СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ПЕРВИЧНОЙ ОБРАБОТКИ ХЛОПКОВЫХ СЕМЯН И ПРОИЗВОДСТВО НА ЕГО ОСНОВЕ ВЫСОКОКАЧЕСТВЕННОГО МАСЛА
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ РЕСПУБЛИКИ УЗБЕКИСТАН
БУХАРСКИЙ ИНЖЕНЕРНО-ТЕХНИЧЕСКИЙ ИНСТИТУТ ВЫСОКИХ ТЕХНОЛОГИЙ
УДК 665.335.
ХУЖАКУЛОВА ДИЛБАР ЖУРАКУЛОВНА
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ПЕРВИЧНОЙ ОБРАБОТКИ ХЛОПКОВЫХ СЕМЯН И ПРОИЗВОДСТВО НА ЕГО ОСНОВЕ ВЫСОКОКАЧЕСТВЕННОГО МАСЛА
5А541103 – Технология производства растительных масел
Д И С С Е Р Т А Ц И Я
на соискание академической степени магистра
Научный руководитель: доктор технических наук, профессор
К.Х.МАЖИДОВ
Бухара - 2012
Стр.
ВВЕДЕНИЕ............................................................................................................3
Глава 1. АНАЛИТИЧЕСКИЙ ОБЗОР ЛИТЕРАТУРЫ 37
1.1. Масличные семена, особенности химического состава и показателей качества 8
1.2. Технологические способы переработки масличного сырья 17
1.3. Способы предварительной очистки и рафинации масел от примесей и сопутствующих веществ 21
1.3.1. Анализ и оценка технологий частичной рафинации масла на стадии маслодобывания 30
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ 32
Глава 2. ХАРАКТЕРИСТИКА СЫРЬЯ, ТЕХНИКА ЭКСПЕРИМЕНТА, МЕТОДЫ ИССЛЕДОВАНИЯ 33
2.1. Характеристика хлопковых семян и продуктов их переработки 33
2.2. Техника эксперимента, лабораторные и заводские установки для частичной и окончательной рафинации масла 35
2.3. Электромагнитная техника и ее использование 44
2.3.1. Общая характеристика электромагнитного поля и единица измерения напряженности 42
2.3.2. Характеристика щелочных растворов и их электрофизические свойства 46
2.4. Методы исследования сырья и продуктов частичной и окончательной рафинации масла 47
2.4.1. Анализ сырья 47
2.4.2.Анализ качества черного масла 48
2.4.3. Анализ качества жмыхов и шротов 49
2.4.4. Анализ качества рафинированного масла 52
Глава 3. ИССЛЕДОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИИ ЧАСТИЧНОЙ РАФИНАЦИИ МАСЛА В СЫРЬЕ АКТИВИРОВАННЫМИ В ЭМП РАСТВОРАМИ 53
3.1. Установление основных химических превращений 54
3.2. Изучение основных химических и качественных изменений при частичной рафинации масла в мятке активированными в ЭМП растворами. 55
3.3. Исследование структуры солей госсипола в процессе частичной рафинации масла в сырье активированным в ЭМП растворами 67
3.4. Изменение показателей жмыхов в процессе частичной рафинации масла в сырье 71
ОБЩИЕ ЗАКЛЮЧЕНИЯ 73
ВЫВОДЫ 74
CПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 76
ВВЕДЕНИЕ
Масложировая промышленность Узбекистана объединяет комплекс производств, связанных общностью сырья, последовательностью стадий или этапов его переработки и назначением вырабатываемой продукции.
Для производства растительного масла, увеличения выхода и улучшения его качества масличные семена перед переработкой очищают от посторонних примесей, освобождают от плодовых или семенных оболочек, а затем подвергают измельчению с целью разрушения ткани семян, содержащей масло. Измельченные семена перед отжимом из них масла, как правило, предварительно нагревают, что способствует большему и более быстрому отделению масла.
Стремление к максимальному обезжириванию масличных семян хлопчатника привело к возникновению нового растительного маслоэкстракционного способа производства.
В настоящее время для получения масла из семян применяют два способа: прессовый и экстракционный. Для большинства масличных семян применяют последовательное извлечение масла – сначала прессовым способом, извлекающим примерно 3/4 всего масла, а затем экстракционным, с помощью которого извлекают остальное масло.
Растительные масла - незаменимый источник не только пищевых масел, но и быстро восполняемого химического сырья для получения глицерина, свободных жирных кислот, мыла олифы и т.д.
Обезжиренные масличные семена служат основным компонентом комбикормов для животных, а также являются сырьем для получения пищевых белков, используемых для повышения биологической ценности многих продуктов.
Хлопковое масло, получаемое как прессованием, так и экстракцией по схеме «форпресс-экстракция» содержит в своем составе примеси и сопутствующие вещества, а также специфические пигменты группы госсипола, обладающие исключительной реакционной способностью и токсичностью. Поэтому для удаления примесей и сопутствующих маслу веществ его подвергают обязательной рафинации. Рафинация сырого хлопкового масла осуществляется эмульсионным способом по периодической или непрерывной схеме с использованием раствора каустической соды различной концентрации и избытка. Выделение госсипола и его производных из масла в процессе его рафинации для получения высококачественного масла, идущего на пищевые цели, связано с большими трудностями и потерями собственно триглицеридов.
Поэтому разработка новых и усовершенствование существующих технологий рафинации сырого хлопкового масла ставит важные задачи перед работниками производства и науки в этом направлении. Перспективным является разработка методов частичной рафинации масла в сырье на стадии предварительной переработки хлопковых семян, влаго�тепловой обработки мятки и её жарения.
Наличие в сыром хлопковом масле продуктов изменения госсипола в значительной мере зависит от способа получения масла, интенсивности и длительности влаготеплового воздействия на мятку семян, температуры отгонки растворителя из масла и других факторов.
Эти факторы, в свою очередь, зависят от качества хлопковых семян, которые поступают на переработку, в особенности от их сортовых разновидностей.
Наиболее рациональной схемой переработки хлопковых семян к настоящему времени является схема, предусматривающая максимальное выведение «свободного» нативного госсипола из мятки семян в масло, с последующей обработкой масла антраниловой кислотой и удаления из него антранилата госсипола.
При решении вопроса о комплексной переработке хлопковых семян должна быть предусмотрена такая технология, которая обеспечивает получение из семян ценных компонентов, которые должны использоваться в различных направлениях: для питания людей, кормления сельскохо�зяйственных животных, технических целей.
В данной работе решается задача повышения качества рафиниро�ванного прессового хлопкового масла при переработке семян хлопчатника.
Решение задачи повышения качества масел путем частичной рафина�ции на стадии маслодобывания способствует повышению эффективности производства, что является актуальным для масложировой отрасли Республики.
Диссертационная работа выполнена в соответствии с программой Центра по Науке и Технологиям КМ РУз на 2000-2010 годы по прикладной тематике ГНТП-5 «Республиканинг минерал хом ашё ресурсларини кимё, ози-оват, енгил саноат ва ишло хўжалик масулотлари, амда чиинди�ларини ишлаб чиариш, айта ишлаш, салаш ва улардан фойдаланишнинг ресурстежамкор, экологик хавфсиз технологияларини ишлаб чииш». Она включена в координационные планы научно-исследовательских работ МинВУЗа республики, Бухарского инженерно-технического института высоких технологий и ассоциации «Предприятия пищевой продукции» РУз.
Цель работы – Исследование и разработка технологии частичной и окончательной рафинации хлопкового масла при первичной технологичес�кой обработке мятки растворами, активированными методом электромагнит�ного воздействия. Оценка и изучение основных изменений, происходящих в химичес�ком составе сырья и масла в ходе осуществления технологических процессов.
В соответствии с поставленной целью в работе решались следующие задачи:
- Изучение особенностей химического состава и качества масличных семян хлопчатника.
- Анализ и оценка действующих технологий извлечения масла из масличных семян хлопчатника разного качества и рафинации сырого масла, полученного из них.
- Определение возможностей совершенствования технологии, повы�шения качества и улучшения состава рафинированных хлопковых масел, в том числе частичной рафинации масла в мятке на стадии маслодобывания.
- Исследование технологии частичной и окончательной рафинации хлопкового масла растворами каустической соды и хлористого кальция воз�действием на них электромагнитного поля различной напряженности.
- Изучение основных изменений компонентного состава и качества рафинированного хлопкового масла, жмыхов и шротов.
Объект и предмет исследования. В качестве объектов исследования использованы хлопковая мятка, растворы каустической и кальцинированной соды. Предметом исследования явилось изучение основных технологических и химических изменений в составе и качестве исходного сырья, промежуточных материалов и конечной продукции.
Научная новизна:
- Разработана и усовершенствована технология частичной рафина�ции масла в сырье с использованием активированных в электромагнитном поле (ЭМП) растворов каустической соды и хлористого кальция.
- Определены основные изменения в химическом составе и качестве частично рафиниро�ванного масла в зависимости от концентрации раствора активированной щелочи и напряженности электромагнитного поля.
- Установлен факт снижения содержания свободных жирных кислот, свободного и связанного госсипола, фосфатидов в частично рафинированном масле в зависимости от технологических факторов при предварительной технологической обработке семян разного качества.
- Оценена роль и значение напряженности ЭМП и концентрации раствора щелочи при частичной и окончательной рафинации масла.
- Определена зависимость изменений содержания компонентного состава и качества частично и окончательно рафинированного масла при щелочной нейтрализации активированными растворами каустической соды.
Практическая значимость и ценность:
- Определены оптимальные значения напряженности электромагнит�ного поля обработки раствора щелочи при частичной и окончательной рафинации масла.
- Путем выведения нежелательных сопутствующих маслу веществ достигнуто улучшение химического состава и качества частично и окончательно рафинированного масла с использованием рекомендуемой усовершенствованной технологии.
- Использование технологии частичной рафинации масла в сырье и окончательной рафинации полученного масла позволили снизить расход используемых растворов гидроксида натрия и хлорида кальция.
- Установлены способы очистки и режимы получения высококачест�венного рафинированного хлопкового масла, соответствующие действующим требованиям производства.
Реализация результатов и эффективность:
- Результаты частичной рафинации хлопкового масла с использова�нием метода электромагнитной активации растворов щелочи апробированы в условиях АООТ «Когон ё» при первичной переработке хлопковых семян.
- Результаты научных и практических исследований используются в учебном процессе при подготовке инженеров по технологии жиров, а также в промышленной практике первичной переработки семян хлопчатника и в технологии рафинации масла.
Апробация результатов:
- Результаты научно-практических исследований обсуждены и доло�жены на научно-теоретических и практических конференциях профессорско-преподава�тельского состава Бухарского инженерно-технического института высоких технологий (Бухара, 2010-2012 гг).
Глава 1. АНАЛИТИЧЕСКИЙ ОБЗОР ЛИТЕРАТУРЫ
Технология переработки масличных семян [1,6,9,13] и получение из них качественного масла должна исходить не только из стремления получить высокий предельный выход целевого компонента, но и строиться с учетом повышения качества масла, жмыхов и шротов, снижения трудовых, энергетических и материальных затрат на выработку продукции.
Повышение качества «сырого» хлопкового масла, а также жмыхов и шротов с использованием новых технологических процессов при переработке низкосортных семян требует детального учета количества и анализа изменений основных составляющих компонентов [2,3,4-7] сырья (госсипол, фосфатиды и др.), влияющих на качество и выход целевых продуктов. Поэтому, в первую очередь, в обзорной части работы ставилась задача изучения некоторых компонентов, входящих в состав хлопковых семян и масел, которые претерпевают различные изменения в период переработки масличного сырья.
1.1. Масличные семена, особенности химического состава и
показателей качества
Основным сырьем для производства растительных масел являются плоды и семена растений, относящихся к группе масличных [1-3,6,7].
Важнейшей масличной культурой в нашей стране является хлопчатник [3]. Наряду с этим большое внимание уделяется переработке семян сои, подсолнечника, сафлора, рапса, из которых получают пищевое масло и высокобелковый шрот [1-3,6,7].
Хлопчатник принадлежит к семейству мальвовых. В настоящее время селекция хлопчатника направлена на получение сортов с максимальным выходом волокна высокого качества [6,61]. Поэтому содержание в семенах масла и семенной оболочки десятилетиями остается практически на одном уровне, несмотря на появление новых сортов: масличность семян 17...24 %, лузжистость (содержание семенной оболочки) -40...44 %.
Известно более 35 видов хлопчатника, из которых в Узбекистане наибольшее распространение получили два вида: средневолокнистые и тонковолокнистые [2,6]. После съема хлопкового волокна на хлопкоочистительных заводах на поверхности семян остается еще значительное количество короткого хлопкового волокна-в виде пуха и подпушка.
Хлопковые семена подразделяют на четыре промышленных сорта -I,II,III и IV. Полностью зрелые семена относят к I сорту, незрелые и щуплые - к IV. Химический состав семян одного из сортов хлопчатника (в пересчете на абс. сухое вещество) приведен в табл.1.
Таблица 1.
Химический состав хлопчатника
|
Состав
|
Содержание, %
|
|
|
в семенах
|
в ядре
|
|
Липиды
Белки (Nх6,25)
Целлюлоза
Зола
|
22...24
25...29
18...19
4,1...4,3
|
38...39
34...37
1,2...2,4
3,9...5,2
|
В соответствии с действующими стандартами в нашей Республике, на семена хлопчатника технические (промыш�ленное сырье) I...IV сорта имеют влажность 8,7...14,9 %; содержание сорной и масличной примеси 1,0...23,0 %; опушенность 6,7...10,5 %.
Специфической особенностью семян хлопчатника является присутствие в них высокотоксичного химического соединения – госсипола [8,9,13,23,32]. Госсипол является нервным ядом для животных и человека. При переработке семян он переходит в масло, жмых и шрот. Удаление госсипола из этих продуктов является обязательным.
В зависимости от сорта хлопчатника, климатических и почвенных условий зоны произрастания, степени зрелости, характера агромероприятий, в частности, количества и состава удобрений жирнокислотный состав и физико-химические характеристики хлопкового масла несколько колеблются [9,18-20]. Так, например, йодное число хлопковых масел колеблется от 98 до 118 % J2, содержание линолевой кислоты - от 40 до 50 %, олеиновой – 15-20 %, пальмитиновой – 16 до 24 %, стеариновой – 0,5 до 4 % [14,15].
В состав хлопкового масла, кроме триацилглицеридов и свободных жирных кислот, входят сопутствующие ему вещества: фосфатиды в коли�честве до 2 %, стерины -до 0,3 %, токоферолы - до 0,14 % и углеводы - до 0,25 % [6,8,15,22,37]. В состав хлопкового масла входит также сложный комплекс пигментов-госсипол и родственные ему красящие вещества, отличающие хлопковое масло от всех других растительных масел [12,15,23,30-32,34]. Наличие госсипола, склонного под влиянием влаготепловой обработки переходить в измененную форму [9,12,15,36,39], а также связываться с протеинами [41,51] и фосфатидами [53,55], образуя госсипротеины и госсифосфатиды, обуславливает темную окраску сырого хлопкового масла. При обычном способе переработки хлопковых семян не используется госсипол и его производные, которые пред�ставляют значительный интерес для народного хозяйства, поскольку они могут найти применение в качестве антиполимеризаторов и антиоксидан�тов в производстве термореактивных смол, пластмасс, антисептиков, древеси�ны, фармацевтических препаратов, литейных красителей и т.п. [35,37,44]. Все эти возможности использования госсипола и его производных побуждают искать методы их выделения [39,47-51], особенно госсипола в нативной форме.
Этими обстоятельствами обусловливается непрерывно идущий по�иск новых технологических схем [32,37,46] переработки хлопковых семян, которые позволили бы максимально использовать все компоненты семени и вместе с тем получить масло, шрот и жмых высокого качества.
Учитывая взаимосвязь предлагаемой нами технологии с природой веществ, входящих в состав ядра, семян, вкратце охарактеризуем сопутствующие маслу вещества.
Госсипол и его производные. Из числа веществ, сопутствующих маслу, извлекаемому из семян хлопчатника, особый интерес представляют госсипол и его производные, так как они оказывают существенное влияние на качество масла, жмыха и шрота [1,5,8,10-13,34,39,44,47-51].
Госсипол – специфический желтый пигмент хлопчатника. Содержание госсипола в ядре хлопковых семян колеблется от 0,38 до 1,56 % к массе сухого и обезжиренного ядра [12,39], но имеются некоторые виды хлопчатника со значительно меньшим или значительно большим содержанием госсипола [2,12].
Колебания в содержании госсипола в ядре зависят от многих факторов, в частности, от сортовых различий семян, степени их зрелости и др. [2,3,5,12].
Госсипол в ядре хлопковых семян локализован в особых железках. Стенки железок, по данным В.П.Ржехина [32,34], обладают весьма высокой прочностью. При измельчении сухого ядра (влажностью 5...6 %) на вальцовых станках они разрушаются лишь частично. Стенки железок устойчивы к действию многих органических растворителей. Однако, низкомолекулярные спирты, водный ацетон и вода вызывают быстрое их разрушение [36,39,41-45,47-51,53-56].
Чистый госсипол представляет собой кристаллическое вещество лимонно-желтого цвета с температурой плавления 1840С [12,36,39].
Госсипол хорошо растворяется в низкомолекулярных спиртах, хлороформе, в этиловым эфире, ацетоне, хуже растворяется в бензине, циклогексане, глицерине и вовсе не растворяется в воде и петролейном эфире. Госсипол растворяется в маслах, особенно при нагревании, и бензино-масляных смесях (мисцеллах), поэтому при экстракции переходит в масло [42-44,47-51,53-55].
Госсипол в кристаллическом состоянии является достаточно стойким соединением. Это – полифункциональное соединение, молекула которого содержит две альдегидные и шесть гидроксильных групп; из числа этих последних две, находящиеся в орто-положении по отношению к альдегидным группам, имеют кислотный характер [12,39]. А.Л.Маркман и С.Н.Вилькова [44] приписывают кислотные свойства гидроксилам, находящимся в пери-положении по отношению к карбонилам.
Структурная формула госсипола, предложенная впервые Р.Адамсом, имеет три таутомерные модификации (схема 1).
Таутомерные формы госсипола под действием технологических факторов переходят с одного вида в другой [12,39,41-45,47-51,53,55].
Госсипол с концентрированной серной кислотой окрашивается в алый цвет; в водном растворе хлорного железа – в оливково-зеленый; с уксуснокислым никелем – в фиолетовый; с хлорным оловом – в пурпурно-красный; с хлористой сурьмой – в красный [36,44,45]. Эти реакции являются характерными для госсипола.
Схема 1.
Все шесть гидроксильных групп госсипола вступают в реакцию со спиртами, образуя соответствующие эфиры, реакция с кислотами приводит к образованию сложных эфиров (ацетатов, пальмитатов и др.) Госсипол, как слабая кислота, взаимодействует с щелочами, причем образует нерастворимые в маслах и мисцеллах соли – госсиполаты [12,39].
