Расчет роликового однорядного подшипника по ГОСТ 7242-81 серии 7209
Содержание
Введение……………………………………………………………………………….....4
1.Расчет и выбор посадок подшипников качения………………………………..……5
2. Выбор посадок для сопряжения узла и их расчет……………………...………..….9
3.Выбор средств измерения.…………………………………..…………………….....12
4. Построение полей допусков и расчеты размеров рабочих калибров…………….15
5.Расчёт и выбор посадки с зазором……………………………………………..……18
6.Расчёт и выбор посадки с натягом……………………………………………..........22
7. Расчет точности зубчатой передачи………………………………………………...27
8.Расчет размерной цепи вероятностным методом………………...………………...31
Заключение……………………………………………………………………….…..…35
Список использованных источников…………………………………………….....…36
Приложение А…………………………………………………………………….....…37
Введение
Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
В метрологии решаются следующие задачи: разработка общей теории измерений единиц физических величин и их систем, разработка методов и средств измерений, методов определения точности измерений, основ обеспечения единства и единообразия средств измерений, эталонов и образцов средств измерений, методов передачи размеров единиц от эталонов и образцовых средств измерений к рабочим средствам измерений.
Изделие машиностроения не простая совокупность деталей. В собранном изделии детали находятся во взаимосвязи и взаимозависимости. Отклонения размеров, формы и расположения осей или поверхностей одной какой – либо из деталей вызывают отклонения формы или отклонения в расположении других деталей сборочной единицы. Эти отклонения, суммируясь, оказывают определенное воздействие на характеристики качества изделия.
По этой причине при выборе посадок, допусков размеров деталей, а также допусков формы и расположения следует учитывать: назначение детали в сборочной единице, роль отдельных ее поверхностей (цилиндрических, конических, торцовых), влияние отклонений размеров, формы и расположения осей или поверхностей детали на смежные с ней детали, влияние суммы отклонений параметров точности всех деталей на такие показатели качества изделия, как точность, плавность вращения, бесшумность, долговечность и т.д. поэтому в ряде случаев значения допусков могут быть получены только расчетным путем.
1. Расчет и выбор посадок подшипников качения
Дано: роликовый однорядный подшипник по ГОСТ 7242-81 серии 7209; класс точности 6; нагрузка осевая ; радиальная ; нагрузка с сильными толчками и вибрациями, перегрузка до 300 %; вращается вал.
Расчет:
Для циркуляционно нагруженного кольца определяется интенсивность нагружения :
(1.1)
Габаритные размеры подшипника 7209:
Таблица 1-Габаритные размеры подшипников качения
|
d,мм |
D,мм |
B,мм |
R,мм |
|
45 |
85 |
19 |
2 |
где В и r – геометрические размеры подшипника; Кn – динамический коэффициент посадки, Кn=1.8; F – коэффициент ослабления посадочного натяга, F=1,8; FA – коэффициент неравномерности распределения радиальной нагрузки, FA=1.
.
По величине интенсивности нагружения Pr выбираем вид посадки:
Для циркуляционного нагруженного кольца (внутреннее) из (1) табл. 3.6 выбираем вид посадки – n.
Для местного нагруженного кольца (наружное) из (1) табл. 3.3 выбираем вид посадки – H
Выбираем экономически целесообразный квалитет для посадок колец подшипника, в зависимости класса точности самого подшипника (3). Рекомендуются квалитеты для d – 6; а для D – 7.
По ГОСТ 520-89 и ГОСТ 25347-82 определяем отклонения для колец подшипников и контрдеталей: EI, ES, ei, es. Из (1) табл. 3.9 для внутреннего кольца
EI=-0,010 мм; ES=0; наружнего кольца; ei=-0,013 мм; es=0;
Из (2) табл. 1.7 для вала: ei= +0,017 мм; es=+0,033 мм;
Из (2) табл. 1.5 для корпуса: EI=-0,059мм; ES=-0,024 мм;
Рисунок 1- Схема полей допусков посадок:
а) внутреннее кольцо б) наружное кольцо
Вычисляем наибольший натяг в соединении циркуляционно нагруженного конца и усилие запрессовки подшипника на вале .
(1.2)
(1.3)
Проверка достаточности максимального натяга посадки на вал
(1.4)
где [] – предел прочности шарикоподшипниковой стали, []=400 Н/мм; К – конструктивный фактор
(1.5)
- приведенный диаметр внутреннего кольца.
Условие достаточности максимального натяга посадки на вал
(1.6)
, следовательно, условие выполнено.
Проверка достаточности минимального натяга посадки в корпус
, (1.7)
Проверяем выполнение условия Nmin Uminдоп. Поскольку в полученной посадке Nmin = 17 мкм, то условие не выполняется. Введем поправку на шероховатость
Uminдоп = Uminдоп – 5 (RаD + Rаd) = 11,5 мкм,
где RаD и Rаd – шероховатость поверхностей отверстия и вала соответственно
RаD=0,63мкм,
Rаd = 1,25 мкм.
