КАЧЕСТВО 3D-ПРИНТЕРОВ И ПЕРСПЕКТИВЫ ИХ ЭФФЕКТИВНОГО ПРИМЕНЕНИЯ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«КУБАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
(ФГБОУ ВПО «КубГУ»)
Кафедра мировой экономики и менеджмента
ДОПУСТИТЬ К ЗАЩИТЕ В ГАК
Заведующий кафедрой
д-р экон. наук, профессор
___________ И.В. Шевченко
_________________2014 г.
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ (ДИПЛОМНАЯ) РАБОТА
КАЧЕСТВО 3D-ПРИНТЕРОВ И ПЕРСПЕКТИВЫ ИХ ЭФФЕКТИВНОГО ПРИМЕНЕНИЯ
Работу выполнил ______________________________________ Е.С. Ургалкин
(подпись, дата)
Факультет экономический
Специальность 220501.65 Управление качеством
Научный руководитель
канд. эконом. наук, доцент _________________________________ А.П. Долгов
(подпись, дата)
Нормоконтролер
преподаватель _______________________________________ В.А. Татаринцев
(подпись, дата)
Краснодар 2014
СОДЕРЖАНИЕ
Введение………………………………………………….……………………......3
1 Теоретическая часть………………………………………….......…………......4
1.1 Эволюция технологии 3D-печати……………………………….....….4
1.2 Технологии 3D-печати.……………………………..............……….....8
1.3 3D-печаеть в архитектуре, строительстве и геоинформационных системах.......................................................................................................16
1.4 3D-печать в медицине...........................................................................19
1.5 3D-печать в мелкосерийном производстве, функциональном тестировании и образовании......................................................................29
1.6 3D-печать в производстве одежды, обуви и ювелирных изделий....32
2 Зарубежная и отечественная практика 3D-печати……………………..........36
2.1 3D-печать за рубежом.…………………………………………..……36
2.2 3D-печать в России……....................................................................…41
3 Развитие предприятий в отрасли производства 3D-принтеров…………….44
3.1 Закономерности корпоративного развития ……………...........……44
3.2 Развитие систем управления созданием новых технологий в наукоемкой промышленности.................................................................. 66
Заключение ………………………………………………………………………77
Список использованных источников …………………………….….…………78
Введение
3D-печать - это быстрое соз�дание реальной модели по ее виртуальному образу. Технологи�ческий процесс 3D-печати представляет собой послойное создание будущего предмета без использования форм или дополнительной оснастки. Существующие технологии позволяют создавать модели из пластика, гипса, специ�альных полимеров и прочих порошкообразных компонентов, которые могут склеиваться или спекаться в про�цессе создания прототипа. Скорость изгото�вления конечной продукции и качество выполнения индивид�уальных заказов является ключом к успеху в сегодняшнем бизнесе. 3D-печать не имеет конкурентов. Сверхбыстрое производство конеч�ного продукта и цифровая точность его изготовления - визитная карточка данного метода.
Целью данной дипломной работы явля�ется изучения технологии 3D-печати.
Предметом работы является техноло�гия производства 3D-принтеров
Объектом работы является предприятия по производству 3D-принтеров.
Для достижения пост�авленной цели поставлены следующие задачи:
- изучить эволюцию технол�огии 3D-печати;
- рассмот�реть технологии 3D-печати;
- рассм�отреть области применение 3D-принтеров;
- проанализировать зарубеж�ный и отечественный опыт в производстве 3D-принтеров;
- изучить разраб�отки развития предп�риятия в отрасли производства 3D-принтеров;
Данная работа включает введение, три главы, закл�ючение, источников.
1 Теоретическая часть
1.1 Эволюция технологии 3D-печати.
3D печать нач�ала свою историю в 1984 году. Американец Чарльз Халл разработал технологию послойного выра�щивания физических трёхмерных объектов из фотополимер�изующейся композиции (ФПК) (рис. 1). В дальнейшем это технология обрела название «стерео�литографии» (STL).
Автор полу�чил патент за изобретение лишь в 1986 году. В тот же год им была основана компания 3D Sy�stem , которая приступила разрабатывать свое первого промы�шленного устройства для 3D-печати и уже на следующий год год, в 1987 году, было предс�тавлено общественности. Из-за того что термин «3D при�нтер» в то время не был введён в оборот, аппарат Чарльза Хала имел название «установка для стереол�итографии». Устройство выращивало смодели�рованный на компьютере трёхмерный объект из жидкой фотополимери�зующейся композиции, нанося её слой за слоем на подвижную платформу, погружаемую в ванну с ФПК. Каж�дый слой имел толщину примерно 0,1-0,2 мм.
