Технология литейного производства
Контрольная работа
Технология литейного производства
Содержание
1. Технологические понятия в литейном производстве
2.Основные дефекты отливок
3. Технология получения отливок в песчано-глинистых формах
4. Структура литниковой системы
5. Литье в оболочковые (корковые, скорлупчатые) формы
6. Литье в кокиль
7. Центробежное литье
8. Литье по выплавляемым моделям
9. Способ литья под давлением и выжиманием
10. Литейные свойства сплавов
Литература
1. Технологические понятия в литейном производстве
Литейное производство – отрасль машиностроения, изготовляющая заготовки заливкой расплавленного металла заданного химического состава в литейную форму, полость которой имеет конфигурацию отливки. При охлаждении залитый металл затвердевает и воспринимает конфигурацию полости формы.
Полученная после затвердевания металла заготовка называется отливкой. Отливка может быть или вполне законченным изделием, или подвергаться в дальнейшем механической обработке.
Литейные формы, используемые только один раз и разрушаемые при извлечении из них отливок (песчано-глинистые, оболочковые со смоляным связующим, неразъемные керамические и др.), называются разовыми. Полупостоянные формы, изготавливаемые из высокоогнеупорных материалов (гипса, цемента, графита и д.), выдерживают 3…100 и более заливок металла.
Разовые и полупостоянные литейные формы изготавливают по приспособлениям, называемым моделями. Процесс изготовления таких форм называется формовкой.
Модель по своей внешней конфигурации соответствует получаемой отливке и отличается большими размерами, учитывающими усадку металла и припуски на механическую обработку. В модели возможно наличие стержневых знаков.
Конфигурация модели должна обеспечивать легкость выемки ее из формы; поверхность моделей тщательно обрабатывают, чтобы обеспечить получение чистых поверхностей формы. Модель должна быть прочной, не изменяться в размерах. Модели изготовляют из металлов и сплавов, дерева, гипса, пластмассы, из легкоплавких органических материалов.
Стержнем называют часть литейной формы, предназначенную для получения внутренних полостей в отливке.
Стержневыми знаками называют выступающие по модели части, не образующие конфигурацию отливки, а служащие для образования углублений в форме, в которые устанавливают стержни при сборке формы.
Литниковая система служит для запивки металла в полость формы с определенной последовательностью и скоростью заполнения, а также для питания отливки в процессе ее затвердевания.
Подготовка металла. В литейном производстве применяют жидкий сплав (расплав) и для подготовки его используют различные плавильные агрегаты.
Для получения отливок ответственного назначения используют в основном электропечи различного типа. Большое применение находят печи индукционные, электродуговые и печи сопротивления. Широко используются плавка и разливка в условиях вакуума (например, при получении отливок из титановых сплавов).
2.Основные дефекты отливок
Усадочные раковины – закрытые полости, большей частью окисленные, в отливках с шероховатой поверхностью (Рис. 1). Образуются усадочные раковины вследствие недостаточного питания отливки в местах скопления металла, неправильной конструкции отливки и литниковой системы. Устраняются усадочные раковины с помощью прибылей, которые затвердевают в последнюю очередь, в результате чего усадочные раковины выводятся в прибыль Затем он удаляется.
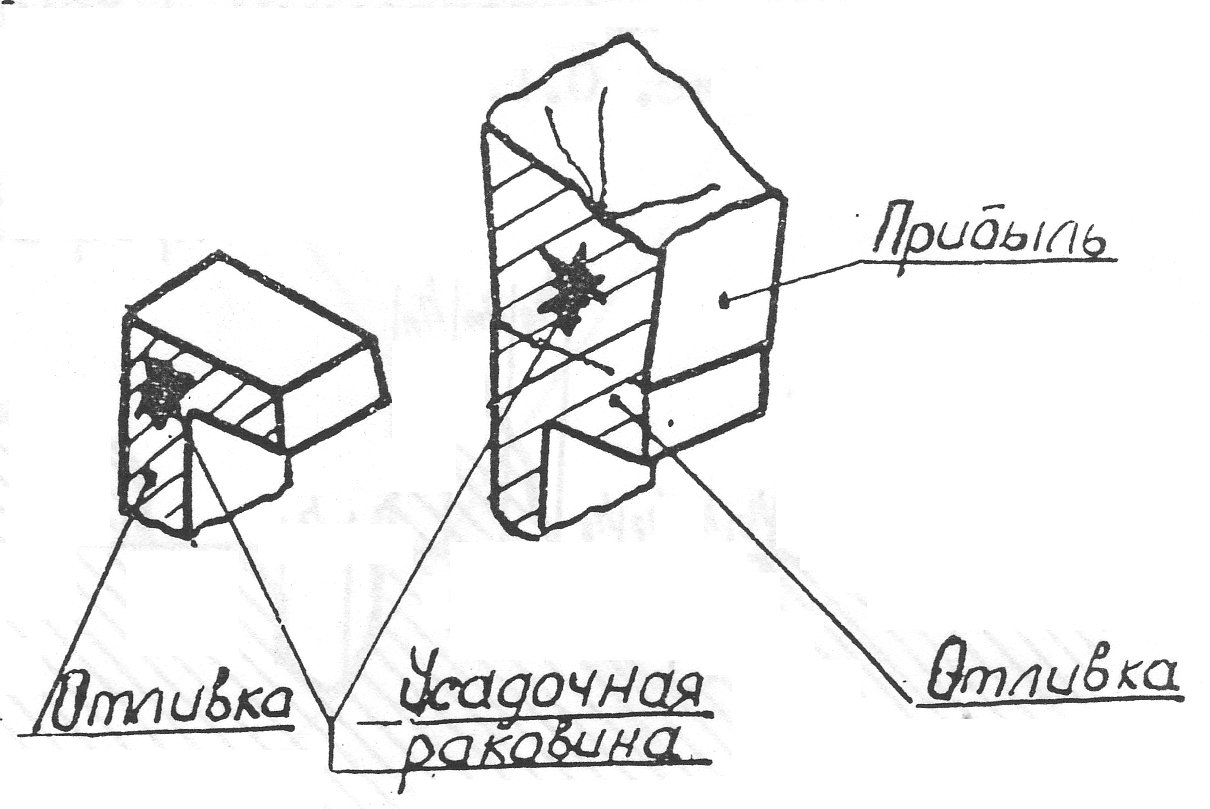
Рис. 1. Усадочная раковина в отливке и способ ее устранения
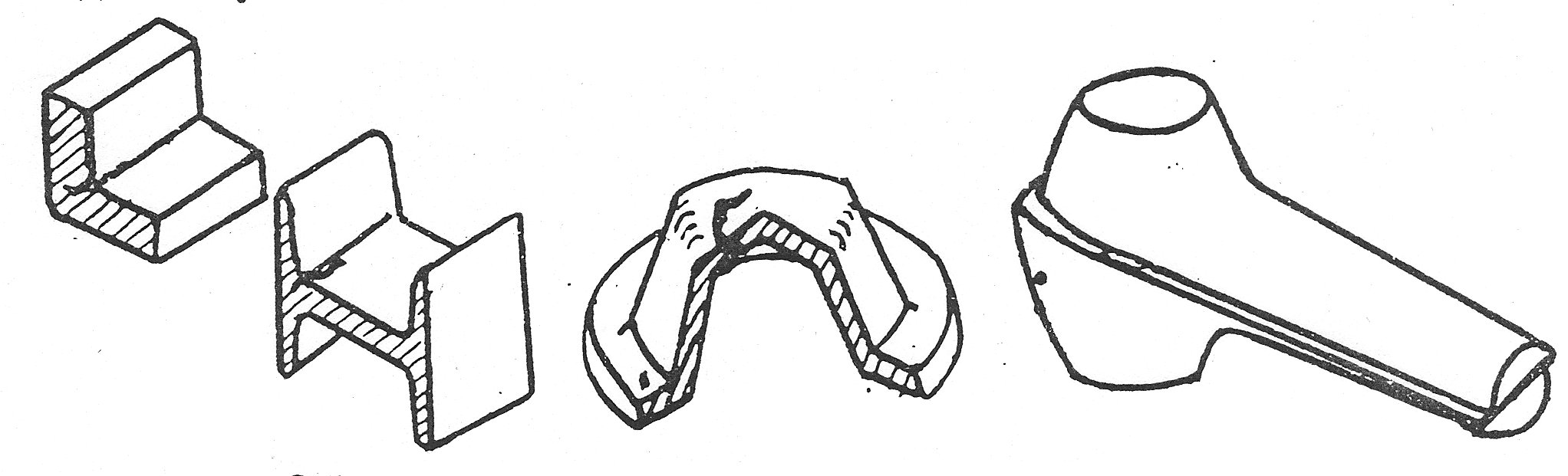
Горячие трещины – сквозные и несквозные разрывы в теле отливки. Они возникают обычно в местах перехода от тонкого сечения к толстому, в местах резких переходов сечения под прямым или острым углом (Рис. 2, а), а также в том случае, если форма или стержень препятствуют усадке отливки (Рис. 2, б).