Условие Nmin Uminдоп выполняется.
Проверка достаточности радиального зазора при посадке подшипника в корпус:
(1.8)
(1.9)
d – деформация большого кольца от натяга при посадке на вал меньшего кольца.
(1.10)
где - эффективный натяг
(1.11)
Усилие запрессовки подшипника на вал
(1.12)
где Е=21011 – модуль упругости материала, f – коэффициент трения, f=0,12 – при запрессовке.
Температура нагрева подшипника в масле при запрессовке на вал
(1.13)
где =12,610-6 – коэффициент линейного расширения стали.
2. Выбор посадок для сопряжения узла и их расчет
Порядок расчета
Для 10 сопряжений сборочной единицы назначаем посадки:
– для резьбового сопряжения посадки выбираются в зависимости от его важности и длины свинчивания;
– для шпоночного (по ширине b) – в зависимости от типа соединения;
– для других сопряжений выбор посадок производится по методу прецендентов или по методу подобия.
Результаты выбора посадок представлены в виде таблицы 2.
Таблица 2 – Выбранные посадки
|
Номера сопрягаемых деталей |
Наименование сопрягаемых деталей |
Выбранные посадки по ГОСТ 25347-82 (СТ СЭВ144-88) |
|
13 - 7 |
Подшипник - вал |
30 L6/js6 |
|
13 - 2 |
Подшипник – корпус |
70 H7/l6 |
|
23 - 6 |
Гайка-вал |
М45 7H/8g |
|
16 - 2 |
Болт-корпус |
М8 7Н/7g |
|
28 - 6 |
Шпонка – паз вала |
8 N9/h9 |
|
28 - 3 |
Шпонка – паз зубчатого колеса |
8 Js9/h9 |
|
11 - 2 |
Кольцо - корпус |
46 H7/k6 |
|
21 - 9 |
Гайка - вал |
M20 7H/8g |
|
27 - 2 |
Штифт - корпус |
5 H7/h6 |
|
10 - 2 |
Крышка - корпус |
60 Н7/h6 |
Расшифровка буквенных обозначений посадок, расчет предельных размеров, зазоров или натягов, построение полей допусков для десяти выбранных сопряжений представлены в виде таблицы 3.
Таблица 3- Расшифровка буквенных обозначений посадок
|
Номер сопрягаемых деталей |
Номинальный размер с отклонения-ми |
Предельные размеры, мм |
Схемы полей допусков |
||||||
|
Dmax, мм |
Dmin, мм |
dmax, мм |
dmin, мм |
Smax, мкм |
Smin, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
13–7 |
50 |
29,993 |
30,01 |
29,99 |
0,010 |
0,017 |
|||
|
13–2 |
70,030 |
70 |
70 |
69,991 |
0,039 |
0 |
|||
|
23-6 |
d |
- |
45,000 |
44,974 |
44,694 |
- |
0,026 |
||
|
d2 |
44,562 |
44,350 |
44,324 |
44,124 |
0,438 |
0,026 |
|||
|
d1 |
44,308 |
43,918 |
43,892 |
- |
- |
0,026 |
Продолжение таблицы 3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
16-2 |
d |
- |
8,000 |
7,974 |
7,794 |
- |
0,026 |
||
|
d2 |
7,540 |
7,350 |
7,324 |
7,184 |
0,356 |
0,026 |
|||
|
d1 |
7,217 |
6,917 |
6,891 |
- |
- |
0,026 |
|||
|
28-6 |
8 |
7,964 |
8 |
7,964 |
0,036 |
0,036 |
|||
|
28 – 3 |
|
8,018 |
7,982 |
8 |
7,964 |
0,054 |
0,028 |
||
|
11 – 2 |
46,025 |
46 |
46,018 |
46,002 |
0,027 |
0,018 |
Продолжение таблицы 3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
21-9 |
d |
- |
20,000 |
19,974 |
19,694 |
- |
0,026 |
||
|
d2 |
18,966 |
18,701 |
18,663 |
18,413 |
0,553 |
0,038 |
|||
|
d1 |
18,310 |
17,835 |
17,797 |
- |
- |
0,038 |
|||
|
27 - 2 |
Ш |
5,012 |
5 |
5 |
4,992 |
0,02 |
0 |
||
|
10 - 2 |
Ш |
60,03 |
60 |
60 |
59,981 |
0,049 |
0 |
3.Выбор средств измерения.
