Ремонт карданной передачи ПМ 130 Б
Содержание
Введение………………………………………………………………………..3
1 Теоретическая часть…………………………………………………………9
1.1 Краткие сведения об устройстве карданной передачи ПМ 130 Б ......…12
1.2 Краткий технологический процесс разборки……………………………11
1.3 Мойка, очистка деталей…………………………………………………..18
1.4 Дефектация деталей……………………………………………………….24
1.5 Восстановление деталей…………………………………………………..30
1.6 Комплектование, сборка…………………………………………………..32
1.7 Проектирование участка ремонта агрегатов……………………………..43
2 Заключение…………………………………………………………………...57
3Список используемой литературы…………………………………………..58
Введение
Автомобили это современные транспортные средства, в которых реализован ряд новых конструкционных и технологических решений по системам, механизмам и агрегатам. Однако достижение высоких эксплуатационно-технических свойств автомобилей связано с некоторым общим усложнением их конструкции, что предъявляет более высокие требования к организации и уровню эксплуатации.
В процессе эксплуатации автомобиля его рабочие свойств постепенно ухудшаются из-за изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены. В автомобиле появляются отказы и неисправности, которые устраняют при техническом обслуживании и ремонте.
Необходимость и целесообразность ремонта автомобилей обусловлены, прежде всего, неравномерностью износа их составных частей (сборочных единиц и деталей). Известно, что создать равнопрочный автомобиль, все детали которого изнашивались бы равномерно и имели бы одинаковый срок службы, невозможно. Поэтому в процессе эксплуатации автомобили проходят на автотранспортных предприятиях периодическое техническое обслуживание и при необходимости текущий ремонт, который осуществляется путём замены отдельных деталей и агрегатов. Это позволяет поддерживать автомобили в технически исправном состоянии.
Капитальный ремонт должен обеспечивать исправность и полный (либо близко к полному) ресурс автомобиля или агрегата путем восстановления и замены любых сборочных единиц и деталей, включая базовые. Базовой называют деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы и другие детали. У автомобиля базовой деталью является рама, у агрегатов корпусная деталь, например, блок цилиндров двигателя, картер коробки передач.
Поддержание автомобиля в технически исправном состоянии в течении всего предусмотренного срока службы возможно лишь при условии соблюдения правил эксплуатации и выполнения планово предупредительных мероприятий предусмотренных заводской инструкцией и нормативными документами автотранспортных организаций. Эти мероприятия составляют систему технического обслуживания автомобилей.
Техническое обслуживание предназначено для содержания подвижного состава в работоспособном состоянии, уменьшения интенсивности изнашивания деталей, предупреждения неисправностей, а так же выявления возникших неисправностей с целью их своевременного устранения. Техническое обслуживание служит также для поддержания опрятного внешнего вида подвижного состава.
Основой технической политики является планово предупредительная система технического обслуживания и ремонта, которая представляет собой, совокупность средств, нормативно- технической документации, исполнителей, необходимых для обеспечения работоспособного состояния подвижного состава.
Основным техническим воздействием, осуществляемым на автотранспортном предприятии при эксплуатации подвижного состава, являются планово - предупредительные работы технического обслуживания и ремонта. Своевременное и качественное выполнение технического обслуживания в установленном объеме обеспечивает высокую техническую готовность подвижного состава и снижает потребность в ремонте. Это значит, что для всех автомобилей, находящихся в эксплуатации, заранее на определенный период, обычно на каждый месяц, составляется план (график) постановки автомобиля на тот или иной вид технического обслуживания, при котором производится обязательный перечень операций установленный для данного вида обслуживания.
Критерии постановки автомобилей на тот или иной вид технического обслуживания, является пробег подвижного состава.
Системой технического обслуживания и ремонта предусматривается две составные части операции: контрольная и исполнительская. Именно поэтому планово предупредительный характер системы технического обслуживания и ремонта определяется плановым и принудительным выполнением контрольной части операций, предусмотренных Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта с последующим выполнением по потребности исполнительской части.
Техническое обслуживание является профилактическим мероприятием, проводимым принудительно в плановом порядке, как правило, без разборки и снятия с автомобиля агрегатов, узлов, деталей.
Если при техническом обслуживание нельзя определить техническое состояние отдельных узлов, то их следует снимать с автомобиля для контроля на специальных приборах или стендах.
Ремонтом является комплекс операций по выполнению исправного или работоспособного состояния ресурса и обеспечению безотказной работы подвижного состава и его составных частей.
Ремонт выполняется как но потребности после появления соответствующего неисправного состояния, так и принудительного по плану, через определенный пробег работы подвижного состава. Второй вид ремонта, является планово предупредительным.
Определение технического состояния подвижного состава, его агрегатов и узлов без разборки производится с помощью контроля (диагностирования), который является технологическим обслуживанием и ремонтом.
Цель контроля (диагностирования) при техническом обслуживания заключается в определении действительной потребности в выполнении
операций предупредительных Положением и прогнозировании момента возникновения неисправного состояния путем сопоставления фактических значений параметров с предельными, а так же в оценке качества выполнения работ.
Цель контроля (диагностирования) при ремонте заключается в определении неисправного состояния, причин его возникновения и установления наиболее эффективного способа устранения: на месте; со снятием агрегата (узла, детали), с полной или частичной разборкой и заключительным контролем качества выполнения работ.
Важной основой планово - предупредительной системы технического обслуживания и ремонта подвижного состава являются:
1) Средства технического обслуживания и ремонта которые предусматривают: производственно - техническую базу (здания, сооружения, оборудований) размещенную на автотранспортном предприятии.
2) Материально - техническое обеспечение (с учетом конструкции подвижного состава; пробега с начала эксплуатации, интенсивности и условий эксплуатации).
3) Номенклатура профессий персонала обеспечивающего исправное состояние подвижного состава, включает рабочих различных специальностей, техников и инженеров.
Рабочие производят контроль технического состояния подвижного состава, выполняют техническое обслуживание и ремонт. Подготовку их производства, а так же работы, связанные с хранением автомобилей, техническим обслуживанием и ремонтом оборудования, здании и сооружений.
Техники осуществляют контроль технического состояния подвижного состава, руководство и контроль работы производственных участков, выполняют текущий производственно - технический учет, анализ и планирование работ по ТО и ремонту, внедряют прогрессивные формы и методы организаций, технологии и механизации производства, а так же осуществляют контроль за соблюдением правил техники безопасности.
Инженеры осуществляют руководство службами и подразделениями служб,
обеспечивающими работоспособное состояние подвижного состава, а так же разрабатывают и внедряют мероприятия новой техники, организации и технологии производства.
Техническое обслуживание подвижного состава но периодичности, перечню и трудоемкости выполнения работ подразделяется на следующие виды
Ежедневное техническое обслуживание (ЕО);
Первое техническое обслуживание (ТО-1);
Второе техническое обслуживание (ТО-2);
Сезонное техническое обслуживание (СО)
ЕО - включает контроль, направленный на обеспечение безопасности движения, а так же работы по поддержанию подлежащего внешнего вида, заправку топлива, маслом и охлаждающей жидкостью.
ТО-1 и ТО-2 включают контрольно - диагностические, крепежные, регулировочные, смазочные и другие работы, направленные на предупреждение и выявление неисправностей, снижение интенсивности ухудшения параметров технического состояния подвижного состава, экономию топлива и других эксплуатационных материалов, уменьшение отрицательного воздействия автомобилей на окружающую среду.
Сезонное техническое обслуживание проводится 2 раза в год и включает работы по подготовке подвижного состава к эксплуатации в холодное и теплое время года.
Текущий ремонт (ТР) предназначен для обеспечения работоспособного состояния подвижного состава с восстановлением или занимают отдельных его агрегатов, узлов и деталей (кроме базисных) достигших предельно допустимого состояния. ТР должен обеспечивать безотказную работу отремонтированных агрегатов, узлов и деталей на пробеге не меньше, чем до очередного ТО-2.
Своевременное и качественное проведение работ по техническому обслуживанию и текущему ремонту подвижного состава, постоянно должно находиться в центре внимания соответствующих должностных лиц автотранспортного предприятия, так как в конечном итоге оказывает огромное влияние на безопасную и безаварийную работу транспортных средств.
В целях обеспечения безопасности дорожного движения лицензированною подлежат следующие виды деятельности:
- перевозка пассажиров и грузов
- ремонт и техническое обслуживание автотранспортных средств осуществляемых на коммерческой основе.
Основные требования по обеспечению безопасности дорожного движения при эксплуатации транспортных средств:
- техническое состояние и оборудование транспортных средств участвующих в дорожном движении, должны обеспечивать безопасность дорожного движения.
- обязанность по поддержанию транспортных средств участвующих в дорожном движении в технически исправном состоянии возлагается на владельцев транспортных средств либо на лиц эксплуатирующих транспортное средство.
Основные требования по обеспечению безопасности дорожного движения при техническом обслуживании и ремонте транспортных средств:
- техническое обслуживание и ремонт транспортных средств в целях содержания их в исправном состоянии должны обеспечивать безопасность дорожного движения.
- нормы, правила и процедуры технического обслуживания и ремонта транспортных средств устанавливаются заводами – изготовителями транспортных средств с учетом условий их эксплуатации
- юридические лица и индивидуальные предприниматели выполняющие работы и предоставляющие услуги по техническому обслуживанию и ремонту транспортных средств, обязаны иметь лицензию и сертификат соответствия на
выполнение этих работ и услуг и обеспечивать их проведение в соответствии с установленными нормами и правилами.
В соответствии с Федеральным законом от 10 декабря 1995 г. № 196-ФЗ «О безопасности дорожного движения» согласно статьи 7 Лицензирование
деятельности, связанной с обеспечением безопасности дорожного движения
1. В целях обеспечения безопасности дорожного движения лицензированием подлежат следующие виды деятельности:
- перевозка пассажиров и грузов
- ремонт и техническое обслуживание автотранспортных средств
осуществляемых на коммерческой основе.
Согласно статьи 16 основные требования по обеспечению безопасности дорожного движения при эксплуатации транспортных средств
1. Техническое состояние и оборудование транспортных средств участвующих в дорожном движении, должны обеспечивать безопасность дорожного движения.
2. Обязанность по поддержанию транспортных средств участвующих в дорожном движении в технически исправном состоянии возлагается на владельцев транспортных средств либо на лиц эксплуатирующих транспортное средство.
Согласно статьи 18 основные требования по обеспечению безопасности дорожного движения при техническом обслуживании и ремонте транспортных средств.
1. Техническое обслуживание и ремонт транспортных средств в целях
содержания их в исправном состоянии должны обеспечивать безопасность
дорожного движения.
2. Нормы, правила и процедуры технического обслуживания и ремонта транспортных средств устанавливаются заводами - изготовителями
транспортных средств с учетом условий их эксплуатации.
3. Юридические лица и индивидуальные предприниматели,
выполняющие работы и предоставляющие услуги по техническому
обслуживанию и ремонту транспортных средств, обязаны иметь лицензию и сертификат соответствия на выполнение этих работ и услуг и обеспечивать их проведение в соответствии с установленными нормами и правилами.
4. Транспортные средства, прошедшие техническое обслуживание и
ремонт, должны отвечать требованиям, регламентирующим техническое
состояние и оборудование транспортных средств, участвующих в дорожном движении, в части относящийся к обеспечению безопасности дорожного движения, что подтверждаются соответствующим документом, выдаваемым исполнителем названных работ и услуг.
1 Теоретическая часть
1.1 Краткие сведения об устройстве карданной передачи а/м ПМ-130Б
На автомобилях ЗИЛ установлены открытые карданные передачи с шарнирами карданных валов на игольчатых подшипниках. Карданные валы изготовлены из волоченой тонкостенной трубы, сваренной из холоднокатанной ленты.
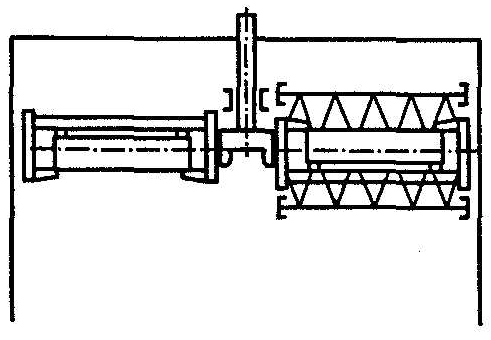
Карданная передача (рис.1) автомобиля состоит из двух карданных валов, трех шарниров и промежуточной опоры. Основные данные карданной передачи приведены ниже.