Газовые раковины – полости в отливке округлой формы с гладкой поверхностью, размером от 1 до 10 мм, возникают при низкой газопроницаемости формы, при неправильно построенной литниковой системе.
Недоливы и спай (Рис. 3) образуются от неслившихся потоков металла, потерявших жидкотекучесть и затвердевших до заполнения формы.
Пригар – взаимодействие литейной формы и залитого металла при недостаточной ее огнеупорности и высокой химической активности.
Перекос (Рис. 4) в отливке образуется при небрежной сборке формы.
|
Рис. Горячие трещины в отливке
|
Рис. 3. Спай в отливке
|
Рис. 4. Перекос в отливке
|
3. Технология получения отливок в песчано-глинистых формах
Способ литья в песчано-глинистые формы – один из древнейших способов, В модернизированном виде, за счет совершенствования составов формовочных смесей, этот способ находит применение в авиа- и кораблестроении.
Песчано-глинистые формы имеют разовое назначение.
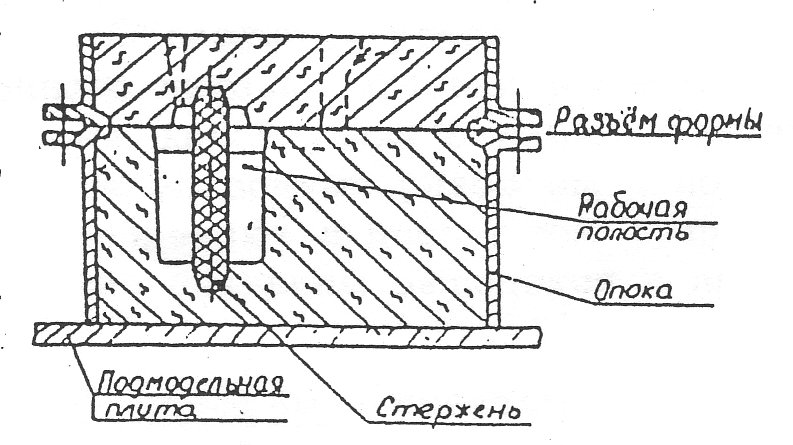
Литейная песчано-глинистая форма представляет собой систему элементов, образующих рабочую полость (Рис. 4, а) заливаемую расплавленным металлом. Для образования отверстий и других сложных очертаний в отливке применяют литейные стержни, которые фиксируются в литейной форме при помощи знаков, входящих в соответствующие впадины в полости формы. Литейные стержни изготовляют в стержневых ящиках (рис 4, б) из специальных песчаных стержневых смесей с помощью машин, которые выполняют основные операции в процессе изготовления стержня: уплотнение смеси и извлечение стержня из ящика. Для подвода расплавленного металла в полость литейной формы и обеспечения ее заполнения и питания отливок при затвердевании изготавливают литниковую систему. Процесс изготовления литейных форм с помощью модели называют формовкой.
а
б в
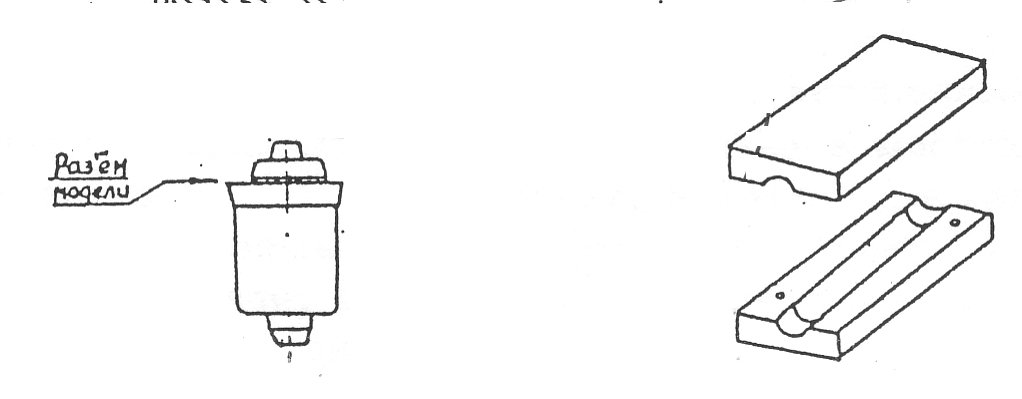
Рис. 5. Общий вид песчано-глинистой формы (а), стержня (б) и модели (в)
Модели делают металлические или деревянные, с плоскостью разъема (рис 5, в) Разъем модели совпадает с плоскостью разъема формы. При этом способе литейная форма в основном получается разъемной. (рис 5, а).
Литейная форма должна обладать:
а) прочностью – способностью выдерживать силовые нагрузки, возникающие при заливке расплавленного металла;
б) газопроницаемостью – способностью пропускать газы, пар, находящиеся и образующиеся в литейной форме при заливке расплавленного металла;
в) податливостью – способностью уменьшаться в объеме под действием усадок отливки при ее охлаждении;
г) огнеупорностью – способностью не расплавляться под действием тепла расплавленного металла.
Для изготовления литейных форм применяют формовочные смеси.
Формовочные смеси при изготовлении формы примыкают к модели и образуют соприкасающийся с жидким металлом рабочий слой формы. Свойства формовочных смесей зависят от их состава. В состав формовочных смесей входят огнеупорные материалы – кварцевые SiО2, или цирконовые ZrO2 SiО2, пески, являющиеся основой формы, глина как связующее и специальные добавки, улучшающие характеристики смесей.
Формы можно изготовлять ручным способом для получения очень сложных единичных отливок. На современных машиностроительных заводах массового и крупносерийного производства песчано-глинистые формы изготовляют на формовочных машинах в опоках на специальных модельных плитах (рис 5, оформляющих разъем литейной формы, несущих на себе различные части модели (модель отливки 1 и модели литниковой системы 2, 3) и служащих для набивки оной из парных опок. Современные формовочные машины обычно механизируют по двум основным операциям в процессе изготовления форм: уплотнение формовочной смеси в опоке и извлечение модели из формы. По методу уплотнения смеси формовочные машины подразделяются на встряхивающие, прессовые, встряхивающие с подпрессовкой и пескометы. По способу удаления модели из формы они подразделяются на машины с поворотной плитой, со штифтовым подъемом с перекидным стоном и с протяжной плитой.
Изготовление форм на прессовых машинах (Рис. 7) осуществляется в такой последовательности: на модельную плиту 4, прикрепленную к столу машины, устанавливают опоку 5, а на опоку – наполнительную рамку 6. Опока с наполнительной рамкой заполняется формовочной смесью. Над наполнительной рамкой на траверсе устанавливается прессовая колодка 7. В прессовый цилиндр 1 подается под давлением сжатый воздух. Прессовый поршень 2 поднимается вверх навстречу прессовой колодке 7, которая входит внутрь наполнительной рамки в опоку, После снятия давления поршень вместе со столом и опокой опускается вниз. Затем опока с помощью съемного механизма 3 поднимается вверх с модельной плиты.