Таблица 4-Выбор измерительных средств
|
Номера |
TD (Td), мм |
Допускаемая погрешность измерения изм, мкм |
Средство измерения |
Цена деления, мм |
Пределы измерения, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
13–7 |
- |
- |
- |
- |
- |
|
0,011 |
4,0 |
Скоба рычажная ГОСТ 11098-75 |
0,005 |
25 – 75 |
|
|
13-2 |
- |
- |
- |
- |
- |
|
0,036 |
9,0 |
Нутромер микрометрический ГОСТ 10-80 |
0,01 |
0 – 25 |
|
|
23-6 |
0,009 |
- |
Комплексный резьбовой калибр-пробка ГОСТ 24110-80 |
- |
- |
|
0,009 |
- |
Комплексный резьбовой калибр-кольцо ГОСТ 24110-80 |
- |
- |
|
|
16-2 |
- |
- |
Комплексный резьбовой калибр (кольцо) ГОСТ 24110-80 |
- |
- |
|
0,008 |
2,0 |
Нутромер индикаторный ГОСТ 868-72 |
0,002 |
0 – 25 |
|
|
28-6 |
0,036 |
- |
Комплексный шпоночный калибр-пробка ГОСТ 24110-80 |
- |
- |
|
0,036 |
9 |
Нутромер индикаторный ГОСТ 6507-78 |
0,001 |
0 – 20 |
|
|
28-3 |
0,036 |
- |
Комплексный шпоночный калибр-пробка ГОСТ 24110-80 |
- |
- |
|
0,036 |
9,0 |
Нутромер микрометрический ГОСТ 10-80 |
0,01 |
0 – 25 |
|
|
11-2 |
0,036 |
9 |
Нутромер индикаторный ГОСТ 6507-78 |
0,001 |
0 – 20 |
|
0,036 |
9,0 |
Скоба рычажная ГОСТ 11098-75 |
0,01 |
0 – 25 |
|
|
21-9 |
0,009 |
- |
Комплексный резьбовой калибр-пробка ГОСТ 24110-80 |
- |
- |
|
0,009 |
- |
Комплексный резьбовой калибр-кольцо ГОСТ 24110-80 |
- |
- |
|
|
27-2 |
0,036 |
9,0 |
Скоба рычажная ГОСТ 11098-75 |
0,01 |
0 – 25 |
|
0,036 |
9,0 |
Нутромер микрометрический ГОСТ 10-80 |
0,01 |
0 – 25 |
|
|
10-2 |
0,009 |
- |
Комплексный резьбовой калибр-пробка ГОСТ 24110-80 |
- |
- |
|
0,009 |
- |
Комплексный резьбовой калибр-кольцо ГОСТ 24110-80 |
- |
- |
Значение допустимой погрешности измерения изм зависит от величины допуска на изготовление изделия (Td или TD).
при этом в нашем случае из>пр, или предельная погрешность которого была бы ближе всего к допустимой погрешности измерения размера (изм) и не превышала эту величину.
4. Построение полей допусков и расчеты размеров рабочих калибров
Для сопрягаемых размеров при массовом производстве широко применяется способ контроля контрольными калибрами, при котором действительные размеры детали непосредственно не определяют, а лишь устанавливают, находятся ли они в заданных пределах или выходят за них.
Предельные калибры для контроля гладких цилиндрических деталей, выполняющихся в виде пробок и скоб. Для контроля каждого размера необходимо иметь два предельных калибра – проходной (ПР) и непроходной (НЕ). Такие калибры изготавливаются чаще всего в инструментальных цехах машиностроительных заводов и на их изготовление, как и на изготовление деталей, задается величина допуска.
Построение полей допусков калибров пробок и скоб и расчет их размеров в курсовой работе производится для одного сопряжения:
.
Порядок построения:
1) По таблицам допусков на гладкие цилиндрические соединения ГОСТ 25347-82 определяются величины отклонений отверстия и вала и строятся поля допусков этих деталей.
2) Различают нулевые ниши для построения полей допусков калибров:
а) калибры-пробки (для контроля отверстий) – проходная сторона (наименьшее отверстие) – 29,993 мм, непроходная сторона (наибольшее отверстие) – 30 мм;
б) калибры-скобы (для контроля валов) – проходная сторона (наибольший вал) – 30,01 мм, непроходная сторона (наименьший вал) – 29,99 мм.
Рисунок 2-Схема расположения поля допуска отверстия и полей допусков калибров
Рисунок 3-Схема расположения поля допуска вала и полей допусков калибров
3. По таблицам допусков на калибры (ГОСТ 24853-81) берутся отклонения:
а) для пробок:
б) для скоб:
От соответствующих нулевых линий строятся поля допусков калибров. Участок износа штрихуется вертикальными линиями.
4. Рассчитываются предельные размеры калибров. Результаты расчетов оформляются в таблицу 5.
Таблица 5-Предельные размеры калибров
|
Размеры, мм |
Для пробки |
Для скобы |
|
Проходная сторона Наибольший Наименьший Изношеный |
29,9975 29,995 29,991 |
30,009 30,001 30,012 |
|
Непроходная сторона Наибольший Наименьший |
30,0015 29,9985 |
29,9915 29,9885 |
5. Определяются исполнительные размеры:
Пробки Р-ПР Р-НЕ
Скобы Р-ПР Р-НЕ .