Водородные атомы нафталиновых ядер, лежащие в 4,41-положении, вступают в реакцию с диазосоединениями (например, с диазотированным анилином, пара-нитроаналином, сульфаниловой кислотой и др.), образуя соответствующие продукты сочетания – азопроизводные госсипола [12,19,45]
Альдегидные группы госсипола, находящие в 8,81-положении, реагируют с аммиаком и многообразными аминосоединениями, как белками, фосфатидами, анилином, аминобензойными кислотами и т.д. [32,34,47,51]. На этой реакции основаны применяющиеся в настоящее время методы количественного определения госсипола в семенах, в масле, жмыхах, шротах и других объектах [12,39]. Кроме того, эта реакция используется для промышленного выделения госсипола в виде антранилата госсипола из масла и мисцеллы [50].
Госсипол в растворе, особенно в присутствии растворенного кислорода или перекисей, быстро окисляется и переходит в измененную форму, теряя способность взаимодействовать с анилином с образованием дианилин-госсипола.
В.П.Ржехин [32,34] экспериментально доказал легкую окисляемость как кристаллического госсипола при нагревании его на воздухе, так, в особенности, растворенного госсипола. При этом в твердом состоянии с ростом температуры происходит снижение его числа нейтрализации, исчезновение альдегидных групп и потемнение прогретых препаратов.
А.Л.Маркман и С.Н.Вилькова [44] также исследовали характер изменения госсипола при нагревании в сухом состоянии на воздухе и масляных его растворах. В первом случае длительный нагрев, хотя и ведет к изменению окраски госсипола, однако он не теряет при этом способность растворяться в щелочах; во втором случае он переходит в нерастворимую форму, что означает исчезновение кислотных свойств: госсипол переходит в измененную форму [12,39]. Разработав полярографический метод определения госсипола в щелочных вытяжках автор пришел к выводу, что на изменение госсипола оказывают влияние как температура, так и продолжительность нагрева. Чем выше температура нагревания госсипола, чем больше контактирование его с кислородом, тем глубже и быстрее происходят изменения. Такое изменение госсипола имеет место и при переработке хлопковых семян. Это крайне нежелательно, так как образующиеся при этом производные госсипола чрезвычайно трудно выводятся из масла при его рафинации: для их удаления требуется затратить большее количество щелочи, так как претерпевшей изменения госсипол, по-видимому, выводится только за счет сорбции его на поверхности мыльных хлопьев. Применение больших избытков щелочи при рафинации ведет к снижению выхода рафинированного масла [11,24,26,33].
При нагревании увлажненной хлопковой мятки госсипол взаимодействует с белковыми веществами с образованием нерастворимых в масле и органических растворителях соединений – госсипротеинов [44,47-51]. Чем выше степень измельчения ядра и его влажность, тем быстрее и глубже происходит связывание госсипола с белковыми веществами. Наибольший эффект связывания достигается при влажности хлопкового ядра, равной 12...15 %. С увеличением температуры прогрева прочность связи госсипола с аминокислотами возрастает. Реакция взаимодействия начинается при 1000С и выше. Продукты соединения госсипола с аминокислотами очень прочные, госсипол высвобождается из них при нагревании с анилином [50].
Р.П.Ржехиным с сотрудниками [49,51,53,54] было установлено, что при нагревании растворов фосфатидов и госсипола образуются интенсивно окрашенные смолообразные вещества, обладающие свойствами, отличающимися от госсипола и фосфатидов. То же наблюдалось и в масляной среде [12,34,39].
Т.К.Семендяева [55] подтвердила факт взаимодействия фосфатидов с госсиполом при нагревании их в концентрированных мисцеллах.
А.Л.Маркман и А.У.Умаров [56] впервые выделили хроматографи�ческим методом госсифосфатиды из сырого хлопкового масла.
В производственных условиях образование госсифосфатидов за счет взаимодействия фосфатидов с госсиполом возможно при влаготепловой обработке мятки в жаровнях, в процессе отжатия масла на прессах и при дистилляции мисцеллы [35,37,57-60].
Анализ структуры и оценка свойств госсипола показывают, что госсипол является одним из основных компонентов хлопчатника, существенно влияющих на качества сырого масла, жмыха и шрота при переработке семян. Поэтому инактивация госсипола в процессе переработки хлопковых семян остается одним из основных путей повышения качества сырого масла, жмыха и шрота [52,57-60,66,69]. Однако и эти методы неполностью обеспечивают удаление госсипола и снижение его содержания в составе сырья или сырого масла.
Таким образом, сложное строение, повышенная реакционная способность госсипола могут обуславливать его изменения и взаимодействия на всех этапах переработки хлопковых семян. В связи с этим одной из задач настоящей работы является изучение изменения свободного госсипола при обработке хлопковой мятки растворами гидроксида натрия и хлористого кальция различных концентраций, активированными в электромагнитном поле в зависимости от исходного содержания сопутствующих ему веществ.
При технологической переработке хлопковых семян, наряду с госсиполом, огромное влияние на качество продуктов оказывают фосфатиды.
Фосфатиды. Среди веществ, сопутствующих маслам, немаловажное место занимают фосфатиды. Они представляют собой глицеролы, у которых два гидроксила этерифицированы высокомолекулярными жирными кислотами и один гидроксил этерифицирован фосфорной кислотой, связанной с аминоспиртом [3,23,26,30,31,53,55].
Исследованиями показано [22], что в масличных семенах фосфатиды находятся, главным образом, в гелевой фазе и в меньшем количестве в масляной фазе. Содержание фосфатидов в масличных семенах (от веса сухого ядра в %) подсолнечника равно 0,84; хлопчатника -1,25...1,75 и сои - 0,92...1,60 [2,3].
Содержание фосфатидов, перешедших в масла, зависит от способа переработки семян. Так, например, хлопковое масло, полученное форпрессо�ванием, содержит 1,0...1,7 % фосфатидов, а экстракционное -1,4...1,8 % [1,6,8,9].
Фосфатиды хорошо растворимы в большинстве органических растворителей, в частности, эфире, бензоле, хлороформе, метаноле и др., и плохо – в ацетоне и метилацетате [15,22,23]. Нерастворимость или ограниченная растворимость фосфатидов в ацетоне используется для очистки сырых фосфатидов и в практике аналитической химии.
Фосфатиды в воде не растворяются, а набухают, вследствие чего снижается их растворимость в масле. Содержание воды в перерабатываемом материале влияет на растворимость фосфатидов в масле при его извлечении. На этом свойстве основано выделение фосфатидов из растительного масла путем гидратации [14,21,22,26], которая приводит к снижению кислотности и цветности масла.
Другие авторы [24] считают, что снижение кислотности масла при гидратации происходит не только за счет адсорбции свободных жирных кислот на поверхности фосфатидов, а за счет того, что фосфатиды титруются щелочью так же, как и свободные жирные кислоты.
Ввиду того, что в фосфатидах имеются свободные функциональные группы, они могут взаимодействовать с другими веществами в ходе процесса маслодобывания, в том числе, как указывалось выше, с госсиполом с образованием темноокрашенных госсифосфатидов [53,55].
В.П.Ржехин и И.С.Преображенская [53] изучали реакцию взаимодействия фосфатидов с сахарами в присутствии воды, в масляной среде, в атмосфере воздуха и углекислоты. Образующиеся при этом темноокрашенные продукты они назвали меланофосфатидами.
Таким образом, можно предполагать, что фосфатиды могут изменяться по количественному содержанию в сыром масле при исполь�зовании совмещенной технологии маслодобывания и форрафинации.
Углеводы. Углеводы являются полиатомными спиртами, они содержатся во всех семенах масличных культур. Содержание углеводов в масляных семенах колеблется в широких пределах [2,3,5].
Моно- и дисахариды обычно содержатся в небольших количествах, полисахариды- в больших, а иногда являются главной составной частью семени.
По литературным данным [2,3,5] количество моносахаридов в ядре семян подсолнечника колеблется в пределах 0,31...0,48 % и хлопчатника-0,16...0,27 %. В ядре семян подсолнечника содержатся ди- и трисахариды (0,39...0,73 %) и полисахариды (2,53...2,91 %), в ядре семян хлопчатника соответственно -2,53...2,72 % и 4,6...4,9 % [3].
В процессе переработки хлопковых семян в условиях высокотемпе�ратурных воздействий углеводы взаимодействуют с белковыми веществами с образованием интенсивно окрашенных, нерастворимых в воде меланоидиновых соединений [32,34]. В.П.Ржехин [34] опытным путем установил, что при нагревании порошкообразной смеси глюкозы с лизином при повышении температуры на 100С (в пределах 105...1300С) скорость связывания сахаров с аминокислотами приблизительно в два раза больше. Процесс связывания углеводов с аминокислотами является нежелательным, потому что при этом теряются сахара, лизин и другие аминокислоты, а также ухудшается цвет сырого масла.
Стерины. Основной составной частью неомыляемых веществ масла являются стерины. Стерины в свободном виде и в форме жирнокислотных эфиров широко распространены в клетках животных и растительных тканей [2,3,15,23].
В масличных семенах стерины распределены почти в одинаковых количествах в масляной и гелевой фазах.
При извлечении масла стерины переходят в масло. Исследованиями А.М.Голдовского [11] установлено, что при экстракции происходит более интенсивный переход стеринов в масляную фазу, чем при прессовании.
По данным А.Кауфмана содержание стеринов в сыром хлопковом масле доходит до 1,6 %.
При хроматографии черного хлопкового масла в колонке с окисью алюминия А.У.Умаров выделил чистый ситостерин в количестве 0,47%.
При щелочной рафинации хлопкового масла часть стеринов увлекается в соапсток, так что в рафинированном масле содержится не более 0,11 % ситостерина [17,26,35,63-68].
Изучение состава и свойств компонентов, входящих в ядро масличных семян и в сырых маслах показало, что они подвергаются различным изменениям при переработке сырья. Изменения и взаимодействие изученных компонентов масличного сырья зависят от способа извлечения расти�тельного масла, рассмотрение которых также является необходимым при разработке новых и усовершенствовании существующих технологических процессов.
1.2. Технологические способы переработки масличного сырья
В настоящее время в промышленной практике применяются два способа извлечения масла из масличных семян в отдельности или в сочетании друг с другом: отжим масла (прессование) и растворение масла (экстракция) [1,6,9].
Переработка хлопковых семян с применением указанных способов может проводиться по различным технологическим схемам при различных технологических режимах [6], при этом под воздействием технологических факторов изменяется содержание веществ в семене [2]. В связи с этим в производстве растительных масел при использовании новых и совершенст�вовании существующих технологических схем необходимо учитывать следующие неразрывно связанные друг с другом технические задачи:
- наибольшее извлечение масла;
- получение масел, жмыхов и шротов улучшенного качества.
Совмещенный способ маслодобывания и рафинации масла в мятке именно и направлен на решение вопроса повышения качества «сырого» масла и жмыхов на стадии процесса подготовки к прессованию масличной мезги, что ставит задачу детального изучения этого способа извлечения масла из маслосодержащего сырья.
Прессовый способ производства растительных масел.
Отжим масла из хлопковой мезги на шнековых прессах осуществляется по схемам однократного и двукратного прессования [1,6,9].
Получение хлопкового масла прессовым способом обуславливает некоторое снижение качества масла: образуется большое количество мелкой взвеси (для которой требуется обязательная фильтрация масла), в прессующем тракте шнековых прессов развивается за счет трения высокая температура до 1500С [6], в результате чего происходит превращение госсипола в измененную и связанную формы с переходом их в масло [12,39]. Это обстоятельство обуславливает резкое потемнение масла и ухудшение его рафинируемости [1].
В целях получения лучших результатов по цветности и рафинируемости хлопкового масла при переработке семян хлопчатника на шнековых прессах в работе [34] описаны условия максимального связывания госсипола с белковой частью мезги. Для этого автор увлажнял мятку паром и конденсатом в пропарочном шнеке и в первом чане дополнительной жаровни, затем проводил тепловую её обработку в высоких самопропаривающихся слоях в чанной жаровне или в жаровне пресса, доводя температуру мезги до 110...1200С. При такой обработке хлопковых семян I...III сортов были получены сырые масла цветностью 10...12,5 красных в 1 см.слое.
Двукратное извлечение масла применяется главным образом для переработки высокомасличного сырья [1,6]. Этот способ извлечения масла позволяет вести процесс при первом прессовании (форпрессовании) при слабом тепловом воздействии, в результате чего получается до 70 % масла повышенного качества. Остальная часть масла извлекается на шнековых прессах окончательного отжима после повторной тепловой обработки, качество этого масла значительно ниже, чем форпрессового [1,6].
Переработка хлопковых семян по схеме двукратного прессования на шнековых прессах осуществляется преимущественно на установках, оборудованных шнековыми прессами марок ФП и УМП-75, Г-24, выполняющих роль прессов предварительного прессования (форпрессов) и шнековыми прессами окончательного прессования марок МПЭ-1 и ЖП [1,6].
Недостатками, как однократного, так и двукратного прессования являются:
- потери значительного количества масла, которое остается в жмыхе-ракушке при однократном прессовании в количестве 6...6,5 % [6], а при двукратном - в лучшем случае в количестве 4,5...5,5 % [1,6,9];
- получение большого количества «обратного» товара, что снижает производительность основного оборудования и ухудшает рафинируемость масла;
- высокотемпературная тепловая обработка в жаровнях и в прессующем тракте ведет к денатурации белков жмыха, за счет чего снижаются его кормовые достоинства.
Таким образом, при разработке технологии извлечения растительного масла на стадии форпрессования необходимо учитывать также способы, обеспечивающие максимальное повышение качества «сырого» масла в жмыхах.
Большие потери масла в жмыхе при прессовом способе переработки масличного сырья и снижение кормовой ценности жмыхов в процессе прессования побудили нас изыскивать более совершенные способы переработки, при которых потери масла были бы наименьшими.
Экстракционный способ производства растительных масел.
В экстракционном производстве предложен [1,6,9] принцип последовательного обогащения мисцелл маслом путем экстракции в батарее соединенных между собой экстракторов. Этим предусматривалась возможность получения высококонцентрированных мисцелл, сокращение рас хода пара на их дистилляцию и уменьшение потерь растворителя [6].
Преимуществом экстракционного способа извлечения масла из маслосодержащего сырья является максимальное извлечение масла из жмыхов с масличностью 13...18 %.
При совершенствовании технологии экстракции особое внимание уделялось созданию аппаратов непрерывного действия [6,9]. В настоящее время широкое распространение получили вертикальные шнековые и горизонтальные ленточные экстракторы [9].
Опыт переработки хлопковых семян показал, что применение чисто экстракционного метода сопровождается некоторыми трудностями [1,6]. Материал хорошо экстрагируется при условии, если он имеет структуру лепестка или пористых гранул. Излишне сухой материал рассыпается в муку, что затрудняет прокачку растворителя. Излишне влажный материал плохо смачивается гидрофобным растворителем. И в том, и в другом случае экстракция идет плохо, а масличность шрота получается высокой [1,6].
Отсюда возникла необходимость в кондиционировании материала (мятки) по влажности и его гранулировании. Одновременно родилась идея о схеме «фопрессование-экстракция». Преимущество такой схемы заключается в том, что значительная часть масла получается высококачественной [1,6,9], хотя экстракционное в этом случае теряет хуже мятки. Кроме того, сам процесс подготовки к прессованию и его прессование делает материал кондиционным по влажности и облегчает процесс последующей экстракции.
Экстракционный способ производства растительных масел без предварительного прессования применяется в настоящее время для переработки бобов сои [9]. Для переработки подсолнечных и хлопковых семян этот метод признан не целесообразным, а рекомендуется использовать двустадийное извлечение масла: «форпрессование-экстракция» [1,6,9]. Этот метод обеспечивает получение жмыха-ракушки с масличностью 14...17 % при влажности около 8,0 % [9]; масличность шрота из высокосортных семян снизилась до 1 %, а из дефектных - до 3,5 % [1,6,9]. Общие потери масла снижаются до 2,3 %.
Недостатками этого способа производства хлопкового масла являются:
- низкая концентрация получаемой мисцеллы;
- пожаро- и взрывоопасность производства;
- большая длительность экстракции;
- длительность воздействия острого и перегретого пара для удаления растворителя из масла и шрота, что понижает качество масла и кормовые достоинства шрота, так как при этом происходит частичная денатурация белков.
Схема форпрессования и экстракции в экстракторах непрерывного действия. При форпрессовании хлопковых семян выделяется до 75 % масла от общего его содержания в мятке, что способствует повышению пропускной способности экстрактора. Вместе с тем форпрессование масличных семян перед экстракцией улучшает структуру экстрагируемого материала [6,9].
Резюмируя часть аналитического обзора, посвященную способам извлечения масла из маслосодержащего сырья, можно заключить:
- наиболее приемлемым и распространенным методом извлечения масла из масличных семян, в частности, хлопковых, является способ «форпрессование-экстракция»;
- основными факторами, влияющими на ход технологического процесса переработки хлопковых семян и качество получаемых масел и жмыхов, являются температура и длительнось её воздействия на мятку;
- при разработке и совершенствовании технологических схем извлечения масла из хлопковых семян необходимо учитывать качественное и количественное изменение состава компонентов сырья.
Получение высококачественного пищевого рафинированного масла зависит и от способов очистки «сырого» масла и применяемых технологических схем в производстве. Исследования рафинируемости форрафинированных черных масел позволят создать способ очистки «сырых» масел от сопутствующих веществ.
1.3. Способы предварительной очистки и рафинации масел от примесей и сопутствующих веществ
К примесям, сопутствующим маслам, в частности хлопковому маслу, относятся органические и неорганические вещества.
Кроме того в масле содержатся:
- фосфатиды - вещества липоидного характера, содержащие фосфор;
- белки и другие вещества, содержащие азот;
- стерины (жирорастворимые витамины)- неомыляемые вещества липоидного характера;
- воски - сложные эфиры, образованные жирными кислотами и высокомолекулярными одноатомными жирными спиртами и спиртами ароматического ряда;
- углеводы - моно-, ди- и трисахариды, пектины, водорастворимые полисахариды;
- глюкозиды - сложные соединения моносахаридов с другими органическими соединениями;
- красящие вещества - каротин и каротиноиды, хлорофилл, госсипол и госсиполопроизводные, флавоновые, фитомиэлановые пигменты и др.;
- ферменты и витамины - токоферол, витамины F и К:
- фосфосодержащие вещества нелипоидного характера, минеральные фосфаты, инозитфосфорная кислота.
Для установления рационального технологического способа и режима очистки и рафинации масла большое значение имеет классификация процессов его очистки и рафинации. В литературе методы очистки и рафинации обычно классифицируют по видам реакций или процессов [14,17,24].
