Применение в процессе сварки магистральных трубопроводов проволоки Innershield (Иннершилд) NR-208XP
СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ………………………………………………………………..…..3
1. Краткая характеристика объекта…………………………………………….………4
1.1 Область применения данной технологии…………………………..………….6
1.2 Преимущества и недостатки данной технологии…………………………..7
2. Основная часть……………………………………………………………………………..11
2.1 Подготовка конструкции к сварке……………………………………………….11
2.2 Выбор сварочных материалов……………………………………………………20
2.3 Выбор сварочного оборудования……………………………………………….21
2.4 Определение режимов сварки……………………………………………………26
2.5 Разработка технологии……………………………………………………………….31
2.6 Дефекты сварных швов…………………………………………………………………36
2.7 Методы контроля качества………………………………………………………….40
3. Расчетная часть…………………………………………………………………………….44
3.1 Определение расхода сварочных материалов……………………………44
3.2 Определение норм времени на автоматическую сварку……..…….44
3.3 Определение расходов электроэнергии………………………………….…..45
4. Охрана труда и техника безопасности при проведении
сварочных работ…………………………………………………………………………..48
5. Экология и охрана окружающей среды………………………………….……..49
6. Заключение о выполненной выпускной квалификационной
работе…………………………………………………………………………………….….….51
7. Литература и интернет ресурсы. ………………………………………………..….52
8. Список регламентов…………………………………………………………………….....53
ВВЕДЕНИЕ
Современный технологический прогресс в промышленности неразрывно связан с совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъемный соединений находит широкое применение при изготовлении металлургического, химического и энергетического оборудования, различных трубопроводом, в машиностроении, в производстве строительных и других конструкций.
Одно из наиболее развивающихся направлений в сварочном производстве - широкое использование механизированной и автоматической сварки. Речь идет как о механизации и автоматизации самих сварочных процессов (т.е. переходе от ручного труда сварщика к механизированному), так и о комплексной механизации и автоматизации, охватывающей все виды работ, связанные с изготовлением сварных конструкций (заготовительные, сборочные и др.) и созданием поточных и автоматический производственных линий.
Порошковая проволока Innershield одна из крупнейших разработок компании Lincoln Electric области высоко производительной полуавтоматической сварки. Образно говоря, Innershield (Иннершилд) - это ручной покрытый электрод “вывернутый наизнанку” и изготовленный в виде непрерывной проволоки. С помощью такой порошковой проволоки практически любую работу можно выполнить гораздо более эффективно. Цеховое производство, монтаж металлоконструкций, сервисные и ремонтные строительные работы - во всех перечисленных областях применим полный набор электродов типа Innershield.
Применение в процессе сварки магистральных трубопроводов проволоки NR-208XP позволяет значительно повысить эффективность и скорость процесса, а также увеличить качественные показатели шва, то есть, его прочность, устойчивость к воздействию коррозии и образованию трещин. В порошковую проволоку в ходе ее изготовления были введены специальные легирующие добавки, позволяющие обеспечить ударную вязкость, пластичность и прочность полученного металлического шва.
1. Краткая характеристика объекта
Образно говоря, Innershield (Иннершилд) - это ручной покрытый электрод “вывернутый наизнанку” и изготовленный в виде непрерывной проволоки. Внешний диаметр такой проволоки колеблется в пределах от .035” (0,9 мм) до 5/64” (4,0 мм) в зависимости от размеров электрода. С помощью такой порошковой проволоки практически любую работу можно выполнить гораздо более эффективно. Цеховое производство, монтаж металлоконструкций, сервисные и ремонтные строительные работы - во всех перечисленных областях применим полный набор электродов типа Innershield.
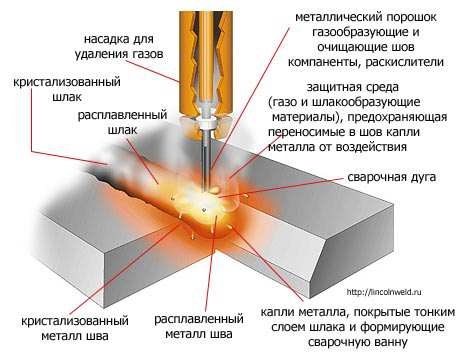
Как это работает...