5.Расчёт и выбор посадки с зазором
Исходные данные:
Номинальный диаметр сопряжения d=80мм;
Длина сопряжения l=160 мм;
Угловая скорость вращения n=600 об/мин;
Нагрузка на опору R=20 Кн;
Марка смазочного масла: индустриальное 40;
Шероховатость поверхности втулки RzD=4 мкм; вала Rzd=2 мкм;
Материал втулки и вала – сталь 35.
4.1 Рассчитываем угловую скорость:
, (5.1)
где n – угловая скорость вращения, об/мин.
[рад/с].
4.2 Определяем среднее удельное давление:
, (5.2)
где R – нагрузка на опору, кН.
[Н/м2].
4.3 Устанавливаем допустимую минимальную толщину масляного слоя – h:
, (5.3)
где RzD и Rzd – соответственно шероховатость втулки и вала.
[мм].
4.4 В соответствии с заданием определяем вязкость масла:
[Па·с]:
, (5.4)
где tп=500С – температура нагрева подшипника в масле.
[Па·с].
4.5 Определяем функциональный комплекс:
(5.5)
.
4.6 По графику определяем относительные эксцентриситеты:
и .
4.7 Рассчитываем минимальный допустимый зазор:
(5.6)
где - относительный эксцентриситет при Smin.
[м],
, (5.7)
[м],
где вычисляется по таблице в зависимости от эксцентриситета и отношения l/d.
4.8 Определяем температурное изменение зазора:
, (5.8)
где 1 и 2 – соответственно коэффициент линейного расширения материала вала и втулки.
[м].
4.9 Рассчитываем минимальный действующий зазор:
, (5.9)
[м].
4.10 Рассчитываем максимальный допустимый зазор:
, (5.10)
где - относительный эксцентриситет при Smax.
[м].
4.11 Рассчитываем максимальный действующий зазор:
, (5.11)
[м]
По таблицам ГОСТ 25347 – 82 выбираем предельные зазоры:
Для [мкм] и [мкм] выбираем посадку в системе отверстия .Строим выбранную посадку.

Рисунок 4-Схема расположения полей допусков посадки с зазором
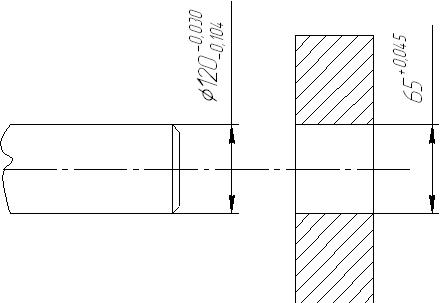
Рисунок 5-Вал и втулка
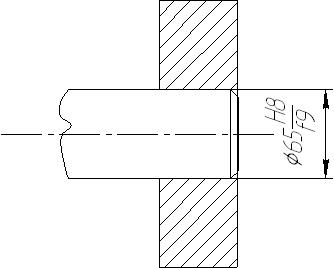
Рисунок 6-Сборка вала и втулки
6. Расчет и выбор посадки с натягом
Исходные данные:
Номинальный диаметр сопряжения D=120 мм;
Наружный диаметр втулки D2=120 мм;
Длина сопряжения L=85 мм;
Передаваемый крутящий момент Mкр=12500 Н·м;
Материал втулки и вала – сталь 45;
Диаметр осевого отверстия D1=0 мм; осевое усилие P=0;
Шероховатость поверхности втулки RzD=10 мкм, Rzd=6.3 мкм.
Определяем величину удельного контакта эксплуатационного Pз между поверхностями сопряжения вала и втулки:
, (6.1)
где d – номинальный диаметр сопряжения, мм ; – длина сопряжения, мм; - коэффициент трения при запрессовке.
[Па] .
По графику деформаций и величинам Pэ/т; d1/d2 и d/d2 определяем характер деформирования отверстия и вала, вызванный удельным давлением:
. (6.2)
По графику, учитывая отношения (7.2), делаем вывод, что характер деформирования отверстия и вала - упругий.
По графику деформаций определяем наибольшее допустимое значение на границе допустимой зоны деформирования (кривая «а» или «б») и рассчитываем значение :
Наибольшее допустимое значение - кривая «а».
По графику определяем, что .
[Па] – предел текучести материала.
[Па], (6.3)
. (6.4)
По графику находим значение коэффициента неравномерности распределения удельного давления , затем рассчитываем наибольшее (для этого коэффициента) значение удельного давления Pнб доп.(=0.95):
PНБ ДОП = PНБ· , (6.5)
PНБ ДОП =1.83·108·0,95=1.74·108 [Па].
Определяем коэффициенты формы отверстия и вала:
CA = , (6.6)
CВ = , (6.7)
где - коэффициент Пуассона:
CA = ,
CВ = .
Рассчитываем величину натягов:
Nmin = Рэ , (6.8)
где EA=EB=2·1011 Па – модуль упругости стали.
Nmin = [мм] или 42.5 [мкм],
Nmax = Pнб.доп , (6.8)
Nmax = =0.278 [мм] или 278 [мкм].
