Проектирование настенного поворотного крана по заданной схеме
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования
Московский государственный университет технологий и управления имени К.Г. Разумовского
(Первый казачий университет)
Сибирский казачий институт технологий и управления (филиал)
ФГБОУ ВО «МГУТУ имени К.Г. Разумовского
(Первый казачий университет)
Кафедра проектирования и автоматизации производств
КУРСОВАЯ РАБОТА
По дисциплине: Механика
На тему: Проектирование настенного поворотного крана по заданной схеме
Выполнил (а): Стройнова Анна Александровна
Направление подготовки (специальность): 262000.62
Группа:211-13
Шифр:13/010748
Консультировал (а):Николаев Виктор Александрович, д.т.н., профессор
Подпись преподавателя, принявшего работу:_________________________
Работа защищена на оценку:________________________________________
Омск – 2015 г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ……………………………………………………………………3
1. ОБЩИЕ СВЕДЕНИЯ О ГОРИЗОНТАЛЬНЫХ ПЛАСТИНЧАТЫХ ЦЕПНЫХ КОНВЕЙЕРАХ…………………………………………………………..8
2. РАСЧЕТ ПАРАМЕТРОВ НАСТИЛА………………………………….…8
2.1 Расчет основных параметров горизонтального пластинчатого цепного конвейера……………………………………………………………………………..8
2.1.1 Выбор типа конвейера и типа настила……………………………..….8
2.1.2 Определение ширины настила конвейера……………………………..8
3. ТЯГОВЫЙ РАСЧЕТ………………………………………………….…..11
3.1 Определение нагрузок на транспортную цепь…………………….…..11
4. РАСЧЕТ ПРИВОДА………………………………………………………15
4.1 Выбор двигателя…………………………………………………………15
4.2. Расчет и подбор редуктора……………………………………………..20
4.3 Выбор муфты……………………………………………………...……..22
4.4 Расчет приводного вала…………………………………………...…….24
4.5 Расчет натяжного устройства………………………………..………….29
4.6 Расчет винта натяжного устройства……………………………………29
4.7 Подбор подшипников для ведущего вала привода и для оси натяжного устройства…………………………………………………..………………………30
ЗАКЛЮЧНИЕ…………………………………………………………….….33
СПИСОК ЛИТЕРАТУРЫ………………………………………………..….34
ВВЕДЕНИЕ
Современные поточные технологические и автоматизированные линии, межцеховой и внутрицеховой транспорт требуют применения разнообразных типов подъемно- транспортных машин и механизмов, обеспечивающих непрерывность и ритмичность производственных процессов. Поэтому подъемно-транспортное оборудование в настоящее время превратилось в один из основных решающих факторов, определяющих эффективность производства. Насыщенность производства средствами механизации трудоемких и тяжелых работ, уровень механизации технологического процесса определяют собой степень совершенства технологического процесса.
Правильный выбор подъемно-транспортного оборудования влияет на нормальную работу и высокую продуктивность производства. Нельзя обеспечить его устойчивый ритм на современной ступени интенсификации без согласованной и безотказной работы современных средств механизации внутрицехового и межцехового транспортирования сырья, полуфабрикатов и готовой продукции на всех стадиях обработки и складирования.
Современные высокопроизводительные грузоподъемные машины, работающие с большими скоростями и обладающие высокой грузоподъемностью, являются результатом постепенного развития этих машин в течение долгого времени [1].
Одним из важнейших факторов научно-технического прогресса, способствующих скорейшему совершенствованию общественного производства и росту его эффективности, является проблема повышения уровня подготовки специалистов[2].
Решению этой задачи способствует выполнение курсового проекта по дисциплине «Механика» базирующегося на знаниях физико-математических и общетехнических дисциплин - математики, механики, сопротивления материалов, технологии металлов, черчения [3].
Характер и содержание деятельности современного конструктора существенно отличают его от конструктора прошлого столетия, что обусловлено принципиальным изменением использования и используемой вычислительной техники. Тем не менее, понимание основ, сути и алгоритмов процедуры конструирования является гарантией эффективности производственного процесса.
Целью данного курсового проекта является проектирование горизонтального пластинчатого цепного конвейера.