Количество карданных валов 2
Количество карданных шарниров 3
Диаметр трубы карданных валов:
Наружный 77
Внутренний 71
Шлицевое соединение
Герметичное, смазка во внутренней полости удерживается с одной стороны резиновой манжетой с другой заглушкой
Шарниры карданных валов
Шарниры всех карданных валов по своей конструкции одинаковы и состоят из неподвижной или скользящей вилки, вилки-фланца и крестовины, устанавленной в ушках вилок на игольчатых подшипниках. Шарниры имеют комбинированное резиновое уплотнение, состоящее из торцового уплотнения, напрессованного на шипы крестовины, и однокромочной манжеты, встроенной в подшипник
Подшипник
Игольчатый, с постоянным запасом смазки
Крестовина
С четырьмя шипами, имеющими посадочные пояски шарнира для установки торцового уплотнения. Крестовина не имеет сквозных сверлений для подвода смазки
Балансировка карданных валов
Динамически балансируется карданная передача в сборе
Допустимый дисбаланс г.см 110
Промежуточная опора со стальными штампованными крышками, напрессованными на шариковый подшипник, установленный вместе с крышками в ре�зиновой подушке опоры. Проме�жуточная опора прикреплена бол�тами к раме автомобиля при по�мощи кронштейна опоры
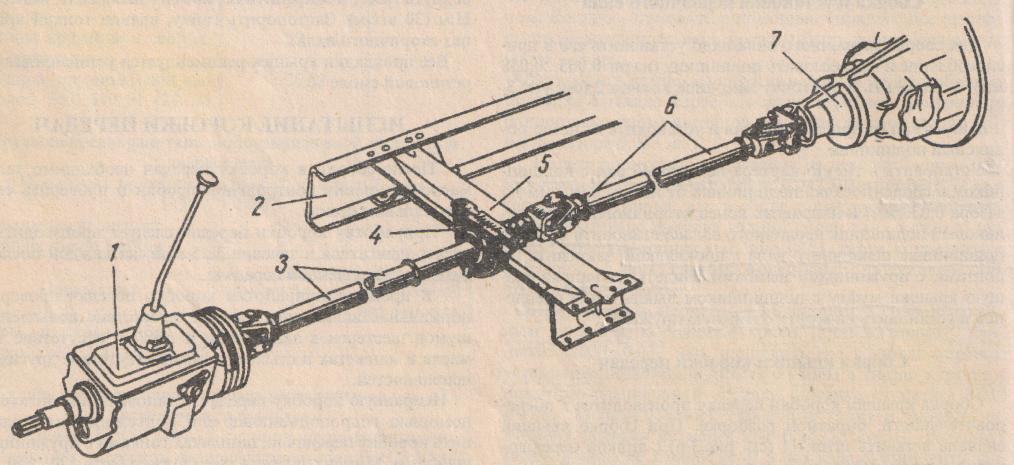
1 - коробка передач; 2 - лонжерон рамы; 3 - промежуточный карданный вал; 4 - промежуточная опора; 5 - поперечина рамы; 6 - карданный вал заднего моста; 7 - задний мост
Рисунок 1- Схема карданной передачи
1.2 Краткий технологический процесс разборки переднего моста а/м ПМ-130Б
Разборка - это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе ремонта автомобилей и агрегатов составляет 10...15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20%- на прессовые соединения. Технологический процесс разборки дает автотранспортному предприятию до 70% деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся автотранспортному предприятию в 6...10% от цены, отремонтированные в 30...40%, а замена деталей в 110…150%.
Для снятия карданной передачи с автомобиля надо отвернуть гайки крепления заднего вилки-фланца карданного вала, снять шайбы и вынуть болты из отверстий фланцев, поддерживая при этом карданный, вал.
После этого опустить конец вала вниз на площадку или деревянную подкладку. Отвернуть болты крепления опоры промежуточного вала к раме, отвернуть гайки болтов крепления переднего фланца-вилки, снять карданную передачу с автомобиля и отвести ее к месту раборки.
При снятии карданного вала или при установке вала на автомобиль нельзя пользоваться монтажной лопаткой или другими предметами, вставленными в шарнир для прокручивания карданного вала, так как это приводит к повреждению торцового уплотнения и преждевременному выходу из строя карданных шарниров.
Перед разборкой карданную передачу надо очистить от грязи и промыть в обезжиривающем растворе или в горячей воде. Для разборки карданную передачу можно уста�новить на слесарный верстак.
Снять хомут 20 (рис.2), стопорную скобу 5 подушки и кронштейн 23 опоры отогнуть стопор 8 (рис.3) и отвернуть специальным радиусным ключом (рис. 4) гайку 6 (см. рис. 2) крепления подшипника о поры, разъединить карданные валы, вынув скользящую вилку 17 из шлицевой втулки 25.
Снять с подшипника опоры промежуточного карданно�го вала с крышками резиновую подушку 4, задний отражатель 6 (см. рис. 3), после чего спрессовать съемником модели И 803.25.00 или 20П-7968 (рис. 5) шарикоподшипник 13 (см. рис. 3) опоры в сборе с крышкой 3, манжетами 2 и 7 и распорной втулкой 10.
Разбирать карданный шарнир рекомендуется только в случае выхода из строя его деталей.
Перед разборкой шарниров карданной передачи, находившейся длительное время в эксплуатации, рекомендуется с помощью кисти обильно смочить керосином места установки подшипников.
При разборке карданных шарниров следует пометить взаимное положение деталей, отогнуть ушки замочных пластин, отвернуть болты крепления этих пластин и снять замочные и опорные пластины. Затем произвести разборку шарнира.
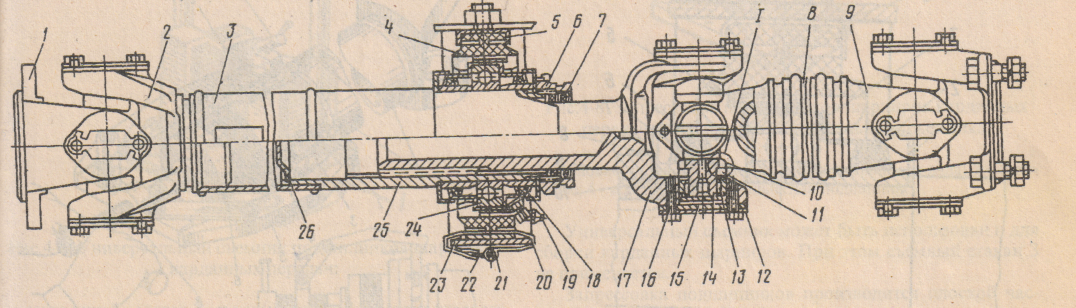
1 - вилка-фланец; 2- вилка; 3 - промежуточный карданный вал; 4 - подушка опоры; 5 - скоба подушки; 6 - гайка крепления подшипника промежуточной опоры; 7 и 18 - уплотнения; 8 - карданный вал заднего моста; 9 - вилка карданного вала; 10 - торцовое уплотнение; 11 - однокромочная манжета игольча�того подшипника; 12 - замочная пластина; 13 - игольчатый подшипник крестовины; 14 - крестовина; 15 - опорная пластина; 16 болт; 17 - скользящая вилка; 19 - масленка для смазывания подшипника промежуточной опоры; 20 - хомут; 21 - шплин; 22 - замок хомута; 23 - кронштейн опоры; 24 -шариковый подшипник; 25 - шлицевая втулка; 26 - заглушка шлицевой втулки
Рисунок 2-Карданная передача
Категорически запрещается применять при разборке и сборке карданного шарнира молоток, так как при этом нарушается соосность отверстий в вилках под подшипники, из-за чего резко снижается долговечность карданного шарнира.
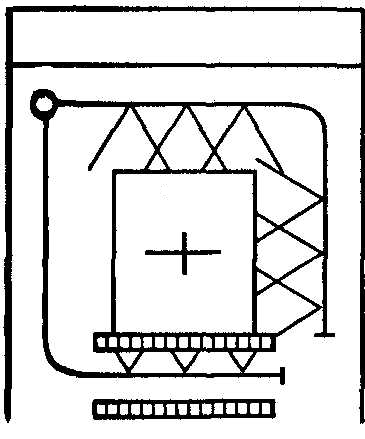
Разборку шарниров карданного вала надо производить с помощью универсального съемника модели И 83.26 000 ), который исключает деформацию вилок, поломку подшипников и позволяет легко разбирать шарнир
Основание 1 съемника имеет проушины для закрепления съемника на слесарном верстаке. Опоры 2, имеющие базовую поверхность для вилок, фланцев и крестовин кардан�ных шарниров, снабжены овальными отверстиями кото�рые в известных пределах позволяют перемещать опоры на основании в зависимости от размерности разбираемого
Съемный стакан 3 представляет собой отрезок трубы имеющий с двух концов отверстия различных диаметров
с помощыо наружной трубы стакан закрепляется на наконечнике упорного винта либо одним, либо другим концом в зависимости от размера снимаемого подшипника.
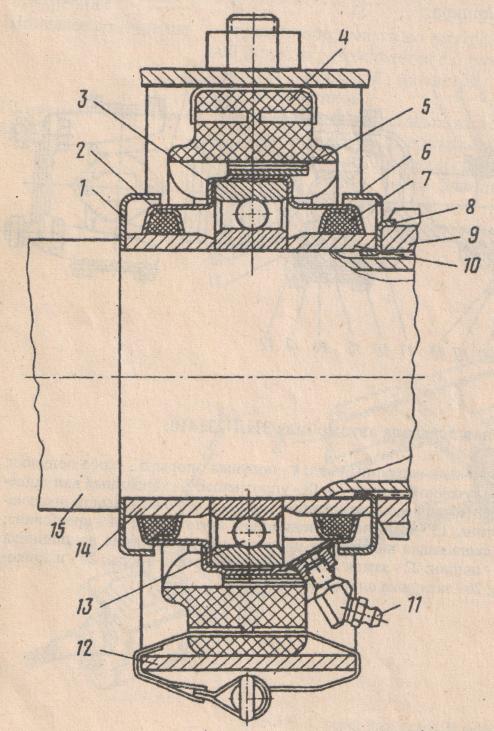
1 и 6 - отражатели манжеты; 2 и 7 - манжеты; 3 - крышка опоры- 4 - подушка опоры; 5 - скоба крышки; 8 - стопор; 9 - гайка крепления подшипника опоры; 10 и 14 - распорные втулки; 11 масленка; 12 - кронштейн (хомут); 13 - подшипник; 15 - шлицевая втулка
Рисунок 3 – Промежуточная опора карданного вала
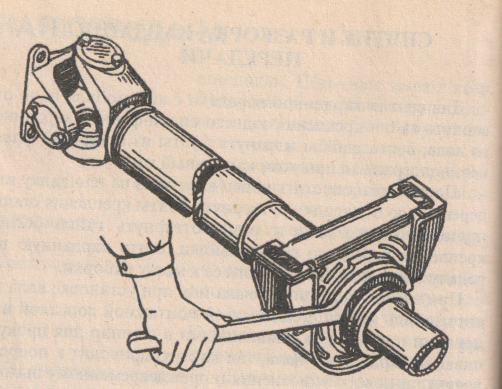
Рисунок 4-Отвертывание гайки крепления подшипника опоры радиусным ключом

1- промежуточный карданный вал; 2- разъемное кольцо; 3 -крышка опоры; 4 - подшипник; 5 - рычаг съемника; 6 - упорная оправка; 7 - стяжной винт кольца; 8 - винт съемника
Рисунок 5- Снятие подшипника промежуточной опоры в сборе с крышкой, манжетой и распорной втулкой
Опорные колонки 8, ввернутые в отверстие основания несут на себе траверсу 5 с упорным винтом 6 и прижимной гайкой.
Съемник позволяет при вращении уопрного винта 6 упираться съемным стаканом 3 в проушину одной из вилок в то время, как вторая вилка шарнира лежит на опорах 2. Дальнейшим вращением винта стакан 3 сближается с опо�рами и подшипник крестовины входит в полость стакана. Вращение упорного винта продолжается до такого положения, при котором подшипник легко выходит из от�верстия проушины.
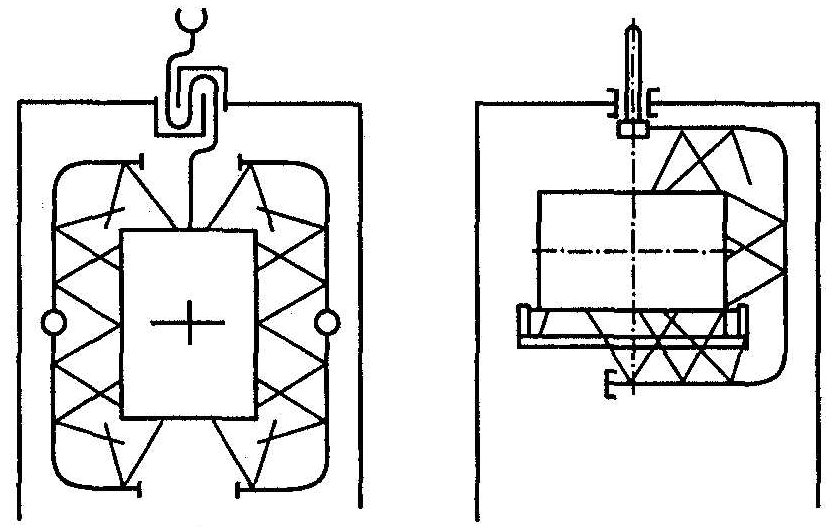
Разборка шарнира производится в два приема: сначала на опоры (рис.7,а) устанавливается одна из вилок и под�шипники выпрессовываются из сопряженной с ней вилки (которую условно назовем первой вилкой). При втором приеме на специальные скосы опоры устанавливаются шипы крестовины первой вилки (с которой уже выпрессованы подшипники) и выпрессовываются подшипники из второй вилки (рис.7,б). Для выравнивания и удержива�ния труб, карданов при работе съемников можно приме�нять подставки.