Рассчитываем поправку на смятие микронеровностей сопрягаемых поверхностей и находим расчетные величины натягов для выбора посадки:
, (6.9)
где К1 и К2 коэффициенты, учитывающие поправку на смятие микронеровностей.
Определяем по таблице
коэффициенты K1 и K2:
K1=K2=0,25.
[мкм] или 0,00475 [мм].
Nminр = Nmin + Ш, (6.10)
Nminр = 0.04245 + 0.00475=0.047203 [мм],
Nmaxр = Nmax + Ш, (6.11)
Nmaxр = 0.278 + 0.00475=0.283498 [мм].
Проверяем выполнение условий и выбираем стандартную посадку
Nmaxр Nmax (0.283498 мм>0.198 мм) – условие выполнено.
Nminр Nmin(0.047203 мм>0.090 мм) – условие выполнено.
По таблицам ГОСТ 25347 – 82 [1] выбираем стандартную посадку по ГОСТ 25347 – 82 и строим её поля допусков с указанием размеров, натягов и отклонений:
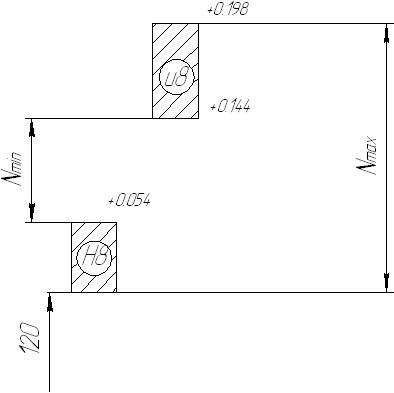
Рисунок 7-Схема расположения полей допусков посадки с натягом
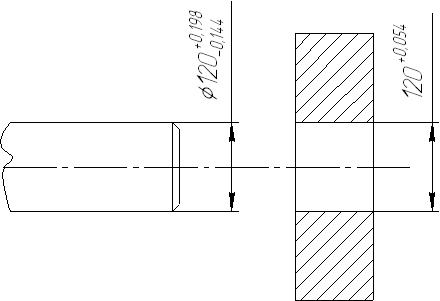
Рисунок 8-Вал и втулка
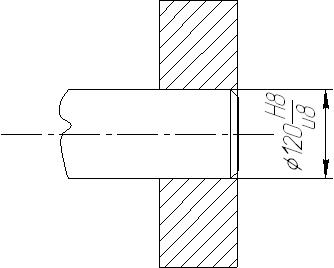
Рисунок 9-Сборка вала и втулки
Определяем наибольшее удельное давление на сопрягаемых поверхностях при наибольшем натяге выбранной посадки:
, (6.12)
[Па].
Вычисляем наибольшее напряжение во втулке:
д = , (6.13)
где Д – наибольшее напряжение во втулке.
д = [Па].
Проверяем прочность втулки по выполнению неравенства:
д( 3.12·108 Па<3.33·108 Па) - условие выполнено.
7. Расчет точности зубчатой передачи
7.1. Выбор степени точности и расчет бокового зазора зубчатой передачи
ИСХОДНЫЕ ДАННЫЕ:
- ЧИСЛО ЗУБЬЕВ ВЕДУЩЕГО КОЛЕСА Z1=60;
- ЧИСЛО ЗУБЬЕВ ВЕДОМОГО КОЛЕСА Z2=85;
- ОКРУЖНАЯ СКОРОСТЬ КОЛЕСА VОКР=7 м/с;
- МОДУЛЬ ЗУБЧАТОЙ ПЕРЕДАЧИ m=5мм;
- ШИРИНА КОЛЕСА В=16 мм;
- РАБОЧАЯ ТЕМПЕРАТУРА КОЛЕСА: Т=400С; КОРПУСА: Т=259С;
- МАТЕРИАЛ КОЛЕС: СИЛУМИН; КОРПУСА: СИЛУМИН;
- ВИД ПЕРЕДАЧИ: ДЕЛИТЕЛЬНЫЕ МЕХАНИЗМЫ.
Выбираются степени точности зубчатой передачи по величине окружной скорости и корректируются по виду передачи (табл. 5.1 [6]).
Вид передачи – цилиндрическая, форма зубьев – прямая.
Следовательно, степень точности по нормам плавности – 8.
Для кинематических передач норма кинематической точности принимается на одну степень ниже, т.е. 7. А степень точности по норме контакта принимаем 8.
7 – 8 – 8.
Определяем межосевое расстояние:
(7.1)
Определяем температурную компенсацию – и оптимальную толщину слоя смазки - .
, (7.2)
(7.3)
где =200 - угол зацепления;
- температурные коэффициенты линейного расширения.
Определяем минимальный боковой зазор передачи:
(7.4)
Выбираем сопряжение B (табл. 5.10 [6]), тогда имеем зубчатое колесо 7 – 8 – 8 B ГОСТ 1643 – 81.