Конвейеры являются одной из востребованных и используемых сегодня структурных составляющих транспортных систем. Поэтому знание методики расчета таких машин, особенностей их функционирования является необходимым для современного конструктора[4].
1. ОБЩИЕ СВЕДения о горизонтальных пластинчатыхцепныхконвейерах
Пластинчатый цепной конвейер–это транспортирующее устройство с грузонесущим полотном из стальных пластин, прикрепленным к цепному тяговому органу[5]. Ha пластинах закреплены ходовые ролики, которые в процессе работы пластинчатого конвейера перекатываютсяпонаправляющим.
Впервые пластинчатый конвейер c приводом от парового двигателя был применён в Pоссии в 1878 на золотодобывающих промыслах Bерхнеамурской компании. Широкое использование на отечественных и зарубежных угольных шахтах пластинчатые конвейеры получили в 50-x гг. 20 века для транспортирования угля по горизонтальным и наклонным выработкам[6].
Технические характеристики
- толщина пластин – от 3 мм;
- ширина полотна – от 500 мм;
- скорость движения полотна – от 0,6 м/с;
- производительность – от 250 до 2000 т/ч;
- угол наклона установки – от 0 до 45.
Область применения
- транспортирование горной массы;
- транспортировка тяжелых единичных грузов, которые невозможно транспортировать ленточными конвейерами: крупно-кусковая руда, горячий агломерат, известняк, горячие заготовки и др.