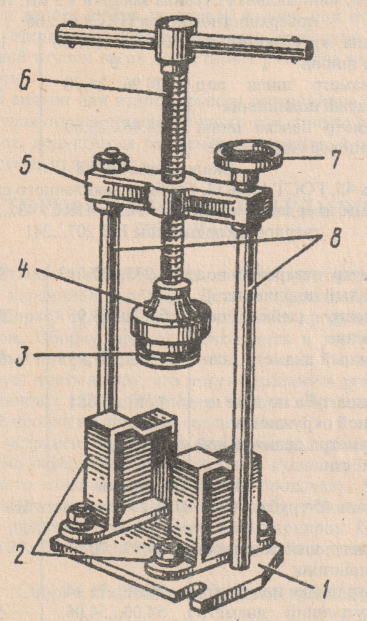
1 - основание; 2 - опоры; 3 - съемный стакан; 4 - головка упорного винта; 5 - траверса; 6 - упорный винт; 7 - прижимная гайка; 8 -опорные колонки
Рисунок 6- Универсальный съемник подшипников шарниров карданных передач
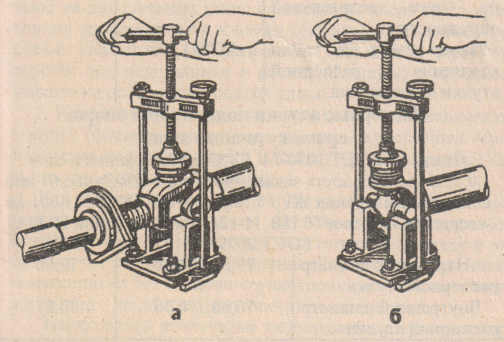
а- выпрессовка подшипников из скользящей вилки; б - выпрессовка подшипников из вилки карданного вала
Рисунок 7- Способ разборки карданного шарнира при помощи универсального съемника
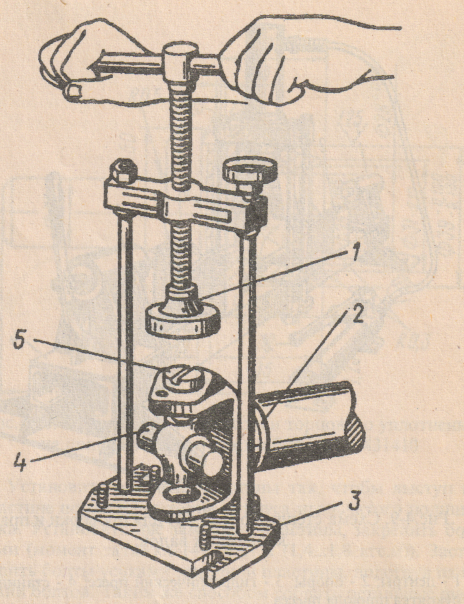
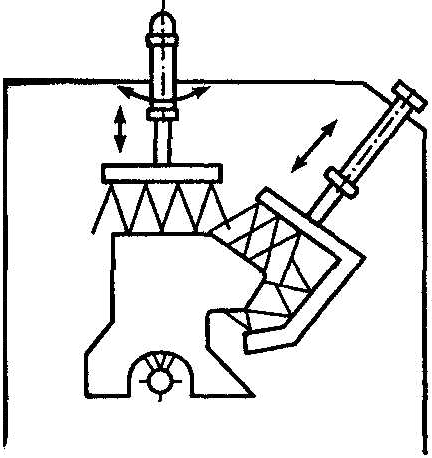
1 - головка упорного винта; 2 - вилка карданного вала; 3 - основание; 4 - крестовина; 5 - игольчатый подшипник
Рисунок 8- Запрессовка подшипников шарниров карданных передач при помощи универсального съемника
Универсальный съемник может быть использован и для сборки карданных шарниров. При этом съемный стакан 3 не применяется.
Запрессовка подшипников производится плоской час�тью головки 1 (рис.4-8) упорного винта при снятых опорах 2 (см. рис.4-6).
Спрессовывать торцовые уплотнения следует с двух смежных шипов осторожно, чтобы не повредить остав�шиеся на двух других шипах вилки торцовые уплотнения. Повторная установка торцовых уплотнений в шарнир не�допустима, так как при этом нельзя обеспечить трубуемого натяга торцового уплотнения на посадочном пояске шипа.
1.3 Мойка, очистка деталей карданной передачи а/м ПМ-130Б
Подвижному составу автотранспортного предприятия приходится работать в различных дорожных условиях, как в черте города, так и на загородных маршрутах, по дорогам с твердым покрытием и грунтовым, при различных погодных условиях - в сухую и сырую погоду, в летнее и зимнее время. От перечисленных условий зависит степень загрязнения автомобилей в целом. Особенно загрязняются автомобили снизу (мосты с подвеской). Даже в сухую погоду детали, узлы, агрегаты и их сочленения, обращенные к поверхности дороги, покрываются слоем пыли и грязи.
В сырую погоду на карданной передаче автомобилей остаются загрязнения, содержащие меньше песка и больше органических, глинистых и других примесей, усиливающих силы сцепления загрязнений с наружными поверхностями деталей шасси. Вся поверхность передних мостов автомобилей покрываются мельчайшими частицами материалов в смеси с дорожной пылью, образующими прочно связанную пленку с большими силами сцепления.
По химическому составу загрязнения карданных передач на объектах ремонта подразделяются: на органические (почвенные и растительные остатки, масляные и жировые отложения, пленки лакокрасочных покрытий, консервационные смазки); неорганические (дорожная грязь, остатки топливо смазочных материалов, трансмиссионные масла, продукты коррозии); смешанные (консистентные смазки, производственные загрязнения).
Загрязнения карданных передач включают в себя наружные отложения, остатки смазочных материалов, углеродистые отложения, продукты коррозии, остатки старых лакокрасочных покрытий. Эти загрязнения различны по своей природе, а поэтому различны и способы их удаления с поверхностей. Они обладают высокой адгезией и прочно удерживаются на поверхности деталей.
Наружные отложения передних мостов можно разделить на пыле-грязевые и маслено-грязевые. Пыле-грязевые отложения образуются из-за содержания в атмосферном воздухе пыли.
Маслено-грязевые отложения возникают при попадании дорожной грязи и пыли на поверхности карданных передач, загрязненных маслом.
Важным этапом в моющем процессе является стабилизация в растворе отмытых загрязнений и предупреждение их повторного осаждения на очищенную поверхность. Стабилизация загрязнений зависит в основном от состава моющего раствора и технологических условий его применения (концентрация, температура, загрязненность).
Моющий процесс на автотранспортном предприятии состоит из следующих этапов:
- вода, обладающая большим поверхностным натяжением, не смачивает загрязненные поверхности, а стягивается в отдельные капли;
- растворение в воде моющего средства;
- снижение сцепляемости частиц загрязнения между собой и с поверхностью;
- обволакивание молекулами моющего средства загрязнения и отмытой поверхности;
- стабилизация в растворе частиц загрязнения во взвешенном
состоянии и удаление их вместе с раствором.
Наибольшее распространение во всех процессах мойки и очистки, в том числе и на автотранспортных предприятиях, получили синтетические моющие средства (СМС), основу которых составляют ПАВ и ряд щелочных солей. Синтетические моющие средства допускают очистку деталей одновременно из черных, цветных и легких металлов и сплавов. Они хорошо растворяются в воде, не токсичны, не вызывают ожогов кожи, пожаробезопасны и биологически разлагаемы при сливе в канализацию. Очищенные карданные передачи после мойки не корродируют и не требуют специального ополаскивания.
В качестве моющего средства на автотранспортном предприятии для мойки и очистки передних мостов применяют МС-6. МС-6 - зернистый порошок от белого до светло-желтого цвета (рН = 11,5...12,2). Состав средств (% по массе): синтанол ДС-10 - 6, триполифосфат натрия - 25, метасиликат натрия - 6,5, карбонат натрия - 34...37, вода - до 100. Применяют для очистки шасси, а также для очистки сильно загрязненных поверхностей карданных передач (свыше 75 г/м). Рабочая концентрация раствора составляет:
- 10 г/л - при наружной очистке автомобилей;
- 15 г/л - для очистки агрегатов трансмиссии и ходовой части в сборе;
- 15...20 г/л - для агрегатов и ходовой части в разобранном виде.
В качестве установки для мойки и очистки карданных передач на автотранспортном предприятии применяют струйные моечные машины камерного типа. К типовым элементам струйных моечных установок относятся моечная камера, струйный коллектор, бак для моющего раствора, подающий и откачивающий насосы, тележки для передних мостов или корзины для деталей передних мостов. Струи моющего раствора в струйных машинах формируются и направляются на поверхности передних мостов с помощью гидрантов, которые представляют собой систему трубопроводов, подсоединенных к нагнетательному насосу и снабженных насадками.
а б в
г д е
а-в – пассивное воздействие струи; г-е – активное воздействие струи
Рисунок 9 – Схемы гидрантов струйных моечных машин
Струи моющего раствора в рабочей зоне моечной камеры могут иметь постоянное (пассивное воздействие, (смотреть рисунок 3 а, б, в)) или непрерывно меняющееся (активное воздействие, (смотреть рисунок 3 г, д, е)). Вращающиеся гидранты позволяют в 34 раза сократить необходимое число насадок и уменьшить энергозатраты на мойку.
Техника безопасности при использовании моечного оборудования и моющих средств на автотранспортном предприятии при мойке и очистки передних мостов автомобилей.
Моечный участок должен быть оборудован общей приточновытяжной вентиляцией, а каждая моечная машина, работающая на водных растворах СМС и растворителях, должна иметь собственную вытяжную вентиляцию с элементами максимального улавливания и возврата паров моющих средств, чтобы обеспечить предельно допустимые концентрации вредных веществ в рабочей зоне. При вентиляции помещения воздух отсасывают из нижней зоны, так как пары хлорированных растворителей тяжелее воздуха и скапливаются у пола.
Рабочий должен следить за исправностью закрепленного за ним моечного оборудования, соблюдением режимов очистки, плотностью дверей, сальников, уровнем моющей жидкости, правильностью загрузки изделий и транспортирования их через машину. Загружать и разгружать моечные машины деталями или контейнерами массой более 20 кг разрешается только с помощью подъемных механизмов. Стоять под поднятыми грузами или на пути их следования запрещается. Грузы поднимать только вертикально.
Пуск электродвигателей моечной машины должен производиться только после закрытия дверей машины. Поверхности нагревательных коллекторов в баках должны быть покрыты моющей жидкостью.
При заправке машин вручную СМС следует пользоваться марлевыми респираторами в 56 слоев. Распаковывать мешки и высыпать моющие средства необходимо осторожно, не пыля и включив вытяжную вентиляцию.
Предельно допустимая концентрация (ПДК) моющих и очищающих средств в рабочей зоне не должна превышать допустимых значений.
Синтетические моющие средства, содержащие в своем составе щелочные соли и ПАВ, могут оказывать вредное воздействие на человека. Раствор СМС не вызывает ожогов кожи. При попадании же его на слизистую оболочку глаз их следует сразу же промыть водопроводной водой. Для предупреждения обезжиривания кожи рук растворами СМС их рекомендуется смазывать защитными кремами.
Особую осторожность следует соблюдать при работе с растворами каустической соды и кислот, так как их попадание на кожу вызывает ее разъедание и ожоги. Куски каустической соды можно брать только лопатой или щипцами. При загрузке ее в ванны необходимо учитывать, что растворение щелочи сопровождается разогреванием раствора и нужно соблюдать осторожность, не допуская его разбрызгивания. Все работы с каустической содой выполняют в резиновой маске с защитными очками, а также в резиновых перчатках и фартуке. Запрещается обрабатывать детали из алюминиевых сплавов в растворе каустика, так как при их контакте происходит бурная реакция, сопровождающаяся вспениванием и разбрызгиванием раствора.
При ожогах едкими щелочами пораженное место следует промыть слабым раствором уксуса и водой. При ожогах растворами кислот места ожога промывают растворами питьевой соды, водой и смазывают вазелином.
Растворители являются в разной степени токсичными и при проникновении их в организм человека могут возникать различной степени отравления. Вдыхание воздуха, содержащего пары растворителей, вызывает раздражение слизистой оболочки дыхательных путей, может нарушать работу нервной и сердечно-сосудистой систем.
Для улавливания паров хлорированных растворителей и исключения попадания их в рабочее помещение машина должна быть оборудована холодильниками для конденсации паров растворителей и их возврата в ванну,
автоматически закрывающимися дверьми, вытяжной вентиляцией и адсорберами на активированном угле для улавливания хлорированных растворителей из выбрасываемого в атмосферу воздуха.
Первая помощь при легких отравлениях заключается в удалении человека из опасной атмосферы. При тяжелых отравлениях необходимо начинать до прибытия врача искусственное дыхание немедленно после извлечения пострадавшего из опасной атмосферы и продолжать непрерывно до восстановления самостоятельного дыхания.
1.4 Дефектация деталей карданной передачи а/м ПМ-130Б
Дефектом называют каждое отдельное несоответствие продук�ции требованиям, установленным нормативной документацией.
Для оценки технического состояния деталей с последующей их сортировкой на группы годности на автотранспортном предприятии имеется, технологический процесс, который носит название дефектации. В ходе этого процесса осуществляется проверка соответствия деталей техническим требованиям, которые изложены в технических условиях на ремонт или в руководствах по ремонту, при этом используется сплошной контроль, т.е. контроль каждой детали. Кроме того, дефектация деталей - это также инструментальный и многостадийный контроль. Для последовательного исключения невосстанавливаемых деталей из общей массы используют следующие стадии выявления деталей:
- с явными неустранимыми дефектами - визуальный контроль;
- со скрытыми неустранимыми дефектами - неразрушающий контроль;
- с неустранимыми геометрическими параметрами - измерительный контроль.