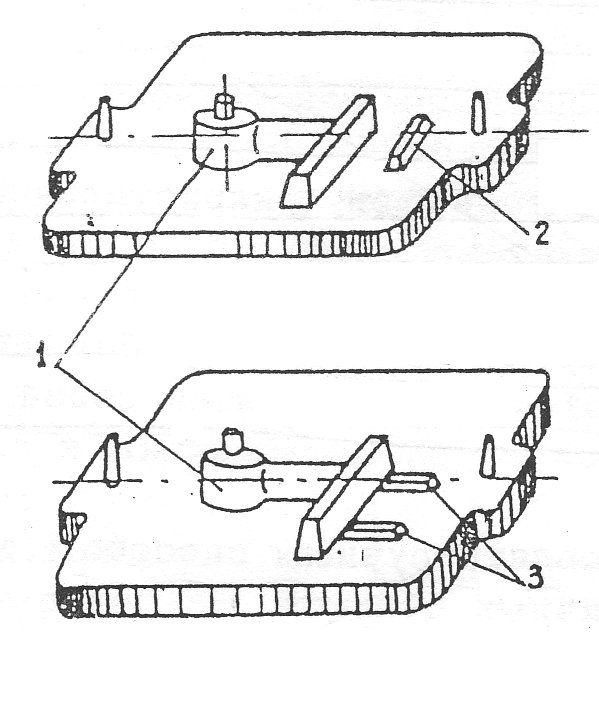
Рис. 6. Специальная модельная плита
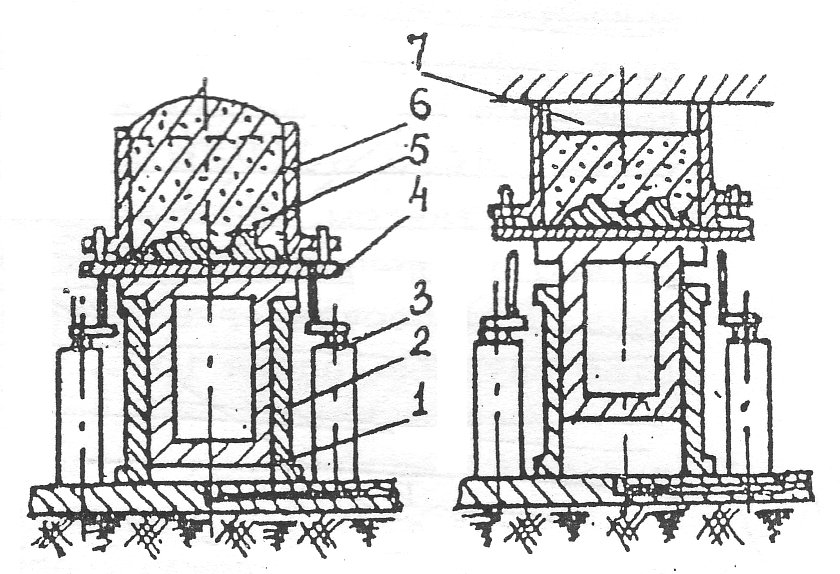
Рис. 7. Прессовая машина для изготовления песчано-глинистых форм
На прессовых машинах изготовляют полуформы высотой не более 200 мм, так как при больших высотах не обеспечивается равномерная
плотность формы. Полученные формовкой полуформы спариваются, предварительно устанавливаются стержни, если они необходимы. Собранные формы заливают жидким металлом. Для заливки сплава применяют литниковую систему. В литейных цехах индивидуального я мелкосерийного производства формы заливают на формовочном плацу, располагая их в ряд. В крупносерийном и массовом производстве формы заливают на рольганговых транспортерах. В последнее время для изготовления форм и заливки металла применяют автоматизированные линии. Приготовление литейных сплавов связано с процессом плавления различных шихтовых материалов. Для выплавки стали нашли широкое применение индукционные высокочастотные печи, позволяющие нагревать металл до высоких температур, создавать вакуум, получать металл высокого качества. В песчано-глинистые формы практически возможно заливать широкую гамму сплавов и получать отливки неограниченной массы и любых размеров.
Для плавки алюминиевых сплавов широко применяют тигельные печи сопротивления, которые могут быть поворотными и стационарными, а также высокопроизводительные индукционные двухканальные печи с металлическим сердечником (металлическим сердечником является сам расплав), в которых металл получается более высокого качества, чем при плавке печах другого типа. Плавка алюминиевых сплавов имеет ряд трудностей из-за сильного окисления их и насыщения газами. Существует несколько способов подготовки металла, обеспечивающих получение качественных отливок из алюминиевых сплавов: плавка под слоем флюса, рафинирование жидкого расплава нейтральными газами либо солями. При газовом рафинировании после расплавления алюминиевого сплава при температуре 660…680°С его рафинируют хлором. Рафинирование осуществляют продуванием через сплав хлора в течение 5…15 минут.
Кроме хлора для газового рафинирования можно применять азот, аргон.
Отрафинированный металл заливают в подготовленную литейную форму. После заливки и охлаждения металла отливку извлекают (выбивают), при этом форма разрушается. Отливка извлекается из формы либо вручную, либо механически, либо автоматически в зависимости от характера производства.
В дальнейшем отливку очищают в очистных барабанах или дробеметных устройствах камерного или барабанного типа. Обрубку и зачистку отливок от остатков питателей, заусенцев, заливок производят абразивными кругами на абразивных прессах.
4. Структура литниковой системы
Литниковой системой называют совокупность каналов и резервуаров, по которым жидкий металл из ковша поступает в полость формы (Рис. 8).
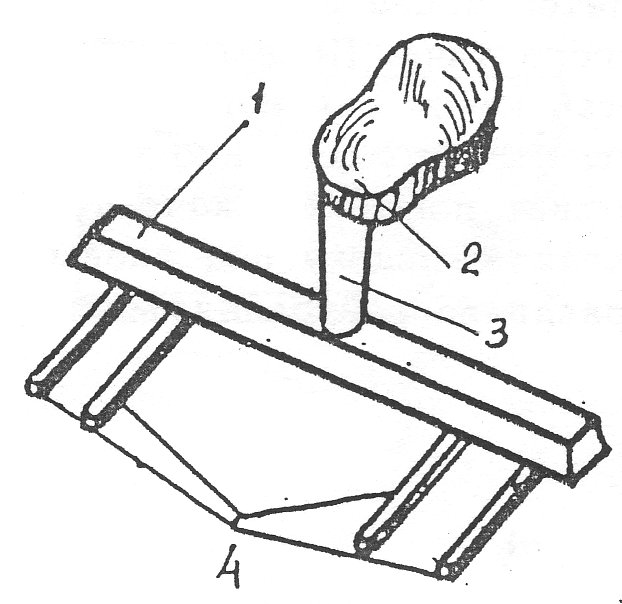
Рис. 8. Схема литниковой системы
Литниковая чаша (2) – резервуар, предназначенный для приема жидкого металла и передачи его в стояк 3.
Стояк (3) – вертикальный (иногда наклонный) канал круглого, овального или иного сечения, предназначенный для передачи металла из чаши к другим элементам литниковой системы.
Шлакоуловитель (1) – канал, в котором задерживается шлак и неметаллические включения, увлекаемые жидким металлом в форму. Для предупреждения попадания шлака в полость формы во время заливки ее чаша должна быть постоянно заполнена до краев. Это способствует всплыванию шлака и препятствует его попаданию в полость формы. Однако часть шлака все же может увлекаться жидким металлом. Для предотвращения попадания его в форму служит шлакоуловитель. Шлак, имея значительно меньшую полость, чем металл, всплывает в верхнюю часть шлакоуловителя и задерживается в нем, а чистый металл из нижней части шлакоуловителя через питатель поступает в полость формы. Чтобы шлак хорошо задержался, питатели обычно располагают ниже шлакоуловителя.