Разновидность пластинчатых конвейеров - багажная карусель, установлена в большинстве современных аэропортов в помещениях выдачи багажа. Их также встраивают в некоторые сельскохозяйственные машины. Пластинчатые конвейеры применяют в качестве технологических на автомобильных производствах и во многих других отраслях.
На рисунке 1.1 представлены внешний вид горизонтального пластинчатого цепного конвейера и егосхема устройства.
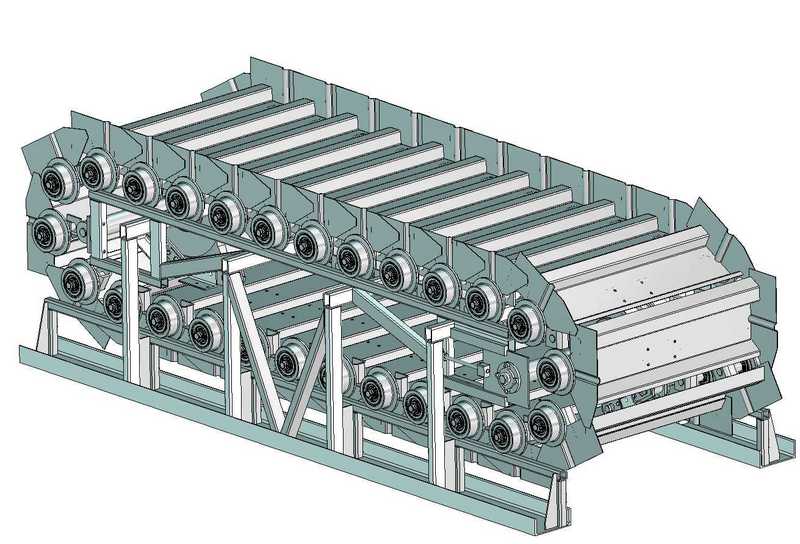
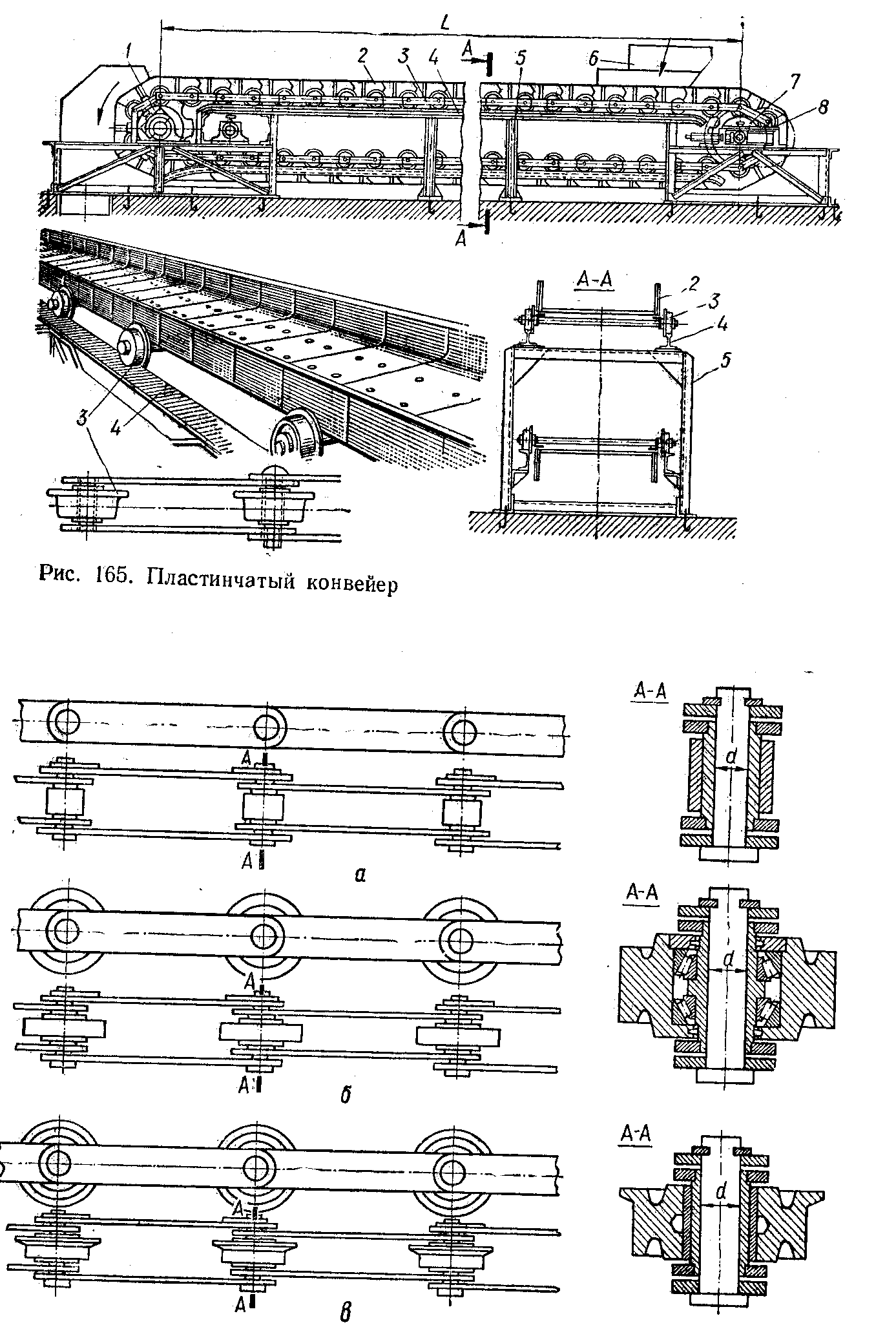
Рисунок 1.1 Внешний вид (а) и обобщенная схема устройства (б) пластинчатогоцепного горизонтального конвейера
Пластинчатый конвейер состоит из замкнутых цепей3 с опорными катками, огибающих приводные 1 и натяжные 7 звездочки. Пластины 2, образующие замкнутый настил, прикреплены к цепям, движущимся по жестким направляющим 4 станины 5, а разгрузка – через концевые звездочки в бункер или другое приемное устройство [7].
Преимущества
- возможность транспортирования более широкого (по сравнению с ленточными конвейерами) ассортимента грузов;
- способность транспортирования грузов по трассе с крутыми подъемами (до 35°-45°, а с ковшеобразными пластинами - до 65°-70°);
- возможность транспортирования грузов по сложной пространственной траектории;
- высокая надежность.
Недостатки
- малая скорость движения грузов (до 1,25 м/с);
- большая погонная масса конвейера;
- сложность и дороговизна эксплуатации из-за наличия большого количества шарнирных элементов в цепях, требующих регулярной смазки;
- больший расход энергии на единицу массы транспортируемого груза[5].