В процессе дефектации деталей применяются следующие методы контроля:
- органолептический осмотр (внешнее состояние детали, наличие деформаций, трещин, задиров, сколов и т.д.) и т.д.;
- инструментальный осмотр при помощи приспособлений и приборов (выявление скрытых дефектов деталей при помощи средств неразрушающего контроля);
- бесшкальных мер (калибры и уровни);
- микрометрических инструментов (линейки, штангенинструменты, микрометры и т. д.) для оценки размеров, формы и расположения поверхностей деталей. Контролю в процессе дефектации подвергаются только те элементы карданной передачи, которые в процессе эксплуатации повреждаются или изнашиваются.
В результате контроля детали должны быть подразделены на три группы: годные детали, характер и износ которых находятся в пределах, допускаемых техническими условиями (детали этой группы используются без ремонта);
- детали, подлежащие восстановлению, - дефекты этих деталей могут быть устранены освоенными на автотранспортном предприятии способами ремонта;
- негодные детали.
Распределение деталей по группам годности не является устойчивым. Учет их распределения по группам позволяет прогнозировать благоприятные и неблагоприятные ситуации распределения деталей по группам и объективно оценить качество труда разборщиков и дефектовщиков.
На основе изучения вероятности появления дефектов на деталях, учета их взаимосвязи разрабатывается стратегия дефектации, позволяющая повысить эффективность функционирования этого участка. Годные без ремонта детали отправляют в комплектовочное отделение, а годные габаритные детали направляют непосредственно на сборку. Негодные детали накапливают в контейнерах для черных и цветных металлов, которые затем отправляют на склад утиля.
Базовые детали больших размеров (карданная передача), требующие ремонта, направляют непосредственно на посты восстановления. Все другие детали, подлежащие восстановлению, накапливаются на складе деталей, ожидающих ремонта, откуда они партиями запускаются в производство цеха восстановления и изготовления деталей.
Результаты сортировки деталей учитываются в дефектовочных ведомостях, которые являются исходным справочным материалом (информацией) для определения или корректирования коэффициентов годности, сменности и восстановления, а их анализ служит основанием для принятия решений по планированию работы автотранспортного предприятия, организации материально-технического снабжения и т.д.
Изношенную поверхность направляющей шейки скользящей вил�ки восстанавливают наплавкой под слоем флюса. Перед наплавкой направляющую шейку под сальник шлифуют на круглошлифовальном станке модели 3161. Деталь устанавливают и закрепляют перед�ним концом со стороны вилки на поводковую планшайбу, с центром, а задним концом центровой фаски на грибковый центр задней бабки. Затем направляющую шейку шлифуют на длине 85 мм, выдерживая 0 53,6 мм. Для шлифования применяют шлифовальный круг ПП600 X X 40 X 306 С1 - СМ2.
Затем деталь устанавливают в центра токарно-винторезного станка модели 1А62, оборудованного наплавочной головкой модели ПДШМ- 500, и наплавляют.
При наплавке для питания дуги используют постоянный ток обратной полярности. Источником тока служат сварочный преобразо�ватель Г1С-300 или селеновые выпрямители ВСГ-ЗА (3 шт.). Материа�лом для наплавки служат электродная проволока 0 1,6 мм марки Нп-ЗОХГСА (ГОСТ 10543 — 75) и флюс АН-348А мелкой грануляции. При наплавке металла на поверхность детали первый валик наплав�ляют по окружности без продольной подачи. Последующие валики наплавляют с частичным (1/3) перекрытием предыдущего валика. После наплавки наплавленный слой должен быть ровным, без пропусков, раковин и шлаковых включений и диаметр наплавленной детали дол�жен быть около 57 мм на длине 85 мм. Рекомендуемый режим наплавки приведен ниже.
Режим наплавки
Сила тока, А 220—240
Напряжение дуги, В 26
Скорость подачи проволоки, м/мин 2
Частота вращения детали, об/мин 2
Шаг наплавки, мм/об - 4
Смещение электрода от зенита в сторону, противопо�ложную вращению детали, мм 8
Вылет электрода из мундштука, мм 18—20
Затем деталь нормализуют при температуре нагрева 860а С. Для последующей механической обработки вилку устанавливают в центра токарно-винторезного станка и обтачивают проходным резцом с пла�стиной твердого сплава Т5К10 до 0 54,1 — 54,2 мм на длине 85 мм. Затем деталь закаливают и отпускают. Окончательная операция — шлифование направляющей шейки под сальник до 0 54^8:оI мм на длине 85 мм.
Изношенные шлицы скользящей вилки как по наружному диаметру, так и по толщине также восстанавливают наплавкой под слоем флюса. Материалом для наплавки служит электродная проволока 0 2 мм марки Нп-ЗОХГСА и флюс АН-348 А мелкой грануляции.
Режим наплавки
Сила тока, А 220—240
Напряжение дуги, В 25—28
Скорость подачи проволоки, м/мин 2,3
Шаг наплавки, мм 12
Вылет электрода, мм 17—18
При наплавке металла электродную проволоку устанавливают посередине впадины между шлицами. Для лучшего формирования шва на торцовую поверхность детали устанавливают медную шайбу толщиной 1—1,5 мм и диаметром на 3—5 мм больше диаметра шлицев детали. Затем проводят нормализацию, проточку, нарезание шлицев, закалку, отпуск и шлифование по наружному диаметру до 62 мм.
Внешние признаки дисбаланса повышенные вибрации, которые при разной частоте вращения могут усиливаться и уменьшаться. Дисбаланс неприятен не только с точки зрения негативных ощущений. Он вызывает дополнительные нагрузки на шарниры и сопряженные с карданной передачей детали трансмиссии, что ведет к их ускоренному износу. Прежде всего, это относится к подшипникам фланца хвостовика редуктора и вторичного вала коробки передач.
В процессе эксплуатации изнашиваются шлицевые соединения и карданные шарниры, возникают механические повреждения, что приводит к увеличению зазоров и появлению дисбаланса. Внешним проявлением дисбаланса является повышенная вибрация, появляющаяся на определенной скорости движения. Карданная передача, работающая в условиях повышенной вибрации, не только быстро само разрушается, но и значительно снижает ресурс подшипников и уплотнений сопрягаемых узлов: вторичных валов коробки передач или раздаточной коробки, главной передачи моста и т.п., а также - ослаблению и отворачиванию крепежа. Несвоевременное обнаружение неисправностей может привести к полному или частичному разрушению карданной передачи, серьезным повреждениям различных узлов систем автомобиля (включая тормозные), опрокидыванию транспортного средства.
Для передач с карданными шарнирами неравных угловых скоростей характерны такие дефекты, как износы шеек, подшипников и уплотнительных манжет крестовин, шлицевых поверхностей валов, игольчатых подшипников, а также вмятины, погнутости, трещины, изгиб или скручивание карданных валов, разработка отверстий в вилках, износы и повреждения защитного чехла, подшипника промежуточной опоры. Перечень возможных неисправностей весьма впечатляет. В связи с этим особое внимание следует уделить рассмотрению основных факторов, влияющих на долговечность карданной передачи
Разрушение этих шарниров происходит, главным образом, в результате бринеллирования и выкрашивания шипов крестовины, а также рабочих поверхностей стаканов игольчатых подшипников. Кроме того, преждевременное изнашивание этих деталей часто бывает обусловлено попаданием на названные поверхности грязи или утечкой смазочного материала. Последнее может оказаться следствием недостаточной герметичности узла, обеспечиваемой уплотнением подшипников. Подобное явление происходит и вследствие некачественной сборки шарнира. И, наконец, иногда подобным образом выявляется и производственный брак, связанный с изготовлением деталей. Не следует забывать и о возможности некачественной сборки рассматриваемого узла автомобиля.
Выкрашивание рабочих поверхностей шипов крестовины и стаканов подшипников можно рассматривать как результат усталостного разрушения поверхности. Оно связано с возникновением значительных контактных напряжений при неравномерном распределении нагрузки по длине рабочих игл. Это происходит при их сдвиге относительно цилиндрических рабочих поверхностей шипа и стакана подшипника. Величина сдвига зависит от допусков на шипы, иглы, стаканы, разноразмерности игл в одном подшипнике и угла, при котором работает шарнир.
Если же жесткость вилок карданных шарниров или твердость рабочих поверхностей шипов крестовин недостаточна, то вскоре происходит их бринеллирование. При этом на поверхности шипа появляются вмятины от игл подшипника. Отсюда и название дефекта.
Заметим, что появление бринеллирования приводит к нарушению относительной параллельности опорных поверхностей карданного шарнира (шип-игла-стакан), и он быстро выходит из строя.
Поэтому для повышения контактной прочности карданных шарниров большое значение имеет увеличение жесткости вилок и выбор марки стали крестовины. В связи с этим требуется правильный выбор материалов для их изготовления на этапе проектирования.
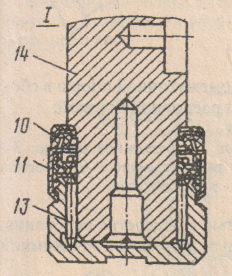
В целях уменьшения вибрации карданных валов и, соответственно, увеличения ресурса деталей карданной передачи довольно высокие требования предъявляются к осевым зазорам в шарнирах и точности фиксации центра крестовины относительно продольной оси карданного вала. Для соблюдения этого условия применяют фиксирование стаканов игольчатых подшипников в вилках с помощью стопорных колец (рис.10)
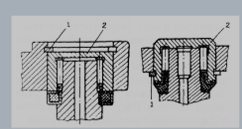
1-стопорное кольцо; 2-стакан подшипника
Рисунок 10 Фиксирование стакана подшипника стопорным кольцом
Появление повышенного дисбаланса карданных валов связано с зазорами, обусловленными неблагоприятным сочетанием допусков, отклонениями от оси симметрии при изготовлении кованных деталей (особенно вилок и фланцев). При работе такой карданной передачи возникают значительные центробежные и боковые силы, вызывающие шумы и вибрации. А в результате – преждевременный выход деталей из строя.
1.5 Восстановление деталей
Основная задача, которую преследуют автотранспортное предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий потребителей, т.е. гарантии послеремонтного ресурса.
Исследования ремонтного фонда (автомобилей и агрегатов, поступающих в ремонт) показали, что в среднем около 20 % деталей - утильных, 25...40 % - годных, а остальные 40...55 % - можно восстановить. Даже процент утильных деталей можно значительно снизить на АТП, если оно будет располагать эффективными способами дефектации и восстановления.
Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по сравнению с изготовлением новых деталей сокращаются затраты (на 70 %). Основным источником экономии ресурсов являются затраты на материалы. Средние затраты на материалы при изготовлении деталей составляют 38%, а при восстановлении - 6,6% от общей себестоимости. Для восстановления работоспособности изношенных деталей требуется в 5...8 раз меньше технологических операций по сравнению с изготовлением новых деталей.
Несмотря на рентабельность, трудоемкость восстановления деталей еще неоправданно высока и даже на крупных автотранспортных предприятиях в среднем до 1,7 раз больше трудоемкости изготовления одноименных деталей на автомобильных заводах.
Мелкосерийный характер производства, использование универсального оборудования, частые его переналадки, малые партии восстанавливаемых деталей затрудняют возможность значительного снижения трудоемкости отдельных операций.
Скользящая вилка промежуточного карданного вала изготовлена из стали 45.
Изношенную поверхность направляющей шейки скользящей вил�ки восстанавливают наплавкой под слоем флюса. Перед наплавкой направляющую шейку под сальник шлифуют на круглошлифовальном станке модели 3161. Деталь устанавливают и закрепляют передним концом со стороны вилки на поводковую планшайбу с центром, а задим концом центровой фаски — на грибковый центр задней бабки. Затем направляющую шейку шлифуют на длине 85 мм, выдерживая С53,6 мм. Для шлифования применяют шлифовальный круг ПП600 X X 40 X 306 С1 СМ2.
Затем деталь устанавливают в центрах токарно-винторезгюго станка модели 1А62, оборудованного наплавочной головкой модели ПДШМ-500, и наплавляют.
При наплавке дли питания дуги используют постоянный ток обратной полярности. Источником тока служит сварочный преобразователь ПС-300 или селеновые выпрямители ВСГ-ЗА (3 шт.). Материалом для наплавки служат электродная проволока 0 1,6 мм марки СВ-ЗОХГСА и флюс АН-348А мелкой грануляции. При наплавке металла на поверхность детали первый валик наплавляют по окружности без продольной подачи. Последующие валики наплавляют с частичным (1/3) перекрытием предыдущего валика. После наплавки наплавленный слой должен быть ровным, без пропусков, раковин и шлаковых включений и диаметр наплавленной детали должен быть около 57 мм на длине 85 мм.
Затем деталь подвергают нормализации при температуре нагрева 860° С. Для последующей механической обработки вилку устанавливают в центрах токарно-винторезного станка и обтачивают проходным резцом с пластиной твердого сплава Т5КЮ до 054,1-^-54,2 мм на длине 85 мм.. Затем деталь закаливают (нагрев до температуры 840° С, охлаж�дение в масле) и отпускают при температуре 350 - 450° С. Окончательная операция шлифование направляющей шейки пд сальник до 0 54По;о8 мм на длине 85 мм.
Изношенные шлицы скользящей вилки как по наружному диаметру, так и по толщине также восстанавливают наплавкой под слоем флюса. Материалом для наплавки служит электродная проволока 0 2 мм марки Св-ЗОХГСА и флюс АН-348А мелкой грануляции.