7.2. Выбор контролируемых параметров и средств их измерения
Стандарт на допуски зубчатых колес и передачи (ГОСТ 1643-81) предусматривает для каждой нормы точности ряд показателей. Однако на основании многолетнего опыта работы каждый вид машиностроения разрабатывает обычно свои рекомендации по выбору комплектов контролируемых параметров. Для химического и пищевого машиностроения эти рекомендации приведены в работе [6] (табл. 5.5), по которой и следует подобрать комплект для контроля зубчатых колес.
, (7.5)
, (7.6)
мм,
мм.
Таблица 6- Комплексы контроля для прямозубых цилиндрических колес
|
Нормы |
Для колеса Z1 = 60, = 300мм |
Для колеса Z2 = 85, = 425мм |
||
|
7 |
Кинематической точности |
Наибольшая кинематичская погрешность, Fi = 75мкм |
Наибольшая кинематическая погрешность, Fi= 75 мкм |
|
|
Радиальное биение зубчатого венца, Fr = 85 мкм |
Радиальное биение зубчатого венца, Fr = 85 мкм |
|||
|
Колебание длины общей нормали, Vw = 36мкм |
Колебание длины общей нормали, Vw = 36мкм |
|||
|
8 |
Плавности работы |
Колебание измерительного межосевого расстояния, fi = 48мкм |
Колебание измерительного межосевого расстояния, fi = 48мкм |
|
|
Отклонение шаг (углового), |
Отклонение шаг (углового), |
|||
|
8 |
Контакта зубьев |
Суммарное пятно контакта: по высоте не менее 30%; по длине не менее 40% |
Суммарное пятно контакта: по высоте не менее 30%; по длине не менее 40% |
|
|
B |
Бокового зазора |
Верхнее отклонение измерительного межосевого расстояния, A”ae = +48мкм |
Верхнее отклонение измерительного межосевого расстояния, A”ae = +48мкм |
|
|
Нижнее отклонение измерительного межосевого расстояния, A”ai = -240 мкм |
Нижнее отклонение измерительного межосевого расстояния, A”ai = -240 мкм |
|||
|
Наименьшее отклонение средней длины общей нормали, |
Наименьшее отклонение средней длины общей нормали, |
|||
|
Допуск на среднюю длину общей нормали, Тwm = 70 мкм |
Допуск на среднюю длину общей нормали, Тwm = 70 мкм |
|||
|
Наименьшее отклонение толщины зуба, Ace = 160мкм |
Наименьшее отклонение толщины зуба, Ace = 160мкм |
|||
|
Допуск на толщину зуба, |
Допуск на толщину зуба, |
Средства измерения зубчатых колес указаны в таблице 5.
Таблица 5 - Средства измерений зубчатых колес
|
Обозначение контролируемого параметра |
Наименование измерительного прибора |
Cтепень точности |
Пределы измерения, мм |
|
Fi |
Б – 10 М для контроля кинематической погрешности |
3 - 8 |
m = 1-8 d = 20-320 |
|
Vw |
Нормалимер мелкого модуля БВ – 4047 – 25. Прибор поэлементарного контроля |
3 - 8 |
d= 0-160 |
|
Fr |
Биениметр БВ- 5061 |
3 |
m = 1-10 d = 20-400 |
|
fi" |
Эвольвентомер индикаторно-рычажный с устройством для контроля винтовой линии БВ - 1089 |
4 |
m =1-10 d = 20-320 |
|
fpt |
БВ-5056 для автоматического контроля накопленной погрешности |
3 - 8 |
m = 1-16 d = 20-400 |
|
Суммарное пятно контакта |
Контактно-обкатные станки и приспособления |
||
|
A”ae и A”ai |
Тангенциальный зубомер НЦ – 23500 |
4 |
m = 1-8 d = 20-320 |
|
Awme |
Тангенциальный зубомер c микрометрическим отсчетным устройством Ц – 160 М |
m = 2-10 |
|
|
Тwm |
Нормалимер мелкого модуля БВ – 4047 - 25 |
3 - 8 |
m = 1-8 d = 20-320 |
|
Ace |
Зубомер хордовый ЗИМ - 16 |
3 - 8 |
m = 1-10 d = 20-400 |
|
Тс |
Зубомер хордовый БВ – 5016 К |
4 |
m = 1-10 d = 20-400 |
8.Расчет размерной цепи вероятностным методом
Назначение предельных отклонений составляющих звеньев размерной цепи при известном допуске замыкающего звена называется прямой задачей, которая может быть решена либо методом полной взаимозаменяемости, либо методом вероятностного расчета.
Метод неполной взаимозаменяемости – это метод, при котором требуемая точность замыкающего звена размерной цепи получается не при любых сочетаниях, а при ранее обусловленной части сочетаний размеров составляющих звеньев.
Метод исходит из предложения, что сочетание действительных размеров составляющих звеньев в изделии носит случайный характер и вероятность того, что все звенья с самыми неблагоприятными сочетаниями окажутся в одном изделии, весьма мала.