Шлакоуловитель применяется при тяжелых металлах, для которых характерна высокая скорость всплывания шлаков. Для легких сплавов необходим коллектор – распределитель, так как плотность заливаемого металла близка к плотности шлаков и скорость всплывания шлаков незначительна.
Питатели (литники) (4) – каналы, предназначенные для передачи металла непосредственно в полость формы.
Литниковые системы делят на следующие наиболее распространенные типы (обозначения на Рис. 9 соответствуют Рис. 8):
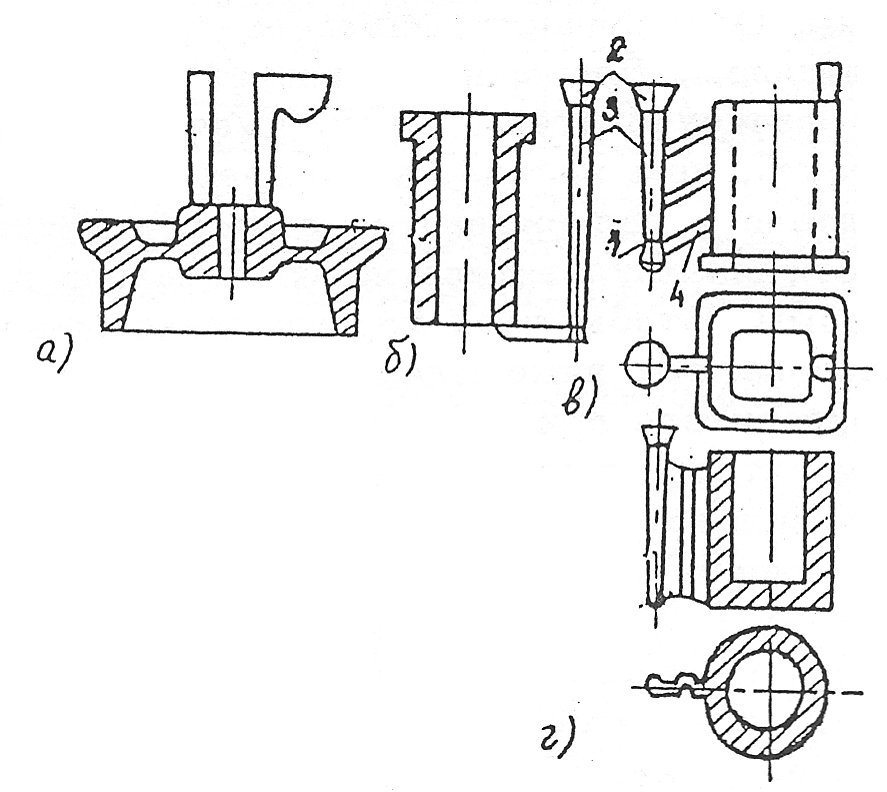
Рис. 9. Наиболее распространенные типы литниковых систем
1) верхняя (Рис. 9, а) – питатели подводят металл в верхнюю часть отливки;
2) нижняя или сифонная – питатели подводят металл в нижнюю часть отливки (Рис. 9, б);
3) щелевая – питатели подводят металл по высоте отливки (Рис. 9, в);
4) ярусная – питатели подводят металл на нескольких уровнях
(Рис. 9, г).
Тип литниковой системы выбирают в зависимости от вида металла, конструкции отливки, положения ее при заливке и т.д.
Помимо выбора типа литниковой системы большое значение имеет выбор места подвода питателей к отливке. В зависимости от свойств сплава, конструкции отливки (габаритных размеров, толщины стенки) при подводе металла стремятся обеспечить либо направленное затвердевание, либо одновременное, равномерное охлаждение различных частей отливки.
Литниковые системы рассчитываются. Расчет сводится к определению площади наименьшего сечения литниковой системы (стояка или питателя) с последующим определением по соотношениям площадей сечения остальных элементов системы.
Площадь наименьшего сечения Fнс находят по формуле
, (1)
где G – масса металла, прошедшего через минимальное сечение;
– продолжительность заливки, с: ;
– плотность жидкого металла, г/см3;
– коэффициент расхода литниковой системы, учитывающий потери скорости, трение повороты;
Нр – расчетный напор, см; – преобладающая толщина стенки отливки, мм;
S – коэффициент, зависящий от толщины стенки и конфигурации отливки: для титановых и магниевых сплавов и стали – 0,91…1,7; алюминиевых сплавов – 1,7…3,0.
Напор Нр зависит от способа заливки, типа литниковой системы, положения отливки в форме и других факторов. Для случая подвода металла по разъему формы, очень распространенного в литейном производстве, Нр можно рассчитывать по формуле
, (2)
где Н0 – первоначальный максимальный напор заливаемого металла;
р – расстояние от самой верхней точки отливки до уровня подвода металла;
с – высота отливки (по положению при заливке металла).
При расчетах площадей литниковых каналов пользуются отношениями
или 1 : 3 : 6
5. Литье в оболочковые (корковые, скорлупчатые) формы
Литье в оболочковые формы – процесс получения отливок путем свободной заливки расплавленного металла в оболочковые песчано-смоляные формы, изготовленные формовкой по горячей модели.
Разновидностей данного способа литья много, наиболее распространенные следующие.
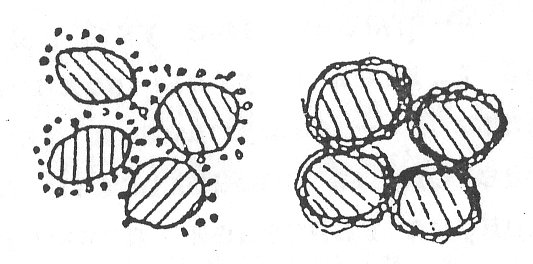
Оболочковые формы изготовляют из неплакированной песчано-смоляной смеси (кварцевый песок – основа, 3…8% феноло-формальдегидной смолы, 0,8% нефтеполимера) (Рис. 10, а) или плакированной (Рис. 10, б), для которой феноло-фармальдегидную смолу предварительно растворяют в ацетоне или спирте, а затем смешивают с кварцем. Плакированные смеси содержат смолу в виде тонкой пленки, покрывающей поверхность зерен кварца (Рис. 10, б). Оболочковые формы из плакированной смеси имеют более высокую прочность при минимальном расходе смеси. Смола обладает способностью при нагревании до 160…200°С оплавляться, переходить в термопластическое состояние, что способствует получению четкого отпечатка модели.
При нагревании до 290…350°С смола переходит в стойкое термореактивное (необратимое) состояние.
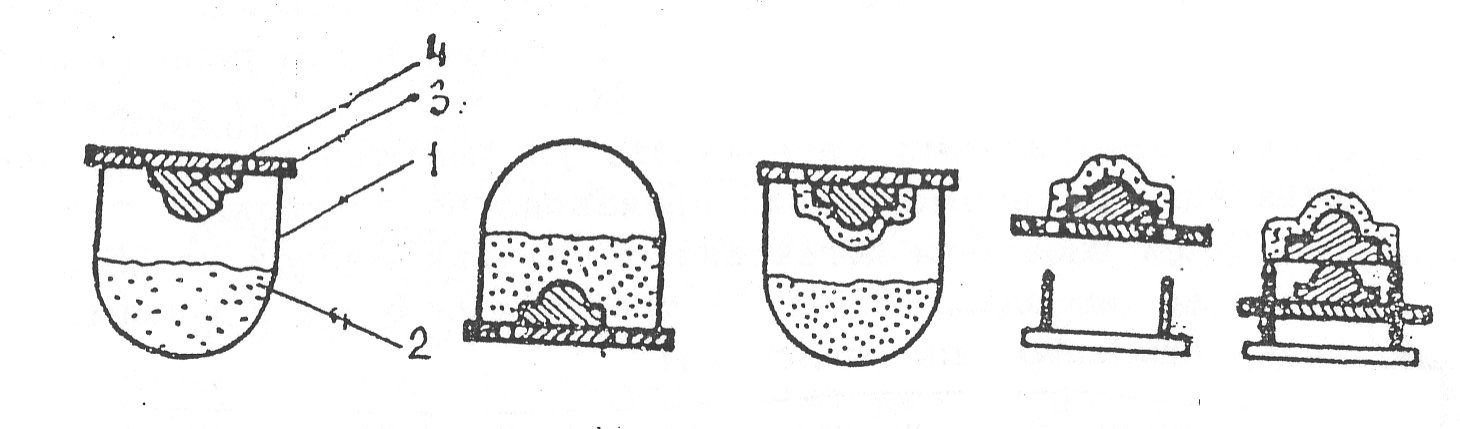
На Рис. 11 показана схема процесса получения оболочковой полуформы. На бункере 1 (рис 17, а), в котором находится формовочная смесь, закрепляют металлическую модельную плиту З с моделью 4, нагретые до 160…200°С. После этого бункер опрокидывается, формовочная смесь 2 покрывает горячую модельную плиту 3 и модель 4 (рис 17, б). Далее бункер поворачивается на 180°. Слой формовочной смеси остается на модели 4 (рис, 17, в), а модельная плита 3 отделяется от бункера 1 (ряс. 17, г) и помещается в электрическую печь для окончательного затвердевания оболочки. Затем с модельной плиты 3 удаляют готовую полуформу (Рис. 11, д). Технологический процесс повторяется для получения второй полуформы. Полученные таким образом две полуформы соединяют скобами.
