.
3) Кислородная обработка поверхностей нагрева при рабочих параметрах котла
Обработка проводится для восстановления нарушенных защитных пленок за счет повышенных по сравнению с эксплуатационными дозировок кислорода. Содержание кислорода в питательной воде увеличивается до 1-2 мг/кг за несколько часов до останова котла.
Кислородная обработка применяется на котлах при ведении различных модификаций кислородного водного режима. Обработка проводится в сочетании с СО при выводе котла в резерв на срок до 3 мес или выводе в средний или капитальный ремонт.
В период обработки котел работает в нормальном режиме и несет требуемую нагрузку. Обработку осуществляют с помощью штатных установок дозирования кислорода или воздуха.
4) Заполнение поверхностей нагрева котла азотом
Заполнение котла азотом осуществляется при избыточном давлении в поверхностях нагрева. В процессе консервации расход азота должен обеспечивать небольшое избыточное давление в котле. Консервация азотом применяется на котлах любых давлений на электростанциях, имеющих азот от собственных кислородных установок. При этом допускаются применение азота при его концентрации не ниже 99%.
Заполнение азотом проводится при выводе котла в резерв на срок до одного года.Перед заполнением азотом выполняют вакуумную сушку промежуточного пароперегревателя.
5) Консервация котла контактным ингибитором
Контактный ингибитор М-1 создает на металле защитную пленку, сохраняющуюся и после слива консервирующего раствора.Для консервации поверхностей нагрева котел заполняют водным раствором ингибитора концентрацией 0,5-1,5% в зависимости от продолжительности простоя, состава и количества отложений на поверхностях нагрева. Конкретная концентрация раствора ингибитора устанавливается после химического анализа состава отложений.
Консервация КИ применяется для любых типов котлов независимо от применяемого водно-химического режима.Консервация ингибитором М-1 проводится при выводе котла в резерв или ремонт на срок от 1 мес до 2 лет.
Перед консервацией осуществляют дренирование деаэратора, питательных трубопроводов, ПВД по водяной стороне и самого котла.
ГЛАВА 4 ТЕХНОЛОГИИ И РЕЗУЛЬТАТЫ ПРОВЕДЁННЫХ
ХИМИЧЕСКИХ ОЧИСТОК ЭНЕРГЕТИЧЕСКИХ КОТЛОВ
4.1. Предпусковая щелочная очистка пароводяного тракта котла-утилизатора блока ПГУ-420 Череповецкой ГРЭС
4.1.1. Краткая характеристика котла
Барабанный котел-утилизатор Еп-270/316/46-12,5/3,06/0,46-560/560/237 (рис.4.1), горизонтального профиля с вертикальным расположением труб поверхностей нагрева, газоплотный, 3-х давлений (высокое, среднее и низкое давление) с естественной циркуляцией, с собственным несущим каркасом, предназначен для получения перегретого пара трех давлений: высокого (ВД), среднего (СД), низкого (НД) и подогрева конденсата за счет использования тепла горячих выхлопных газов ГТУ в составе блока ПГУ - 420. Циркуляция в котле обеспечивается за счет естественных сил, вызывающих подъемное движение пароводяной смеси в испарительных поверхностях нагрева.
Рабочий диапазон изменения нагрузки КУ в соответствии с заданным рабочим диапазоном изменения нагрузки ГТУ – 50-100% от номинальной. Изменение нагрузки достигается изменением расхода топлива и воздуха в ГТУ. При этом изменяется расход и температура газов на входе в КУ.
Конструкция КУ предусматривает возможность поддержания котла в горячем резерве путем закрытия заслонки с электроприводом в средней части дымовой трубы КУ.
Выброс в атмосферу отработавших выхлопных газов ГТУ осуществляется в индивидуальную дымовую трубу, расположенную за хвостовой частью по оси симметрии КУ
Рис. 4.1. Общий вид котла Еп-270/316/46-12,5/3,06/0,46-560/560/237
4.1.2. Технология предпусковой очистки котла
С 11.02.14г. по 4.03.14г. была проведена предпусковая химическая очистка котла-утилизатора Еп-270/316/46-12,5/3,06/0,46-560/560/237 блока ПГУ ст. № 4 Череповецкой ГРЭС.
Предпусковая очистка котла включала в себя несколько этапов:
- скоростная холодная отмывка технической водой;
- горячая отмывка обессоленной водой;
- химическая очистка (щелочение) котла;
- отмывка обессоленной водой от промывочного раствора.
Целью скоростной водной отмывки со сбросом всей отмывочной воды является удаление продуктов атмосферной коррозии, слабо сцепленных с металлом и основных монтажных загрязнений (песок, земля, ржавчина, сварочный грат и т.п.).
Целью горячей водной отмывки по замкнутому контуру является удаление маслянистых загрязнений, смазочных материалов и консервирующих составов перед проведением водно-химической отмывки.
Целью щелочной отмывки котла является:
а) ослабление сцепления и удаление слоя ржавчины и окалины, образовавшихся при изготовлении, хранении и монтаже оборудования, с металлом вследствие проникания раствора щелочи в трещины, упаривания его и частичного растворения им окислов железа с образованием ферритов натрия;
б) омыление или эмульгирование маслянистых загрязнений;
в) частичное растворение кремнекислых загрязнений с образованием силикатов натрия.
Отделившиеся от поверхности металла частицы загрязнений смываются потоком циркулирующего раствора и скапливаются в нижних точках котла, откуда мелкие их фракции удаляются усиленными продувками [10].
По окончании химпромывки поверхности нагрева котла промывались обессоленной водой до необходимой остаточной концентрации фосфатов в промывочном контуре.
После окончания химической промывки и расхолаживания оборудования был произведен осмотр барабанов котла с последующей очисткой от образовавшегося шлама и демонтаж временной схемы промывки котла.
1) Скоростные холодные водные отмывки конденсатно-питательного тракта блока и поверхностей нагрева котла
Скоростные водные отмывки каждой поверхности нагрева котла-утилизатора (кроме пароперегревательных) проводились холодной технической водой по сбросной схеме.
Отмывка проводилась временными насосами химической очистки (НХО) производительностью 536 т/ч и напором 101 м в.ст. (3 шт.), рассчитанными на работу при температуре 70-150 оС. Скоростные отмывки проводились поэтапно по сбросным временным схемам до соответствия пробы исходным параметрам технической воды (по цвету, мутности, содержанию взвешенных веществ не более 10 мг/дм3). Химический контроль осуществлял персонал химического цеха ЧГРЭС согласно методикам химконтроля.
Данные химического контроля приведены в таблице 4.1.
Таблица 4.1.
Химический контроль при проведении скоростных холодных отмывок
|
Дата
|
Наименование этапа
|
Длительность
|
Расход
|
Взвешенные
вещества
|
|
|
|
минуты
|
м3/ч
|
мг/л
|
|
11.02.14
|
Промывка трубопроводов питательной воды среднего давления (ПВ СД)
|
25
|
1050
|
7,6
|
|
12.02.14
|
Промывка трубопроводов питательной воды низкого давления (ПВ НД)
|
25
|
1050
|
6,4
|
|
12.02.14
|
Промывка трубопроводов питательной воды высокого давления (ПВ ВД)
|
25
|
1050
|
3,2
|
|
13.02.14
|
Промывка линии основного конденсата (помимо ГПК по временной схеме)
|
25
|
1050
|
15,6
Анализ неуд.
Повторная промывка
|
|
14.02.14
|
Промывка экономайзера среднего давления ЭСД
|
25
|
510
|
17,2
Анализ неуд.