Рис. 1. Чарльз Халл и один из разработанных им трёхмерных принтеров[8]
Первые прототипы STL-при�нтеров были переданы нескольким заказчикам сразу же после изготовления для тести�рования. Все рекомендации и отзывы от заказчиков были учтены для производства следующей модели стере�олитографического устройства – SLA-250 (рис. 2). Данная модель была запущена на серийное производство в 1988 году.
Рис. 2. Аппарат SLA-250[8]
В 1988 году технология 3D-печать уже получила широкую популярность. Это спод�вигло на появление новых технологии: метод селективного лазерного спекания (Selec�tive Laser Sintering (SLS)) и моделирование методом наплавления (Fused Deposition Mo�deling (FDM)) . Технологию моделирования методом наплавления изобрел Скотт Крамп в 1988 году (рис. 3).

Рис. 3. Скотт Крамп[8]
В 1989 году он основал компанию Stra�tasys, где было налажено промышленное произво�дство станков. Первый станок компании под названием "3D Mo�deler" поступил в продажу в 1992 году (рис. 4).
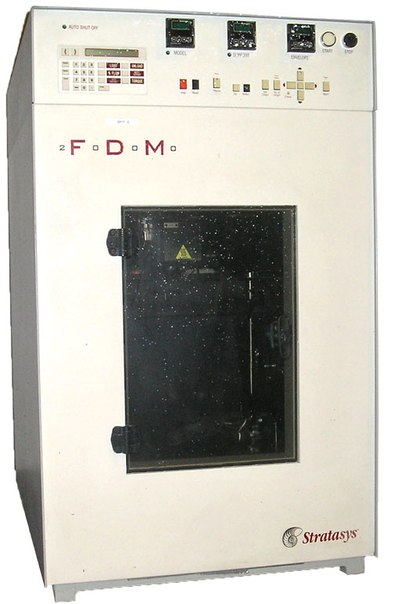
Рис. 4. 3D Modeler[8]
Так же в 1992 году на рынок был выпущен станок, работающий по технологии селективного лазерного спекания (SLS) комп�анией DTM. В 1993 году была изобретена еще одна технология 3D-печати под названием «Технол�огия трехмерной печати» и была запатентована в Массачусетском технологическом инст�итуте (MIT). Её технология была подобна струйной печати, используемой в 2D принтерах. В 1995 году был получ�ен патент от Массачусетского технологического института на использование технологии компанией ZCorpo�ration. В том же году компания начала производство 3D-принтеров, на базе 3DP технологий.
В 1996 г. были произведены станки "Ge�nisys" от компании Stratasys (рис. 5), "Actua 2100" – от 3D Systems (рис. 6), и "Z402" – Z Corporation (рис. 7).
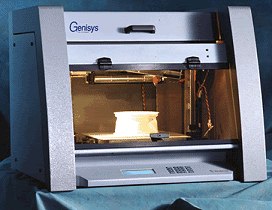

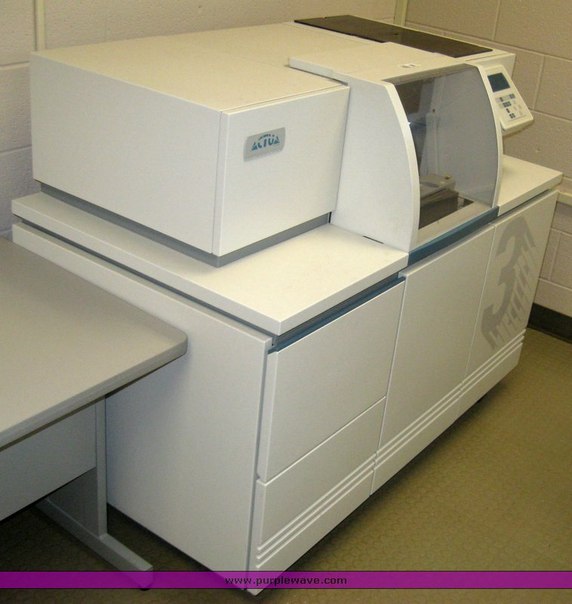
Рис. 5. Genisys[8] Рис. 6. Actua 2100[8] Рис. 7. Z402[8]
В те года для обозначения станков быстрого моделиро�вания впервые был использован термин «трехмерная печать» . Появление в продаже моделей станков по относи�тельно низким ценам произошло в конце 1990-х - начале 2000 гг.. В 2005 г. компания Z Corp�oration выпустила на рынок Spectrum Z510 – революц�ионно-новую модель станка 3D-печати с высоким разрешением цветов (рис. 8).