Такой метод расчета, который учитывает рассеяние размеров и вероятность их различных сочетаний, называется вероятностным методом расчета. Метод допускает малый процент изделий, у которых замыкающее звено выйдет за рамки поля допусков, при этом расширяются допуски составляющих цепь размеров, и тем самым снижается себестоимость изготовления деталий.
В основе вероятностного метода лежат теоремы математической статистики, устанавливающие свойства дисперсии. Замыкающее звено размерной цепи принимается за случайную величину, являющуюся суммой независимых случайных переменных, т.е. суммой независимых составляющих звеньев размерной цепи.
Исходные данные для расчета:
- размеры звеньев: А1=40 мм, А2=60 мм,А3=40 мм, А4=65 мм, А5=40 мм, А6=250 мм;
- отклонения замыкающего звена: ES(А) =+0,4 мм; EI(А)=-0,4 мм;
- законы распределения размеров звеньев: А1=Н, А2=Н, А3=РТ, А4=Н, А5=Н, А6=РТ;
- возможный брак: А3=2 %, А6=1 %.
Порядок расчета
Вычислим номинальный размер замыкающего звена
А= А6 – (А1+А2+А3+А4 +А5), (8.1)
А=250-(40+60+40+65+40)=5 мм.
А1 А2 А3 А5 А6 А
А6
Рисунок 10 - Схема размерной цепи
Определяем допуск замыкающего звена [ТА]
[ТА] = ES(А) - EI(А) (8.2)
[ТА] = 0,4 –(-0,4) = 0,8 мм = 800 мкм.
Определяем значение единиц допуска i в зависимости от номинального значения размера звена. Значение коэффициента i принимаем в зависимости от закона распределения размеров звеньев. Значение добавочного множителя t принимаем в зависимости от процента допустимого брака – процента риска. Результаты расчета заносим в таблицу 7.
Таблица 7-Результаты расчета
|
Аi ном, мм |
i, мкм |
t |
i |
(iti)2, мкм2 |
Закон распределения размеров |
, мкм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
А1=40 |
1,56 |
3 |
0,333 |
2,43 |
Н |
4,82 |
|
А2= 60 |
1,86 |
3 |
0,333 |
3,45 |
Н |
|
|
А3=40 |
1,56 |
2,32 |
0,408 |
2,18 |
РТ |
|
|
А4=65 |
1,86 |
3 |
0,333 |
3,45 |
Н |
|
|
А5=40 |
1,56 |
3 |
0,333 |
2,43 |
Н |
|
|
А6=250 |
2,90 |
2,57 |
0,408 |
9,25 |
РТ |
Примечание: Н – нормальный закон распределения размеров звеньев цепи;
РТ – закон равнобедренного треугольника распределения размеров звеньев цепи.
Определяем значение среднего коэффициента точности цепи аср по формуле
(8.3)
.
По полученному значению аср выбираем квалитет (округляя в меньшую сторону) – IT11, где аср=100. Допуски звеньев, составляющих размерную цепь, рассчитываем по формуле
Т=аi. (8.4)
Результаты расчета заносим в таблицу 8.
Таблица 8-Результаты расчета
|
Аi ном, мм |
TAi , мкм |
i |
t |
(TAi it)2, мкм2 |
, мкм |
|
А1=40 |
250 |
0,333 |
3 |
62375,06 |
770,09 |
|
А2= 60 |
300 |
0,333 |
3 |
89820,09 |
|
|
А3=40 |
250 |
0,408 |
2,32 |
55998,49 |
|
|
А4=65 |
300 |
0,333 |
3 |
89820,09 |
|
|
А5=40 |
250 |
0,333 |
3 |
62375,06 |
|
|
А6=250 |
460 |
0,408 |
2,57 |
232649,56 |
Определяем вероятностный допуск замыкающего звена по формуле
ТА =, (8.5)
ТА = 770,09 мкм.
Проверяем выполнение условия ТА [ТА]; 770,09 мкм 800 мкм. Условие выполняется.
Полученные допуски составляющих звеньев разбиваем на симметричнык отклонения. Находим среднее отклонение замыкающего звена
Em(A)=, (8.6)
Em(A)=.
ES(Аi)= EI(Аi)= ± 0,5TAi;
мм, мм, мм, мм, мм, мм.
Проверяем выполнение обязательного условия
Em(A) = Em(Aув) – Em(Aум), (8.7)
0=0. Условие выполнено.
Среднее квадратическое отклонение замыкающего звена , мкм, определяется по формуле
= (8.8)
= мкм.
Границы нового допуска Х, мкм, определяются по формуле
Х= (8.9)
Х= мкм.
Пределы интегрирования расчетного вероятностного допуска Z определяются по формуле
Z= (8.10)
Z=.
Вероятность изготовления годных деталей Р
Р = 2·Ф(Z), (8.11)
где Ф(Z) – интеграл функции Лапласа, значение которого определяем по [4]
Ф(Z)=0,4980,
Р=2·0,4980=0,996.
Прооцент годных деталей П, %, определяется по формуле
П = Р100 %, (8.12)
П =0,996100 = 99,6 %.