Одни исследователи [24] делят методы рафинации жиров на две группы: физические и химические. При этом к физическим методам относят отстаивание, центрифугирование и фильтрацию, а иногда и адсорбцию, а к химическим – сернокислотную обработку, применение окислительных и восстановительных реактивов, нейтрализацию растворами едких щелочей и углекислой содой. В последние время особое внимание обращают на использование физико-химических методов, то есть применение адсорбентов и технологии дезодорации.
Другие авторы, придерживаясь такой же классификации, включают в физико-химические методы адсорбционную отбелку жиров и гидратацию.
В настоящее время для очистки и рафинации сырого хлопкового масла, полученного методами форпрессования и экстракции, существуют три метода [6,14,17]: физические, химические и физико-химические. К физическим методам относятся: отстаивание, центрифугирование и фильтрация. К химическим – нейтрализация растворами едкой щелочи и углекислой содой, методы адсорбции и дезодорации относят к физико-химическим методам. Кратко охарактеризуем основные методы очистки и рафинации масла.
Хлопковое масло, наряду с фосфатидами, содержит некоторое количество госсипола, поэтому при его гидратации вместе с фосфатидами выпадает в осадок и госсипол. Первоначальные работы [14] по гидратации хлопкового масла, полученного прессованием, касались только поведения госсипола при гидратации.
При исследовании шнекопрессовых и экстракционных масел установлено, что в одних случаях гидратация снижала кислотное число и ухудшала цвет масла, улучшала эффект последующей нейтрализации; в других – гидратация не оказывала влияния на эффект последующей обработки масла раствором щелочи [6,14,17].
Эти результаты послужили основанием к дальнейшему всестороннему исследованию этой проблемы. В работе [34] исследовались особенности взаимодействия госсипола с фосфатидами в условиях, близких к производственным. Установлено, что при гидратации форпрессовых и экстракционных хлопковых масел не происходит полного выведения фосфатидов даже из свежедобытых масел. Это указывает на наличие в хлопковых маслах некоторого количества негидратируемых фосфатидов. Для реальных образцов хлопковых масел найдено, что степень выведения фосфатидов колеблется от 50 до 90 %, в зависимости от качества масла, определяемого качеством семян и режимом маслодобывания. Показано также, что хранение хлопкового масла приводит к снижению гидратируемости фосфатидов.
Снижение гидрофильных свойств фосфатидов происходит при хранении масляных растворов фосфатидов в присутствии нативного госсипола. Связывание госсипола с фосфатидами с образованием негидратируемых госсифосфатидов идет даже при температуре 15...200С. Потеря гидратируемости в этом случае зависит от срока хранения, температуры и количественного соотношения между нативным госсиполом и фосфатидами. При гидратации хранившегося масла, содержащего в начале срока хранения нативный госсипол и фосфатиды в соотношении, при котором фосфатиды полностью связываются с госсиполом, гидратационный осадок не выделяется.
При внедрении методов извлечения госсипола из масла до его рафинации (например, антраниловой кислотой) основное значение гидратации сводится к процессу извлечения фосфатидов, имеющих самостоятельную ценность. При этом создается возможность получения светлоокрашенных фосфатидных концентратов, которые с успехом можно использовать в качестве добавки к кормовым шротам.
На модельных образцах была исследована [34] способность гидратированного осадка извлекать из масла различные формы госсипола. Было показано, что на гидратационном осадке хлопкового масла адсорбируются госсифосфатиды, осветление хлопкового масла при гидратации происходит за счет выведения гидратируемых фосфатидов и адсорбции гидратационным осадком нативного и некоторого количества измененного госсипола. Цветность гидратированного хлопкового масла определяется, главным образом, продуктами изменения госсипола и его взаимодействием с фосфатидами [32].
В связи с развитием работ по выведению госсипола из хлопкового масла при помощи антраниловой кислоты было изучено поведение фосфатидов при гидратации реальных форпрессовых и экстракционных масел, обезгоссиполенных при помощи антраниловой кислоты. Для форпрессовых масел наблюдалось резкое снижение фосфоросодержащих веществ и несколько меньшее – для экстракционного. При гидратации обезгоссиполенных форпрессовых масел из первосортных семян в них остается меньшее количество фосфоросодержащих веществ, чем в случае экстракционных или форпрессовых масел из низкосортных семян.
Гидратационные осадки, полученные из масла до и после его обработки антраниловой кислотой, значительно различаются между собой по цвету, в частности, цвет фосфатидных концентратов без обработки масел антраниловой кислотой составляет 60...62 единицы красных (в слое 13,5 см.).
Гидратация сырых масел распространена при очистке подсолнечного, соевого, арахисового, рапсового масел и является обязательной стадией технологического процесса рафинации.
Щелочная обработка (нейтрализация) хлопкового масла значительно отличается от нейтрализации других растительных масел. Особенности поведения этого масла при нейтрализации объясняются наличием в нем специфических красящих веществ – госсипола и его производных. В результате механического и теплового воздействия на семена хлопчатника происходят значительные изменения в составе нежировой части масла. В зависимости от режима маслодобывания, интенсивности и условий тепло�вого воздействия госсипол будет переходить в масло в различных количест�вах и в различном состоянии: в виде неизмененной, частично потерявшей исходные свойства и, наконец, в виде значительно измененной модификации. Этим, в основном, и объясняются различия в рафинируемости хлопковых масел, полученных по различным схемам маслодобывания [6,9].
По рафинируемости хлопковые масла условно располагают в следующий ряд: форпрессовое, экспеллерное и, наконец, экстракционное. В пределах каждой группы масел их качество может меняться в зависимости от режима маслодобывания и от сорта исходных семян. При этом особенно сильно снижается рафинируемость масла при увеличении количества нестандартных семян в перерабатываемом сырье.
Большое число экспериментальных работ [24,53], выполненных при периодическом методе рафинации хлопкового масла, позволили четко установить значение технологических параметров нейтрализации хлопкового масла, что оказалось справедливым и применимым и для новых непрерывных схем рафинации данного масла.
К числу первых из этих параметров следует отнести температуру масла, поступившего в рафинационный цех из цехов, в которых осуществляется извлечение масла из семян. При этом особенно важно, чтобы масло после его получения (при выходе из форпресса) немедленно охлаждалось до температуры 20...220С.
Было четко показано, что щелочная обработка неохлажденного масла приводит к неудовлетворительным результатам. Так, например, нейтрализация форпрессового масла, охлажденного до 20...220С, давала выход рафината до 94...95 %, а при нейтрализации без предварительного охлаждения выход нейтрализованного масла составил всего 78...79 % [35].
Для установления роли концентрации щелочного раствора при нейтрализации хлопкового масла использовались растворы щелочи концентрацией от 80 до 500 г/л. Избыток щелочи изменялся от 30 до 300 %. Полученные результаты [64,65] свидетельствуют о том, что требуемый эффект рафинации достигается при применении определенного избытка щелочи, и позволяет высказать некоторые соображения о механизме щелочной обработки хлопкового масла. Небольшой избыток щелочи достаточен для связывания свободных жирных кислот (даже при избытке 10...20 %). Остаточное кислотное число не превышает 0,2 %, но при этом не достигается нужного осветления. Более высокий избыток щелочи оказывается необходимым для воздействия на красящие вещества. «Недостаток» щелочи дает худшие результаты и по цветности и по выходу рафинированного масла.
Оптимальное количество щелочи создает благоприятные условия для формирования соапстока и меньшего омыления нейтрального жира. Снижение выхода при избытке свыше 200 % происходит уже за счет омыления нейтрального жира, дальнейшее осветление масла при этом незначительно, следовательно, воздействие щелочи на пигментный комплекс прекратилось и уже началось омыление нейтрального жира.
Таким образом, можно наметить определенную последовательность в протекании отдельных реакций, имеющих место в процессе щелочной обработки хлопкового масла:
- нейтрализация свободных жирных кислот и образование мыл и госсиполата натрия;
- выведение красящих веществ за счет (в основном) адсорбции их натриевыми солями жирных кислот;
- омыление нейтрального жира.
Из этого следует, что к определению избытка щелочи нужно подходить осторожно, так как переход за оптимальное его количество приводит к снижению выхода рафинированного масла.
Эффект щелочной рафинации определяется не только режимом самой рафинации, но и характером тех производных госсипола, которые обуславливают специфическую окраску хлопкового масла, в частности, способностью этих производных вступать во взаимодействие с щелочью, их способностью тем или иным образом реагировать с щелочью. Недостаточное осветление масла при его нейтрализации объясняется наличием в нем тех производных госсипола, которые даже при значительном избытке щелочи остаются в растворе масла.
Можно предположить, что действие щелочи при нейтрализации таких масел будет проявляться в нескольких направлениях. Безусловно, имеет место прямое взаимодействие щелочи со свободными жирными кислотами и с неизмененным госсиполом с последующей адсорбцией красящих веществ на поверхности образующегося соапстока. Можно приписывать некоторые разрушающее воздействие концентрированных растворов щелочи на производные госсипола, а также некоторое каталитическое воздействие, приводящее к уплотнению сложных молекул до смолообразного состояния, при котором эти продукты выделяются из масла. Последнее предположение находит свое подтверждение при нейтрализации некоторых образцов шнекпрессового масла, при которой получается «резинообразный» соапсток с резко выраженной щелочной реакцией, после охлаждения такой соапсток превращается в твердую массу типа гудрона.
При меняющемся качестве сырого масла (в зависимости от качества семян и режима маслодобывания) необходимо было устанавливать парамет�ры щелочного режима опытным путем для каждого вида и сорта масла.
Важным средством, обеспечивающим оптимальное ведение процесса, является систематическое выполнение пробных рафинаций хлопкового масла. При помощи пробной рафинации устанавливается необходимая концентрация раствора щелочи и оптимальный ее избыток. Для маслодобывающих заводов это не является затруднительным, так как на этих заводах рафинируют большие партии масла, одинакового (или близкого) качества, что позволяет устанавливать оптимальные условия щелочной обработки масла на достаточно длительный срок.
С изменением свойств госсипола и его производных связано и изменение рафинируемости масла при его хранении [9,33]. При хранении масел происходит изменение структуры пигментного комплекса хлопкового масла и связанное с этим изменение реакционной его способности. Это неоднократно наблюдалось при проведении рафинации одних и тех же масел на маслодобывающих и жироперерабатывающих заводах, где масло подвергается рафинации, в лучшем случае через месяц после его получения. Режим рафинации, установленный для свежих масел, дающий хороший эффект, не дает положительного результата в отношении цветности масел применительно к маслам, хранившимся в течение определенного времени. Этот вывод многократно проверялся на различных производственных образцах масла [35].
При разработке непрерывного метода нейтрализации хлопкового масла учитывались специфическое поведение госсипола и его производных, а также сущность технологических параметров, которые были разработаны при совершенствовании технологического режима периодической рафинации хлопкового масла. В первую очередь, обязательным осталось охлаждение нейтрализуемого масла до 20...220С. Условия щелочного режима по концентрации раствора щелочи и ее количеству также обуславливается качеством исходного масла и теми требованиями, которые предъявляются к рафинированному продукту [17,35].
При непрерывном методе нейтрализации необходимо быстрое и равномерное распределение водного раствора щелочи в масляной среде и тесное его смешивание с маслом.
Взаимодействие жирных кислот с щелочью протекает мгновенно, в силу чего стало возможным применение интенсивного перемешивания в течение относительно короткого времени, при котором исключается омыление триглицеридов. В качестве одного из аппаратов, обеспечивающих интенсивное перемешивание масла в растворе щелочи, были испытаны эмульгаторы, обеспечивающие образование тонкой и стойкой водно-жировой эмульсии [17]. Сущность такого метода заключается в том, что в результате смешивания масла с раствором щелочи создается система с очень тонкой степенью диспергирования, что позволяет с некоторой условностью называть ее эмульсией, а метод-эмульсионным.
В ряде работ [33,35] было изучено влияние возможных технологических условий на эффективность щелочной обработки различных видов хлопкового масла по эмульсионному методу. Результаты этой работы получили подтверждение в заводской практике. Эмульсионный метод нейтрализации является первой ступенью в разработке непрерывного процесса рафинации хлопкового масла. Его применение, как показывает опыт многих заводов, позволяет совершенствовать условия технологичес�кого режима рафинации. Внедрение эмульсионного метода позволило улучшить качество рафинированного масла и повысить производительность оборудования. Различие в содержании и характере красящих и нежировых веществ в хлопковом масле определяет применение при нейтрализации растворов щелочи разной концентрации. Этим различием определяется и количество щелочи, необходимое для получения рафинированных масел стандартной цветности, выход рафинированного масла, а также эффективность непрерывной эмульсионной нейтрализации [35,63-68].
Ряд исследований [69] был посвящен использованию раствора щелочи в процессе влаготепловой обработки и жарения мятки. Основной задачей этих исследований являлось снижение содержания свободных жирных кислот и цветности в получаемом «сыром» масле, а также повышение качества жмыхов и шротов за счет снижения в них содержания госсипола и его производных [12,34].
В Кинг и др. установили, что жарение хлопковой мятки в присутствии щелочных реагентов уменьшило содержание госсипола.
П.Баверс и др. показали, что сырые масла, полученные из мятки, обработанной раствором щелочи, содержали лишь наименьшее количество госсипола, по сравнению с маслами, которые были получены при увлажнении мятки водой (то есть без раствора щелочи), и содержали небольшое количество жирных кислот. С.Понс и др. описали метод промышленного кондиционирования хлопковой мятки в присутствии гидроокиси натрия. Авторы изучали влияние обработки сырого масла бурой и влияние кондиционирования увлажненной мятки под давлением на содержание госсипола в шроте и маслах.
Ведутся работы также по подготовке материала к прямой экстракции путем обработки лепестка различными химическими реагентами.
1.3.1. Анализ и оценка технологий частичной рафинации масла на стадии маслодобывания
В последнее время особое внимание уделяют исследованиям и разработкам в направлении частичной рафинации масла в сырье на стадии влаготепловой обработки мятки и жарения мезги.
Сотрудниками ВНИИЖиров в последние годы разработана технология, предусматривающая обработку подсолнечной мятки перед жарением и прессованием раствором кальцинированной соды и хлористого кальция. Испытание этой технологии в опытно-промышленных условиях при переработке подсолнечных семян с повышенным кислотным числом масла показано снижение кислотного числа сырого масла за счет нейтрализации свободных жирных кислот, содержащихся в сырье. Использование этой технологической схемы на стадии маслодобывания (в процессе извлечения масла прессовым способом) дало положительные результаты. Однако, процесс экстракции жмыхов, полученных в процессе «форрафинации», протекал с некоторыми отклонениями от принятых технологических режимов, что отрицательно повлияло на производство. Аналогичные исследования применительно к переработке хлопковых семян и обработкеи мятки растворами кальцинированной соды и хлористого кальция были проведены и другими исследователями.
К.Х.Мажидовым, Н.Ш.Абдуллаевым и др. исследована и разработана технология предварительной рафинации хлопкового масла в маслосодержащем сырье на стадии маслодобывания. Сущность исследован�ной технологии заключалась в очистке семян от посторонних примесей, обрушивании семени, отделении ядра и шелухи, измельчении ядра с полу�чением хлопковой мятки, влаготепловой обработки мятки, жарении и прес�совании маслосодержащего сырья. При этом авторами предложена технология обработки хлопковой мятки раствором кальцинированной соды (Na2CO3) определенной концентрации с целью частичного снижения кислотного числа масла в мятке при переработке низкосортных и высококислотных семян хлопчатника. Результатами исследований установлена возможность снижения кислотного числа масла в мятке на 25...35 % от его первоначального значения в маслосодержащем сырье. Затем, образовавшиеся натриевые соли переведены в кальциевые соли жирных кислот с обработкой мятки раствором хлористого кальция и достигнуто определенное повышение кормовых свойств хлопковой ракушки. Предложенные разработки использованы в условиях маслопрессовых предприятий. Технологические разработки К.Х.Мажидова и др. в этом направлении связаны с существенными недостатками, а именно: большой расход кальцинированной соды; высокие потери масла на стадии частичной и окончательной рафинации масла; низкие качественные показатели рафинированного хлопкового масла.
Учитывая недостатки предлагаемой авторами технологии предложена усовершенствованная технология частичной рафинации масла в мятке с использованием активированных в электромагнитном поле растворов кальцинированной соды (Na2CO3). Однако, эти разработки также не дали необходимых результатов в направлении повышения качества рафинированного масла и снижения потерь в производстве. Необходимо отметить, что авторами не предусмотрена возможность электромагнитной активации раствора хлористого кальция на стадии предварительной обработки хлопковой мятки, которая могла бы дать определенные технологические преимущества.
Следует подчеркнуть, что кальцинированная сода (Na2CO3) в отличие от каустической соды (NaOH) по технологическим и электрофизическим свойствам характеризуется существенными недостатками [29]. В связи с этим использование этого раствора в технологии рафинации растительных масел как на стадии частичной, так и на стадии окончательной рафинации не рекомендовано. С учетом этого, исследования в направлении использования малоконцентрированных растворов каустической соды на стадии частичной рафинации масел в процессе влаготепловой обработки масличной мятки представляет как научный, так и практический интерес. Особенным является интенсификация технологического процесса частичной и окончательной рафинации масла с предварительной электромагнитной (ЭМП) активацией раствора каустической соды.
В последние годы в отечественной практике щелочной рафинации сырого хлопкового масла предложены новые и довольно перспективные способы, связанные с использованием карбамидных растворов [59]. Результаты этих работ позволили повысить выход, улучшить качество и другие свойства рафинированного масла и также обеспечили повышение кормовых достоинств шротов.
Несмотря на эти исследования технология щелочной рафинации сырого хлопкового масла как на стадии маслодобывания, так и на стадии собственной рафинации, тем не менее, требует совершенствования с целью обеспечения эффективности производства, улучшения качества и пищевой ценности рафинированного масла, снижения потерь в произ�водстве, а также сокращения тепловых, энергетических и трудовых затрат.
Резюмируя данную часть обзора, можно сделать следующие выводы:
- в отечественной и зарубежной практике по переработке хлопковых семян созданы схемы рафинации хлопкового масла, обеспечивающие повышение качества получаемого масла;
- несмотря не множество разработанных технологических схем, а также проведенных исследований, остаются актуальными вопросы повышения качества масла и шрота за счет создания и внедрения высокоэффективных технологических процессов, в том числе с использованием совмещенных схем;
- следует подчеркнуть важность совершенствования технологичес�кого процесса переработки хлопковых семян на стадии маслодобывания.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Для проведения экспериментальных исследований в качестве исходного сырья использованы семена хлопчатника, выращенные в Бухарском вилояте в 2000-2006 годах. Для частичной и окончательной рафинации масла применены водные растворы гидроксида натрия и хлористого кальция. Совершенствование и интенсификация процессов частичной и окончательной нейтрализации осуществлялись путем использования активированных растворов в электромагнитном поле (ЭМП) различной напряженности.