Повторная промывка
|
|
15.02.14
|
Повторная промывка
основного конденсата
(помимо ГПК по временной схеме)
|
25
|
1050
|
5,2
|
|
15.02.14
|
Промывка испарителя среднего давления ИСД
|
22
|
1600
|
5,6
|
Продолжение табл. 4.1.
|
Дата
|
Наименование этапа
|
Длительность
|
Расход
|
Взвешенные
вещества
|
|
|
|
минуты
|
м3/ч
|
мг/л
|
|
16.02.14
|
Промывка испарителя среднего давления ИСД
|
23
|
1600
|
1,6
|
|
17.02.14
|
Промывка экономайзера среднего давления ЭСД
|
45
|
510
|
3,6
|
|
17.02.12
|
Промывка испарителя
низкого давления ИНД
|
20
|
1600
|
5,6
|
|
17.02.14
|
Промывка испарителя
низкого давления ИНД
|
23
|
1600
|
1,2
|
|
18.02.14
|
Промывка испарителя
высокого давления ИВД
|
30
|
1600
|
6,4
|
|
18.02.14
|
Промывка экономайзеров высокого давления ЭВД1-ЭВД2
|
60
|
510
|
2,4
|
|
18.02.14
|
Промывка испарителя
высокого давления ИВД
|
25
|
1600
|
5,2
|
|
19.02.14
|
Промывка газовых подогревателей конденсата ГПК1-2-3
|
60
|
1020
|
4,4
|
2) Горячая водная отмывка конденсатно-питательного тракта блока и поверхностей нагрева котла
Заполнение и подпитка деаэратора осуществлялись насосом аварийного добавка химобессоленной воды (ХОВ) из бака запаса конденсата. Промывочный контур заполнялся последовательно: конденсатный тракт ГПК, контур НД, СД, ВД. Горячая отмывка всех поверхностей нагрева производилась обессоленной водой, подаваемой насосами НХО с замыканием общего промывочного контура на деаэратор согласно схемы (прил. А).
Для нагрева воды в промывочном контуре до температуры 90-100 оС в деаэратор подавался пар от коллектора собственных нужд (КСН). Разогрев воды в контуре осуществлялся в течение 10 часов.
27.02.14г. 12-30 ч – последовательно заполнен промывочный контур, включен насос водно-химической очистки (НХО) для циркуляции контура.
Качество обессоленной воды из БЗК, используемой при заполнении контуров циркуляции составляло: Ж < 0,2 мкг-экв/дм3, SiO2 = 37 мкг/дм3, рН=6,6.
15-00 ч – подан пар от коллектора собственных нужд (КСН) на деаэратор.
Циркуляция по контурам ИНД, ИСД, ИВД, ГПК, ЭСД, ЭВД проводилась с расходом 510 м3/ч и продолжалась в течение 6 часов, при этом температура в промывочном контуре не снижалась ниже 95 оС и составляла 95-105 °С.
28.02.14г.7-00 ч – закончена горячая отмывка, производится расхолаживание котла.
Промывочный контур опорожнялся в бак слива из котла (V= 40 м3), а затем в систему ГЗУ ЧГРЭС.
После горячей отмывки отобрали пробу с воздушника контура ПВ ВД. Вода была рыжеватого цвета с небольшим количеством взвешенных веществ, без видимых маслянистых пятен.
рН = 7,1; Ж = 66 мкг-экв/дм3; Fe = 1,2 мг/дм3.
Затраты обессоленной воды на горячую промывку составили – 500 м3; затраты пара с действующей ЧГРЭС составили около 200 т.
3) Технология проведения химической очистки (щелочение) котла
Химическая обработка проводится по 6 замкнутым контурам насосами НХО от деаэратора последовательно через все поверхности нагрева котла-утилизатора с возвратом в деаэратор, соединенных в один промывочный контур. Циркуляция промывочного раствора происходит при температуре 90-130 °С и продолжается не менее 6 часов.
Замкнутые контуры заполнялись химобессоленной водой из бака запаса конденсата по линии аварийного добавка блока ПГУ насосом ХОВ. Подача щелочного раствора (раствор фосфатов и аммиака) производилась на всас насосов НХО. Подача реагентов производилась до получения в промывочном контуре концентраций:
- содержание фосфатов (PO4) не менее 500 мг/дм3;
- рН не менее 10,0.
Во время щелочной отмывки котла контролировались следующие показатели моющего раствора: рН, Щ, PO4, Fe с периодичностью не реже 1 раз в 2 часа.
2.03.14г. 4-30 ч - произведено заполнение промывочного контура химобессоленной водой.
6-30 ч - выполнено замыкание промывочного контура на деаэратор.
8-00 ч – отобраны пробы воды из промывочного контура (ПВ СД).
рН = 7,45; Ж = 6 мкг-экв/дм3; Fe = 1,1 мг/дм3.
8-00 ч - подан пар от коллектора КСН на деаэратор для нагрева воды в промывочном контуре.
3.03.14г. 1-00 ч - подан раствор аммиака в промывочный контур на всас насоса подачи реагентов для создания необходимой щелочной среды (рН > 10,0).
2-00 ч - при достижении рН = 9-9,5 (по индикаторной бумаге) начал подаваться раствор фосфатов в промывочный контур:
3-00 ч – проверена вода с п/о точек промывочного контура (мыльная на ощупь), содержание фосфатов в промывочном контуре составило 285 950 мг/дм3.
Отбор проб производился через каждые 2 часа.
11-00 ч – закончено щелочение котла, остановлен НХО.
Частичный слив промывочного раствора производился через дренажи барабанов котла и продувку нижних коллекторов испарительных поверхностей нагрева котла (ИНД, ИСД, ИВД) в течение 20 минут.
При вытеснении промывочного раствора из контура добавлялась обессоленная вода в деаэратор. Расхолаживание котла с дальнейшей циркуляцией контура проводилось при включенных насосах НХО, при этом осуществлялся частичный слив промывочного раствора в бак слива из котла (БСК).
4.03.14г. 8-00 ч – при температуре в промывочном контуре + 60°С производился сброс промывочного раствора в бак БСПВ (V= 630 м3), затем в ГЗУ ЧГРЭС.
При проведении химической очистки котла-утилизатора были выдержаны все основные показатели промывочного раствора:
- температура воды в промывочном контуре составляла 120-130 °С;
- рН = 11,2 11,4;
- щелочность 9,0/16,0 10,1/19,0 мг-экв/дм3;
- содержание фосфатов составляло в основном 665-950 мг/дм3;
- содержание железа в питательной воде контуров снизилось с 110 мг/дм3 до 50 мг/дм3, в котловой воде контуров повысилось с 60 мг/дм3 до 168 мг/дм3 (из-за закрытой непрерывной продувки барабанов).
В целом щелочение котла с учетом расхолаживания до температуры 70 °С и циркуляции промывочного контура длилось около 30 часов.
На щелочную промывку было израсходовано 1,6 т технического тринатрийфосфата; аммиака (технического) - 150 л.
4) Водная отмывка промывочного контура
По окончании химической очистки поверхности нагрева промывались обессоленной водой до остаточной концентрации фосфатов менее 10 мг/дм3, электропроводности менее 50 мкСм/см
Контуры химической промывки НД, СД, ВД и конденсатный тракт котла последовательно заполнялись химобессоленной водой из деаэратора, с помощью насосов НХО и замыкались на деаэратор.
5.03.14г. 8-00 ч – промывочный контур заполнен обессоленной водой из деаэратора, включен насос НХО на циркуляцию контура.
10-00 ч – остановлен НХО, отмывка промывочного контура завершена.
Отмывка промывочного контура завершилась при следующих показателях:
- рН = 10,2 10,23;
- жесткость 0,5 1,0 мкг-экв/дм3;
- содержание фосфатов 5,9 8,3 мг/дм3 (при норме 10 мг/дм3);
- содержание железа 2,16 4,1 мг/дм3;
- удельная электропроводность 32,03 37,09 мкСм/см (при норме 50 мкСм/см).
Производится опорожнение котла в бак БСПВ и далее в ГЗУ ЧГРЭС.
После окончания отмывки и расхолаживания оборудования производилось вскрытие и осмотр барабанов котла-утилизатора и коллекторов.
Затем котел был законсервирован раствором аммиака.
5) Выводы и рекомендации
1. Скоростные холодные водные отмывки котла-утилизатора Еп-270/316/46-12,5/3,06/0,46-560/560/237 блока ПГУ ст. № 4 Череповецкой ГРЭС были проведены согласно утвержденной «Программы предпусковой водно-химической очистки», при этом были выдержаны необходимые скорости потока в отмывочных контурах. Контуры отмывались до необходимого качества воды на сбросе из контура.
2. Горячие водные отмывки проводились обессоленной водой. Циркуляция по контурам ИНД, ИСД, ИВД, ГПК, ЭСД, ЭВД проводилась с расходом 510 м3/ч и продолжалась в течение 6 часов, при этом температура в промывочном контуре не снижалась ниже 90 оС и составляла 95-105 °С.
3. Технология и схема послемонтажной очистки котла была разработана на основании «Инструкция по щелочению паровых и водогрейных котлов» РД 34.37.408. и рекомендациям по химпромывке NOOTER/ERIKSEN и ИЦ «ЭМАльянс» по котлам-утилизаторам ЭМА-029-КУ. На основании этих документов как наиболее щадящая и эффективная была выбрана щелочная промывка котла с использованием растворов тринатрийфосфата и аммиака.