Сердцевина трубчатой проволоки заполнена флюсом следующего состава:
- А. Металлический порошок.
- В. Материалы, образующие защиту.
- С. Раскислители.
- D. Элементы, очищающие сварочную ванну.
Элементы, образующие газовую защиту дуги и шлак, защищают переносимый в сварочную ванну металл. Сама проволока Innershield, включая наполнитель сердцевины, негигроскопичны, поэтому позволяют
наплавлять металл с низким содержанием водорода.
Значительные преимущества металлургической структуры наплавленного электродами Innershield металла в главным образом обусловлены точно и тщательно контролируемым химическим балансом между тремя элементами - алюминием, кремнием и марганцем. Эта комбинация, также, формирует необходимый уровень раскисления, который снижает либо ограничивает уровень пористости метала шва, коррозионные и пластические свойства, обеспечивает стойкость к образованию трещин. Кроме того, флюс содержит различные легирующие добавки, позволяющие достичь желаемых механических свойств, таких как ударная вязкость металла шва, свойства сопротивления распространению трещин (CTOD), пластичность и прочность.
Инженеры компании Линкольн Электрикразработали способ сварки, позволяющий наплавлять металл, обладающий уникальной структурой. Она удовлетворяет растущим требованиям к качеству, предъявляемым различными отраслями промышленности сегодняшнего дня. Строгий контроль качества проволоки при ее изготовлении и возможность постоянного отслеживания всех этапов технологического процесса сварки обеспечивают постоянство ее параметров и высокого качества выполняемой работы. Один из факторов, улучшающих рабочие свойства Innershield,- высокая прочность собственно оболочки порошковой проволоки, что определяет отсутствие проблем при ее подаче в зону сварки.
- Область применения данной технологии.
Самозащитная порошковая проволока Innershield, как правило, данный вид проволоки применяется для полуавтоматической сварки заполняющих и облицовочных слоев шва различного рода неповоротных стыков трубопроводов так называемым методом «на спуск». Данный вид сварки может применяться как для проведения сварки неповоротных стыков трубопроводов, так и для выполнения соединений типа «труба-труба», «труба-арматура», а также «труба-комплектующие трубопровода». Для каждой из марок сталей существует свой собственный вид сварочной проволоки определенного диаметра.
Основное применение самозащитных порошковых проволок в России - строительство нефте- и газо-проводов, а также монтаж резервуаров.
Компания Lincoln Electric выпускает группу порошковых проволок марки Innershield, рекомендованных для сварки стыков магистральных и промысловых трубопроводов. Она способна обеспечить качественное выполнение сварных швов на большинстве низколегированных сталей до класса Х-80 (К-65). Это достигается за счет значительной и стабильной устойчивости электродов этого типа к образованию пористости, возникновению трещин и сварочных дефектов.
Замена ручного покрытого электрода порошковой проволокой Innershield значительно сокращает число рестартов шва и количество дефектов. Проволока не образовывает внутренних подрезов. Применение проволоки дает хорошие результаты при плохой сборке соединения, часто возникающей при работе на трассе, и позволяет сократить общее время сварки.
Кроме того, самозащитная порошковая проволока значительно более устойчива к негативному влиянию ветра и экстремальных температур.
Важная особенность порошковой проволоки Innershield - наплавка металла с пониженным содержанием диффузионного водорода, что практически невозможно при использовании иных методов сварки стыков труб на спуск.
1.2 Преимущества и недостатки данной технологии.