2. Расчет параметров настила
2.1 Расчет основных параметров горизонтального пластинчатого цепного конвейера
Исходные данные:
1. Транспортируемый материал – песок сухой;
2. Производительность транспортера - Q = 160 т/ч;
3. Плотность материала – = 1,5 т/м3;
4. Длина транспортера – L = 60 м;
5. Скорость транспортирования материала = 0,3 м/с[3].
2.1.1 Выбор типа конвейера и типа настила
Тип конвейера и тип настила выбирается в соответствии с ГОСТ22281–92. Настил применяется трех типов:
- легкий – при насыпной плотности транспортируемого груза < 1т/м3;
- средний – при = 1–2 т/м3;
- тяжелый – при > 2 т/м3.
При насыпной плотноститранспортируемого груза, которым является сухой песок, = 1,5 т/м3 тип настила определяется как средний [4].
2.1.2Определение ширины настила конвейера
Для расчета принят конвейер с волнистым полотном с бортами.
Так как конвейер без наклона, то коэффициент, учитывающий угол наклона K= 1.
Угол естественного откоса груза в движении 1 = 0,4 = 0,4 · 34 = 5,60. Для сухого песка угол естественного откоса груза в состоянии покоя = 340.
Расчет произведен по методике, изложенной в [4].
Ширина конвейера:
м, (2.1)
где Q = 160 т/час - производительность конвейера;
= 0,3 м/с - скорость движения полотна;
= 1,5 т/м3 - плотность транспортируемого груза;
K - коэффициент, учитывающий угол наклона конвейера;
= 34о - угол естественного откоса груза в покое [4];
h = 0,2 м - высота бортов полотна, выбранная из номинального ряда;
= 0,7 - коэффициент использования высоты бортов (0,65…0,75)[4].
Коэффициент K определяется по формуле:
, (2.2)
где = 0о - угол наклона конвейера.
Подставив полученные значения в формулу 2.1 можно определить ширину полотна:
Полученное значение ширины настила округляется до ближайших больших по государственному стандарту 22281-76, а скорость тягового элемента пересчитывается.
Принятое по ГОСТу значение ширины настила:
Вп = 650 мм
Новое значение скорости движения полотна:
(2.3)
По полученному значению выбирается ближайшее стандартное, не снижающее заданной производительности:
нов = 0,315 м/с
3.ТЯГОВЫЙ РАСЧЕТ
Суть данного расчета состоит в определении тягового усилия на приводном элементе – звездочке и обеспечение требуемых параметров тягового элемента. Для этого рассчитывают натяжение цепи в характерных точках, предварительно определив силы сопротивления движению тягового элемента и соответствующие коэффициенты.
3.1 Определение нагрузок на транспортную цепь
Предварительно принимается в качестве тягового органа конвейера пластинчатая цепь типа ПВК (ГОСТ 588-81), так как такие цепи являются наиболее универсальными для конвейеров данного типа.
Погонная нагрузка от транспортируемого груза (линейная сила тяжести):
(3.1)
Погонная нагрузка от собственного веса движущихся частей (полотна с цепями):
,….(3.2)
где A= 70 - коэффициент, принимаемый в зависимости от ширины полотна, вида груза и наличия бортов.
Далее в ходе тягового расчета определяется натяжение цепи в характерных точках трассы, тяговое усилие на приводных звездочках, мощность привода и расчетное натяжение тяговой цепи.
Расчет производится методом обхода контура по точкам и начинается его с определения точки с наименьшим натяжением тягового элемента.
С этой целью составляется расчетная схема конвейера, на которой проставляются характерные точки. Характерными являются точки сопряжения различных элементарных участков трассы конвейера (тягового элемента), то есть точки, в которых происходит изменение направления движения.
Для горизонтального цепного конвейера, схема которого приведена на рисунке 2.1, точка минимального натяжения Sminрасполагается в месте сбегания цепи с приводной звездочки, то есть в точке 1.