При проведении химической очистки (щелочения) котла-утилизатора были выдержаны все основные показатели промывочного раствора:
- температура воды в промывочном контуре составляла 120-130 °С;
- рН = 11,2 11,4;
- щелочность 9,0/16,0 10,1/19,0 мг-экв/дм3;
- содержание фосфатов в основном составляло 665 950 мг/дм3;
В целом щелочение котла с учетом расхолаживания до температуры 70 °С и циркуляции промывочного контура длилось около 30 часов.
4. Отмывка промывочного контура была закончена при соответствии параметров отмывочной воды норме по содержанию фосфатов 5,9 8,3 мг/дм3 (при норме 10 мг/дм3) и удельной электропроводности 32,03 37,09 мкСм/см (при норме 50 мкСм/см), которые еще снизятся при дальнейших отмывках котла во время пусковых операций.
5. После окончания отмывок и расхолаживания оборудования был произведено вскрытие и осмотр барабанов котла-утилизатора. При осмотре установлено, что в барабанах отсутствует заводской консервирующий реагент, на дне барабанов ниже опускных труб имеется небольшое количество шлама темного цвета, не маслянистого, образованный из сварочного грата, песка и продуктов омыления фосфатами смазочных реагентов. Рекомендована очистка барабанов от шлама.
6. Проведенное щелочение котла при параметрах: рН = 11,2 11,4; содержание фосфатов 665-950 мг/дм3 одновременно является методом консервации котла защитным щелочным реагентом (аммиаком), обеспечивающим надежность и сохранность поверхностей нагрева всех контуров котла-утилизатора до 30 суток согласно РД 34.20.591-97 «Методические указания по консервации теплоэнергетического оборудования».
7. После восстановления штатной схемы производится консервация котла путем заполнения котла обессоленной водой с аммиаком с концентрацией 50 мг/дм3, рН=10-10,5.
4.2. Предпусковая кислотная очистка, ПВКО, П и К котла ст. №8 Экибастузской ГРЭС-1
4.2.1. Техническое описание котлоагрегата
Прямоточный котельный агрегат сверхкритического давления Пп 1650/255 (П57-3М) предназначен для работы в блоке с турбиной К-500-240-2 с генератором ТГВ-500.
Краткая характеристика котлоагрегата:
1. Паропроизводительность - 1650 т/ч;
2. Давление острого пара - 255 кгс/см;
3. Температура первичного пара - 5450С;
4. Температура питательной воды - 2710С;
5. Расход пара через вторичный пароперегреватель -1364 т/час;
6. Давление пара на входе в промперегреватель - 42,2 кгс/ см;
7. Давление пара на выходе из промперегревателя - 40,1 кгс/см;
8. Температура пара на выходе из промперегревателя - 5450С;
9. Температура уходящих газов - 1450С;
10. Температура горячего воздуха - 3310С;
11. КПД котла (брутто) - 91,99%
Котёл рассчитан на сжигание экибастузского каменного угля.
Водяной объём первичного тракта 218 м (до ВЗ - 174 м).
Водяной объём вторичного тракта 196 м.
4.2.2. Описание технологии и результаты химической очистки
При подготовительных работах для проведения химической очистки была произведена контрольная вырезка образцов труб поверхностей нагрева пароводяного тракта котла П-57-3М блока ст.№8.
Результаты определения загрязненности труб представлены в таблице 4.2.
Таблица 4.2.
Результаты исследования образцов труб котла П-57-3М на загрязненность
|
№
|
Обозначение
МВИ
|
Маркировка образца
|
Удельная загрязненность, q, г/м2
|
|
|
|
|
q1
|
q2
|
qср
|
|
1
|
СО 34.37.306-
2001
(РД 153-34.1-
37.306-2001)
|
КВПП-1 ст.нитка А-1, п 31, труба 6
|
12,8
|
11,26
|
12,0
|
|
2
|
|
КВПП-2 ст.нитка Б-1, п 28, труба 6
|
12,6
|
12,96
|
12,8
|
|
3
|
|
ВЭ-1ст. нитка А-1, п.6, труба 1
|
193,75
|
161,32
|
177,5
|
|
4
|
|
ВЭ-1 ст. нитка А-1, п.30, труба 1
|
98,07
|
99,93
|
99,0
|
|
5
|
|
НРЧ-1 ст. нитка А-1, п.1, труба 15
|
38,86
|
42,14
|
40,5
|
|
6
|
|
НРЧ-2 ст. нитка А-1, п.1, труба 22
|
41,2
|
58,47
|
49,8
|
|
7
|
|
ВЭ, панель 7, труба 1
|
117,24
|
128,43
|
122,8
|
|
8
|
|
СРЧ-1 ст. нитка А-1, п.1, труба 20
|
41,03
|
42,01
|
41,5
|
|
9
|
|
СРЧ-2 ст. нитка А-1, п.1, труба 36
|
45,42
|
44,95
|
45,2
|
|
10
|
|
ВРЧ, нитка А-2, боковая панель
|
16,8
|
13,92
|
15,4
|
|
11
|
|
ПЭ, нитка Б-1, п.2, труба 17
|
314,97
|
289,1
|
302,03
|
|
12
|
|
ПЭ, нитка А-2, п.2, труба 5
|
352,5
|
354,5
|
353,5
|
|
13
|
|
ШПП-1 ст. нитка А-2, п.3, труба 5
|
392,3
|
426,54
|
409,4
|
|
14
|
|
ШПП-2 ст. нитка Б-2, п.2, труба 5
|
297,11
|
305,78
|
301,4
|
|
15
|
|
КПП, нитка А-2, п.40, труба 2
|
10,0
|
11,9
|
11,0
|
Исходя из результатов исследования по загрязненности образцов пункты 3,7, 11, 12, 13, 14 показали о необходимости проведения кислотной промывки всего пароводяного тракта СКД. Далее требуется провести промежуточную консервацию тракта аммиачным раствором для предупреждения коррозии металла в период восстановления рабочей схемы и проведения гидравлических испытаний. Затем проводится кислородная пассивация первичного и вторичного тракта котла.
В качестве реагентов для проведения кислотной промывки были выбраны лимонная кислота в композиции с трилоном Б.
Очистка раствором композиции трилона Б (или двухзамещенной аммонийной солью ЭДТК) с лимонной кислотой характеризуется следующими основными преимуществами: довольно высокой эффективностью растворения оксидов железа и постепенным переводом их в растворимые комплексные соединения с ионами FeII и FeIII, наименьшим количеством образующейся взвеси (количество взвешенных веществ не более 3 - 5 %). В этих растворах при использовании эффективных ингибиторов коррозионные потери котельных сталей могут быть сведены до минимума при температуре до 100 - 130 °С. Образующиеся прочные водорастворимые комплексы предотвращают выпадение труднорастворимых соединений в растворе и на поверхности труб. Этот раствор применим для очистки аустенитных труб и позволяет использовать для создания циркуляционного контура штатное оборудование (бустерные насосы), что существенно упрощает схему очистки.
Недостатками этого метода являются: дефицитность и высокая стоимость
реагентов, особенно лимонной кислоты, сложность нейтрализации и обезвреживания отработанных растворов; кроме того, раствор композиции трилона Б с лимонной кислотой не способен удалять плотную окалину и отложения при загрязненности более 400 - 500 г/м2.
Концентрация основных компонентов - трилона Б и лимонной кислоты - выбирается в зависимости от исходной загрязненности поверхности и может колебаться от 0,5 до 2,0 % для каждого из компонентов. Исходной загрязненностью определяется также число кислотных стадий очистки: при загрязненности до 100 -150 г/м2 рекомендуется одна кислотная стадия, при загрязненности более 150 г/м2 очистку целесообразнее проводить в две стадии.
Наиболее оптимальным с точки зрения получения необходимого показателя рН раствора и эффективности растворения железоокисных отложений является соотношение компонентов в композиции 1:1. Температура раствора должна быть в пределах 90 - 130 °С.
В качестве ингибиторов необходимо использовать смеси 0,1 % ОП-7 (ОП-10) или катапина КИ-1 с 0,02 % каптакса. Ингибитор ОП-7 (ОП-10) целесообразнее использовать тогда, когда необходимо проводить обезжиривание поверхности труб, так как в этом случае этот процесс можно совместить с кислотной стадией.
Длительность кислотной стадии составляет в среднем 4 - 6 ч.