Экспериментальные исследования проведены в лабораторных и опытно-производственных условиях.
Качество и физико-химическая характеристика исходного сырья, промежуточных и конечных продуктов, а также вспомогательных материалов оценены современными стандартными методами исследования, принятыми в масложировых и жироперерабатывающих отраслях промышленности [7,18-21,27].
Глава 2. ХАРАКТЕРИСТИКА СЫРЬЯ, ТЕХНИКА ЭКСПЕРИМЕНТА, МЕТОДЫ ИССЛЕДОВАНИЯ
2.1. Характеристика хлопковых семян и продуктов их переработки
Основным сырьем, использованным нами в лабораторных, опытно-производственных и промышленных исследованиях, служили хлопковые семена различных сортов. Использованные семена характеризовались следующими показателями, %: масличность – 14,5...19,9; влажность- 7,8...14,0; опушенность - 7,6...12,5; засоренность - 1,8...20,4. Среднее кислот�ное число масла в исследованных образцах хлопковых семян составляло 5,9...14,0 мг КОН/г. В отдельных случаях при проведении опытно-производственных испытаний на АООТ «Бухоро-ёг» исследованию подвер�гались различные партии нестандартных семян хлопчатника со следующими усредненными показателями качества, %: масличность 14,6...18,2; влажность- 9,8...14,0; опушенность -9,4...12,5; засоренность - 14,7...20,4. Среднее кислотное число масла в семенах, отобранных в партиях масличных семян, в период опытных испытаний составляло 12...14 мг КОН/г. Качест�венные показатели хлопковых семян и продуктов его переработки, использованных в период проведения экспе�риментов по совмещенной технологии маслодобывания и рафинации мас�ла в мятке с использованием ЭМ воздействия, приведены в табл.2. и 3.
Для проведения экспериментов по совмещенной технологии маслодо�бывания и рафинации масла в мятке хлопковые семена обрушивали, затем ядро отделяли от шелухи на сепараторах, измельчали в вальцовых станках. Эти технологические операции осуществляли в соответствующих отделениях цехов и на оборудовании предприятия. Технологические операции первичной переработки семян проводили согласно действующим технологическим регламентам производства хлопкового масла.
Таблица 2.
Характеристика качественных показателей семян хлопчатника
|
№ пар�тии
|
Сортность семян
|
Показатели качества
|
|
|
|
Влаж�ность,
%
|
Опушен�ность, %
|
Засорен�ность, %
|
Маслич�ность, %
|
Кислотное число масла в семенах, мг КОН/г
|
|
1
2
3
4
|
I-II
I-II
III-IV Нестандартные
|
7,8
11,0
12,6
14,0
|
7,6
8,5
10,5
12,5
|
1,8
2,5
14,7
20,4
|
19,9
18,2
17,0
14,5
|
5,9
6,7
8,4
14,0
|
Таблица 3.
Химический состав хлопковых семян
|
Состав, %
|
Сортность семян
|
|
|
I-II
|
I-II
|
III-IV
|
Нестандартные
|
|
|
в семе�нах
|
в яд�ре
|
в семе�нах
|
в яд�ре
|
в семе�нах
|
в яд�ре
|
в семе�нах
|
в яд���-
ре
|
|
Липиды
Белки (Nх6,25)
Целлюлоза
Зола
|
21,2
29,0
18,1
2,1
|
36,0
37,7
1,0
1,9
|
20,2
28,2
18,9
2,8
|
34,3
36,6
1,1
2,5
|
18,1
26,7
19,2
15,1
|
30,7
34,7
1,2
13,5
|
14,9
24,3
20,3
21,4
|
25,3
31,5
1,3
19,2
|
В качестве щелочного реагента в процессе предварительной обработки хлопковой мятки в пропарочно-увлажнительных шнеках использовали раствор каустической соды. Каустическую (NaOH) соду в сухом состоянии оценивали по следующим показателям, %: основное вещество -99,9; нерастворимые в воде вещества -0,005; тяжелые металлы -0,0005, соответствие требованиям ГОСТа.
Перевод образовавшихся натриевых мыл в кальциевые соли жирных кислот в процессе частичной рафинации масла в мятке производили путем обработки мезги раствором хлористого кальция, соответствующего по качеству также требованиям ГОСТ: содержание, %: основного вещества -96,0; примесей -0,05...0,10; щелочность в пересчете на Ca(OH)2-0,10.
Исследование технологии и окончательной рафинации частично рафинированных в мятке масел с пониженным кислотным числом проводили с использованием гидроксида натрия.
Во всех случаях концентрация и избыток растворов каустической соды выбирали в зависимости от исходного показания кислотного числа масла. Концентрация раствора хлористого кальция во всех случаях была постоянной (15 %), которая была установлена многочисленными эксперимен�тальными опытами.
Щелочные растворы и растворы хлористого кальция активировались в электромагнитном поле. Электромагнитная активация проводилась с использованием стандартного аппарата АМО-25 УХЛ4, используемого для активации водных раствором в пищевом производстве. Использованный электромагнитный аппарат, установленный на линии активации растворов, обеспечивает напряжение магнитного поля в пределах (0,4...2,8) 10-4 А/м.
Регулирование напряжения магнитного поля в аппарате осуществлялось выпрямителем типа ВСА-5К путем изменения значения употребляемого прибором рабочего тока.
2.2. Техника эксперимента, лабораторные и заводские установки для частичной и окончательной рафинации масла
Лабораторные эксперименты по предварительной обработке хлопковой мятки растворами разбавленной каустической соды и хлористого кальция проводили в специальной металлической емкости (рис.1), внутренняя сторона которой покрыта коррозионностойким слоем, оборудованной электрическим нагревом и металлической мешалкой с регулируемым числом оборотов. Подача реагентов в мятку осуществлялась самотеком из соответствующих мерных емкостей.
Для активации растворов в электромагнитном поле использована лабораторная установка.
Испытание технологии частичной рафинации масла в мятке (форрафинация) проводили на установке, приведенной на рис.2 в опытных условиях АООТ «Бухоро ё» с использованием одной жаровой установки и двух прессовых агрегатов.
Принципиальная технологическая схема (рис.2) частичной рафинации масла в мятке активированными в ЭМП растворами NaOH и CaCI2 в опытно-производственных условиях заключалось в том, что хлопковая мятка в пропарочно увлажнительном шнеке (6) обрабатывалась предварительно активированным в ЭМП раствором разбавленной каустической соды, подогретым до 80...850С. Концентрация раствора щелочи и ее избыток устанавливались (см.табл.3.19 п.20 и 21) в зависимости от кислотности масла в сырье. Концентрация использованного раствора хлористого кальция была постоянной – 15 %. Таким образом обработанная хлопковая мятка затем поступала в первой чан жаровни (11), где она дополнительно обрабатывалась предварительно активированным в ЭМП и подогретым до 80...850С 15 %-ным раствором хлористого кальция. Дальнейшие процессы влаготепловой обработки, жарения и прессования мезги соответствовали действующей технологии на заводе.
Для осуществления технологии частичной рафинации масла в мятке в опытно-производственных условиях и его практической реализации в усло�виях прессового цеха предприятия (рис.3) в пропарочно-увлажнительный шнек (11) подавали предварительно активированный в ЭМП и нагретый до 80...850С раствор каустической соды концентрацией 9...10 % /в количестве, необходи�мом для повышения влажности мятки до 11,5..17,5 % [9]/, с помощью форсунки-распылителя (12) из емкости (20) для раствора каустической соды.
Рис. 1. Лабораторная установка для частичной рафинации масла в сырье и окончательной рафинации частично-рафинированного масла
- Емкость для сырья 7. Электронагреватель
- Электродвигатель 8. Штатив
- Ёмкость для раствора NaOH 9. Водяная баня
- Ёмкость для раствора CaCl2 10. Электромагнитный аппарат
- Термометр 11. Выпрямитель тока
- Электролатор
Рис.2. Принципиальная технологическая схема опытной экспе-риментальной установки («Бухоро ёг») частичной рафинации масла в сырье с активированными в ЭМП растворами NaOH и CaCl2.
- Емкость для раствора NaOH 9. Напорный бачок для NaOH
- Насос 10. Напорный бачок для CaCl2
- Ёмкость для раствора CaCl2 11. Жаровня
- Мешалки с электродвигателями 12. Форпрессовые агрегаты
- Электродвигатель 13. Электромагнитный аппарат
- Пропарочно-увлажнительный 14. Выпрямитель тока
шнек 15. Электролатор
- Форсунки-распылители
- Расходомер-ротаметр
Подачу раствора каустической соды осуществляли насосом (19) через расходомер или ротаметр (16а), которым и контролировали необходимое количество активированного раствора соды для частичной нейтрализации свободных жирных кислот масла в сырье. Активацию раствора щелочи проводили с помощью электромагнитного аппарата (22).
Обработанная раствором каустической соды мятка поступала в первый чан жаровни (14). В этом же чане (или же в некоторых случаях во 2-ом чане) жаровни мятку обрабатывали предварительно активированным в ЭМП и подогретым (80...850С) раствором хлористого кальция заранее установленной концентрации 15 %. Раствор хлористого кальция подавали из емкости (18) насосом (17) через расходомер (16) и электромагнитный аппа�рат (21). Таким путем в пропарочно-увлажнительном шнеке осуществлен процесс частичной нейтрализации свободных жирных кислот, содержащихся в мятке раствором каустической соды. В первом и в последующих чанах жаровни, куда подавали раствор хлористого кальция, образовавшиеся натриевые соли жирных кислот переводили кальциевые соли, и на этом заканчивался процесс подготовки мезги к форпрессованию.
Окончательная рафинация частично рафинированного масла проводилась в нейтрализаторе (рис.4. поз.2) с мешалкой.
Для окончательной рафинации частично рафинированного масла принципиальная схема (рис.4) эксплуатации электромагнитного аппарата заключается в следующем: раствор щелочи с определенной концентрацией из емкости (1) поступает через регулирующий вен�тиль самотеком в емкость электромагнитного аппарата (3), предназначен�ного для электромагнитной обработки растворов. Поэтому этот реактор в аппарате расположен внутри соленоида, предназначенного для создания электромагнитного поля.
Напряжение электромагнитного поля в соленоиде регулируется изменением сопротивления электрического тока в цепи. Для этого в электрической схеме электромагнитного аппарата установлен выпрямитель напряжения (4) типа ВСА 5К.
В опытных условиях окончательная рафинация частично рафинированного масла проводилась в нейтрализаторе (2) периодического действия, снабженном необходимыми патрубками, мешалкой и системой
Рис.4. Технологическая схема активации щелочи и окончательной рафинации частично рафинированного хлопкового масла
1. Емкость для раствора NaOH; 2. Нейтрализатор; 3. Электромаг�нит�ный аппарат; 4. Выпрямитель тока; 5. Электролатр; 5а. Патрубок; 6. Редук�тор; 7. Мешалка; 8. Охладители; 9. Емкость для рафинированного масла; 10. Емкость для соапстока; 11. Охладитель-подогреватель.
охлаждения. Условия и технологические режимы устанавливались пробной рафинацией в лабораторных условиях в зависимости (см. главу 4) от исходных показателей частично рафинированного хлопкового масла. После завершения окончательной рафинации слив рафинированного масла и соапстока осуществляли самотеком в соответствующие емкости (9 и 10). Перед дальнейшей обработкой рафинированное масло и соапсток подвергали качественному и физико-химическому анализу.
Как уже отмечалось в литературном обзоре, одним из интенсифи�цирующих технологический процесс отделения свободных жирных кислот из маслосодержащего сырья факторов является применение электрофизических методов обработки водных растворов щелочей, в частности использование электромагнитных полей различной напряженности. Исходя из этого необходимо оценить электромагнитное поле и характеристику используемого электромагнитного аппарата АМО-25 УХЛ-4.
2.3. Электромагнитная техника и ее использование
В лабораторных опытах и опытных установках на заводе в качестве интенсифицирующего фактора частичной и окончательной рафинации масла мы использовали аппарат, выпускаемый в России Чебоксарским заводом «Энергозапчасть».
Этот аппарат одновременно может использоваться в качестве очистки жидкостей от некоторых видов примесей.
2.3.1. Общая характеристика электромагнитного поля и единица измерения напряженности
Силовой характеристикой магнитного поля служит вектор магнитной индукции - В (рис.5). В системе «СИ» он численно равен пределу отношения силы, действующей со стороны магнитного поля на элемент проводника с электрическим током, к произведению тока и длины элемента проводника, если длина этого элемента стремится к нулю, а элемент так расположен в поле, что этот предел имеет наибольшее значение:
(2.1)
В Гауссовой системе единиц:
(2.2)
где С -электродинамическая постоянная, равная отношению единиц заряда в системе СГСМ и СГСЭ и совпадающая со скоростью света в вакууме (С 31010 см/с).
Рис.5. Силовая характеристика магнитного поля:
J – вектор интенсивности;
dB – вектор магнитной индукции;
dl – длина проводника.
Необходимо отметить, что изменение напряжения электрического тока в системе подчиняется закону Ома:
(2.3)
где: J –сила тока, Ампер;
U – напряжение, Вольт;
R – сопротивление, Ом.
и следовательно в этом случае напряженность магнитного поля определяется по формуле:
(2.4)
где: H – напряженность ЭМП;
- постоянная величина;
J – сила тока, Ампер;
R- сопротивление, Ом;
U – напряженность тока, Вольт;
r – радиус проводника.
Учитывая стандартные значения напряженности магнитного поля в использованном электромагнитном аппарате в пределах (0,4...2,8) 10-5 А/м в наших исследованиях изменение напряженности магнитного поля в указанных пределах осуществлялось выпрямителем в соответствующих значениях сопротивления тока в электрической цепи.
Силу, действующую со стороны магнитного поля на проводник с током, называют силой Ампера. Элементарная сила Ампера dF, действующая на малый элемент dL длины проводника, по которому идет электрический ток J, равна:
dF = J [dL B] (в СИ) (2.3)
(в Гауссовой системе) (2.4)
где dL – вектор, численно равный длине L элемента проводника, направлен�ный в ту сторону, что и вектор j плотности тока в этом элементе проводника.
Данное выше соотношение (2.3 и 2.4) называют законом Ампера.
В отличие от электростатистических сил, которые являются центральными, сила Ампера, как и другие силы электромагнитного взаимодействия, не являются центральной. Она направлена перпендикулярно к линии индукции магнитного поля.
Если проводники с током или движущиеся заряженные тела (конвекционные токи) находятся не в вакууме, а в каком-либо веществе (магнетике), то это вещество намагничивается, и магнитная индукция результирующего поля равна:
B = Bo + Bвнутр (2.5)
где Bo – магнитная индукция внешнего (намагничиваемого) поля, создаваемого токами проводимости и конвекционными токами (макроскопическим токами);
Bвнутр – магнитная индукция поля токами в веществе.
В тех случаях, когда однородный и изотропный магнетик полностью заполняет все пространство, где имеется магнитное поле или часть его таким образом, что линии индукции намагничивающего поля не пересекают поверхность магнетика, то в магнетике:
B = Bo (2.6)
где - относительная магнитная проницаемость магнетика, показывающая во сколько раз при заданном распределении макроскопических токов магнитная индукция в рассматриваемой точке поля в данном веществе, заполняющем все поле, больше чем в вакууме.
Напряженностью магнитного поля называют векторную физическую величину – Н, характеризующую магнитное поле и определяемую следующем образом:.
(в СИ) (2.7)
H = B - 4 J (в Гауссовой системе) (2.8)
где J – вектор интенсивности намагничивания среды в рассматриваемой точке поля. В частности, для магнитного поля в вакууме:
(в СИ) (2.9)
H = B (в Гауссовой системе) (2.10)
Если среда изотропна, то
(в СИ) (2.11)
(в Гауссовой системе) (2.12)
где - скалярная величина, так что векторы H и B полинеарны, то есть однозначны.
Если выполнены условия (B = Bo + Bвнутр), то есть, в частности для магнитного поля в однородном изотропном магнетике, заполняющем весь объем поля, напряженность H не зависит от и совпадает с напряженностью в рассматриваемой точке для магнитного поля, создаваемого той же системой макроскопических токов:
(2.13)
где dH – может быть найдено из закона Био-Савара-Лапласа для напряженности магнитного поля:
(в СИ) (2.14)
(в Гауссовой системе) (2.15)
где dJ – вектор элемента проводника (рис.4), числено равный dL и прове�денный в направлении тока; r – радиус-вектор, проведенный из этого элемента проводника в рассматриваемую точку поля, r=[r]; c31010см/с - электродинамическая постоянная;
o=410-7 в,с/А/т = 410-7 гн/м -магнитная постоянная.
Исходя из вышеприведенной формулы (2.14 и 2.15) единица измерения напряженности магнитного поля выражается в Амперметрах.
2.3.2. Характеристика щелочных растворов и их электрофизические свойства
В химических реакциях нейтрализации используют различные виды щелочных растворов [29]. При нейтрализации свободных жирных кислот сырых масел и жиров в основном применяют концентрированные растворы каустической (NaOН) и кальцинированной (Na2СО3) соды. Раствор кальцинированной соды рекомендуется использовать при нейтрализации низкокислотных (не более 3,0 мг КОН/г) масел и жиров. Необходимо отметить, что в основном при щелочной нейтрализации масел и жиров применяют раствор каустической соды.
Кальцинированная сода Na2CO3 . Na2CO310H2O – кристаллическая сода (декагидрат карбоната натрия, содержит 63 % кристаллизационной воды), состоит из белых кристаллов с температурой плавления 853оС [29]. Кристаллогидрат на воздухе теряет часть кристаллизационной воды, а при 32оС расплавляется. Растворим в воде, водный раствор имеет щелочную реакцию вследствие гидролиза соли:
Na2CO3 + Н2О 2NaOH + H2CO3
Кальцинированная сода в основном используется для производства стекла, мыла и синтетических моющих средств, эмалей, ультрамарина.
Каустическая сода (NaOH). Едкий натр – белые, гигроскопичные, агрессивные кристаллы; выпускается в виде гранул, палочек, пластинок или чешуек. Температура плавления 322оС, температура кипения 1390оС [29]. Гидроксид натрия поглощает диоксид углерода из воздуха. Гидроксид натрия хорошо растворяется в воде с выделением большого количества теплоты, раствор имеет сильнощелочную реакцию.
Каустическая сода используется для получения различных натриевых солей: нитрата, нитрита, сульфита, фосфатов, гипохлорита или белильного щелока, силикатов или растворимого стекла, фторида, хромата, органических солей и др. Применяется при производстве мыла, моющих средств, смачивателей и эмульгаторов,красителей и др. Входит в состав электролитов, предназначенных для воронения (чернения), обезжиривания, проведения некоторых электролитических процессов.