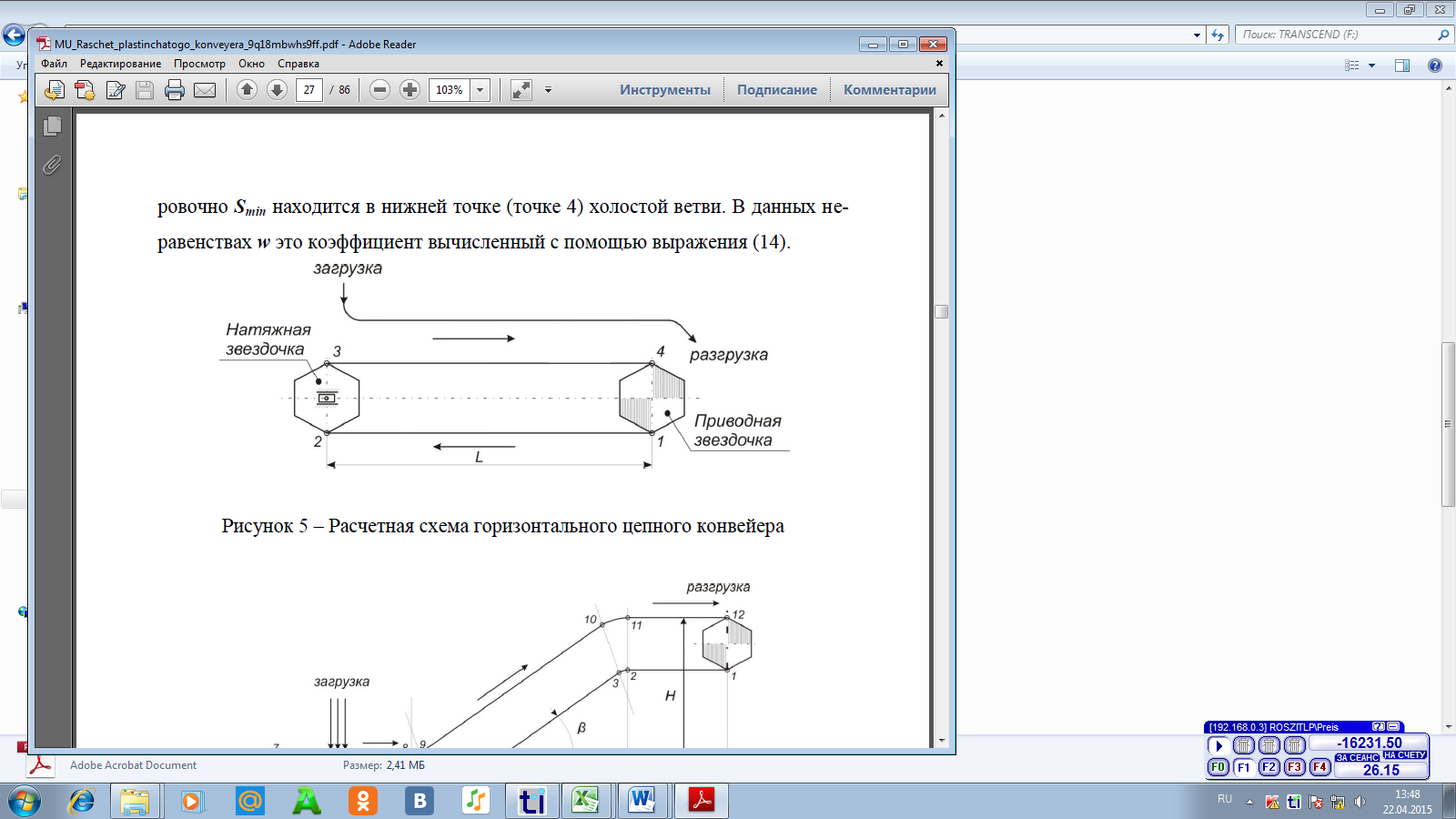
Рисунок 3.1 Расчетная схема горизонтального цепного конвейера
Ориентировочно Sminпринимают из диапазонов значений для цепных конвейеров от 500 до 3000 Н, для пластинчатых – от 1 до 3 кН, для скребковых конвейеров – 3 до 10 кН, а для подвесных – 0,5 –1 кН.
Исходя из всего вышесказанного, принято Smin=Sсб= S1 = 1500 Н.