а б
Рис. 10. Неплакированная (а) и плакированная (б) песчано-смоляная смесь
а б в г д
Рис. 11. Последовательность получения обыкновенной полуформы
В собранную и остывшую до комнатной температуры форму заливают жидкий металл. После крнсталлизацнн н остывания отливки связующее литейной формы почти полностью выгорает, в связи с чем облегчается выбивка отливки из формы.
При получении крупных отливок, ввиду опасности прорыва металла, во время заливки оболочковые формы помешают в опоку и засыпают чугунной дробью.
Оболочковая форма обладает в 10 – 30 раз большей газопроницаемостью, чем песчано-глинистая. Податливость оболочковой формы также повышена, что уменьшает появление внутренних напряжений в отливках. У таких форм меньшая, чем у песчано-глинистых форм, осыпаемость корки и выделение слабо восстановительных газов в момент заливки металлов, что улучшает чистоту поверхности отливки и уменьшает количество песчаных засоров.
Литье в оболочковые формы позволяет повысить точность геометрических размеров отливок, в два раза снизить припуски на механическую обработку; в 5 – 10 раз снижается расход формовочных материалов; упрощаются процессы механизации и автоматизации производства отливок.
Этим способом изготовляют отливки массой до 25...30 кг, а Иногда до 100...150 кг с отверстиями 6 мм и минимальной толщиной стенок 3...4 мм.
Литьем в оболочковые формы изготовляют коленчатые и кулачковые валы, выхлопные клапаны, шестерни, фланцы выхлопных трубопроводов, гильзы блока цилиндров, картер блока цилиндра, ребристые цилиндры, кронштейны, стойки, крышки и др.
Ограничительными факторами литья в оболочковые формы являются:
1. Формы разъемные, что существенно влияет на точность размеров отливки в направлениях, перпендикулярных плоскостям разъема форм.
При изготовлении массивных отливок наблюдаются значительные коробления форм.
6. Литье в кокиль
Литье в кокиль – процесс получения фасонных отливок путем свободной заливки расплавленного металла в металлические формы – кокили.
Литье в кокиль широко применяется в серийном и массовом производстве отливок для самых разнообразных изделий с толщиной стенки 3...100 мм из медных, алюминиевых и магниевых сплавов, а также из чугуна и стали, масса которых колеблется в широких пределах – от нескольких граммов, до нескольких тонн; например, крупные лопасти, головки и блоки двигателей внутреннего сгорания, корпуса нагнетателей реакторов, диффузора и др.
Литьем в кокиль обеспечивается повышенная точность геометрических размеров, снижается шероховатость поверхности отливок, уменьшаются припуски на механическую обработку, улучшаются механические свойства отливок в сравнении с отливками, полученными в песчано-глинистых формах.
Недостаток литья в кокиль – большая стоимость изготовления и высокая теплопроводность формы, приводящая к понижению заполняемости ее металлом вследствие быстрой потери текучести.
Конструкции кокилей чрезвычайно разнообразны. Кокиль для простых отливок изготовляют из двух частей, соответствующих верхней и нижней опокам при литье в песчано-глинистые формы. Для сложных отливок форму изготовляют из разъемных частей, каждая из которых образует часть отливки, при этом поверхность разъема формы определяется конструкцией отливки; при этом поверхность разъема формы определяется конструкцией отливки. Кроме этого, толщина стенок кокиля влияет на скорость затвердевания и последующее охлаждение отливки, а следовательно, на образование структуры отливки.
Для получения внутренней полости отливки применяют стержни: для отливок из легкоплавких сплавов – преимущественно металлические, для чугунных и стальных отливок – песчаные.
Газ, находящийся в форме, отводится через выпор и вентиляционные отводные каналы, расположенные вдоль разъема формы. Для извлечения отливки в форме имеются выталкиватели.
Технология литья в кокиль имеет ряд специфических особенностей, обусловленных конструкцией металлической формы и требованиями к заливаемому металлу.
В целях получения качественной отливки и удлинения срока службы кокиля его покрывают огнеупорной облицовкой или краской. Рабочая температура формы зависит от заливаемого сплава находятся в пределах 150 – 300°С. Нанося более толстый спой краски на отдельные участки формы, можно предотвратить быстрый теплоотвод на границе металл-форма и таким образом, в разных частях отливки.
Краски часто изготовляют из материалов, выделяющих газ в период заливки на границе металл-форма; газ создает восстановительную атмосферу, предохраняющую металл от окисления. Наиболее часто применяют окись цинка, тальк, графит, окись алюминия.
В массовом и серийном производстве применяют специальные литейные кокильные машины с механизированным разъемом отдельных частей. При э том заливаемый металл должен обладать хорошей жидкотекучестью и малой усадкой.
7. Центробежное литье
Использование центробежных сил для заполнения и кристаллизации металла в полости формы – отличительная особенность центробежного литья. Центробежные силы образуются в результате вращения литейной формы.
Этот способ литья применяют преимущественно для изготовления полых отливок, имеющих форму тела вращения (трубы, втулки, кольца), из чугуна, стали, цветных сплавов (медных, алюминиевых, титановых и др.), фасонных отливок с малой толщиной стенок, но повышенной плотностью материала (лопатки турбин, корпуса, детали гидроаппаратуры и т.д.). Для получения отливок используют установки с горизонтальной и вертикальной осью вращения формы. Под действием центробежных сил жидкий металл 1 (Рис. 12) прижимается в внутренней поверхности вращающейся формы 2, увлекается ею и в таком состоянии кристаллизуется. При центробежном литье возможно применять не только металлическую форму, но и оболочковую 1 (Рис. 13), песчано-глинистую и форму, получаемую по выплавляемой модели.
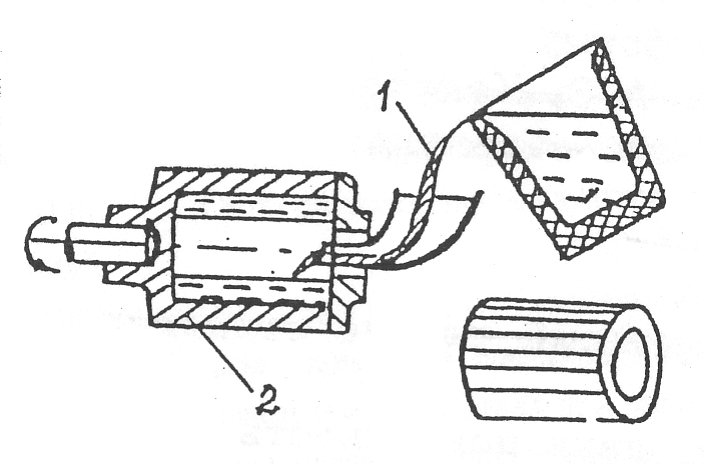
Рис. 1 Схема центробежного литья
Центробежное литье по сравнению с литьем в неподвижные формы имеет ряд преимуществ:
1) отливки обладают большой плотностью материала;
2) исключаются затраты на изготовление стержней для получения полости в цилиндрических отливках;
3) улучшается заполняемость форм металлом;
4) возможно получение отливок из сплавов, обладающих низкой жидкотекучестью.