При наплавке металла электродную проволоку устанавливают по середине впадины между шлицами. Для лучшего формирования шва на торцовую поверхность детали устанавливают медную шайбу толщиной 1—1,5 мм и диаметром на 3—5 мм больше диаметра шлиц детали
1.6 Комплектование, сборка карданной передачи а/м ПМ 130 Б
Комплектование - часть производственного процесса, которая выполняется перед сборкой и предназначена для обеспечения непрерывности и повышения производительности процесса сборки, для ритмичного выпуска изделий требуемого и стабильного уровня качества и снижения трудоемкости и стоимости сборочных работ.
При комплектовании выполняют следующий комплекс работ:
- накопление, учет и хранение новых, восстановленных и годных без ремонта деталей, сборочных единиц и комплектующих изделий, подачу заявок на недостающие составные части;
- подбор составных частей сборочного комплекта (группы дета�лей, сборочных единиц и комплектующих изделий, составляющих то или иное изделие) по номенклатуре и количеству;
- подбор сопряженных деталей по ремонтным размерам, размер�ным и массовым группам;
- подбор и пригонку деталей в отдельных соединениях;
- доставку сборочных комплектов к постам сборки до начала выполнения сборочных работ.
Различают три способа комплектования деталей: штучный, груп�повой и смешанный.
При штучном комплектовании к базовой детали подбирают со�прягаемую деталь исходя из величины зазора или натяга, до�пускаемого техническими условиями. Например, к блоку цилинд�ров подбирают поршни. При штучном подборе затрачивается мно�го времени. Этот способ применяют на небольших универсальных ремонтных предприятиях.
При групповом комплектовании поле допусков размеров обеих сопрягаемых деталей разбивают на несколько интервалов, а детали по результатам измерений сортируют в соответствии с этими интервалами на размерные группы. Размерные
группы сопрягаемых деталей маркируют цифрами, буквами или красками. Групповое ком�плектование применяют для подбора ответственных деталей (гильз, поршней, поршневых пальцев, коленчатых валов, плунжерных пар).
При смешанном комплектовании деталей используют оба спосо�ба. Ответственные детали комплектуют групповым, а менее ответ�ственные - штучным способом.
Способ комплектования деталей находится в тесной связи со способом обеспечения точности при сборке.
Наряду с тремя основными способами комплектования во избе�жание несбалансированности некоторые детали подбирают по массе (например, поршни двигателей внутреннего сгорания). Иногда ком�плектование сопровождается слесарно-подгоночными операциями.
Крупногабаритные детали и сборочные единицы (блок и голов�ка цилиндров, картеры, детали кабины, кузова, рамы и др.) целе�сообразно доставлять на посты сборки, минуя комплектовочный участок.
При комплектовании на каждое собираемое изделие заполняется комплектовочная карта, в которой указываются: номера цеха, уча�стка, рабочего места, где выполняются сборочные операции; обо�значения деталей, сборочных единиц, материалов и комплектующих изделий; номера цехов, участков, складов, откуда поступают ком�плектующие единицы; количество деталей, материалов и сбороч�ных единиц, подаваемых на рабочие места сборки за смену; нормы расхода материалов и комплектующих изделий и др. Кодиро�ванная запись указанной информации позволяет применять вы�числительную технику при ее обработке.
На комплектовочном участке имеются столы для контроля де�талей, стеллажи и шкафы для хранения инструмента и при�способлений, слесарные верстаки, прессы и т.д. Рабочие места рекомендуется специализировать по наименованиям агрегатов, узлов. На них должны быть соответствующие чертежи, таблицы посадок деталей, каталоги деталей, входящих в узлы, обязательно наличие местного освещения.
Требуемая точность сборки изделий достигается одним из пяти методов: полной, неполной и групповой взаимозаменяемости, регулирования и пригонки.
Виды сборки изделий классифицируются по следующим основ�ным признакам: объект сборки, последовательность сборки, точ�ность сборки, уровень механизации и автоматизации процесса сбор�ки, подвижность изделия при сборке, организация производства.
По объекту сборки сборка подразделяется на узловую и общую. Примеры узловой сборки - сборка поршня с шатуном и кольцами, коленчатого вала с маховиком и сцеплением, головки цилиндров с клапанными механизмами, жидкостного и масляного насосов; примеры общей сборки - сборка агрегатов из узлов, сбор�ка автомобиля из агрегатов и узлов.
По последовательности сборки выделяют последова�тельную (сборочные операции выполняются одна за другой), па�раллельную (операции выполняются одновременно) и последо�вательно-параллельную (операции выполняются и одна за другой, и одновременно).
По уровню механизации и автоматизации процес�са сборку разделяют на ручную, механизированную, автоматизи�рованную, автоматическую.
По состоянию объекта сборки выделяют стационарную (неподвижную) и подвижную сборку с непрерывным или пе�риодическим перемещением собираемого изделия между рабочи�ми местами сборки.
По организации производства выделяют типовую поточную, групповую (поточную и непоточную) и единичную как наиболее распространенный вид организации сборки на существу�ющих ремонтных предприятиях.
Испытание отремонтированных деталей производится как на этапе разработки метода восстановления, так и при серийном восстановлении деталей на производстве. При разработке метода восстановления отремонтированные детали испытывают на точность, потери на трение, прочность, жесткость, теплостойкость, износостойкость и виброустойчивость.
Испытание деталей при разработке методов восстановления проводят на экспериментальных установках, которые позволяют испытывать образцы, использовать форсированные режимы, про�водить точные измерения, и в натурных узлах и машинах, позво�ляющих выполнять испытания в условиях, близких к эксплуата�ционным. Испытания отремонтированных деталей в условиях про�изводства сводятся к проверке точности обработки и неразрушающему контролю.
Сборка карданной передачи а/м ПМ 130 Б
Карданную передачу собирают в два этапа: сначала выполняют сбор�ку узлов, а затем общую сборку передачи. Фланец-вилку собирают с крестовиной в такой последовательности. Ввернув масленку 8 (см. рис. 11) и предохранительный клапан 7 в крестовину 6, ее уста�навливают двумя шипами в отверстия фланца-вилки 1, следя за тем, чтобы предохранительный клапан 7 был обращен в сторону фланца- вилки. На шипы крестовины 6 устанавливают подшипники 5 кардана с сальником в сборе и запрессовывают в отверстия фланца-вилки /, располагая пазы на торце подшипников параллельно продольной оси фланца-вилки. Затем устанавливают опорные пластины 4 подшип�ников, пластины-замки 3, ввертывают болты крепления и стопорят их, загибая на грани концы пластин-замков. Сборка фланца-вилки 21 аналогична сборке фланца-вилки 1.
При сборке передней и задней крышек с сальником и обоймой сальника в гнездо крышки 31 устанавливают уплотнительное кольцо 32 сальника и обойму 33 сальника. Затем обойму сальника запрессо�вывают и кернят в трех точках по окружности.
Сборку подшипника с передней и задней крышками выполняют в та�ком порядке. В заднюю крышку 35 устанавливают и запрессовывают подшипник 34. В подсобранный узел вставляют переднюю крышку 31 в сборе с кольцом 32 сальника и обойму 33 и завальцовывают -по ок�ружности, обеспечивая герметичность соединения.
При сборке промежуточной опоры карданного вала в заднюю крыш�ку 35 ввертывают масленку. В подушку 29 опоры устанавливают под�шипник 34 в сборе с крышками, фиксируя его положение и предо�храняя от проворачивания скобами 28 крышек, входящими в пазы подушки опоры. В подсобранный узел закладывают смазку 1-13с, (НТУ НП 5-58) или смазку ЯНЗ-2 (ГОСТ 9432—60) в количестве 150 г и вставляют распорные втулки 30
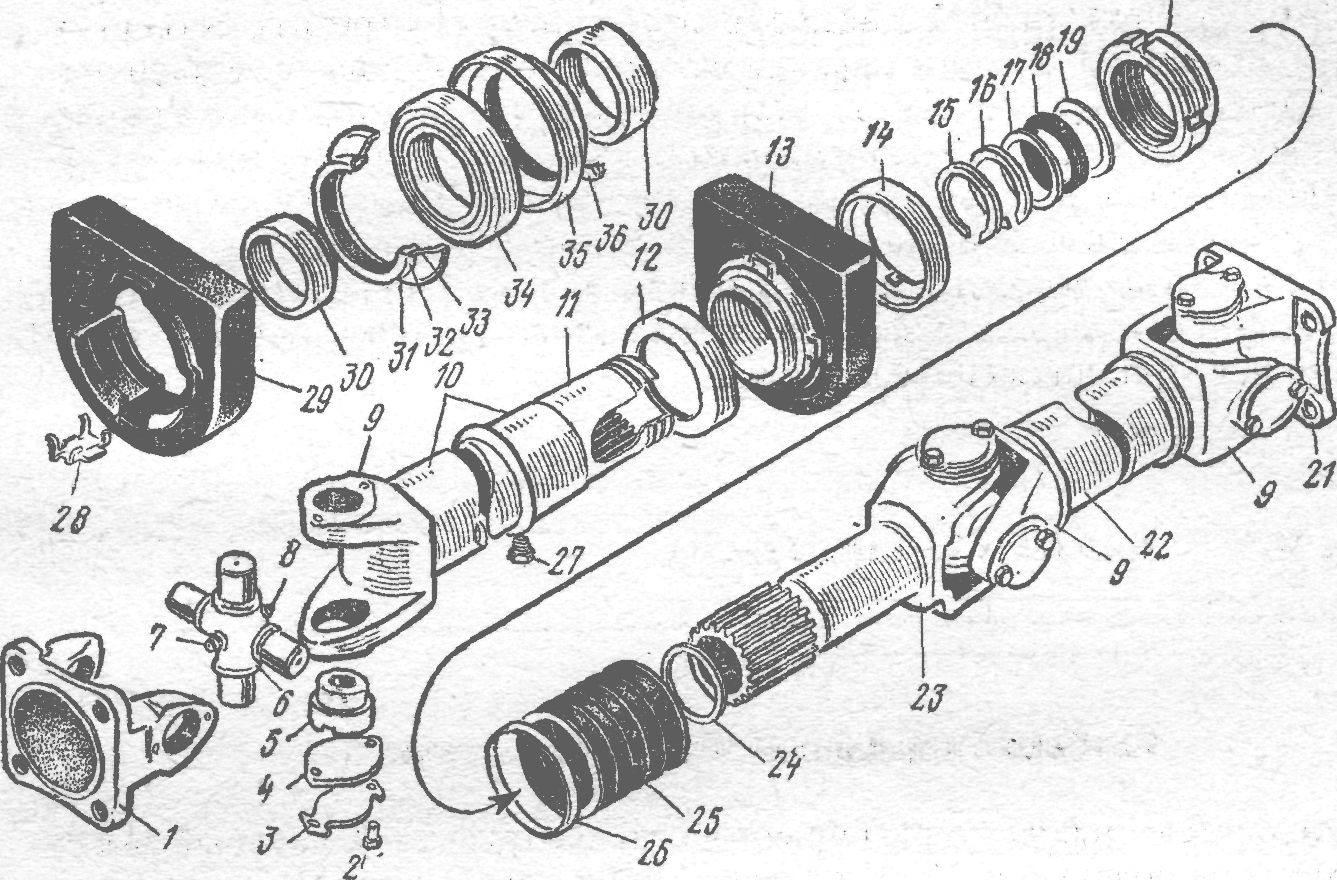
1 и 21 фланцы вилки ; 2- болт; 3-пластина-замок; 4-опорная пластина; 5-подшипник в сборе с сальником; 6-крестовина кардана; 7-предохранительный клапан; 8-масленка; 9-вилка вала; 10-карданный промежуточный вал с вилкой и шлицевой втулкой в сборе; 11-шлицевая втулка; 12-передний отражатель сальника; 13-опора промежуточного вала; 14-задний отражатель сальника; 15-шайба; 16-сальник; 17и 19-шайба кольца сальника; 20-гайка распорной втулки; 22-карданный вал заднего моста с вилками в сборе; 23-скользящая вилка; 24-пружинное кольцо; 25-защитная муфта; 26-хомут; 27-пробка; 28-скоба; 29-подушка опоры; 30-распорная втулка; 31-передняя крышка опоры; 32-уплотнительное кольцо; 33-обойма; 34-подшипник опоры; 35-задняя крышка опоры; 36-масленка
Рисунок 11 Детали карданной передачи
Сборка карданного вала заднего моста. Общую сборку кардан�ного вала заднего моста выполняют на стенде (см. рис. 12). В отверстия вилки 9 (см. рис. 11) карданного вала устанавливают шипы кресто�вины 6 в сборе с фланцем-вилкой 2/. На шипы крестовины устанавли�вают подшипник 5 кардана с сальниками в сборе и запрессовывают в отверстия вилки карданного вала, располагая пазы на торце подшип�ников параллельно продольной оси вилки трубы карданного вала.
За�тем устанавливают опорные пластины 4 подшипников, пластины-замки <3, ввертывают болты крепления и стопорят их, загибая на грани концы пластин-замков. Собирают вилку 9 другого конца карданного вала со скользящей вилкой 23 в сборе с крестовиной. Технологический про�цесс сборки этого сопряжения аналогичен описанному выше.