Натяжение ветвей на участках, заключенных между характерными точками 1-4 конвейераопределяются методом обхода по контуру трассы конвейера.
Обход может выполняться как по направлению движения, так и против движения.
В первом случае для определения натяжения тягового элемента используется формула:
Si = Si-1+Wi….(3.3)
Во втором случае считается иначе:
Si-1 = Si+Wi….(3.4)
В данной работе обход выполняется по направлению движения, поэтому натяжение гибкого органа конвейера в точке 2
S2 = S1+W1-2,
где W2 - сила сопротивления движению на прямолинейном участке 1-2.
W2 = qп·L·,(3.5)
где – коэффициент сопротивления движению на прямолинейных участках (так как цепь опирается на опорные ролики на подшипниках скольжения и условия работы конвейера предположительно относятся к тяжелым, то = 0,13).
W1-2 = 1068,2·60·0,13 = 8331,96 Н
S2 = 1500+8331,96 = 9831,96 Н
Натяжение цепи в точке 3
S3 = K·S2,(3.6)
где K - коэффициент натяжения на натяжной звездочке, K = 1,08 при = 1800.
S3 = 9831,96 ·1,08 = 10618,52 Н
Натяжение цепи в точке 4
S4 = S3+W3-4,(3.7)
где W3-4 - сила сопротивления движению на прямолинейном участке 3-4.
W3-4 = (q+qп)·L·,(3.8)
где q - погонная нагрузка от веса груза, Н.
q = Поб·/3600·,(3.9)
где Поб – производительность конвейера по объему, м3/ч.
Поб= 160 / 1,5 = 106,7 м3/ч
q = 106,7 ·1,5·9,8/3600·0,3 = 1,45 Н
W3-4 = (1,45+1068,2)·60·0,13 = 8343,28
S4= Sнб= 10618,52 +8343,28 = 18961,8 Н
Далее строиться диаграмма натяжений тягового органа (рисунок 2.2).
Рисунок 3.2 Диаграмма натяжения тягового органа
Запас прочности выбранной цепи:
K=Sраз/Sнб,(3.10)
где К = 6…7;
Sраз – разрушающая нагрузка, Н.
Разрушающая нагрузка при К = 6:
Sраз(6) = 6·18961,8 = 113770,8 Н
Разрушающая нагрузка при К = 7:
Sраз(7) = 7·18961,8 = 132732,6 Н
Далее по ГОСТ 588-81 выбирается цепь с близким к найденному значением разрушающей нагрузки. Таковой является цепь М160.
4. Расчет привода
4.1 Выбор двигателя
Назначение привода конвейера состоит в приведении в движение с постоянной или переменной (т.е. регулируемой) скоростью рабочих элементов. Регулирование скорости может выполняться как ступенчато, так и бесступенчато.
Структура привода конвейера, как показано на рисунке 4.1, в общем случае образована источником движения, муфтами, редуктором и тормозом.
Кроме того в структуру приводов так же входят барабаны, звездочки, шкивы, остановы и ограничители крутящих моментов. В качестве источников движения могут использоваться любые из трех типов двигателей: электрический, гидравлический или внутреннего сгорания.
Рисунок 4.1 Структурная схема привода пластинчатого конвейера:
1 - электродвигатель; 2 - муфта быстроходная с тормозным шкивом; 3 – тормоз; 4 – редуктор; 5 - тихоходная муфта; 6- вал: 7- звездочки приводные
В отличие от других типов конвейеров, для которых могут применяться фрикционные приводы, т.е. передающие усилие на тяговый орган посредством сил трения, в пластинчатых (цепных) конвейерах усилие передается зацеплением.
При выборе рационального местоположения приводов со звездочкой, ориентируются на уменьшение максимального натяжения тягового элемента. Как правило, привод устанавливают на повороте трассы конвейера. Подходящим для установки привода местом является конец тяжело нагруженного участка. Немаловажным обстоятельством, снижающим износ цепи, является минимизация ее натяжения (в пределах допустимых значений) на участках с большим числом перегибов и поворотов. Результатом является снижение потерь. На конвейерах с простой формой трассы (горизонтальные, пологонаклонные) наиболее рациональным является расположение привода в конце рабочей ветви.