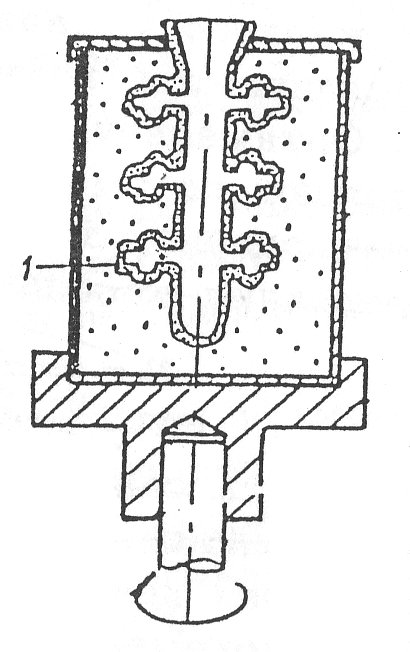
Рис. 13. Схема центробежного литья в оболочковую форму
Центробежный способ литья имеет следующие недостатки:
1) загрязнение свободной поверхности отливки неметалли-ческими включениями (более легкими, чем сплав отливки);
2) наличие дефектов в отливке в виде химической неоднородности по радиальному направлению из-за ликвации составляющих сплава по плотности. С увеличением скорости вращения возрастает ликвация элементов по плотностям в сечении отливки.
Скорость вращения форм является важным параметром технологии центробежного литья. При заниженной скорости вращения внутренняя поверхность получается негладкой, не происходит достаточного очищения отливок от неметаллических включений. При завышенной скорости сильно возрастает внутреннее давление жидкого металла, что приводит к образованию трещин и усиливается ликвация компонентов сплава по плотностям. Оптимальную скорость вращения для каждой отливки определяют по эмпирическим формулам или номограммам.
8. Литье по выплавляемым моделям
Литье по выплавляемым моделям – это процесс получения отливок в неразъемных разовых огнеупорных формах, изготавливаемых с помощью моделей из легкоплавящихся, выжигаемых илы растворяемых составов. Используют как оболочковые (керамические), так и монолитные (гипсовые) формы. При этом, рабочая полость формы образуется выплавлением, растворением или выжиганием модели.
Модельные составы, применяемые при литые по выплавляемым моделям, должны обладать минимальными значениями усадки и коэффициента термического расширения, иметь высокую жидкотекучесть в вязкопластичном состоянии, хорошо смачиваться керамической или гипсовой суспензией, наносимой на модель, но химически с ней не взаимодействовать, обладать температурой размягчения, превышающей 40°С.
Изготовление моделей осуществляется посредством заливки или запрессовки модельного состава в пастообразном (подогретом) состоянии в специальные пресс-формы 1 (Рис. 14). В частности, литьевой способ получения пенополистероловых моделей на специальных термопластавтоматах включает в себя пластификацию нагревом (100 – 220°С) гранул полистирола, впрыскивая его в пресс-форму с последующим вспениванием и охлаждением модели. Для производства пресс-форм используют как металлические (стали, алюминиевые и свинцово-сурьмянистные сплавы), так и неметаллические (гипс, эпоксидные смолы, формопласт, виксинт, резина, твердые породы дерева) материалы. Пресс-формы, используемые для получения моделей, должны обеспечивать им высокие параметры точности размеров и качества поверхности, быть удобными в изготовлении и эксплуатации, а также иметь соответствующий уровню серийности ресурс работы. Так, при единичном, мелкосерийном и серийном производствах используются, в основном, литые металлические, гипсовые, цементные, пластмассовые, деревянные, а также полученные методами металлизации пресс-формы, изготавливаемые с помощью механической обработки.
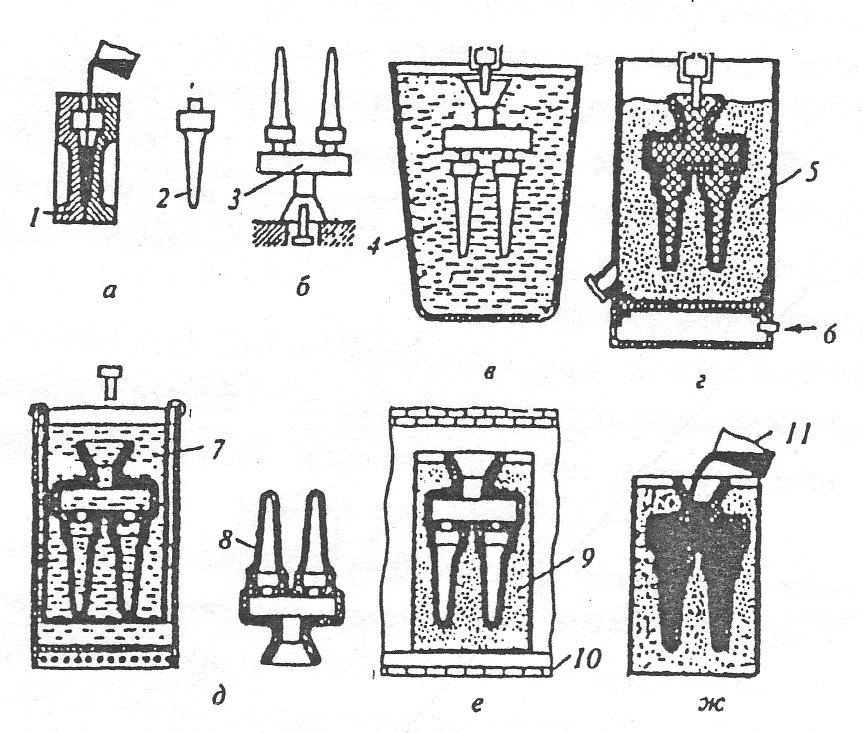
Рис. 14. Литье по выплавляемым моделям: 1 – пресс-форма; 2 – модель; 3 – модельно-литниковый блок; 4 – суспензия; 5 – псевдоожиженный слой зернистого огнеупорного материала; 6 – подача сжатого воздуха; 7 – расплав модельной массы (или горячая вода); 8 – керамическая оболочковая форма; 9 – опорный наполнитель (кварцевый песок); 10 – печь; 11 – ковш
При изготовлении гипсовых пресс-форм эталон модели (модель-эталон), выполненный из любого конструкционного материала, заливают водной суспензией высокопрочного гипса марок 350 и выше. Такие пресс-формы выдерживают изготовление до 50 штук моделей, но не обеспечивают последним высоких показателей точности размеров и качества поверхности.
Для изготовления пресс-форм применяются также методы гальванопластики, металлизации и напыления. Так, гальваническое покрытие наносят на модель-эталон, изготовленный из полированного сплава на основе алюминия или цинка. При формировании плазменных покрытий на основе металлических порошков в качестве материала модели-эталона применяют металлические сплавы, графит или гипс. Запрессовка модельных составов осуществляется на прессах (пневматических, рычажных и др.) или вручную. Монтаж модельных блоков осуществляется путем объединения мелких моделей 2 в блоки 3 (Рис. 14, б) с единой литниковой системой, что повышает технологичность, производительность и экономичность процесса литья. Сборка моделей в модельные блоки (т. е. соединение моделей отливки с моделью стояка) осуществляется разными способами: а) припаиванием разогретым инструментом (паяльником, ножом) или жидким модельным составом; б) соединение моделей в кондукторе с одновременной отливкой модели лнтниковой системы; в) соединением моделей в блоки на металлическом стояке (каркасе) с помощью механического крепления (зажима); г) склеиванием моделей отливки и литниковой системы.