Технология предпусковой очистки раствором композиции трилона Б с ли-
монной кислотой состоит из следующих операций:
а) водная промывка;
б) обработка ингибированным раствором композиции трилона Б или аммо-
нийной соли ЭДТК с концентрацией 0,7 - 1,0 % и лимонной кислоты с концентрацией 0,7 - 1,0 % при температуре 100 - 120 °С в течение 4 - 6 ч;
в) вытеснение отработанного раствора технической водой до полного освет-
ления;
г) замена технической воды на обессоленную;
д) обработка ингибированным раствором композиции трилона Б или аммо-
нийной соли ЭДТК (0,5 %) и лимонной кислоты (0,5 %) при температуре 100 - 120°С в течение 3 - 4 ч;
е) вытеснение раствора технической водой с добавлением аммиака до полу-
чения показателя рН, равного 9 - 10, и осветление раствора на сбросе;
ж) замена технической воды на обессоленную с аммиаком (показатель рН ра-
вен 9,5 - 10);
Кислотная отмывка котлоагрегата П-57-3М ст. №8
Кислотная очистка выполнялась в два подэтапа с последующей предвари-
тельной консервацией тракта СКД котла. Схема представлена в приложении Б.
Первый подэтап начался вечером 31 мая. Контур циркуляции прогревался подачей пара на ПВД до 100-130°С. Анализы на pH брались каждые полчаса-час, анализы на солесодержание и Fe2О3 брались сразу после загрузки и перед началом промывки контура чистой химобессоленой водой. На этом этапе был произведен внешний осмотр коллекторов котла с помощью тепловизора, результаты обследования показали равномерный прогрев всех коллекторов с температурой на уровне 80-120°С, что свидетельствует о нормальной циркуляции раствора во всех поверхностях нагрева котлоагрегата. После ввода реагентов pH раствора на сбросе из ПСБУ (острый пар, далее ОП) было 6,15, на ТПН (питательная вода, далее ПВ) - 3,39. Солесодержание ОП - 880 мг/л, ПВ - 1120 мг/л. Fe2О3 ОП - 2,32 г/л, ПВ - 3,43 г/л.
К 05:40 01.06.12 pH раствора в начале и в конце контура циркуляции выровнялось (ОП - 6,45, ПВ - 6,56), началось вытеснение раствора и промывка контура
циркуляции. Промывка производилась до положительного анализа воды по
шрифту.
Второй подэтап начался 03:00 02.06.12. Анализы после ввода реагентов: pH ОП -6,57, ПВ - 3,28, солесодержание ОП - 680 мг/л, ПВ - 1220 мг/л, Fe203 ОП - 2,87 г/л, ПВ - 0,30 г/л.
К 07:00 pH выровнялось (ОП - 6,15, ПВ - 6,25) началось вытеснение раствора и промывка контура циркуляции. Промывка производилась до положительного анализа воды по шрифту.
После кислотной очистки осуществлялась интенсивная отмывка контура химобессоленной водой расходом 500600 т/ч пониточно, до солесодержания на
выходе не более чем в три-четыре раза больше, чем на входе (0,5 - 1,65, 0,5 -
1,82).
После отмывки контура в 04:00 03.06.12 началась предварительная консервация тракта СКД котла вводом в контур 25%-раствора аммиака в количестве 5 т.
Контур циркуляции прогревался подачей пара на ПВД до 100°С. После ввода аммиака зафиксирован pH раствора, равный 10,7. После перемешивания раствора в контуре в 15:40 ТПН был остановлен, раствор «заперт» в тракте при давлении 6 кгс/см2.
Холодные и горячие отмывки котла ст. №8 Экибастузкой ГРЭС-1
Предпусковые отмывки проводились в период с 18.06 по 22.06.2012 г.
Первая холодная отмывка началась в 5:00 18 июня, расходы воды на нитку
составляли по 250 тонн в час, при этих расходах не создавалось необходимых
скоростных режимов для промывки. В 10:30 было принято решение увеличить
расходы до 900 тонн в час на одну нитку, при таком расходе разность оксидов железа в основном конденсате и среды до ВЗ значительно выросла (по нитке А составила 1270 мкг/кг, по нитке Б 2940мкг/кг) по истечении 8 часов непрерывной холодной отмывки разность оксидов железа уменьшилась и составила 200 мкг/кг по нитке А и 40 мкг/кг по нитке Б. В 21:15 было принято решение завершить холодную отмывку блока и начать подготовку к первому розжигу.
В 11:58 19 июня был произведен первый розжиг котла и начата горячая от-
мывка. Горячая отмывка продолжалась 20 часов при расходах воды 250-450 т/ч. В 16:55 20.06.12 произошел аварийный останов блока по электрической части. Следующая горячая отмывка началась 22 июня в 10:00. Стабильный результат по выходу оксидов железа в остром паре установился в 23:00 и составил 220
мкг/кг (разница между основным конденсатом и острым паром в течение 3х часов не изменялась и была в районе нуля). По достижению таких результатов было принято решение о начале ввода кислорода в тракт СКД.
Пароводокислородная очистка, пассивация и консервация первичного тракта котла
22.06.2012 23:00 проведена горячая отмывка котла согласно инструкции по
эксплуатации. Подъём параметров для кислородной пассивации: Топ =350400 °С и Роп = 40…50 кгс/см2 по острому пару на выходе с котла длился до 0:00.
23.06.2012 0:00 подали кислород с давлением 4045 кгс/см2 медленным открытием задвижки на всас ТПН Б с предварительным подрывом задвижки.
Содержание кислорода контролировалось через каждые 30 минут. Концентрация составила 0,95 - 1,4 г/л (рис. 4.2.).
Рис 4.2. Концентрация кислорода в первичном тракте котла
Пассивация первичного тракта котла производилась в течение 5 часов. При стабилизации концентрации железа на уровне 100 мкг/кг пассивация первичного тракта котла закончена (рисунок 4.3.).
Рис 4.3. Содержание железа при пассивации первичного тракта котла
К 7:00 Произведен толчок турбоагрегата с подачей пара во вторичный тракт. Начало поднятия числа оборотов турбины.
Пароводокислородная очистка, пассивация и консервация вторичного тракта котла
29.06.2012 5:30 Произведена синхронизация. Блок выведен в сеть.
Nэ=34МВт. Повторно проведена пропарка линии ввода кислорода.
В 09:06 в работе находилось 14 мазутных форсунок, Nэ=48МВт, t’ВЗ=360°С,
tОП=430°С, t’ГПП=435°С, t”ППТО=356°С. Подали кислород с давлением 4045 кгс/см2 медленным открытием задвижки на всас ТПН Б с предварительным подрывом задвижки.
Во время пароводокислородной очистки, пассивации и консервация вто-
ричного тракта котла параметры блока поддерживались на том же уровне.
Содержание кислорода контролировалось через каждые 30 минут. Концен-
трация составила в ГПП 1,1 – 1,8 г/л (рисунок 4.4.).
Рис 4.4. Концентрация кислорода во вторичном тракте котла
Пассивация вторичного тракта котла производилась в течение 14 часов. При
стабилизации концентрации железа на уровне 86 мкг/кг пассивация вторичного
тракта котла закончена (рисунок 4.5.).
Рис 4.5. Содержание железа при пассивации вторичного тракта котла
09.07.2012 Произведена вырезка контрольных образцов и определено со-
стояние их внутренних поверхностей. Результаты представлены в таблице 4.3.
Таблица 4.4.
Результаты определения загрязненности труб после химической очистки
|
№
|
Обозначение
МВИ
|
Маркировка образца
|
Удельная загрязненность, q, г/м2
|
|
|
|
|
q1
|
q2
|
qср
|
|
1
|
СО 34.37.306-
2001
(РД 153-34.1-
37.306-2001)
|
КВПП-1 ст.нитка А-1, п 31, труба 5
|
6,3
|
6,65
|
6,48
|
|
2
|
|
КВПП-2 ст.нитка Б-1, п 28, труба 5
|
6,8
|
7,1
|
6,95
|
|
3
|
|
ВЭ-1ст. нитка А-1, п.6, труба 2
|
31,3
|
28,76
|
30,03
|
|
4
|
|
ВЭ-1 ст. нитка А-1, п.30, труба 2
|
24,65
|
23,54
|
24,1
|
|
5
|
|
НРЧ-1 ст. нитка А-1, п.1, труба 16
|
19,56
|
18,48
|
19,02
|
|
6
|
|
НРЧ-2 ст. нитка А-1, п.1, труба 21
|
15,49
|
17,97
|
16,73
|
|
7
|
|
ВЭ, панель 7, труба 2
|
35,3
|
36,25
|
35,78
|
|
8
|
|
СРЧ-1 ст. нитка А-1, п.1, труба 19
|
13,36
|
12,48
|
12,92
|
|
9
|
|
СРЧ-2 ст. нитка А-1, п.1, труба 35
|
11,77
|
12,31
|
12,04
|
|
10
|
|
ВРЧ, нитка А-2, боковая панель
|
7,4
|
6,89
|
14,3
|
|
11
|
|
ПЭ, нитка Б-1, п.2, труба 16
|
42,72
|
45,29
|
44,0
|
|
12
|
|
ПЭ, нитка А-2, п.2, труба 6
|
44,8
|
47,3
|
46,1
|
|
13
|
|
ШПП-1 ст. нитка А-2, п.3, труба 6
|
64,68
|
65,32
|
65,0
|
|
14
|
|
ШПП-2 ст. нитка Б-2, п.2, труба 4
|
47,3
|
45,32
|
46,31
|
|
15
|
|
КПП, нитка А-2, п.40, труба 3
|
4,8
|
3,97
|
4,38
|
Согласно МУ 34-70-113-85 после выполнения химической очистки количество отложений на поверхностях нагрева прямоточных котлов СКД не должно превышать 25 г/м2.