Расчет привода конвейера (в данном случае пластинчатого) начинают с выбора электродвигателя. Двигатель выбирают исходя из требуемой мощности. Для нахождения требуемой мощности на приводной звездочке определяют тяговое усилие W0(или, что то же самое, окружное усилие) на нем.
W0 = Sнб–Sсб + об(Sнб + Sсб),….(4.1)
где об = 0,04 обобщенный коэффициент сопротивления движении, который учитывает сумму всех потерь на приводном элементе (потери от очистительных устройств, уплотнений, в опорах, от изгиба тягового элемента и т.д.).
W0 = 18961,8 – 1500 + 0,04(18961,8 + 1500) = 18280,2 Н
Требуемая мощность двигателя:
(4.2)
где kзап = 1,15 – коэффициент запаса мощности (kзап = 1,15…1,2);
0 = 0,8 – КПД привода.
Полученное значение мощности необходимо для выбора из справочников, каталогов, ГОСТ(ов) электродвигателя ближайшей большей мощности.
При выборе двигателя, следует учитывать рекомендации и опыт эксплуатации, которые могут быть сведены к следующим положениям.
Для приводов цепных конвейеров хорошо зарекомендовали себя асинхронные двигатели серии 4А-С с короткозамкнутым ротором и повышенным скольжением, а так же серии 4А-Р с повышенным пусковым моментом.
Еще одним немаловажным условием выбора электродвигателя является условие обеспечения двигателем пускового момента МПУС. В период пуска двигатель преодолевает статическое пусковое усилие WСТПУСотличное от статического усилия установившегося режима работы. Обусловлено это отличие повышенным сопротивлением сил трения. Кроме того, процесс пуска затрудняется и действием динамического усилия при пуске, причиной которого являются инерционные свойства перемещаемых масс mПУС, JПР, максимального ускорения тягового элемента аПУСв период пуска и максимального углового ускорения вала двигателя max.
Мощность двигателя в период установившегося движения:
….(4.3)
где max – максимальная скорость цепи;
0 – КПД привода;
zц = 2 – число цепей конвейера.
(4.4)
Мощность двигателя в период его пуска:
(4.5)
где Fп – тяговое усилие ведущей звездочки.
Fп = Sнб-Sсб+Fин, ….(4.6)
где Fин – инерционное усилие, возникающее в период пуска конвейера.
….(4.7)
Установочная мощность:
Fп = 18961,8-1500+19240 = 36,7 кН
Установочная мощность:
Руст = 1,3·Рст+0,7 (4.8)
Руст = 1,3·6,97+0,7 = 9,76 кВт
По значению установочной мощности Руст принятасинхронный электродвигатель серии 4А.
На рисунке 4.2 представлены эскиз и главные габаритные размеры асинхронных двигателей серии 4А.
На рисунке 4.3 представлен внешний вид электродвигателя серии 4А.
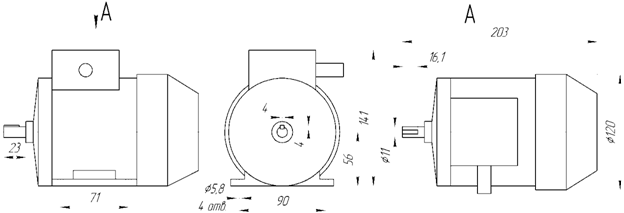
Рисунок 4.2 Эскиз и главные размеры асинхронных двигателей серии 4А
Рисунок 4.3 Внешний вид электродвигателя серии 4А
- тип двигателя - 4А160М6УЗ;
- мощность Рдв= 11 кВт;
- частота вращения nдв= 975 об/мин;
- допустимым коэффициентом перегрузки К1 = 2,2.
Рп/Рст = 13,99/6,97 = 2,0
Выбранный электродвигатель удовлетворяет условию:
Рп/Рст = 2,0 2,2
Двигатель выбран правильно.[8]
4.2. Расчет и подбор редуктора
Редуктор (механический) - это механизм, передающий и преобразующийкрутящий момент, с одной или болеемеханическими передачами.
Выбирая редуктор для привода пластинчатого конвейера, следует помнить, что в приводах конвейеров чаще используют цилиндрические, конические и реже червячные редукторы.