Инженеры компании Линкольн Электрик разработали способ сварки, позволяющий наплавлять металл, обладающий уникальной структурой. Она удовлетворяет растущим требованиям к качеству, предъявляемым различными отраслями промышленности сегодняшнего дня. Строгий контроль качества проволоки при ее изготовлении и возможность постоянного отслеживания всех этапов технологического процесса сварки обеспечивают постоянство ее параметров и высокого качества выполняемой работы. Один из факторов, улучшающих рабочие свойства Innershield,- высокая прочность собственно оболочки порошковой проволоки, что определяет отсутствие проблем при ее подаче в зону сварки.
Возможность усовершенствования технологического процесса сварки, разработанные компанией Lincoln Electric новые механизмы подачи и источники тока внесли свой значительный вклад в надежность всей сварочной системы, необходимой для достижения высокого качества и низкой себестоимости работ. Чтобы гарантировать постоянное соответствие параметров процесса сварки существующим требованиям - сварочные режимы устанавливаются предварительно и контролируются в процессе сварки. Производительность сварки зависит от оператора, поэтому были разработаны облегченные и несложные в обращении сварочные горелки. В тех случаях, когда сварка выполняется в условиях ограниченного пространства или плохой естественной вентиляции, специальные дымоотсасывающие горелки и системы удаления сварочных газов и аэрозолей значительно улучшают атмосферу, в которой работает сварщик. Главное преимущество такой системы - возможность выполнять высококачественную работу в комфортных условиях с высокой производительностью.
Экономия затрат от 30 до 50%
Снижение затрат на выполнение сварочных работ, достигающее 1/3, а иногда и 1/2, является типичным явлением при замене процесса сварки обычными ручными электродами на работу проволокой Innershield. Причина проста: Innershield подразумевает полуавтоматический процесс сварки непрерывным проволочным электродом и совмещает это свойство с гибкостью, простотой и мобильностью работы ручными электродами. При этом полуавтоматический процесс вполне может быть автоматизирован. Выбор надлежащего процесса сварки имеет прямое отношение к получаемой экономической эффективности работы. Полуавтоматическая сварка порошковой проволокой Innershield несет в себе большой потенциал увеличения эффективности. Это справедливо для широкого спектра работ, связанных со строительством и монтажом металлоконструкций различного назначения, для цеховых сварочных работ, ремонта и технического обслуживания различных объектов, а также для многих других сфер производства, широко использующих сварочные процессы. Полуавтоматическая сварка порошковыми проволоками Innershield, разработанная компанией Lincoln Electric не имеет равных по надежности, рентабельности и производительности. Десятки тысяч тонн этой проволоки расходуются промышленными предприятиями во всем мире именно по этой причине.
Семь причин экономии времени и затрат.
Производительность наплавки до четырех раз выше, чем при работе ручными электродами. При работе с Innershield один человек способен наплавлять до 40 килограмм металла в день. Сравните этот показатель с аналогичным для выполнения той же работы ручным электродом. Увеличение до 24% коэффициента наплавки. Процесс сварки проволокой Innershield происходит при постоянном коэффициенте наплавки порядка 80% или выше. Это означает что 80% 50 фунтовой (22,6 кг) катушки проволоки Innershield оказываются в сварном шве в виде наплавленного металла. Сравните эту величину со средним показателем эффективности наплавки при работе со
штучными электрода, равным 65%. Причиной такой разницы, в частности, является то, что от 5 до 10 сантиметров рабочей длины каждого ручного электрода приходится выбрасывать. Этого не происходит с проволокой.
Эффективность использования рабочего времени.
Отсутствуют “перерывы” на замену штучного электрода.Сварщик вынужден приостановить процесс работы, когда его положение становится неудобным или при достижении физического окончания шва. Это несет два основных преимущества:
- А. Заметно увеличивается время горения дуги и его доля, в общем времени выполнения работ.
- B. Устраняется значительное число дефектов, имеющих место при возобновлении сварного шва. Сварщик способен выполнить один непрерывный шов вместо последовательности коротких. Значительные затраты на ремонт подобных дефектов практически устраняются.
50% снижение времени зачистки сварных швов.