2.4. Методы исследования сырья и продуктов частичной и окончательной рафинации масла
Отбор проб сырья, промежуточных продуктов его переработки и готовой продукции проводили в соответствии с действующими требованиями [7,18-21].
Семена, промежуточные продукты его переработки, частично и окончательно рафинированные масла анализировали методами, принятыми в масложировом производстве [7,21].
2.4.1. Анализ сырья
В хлопковых семенах определяли влажность, засоренность, опушенность, масличность и кислотное число масла. На основе этих показателей устанавливали сортность использованных семян.
В хлопковой мятке определяли влажность и масличность.
Определение массовой доли влаги в объектах (семена и мятка) проводили весовым методом [5,7,28] с отнесением количества натурной влажности к массе сухого вещества материала.
Засоренность и опушенность хлопковых семян определяли согласно методике, описанной в «Руководстве» [7].
Определение масличности семян и мятки проводили в аппарате Сокслета [18-20]. В качестве растворителя для экстракции применяли петролейный эфир.
Кислотное число масла в семенах определяли по действующей методике [21].
2.4.2.Анализ качества черного масла
В сыром масле, полученном обработкой хлопковой мятки растворами каустической соды и хлористого кальция в лабораторных и опытно-производственных условиях, определяли кислотное число, цветность, содержание фосфатидов и госсипола.
Определение кислотного числа сырого масла проводили методом, используемом в промышленной практике [7,21].
Цветность профильтрованного сырого масла определяли с помощью цветомера Ловибонда [21] в 1,0 см. слое.
Содержание фосфатидов определяли с применением молибденовокислого аммония и сухого сжигания пробы [7,21].
Содержание свободного госсипола в «сыром» хлопковом масле определяли анилиновым методом [7]. Сущность этого метода заклю�чалась в реакции взаимодействия госсипола с анилином с образованием в масле и в некоторых органических растворителях дианилингоссипола.
Содержание госсипола в процентах (Х) вычисляли ют по формуле:
(2.23)
где P1 – вес осадка дианилингоссипола, г;
0,775 – коэффициент, характеризующий соотношение между госсиполом и дианилгоссиполом;
P – навеска масла, г.
Содержание госсипола в сыром хлопковом масле определяли колориметрическим методом [7,18-20], основанном на способности госсипола и некоторых его производных давать при нагревании их масляных растворов в присутствии фосфатидов стабильные по интенсивности окраски продукты. Для этих целей использовали фотоэлектроколориметр.
2.4.3. Анализ качества жмыхов и шротов
Качество жмыхов и шротов, полученных в лабораторных и опытно-производных условиях, оценивали по влажности, содержанию свободного госсипола, содержанию протеина, масличности, а также натриевых и кальциевых солей жирных кислот.
Влажность жмыхов и шротов определяли в пробах материала высушиванием до постоянной массы [7,18-21].
Определение масличности проводили в аппарате Сокслета [20].
В качестве растворителя для экстракции жмыхов и шротов применяли петролейный эфир.
Определение содержания протеина в жмыхах и шротах проводили макрометодом Кьельдаля [7].
Содержание общего азота в процентах (Х) при исходной влажности материала вычисляли по формуле:
(2.24)
где: y1 – количество 0,1 н раствора щелочи, израсходованное на титрование 50 мл 0,1 н раствора серной кислоты в контрольном опыте, мл;
y2 – количество 0,1 н раствора щелочи, израсходованное на титрование серной кислоты в опыте с навеской анализируемого вещества, мл;
0,0014 – количество азота, эквивалентное 1 мл точно 0,1 н раствора серной кислоты, г;
K – поправка к титру 0,1 н раствора КОН или NaОН;
P – навеска материала, г.
Содержание сырого протеина в исследуемом материале в процентах (Х) вычисляли по формуле:
X1 = X 6,25 (2.25)
где X – содержание общего азота в % в исследуемом материале, найденное по предыдущей формуле;
6,25 – коэффициент пересчета на сырой протеин.
Определение массовой доли госсипола в хлопковых жмыхах и шротах осуществляли фотометрическим методом [7,18-21].
Массовую долю свободного госсипола в процентах рассчитывали по формуле:
(2.26)
где C – массовая концентрация госсипола в растворе, найденная по градуировочному графику, г/л;
y1 – объем раствора в хлороформе, мл;
m – масса шрота, г;
y2 – объем аликвотной части, мл;
y3 – объем раствора, приготовленного для определения оптической плотности, мл.
Расчет производили до третьего знака после запятой с последующим округлением результата до второго знака. За результат анализа принимали среднее арифметическое значение двух параллельных определений.
Определение массовой доли солей (натриевых и кальциевых) жирных кислот в жмыхах осуществляли согласно «Руководству» по методам исследования [7,18-21].
Для определения массовой доли солей жирных кислот в жмыхах предварительно получали экстракты мыл из исследуемого образца.
Получение экстрактов мыл [6,7] осуществляли обработкой жмыхов экстракционным бензином до полного извлечения содержащихся в них масла и солей жирных кислот. Затем полученную мисцеллу подвергали лабораторной дистилляции до полного удаления растворителя. Отделение масла от солей жирных кислот осуществляли путем низкотемпературного фракционирования. Экстракты солей жирных кислот в дальнейшем были подвергнуты анализу.
К полученному экстракту натриевых мыл приливали 50 мл горячей (80...900С) дистиллированной воды, 2...3 капли раствора метилового красного и титровали 0,1 н раствором серной кислоты до появления розовой окраски нижнего (водного) слоя.
К экстракту кальциевых мыл добавляли 100 мл горячего (70...800С) нейтрализованного изопропанола. Смесь оттитровывали 0,1 н раствором соляной кислоты до перехода окраски раствора от синей (сине-зеленый) к желтой.
Массовую долю мыла в процентах в исследуемом материале (олеата Na или Ca) рассчитывали по формуле:
; (2.27)
где y – объем 0,1 н раствора соответствующей кислоты, идущей на титрование экстракта, мл;
K – поправка к титру 0,1 н растворов кислот;
m – навеска пробы, г;
3,04 – коэффициент пересчета на олеат Na;
3,01 – коэффициент пересчета на олеат Ca;
f=1,07 – коэффициент, учитывающий несоответствие перехода окраски бромфенолового синего значению рН эквивалентной точки титрования кальциевых мыл в смеси бензинизопропана.
За окончательный результат принимали среднее арифметическое из двух параллельных определений. Допустимое расхождение между парал�лельными определениями не превышало 15 % от среднего значения данных.
Для исследования рафинируемости частично рафинированных хлопковых масел с пониженным кислотным числом проводили их окончательную щелочную рафинацию. Исследования проводили в лабораторных условиях в пробном нейтрализаторе (рис.6).
Рис.6. Принципиальная схема лабораторной установки для окончательной рафинации частично рафинированного в сырье масла
- Емкость для рафинации; 2. Электродвигатель; 3.Мерник для активированного в ЭМП раствора каустической соды; 4.Мешалка; 5.Термометр; 6.Автотрансформатор; 7.Подогреватель; 8.Штатив.
Рафинацию частично рафинированных прессовых масел, полученных в опытно-производственных условиях, проводили в заводских нейтрализаторах периодического действия эмульсионным способом.
Опытно-производственные испытания проводили (рис.4) в периодических нейтрализаторах вместимостью 11 тн.
2.4.4. Анализ качества рафинированного масла
Качество окончательно рафинированного масла, полученного путем его частичной рафинации в мятке в процессе влаготепловой обработки, оценивали по кислотному числу и цветности.
Определение кислотного числа рафинированных светлых масел проводили согласно методике, описанной в «Руководстве» [7,18-21].
Цветность профильтрованного рафинированного масла оценивали с помощью цветомера Ловибонда [21] в 13,5 см. слое.
Глава 3. ИССЛЕДОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИИ ЧАСТИЧНОЙ РАФИНАЦИИ МАСЛА В СЫРЬЕ АКТИВИРОВАННЫМИ В ЭМП РАСТВОРАМИ
Нами впервые предложена и разработана усовершенствованная технология частичной рафинации масла с использованием активированных в ЭМП растворов каустической соды и хлористого кальция при влаготепловой обработке мятки, жарении и прессовании мезги. Основные технологические операции указанной технологии приведены на рис. 10.
Рис.10. Технологические стадии переработки хлопковых семян и частичной рафинации масла в сырье активированными в ЭМП растворами NaOH и CaCI2
Разработка и исследование усовершенствованной технологии предварительной переработки хлопковых семян путем частичной рафинации масла в мятке воздействием активированным в ЭМП раствором каустической соды позволили изучить основные изменения, происходящие в химическом составе и качестве промежуточных и конечных продуктов. Результаты исследования позволили установить механизмы химических превращений и кинетические изменения в ходе осуществления технологических процессов.
3.1. Установление основных химических превращений
Необходимо отметить, что технологический процесс частичной рафинации масла в мятке с использованием активированных в ЭМП растворов состоит из двух основных этапов:
а) нейтрализация свободных жирных кислот в мятке раствором каустической соды:
RCOOH + NaOH RCOONa + H20
б) перевод образовавшихся натриевых солей жирных кислот (натриевых мыл) в кальцевые с помощью раствора хлористого кальция:
2RCOONa + CaCI2 [RCOO]2Ca + 2NaCI
Для осуществления экспериментов в лабораторных и опытно-производственных условиях необходимое количество каустической соды рассчитывалось (в пересчете на олеиновую кислоту) по формуле [21]:
Атеор = 0,0095 М К; (3.1)
Апрак = 0,0095 М К К; (3.2)
где А - расход каустической соды, кг;
М - масличность мятки, %;
К – коэффициент, учитывающий подбор раствора щелочи с учетом исходного кислотного числа масла в мятке. Этот коэффициент определяется опытным путем и составляет:
- для мятки из семян с кислотным числом масла более 5 мг КОН/г в пределах 5,0...7,0;
- для мятки из семян с кислотным числом масла до 5 мг КОН/г в пределах 2,5...3,0;
К – желательное снижение кислотного числа вырабатываемого масла, мг КОН/г.
Коэффициент (К) вводится для того, чтобы учесть то количество каустической соды, которое расходуется на взаимодействие с другими веществами, например, с госсиполом, фосфатидами и др.
Для перевода образовавшихся натриевых солей жирных кислот в кальциевые соли необходимое количество раствора хлористого кальция определялось по формуле [18-21]:
(3.3)
В период проведения экспериментов проводили регулярный контроль за температурой, влажностью мятки, кислотным числом масла в мятке и вырабатываемого форпрессового масла.
3.2. Изучение основных химических и качественных изменений при частичной рафинации масла в мятке активированными в ЭМП растворами
Исследовали влияние концентрации раствора каустической соды в процессе влаготепловой обработки мятки высококислотных семян хлопчатника на изменение содержания основных химически составляющих компонентов получаемого сырого прессового масла. С этой целью исследования проводили с партиями хлопковых семян, имеющими средние кислотные числа масла в семенах в пределах 6,0-14 мг КОН/г.
В исследованиях использован активированный в ЭМП напряженностью 1,6 А/м раствор каустической соды. Выбор такого значения напряженности не был случайным, так как во многих литературных источниках такое значение напряженности ЭМП поля позволило максимально интенсифицировать технологические процессы в пищевом производстве.
Частичную рафинацию масла в мятке осуществляли в опытно-производственных условиях АООТ «Бухоро ё» на примере одного прессового агрегата путем обработки хлопковой мятки в пропарочно-увлажнительном шнеке раствором каустической соды, подогретым до 80...85оС. Затем образовавшиеся натриевые мыла переводились в кальциевые соли путем подачи в мятку 15 %-ного раствора активированного в ЭМП хлористого кальция в первый чан жаровни в производственных условиях.
Раствор каустической соды подавался до повышения влажности мятки на 3,0...3,5 % от его первоначальной величины 9,6 %.
Изучено влияние концентрации каустической соды на снижение кислотного числа масла в мятке в процессе его частичной рафинации. Исследовали партии хлопковых семян со средним кислотным числом масла в них 4, 6, 8, 10, 12 и 14 мг КОН/г. Исследования проводили в условиях, когда количество раствора каустической соды во всех случаях было постоянным, а концентрация соды в растворе разной. Результаты исследования по снижению кислотного числа масла в мятке в процессе частичной рафинации приведены на рис. 11.
Как видно из данных, приведенных на рис. 11, с повышением концентрации каустической соды происходит снижение кислотного числа масла в мятке. Интенсивное снижение кислотного числа наблюдалось до концентрации раствора каустической соды в пределах 5...15 %.
Исследованиями установлено, что с увеличением концентрации вводимой каустической соды более 15 % наблюдалось явление снижения кислотного числа до минимального уровня с образованием мыла, которое переходило в прессовое масло, за счет чего ухудшалось качество последнего. Поэтому для соблюдения соответствующих технологических режимов в дальнейших исследованиях и испытаниях процесса частичной рафинации масла концентрация каустической соды не превышала 15 %.
Наибольшее снижение кислотного масла в частично рафинированном масле в различных образцах исходного сырья с различным кислотным числом масла наблюдается при концентрации раствора каустической соды 10 %. В связи с этим исследовали влияние напряженности ЭМП на снижение кислотного числа в частично рафинированном масле. Исследования проводили с использованием хлопковых семян с кислотным числом масла в сырье 10,0 мг КОН/г. Результаты исследований приведены на рис. 12.
Концентрация раствора NaOH
Рис.11. Влияние концентрации каустической соды на снижение кислотного числа масла в мятке в процессе частичной рафинации.
Исходное кислотное число масла в семенах:
- К.ч. = 4 мг КОН/г
- К.ч. = 6 мг КОН/г
- К.ч. = 10 мг КОН/г
- К.ч. = 12 мг КОН/г
- К.ч. = 14 мг КОН/г
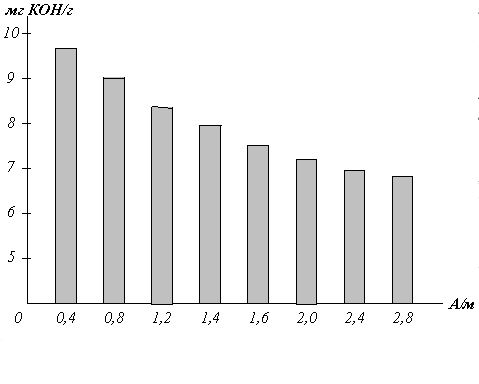
Напряженность ЭМП
Рис.12. Зависимость снижения кислотного числа частично рафинированного масла от напряженности ЭМП.
Как видно из данных рис.12 наиболее интенсивное снижение кислотного числа в частично рафинированном масле наблюдается при обработке каустической соды (концентрация 10 %) при напряженности ЭМП поля, равной 1,6 А/м, что согласуется с литературными данными. Учитывая это, дальнейшие исследования по активации щелочного раствора проводили при напряжении ЭМП 1,6 А/м.
Аналогичные исследования были проведены с целью получения сравнительных данных по частичной рафинации масла в сырье без и с использованием способа ЭМП обработки щелочного раствора. Исследовали два образца сырья с различными исходными кислотными числами в мятке. Результаты исследования приведены в табл.4.
Таблица 4.
Сравнительные результаты снижения кислотного числа в частично рафинированном масле в сырье*
|
Напряжен�ность ЭМП, А/м
|
Кислотное число масла, мг КОН/г
|
|
|
Образец 1
|
Образец 2
|
|
|
без обработ�ки в ЭМП
|
с обработ�кой в ЭМП
|
без обработ�ки в ЭМП
|
с обра�бот�кой в ЭМП
|
|
0
|
4,4
|
4,4
|
9,2
|
9,2
|
|
0,4
|
4,0
|
3,7
|
6,6
|
6,3
|
|
0,8
|
3,8
|
3,4
|
6,2
|
5,8
|
|
1,2
|
3,5
|
3,0
|
5,7
|
5,1
|
|
1,6
|
3,0
|
2,4
|
4,8
|
4,2
|
|
2,0
|
2,8
|
2,2
|
4,6
|
3,9
|
|
2,4
|
2,7
|
2,2
|
4,4
|
3,8
|
*Исходное кислотное число масла в исследованных образцах мятки:
1- 4,4 мг КОН/г; 2 – 9,2 мг КОН/г
Как видно из данных табл.3.1, в обоих случаях наблюдается снижение кислотного числа в частично рафинированном масле. Однако использование ЭМ обработки раствора соды ускоряет процесс и увеличивает степень снижения кислотного числа в сырье. Наилучшие положительные результаты получены при напряженности ЭМП 1,6 А/м. Необходимо, отметить, что в сырье с высоким кислотным числом масла наблюдается снижение кислотного числа в частично рафинированном масле почти в два раза. Это важно для промышленной организации технологии частичной рафинации масла в мятке в условиях прессовых заводов.
На процесс снижения кислотного числа в частично рафинированном масле одновременно с концентрацией каустической соды определенное влияние оказывает температура её нагрева. Поэтому мы изучили влияние температуры (60...950С) активированного раствора каустической соды при концентрации 10 % на снижение кислотного числа частично рафинирован�ных масел из хлопковых семян с исходным кислотным числом масла в сырье 8...12 мг КОН/г. Исследования проводили в лабораторных и опытно-производственных условиях.
Выбор указанного предела температуры (60...950С) связан с тем, что при низких температурах раствора соды (менее 600С) реакция будет протекать менее интенсивно, что приводит к незначительному снижению кислотного числа частично рафинированного в сырье масла. Повышение температуры раствора соды до 950С ускоряло процесс денатурации белковых веществ в мятке, что нежелательно для кормового жмыха.
Полученные данные по влиянию температуры на снижение кислотного числа масла в сырье приведены в табл.5.
Таблица 5.
Влияние температуры активированного раствора каустической соды на снижение кислотного числа частично рафинированного масла
|
№ п/п
|
Температура раствора соды, 0С
|
Кислотное число масла в сырье, мг КОН/г
|
|
|
|
8,0
|
12,0
|
|
|
|
К.ч. частично рафиниро-ванного масла
|
Разность, К.ч.
|
К.ч. частично рафиниро-ванного масла
|
Разность, К.ч.
|
|
1
|
60
|
6,6
|
1,4
|
10,0
|
2,0
|
|
2
|
65
|
5,2
|
2,8
|
9,1
|
2,9
|
|
3
|
70
|
4,7
|
3,3
|
8,0
|
4,0
|
|
4
|
75
|
4,0
|
4,0
|
7,2
|
4,8
|
|
5
|
80
|
3,6
|
4,4
|
6,7
|
5,3
|
|
6
|
85
|
3,2
|
4,8
|
6,5
|
5,5
|
|
7
|
90
|
3,0
|
5,0
|
5,4
|
6,6
|
|
8
|
95
|
2,9
|
5,1
|
5,0
|
7,0
|
Как видно из данных табл.3.2., повышение температуры раствора каустической соды 70-900С положительно влияет на снижение кислотного числа масла в мятке, но отрицательно влияет на качество жмыха (см.далее).