Кроме того, привод без дополнительной передачи является более предпочтительным.
При выборе редуктора основываются на его передаточном числе и крутящем моменте на выходном валу. Передаточное число редуктора рассчитывают, зная частоту вращения вала двигателя nдви частоту вращения приводной звездочки nзпрс помощью выражения:
u = nдв / nзпр (4.9)
Частота вращения приводной звездочки (вала) конвейера:
nзпр = 60/·D0 ~ 60/t·z,….(4.10)
где D0 – делительный диаметр приводной звездочки;
t – шаг приводной цепи;
z – число зубьев звездочки.
….(4.11)
Принято t = 80 мм, z = 10.
nзпр = 60·0,3/3,14·0,26 = 22,14 об/мин
u = 975 / 22,14 = 44,03
Исходя из выше определенных величин, выбран двухступенчатый цилиндрический соосный редуктор (рисунок 4.4).
Рисунок 4.4 Внешний вид цилиндрического соосного редуктора Ц2С
Технические характеристики:
- тип редуктора - Ц2С;
- передаточное число u = 45;
- номинальный крутящий момент на выходном валу при тяжелом режиме Mкр = 4000 Н·м;
- масса m = 320 кг[8].
4.3 Выбор муфты
Передача крутящего момента от вала двигателя на входной вал редуктора производится предохранительной многодисковой фрикционной муфтой.
Многодисковая фрикционная муфта состоит из двух полумуфт в виде корпуса 1 и втулки 3, дисков 4 и 5 и нажимного механизма 2 (рисунок 4.5). В продольные пазы внутренней поверхности корпуса свободно входят зубья ведущих дисков 4, а в пазы на наружной поверхности втулки — зубья ведомых дисков 5, между которыми возникают силы трения, что обусловливает передачу вращающего момента.
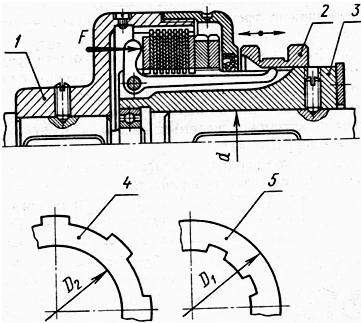
Рисунок 4.5 Многодисковая фрикционная муфта
Толщину стальных дисков принимают 1,5...2,5 мм для масляных и 2,5...5 мм для сухих муфт. Зазор между дисками выключенной муфты 0,2...1,5 мм в зависимости от материала поверхностей трения.
Число ведущих дисков выбирают не более 11, так как нажимная сила Р на последние диски постепенно уменьшается вследствие трения зубьев дисков в пазах полумуфт.
Все диски в муфте должны быть параллельными и соосными во избежание их местного повышенного износа и нагрева. По этой причине ведущие и ведомые диски устанавливают на одной полумуфте, расположенной на ведомом валу, при этом число пар трущихся поверхностей четное, а число всех дисков — нечетное.
Многодисковые муфты имеют малые габариты, что важно для быстроходных механизмов. Эти муфты с механическим управлением применяют для передачи малых и средних вращающих моментов. При передаче больших моментов многодисковые фрикционные муфты снабжают пневматическим, гидравлическим или электромагнитным дистанционным управлением, широко применяемым в современном станкостроении [9].
Номинальный крутящий момент:
Т = 9,55·103·Рэд/nдв….(4.12)
Т = 9,55·103·11/975 = 107,74 Н·м
Передаваемый расчетный крутящийся момент:
Тр = Кр·Т,….(4.13)
где Кр = 1,6 – коэффициент режима работы, для пластинчатых конвейеров при нагрузках с умеренными колебаниями до 150% номинальной (Кр = 1,5…1,8).
Тр = 1,6·107,74 = 172,4 Н·м
По величине Триз приложения 5 [8] выбрана муфта типоразмера 4, имеющую следующие параметры:
номинальный крутящийся момент Тр = 250 Н·м,
D = 140 мм,
L = 165 мм,
L1 = 80 мм,
R = 58 мм,
r = 32 мм,
rср = 45 мм,
s = 1 мм.