При четком соблюдении режимов сварки для электродов Innershield характерен низкий уровень разбрызгивания, что сокращает время на зачистку до 50% по сравнению с ручными электродами.
Отсутствие трещин в сварных швах.
Шлак, образуемый при сварке проволокой Innershield, обладает уникальным свойством нейтрализации серы, что понижает содержание сульфата железа в сварочной ванне и минимизирует объем связанных с этим дефектов. Спецификация сварочных материалов стандарта Американского общества сварщиков AWS A5.20-79 обращает особое внимание на высокие показатели трещиностойкости сварных швов, выполненных порошковой проволокой марки Innershield.
Случаи плохой сборки сварного соединения.
В некоторых случаях электроды Innershield специально рекомендуются для выполнения корневых швов недостаточно четко подогнанных соединений. По средством простого увеличения электрического вылета электрода глубина проплавления может быть заметно понижена.При этом Innershield
способна справляться с заполнением значительных зазоров с производительностью, недоступной ни одному другому методу дуговой сварки. В дополнение к прямому снижению затрат, электроды Innershield обеспечивают и некоторую косвенную экономию. Большинство марок позволяют вести сварку во всех пространственных положениях. При работе вне помещений Innershield не требует дополнительных приспособлений для поддержания надежной защиты дуги. Наконец, эта проволока весьма проста в обращении. Сварщики проще обучаются работе с Innershield, чем с ручным электродом. С любой стороны, порошковая проволока Innershield - это наиболее прогрессивное решение большинства сварочных проблем.
Исключение затрат на использование защитных газов и соответствующих аксессуаров.
При работе с Innershield исключается необходимость первоначальных инвестиций и последующих затрат, связанных с установкой и эксплуатацией системы снабжения защитных газов. Сокращаются затраты на приобретение газов и дорогих горелок. При этом следует учесть, что действительный расход защитного газа при проведении сварочных работ значительно выше чем расчетный. Исчезают проблемы с качеством сварки, вызываемые ранее потерей газовой защиты ванны при работе на открытом воздухе.
Широкий арсенал проволок Innershield
Семейство порошковых проволок Innershield, разработанных компанией Lincoln Electric, сможет предложить электрод, максимально удовлетворяющий требованиям практически любого случая сварки.
Сварные швы с переменой пространственного положения.
Выпускается широкий спектр электродов, удовлетворяющих этим требованиям: от предназначенных для работ общего назначения до удовлетворяющих требованиям повышенной ударной вязкости.
2. Основная часть.
- Подготовка конструкции к сварке.
- Общие требования
Трубы, детали трубопроводов, запорная арматура и сварочные материалы применяемые при выполнении сварочных работ должны пройти входной контроль с оформлением соответствующих актов входного контроля в установленном порядке. Форма акта входного контроля сварочных материалов представлена в приложении Д к настоящему РД. Результаты контроля заносят в Журнал входного контроля.
При проведении входного контроля проверяется наличие сертификатов (паспортов) на трубы, соединительные детали трубопроводов, запорную арматуру и сварочные материалы, которые будут применены для сооружения объекта, а также соответствие маркировки обозначениям, указанным в сертификатах (паспортах). Документы, подтверждающие качество продукции, должны быть на русском языке или иметь перевод, оформленный в установленном порядке.
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, соединительные детали трубопроводов, запорная арматура и сварочные материалы к сборке и сварке не допускаются.
При сварке трубопроводов проводится операционный контроль. Операционный контроль сварных стыков трубопроводов производится:
- систематическим операционным контролем, осуществляемым в процессе сборки и сварки трубопроводов;
- визуальным осмотром и обмером сварных соединений;
- проверкой сварных швов неразрушающими методами контроля;
Операционный контроль выполняется производителями работ и мастерами, а самоконтроль - исполнителями работ. При операционном контроле должно проверяться соответствие выполняемых работ рабочим чертежам, требованиям настоящего раздела, государственным стандартам и инструкциям, утвержденным в установленном порядке.
2. Подготовка труб, соединительных деталей и запорной арматуры к сварке