Серия исследований проводилась с целью изучения влияния концент�рации активированного раствора соды на снижение кислотного числа масла в мятке при переработке различных партий хлопковых семян, отличающихся по основным показателям (среднее кислотное число масла в сырье колебалось в пределах 6,0-14,0 мг КОН/г).
Результаты приведены на рис. 13. Концентрация растворов колебалось в пределах 5,0-15,0 %.
Приведенные данные свидетельствуют о том, что воздействие на сырье в процессе влаготепловой обработки раствора активированной каустической соды приводит к снижению кислотного числа масла в мятке. Наиболее интенсивное снижение кислотного числа масла в сырье наблюдается при переработке семян с высокими исходным и кислотными числами масла. Так, например, снижение кислотного числа масла в сырье при обработке ее акти�вированным раствором каустической соды с концентрацией в пределах 5...15% наблюдается от 4,6 до 6,7 мг КОН/г. При переработке хлопковых семян со средним исходным кислотным числом масла 6 мг КОН/г снижение кислотного числа не превышает от 2,7 до 3,1 мг КОН/г от первоначального значения этого показателя.
Изучено влияние длительности контакта раствора каустической соды (концентрация 10 %, температура 250С) с мяткой на снижение кислотного числа масла. Исследования проводились в лабораторных условиях путем перемешивания мятки с раствором активированной каустической соды в течение 2, 4, 6,....16 мин с последующей обработкой сырья активированным раствором хлористого кальция. Данные приведены в табл.6.
Таблица 6.
Влияние продолжительности контакта раствора каустической соды с сырьем на снижение кислотного числа масла
|
№ п/п
|
Длитель�ность контакта, мин
|
Кислотное число масла в сырье, мг КОН/г
|
|
|
|
8,0
|
12,0
|
|
|
|
К.ч. частично рафиниро-ванного масла
|
Разность,
К.ч.
|
К.ч. частично рафиниро-ванного масла
|
Разность, К.ч.
|
|
1
|
2
|
7,7
|
0,3
|
11,0
|
1,0
|
|
2
|
4
|
7,0
|
1,0
|
10,0
|
2,0
|
|
3
|
6
|
6,5
|
1,5
|
9,1
|
2,9
|
|
4
|
8
|
6,0
|
2,0
|
8,0
|
4,0
|
|
5
|
10
|
4,5
|
3,5
|
7,1
|
4,9
|
|
6
|
12
|
4,0
|
4,0
|
6,2
|
5,8
|
|
7
|
14
|
3,4
|
4,6
|
5,8
|
6,2
|
|
8
|
16
|
3,1
|
4,9
|
5,6
|
6,4
|
Рис. 13. Влияние концентрации раствора каустической соды на снижение кислотного числа частично рафинированного масла в сырье.
Концентрация NaOH: 1 - 5%; 2 – 10%; 3 – 15%;
Как видно из данных табл.6, длительность контакта раствора с сырьем также является существенным технологическим фактором, влияющим на снижение кислотного числа масла в мятке. При контакте 2...4 мин практически не происходит интенсивного снижения кислотного числа, наиболее высокий уровень снижения кислотного числа наблюдается при длительности контакта 12 мин, дальнейшее увеличение времени контакта незначительно снижает кислотное число. Поэтому дальнейшие исследования проводились при взаимодействии свободных жирных кислот сырья с раствором каустической соды в течение не более 12 мин.
Наряду со снижением кислотного числа масла в мятке при обработке ее активированным раствором соды различной концентрации наблюдается и снижение количества свободного госсипола в частично рафинированном масле (рис.14 и табл.7.).
Данные табл. 7. свидетельствуют о том, что с повышением концент�рации наблюдается снижение содержания нативного госсипола в сыром масле до его полного исчезновения при концентрации щелочи 9 % (с обработкой в ЭМП) и 15 % (без обработки в ЭМП).
Таблица 7.
Изменение содержания свободного госсипола в частично рафинированном масле в сырье в зависимости от концентрации раствора соды
|
Концентрация раствора соды, %
|
Содержание свободного госсипола, %
|
|
|
без обработки
|
с обработкой в ЭМП Н=1,6 А/м
|
|
0 (контроль)
|
0,370
|
0,370
|
|
3
|
0,210
|
0,113
|
|
6
|
0,090
|
0,047
|
|
9
|
0,037
|
0
|
|
12
|
0,009
|
-
|
|
15
|
0
|
|
Как видно из кривых, приведенных на рис. 14, при обработке мятки семян хлопчатника с высоким кислотным числом масла в сырье, обработанным активированным раствором каустической соды, происходит снижение содержания свободного госсипола в сыром прессовом масле. Наиболее высокое его снижение наблюдается до концентрации каустической соды 10 %, дальнейшее увеличение концентрации соды практически не влияет на снижение содержания свободного госсипола в сыром масле при переработке партий хлоп�ковых семян со средним кислотным числом масла в сырье, равным 12 и 14 мг КОН/г.
Рис.14. Снижение количества свободного госсипола в частично рафини�рованном масле с активированным раствором щелочи.
- К.ч. = 12,0 мг/ КОН/г
- К.ч. = 14 мг/КОН/г
Таким образом, проведенные исследования подтвердили факт о том, что свободный госсипол, находящийся в составе сырого хлопкового масла, реагирует с каустической содой, образуя при этом госсиполат натрия.
Изучение влияния концентрации (5-15 %) раствора каустической соды на снижение содержания фосфатидов в сыром масле проводилось при переработке семян со средним кислотным числом сырого масла в сырье, равным 12 и 14 мг КОН/г. Изменения содержания фосфатидов в сыром прессовом масле в процессе частичной рафинации масла в сырье в зависимости от концентрации раствора каустической соды представлены на рис. 15 и табл.8.
Из приведенных на рис.15 данных видно, что максимальное выведение госсипола происходит при концентрации раствора каустической соды, равной 10 %.
Влияние напряженности (0,4…2,4 А/м) ЭМП на изменение содержания фосфатидов в сыром прессовом масле в процессе частичной его рафинации в сырье представлено в табл.8.
Таблица 8.
Влияние напряженности магнитного поля на содержание фосфатидов в частично рафинированном масле
|
Напряженность электромагнитного поля, А/м
|
Содержание фосфатидов, %
|
|
0 (контроль)
|
1,32
|
|
0,4
|
0,95
|
|
0,8
|
0,80
|
|
1,2
|
0,59
|
|
1,6
|
0,30
|
|
2,0
|
0,27
|
|
2,4
|
0,25
|
Как видно из данных табл.8, интенсивное снижение содержания фосфатидов происходит при напряженности ЭМП 1,6 А/м, дальнейшее её повышение практически не влияет на снижение количества фосфатидов.
Снижение содержания фосфатидов объясняется, по-видимому, за счет гидратации последних в присутствии воды, содержащейся в растворе активированной каустической соды [17,22].
Рис. 15. Изменение содержания фосфатидов в сыром прессовом масле в процессе его частичной рафинации масла в сырье.
- К.ч. = 12,0 мг/ КОН/г
- К.ч. = 14 мг/КОН/г
Таким образом установлено, что обработка хлопковой мятки в пропарочно-увлажнительном шнеке или в жаровне активированными в ЭМП с растворами каустической соды и хлористого кальция при переработке семян хлопчатника с высоким кислотным числом масла в сырье приводит к снижению кислотного числа, содержания свободного госсипола и фосфатидов в сыром форпрессовом масле.
Ниже (табл.9 и 10) приведены средние показатели качества сырых прессовых масел, полученных путем частичной рафинации масла в сырье. Для сравнения полученных результатов в соответствующих таблицах приведены также показатели сырых прессовых масел, полученных при переработки масличных семян хлопчатника в условиях АООТ «Когон-ёг» (табл.10).
Таблица 9.
Показатели качества частично рафинированных в сырье масел (среднее кислотное число масла в семенах 3...7 мг КОН/г)
|
Показатели качества черного прессового масла
|
Образец черного масла
|
|
|
Исходное К.ч. масла в семенах 3,2
|
Исходное К.ч. масла в семенах 7,0
|
|
|
без обра�ботки в ЭМП
|
с обработкой в ЭМП,
1,6 А/м
|
без обра�ботки в ЭМП
|
с обработкой в ЭМП,
1,6 А/м
|
|
Кислотное число сы�рого масла, мг КОН/г
|
2,0-2,5
|
1,7-2,2
|
2,6-3,2
|
2,2-2,8
|
|
Цветность кр.ед. при 35 желт.в 1 см.слое
|
29-35
|
20-24
|
35-40
|
29-33
|
|
Содержание фосфатидов, %
|
0,60-0,65
|
0,35-0,42
|
0,63-0,66
|
0,27-0,30
|
|
Содержание свобод�ного госсипола, %
|
0,20-0,30
|
0,13-0,17
|
0,15-0,23
|
0,07-0,16
|
|
Содержание связан�ного госсипола, %
|
0,08-0,10
|
0,05-0,07
|
0,16-0,19
|
0,08-0,12
|
Таблица 10.
Показатели качества частично рафинированных в сырье масел (среднее кислотное число масла в семенах 8...14 мг КОН/г)*
|
Показатели качества черного прессового масла
|
Образец черного масла
|
|
|
Исходное К.ч. масла в семенах 8,6
|
Исходное К.ч. масла в семенах 14,0
|
|
|
без обра�ботки в ЭМП
|
с обработкой в ЭМП,
1,6 А/м
|
без обра�ботки в ЭМП
|
с обработкой в ЭМП,
1,6 А/м
|
|
Кислотное число сы�рого масла, мг КОН/г
|
4,1-5,2
|
3,5-4,0
|
7,0-8,3
|
6,2-7,1
|
|
Цветность кр.ед. при 35 желт.в 1 см.слое
|
37-42
|
28-31
|
40-45
|
31-37
|
|
Содержание фосфатидов, %
|
0,75-0,77
|
0,30-0,37
|
0,80-0,85
|
0,40-0,42
|
|
Содержание свобод�ного госсипола,%
|
0,13-0,17
|
0,06-0,08
|
0,11-0,13
|
0,07-0,11
|
|
Содержание связан�ного госсипола, %
|
0,26-0,37
|
0,12-0,17
|
0,41-0,48
|
0,20-0,43
|
*) Опытные данные в условиях производства
Данные, приведенные в табл. 9.и 10., свидетельствуют о том, что при переработке семян хлопчатника с различным кислотным числом масла по схеме частичной рафинации масла в сырье наблюдается заметное улучшение качественных показателей сырых прессовых масел за счет снижения содержания свободных жирных кислот и госсипола. В частности, значительное снижение кислотного числа сырого масла наблюдается при переработке низкосортных (со средним кислотным числом масла 8...12 мг КОН/г) хлопковых семян. Это способствует получению пищевого масла из низкосортных семян.
Технология частичной рафинации масла в сырье активированным раствором каустической соды незначительно влияет также на содержание жирных кислот в триацилглицеридах хлопкового масла (табл. 11).
Таблица 11.
Влияние активации щелочи на содержание жирных кислот в триацилглицеридах хлопкового масла (К.ч. масла в сырье 14,0 мг КОН/г)
|
Жирные кислоты
|
Без обработки в ЭМП
|
С обработкой в ЭМП
|
|
|
Номера опытов
|
|
|
1
|
2
|
3
|
4
|
1
|
2
|
3
|
4
|
|
16:0
|
22,5
|
22,0
|
21,2
|
22,1
|
22,5
|
22,0
|
21,2
|
21,1
|
|
18:0
|
3,5
|
3,0
|
2,9
|
2,8
|
3,2
|
2,8
|
2,7
|
2,7
|
|
18:1
|
21,0
|
21,4
|
21,6
|
21,9
|
20,4
|
20,0
|
20,2
|
19,6
|
|
18:2
|
53,0
|
53,6
|
54,3
|
55,2
|
53,9
|
55,2
|
55,9
|
56,6
|
|
нас.
|
26,0
|
25,0
|
24,1
|
23,8
|
25,7
|
24,8
|
2,9
|
23,8
|
|
ненас.
|
74,0
|
75,0
|
75,9
|
77,1
|
74,3
|
75,2
|
76,1
|
76,2
|
Как свидетельствуют данные, приведенные в табл.11, частичные изменения в триацилглицеридах масла происходят в содержании ди- и мононенасыщенных жирных кислот и стеариновой кислоты.
3.3. Исследование структуры солей госсипола в процессе частичной рафинации масла в сырье активированным в ЭМП растворами
Как уже отмечалось, при воздействии на хлопковую мятку активированных в ЭМП растворов каустической соды и хлористого кальция происходит снижение количества свободного госсипола в сыром прессовом масле. При этом свободный госсипол, содержащийся в масле сырья, реагируя с каустической содой и хлористым кальцием, сначала превращается в госсиполат натрия и в последующем – госсиполат кальция. Последнее, как не растворимое в масляной среде соединение, переходит в состав жмыхов в процессе форпрессования сырья. Поэтому изменение структуры госсипола также определяли в полученных жмыхах.
Для анализа хлопковые жмыхи подвергали исчерпывающей экстракции [6,18-20] в лабораторных условиях до полного выведения из них остатков сырого масла, а затем шрот высушивали и производили обезгоссиполиванию с выделением соединений госсипола по известному методу [12,39]. Выделенные соединения госсипола подвергали спектральному анализу.
Спектры (-УФ и -ИК) выделенных образцов госсипола и его соединений, полученных опытным путем в процессе частичной рафинации масла в сырье, приведены на рис. 7 б, в и 8 б, в.
Оценка и изучение приведенных спектров подтверждают известный факт о том, что госсипол в процессе частичной рафинации масла в сырье под воздействием активированной каустической соды превращается в госсиполат натрия, который затем, реагируя с СaСl2, переходит в госсиполат кальция.
Далее образцы госсипола и его соединения подвергали рентгеноструктурному анализу.
Образцы для рентгеноструктурного анализа [7,18-21] готовили напылением исследуемого порошка соединений госсипола на стеклянную пластинку.
Исследованные вещества характеризовались следующими наборами межплоскостных расстояний (табл.12).
Таблица 12.
Межплосткостные расстояния госсипола и его соединений
|
Госсипол
|
Госсиполат натрия
|
Госсиполат кальция
|
|
Межплост�костное расстояние, А
|
Интенсив�ность макси�мума
|
Межплост�костное расстояние, А
|
Интенсив�ность макси�
мума
|
Межплост�костное расстояние, А
|
Интенсив�ность макси�
мума
|
|
12,0
9,5
8,0
7,5
5,3
4,7
3,6
|
о.с.
о.м.
м.
с.
ср.
с.
ср.
|
11,0
9,6
8,9
6,5
4,9
3,4
3.2
3,08
2,98
2,78
2,66
2,52
2.44
2,26
2.03
1,77
1,74
1,66
1,59
|
м.
о.м.
о.м.
м.
м.
м.
ср.
о.с.
ср.
ср.
о.с.
м.
с.
с.
ср.
ср.
ср.
м.
|
6,51
4,84
4,48
3,85
3,6
3,35
3,06
2,82
2,72
2,64
2,50
2,28
2,21
2,09
1,99
1,91
1,88
1,62
1,59
1,51
1,42
|
с.
о.м.
о.м.
о.м.
м.
с.
о.с.
о.с.
о.м.
с.
с.
с.
ср.
с.
о.с.
с.
с.
с.
м.
ср.
ср.
|
Обозначения относительных интенсивностей максимумов:
о.с.- очень сильная; с.- сильная; ср. -средняя; м.-малая; о.м. - очень малая
Анализ данных табл. 12 и рентгенограмм веществ (рис.9 а,б,в) свидетельствует о том, что нативный госсипол характеризуется ограниченным набором максимумов, отвечающих межплосткостным расстояниям в области 3,6...12,0 А0 .
В результате обработки хлопковой мятки раствором каустической соды образуется соединение госсипола с иной структурой, чем госсипол, характеризующейся набором максимумов в широкой области межплосткостных расстояний от 1,6 до 11 А0. Это свидетельствует о том, что в процессе обработки маслосодержащего сырья раствором каустической соды, наряду со снижением кислотного числа частично рафинированного масла, происходит взаимодействие свободного госсипола с раствором каустической соды и образуется соединение, условно называемое госсиполатом натрия:
В результате обработки образовавшегося госсиполата натрия раствором хлористого кальция (в процессе жарения сырья) образовалось вещество со структурой, близкой к структуре госсиполата натрия, однако несколько отличающееся от нее. Это позволяет предположить, согласно данным спектрального анализа, образование нового соединения, условно называемого госсиполатом кальция:
Анализ рентгенограммы (рис.9 а,б,в) исследованных соединений свидетельствует о том, что полученные соединения не содержат каустической соды и хлористого кальция в свободном состоянии, так как их наборы межплосткостных расстояний не имеют ничего общего с рентгеноструктурными характеристиками каустической соды и хлористого кальция.
Возможность образования соединения госсиполата кальция при непосредственном действии на госсипол раствора гидроксида кальция упомянуто в работах [12,39].
3.4. Изменение показателей жмыхов в процессе частичной рафинации масла в сырье
Технология частичной рафинации масла в процессе влаготепловой обработки и жарения сырья влияет также на качественные показатели жмыхов, полученных при прессовании.
Исследование влияния процессов частичной рафинации масла в сырье на показатели качества получаемых жмыхов проводили при переработке хлопковых семян разного качества и сортности.
Исследования проводили в оптимальных технологических режимах, установленных многочисленными лабораторными и опытно-производственными испытаниями рекомендуемой технологии.
Качественные показатели контрольных (без обработки с NaOH и CaCI2) и опытных (с обработкой активированных в ЭМП NaOH и CaCI2) образцов жмыхов, полученных при переработке семян хлопчатника разного качества, представлены в табл.13.
Приведенные данные свидетельствуют о том, что содержание свободного госсипола в опытных образцах жмыхов снизилось почти в два раза по сравнению с контрольными образцами, что объясняется переходом его в соединения госсипола (госсиполат кальция).
Известно, что наличие кальциевых солей жирных кислот в хлопковых жмыхах повышает их кормовые свойства.
Работами ВНИИЖиров, а также некоторых сельскохозяйствен�ных институтов нашей страны установлено, что кальциевые соли жирных кислот по кормовой ценности равнозначны кормовым животным жирам, то есть наличие кальциевых солей жирных кислот в жмыхе повышает его кормовую ценность. Поэтому использование технологии частичной рафинации масла в мятке наряду с повышением качества сырого прессового масла позволяет до некоторой степени увеличивать кормовые достоинства жмыхов.