Заключение
Был применен комбинированный метод очистки, пассивации и консервации. В качестве первой стадии обработки была использована кислотная отмывка,второй (основной) – пароводокислородная очистка, пассивация и консервация.Данный комбинированный метод очистки, пассивации и консервации привел к:
1. По результатам химической лаборатории от 03.февраля 2012 г. загрязненность внутренних поверхностей образцов труб котла П-57-3М энергоблока №8 Экибастузской ГРЭС-1 составляла 350 – 400 г/м2. После окончания работ по химической очистке и предварительной консервации тракта СКД котла загрязненность внутренних поверхностей снизилась до 44-65 г/м2.
2. Во время первого подэтапа химической очистки солесодержание ОП - 880
мг/л, ПВ - 1120 мг/л, Fe203 ОП - 2320 мг/л, ПВ - 3430 мг/л. После пассивации и
консервации солесодержание сократилось до ОП- 50 мг/л, ПВ - 182 мг/л, содер-
жание железа сократилось до 86 мг/л. Что обеспечивает:
- резкое сокращение переноса продуктов коррозии в пароводяном тракте
энергоблока во время его эксплуатации;
- экологическую чистоту;
- увеличение надежности эксплуатации энергооборудования, в результате –
сокращение аварийных остановов энергоблока;
3. Осмотр состояния внутренних поверхностей коллекторов от 13.06.2012,
камер котла П-57-3М ст. №8 показал отсутствие отложений в самих камерах и
коллекторах, а также отсутствие отложений на внутренних поверхностях камер и коллекторов. Что обеспечивает надежный водно-химический режим при пуске и эксплуатации энергоблока.
4. Первая холодная и горячая отмывки проводились 18 – 19 июня на протя-
жении 15-20 часов. 29 июня перед пароводокислородной очистки, пассивации и
консервации вторичного тракта котла отмывки длились на протяжении 1,5 – 2 часов. Время холодных и горячих отмывок сократилось в 10 раз.
5. Согласно МУ по предпусковой парокислородной очистке и пассивации пароводяного тракта теплоэнергетического оборудования коррозионная устойчивость защитных пленок внутренних поверхностей нагрева по шкале устойчивости характеризуется как высокая. Это говорит о том, что пассивация обеспечивает:
- надежную, продолжительную консервацию котла во время его останова;
- глубокую пассивацию металла оборудования во время останова;
- коррозийную стойкость запассивированной стали 20, превышающую коррозионную стойкость аустенитной нержавеющей стали;
- надежную пассивацию кислородом микротрещин, имевшихся на металле.
4.3. Проведение предпусковой пароводокислородной очистки и пассивации внутренних поверхностей нагрева котла П-57-3Р ст.№2 ЭГРЭС-1
4.3.1. Краткая характеристика котла П-57-3Р
Прямоточный котел Пп-1650-25-545 КТ (П-57-3Р) ОАО «Подольский машиностроительный завод» предназначен для работы в блоке с турбиной К-540-240 и рассчитан на сжигание Экибастузского каменного угля.
Технические характеристики котла приведены в таблице 4.4.
Таблица 4.4.
Технические характеристики котла П-57-3Р
|
Нагрузка котла, %
|
100
|
70
|
|
Паропроизводительность, т/ч
|
1650
|
1155
|
|
Давление первичного пара на выходе, кгс/см2
|
255
|
247
|
|
Температура первичного пара на выходе, С
|
545
|
545
|
|
Температура питательной воды, С
|
271
|
251
|
|
Паропроизводительность вторичного тракта, т/ч
|
1364
|
976
|
|
Давление вторичного тракта на выходе, кгс/см2
|
38
|
28
|
|
Температура вторичного тракта на выходе, С
|
545
|
545
|
|
Температура вторичного пар на входе, С
|
302
|
280
|
|
Коэффициент полезного действия (брутто), %
|
90,84
|
91,27
|
Котел выполнен в однокорпусном исполнении с Т-образной компоновкой расположения поверхностей нагрева с твердым удалением шлака.
Топочная камера котла открытая, призматическая прямоугольного сечения, оборудована 24 пылеугольными вихревыми низкоэмиссионными горелками, расположенными в 2 яруса на боковых стенах.
Топочная камера экранирована трубами поверхностей:
- НРЧ-1 и НРЧ-2 – вертикальные одноходовые панели;
- СРЧ-1 и СРЧ-2 – вертикальные одноходовые панели;
- ПЭ – горизонтальные панели;
- ВРЧ – горизонтальные панели.
Поверхность ДЭ выполнена в виде глубоко опущенных в топку ширм.
В верхней части топки расположены ширмовые поверхности первичного тракта ШПП-1 (крайние), и ШПП-2 (средние).
В опускных газоходах конвективных шахт расположены конвективные пакеты первичного тракта КПП, вторичного тракта КВП-2 и КВП-1 и пакеты водяного экономайзера.
Растопочная нагрузка котла 30%, примерно 500 т/ч.
Растопка котла и его работа с нагрузкой до 30% осуществляется на мазуте с помощью мазутных форсунок, встроенных в пылеугольные горелки обоих ярусов.
4.3.2. Сущность метода ПВКО и П, этапы осуществления технологии
ПВКОиП выполняется после окончания монтажа и проведения 1-го этапа пусконаладочных работ на основном и вспомогательном оборудовании энергоблока.
Сущность метода ПВКОиП заключается в том, что при дозировке кислорода в питательную воду и поддержании требуемых режимных параметров, удаляются продукты коррозии из пароводяного тракта котла, при этом на поверхности нагрева образовывается защитная оксидная пленка, что резко сокращает время ввода котла в эксплуатацию и повышает защиту металла от коррозии на длительный период работы и при простое оборудования. Исходя из этого, возможно проводить ПВКОиП труб поверхностей нагрева и паропроводов в процессе первой растопки после окончания монтажа котла, используя штатную схему. По данной технологии экономайзерный и парообразующий тракты котла обрабатываются горячей питательной водой и пароводяной смесью, в которую по специальной схеме дозируется газообразный кислород с концентрацией 1,5…2,5 г/кг. Пароперегреватель острого пара, промежуточный пароперегреватель и главные паропроводы очищаются собственным паром, при пуске котла.
ПВКОиП проводится на растопочном топливе на 30…40%-ой нагрузке котла, на которую рассчитывается пусковая схема, и совмещается с продувкой главных паропроводов и паровым опробованием котла
Эффективность очистки методом ПВКОиП составляет 70…75%.
Теоретической основой ПВКОиП является следующее. При окислении металла, из которого изготавливается котельное и другое энергетическое оборудование, перегретым паром или горячей водой происходит прямое образование защитной пленки магнетита по уравнению:
3Fe+4H2OFe3O4+4H2 (4.1)
Эта реакция протекает преимущественно в области температур более 200°С при отсутствии на стенках труб наносных отложений. При этом образование защитной пленки очень сильно зависит от температуры среды. В области более низких температур для протекания этой реакции необходим определенный окислительно-восстановительный потенциал.