Способ литья по выплавляемым моделям нашел широкое применение в промышленности (особенно в авиастроении) благодаря использованию неразъемных керамических оболочковых форм. обладающих комплексом необходимых эксплуатационных свойств (газопроницаемость, термостойкость, жесткость, гладкость поверхности. точность размеров. отсутствие газотворности, высокая рабочая температура и др.).
Обычно керамическая оболочка состоит из 3 – 8 последовательно наносимых слоев (в принципе, число слоев может достигать 20 и более), обеспечивающих в итоге общую толщину стенок формы от 2 до 5 мм. В ряде случаев допускаются и меньшие значения толщин стенок (0,5—1,5 мм) керамической оболочки. Слои суспензии 4 наносят погружением в нее модельного блока (рис 20, б). После стекания с моделей излишков суспензии их обсыпают огнеупорным материалом (например, кварцевым песком, крошкой шамота, электрокорундом с размером зерен для разных слоев в пределах 0,1 – 1,5 мм) в псевдожиженном слое 5 (Рис. 14, г) и сушат. При этом каждый слой оболочки просушивают до тех пор, пока содержание жидкой фазы в нем будет не более 20%.
Преимуществами данного способа литья являются: возможность получения отливок сложной конфигурации; использование практически любых сплавов; высокое качество поверхности и точность размеров отливок; минимальные припуски на механическую обработку; обеспечение качественной равновесной, столбчатой и монокристаллической структуры с высоким уровнем эксплуатационных свойств.
К недостаткам способа литья можно отнести: многооперационность, трудоемкость и длительность процесса, многообразие материалов, используемых для изготовления формы.
Способом литья по выплавляемым моделям изготавливают сложные отливки высокого качества, например, турбинные лопатки из жаропрочных сплавов, постоянные магниты с определенной кристаллографической ориентацией структуры, художественные изделия и др.
9. Способ литья под давлением и выжиманием
Литьем под давлением называется способ получения фасонных отливок в металлических формах, при котором форму принудительно заполняют металлом под давлением, превосходящим атмосферное. Литые под давлением обеспечивает высокую точность геометрических размеров и малую шероховатость поверхности, значительно снижает объем механической обработки отливок и в некоторых случаях полностью ее исключает, обеспечивает высокие механические свойства отливок, позволяет получить сложные по конфигурации отливки с малой толщиной стенок.
Этим способом получают отливки из алюминиевых, магниевых, цинковых и медных сплавов с толщиной стенок от 0,7 до 6,0 мм, массой от нескольких граммов до 50 кг. Он находит применение для изготовления деталей электронно-счетных машин, оптических приборов, блоков цилиндров, тормозных дисков и др.
При литье под давлением металлические формы имеют более сложную конструкцию и их изготовляют более точно и тщательно, чем при кокильном литье. Формы при литье под давлением делают стальными со стальными стержнями. Применение песчаных стержней исключено, так как струя металла под давлением может размыть песчаный стержень.
Для создания давления при заполнении формы металлов применяют специальные весьма сложные машины. Существуют машины компрессорного действия и поршневого. Давление на металл в разных конструкциях машин колеблется в широких пределах (от 60 до 2000 Па).
Литье выжиманием используют для получения тонкостенных крупногабаритных отливок панельного типа размерами до 10002500 мм с толщиной стенки 2,5...5 мм. Способ позволяет также изготовлять отливки типа тонкостенных цилиндрических оболочек. Точность отливок приближается к точности отливок, получаемых при свободном литье в металлические формы, уступая им из-за неточности стыковки полуформ. Характерной особенностью литья выжиманием является отсутствие литниковой системы и возможности заливки металла при более низких температурах (в суспензионном состоянии, т.е. в начальной стадии кристаллизация).
10. Литейные свойства сплавов
Не все известные сплавы в одинаковой степени пригодны для изготовления отливок. Из одних сплавов (оловянистой бронзы, силумина, серого чугуна и др.) можно получить фасонное литье заданной конфигурации с соответствующими свойствами любыми способами литья, из других сплавов (титановых, легированных сталей) получение отливок сопряжено с большими технологическими трудностями (требуется вакуумная защита, высокие давления и др.).
Возможности и трудности получения из металлов и сплавов отливок высокого качества в большой степени предопределяются их литейными свойствами. Литейные свойства – свойства, характеризующие поведение металлов и сплавов при изготовлении из них отливок.
Таким образом, литейными свойствами являются такие технологические свойства металлов и сплавов, которые прямо и непосредственно влияют на получение качественных отливок заданной конструкции с необходимыми эксплуатационными показателями: точностью и чистотой поверхности.
Литейные свойства сплавов должны обязательно учитываться при конкретной разработке технологии получения отливки, а также в процессе создания и проектирования литых конструкций. Надежность и долговечность изделий в значительной степени предопределяются литейными свойствами используемого для их изготовления сплава.
Номенклатура литейных свойств в зависимости от уровня производства литейных сплавов и общего развития техники может со временем меняться. В настоящее время номенклатура литейных свойств складывается из следующих показателей: жидкотекучесть; усадка; склонность к поглощению газов и образованию газовых включений; склонность к образованию неметаллических включений; особенности строения при первичной и вторичной кристаллизации макро- и микроструктуры; трещиноустойчивость; образование литейных напряжений; склонность к ликвидации; активность взаимодействия сплавов со средой и литейной формой.
Под жидкотекучестью понимают способность металлов и сплавов в жидком состоянии заполнять литейные формы, в которых формируется отливка.
Хорошая жидкотекучесть необходима не только для воспроизведения в отливке очертаний литейной формы, но и для улучшения вывода за пределы отливки усадочных раковин, для уменьшения опасности образования всех видов пористости и трещин. Заполнение литейной формы жидким металлом – сложный физико-химический и гидромеханический процесс.
Жидкотекучесть зависит от характера движения сплава, и при турбулентном движении она будет меньшей, чем при ламинарном. Потеря расплавом способности ламинарного движения при прочих равных условиях зависит от числа Рейнольдса Re: чем меньше значение числа Рейнольдса у литейного сплава, тем он легче переходит из ламинарного в турбулентное движение. Число Rе для стали в два раза меньше числа Rе для чугуна. Из этого следует, что сталь может перейти из ламинарного в турбулентное движение легче чугуна.
Жидкотекучесть находится в зависимости от положения сплава на диаграмме состояния. Наибольшей жидкотекучестью обладают чистые металлы и славы эвтектического состава (рис 21); наименьшей – сплавы, образующие твердые растворы. Это обусловливается тем, что при затвердевании чистых металлов и сплавов эвтектического состава образуются кристаллы постоянного состава, которые растут от поверхности отливки сплошным фронтом, и жидкий расплав имеет возможность свободно перемещаться внутрь отливки. В сплавах типа твердых растворов кристаллизация протекает с образованием нитевидных кристаллов, которые далеко проникают в объем отливки в виде тонких разветвленных дендритов, что приводит к сильному уменьшению жидкотекучести. Жидкотекучесть в большой степени зависит интервала кристаллизации сплава.
Рис. 15. Диаграммы состояния (а) и жидкотекучести (б) сплавов системы Рв – Sn
Жидкотекучесть является функцией большого числа переменных и аналитическое определение ее весьма затруднительно, поэтому на практике для установления жидкотекучести применяют технологические пробы. Результаты испытания, как правило, изображают графически в координатах жидкотекучесть – температура заливки или жидкотекучесть – химический состав и т.п. Полученными кривыми пользуются при выборе температуры заливки или состава литейного сплава.
Усадка – свойство металлов и сплавов уменьшать линейные размеры и объем отливки при охлаждении. При охлаждении отливки ее линейные размеры начинают изменяться с момента, когда на поверхности образуется прочная твердая корка.