Рисунок 12 Стенд для разборки и сборки карданной передачи
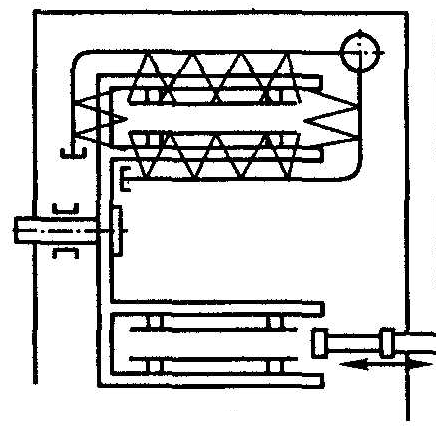
После сборки проводят динамическую балансировку собранного узла на станке (рис. 13), который состоит из плиты 18 и маятниковой рамы 8, установленной на четырех вертикальных упругих стержнях 3, обеспечивающих ее колебание в горизонтальной плоскости. На про�дольных трубах маятниковой рамы 8 установлены кронштейн и перед�няя бабка 9, закрепленная на кронштейне 4. Задняя бабка 6 находится на передвижной траверсе 5, что дает возможность осуществлять дина�мическую балансировку карданных валов различной длины. Шпин�дели бабок установлены на прецизионных шариковых подшипниках. Вращение шпинделя передней бабки 9 происходит от электродвигателя, установленного в станине, через клиноременную передачу и промежу�точный вал, на котором установлен лимб 10 (градуированный в граду�сах диск). На станине, закрепленной на плите 18, установлен милли�вольтметр 11 и лимб 12 коммутатора-выпрямителя, приводимого во вращение от того же электродвигателя, что и промежуточный вал. Кроме этого, на плите 18 станка установлены две стойки 15 с выдвиж�ными штифтами-фиксатора 17, обеспечивающими закрепление перед�него и заднего концов маятниковой рамы в зависимости от баланси�ровки переднего или заднего конца карданного вала. На плите 18 станка закреплены стойки 14, на которых установлены магнитоэлек�трические датчики 13, стержни которых соединены с концами маят�никовой рамы. Для предотвращения резонансных колебаний рамы под кронштейнами 4 установлены демпферы 2, наполненные маслом.
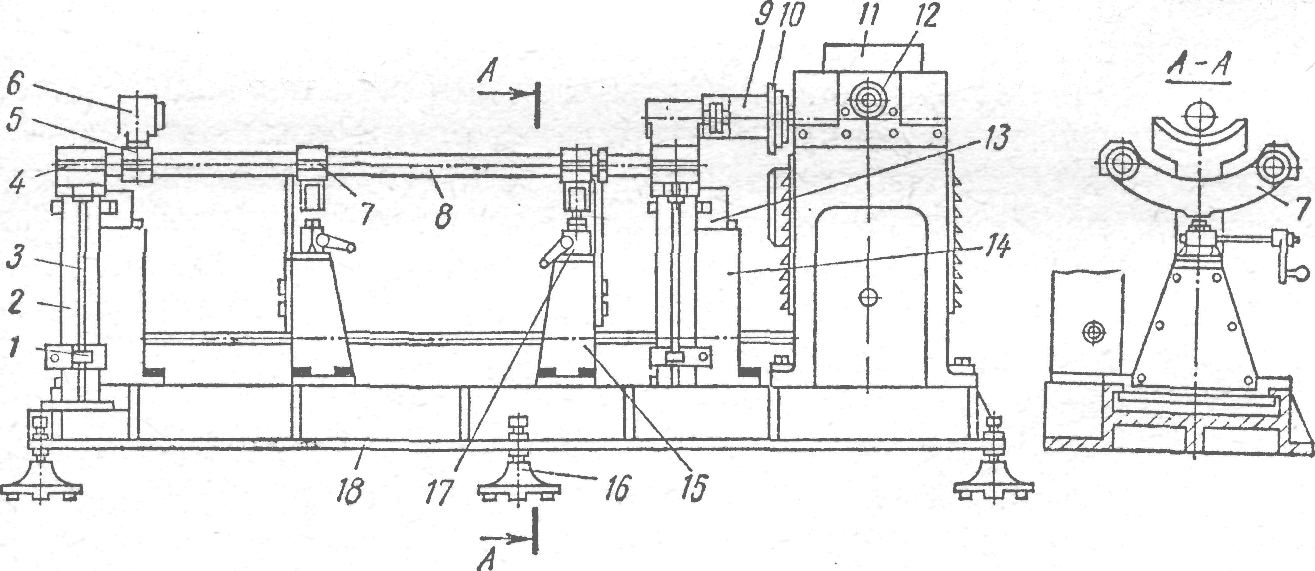
1-хомут; 2-демпферы; 3-упругий стержень; 4-кронштейн; 5-передвижная траверса; 6-задняя бабка; 7-перекладина; 8-маятниковая рама; 9-передняя ведущая бабка; 10-лимб-диск; 11-милливольтметр; 12-лимб вала коммутатора-выпрямителя; 13-магнитоэлектрический датчик; 14-неподвижная стойка; 15-стойка фиксатора; 16-опора; 17-фиксатор; 18-опорная плита
Рисунок 13 Станок для динамической балансировки карданных валов
При динамической балансировке карданный вал в сборе со сколь�зящей вилкой устанавливают и закрепляют на станке. Один конец карданного вала соединяют фланцем-вилкой с фланцем передней ве�дущей бабки, а другой конец опорной шейки скользящей вилки со шлицевой втулкой задней бабки. Затем проверяют легкость вра�щения карданного вала и при помощи фиксатора закрепляют один конец маятниковой рамы станка. Включив станок, вращают лимб вы�прямителя против часовой стрелки, доведя стрелку милливольтметра до максимального значения. Показание милливольтметра будет соот�ветствовать величине дисбаланса. Шкала милливольтметра градуируется в грамм-сантиметрах или граммах уравновешивающего груза. Продолжая вращение лимба выпрямителя против часовой стрелки, доводят показание милливольтметра до нулевого значения и останавливают станок. По показанию лимба выпрямителя определяют величину углов смещения (угол смещения дисбаланса) и, поворачивая вручную карданный вал, устанавливают эту величину на лимбе промежуточного вала.
При этом место приварки балансировочной пластины будет находиться на верху карданного вала, а утяжеленная часть внизу в плоскости коррекции. Затем устанавливают и привязывают балансировочную пластину тонкой проволокой на расстоянии 10 мм от свароч�ного шва, включают станок и проверяют сбалансированность конца карданного вала с пластиной.
Величина дисбаланса должна быть не более 70 гсм. Балансировочные пластины после приваривают к по�верхности трубы. Затем, освобождая один и закрепляя другой конец маятниковой, рамы фиксатором стойки, осуществляют динамическую балансировку другого конца карданного вала согласно технологической последовательности, описанной выше.
После динамической балансировки карданный вал снимают с балансировочного станка и устанавливают на сборочный стенд. На шейку скользящей вилки 23 (см. рис. 11) устанавливают защитную муфту 25 шлицев карданного вала, гайку 20 распорной втулки, разрезные шайбы 17 и 19, кольцо 18 сальника, резиновый сальник 16 и разрезную шайбу 15. Кольцо саль�ника и разрезные шайбы вводят в гнездо распорной гайки втулки. Муфту шлицев закрепляют на шейке скользящей вилки шплинтп- роволокой в два оборота, скручивая концы в три-четыре витка и обжимая их по поверхности. Затем, освобождая пневматический зажим 11 (см. рис. 13) стенда, снимают карданный вал заднего моста в сборе и устанавливают на направляющие ролики подставки 12 к стенду.
Сборка промежуточного карданного вала. Сборку промежуточного карданного вала выполняют на стенде (см. рис. 13). В отверстия вилки 9 (см. рис. 11) карданного вала устанавливают шипы крестовины 6 в сборе с фланцем-вилкой 1. На шипы крестовины устанавливают под�шипники 5 кардана с сальником в сборе и запрессовывают в отверстия вилки карданного вала, располагая пазы на торце подшипника па�раллельно продольной оси вилки трубы карданного вала. Устанавли�вают опорные пластины 4 подшипников, пластины-замки 3, ввертывают болты крепления и стопорят их, загибая на грани концы пластин-зам�ков. Промежуточный карданный вал в сборе снимают со стенда, устанавливают на станок (см. рис. 13) и проводят динамическую баланси�ровку. Дополнением является то, что на маятниковую раму 8 станка устанавливают приспособление, показанное на рис. 137. Приспособ�ление состоит из передвижной траверсы /, фиксированной на трубах маятниковой рамы стенда, на которой закреплены основание 2 и люнет 10 в сборе с защитным хомутом 4. Защитный хомут удерживает от выпадания оправку 5, на переднем конце которой установлены втулки 8 с двумя выдвижными пластинами 9,конусная втулка 7 и разжимная гайка 6, а на заднем конце — груз 3, заменяющий массу карданного сочленения противоположного конца вала. Карданный вал вращается посадочной шейкой распорных втулок подшипника опоры в опорных подшипниках люнета 10. При динамической балансировке открывают люнет 10, карданный вал отверстием шлицевой втулки устанавливают на втулку 8 оправки 5. Передний конец карданного вала соединяют фланцем-вилкой с фланцем передней ведущей бабки стенда. Закрепляют откидной прижим люнета 10. Удерживая оправку 5 от проворачивания и вращая разжимную гайку 6, вводят пластины 9 конусной втулкой 7 в пазы шлицевой втулки карданного вала. Затем поочередно выпол�няют динамическую балансировку переднего и заднего концов проме�жуточного карданного вала. Дисбаланс промежуточного карданного вала в сборе с карданом и шлицевой втулкой на должен превышать 50 гс-см. Допустимый дисбаланс должен быть не более 70 гс-см.
После динамической балансировки промежуточный карданный вал устанавливают на подставку стола гидравлического пресса, на шей-
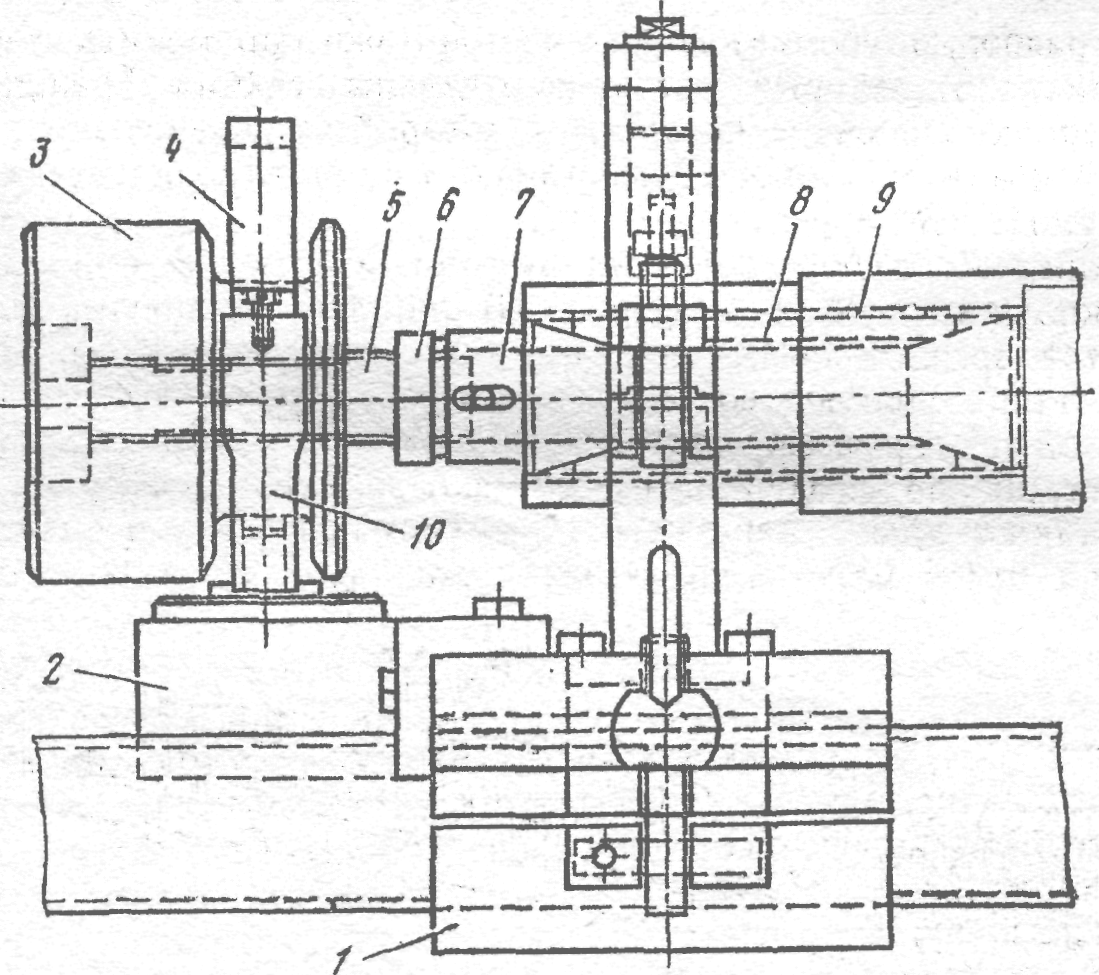
Рисунок 14 Приспособление для динамической балансировки промежуточного карданного вала
При динамической балансировке карданный вал в сборе со сколь�зящей вилкой устанавливают и закрепляют на станке. Один конец карданного вала соединяют фланцем-вилкой с фланцем передней ведущей бабки, а другой конец опорной шейки скользящей вилки со шлицевой втулкой задней бабки. Затем проверяют легкость вра�щения карданного вала и при помощи фиксатора закрепляют один конец маятниковой рамы станка. Включив станок, вращают лимб вы�прямителя против часовой стрелки, доведя стрелку милливольтметра до максимального значения. Показание милливольтметра будет соот�ветствовать величине дисбаланса. Шкала милливольтметра градуируется в грамм-сантиметрах или граммах уравновешивающего груза. Продолжая вращение лимба выпрямителя против часовой стрелки, доводят показание милливольтметра до нулевого значения и останав�ливают станок. По показанию лимба выпрямителя определяют вели чину углов смещения (угол смещения дисбаланса) и, поворачивая вручную карданный вал, устанавливают эту величину на лимбе промежуточ�ного вала. При этом место приварки балансировочной пластины будет находиться на верху карданного вала, а утяжеленная часть — внизу в плоскости коррекции. Затем устанавливают и привязывают баланси�ровочную пластину тонкой проволокой на расстоянии 10 мм от свароч�ного шва, включают станок и проверяют сбалансированность конца карданного вала с пластиной.