Этот потенциал определяется главным образом концентрацией кислорода. Путем повышения концентрации кислорода, можно существенно повысить скорость реакции образования магнетита. При этом реакция будет протекать по уравнению:
3Fe+202Fe304 (4.2)
Очевидно, что чем чище исходная перед пассивацией поверхность металла, тем более стойкой будет образованная на ее поверхности магнетитовая пленка. В составе загрязнений, прочно связанных с поверхностью труб, включены, как правило, окислы железа - FeO. Реакция очистки труб при проведении ПВКОиП описывается следующим уравнением:
4FeO+O22Fe2O3 (4.3)
В момент изменения фазового состава прочность отложений нарушается и скоростным динамическим потоком среды происходит их удаление. На очищенной поверхности под действием кислорода и высоких температур образуется защитная магнетитовая пленка.
Многочисленные исследования в области механизмов повреждения котельных труб с водяной стороны показывают, что они происходят из-за механического, химического и теплового разрушения образовавшейся защитной пленки. Качественная оксидная пленка нейтрализует такие повреждающие факторы, как кислотно-фосфатная коррозия, воздействие кислоты при химической очистке, щелочная коррозия, водородное охрупчивание, термическая усталость и др. Работы ВТИ в этой области убедительно доказывают, что окисные пленки, полученные при проведении ПВКОиП, обладают наибольшей стойкостью и наилучшим образом защищают металл от перечисленных повреждающих факторов
В процессе внедрения технологии ПВКОиП на энергоблоках и отдельных котлах многих электростанций были разработаны новые приемы и методы интенсификации окислительной очистки пароводяного тракта энергоблока. Они основываются на переводе в состояние пароводяной смеси воды и пара в испарительной и перегревательной частях котла. Такой перевод осуществляется с максимальной скоростью изменения температуры, допускаемой оборудованием. Окончание очистки характеризуется отсутствием «всплеска» загрязненности после очищаемого тракта.
Эффективность очистки при применении двухфазной среды и температурных колебаний возрастает за счет следующих факторов:
- рост линейной и массовой скорости потока с переводом среды в пароводяную смесь с влажностью до 50%, вследствие образования вспененного или кольцевого режима течения, при котором вода в пристенной зоне разгоняется в несколько раз паром, движущимся в центральной части трубы;
появление различия линейных коэффициентов расширения металла труб поверхностей нагрева, и отложений при резком изменении температуры, что приводит к разрушению связи частиц с металлом;
эффект от динамического и теплового воздействия наиболее полно проявляется при резких сменах направления движения среды на противоположное (обратный ход).
Интенсифицированный метод ПВКОиП может быть применим при исходной загрязненности труб окислами железа более 300 г/м. Эффективность интенсифицированной технологии очистки составляет до 85%.
Пароперегреватели котлов очищаются парокислородным способом собственным паром с использованием пароводяной смеси и динамическими колебаниями течения среды с последующей пассивацией перегретым паром.
Для выполнения требований по чистоте пара перед турбиной, которые предъявляют изготовители паровых турбин, подача пара в турбину разрешается только после проведения успешной продувки пароперегревателей котла и главных паропроводов на специальное полированное зеркало, устанавливаемое в сбросных трубопроводах в атмосферу.
В период с 01 декабря по 03 декабря 2014 г. была проведена скоростная водяная промывка питательных трубопроводов помимо и через ПВД, испарительных поверхностей нагрева тракта до ВЗ, пароперегревательных поверхностей ВД и паропроводов острого пара котла П-57-3Р ст. №2
Этапы осуществления технологии
Этап-1
Проводится скоростная водная промывка ПТНом питательного тракта, тракта котла до ВЗ со сбросом воды из встроенного сепаратора в растопочный расширитель (Р-20) и далее в цирк. водовод. Затем проводится скоростная промывка тракта после ВЗ со сбросом воды через ПСБУ в конденсатор.
Промывка выполняется химически обессоленной водой (ХОВ) питательным турбонасосом (ПТН) с расходом ~1500…2000 т/ч, до срабатывания воды в деаэраторе. Промывки повторяются 2…3 раза до осветления сбросной воды.
Цель «Этапа-1» – удаление из трактов крупных инородных частиц (грат, посторонние предметы, окалина, песок и пр.), водорастворимых отложений и проведение обезжиривания.
Ожидаемая эффективность очистки труб поверхностей нагрева составит не менее 25…30%.
По окончанию промывки производится демонтаж временной схемы, (кроме схемы продувки главных паропроводов), восстановление штатной схемы (расходомерные устройства, регулирующие клапаны) и проведение инспекторского гидравлического испытания первичного тракта котла. Далее выполняется подготовка к первому пуску с проведением ПВКОиП и парового опробования котла.
Этап II
Включает собственно окислительную очистку пароводяного тракта котла и главных паропроводов энергоблока.
Пуск котла, проведение горячей отмывки тракта до ВЗ и выход на режим ПВКОиП.
При пуске и работе котла на 30…40%-ой нагрузке:
- проведение окислительной очистки внутренних поверхностей труб питательно-экономайзерного, испарительного и пароперегревательных трактов котла, включая ПВД по водяной и паровой стороне;
- на заключительной стадии очистки проведение скоростных продувок первичного и вторичного пароперегревателей и главных паропроводов с глубокой пассивацией всего обрабатываемого пароводяного тракта.
Цель «Этапа-II» – выполнение заключительной стадии очистки всего обрабатываемого пароводяного тракта энергоблока с получением требуемой нормативной загрязненности труб поверхностей нагрева, достижение необходимой чистоты (качества) пара с контролем на полированное «зеркало» и создание на всей поверхности обработанного тракта стойкой защитной магнетитовой пленки.
Внедрение Этапа-2 проводится при первых пусках котлоагрегата и работе его на мазуте.
Непосредственно перед растопкой при заполнении котла проводится скоростная водная промывка питательного трубопровода, включая ПВД, и тракта котла до ВЗ, со сбросом воды из встроенного сепаратора (ВС) в растопочный расширитель (Р-20) и далее в цирк. водовод. Промывка производится по штатной схеме питательным турбонасосом с расходом питательной воды 1500 т/ч. Питательная вода подогревается в деаэраторе паром от КСН до температуры 155…160 С. Промывка ведется с пропуском воды через один поток тракта до ВЗ, до срабатывания воды в деаэраторе или в конденсаторе, затем после накопления воды – через второй поток тракта до ВЗ. Промывка повторяется 2…3 раза до осветления сбросной воды и прекращения заноса сит тонкой очистки на входе КЭН.
Пуск котла производится в соответствии с инструкцией по эксплуатации котла. После розжига растопочных горелок расход топлива устанавливается, исходя из повышения температуры среды до ВЗ на уровне 180…220 С. «Горячая» промывка ведется по потокам с растопочным расходом ~ 250 т/ч на поток до стабилизации анализов сбросной воды и содержания железа не более 500 мкг/л.
Вода из встроенного сепаратора через сбрасывается в растопочный расширитель Р-20 и далее в цирк. водовод. Образовавшийся в расширителе пар подается в деаэратор для максимально возможного подогрева питательной воды.
Пар из встроенного сепаратора поступает в пароперегреватель высокого давления и далее по паропроводу острого пара через временный сбросной трубопровод Ду400 в атмосферу через выхлопные трубопроводы. Проводится предварительная продувка первичного пароперегревателя и паропровода острого пара в течение 1 часа. Затем открывается задвижка на временном трубопроводе в ХПП и закрывается задвижка на сбросном трубопроводе острого пара, и далее пар поступает во вторичный тракт.
Пройдя вторичный пароперегреватель, пар сбрасывается через сбросные трубопроводы ГПП в атмосферу через выхлопной трубопровод.
Пароводокислородная очистка котла и паропроводов.
Увеличивается расход топлива на котел для повышения температуры среды до ВЗ. При температуре среды до ВЗ ~ 250 С начинается подача кислорода во всасывающий трубопровод ПТН, из расчета поддержания концентрации кислорода в воде 1,5…2,5 г/кг (расход питательной воды ~ 500…660 т/ч). Контроль за анализом сбросной воды – по Fe, SiO2 и общей жесткости.
По мере роста давления пара во вторичном пароперегревателе, пар из ХПП поступает через II отбор в ПВД-8. повышая температуру питательной воды до 170…190 С, что необходимо для обработки экономайзера и экранов НРЧ котла.
При стабилизации содержания железа в сбросной воде из встроенных сепараторов, увеличить расход топлива и повысить температуру среды перед ВЗ до 280…300 С. Давление среды до ВЗ поддерживается близким к номинальному. Вода из встроенного сепаратора сбрасывается в Р-20 и далее в цирк. водовод, а пар из Р-20 отводится в деаэратор.