Заключение
В ходе выполнения данного курсовой работы были освоены методики назначения параметров и контролируемых показателей стандартизированных норм точности гладких цилиндрических и нецилиндрических соединений.
Курсовая работа выполнена в соответствии с индивидуальным заданием, включающим сборочный чертеж соединения – редуктор цилиндрический трехступенчатый, исходные данные для расчета и назначения посадок подшипников качения и посадок для десяти сопряжений. Также в ходе работы расчетным путем определены посадка с зазором и посадка с натягом, рассчитаны предельные исполнительные размеры гладких калибра-пробки и калибра-скобы. Были назначены степени точности и рассчитан боковой зазор зубчатой передачи, выбраны средства контроля зубчатой передачи; вероятностным методом рассчитана размерная цепь.
В графическую часть проекта вошли сборочный чертёж редуктора цилиндрического, чертеж зубчатого колеса, вала, калибра-пробки и калибра-скобы.
Список использованных источников
1. Марков, Н. Н. Нормирование точности в машиностроении [Текст] /
Н. Н. Марков, В. В. Осипов, М. Б. Шабалина, - М.: Высш. шк.; Издательский центр «Академия», 2001. - 335 с.
2. Расчет посадок с зазорами и натягами. Допуски и посадки подшипников качения. Выбор средств измерения. Допуски зубчатых передач [Текст]: произв.-техн. материалы к учебным занятиям по курсу «Взаимозаменяемость, стандартизация и технические измерения» / Воронеж. гос. технол. акад.; сост.
А. А. Афанасьев, В. И. Логинова, Ю. М. Веневцев и др. – Воронеж, 1997. - 40 с.
3. Косилова, А. Г. Справочник технолога – машиностроителя В 2т. Т.2
[Текст] / Под ред. А. Г. Косиловой, Р. К. Мещерякова. – 4-е изд., перераб. – М.: Машиностроение,1986. – 496 с.
4. Гмурман, Е. В. Теория вероятностей и математическая статистика [Текст]: учеб. Пособие для вузов / В. Е. Гмурман – 8-е изд., стер. – М.: Высш. шк., 2002. – 479 с.
5. Якушев, А. И. Взаимозаменяемость, стандартизация и технические измерения [Текст] / А. И. Якушев, Л. И. Воронцов, Н. М. Федотов – М.: Машиностроение, 1986. – 352 с.
6. Дунаев, П. Ф. Допуски и посадки. Обоснование выбора [Текст] / П. Ф. Дунаев, О. П. Леликов, Л. П. Варламова – М.: Высш. шк., 1984 – 112 с.
7. Метрология, стандартизация, взаимозаменяемость [Текст]: метод. указания по выполнению курсовой работы / Воронеж. гос. технол. акад.; сост.
А. А. Афанасьев, В. И. Логинова, Д. Р. Сапронов – Воронеж, 2000. – 32 с.
8. Методические указания к оформлению расчетно-проектных, расчетно-графических работ, курсовых и дипломных проектов [Текст] / Воронеж. гос. технол. акад.; сост. Ю. Н. Шаповалов, В. Г. Савенков, Е. В. Вьюшина – Воронеж, 2003.- 59 с.
Приложение А
Перечень стандартов для курсовой работы.
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений.
ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков формы и расположений.
ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей.
ГОСТ 2.403-75 ЕСКД. Правила выполнения чертежей цилиндрический зубчатых колес.
ГОСТ 25346-89 ЕСДП. Основные нормы взаимозаменяемости. Общие положения, ряды допусков и основных отклонений.
ГОСТ 25347-89 ЕСДП. Поля допусков и рекомендуемые посадки.
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры.
ГОСТ 23360-78 Основные нормы взаимозаменяемости. Соединения шпонок с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки.
ГОСТ 24071-80 Основные нормы взаимозаменяемости. Соединения шпоночные с сегментными шпонками. Размеры шпонок и сечений пазов. Допуски и посадки.
ГОСТ 1139-80 Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски.
ГОСТ 27284-87 Калибры. Термины и определения.
ГОСТ 27851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды.
ГОСТ 24853-71 Калибры гладкие для размеров до 500 мм. Допуски.
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения.
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры.
ГОСТ 8724-81 Основные нормы взаимозаменяемости. Резьба метрическая.
Диаметры и шаги.
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба метрическая.
Допуски. Посадки с зазором.
ГОСТ 24834-81 Основные нормы взаимозаменяемости. Резьба метрическая.
Переходные посадки.
ГОСТ 4608-81 Основные нормы взаимозаменяемости. Резьба метрическая.
Посадки с натягом.
ГОСТ 3478-79 Подшипники качения. Основные размеры.
ГОСТ 3325-85 Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки.
ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые
цилиндрические. Допуски.
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения.
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики.
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и
расположения поверхностей. Числовые значения.
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей.
ГОСТ 16319-80 Цепи размерные. Термины и определения. Методы расчета.
|
|
КР-02068108-МСС-260601-01-2009 |