Величина дисбаланса должна быть не более 70 гсм. Балансировочные пластины после приваривают к по�верхности трубы. Затем, освобождая один и закрепляя другой конец маятниковой, рамы фиксатором стойки, осуществляют динамическую балансировку другого конца карданного вала согласно техноло�гической последовательности, описанной выше. После динамической балансировки карданный вал снимают с балансировочного станка и устанавливают на сборочный стенд. На шейку скользящей вилки 23 (см. рис. 11) устанавливают защитную муфту 25 шлицев карданного вала, гайку 20 распорной втулки, разрезные шайбы 17 и 19, кольцо 18 сальника, резиновый сальник 16 и разрезную шайбу 15. Кольцо саль�ника и разрезные шайбы вводят в гнездо распорной гайки втулки. Муфту шлицев закрепляют на шейке скользящей вилки шплинтп- роволокой в два оборота, скручивая концы в три-четыре витка и обжимая их по поверхности. Затем, освобождая пневматический зажим 11 (см. рис. 12) стенда, снимают карданный вал заднего моста в сборе и устанавливают на направляющие ролики подставки 12 к стенду.
Сборка промежуточного карданного вала. Сборку промежуточного карданного вала выполняют на стенде (см. рис. 12). В отверстия вилки 9 (см. рис. 11) карданного вала устанавливают шипы крестовины 6 в сборе с фланцем-вилкой 1. На шипы крестовины устанавливают под�шипники 5 кардана с сальником в сборе и запрессовывают в отверстия вилки карданного вала, располагая пазы на торце подшипника па�раллельно продольной оси вилки трубы карданного вала. Устанавли�вают опорные пластины 4 подшипников, пластины-замки 3, ввертывают болты крепления и стопорят их, загибая на грани концы пластин-зам�ков. Промежуточный карданный вал в сборе снимают со стенда, устаку шлицевой втулки 11 (см. рис. 11) устанавливают передний отра�жатель 12 сальника, опору 13 промежуточного вала в сборе и напрессо�вывают до упора в буртик. Затем устанавливают задний отражатель 14 сальника.
Подсобранный промежуточный карданный вал устанавливают на стенд и закрепляют. Заполняют солидолом шлицевую втулку 11 (не менее 250 г.). Затем подбирают скользящую вилку 23 по шлицевой втулке 11, обеспечивая свободное движение и совпадение осей болтов стопорных пластин вилок промежуточного карданного вала и сколь�зящей вилки. Введя в выточку шлицевой втулки разрезную шайбу 15 и резиновое кольцо, навертывают до отказа на ее резьбовой конец гай�ку 20 распорной втулки и стопорят, отгибая ус заднего отражателя сальника в паз гайки. Защитную муфту 25 шлицев передним концом надевают на гайку распорной втулки и закрепляют шплинтпроволокой в два оборота, скручивая концы в три-четыре витка и обжимая их по поверхности. При закреплении защитной муфты 25 допускается вместо хомута 26 и пружинного кольца 24 применять шлинтпроволоку.
1.7 Проектирование участка ремонта агрегатов
Исходные данные для технологического расчета
Назначение предприятия- перевозка грузов по заявкам клиентов
1. Списочное число автомобилей-ЗИЛ-ПМ130-Б (Аи) 160ед.
2. Среднесуточный пробег (Lсс) 140 км.
3.Условия эксплуатации (КУЭ) 2
4.Средний побег одного автомобиля с начала эксплуатации (Lср) 110000 км.
5.Число рабочих дней АТП в году (Дрг) 250
б.Природно-климатический район- умеренный
7.Число рабочих смен. 1
Расчет годовой производственной программы для всех видов технического
обслуживания и текущего ремонта
Расчет производственной программы начинаем с определения пробегов до ТО-1 и ТО-2,
т.е. их нормативной периодичности.
Согласно табл 2.1 для грузовых автомобилей ЗИЛ ПМ130-Б периодичность ТО-1 составляет- 3000 км; периодичность ТО-2-12000 км.
Производим корректирование периодичности технического обслуживания автомобилей.
Корректирование периодичности производим по двум коэффициентам К1 и К3., т.е. рассчитываем фактические пробеги автомобилей до ТО-1 и ТО-2.
Рассчитываем фактический пробег автомобиля L1 и L2
L1 = L1н • К1 • К3; (1.1)
L2 = L2н • К1 • К3; (1.2)
где L1 - нормативная периодичность ТО - 1 - 3000 км;
L2 - нормативная периодичность ТО - 2 - 12000 км;
К1 - коэффициент корректирования нормативов в зависимости от условии эксплуатации.
Для второй категории эксплуатации (т.е. согласно задания на проектирование) принимаем
К1=0,9 табл 2.8
КЗ - коэффициент корректирования нормативов в зависимости от природно-климатических условий. Для умеренного климата (т.е. согласно задания на
проектирование) принимаем К3= 1 табл. 2.10 Тогда:
L1 = 3000 •0,9• 1.0 = 2700 км.
L2 = 12000 •0,9• 1.0 - 10800км.
Ввиду того. что капитальный ремонт автомобиля в условиях автотранспортного предприятия не производится, определяем условный пробег автомобиля до капитального ремонта Lк.р.
Для этого по табл.2.3 определяем (находим), что нормативный пробег автомобиля ЗИЛ ПМ130-Б до первого капитального ремонта составляет -300000 км.
Производим корректирование нормативного пробега до капитального ремонта по коэффициентам: К1; К2; КЗ.
Lк.р. = Lк.р.(н) • К1 • К2 • КЗ (1.3)
где Lк.р.(н) - нормативный пробег - 300000 км;
К 1-коэффициет корректирования в зависимости от условий эксплуатации для пробега до
капитального ремонта по табл. 2.8 для второй категории эксплуатации (т.е. согласно задания на проектирование) принимаем -0,9
К2 - коэффициент корректирования нормативов в зависимости от модификаций подвижного состава и организации его работы для пробега до капитального ремонта для поливоуборочного автомобиля, которая согласно задания на проектирование является автомобиль ЗИЛ ПМ130-Б, по табл.2.9 принимаем -0,85
КЗ -коэффициент корректирования нормативов в зависимости от природно-климатических
условий для пробега до капитального ремонта для умеренного климата (т.е согласно задания на проектирование ) по табл.2.10 принимаем 1.0
Тогда:
Lк.р.= 300000 • 0,9 • 0,85 • 1,0 = 229500 км.
Для проведения дальнейших расчетов необходимо привести пробеги до ТО-1, ТО-2.
а так же Lсс и Lкр в положение кратности их между собой:
L1 : Lсс 2700 : 140 = 19,29 принимаем 19
L2 : L1 10800:2700 = 4
Lкр :L2 229500: 10800 = 21,25 принимаем 21
Тогда Lкр = 21 * 10800 = 226800 км.
Т.е. кратность соответствует целым числам значений.
Значения L1 = 2700 км. L2 = 10800 км. Lкр = 226800км. Lсс =150 км - являются
установочными величинами для проведения дальнейших расчетов.
Корректирование нормативов трудоёмкости единицы технического обслуживания и
текущего ремонта на 1000км пробега для автомобиля ЗИЛ ПМ130-Б (грузовой
автомобиль грузоподъемностью от 5.0 до 8.0 тонн).
Трудоемкости ЕО, ТО-1, ТО-2 и ТР
tE.O.= tHE.O. • К2 • К5. (1.4)
t1 = tH1 • K2 • K5
t2 = tH2 • K2 • K5
tT.P. = tHTP • К1 • К2 • К3 • К4 • К5
где tHE.O. - нормативная трудоемкость ЕО базовой модели автомобиля ЗИЛ ПМ130-Б
tHE.O.- 0,45 ч-час., таблица 2.2
tH1 - нормативная трудоемкость ТО-1 базовой модели автомобиля ЗИЛ ПМ130-Б
tH1-2,5 ч-час., таблица 2.2
tH2 - нормативная трудоемкость ТО-2 базовой модели автомобиля ЗИЛ ПМ130-Б
tH2 - 10,6 ч-час., табл. 2.2
tHТР - нормативная трудоемкость ТР базовой модели автомобиля ЗИЛ ПМ130-Б на 1000 км
пробега. tHТР = З.6 ч-час., табл. 2.2
Для коррекции tЕО; t1; t2;
К2-коэффициент корректирования нормативов в зависимости от модификации
подвижного состава по табл.2.9 в колонке ( трудоемкость ТО и ТР ) для базового
автомобиля принимаем = 1.15
К5-коэффициент корректирования нормативов трудоемкости технического обслуживания
и текущего ремонта в зависимости от количества обслуживаемых автомобилей на
автотранспортном предприятии и количества технологически совмещенных групп
подвижного состава по табл. 2.12 ( Согласно задания на проектирование количество
автомобилей составляет 160 ед.- это при определении коэфф. находится в первом столбике
в параметрах от 100 до 200 ед. количество технологически совмещенных групп
подвижного состава менее 3 . поэтому коэфф. К5 прнимаем равным 1.05.
Для коррекции tТР
К1-коэффициет коррекции нормативов в зависимости от условий эксплуатации табл 2.8
( согласно задания на проектирование -вторая категория эксплуатации ) в колонке удельная трудоемкость текущего ремонта К1 принимаем равным -1.1
К2-коэффициент корректирования нормативов в зависимости от модификации подвижного
состава и организации его работы табл. 2.9 ( согласно задания на проектирование автомобиль ЗИЛ- ПМ130-Б является специализированным автомобилем ). в колонке трудоемкость ТО и ТР К2 принимаем равным-1.15
К3-коэффициент корректирования нормативов в зависимости от природно-климатических
условий табл.2.10 ( согласно задания на проектирование климат умеренный ) в колонке
удельная трудоемкость текущего ремонта принимаем равным-1.0
К4-коэффициент корректирования нормативов удельной трудоемкости текущего ремонта
табл. 2.11 ( для пробега с начала эксплуатации в долях от нормативного пробега до
капитального ремонта, а согласно задания на проектирование этот пробег составляет 110000 километров, а откорректированный пробег до капитального ремонта автомобиля составляет 226800 километров, определяем необходимые доли. Для этого пробег 226800 км принимаем за еденицу. а пробег равный 110000 км. за икс. Икс будет равен 110000 : 226800 =0,49) в колонке для грузовых автомобилей принимаем К4 равным- 0,7
К5- по табл 2.12 принимаем равным 1.05 ( обоснование принято выше при коррекции
нормативов на техническое обслуживание.
Тогда:
tEO = 0,45 • 1,15 • 1,05 = 0,54 ч-час.
t1=2,5• 1,15• 1,05 = 3,02 ч-час.
t2=10,6• 1,15• 1,05 = 12,8 ч-час.
tт.р=3,6• 1,1 • 1,15• 1,0• 0,7• 1,05 = 3,35ч-час.
Трудоемкость моечных работ составляет 10 - 30% от tEO
tм = 0,3 • 0.54 = 0.16 ч-час. (1,5)
Определение коэффициента технической готовности.
Автомобили данного АТП не подвергаются КР. поэтому расчётный (планируемый)
Коэффициент технической готовности в целом парка АТП
т= 1 / (1+Lс.с. •До.р • [К4/1000]), (1.6)
где До.р. - продолжительность простоя автомобиля в ТО-2 и ТР (простой подвижного
состава при ЕО и ТО-1. выполняемые в межсменное время . не учитываются).
До.р. для грузовых автомобилей грузоподъемностью 5 тонн и более = 0.50 - 0,55.
от 0.3 до 5 тонн - 0,40 - 0.50. для легковых автомобилей равно 0.30 - 0.40 табл. 2.6
т = 1/(1 + 140•0.50• [0,7/1000]) =0.95
Определение коэффициента использования автомобилей и годового пробега парка АТП.
Коэффициент использования автомобилей определяют с учётом режима работы АТП в году и коэффициента технической готовности подвижного состава
H = т • ДРГ / ДКГ (1.7)
где т расчетный коэффициент технической готовности парка АТП =0,95;
ДРГ - количество рабочих дней в году ( согласно задания на проектирование ) = 250
ДКГ - количество календарных дней в году = 365 дней
H = 0.95 • 250 / 365 = 0,651
Для всех автомобилей годовой пробег будет равен
LП.Г. = Аи • Lc.c. • ДКГ • H (1.8)
LП.Г. =160 • 140 • 365 • 0,651 = 5322576 км.