Давление в первичном пароперегревателе поддерживается 45…55 кгс/см частичным прикрытием временной задвижки на сбросе пара в ХПП. Давление в промперегревателе поддерживается 18…20 кгс/см частичным прикрытием задвижки на сбросном трубопроводе из паропроводов ГПП.
Впрысками в первичный и вторичный пароперегреватели температура пара поддерживается на уровне 350…400 С. Промывка и продувка в этом режиме ведется до стабилизации анализов в сбросной среде.
После стабилизации содержания железа в сбросной воде из встроенного сепаратора (ВС), приступить к интенсификации очистки испарительного тракта до ВЗ путем изменения давлений и температур. Весь цикл переменных режимов может повторяться несколько раз (~ 2…3 раза) в зависимости от выноса железа в сбросной среде.
Дальнейшим включением форсунок поднять температуру перед ВЗ до 370…380 С, что необходимо для обеспечения пассивации металла по высшей категории коррозионной стойкости. Для интенсификации очистки тракта до ВЗ снизить давление в нем до 150…160 кгс/см. Одновременно, примерно вдвое, снизить расход топлива и увеличить расход питательной воды на поток до 500…660 т/ч. По истечении 510 минут работы на этом режиме, восстановить исходный режим.
Указанные циклы изменения режимов повторять до тех пор, пока не прекратится интенсификация выноса окислов железа в сбросной среде из ВС и значение Fe в пробе будет < 50 мкг/кг.
Во время циклической обработки тракта до ВЗ прикрытием клапана Д-2 и открытием впрысков пар в пароперегревателе поддерживается в состоянии пароводяной смеси. При этом, воздействуя на сбросные задвижки, периодически изменять давление за котлом на 30…40 кгс/см до тех пор, пока не прекратятся всплески выноса загрязнений из перегревателя (по прозрачности отбираемой пробы).
Дальнейшим увеличением расхода топлива вывести котел на прямоточный режим, поддерживая давление в тракте до ВЗ номинальным и полным закрытием клапана Д-2. На этом завершается пассивация тракта до ВЗ.
Пароводокислородная пассивация тракта и скоростная паровая продувка первичного пароперегревателя, паропроводов острого пара, промперегревателя и паропроводов промперегрева.
Расход топлива увеличивается исходя из повышения температуры перед ВЗ до 380…390 С. Клапанами впрысков температура пара в первичном и вторичном пароперегревателе поддерживается 350…400 С.
Для повышения эффективности продувки необходимо максимально снизить давление в первичном пароперегревателе за счет полного открытия штатных сбросных устройств ПСБУ, ИПК ОП, временные задвижки на сбросных трубопроводах острого пара в трубопровод ХПП и задвижки на сбросных трубопроводах из паропроводов ГПП. Время продувки ~ 12 часа.
Далее для продувки паропроводов острого пара закрываются ИПК ОП и продувка производится в течение ~30 минут.
Затем закрываются ПСБУ, временные задвижки на сбросных трубопроводах острого пара в атмосферу и открываются задвижки на временном трубопроводе подвода пара в ХПП. При этом весь пар направляется в промперегреватель. Открываются задвижки на сбросных трубопроводах ГПП. Потоки вторичного пароперегревателя продуваются поочередно, путем попеременного переключения задвижек, при этом через каждый поток промперегревателя пропускается двойной расход пара с помощью временного трубопровода Ду500. Каждый поток продувается в течение не менее 1 часа.
В течение всего периода пассивации кислород дозируется в трубопровод питательной воды.
Заключительная (контрольная) продувка выполняется на 30%-ой нагрузке в течение 45 часов. Содержание железа по окончанию обработки должно быть не более 50 мкг/кг.
На заключительной стадии внедрения ПВКОиП давление в котле повышается до величины опробования и настройки предохранительных клапанов острого пара. После настройки клапанов котел останавливается.
Проводятся вырезки образцов труб в тех же местах, где определялась исходная загрязненность.
Таблица 4.5.
Оценка загрязненности внутренних поверхностей труб до и после очистки
|
Наименование образца
|
Удельная загрязненность, г/м2
|
Норма, г/м2
|
|
|
до
|
после
|
|
|
НРЧ-2 н.А-1, 3 панель, тр. 26 (тр 25)
|
173,2
|
154,62
|
25
|
|
СРЧ-2 н.А-2, 1 панель, тр. 54 (тр. 53)
|
29,3
|
15,9
|
|
|
ВРЧ н.А-2, боковая панель, тр. 3 (тр.2)
|
129,4
|
29,8
|
|
|
ШПП-1 н.А-1, 9 ширма, тр.2 (тр.1)
|
9,1
|
5,82
|
|
|
КПП н.А-1, 57 панель, тр.1 (тр.2)
|
13,3
|
6,46
|
|
|
ДЭ н.А-1, 1 панель, тр.46 (тр.45)
|
37,4
|
21,38
|
|
|
КВПП-2 н.А-1, 56 панель тр.1 (тр.2)
|
7,23
|
1,71
|
|
По результатам проверки защитных свойств оксидной пленки образцов поверхностей нагрева котла П-57-3Р степень коррозионной устойчивости оценена как высшая (протокол от 28.01.2015)
Заключение
Пароводокислородная технология позволяет удалить продукты коррозии и создать на поверхности металла защитную пленку. В результате резко сокращается продолжительность пуска котлов в эксплуатацию и обеспечивается защита металла от коррозии в ходе длительной работы энергооборудования, увеличивается надежность эксплуатации и, обеспечиваются высокая экономичность, эффективность и экологическая чистота процесса выработки электроэнергии.
Защитное кислородное покрытие, образующееся при пароводокислородной очистке, пассивации и консервации углеродистой стали имеет коррозионную стойкость, превышающую стойкость нержавеющей стали в течении длительного времени (более 5 лет) [11].
После ПВКО, П и К котла межпромывочный период составляет 3 года. Возможно увеличение данного периода, но только по результатам исследования образцов поверхностей нагрева котла. Дополнительной консервации оборудования в этот период при останове не требуется.
Предлагаемая технология достаточно эффективна:
- она способствует очистке внутренних поверхностей нагрева после монтажа и в течение начального этапа эксплуатации;
- обеспечивает глубокую пассивацию металла и позволяет отказаться от консервации оборудования во время останова;
- предотвращает перенос продуктов коррозии по пароводяному тракту энергоблока в пусковых, переменных и стабильных режимах эксплуатации;
Технология характеризуется экологической чистотой, так как при её использовании отсутствуют сточные воды и соответственно не загрязняются водоемы.
Метод отличается высокой экономичностью:
- отсутствуют сложные металлоемкие схемы обработки;
- не применяются органические и неорганические кислоты, ранее использовавшиеся для очистки котлоагрегатов;
- исключаются трудоемкие работы по монтажу и демонтажу схем, процесс осуществляется в период пуска или останова котлов (энергоблоков);
- не требуются специальные сооружения для приема, переработки и захоронения сточных вод.
В результате применения технологии повышается надежность эксплуатации энергооборудования, поскольку заметно снижается повреждаемость поверхностей нагрева. [11].
Выводы и рекомендации
Разработанная и внедренная технология ПВКОиП позволила:
1.Очистить трубы поверхностей нагрева тракта до ВЗ до нормативной остаточной загрязненности. Исключение составляет НРЧ-2, где остаточная загрязненность составляет ~150 г/м. Основными причинами могут быть низкая температура питательной воды (100120°С), а также кратковременная по продолжительности продувка поверхностей по причине преждевременного демонтажа схемы ПВКОиП.
2.Обеспечить надежную работу поверхностей нагрева котла в пусковых режимах и промежуточных режимах работы энергоблока под нагрузкой.
3. На внутренней поверхности труб поверхностей нагрева и трубопроводов котла образована защитная пленка с высокой коррозионной стойкостью, которая защищает котел от коррозии при вынужденных простоях.
4. Через 2,53 года эксплуатации котла ст. №2 рекомендуется провести эксплуатационную ПВКО и П согласно РД 153-34-37.411-2001.
Заключение: Результаты пароводокислородной очистки и пассивации котла энергоблока ст. №2 признаны удовлетворительными.
ЗАКЛЮЧЕНИЕ
Практика показывает и обследования электростанций это подтверждают, что в подавляющем большинстве случаев повреждения экранных труб носят коррозийный характер из-за нарушений водно-химического режима. Надежная и экономичная работа основных агрегатов блока - котла и турбины – во многом может быть повышена при правильном водном режиме блока. В это понятие, при широком его толковании, должны включаться и химические очистки оборудования.