В литейном производстве усадку отливок, связанную только со свойствами сплавов, принято называть свободной усадкой. Если же усадка определяется не только физическими свойствами сплава, но и размерами и конструкцией литейной формы, то такая усадка называется затруднительной.
В табл. 1 приводятся ориентировочные значения свободной и затруднительной линейной усадки для наиболее распространенных сплавов. Усадка сплавов изменяется в связи с изменением их состава.
Таблица 1
Свободная и затрудненная линейная усадка литейных сплавов
|
Сплав
|
Линейная усадка, %
|
|
|
свободная
|
затруднительная
|
|
Серый чугун
|
1,1…1,3
|
0,6…1,2
|
|
Белый чугун
|
1,8…2,0
|
1,5…2,0
|
|
Углеродистая сталь
|
2,0…2,4
|
1,5…2,0
|
|
Специальная сталь
|
2,5…3,0
|
2,0…2,5
|
|
Латуни
|
1,5…1,9
|
1,3…1,6
|
|
Оловянистые бронзы
|
1,2…1,4
|
0,9…1,0
|
|
Безоловянистые бронзы
|
1,6…2,2
|
1,1…1,8
|
|
Магниевые сплавы
|
1,3…1,9
|
1,0…1,6
|
Усадка относятся к числу важнейших литейных свойств сплавов, так как с ней связаны основные технологические трудности получения качественных отливок. Усадка может вызвать появление в металле напряжений, деформацию отливок и в некоторых случаях образование в них трещин. Причинами напряженного состояния материала отливок могут быть: сопротивление литейной формы, усадка металла и неодновременное охлаждение различных частей отливок неправильно выбранный способ литья. При охлаждении различных участков отливки с разной скоростью усадка этих участков металла протекает неодинаково, в результате развиваются литейные напряжения.
Для получения плотных отливок из сплавов с большой усадкой при разработке литниковых систем предусматривают прибыли. Прибыль устанавливают в верхней части отливки с таким расчетом, чтобы благодаря ускоренному охлаждению низа и стремлению жидкого металла переместиться на более низкие уровни все усадочные полости оказались бы внутри прибыли, которую затем отделяют от отливки.
При выборе металла для литых деталей конструктор должен быть осведомлен о его жидкотекучести, литейной усадке, технологии получения данной отливки и о влиянии ее на прочностные характеристики разрабатываемого узла.
Литература
1. Технология конструкционных материалов: Учеб. пособие для вузов по специальности «Комплексная автоматизация машиностроения» / А.М. Дальский, В.С. Гаврилюк, Л.Н. Бухаркин и др.; Под общ. ред. А.М. Дальского. – М.: Машиностроение, 1990. – 352 с.
2. Технология конструкционных материалов: Учебн. для вузов / А.М. Дальский, И.А. Арутюнова, Т.М. Барсукова и др.; Под общ. ред. А. М. Дальского. – М.: Машиностроение, 1985. – 448 с.
3. Технология металлов и других конструкционных материалов. / М.А. Барановский, Е.И. Вербицкий, А.М. Дмитрович и др. Под общ. Ред. А.М. Дмитровича. – Минск: Вышезйш. шк., 1973. – 528 с.
4. Технология металлов и сварка: Учебник для вузов / П.И. Полухин, Б.Г. Гринберг, В.Т. Ждан и др.; Под общ. ред. П.И. Полухина. – М.: Машиностроение, 1984. – 464 с.
5. Челноков Н.М., Власьевнина Л.К., Адамович Н.А. Технология горячей обработки материалов: Учебник для учащихся техникумов. – М.: Высш. шк, 981. – 296с.
6. Семенов Е.И., Кондратенко В.Г., Ляпунов Н.И. Технология и оборудование ковки и объемной штамповки: Учебн. пособие для техникумов. – М.: Машиностроение, 1978. – 311 с.
7. Технология и оборудование контактной сварки: Учебник для машиностроительных вузов /Б.Д. Орлов, А.А. Чакалев, Ю.В. Дмитриев и др.; Под общ. ред. Б.Д. Орлова. – М.: Машиностроение, 1986. – 352 с.
8. Полетаев Ю.В., Прокопенко В.В. Термическая резка металлов: Учеб. пособие / Волгодонский институт (филиал) ЮРГТУ. – Новочеркасск: ЮРГТУ, 2003. – 172 с.
9. Технология обработки конструкционных материалов: Учеб. для машиностр. спец. вузов / П.Г. Петруха, А.И. Марков, П.Д. Беспахотный и др.; по ред. П.Г. Петрухи. – М.: Вьгсш. шк., 1991. – 512 с.
10. Металлорежущие станки: Учеб. пособие для втузов. Н.С. Колев, Л.В. Красниченко, Н.С. Никулин и др. – М.: Машиностроение, 1980. – 500 с.
11. Станочное оборудование автоматизированного производства. Т. 2./ Под ред. В. Н. Бушуева. – М.: Изд-во “Станкин”, 1994. – 656 с.
12. Физико-технологические основы етодтов обработки / Под ред. А.П. Бабичева. – Ростов – на – Дону: Изд-во «Феникс», 2006. – 409 с.
13. Бутенко В.И. Технология механической обработки металлов и сплавов: Учебное пособие. – Таганрог: Изд-во ТРТУ, 2003. – 102 с.
14. Кулинский А.Д., Бутенко В.И. Отделочно-упрочняющая обработка деталей машин: Учебное пособие. – Таганрог: Изд-во ТРТУ, 2006. – 104 с.
15. Дюдин Б.В., Дюдин В.Б. Электрофизические и электрохимические методы обработки материалов в приборостроении: Учебное пособие. – Таганрог: Изд-во ТРТУ, 1998. – 82 с.
16. Берела А.И., Егоров С.Н. Технология, машины и оборудование машиностроительного рпоизводства: Учебное поосбие. – Новочеркасск: Изд-во ЮРГТУ (НПИ), 2005. – 184 с.
17. Евстратова Н.Н., Компанеец В.Т., Сахарникова В.А. Технология конструкционных материалов: Учебное пособие. – Новочеркасск: Изд-во ЮРГТУ (НПИ), 2007. – 350 с.
18. Титов Н.Д., Степанов Ю.А. Технология литейного производства. – М.: Машиностроение, 1974. – 672 с.
19. Бутенко В.И., Захарченко А.Д., Шаповалов Р.Г. Технологические рпоцессы и оборудование: Учебное пособие. – Таганрог: Изд-во ТРТУ, 2005. – 132 с.
20. Попов М.Е., Кравченко Л.А., Клименко А.А. Технология заготовительно-штамповочного производства в авиастроении: Учебное пособие. – Ростов – на – Дону: Издательский центр ДГТУ, 2005. – 83 с.
21. Флек М.Б., Шевцов С.Н., Родригес С.Б., Сибирский В.В., Аксенов В.Н. Разработка технологических процессов изготовления деталей летательных аппаратов: Учебное пособие. – Ростов – на – Дону: Издательский центр ДГТУ, 2005. – 179 с.
22. Дальский А.М., Суслов А.Г., Косилова А.Г. и др. Справочник технолога-машиностроителя. Т. 1 – М.: Машиностроение, 2000. – 941 с.
23. Слюсарь Б.Н., Шевцов С.Н., Рубцов Ю.Б. Введение в авиационную технику и технологию: Текст лекций. – Ростов – на – Дону: Издательский центр ДГТУ, 2005. – 149 с.
24. Бутенко В.И., Дуров Д.С. Совершенствование процессов обработки авиационных материалов. – Таганрог: Изд-во ТРТУ, 2004. – 127 с.
25. Вульф А.М. Резание металлов. – Л.: Машиностроение, 1975. – 496 с.
26. Бутенко В.И. Бездефектное шлифование поверхностей деталей машин (библиотека технолога). – Таганрог: Изд-во ТТИ ЮФУ, 2007. – 60 с.
27. Бутенко В.И. Структура и свойства материалов в экстремальных условиях эксплуатации. – Таганрог: Изд-во Технологического института ЮФУ, 2007. – 264 с.
Технология литейного производства