Расчет производственной прграммы по ЕО, ТО-1, ТО-2, моечных работ
Число технических обслуживании ТО-2, ТО-1, ЕО, моечных операций за год - N2, N1, NEO, NM
Определяется по формуле:
N2= LП.Г. /L2; 5322576 : 10800=492,83 Принимаем-493 (1.9)
N1 = LП.Г. / L1 ; 5322576 : 2700 = 1971,32 принимаем 1971
NEO = LП.Г. / Lс.с 5322576 : 140 = 38018,4 принимаем 38018
NM = LП.Г. / LM 5322576 : 560 = 9504,6 принимаем 9505
Суточная программа по ТО данного вида определяется по формуле :
Nс2 = N2: Дрз 493 : 250=1,972 принимаем 2 (1.10)
Nc1 = N1 : Дрз 1971 : 250 = 7,884 принимаем 8
NcEO = NEO : Дрз 38018 : 250 = 152,072 принимаем 152
NcM = NM:Дрз 9505 : 250=38,02 принимаем 38
дрз -число рабочих дней соответствующей зоны = 250
Годовая производственная программа по диагностированию Д-1:
NГД1 =N1 +N2 + NГТРД1 . (1.11)
где NГТРД1 годовая программа диагностирования автомобилей на постах Д-1 после ТР.
NГТРД1=0,1N1 (1.12)
NГТРД1=0,1 •1971=197,1
NГД1=1971+493+197,1=2661,1 принимаем 2661
Годовая производственная программа по диагностированию Д-2:
NГД2 = N2 + NГТРД2, (1.13)
где NГТРД2 - годовая программа диагностирования автомобилей на постах Д-2 после ТР.
NГТРД2=0,2N2; (1.14)
NГТРД2 = 0,2 • 493 = 98,6
NГД2 = 493 + 98,6 = 591,6 принимаем- 592
Суточная производственная программа по соответствующему виду диагностирования
NсД1= NГД1 : Дрз 2661:250=10,64 Принимаем =11 (1.15)
NсД2= NГД2; Дрз 592:250=2,37 Принимаем =2
Расчёт годового объёма работ.
Определение годового объёма работ по ТО и ТР (1,16)
ТЕО = NЕО • tEO 38018 * 0,54 = 20529,72 чел/час
Т1 = N1 • t1 1971 * 3,02= 5952,42 чел/час
Т2 = N2• t2 493 * 12,8 = 6310,4 чел/час
ТТ.Р. = 3,35*5322576/1000 = 17830,63 чел/час
Общая трудоемкость всех видов ТО и ТР
Т = ЕО + Т01 + Т02 + Ттр (1.17)
Т = 20529,72 + 5952,42 + 6310,4 + 17830,63 = 50623,17 чел/час
Определение годового объёма диагностических работ.
Трудоемкость диагностических работ при всех видах воздействий суммируется и распре
деляется между собой
Трудоёмкость диагностических работ при ТО - 1. Т1Д составляет :
1. Для легковых автомобилей- 12-16 % от трудоемкости ТО-1
2. Для автобусов 5 - 9 % от трудоемкости ТО-1
3. Для грузовых автомобилей 8 - 10 % от трудоемкости ТО-1
4. Для внедорожников 5-9% от трудоемкости ТО-1
5. Для прицепов и полуприцепов 3.5 - 4.5 от трудоемкости ТО-1
Т1Д = 5952,42 • 0.1 = 595,242 ч/час (1.18)
Трудоёмкость диагностических работ при ТО - 2, Т2Д составляет :
1. Для легковых автомобилей- 10-12 % от трудоемкости ТО-2
2. Для автобусов 5-7 % от трудоемкости ТО-2
3. Для грузовых автомобилей 6 - 10 % от трудоемкости ТО-2
4. Для внедорожников 3 - 5 % от трудоемкости ТО-2
5. Для прицепов и полуприцепов 0.5 - 1.0 от трудоемкости ТО-2
Т2Д=6310,4•0,1=631,04ч/час
Трудоёмкость диагностических работ при ТР, ТТ.Р.Д. составляет :
1. Для легковых автомобилей- 1.5 - 2.5 % от трудоемкости ТР
2. Для автобусов 1.5 - 2 % от трудоемкости ТР
3. Для грузовых автомобилей 1.5 - 2 % от трудоемкости ТР
4. Для внедорожников 1.5-2 % от трудоемкости ТР
5. Для прицепов и полуприцепов 1.5 - 2.0 от трудоемкости ТР
ТТ.Р.Д.= Ттр * 0.02 (1.20 )
ТТ.Р.Д = 17830,63 * 0.02 = 356,613 ч/час
Тд = Т1Д + Т2Д + ТТ.Р.Д. (1.21)
Тд = 595,242 + 631,04 + 356,613 = 1582,895 ч/час
Трудоемкость - диагностирования Д1 составляет 50 - 60% от Тд (1.22)
= 0.6 * 1582,895= 949,74 чел/час
Трудоемкость - диагностирования Д2 составляет 40 - 50% от Тд (1.23)
= 0.4 * 1582,895= 633,16 чел/час
Трудоемкость диагностирования Д-1 одного автомобиля
(1.24)
= / 949,74: 2661 = 0,36 чел/час
Трудоемкость диагностирования Д-2 одного автомобиля
(1.25)
= / 633,16: 592 = 1,07 чел/час
Корректирование годовых объемов работ
Учитывая, что и выполняются на выделенных постах, необходимо скорректировать
годовые объемы работ по ТО-1. ТО-2 и ТР.
=- (1.26)
= 5952,42 – 595,242 = 5357,18 ч/час
= - (1.27)
= 6310,4 – 631,04 = 5679,36 ч/час
= - (1.28)
= 17830,63 – 356,613 = 17474,02 ч/час
Проектирование участка ремонта агрегатов.
Распределение трудоёмкости ТР подвижного состава по видам работ
Согласно справочным данным агрегатно-узловые работы (без двигателя) составляют 12% от
трудоемкости табл 5.2
Трудоемкость работ выполняемых на участке по ремонту агрегатов будет равна
(1.29)
= 17474,02 • 12 / 100 = 2096,88 ч/час
Из них на постах ТР производится 30%. а на участке ремонта агрегатов 70% от табл 5.2
(1.30)
= 2096,88 • 70/100 = 1467,82 ч/час
Расчёт численности производственных рабочих.
Номинальный годовой фонд времени рабочего ФН.Р. составляет в настоящее время 2020
часов.
Действительный годовой фонд времени рабочего ФД.Р. с нормальными условиями труда
составляет 1776 часов.
Списочное число основных рабочих Мсп
(1.31)
Принимаем одного человека.
Явочное число основных рабочих МЯВ
МЯВ = (1.32)
МЯВ = 1467,82 / 2020 = 0,73 чел.
Принимаем одного человека.
Число вспомогательных рабочих принимаем З0...40% от списочного числа основных
рабочих
Рвсп = 0,3•Мсп = 0.3 * 0,83 = 0,249 (1,33)
Принимаем одного человека Рвсп = 1 чел.
Расчёт количества рабочих мест на агрегатном участке.
Действительный фонд времени оборудования Фдо рассчитывается по формуле
Фдо = [365 - (104 + dп )] • tсм • •0 (1.34)
где:
365 - число дней в году
104 - число дней в году суббот и воскресений
dп - число праздничных дней в году - 12
tсм - число смен работы проектируемого участка - 1
- продолжительность смены, час - 8
0 - коэффициент использования оборудования (0.93... 0.98)
Фдо = [365 - ( 104 + 12)] • 1 • 8 • 0,98 = 1952 час
Число рабочих мест:
Хрм = Туч.аг / Фдо (1.35)
Хрм = 1467,82 / 1952 = 0,75
Принимаем одно рабочее место.
Расчёт площадей проектируемого участка.
Составляем перечень производственной и технологической оснастки для проектируемого
участка и сводим в таблицу
Таблица Технологического оборудования
|
Наименование
|
Тип или модель
|
Габариты, мм
|
Занимаемая площадь, м2
|
Количество
|
|
Стенд для разборки, сборки и регулировки сцепления
|
Р- 207
|
412*385
|
0,16
|
1
|
|
Стенд для разборки и сборки рулевых механизмов и карданных валов грузовых автомобилей
|
2375
|
700*228
|
0,16
|
1
|
|
Гидравлический пресс 40т.
|
2135 -М
|
1520*840
|
1,26
|
1
|
|
Стенд для ремонта коробок передач
|
2365
|
500*780
|
0,39
|
1
|
|
Стенд для ремонта редукторов грузовых автомобилей
|
Р- 640
|
510*940
|
0,48
|
1
|
|
Точильный двухсторонний станок
|
332 - Б
|
480*760
|
0,36
|
1
|
|
Проверочная плита на подставке
|
|
1000*750
|
0,75
|
1
|
|
Стенд для ремонта передних и задних мостов
|
2450
|
1020*780
|
0,80
|
1
|
|
Стенд для расточки тормозных барабанов и тормозных накладок
|
670 -М
|
1080*8300
|
0,900
|
1
|
|
Радиально-сверлильный настольный станок
|
НС- 12А
|
700*380
|
0,27
|
1
|
|
Вертикально-сверлильный станок
|
2А- 125
|
1000*800
|
0,8
|
1
|
|
Пресс пневматический для клепки фрикционных накладок
|
Р- 304
|
500*600
|
0,3
|
1
|
|
Стенд для клепки тормозных накладок автомобилей
|
СР- 38
|
600*480
|
0,26
|
1
|
|
Стенд универсальный для испытания коробок передач автомобилей ГАЗ, ЗИЛ.
|
АКТБ- 25А
|
2780*800
|
2,22
|
1
|
|
Стенд для испытания
редукторов задних мостов
автомобилей ЗИЛ, ГАЗ.
|
306-40
|
1130х1345
|
1,52
|
1
|
|
Подвесная кран-балка
|
ПТ-054
|
4000х1500
|
|
1
|
|
Верстак с одной тумбой
|
01.1-5Х*У
|
1500х700
|
1,05
|
1
|
|
Стеллаж для деталей
|
|
1400х500
|
0,7
|
1
|
|
Ларь для
обтирочных материалов
|
|
1000*400
|
0,24
|
1
|
|
Контейнер для деталей
|
|
600х400
|
0,4
|
1
|
|
ИТОГО
|
|
|
13,02
|
|
Занимаемая площадь оборудования согласно таблицы равна – 13,02м2
Общая площадь участка равна:
Fуч = Fоб * Kп (1.36)
где: Kп - коэффициент плотности расстановки технологического оборудования для
агрегатного участка равный: 3,5...4,5 по табл.П.3.14
Fоб -площадь занимаемая всем оборудованием согласно таблицы равно 13,02 м"
Fуч = 13,02 * 4,0= 52,08м2.
Принимаем площадь участка Fуч = 54м2
2. Заключение
В данном курсовом проекте была рассмотрена конструкция карданной передачи автомобиля ПМ-130Б, определены:
краткий технологический процесс разборки;
мойка, очистка деталей;
дефектация деталей;
восстановление деталей;
комплектование, сборка;
проектирование участка ремонта агрегатов.
В графической части были представлены:
Был спроектирован участок ремонта агрегатов площадью 54м2
карта технических требований на дефектацию карданной передачи;
планировка участка ремонта агрегатов.
3 Список литературы
3.1 Беднарский В.В. Техническое обслуживание и ремонт автомобилей учебник, Ростов на Дону,Феникс, 2005, 448 стр.
3.2 Карагодин В.И., Митрохин Н.Н. Ремонт автомобилей и двигателей учебник – М, Мастерство «Высшая школа» 2001 496 стр.
3.3 htpp://rutracer.org
3.4 Руководство по эксплуатации, ремонту и каталог деталей автомобиля ЗИЛ-130 и его модификации, 2004
5
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
4
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
3
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
6
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
2
КП 190604.23.00.00 ПЗ
Разраб.
Чужов Н.П.
Провер.
Комаров Н.А.
Реценз.
Ф.И.О.
Н. Контр.
Ф.И.О.
Утверд.
Ф.И.О.
ТО и ТР карданной передачи ПМ 130 Б в условиях АТП
Лит.
Листов
58
ТЭТ 4А-1
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
10
Лист
ата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
14
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
8
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
7
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
Лист
Дата
Подпись
№ докум.
Лист
Изм.
12
Лист
Дата
Подпись
№ докум.
Лист
27
Лист
Дата
Подпись
№ докум.
Изм.
КП 190604.23.00.00 ПЗ
13
Лист
Дата
Подпись
№ докум.
Лист
Изм.
15
Лист
Дата
Подпись
№ докум.
Лист
Изм.
17
Лист
Дата
Подпись
№ докум.
Лист
Изм.
23
Лист
Дата
Подпись
№ докум.
Лист
Изм.
29
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
28
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
16
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
19
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
18
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
21
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
20
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
22
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
24
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
26
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
25
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
41
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
56
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
32
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
51
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
39
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
33
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
34
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
38
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
37
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
35
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
36
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
40
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
42
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
9
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
11
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
43
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
45
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
46
3
3
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
47
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
48
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
49
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
50
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
55
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
52
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
53
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
54
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
44
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
57
КП 190604.23.00.00 ПЗ
КП 190604.23.00.00 ПЗ
58
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
31
Лист
Дата
Подпись
№ докум.
Лист
Изм.
КП 190604.23.00.00 ПЗ
П 190604.23 ОТЧ
П 190604.23 ОТЧ
30
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Ремонт карданной передачи ПМ 130 Б