В результате аналитических исследований и обобщений сформированы следующие оценки и выводы:
- основной причиной отложений и подшламовой коррозии является нарушение водного режима, которое может быть связано с рядом факторов: отклонение от норм по качеству питательной воды, нарушениями конструктивного или технологического характера в коррекционной обработке котловой воды, перекосами в концентрации примесей по длине барабана, недостатками в организации непрерывной и периодической продувок [12];
- для снижения вероятности возникновения отложений и формирования условий для коррозии труб экранов необходимо, чтобы водный режим в самом широком смысле был одним из главных приоритетов в организации работы персонала и связанного с ним оборудования;
Проведение предпусковых и эксплуатационных очисток внутренних поверхностей пароводяных трактов теплоэнергетического оборудования вызвано необходимостью поддержания уровня отложений, не превышающего допустимого, и регламентируется соответствующими нормативными документами. Своевременно и качественно выполненная очистка способствует повышению гидро- и газодинамических характеристик трактов, эффективности теплообмена, предотвращению перерасхода топлива (известно, что слой отложений толщиной в 1 мм обуславливает повышение расхода топлива на 10%), пережога металла трубных испарительных и пароперегревательных систем котла[2]. Она приводит к снижению скорости коррозионных процессов. Проведение химических очисток котла и связанного с ним оборудования блока позволяет быстрее достичь нормируемое качество пара в отношении содержания в нем железа и кремниевой кислоты и уменьшает вынос в проточную часть турбины соединений меди, оксидов железа и других веществ, снижающих её мощность и экономичность, а также эрозионно-опасных частиц окалины, отслаивающихся с пароперегревательных поверхностей в процессе пуска оборудования в эксплуатацию.
Внутренние отложения могут иметь место как в новом агрегате (технологическая окалина и т.п.), так и в работающем агрегате.
Максимальное снижение теплового сопротивления, вызываемого внутренними загрязнениями , особенно опасного в условиях высоких тепловых нагрузок , может быть достигнуто только путем уменьшения толщины внутренних загрязнений, вплоть до полного их предотвращения [4]. Задачами химических очисток котлов – однократной предпусковой перед вводом котла в работу и многократных эксплуатационных – является обеспечение чистоты внутренних поверхностей нагрева котла.
Для достижения наибольшей эффективности химической очистки внутренних поверхностей нагрева необходимо правильно подобрать реагент, разработать схему и технологию очистки.
В данной магистерской диссертации описаны требования к схемам, принципы очисток, основные типы реагентов и критерии их выбора. Также описаны технологии проведения нескольких предпусковых очисток котлов.
1)Технология и схема предпусковой очистки котла-утилизатора Череповецкой ГРЭС-1 была разработана на основании инструкции по щелочению паровых и водогрейных котлов (РД 34.37.408) и рекомендациям по химической промывке NOOTER/ERIKSEN и ИЦ «ЭМАльянс» по котлам-утилизаторам ЭМА-029-КУ, а также данных о консервирующем реагенте. На основании этих документов как наиболее щадящая и эффективная была выбрана щелочная промывка котла с использованием растворов тринатрийфосфата и аммиака. После окончания отмывок и расхолаживания оборудования при осмотре барабанов выявлено отсутствие заводского консервирующего реагента, небольшое количество не маслянистого шлама. Также производилось вскрытие и осмотр нижних коллекторов, их состояние оценено как чистое. Это свидетельствует о правильности выбора реагентов и технологии очистки оборудования. Вырезок образцов труб не производилось по рекомендациям завода-изготовителя. После проведения очистки на период восстановления штатной схемы котел был законсервирован раствором аммиака при рН=10-10,5.
2) Перед проведением предпусковой очистки котла П-57-3М ЭГРЭС-1 была произведена контрольная вырезка образцов труб поверхностей нагрева и в связи с высокой начальной загрязненностью было принято решение применить комбинированный метод очистки. На первом этапе была использована лимонная кислота в композиции с трилоном Б для удаления основной части отложений. Преимущества выбранных реагентов заключаются в высокой эффективности растворения оксидов железа и постепенном переводе их в растворимые комплексные соединения, а также возможность очистки аустенитных труб и использования штатного оборудования для создания циркуляционного контура. В качестве второго этапа выбрана ПВКО и П для обеспечения коррозионной стойкости труб котла во время эксплуатации и останова. В результате использования данной технологии были получены следующие результаты:
1. Загрязненность труб снизилась с 350-400 г/м2 до 44-65 г/м2
2. Осмотр внутренних поверхностей коллекторов показал отсутствие отложений в самих коллекторах и на их внутренней поверхности
3. Устойчивость пассивирующих пленок по шкале устойчивости характеризуется как высокая (более 5 мин) – это обеспечивает надежную и продолжительную консервацию котла во время останова.
Полученные результаты, свидетельствуют об успешном проведении очистки.
3) В 2014 году фирмой ОАО «Сибтехэнерго» была проведена предпусковая ПВКО и П котла П-57-3Р ЭГРЭС-1 ст.№2 с использованием интенсифицированного метода очистки. Эффективность данного метода достигается за счет:
- роста линейной и массовой скорости потока с переводом среды в пароводяную смесь с влажностью до 50% за счет изменения давления.
- появления различия линейных коэффициентов расширения метала труб и отложений при резком изменении температуры.
Преимущества технологии ПВКО и П заключаются в следующем:
- экологическая чистота
- обеспечение глубокой пассивации металла (позволяет отказаться от консервации оборудования во время останова)
- отсутствие сложных металлоемких схем
Применение технологии на котле П-57-3Р ст№2 позволило:
- очистить трубы поверхностей нагрева до нормативной загрязненности (за исключением труб НРЧ-2)
- получить на внутренней поверхности труб защитную пленку с высокой коррозионной стойкостью (приложение Г).
Результаты пароводокислородной очистки и пассивации котла признаны удовлетворительными.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Опыт проведения эксплуатационной химической очистки экранов топки котельного агрегата ТГМ-151 М/ Левитина И.В. [и др.]// Электрические станции. – М., 2011. - №9. – с. 21-22
2. Глазырин А.И. Консервация энергетического оборудования/ Глазырин А.И., Кострикина Е.Ю. – М.: Энергоатомиздат, 1987. – 168 с.: ил.
3. Об опыте применения высокоактивных ПАВ для очистки экранной системы барабанных котлов/ Рыженков В.А. [и др.]// Энергетик. – М., 2012.-№9.-с.27-29
4. Липов Ю.М. Котельные установки и парогенераторы/ Липов Ю.М., Третьяков Ю.М. – Москва-Ижевск: НИЦ «Регулярная и хаотическая динамика»; Институт компьютерных исследований, 2006. – 592 с.
5. Маргулова Т.Х. Химические очистки теплоэнергетического оборудования - М.: Энергия, 1969. – 223 с.
6. Маргулова Т. Х. Химические очистки теплоэнергетического оборудования. Вып.2 – М.: Энергия, 1978. – 176 с.: ил.
7. МУ 34-70-113-85 Методические указания по предпусковой химической очистке теплоэнергетического оборудования – М.: Союзтехэнерго, 1986.
8. РД 34.37.403-91 Методические указания по эксплуатационной химической очистке котлов энергоблоков сверхкритического давления – М.: ОРГРЭС, 1991.
9. РД 34.20.591-97 Методические указания по консервации теплоэнергетического оборудования - М.: СПО ОРГРЭС, 1997.
10. РД 34.37.408 Инструкция по щелочению паровых и водогрейных котлов – М.: ОРГРЭС, 1970.
11. Тумановский А.Г. Очистка и пассивация теплоэнергетического оборудования ТЭС/ Энергетик. – М.: 2013. - №7, с.55
12. Баранов В.Н. Проблемы гидродинамики, маневренности, надежности энергетических котлов и их решение – Новосибирск: изд-во НГТУ, 2013.-219 с.
13. Технический отчет ОАО «Сибтехэнерго» по результатам предпусковой водно-химической очистки паро-водяного тракта котла-утилизатора Еп-270/316/46-12,5/3,06/0,46-560/560/237 блока ПГУ-420 Череповецкой ГРЭС.- 2014.
14. Технический отчет ОАО «Сибтехэнерго» по результатам проведения предпусковой химической очистки, ПВКО и П блока ст.№8 Экибастузской ГРЭС-1. – 2012.
15. Материалы ОАО «Сибтехэнерго» по проведению предпусковой пароводокислородной очистки и пассивации котла ст.№2 Экибастузской ГРЭС-1.-2014.
Закономерности отложения примесей в паровых котлах, методы химических очисток и консервации котлов