Таблица 13
Качественные характеристики хлопковых жмыхов, полученных по рекомендуемой технологии при переработке хлопковых семян разного качества
|
Сорт хлоп�ковых семян
|
Показатели качества жмыхов
|
|
|
контроль без обработки растворами
|
с обработкой активированными растворами
|
|
|
содержа�ние сво�бодного госси�пола, %
|
нали�чие натрие�вых мыл (качест�венно)
|
нали�чие кальцие�вых мыл (качест�венно)
|
содержа�ние сво�бод�ного госси�пола, %
|
наличие натрие�вых мыл (качест�венно)
|
наличие кальцие�вых мыл (качест�венно)
|
|
I - II
|
0,025
|
-
|
-
|
0,008
|
отс.
|
+
|
|
III - IV
|
0,017
|
-
|
-
|
0,011
|
отс.
|
+
|
ОБЩИЕ ЗАКЛЮЧЕНИЯ
Изучение особенностей химического состава и качества низкосортных и нестандартных масличных семян хлопчатника позволили определить основные направления усовершенствования технологии их переработки с целью получения рафинированного масла высокого качества.
Исследованные и предложенные технологические процессы позволили разработать новую и усовершенствованную технологию переработки хлопковых семян путем частичной нейтрализации масла в сырье с использованием растворов каустической соды и хлористого кальция, активированных в ЭМП.
Интенсификация технологических процессов, снижение материальных затрат на производство рафинированного масла осуществлялись активацией используемых растворов воздействием электромагнитного поля.
В результате обогащения жмыхов и шротов кальциевыми солями жирных кислот достигнуто повышение их кормовых свойств.
Определены возможности и установлены режимы технологии экстракции жмыхов, обогащенных кальциевыми солями жирных кислот.
В процессе переработки хлопковых семян низкого качества определены возможности производства высококачественных рафинированных масел, соответствующих требованиям действующих стандартов, удовлетворяющих производству конкурентоспособной продукции на мировом рынке.
Установлены возможности эффективного и рационального использования отходов (жмых, шрот, соапсток) для нужд сельского хозяйства.
Практическая реализация результатов исследований и эффективное применение усовершенствованных технологий на маслодобывающих предприятиях создают возможности рациональной переработки сырья разного качества для производства высококачественной продукции.
ВЫВОДЫ
- Усовершенствована технология частичной рафинации хлопкового масла в маслосодержащем сырье воздействием на него растворов каустической соды и хлористого кальция различной концентрации, предварительно активированных в электромагнитном поле с оптимальной напряженностью 1,6 А/м. В результате использования предлагаемой технологии достигнуто повышение качественных показателей масла, жмыха и шрота из-за обогащения последних кальциевыми солями жирных кислот.
- Изучено влияние концентраций активированных растворов каустической соды и хлористого кальция на снижение содержания свободных жирных кислот, свободного и связанного госсипола, а также фосфатидов. Свободные жирные кислоты образуют натриевые мыла, а госсипол и его производные - госсиполаты натрия, которые в дальнейшем переводятся в кальциевые соли под воздействием раствора хлорида кальция. Натриевые и кальциевые соли, переходя в состав жмыха и шрота, обеспечивают их повышенную кормовую ценность.
- Оценено значение напряженности электромагнитного поля при частичной рафинации хлопкового масла в сырье и окончательной рафинации полученного сырого масла. Установлено, что наиболее существенные результаты получаются при напряженности электромагнитного поля, равной 1,6 А/м.
- Определены оптимальные технологические параметры частичной и окончательной рафинации хлопкового масла, полученные при переработке низкосортных и нестандартных хлопковых семян. Достоверность установленных оптимальных параметров доказана методами статистической обработки и оптимизации экспериментальных данных, которые были рекомендованы для проведения опытно-производственных испытаний.
- Изучены процессы экстракции жмыхов, содержащих кальциевые соли жирных кислот, а также госсиполаты кальция. Показано, что экстракция жмыхов, обогащенных кальциевыми солями, протекает в соответствии в промышленной технологией.
- Изучено влияние способов обработки сырья активированными растворами каустической соды и хлористого кальция на содержание протеина в жмыхе и шроте, в результате достигнуто улучшение их кормовых достоинств.
- Исследована технология и режим окончательной рафинации частично нейтрализованных в сырье масел раствором каустической соды различной концентрации, активированным воздействием электромагнитного поля. Установлен оптимальный технологический режим окончательной рафинации частично нейтрализованного масла, в результате достигнуто повышение выхода и качества рафинированных хлопковых масел и снижение их цветности.
- Предложены дополнения к действующей нормативно-технической документации с целью организации и освоения технологии частичной и окончательной рафинации хлопковых масел, полученных из низкосортных и нестандартных семян. По данным опытнопроизводственных испытаний рассчитан экономический эффект в сумме 520 тыс. сумов при переработке 1000 тонн семян хлопчатника низкого качества.
- Дополнены представления по теории рафинации хлопкового масла, как в маслосодержащей мятке, так и сыром масле в отдельности с использованием щелочных растворов, активированных воздействием электромагнитного поля. Этим определена научная значимость проведенных исследований.
CПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- Копейковский В.М., Данильчук С.И., Гарбузова Г.И. и др. Техно�логия производства растительных масел.-М.: Легкая и пищевая промышленность,1982.-252 с.
- Щербаков В.Г. Биохимия и товароведение масличного сырья.-М.:Агропромиздат.1991.-356 с.
- Щербаков В.Г. Химия и биохимия масличных се�мян.-М.:Пищевая промышленность,1977.-184 с.
- Щербаков В.Г., Иваницкий С.Е. Производство белковых продуктов из масличных семян.-М.:Агропромиздат.1987.-152 с.
- Щербаков В.Г. Основы управления качеством продукции и техно�химический контроль жиров и жирозаменителей.-М:Агропромиз�дат,1985.-216 с.
- Руководство по технологии получения и переработки раститель�ных масел и жиров.-Л:ВНИИЖ,1975.т.1,кн.1.-726 с.:1974;т.1.кн.2.-592 с.1973.т.2.-350 с.
- Руководство по методам исследования, технохимическому контро�лю и учету производства в масложировой промышленности.-Л:ВНИИЖ,1967.т.1,кн.1 и 2.-1042с.;1965.т.2.-419с.;
- Паронян В.Х.,Мазин Ф.И.,Кафиев Н.М. и др.Технология жиров и жирозаменителей.-М.:Легкая т пищевая промышленность,1982.-416 с.
- Щербаков В.Г. Технология получения растительных масел.-М.:Ко�лос,1982.-207 с.
- Белобородов В.В. Основные процессы производства растительных масел.-М.:Пищевая промышленность,1966.-478 с.
- Голдовский А.М. Теоретические основы производства раститель�ных масел.-М.:Л.-446 с.
- Маркман А.Л.,Ржехин В.П. Госсипол и его производные.-М.:Пище�вая промышленность.1965.-244 с.
- Белобородов В.В.,Мацук Ю.П.,Кириевский Б.Н. и др.Подготови�тельные процессы переработки масличных семян.-М.:Пищевая про�мышленость,1974.-338 с.
- Тютюнников Б.Н.,Науменко П.В.,Товбин И.М. и др. Технология переработки жиров.-М.:Пищевая промышленность,-1970.-658 с.
- Тютююников Б.Н. Химия жиров.-М.:Пищевая промышлен�ность.1974.-448 с.
- Ахназаров С.Л.,Кафаров В.В. Оптимизация эксперимента в химии и химической промышленности.-М.:Высшая школа,1978.-319 с.
- Арутюнян Н.С.,Аришева Е.А.,Янова Л.И. и др.Технология перера�ботки жиров.-М.:Агропромиздат,1985.-368 с.
- Руководство по методам исследования, технохимическому контро�лю и учету производства в масложировой промышленнос�ти.-Л.:ВНИИЖ.-т.3,1964.-482 с.
- Руководство по методам исследования, технохимическому контро�лю и учету производства в масложировой промышленнос�ти.-Л.:ВНИИЖ.-т.4,1963.-424 с.
- Руководство по методам исследования, технохимическому контро�лю и учету производства в масложировой промышленнос�ти.-Л.:ВНИИЖ.-т.6,1974.-338 с.
- Арутюнян Н.С.,Янова Л.И.,Аришева Е.А. Лабораторный практикум по технологии переработки жиров.-М.:Агропромиздат,1991.-160 с.
- Арутюнян Н.С.,Корнена Е.П. Фосфолипиды растительных ма�сел.-М.:Агропромиздат,1986.-256 с.
- Тютюнников Б.Н.,Гладкий Ф.Ф.и др. Химия жиров.-М.:Колос,1992.
-448 с.
- Шмидт А.А. Теоретические основы рафинации растительных масел.-М.:Пищевая промышленность,1960.-340 с.
- Якименко Л.М., Модыженский И.Д., Ткачук З.А. Электролиз воды.-М.:Химия,1970. -с.
- Арутюнян Н.С., Корнена Е.П., Янова Л.И и др. Технология перера�ботки жиров.-М.:Пищепромиздат,1994.-452 с.
- Виноградова А.А., Мелькина Г.М., Фомичева Л.А. и др. Лабораторный практикум по общей технологии пищевых производств.-М.:Аг�ропромиздат,1991.-335 с.
- Барковский В.Ф., Горелик С.М., Горденцева Т.Б. Практикум по фи�зико-химическим методам анализа.-М.:-1963.-350 с.
- Молочко В.А., Крынкина С.В. Химия. Перевод с немецкого языка. -М.: Химия, 1989. – С.276-278
- Кучеренко Н.Е., Васильев А.П. Липиды. -Киев: -Вища школа.-1985.
-247 с.
- Нечаев А.П., Еременко Т.В. Органическая химия.ч.1,кн.2.-М.:Высшая школа.1985. -182 с.
- Ржехин В.П. Некоторые нежировые вещества хлопкового, подсол�нечного и соевого масел и влияние их на выход и потери масла в производстве растительных масел, при рафинации и мыловаре�нии.-Л.:ВНИИЖ-1952. -115 с.
- Волотовская С.Н.,Кузнецова Н.В.,Майорова И.Н. Потери при рафина�ции хлопкового масла //Масло-жировая пром-сть,1980. N 3. -С.25-28.
- Ржехин В.П. Исследование важнейших химических процессов при переработке масличных семян и некоторые решения в области улучшения использования масличного сырья.-Доклад по совокуп�ности работ на соискание ученой степени докт.техн.на�ук.-Л.:ВНИИЖ,1964.
-42 с.
- Сергеев А.Г.,Стерлин Б.Я.,Волотовская С.Н. Основные направле�ния технического прогресса в рафинации растительных масел. Сб.научн. трудов ВНИИЖ-Л.:1974,вып.ХХХII. -С.3-12.
- Исмаилов А. Химическое исследование госсипола специфического пиг�мента хлопчатника.-Автореф.дис.канд.техн.наук -Ташкент,1959.-21 с.
- Сергеев А.Г. Комплексная переработка семян хлопчатни�ка.-Л.:ВНИИЖ,1961.-22 с.
- Юнусова С.Г., Гусакова С.Д. Влияние степени зрелости хлопковых семян на липидный состав //Химия природных соединений,1982, N 1. -С.6.
- Ржехин В.П. Госсипол и его производные.-Л:ВНИИЖ,1955.-100 с.
- Маркман А.Л.,Кац Б.А.,Чеботарева А.П. и др. К вопросу повышения масличности семян хлопчатника //Масло-жировая пром-сть,1961, N 5. -С.18.
- Бабуркина Е.А.,Григорчук Р.Т.,Матвеева Т.А. Изучение условий связывания госсипола и углеводов с белками и фосфатидами //Масло-жировая пром-сть,1987, N 10. -С.5.
- Григорчук Р.Т.,Скоморохова Е.Е.,Миронова А.Н. и др. О раство�римости госсипола в бензиново-масляных мисцеллах //Масло-жиро�вая пром-сть,1979, N 11. -С.11-12.
- Глушенкова А.И.,Назарова И.П. Определение растворимости гос�сипола в мисцелле //Химия природных соединений,1983. N 6. -С.775.
- Маркман А.Л.,Вилькова С.Н. О свойствах госсипола хлопкового масла //Узбекский химический журнал,1969, N 1. -С.63.
- Маркман А.Л.,Залесов В. Новая качественная реакция на госси�пол //Масло-жировая пром-сть,1960, N 3. -С.3.
- Пусен Ф.А. О выпуске маслозаводами обогащенного хлопкового жмыха и шрота //Маслобойно-жировая пром-сть,1958, N 11. -С.11.
- Ржехин В.П.,Белова А.Б. К изучению взаимодействия госсипола с аминобензойной (антраниловой) кислотой //Журнал прикладной химии, 1961,т.XXXIV,N 5.
- Данилова Т.А. Исследование важнейших свойств ряда аминопроиз�водных госсипола и изучение влияния госспурпурина на качество хлопкового масла.-Автореф.дис...канд.техн.наук.-Л.:1969.-18 с.
- Ржехин В.П.,Петушина А.Б. Применение аминобензойных кислот для выведения госсипола из высокогоссиполовых форпрессовых масел и бензиновых мисцелл//Труды ВНИИЖиров, 1960,вып.ХХ. -С.40.
- Белова А.Б. Исследование процесса выведения госсипола из хлопковых масел с помощью антраниловой кислоты.-Авто�реф. дис... канд. техн. наук. -Ташкент, ТашПИ, 1964.- 29 с.
- Ржехин В.П. Взаимодействие госсипола с белковыми веществами и аминокислотами //Масло-жировая пром-сть,1957, N 9. -С.6-9.
- Михтарьянц Л.А.,Надафф М.Д.,Ермакович Т.И. Влияние влаготеп�ловых воздействий при переработке семян хлопчатника на пове�дение госсипола //Пищевая пром-сть, 1988, N 6. -С.12.
- Ржехин В.П.,Преображенская И.С. Взаимодействие фосфатидов с госсиполом в присутствии воды //Масло-жировая пром-ть, 1960, N 3. -С.3.
- Ржехин В.П. К вопросу о природе специфической окраски сырых хлопковых масел //Масложировая пром-сть,1954, N 2. -С.3.
- Семендяева Т.К. Взаимодействие фосфатидов с госсиполом //Мас�ложировая пром-сть, 1957, N 4. -С.7.
- Маркман А.Л.,Умаров А.У. Хроматографическое исследование гос�сипола //Узбекский химический журнал,1960, N 5. -С.66.
- Демченко П.П.,Ключкин В.В.,Григорчук Р.Т. Влаготепловая обра�ботка ядра хлопчатника//Туды ВНИИЖиров, 1985. -С.27.
- Рахимжанов М.А.,Мирзакаримов Р.М. Способ выделения госсипола из хлопкового материала.-А.с.СССР N 1346662,1987.
- Пулатова С.Р.,Мирзакаримов Р.М.,Ильясов А.Т. Облагораживание хлопкового шрота аммиаком и карбамидом //Узбекский химический журнал,1987, N 2,с.70-74.
- Черненко Т.В.,Талипова М.,Глушенкова А.И. Воздушная классифи�кация заводского шрота и обезжиренного хлопкового ядра //Мас�ло-жировая пром-сть, 1986, N 2. -С.10.
- Атауллаев А.Х.,Фрейман Р.И.,Ким М.В. Некоторые особенности семян хлопчатника новых селекционных сортов.// Масло-жировая пром-сть, 1977.-N 2. -С.10-12.
- Атауллаев А.Х., Султанбекова Д.М., Ключкин В.В. и др. Изменение фракционного состава белков.//Масложировая пром-сть,1983.-N 8. -С.12-14.
- Калманович С.А., Мартовщук В.Н., Данилович Л.М. Подготовка хлоп�ковых масел к рафинации //Пищевая технология, 1987, N 4. -С.48.
- Конева Н.А.,Ходжаев А.А.,Тучкова Л.И. Рафинация высококислотных хлопковых масел //Масложировая пром-сть, 1981, N 2. -С.24-26.
- Попова В.И., Ахунджанов А.П. и др. Рафинация хлопкового масла эмульсионным методом //Масложировая пром-сть, 1980, N 3. -С.16.
- Мартовщук В.Н. Повышение эффективности рафинации низкосортных хлопковых масел на основе методов механо-химической актива�ции, Автореф.дис....канд.техн.наук-Краснодар, 1987. -25 с.
- Мартовщук В.И., Арутюнян Н.С., Мгебрешвили Т.В. Повышение эффективности рафинации труднорафинируемого хлопкового масла //Масложировая пром-сть, 1986, N 6. -С.14-16.
- Бутенова В.Н., Попеушапка А.В., Ермак Л.Г. Кинетика нейтрализа�ции жирных кислот карбонатом натрия //Масложировая пром-сть, 1987,
N 9. -С.21.
- Лотешник В.К., Кудрин Ю.П., Арутюнян Н.С. и др.Способ подготов�ки мятки маслосодержащего материала к извлечению масла. Ав�торское свидетельство N 759582., 1980 г.
- Летешник В.К., Щербаков В.Г., Арутюнян Н.С. и др. Способ извле�чения масла из маслосодержащего сырья. Авторское свидетельство
N 806747,1981.
жмых
жмых
2
3
1
EMBED Flash.Movie 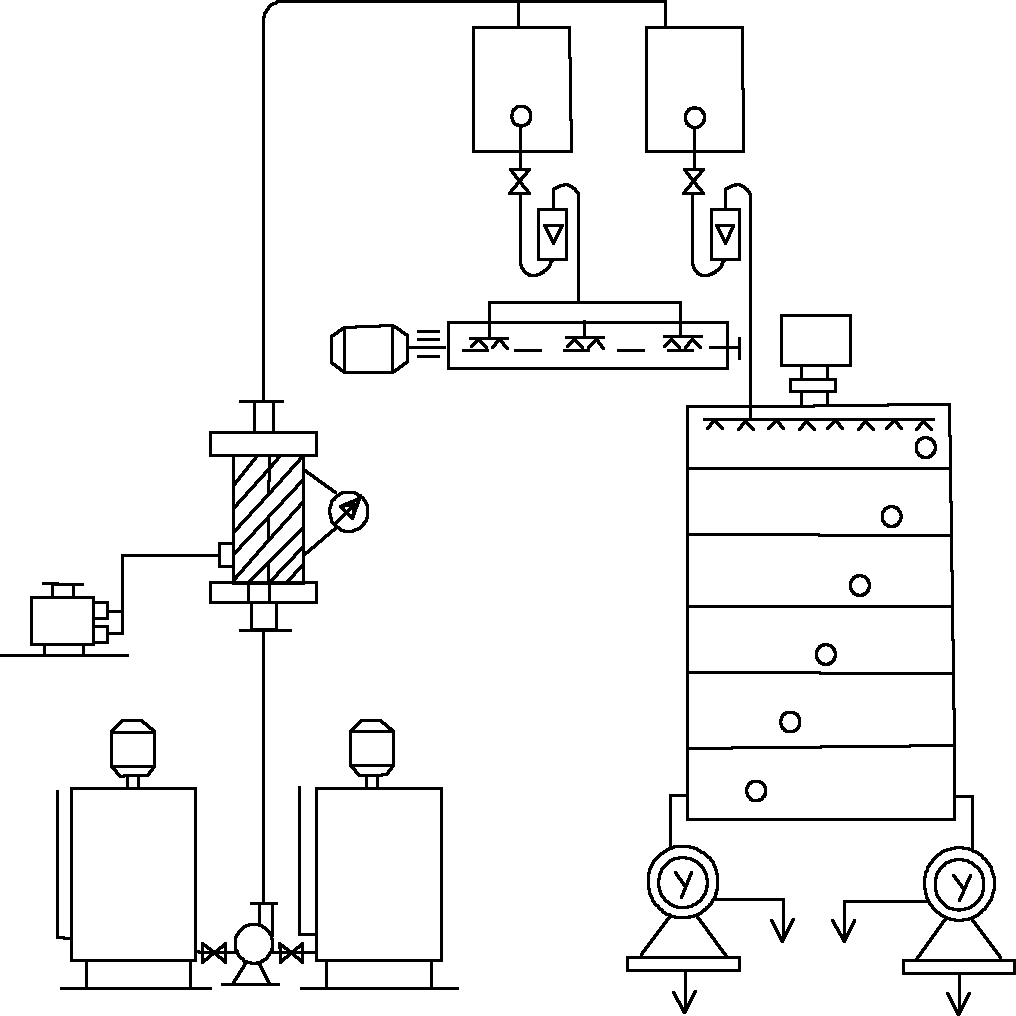
NaOH
CaCl2
6
7
9
8
10
11
4
3
2
5
1
EMBED Flash.Movie 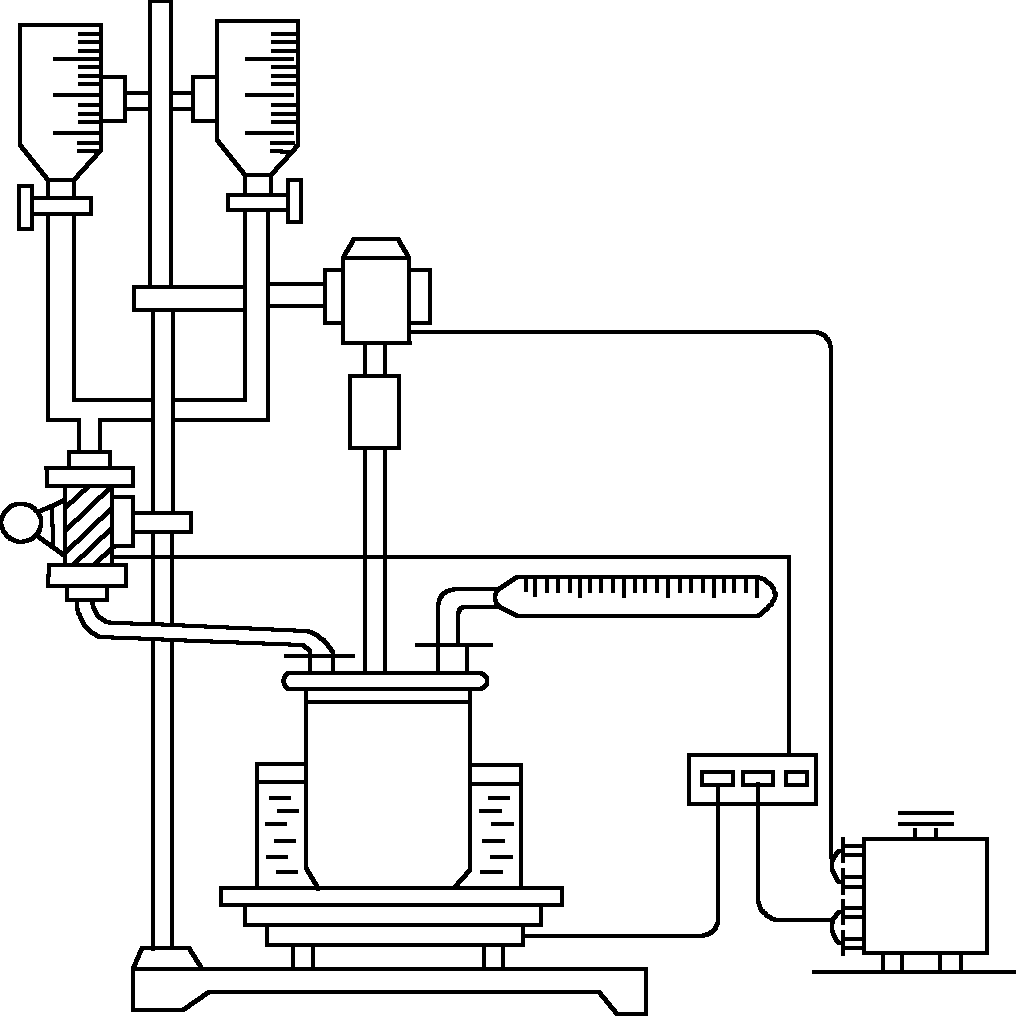
СН3
СН3
СН[CH3]2
СН[CH3]2
HСОH
ОH
ОH
ОН
О
НО
О
HОCН
СН3
СН3
СН[CH3]2
СН[CH3]2
HСОH
О
О
ОН
ОН
НО
НО
HОCН
СН3
СН3
СН[CH3]2
СН[CH3]2
СОН
ОН
ОН
ОН
ОН
НО
НО
СОН
масло
12
11
4
14
13
15
5
9
10
8
6
7
мятка
7
1
2
3
5
4
6
8
7
9
10
12
11
13
14
масло
масло
жмых
СaCl2
NaOH
21
22
20
19
18
16a
16
15
мятка
ядро
шелуха
Рис.3. Принципиальная технологическая схема частичной рафинации масла в сырьё
в опытно-производственных условиях:
1. Шелушитель; 2. Сепаратор-разделитель; 3. Нория; 4. Вальцовый станок ВС-5; 5. Шнек; 6.Нория; 7. Увлажнительная жаровня; 8. Форсунки распылители; 9. Нория; 10. Распределительный шнек; 11. Пропарочно-увлажнительный шнек; 12. Форсунки; 13. Форсунки; 14. Жаровня; 15. Прессовые агрегаты; 16, 16а. Ротаметр-расходомер; 17,19. Насосы. 18. Емкость для раствора хлористого кальция; 20. Емкость для раствора каустической соды, 21,22 – Электромагнитные аппараты.
EMBED Flash.Movie 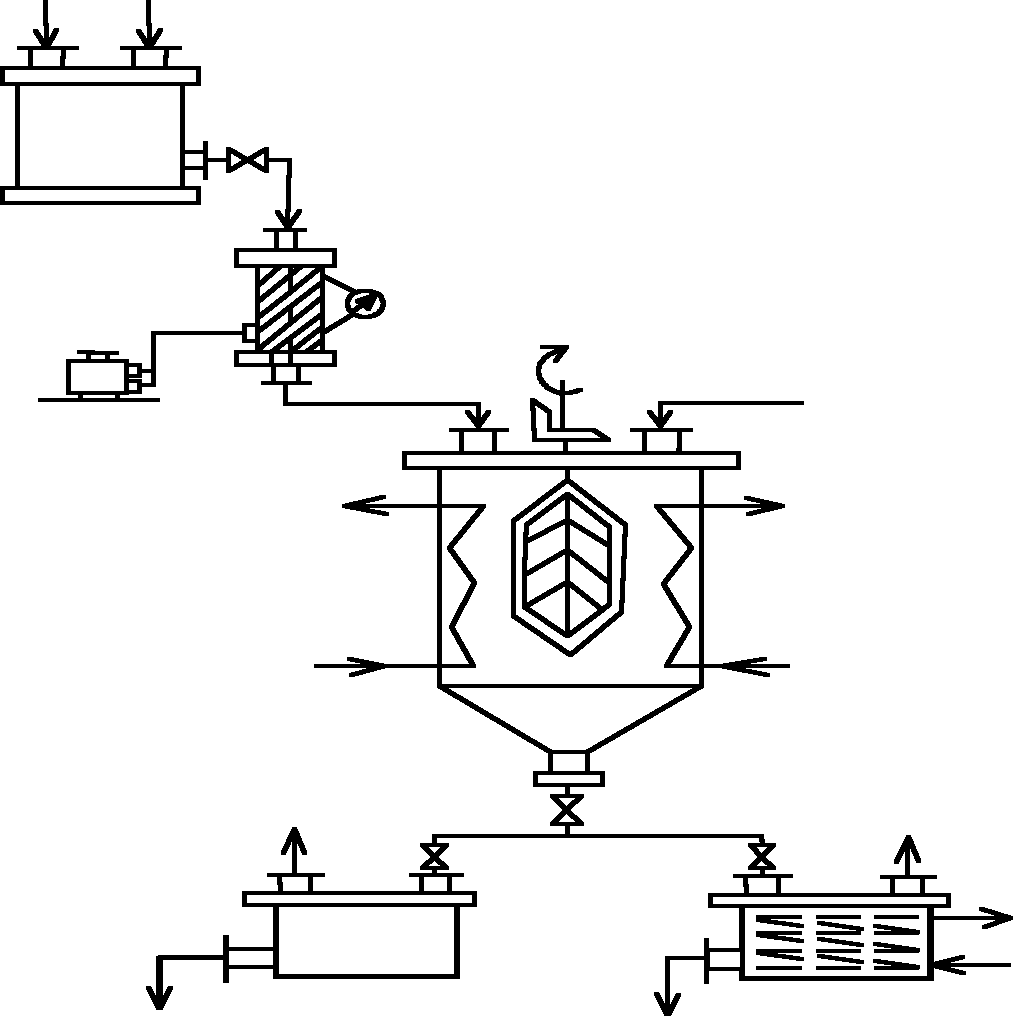
NaOH
H2O
NaOH
1
5
3
4
6
5a
2
7
8
8
9
10
11
сырьё
вода
пар
рафинированное масло
соапсток
EMBED Flash.Movie 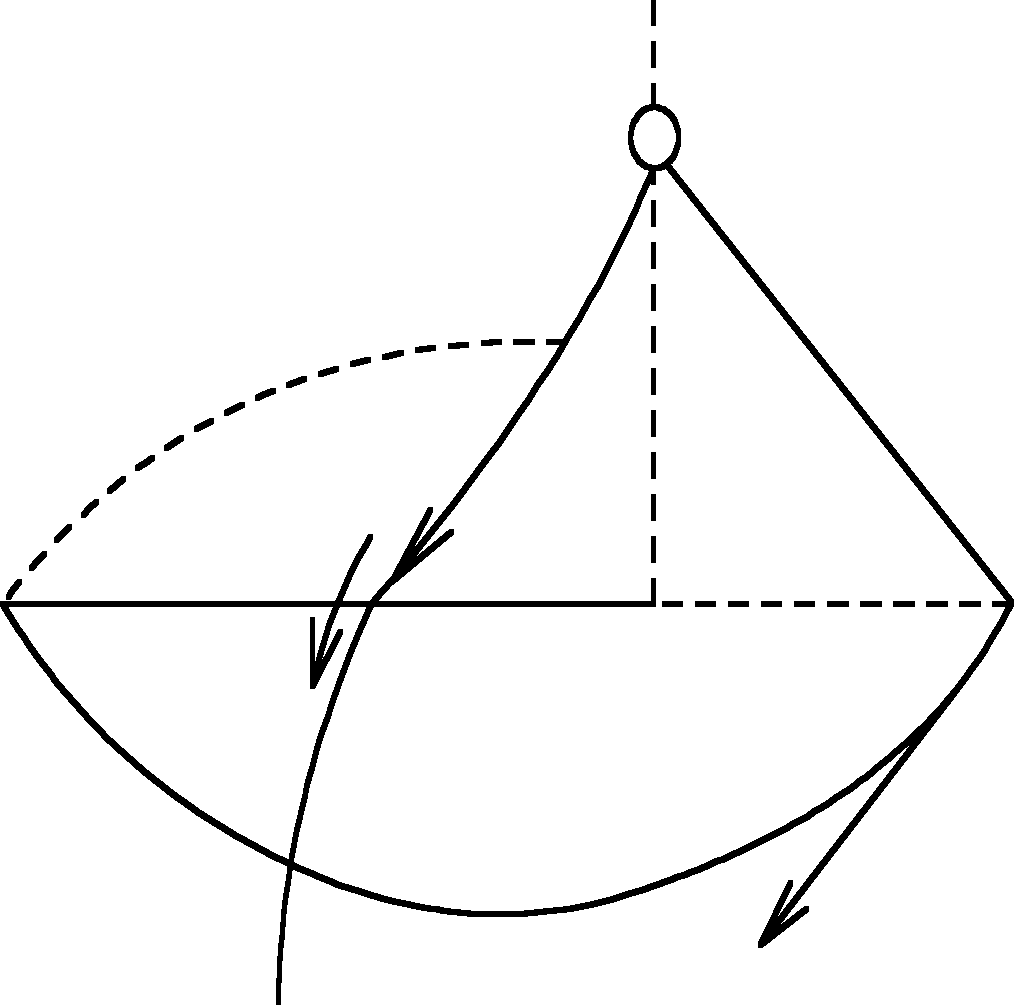
C
r
dl
J
EMBED Flash.Movie 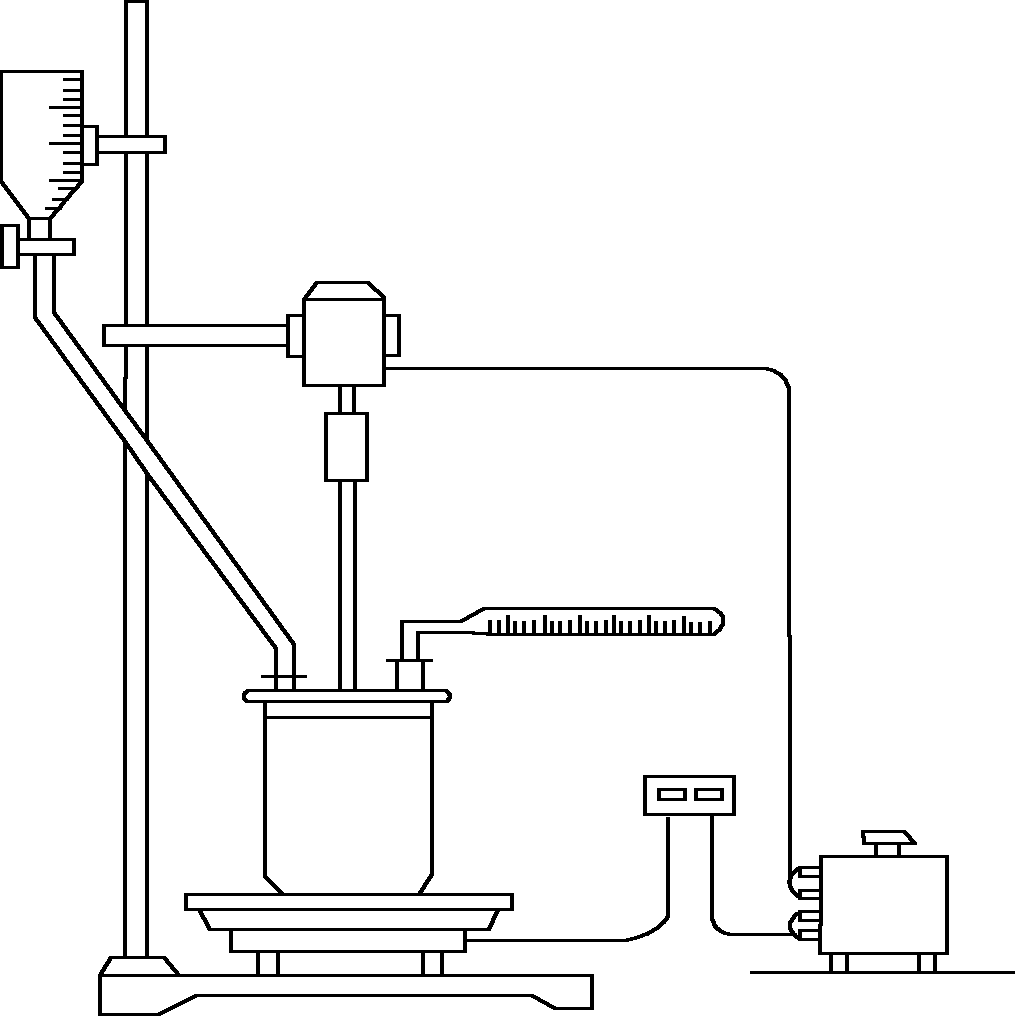
1
4
8
7
6
5
2
3
Частично рафини�рованное масло
Окончательная рафинация
Хлопковые семена
Очистка от сор�ных и органических примесей
Минеральные и органические примеси
Кондициониро�вание по влажности
Увлажнение
Сушка
Обрушивание
Сепарирование
Ядро
Измельчение
Мятка
Влаготепловая обработка до кондиционной влажности
Раствор NaOH, активированный в ЭМП
Тепло
Жарение
Раствор CaCl2, активированный в ЭМП
Тепло
Прессование
Обогащенный солями жмых
На корм или на экстракцию
Шелуха
С, %
5
10
15
20
25
30
35
2
3
4
5
6
7
8
9
- К.ч.
Снижение кислотного числа масла (К.чН – К.чК)
2
3
4
5
1
Кислотное число
К.ч., мг КОН
- К.ч.
6
8
10
12
14
16
2,0
3,0
4,0
5,0
6,0
7,0
Кислотное число масла в семенах
Снижение кислотного числа
1
2
3
0
10
15
20
25
30
35
С, %
10-3, %
40
50
60
70
80
90
1
2
Концентрация раствора NaOH
Содержание госсипола (свободного в масле)
0
4
7
10
13
16
19
С, %
Ф, %
0,5
0,7
0,9
1,1
1,3
1,5
1
2
Концентрация раствора NaOH
Содержание фосфатидов в масле
+ 2NaОН
COH
НО
НО
ОН
ОН
ОH
ОH
COH
СН[CH3]2
СН[CH3]2
СН3
СН3
COH
NaO
НО
ОNa
ОН
ОH
ОH
COH
СН[CH3]2
СН[CH3]2
СН3
СН3
+H2O
+ CaCl2
СОН
NaO
НО
ОNa
ОН
ОН-
-OН
COH
СН[CH3]2
СН[CH3]2
СН3
СН3
n
2
+ 2NaCl
СНО
-CaO
НО
ОCa-
ОН
НО-
-OН
СНО
СН[CH3]2
СН[CH3]2
СН3
СН3
2
-
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ПЕРВИЧНОЙ ОБРАБОТКИ ХЛОПКОВЫХ СЕМЯН И ПРОИЗВОДСТВО НА ЕГО ОСНОВЕ ВЫСОКОКАЧЕСТВЕННОГО МАСЛА