Рис. 8. Spectrum Z510[8]
В 2006 году произошел ещё один прорыв в области трехмерной печати. В этом году был сос�здан общедоступный проект Reprap, нацеленный на производство 3D принтера, способный воспроизводить детали собственной конструкции. Проект Rep�Rap (от англ. Replica�ting Rapid Prototyper — самовоспроизводящийся механизм для быстрого изготовления прототипов). Основан в 2006 году Эдри�аном Боуэром (рис. 9).

Рис. 9. Эдриан Боуэр[8]
Первая модель Rep�rap, произведенная в 2008 г., может произвести приблизит�ельно 50% своих собственных частей (рис. 10)1.
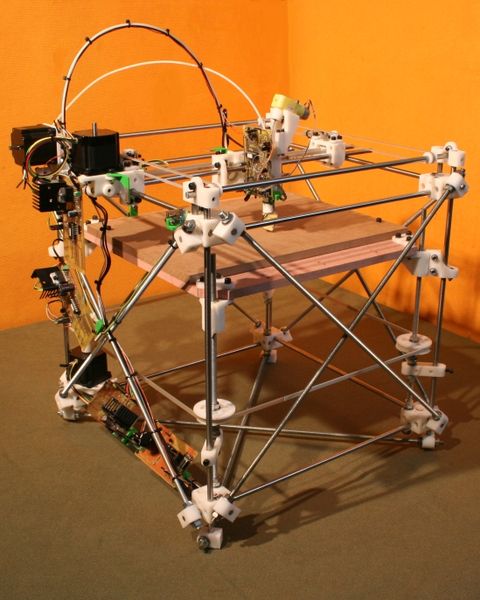
Рис. 10. RepRap 1.0[8]
1.2 Технологии 3D-печати.
На данный момент существует много технологий 3D-печати. Они отличаются друг от друга способом нанесения прот�отипирующего материала и его типом. Из самых распр�остраненных технологий 3D-печати на сегодняшний день можно отнести следующие:
- Стереолитография;
- Лазерное спек�ание порошковых материалов;
- Технология струйного модел�ирования;
- Послойная печать распл�авленной полимерной нитью;
- Технология склеи�вания порошков;
- Ламини�рование листовых материалов;
- УФ-облу�чение через фотомаску.
Охарактеризуем каждую технологию подробнее2.
Стереолитография (SLA)
Стереолито�графия, она же Stereo Lithography Apparatus (SLA), получила наибольшее распространений среди технологий 3D-печати из-за низкой себестоимости готовых изделий (рис. 11).
Технология SLA состоит в следующем: система сканирования направляет на фотополимер лазерный луч. Под действие луча материал твердеет. Фотопол�имером является твёрдый и хрупкий полупрозрачный материал. Этот материал коробится под действием атмосферной влаги, легко обрабатывается, склеивается и окрашивается. В ёмкости с фотополимерной композицией находится рабочий стол. Его рабочая поверхность смещается вниз на 0,025 мм – 0,3 мм каждый раз после прохождения лазерного луча и отверждения очередного слоя.
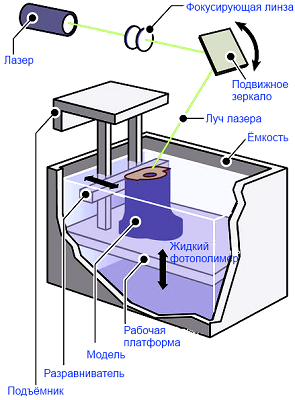
Рис. 11. SLA технология[18]
Институт проблем лазерных и информационных технологий РАН а так же компании 3DSystem, F&S Stereolithographietechnik GmbH изготавливают оборудование для SLA печати.
Лазерное спекание порошковых материалов (SLS)
Лазерное спекание порошковых материалов, оно же Selective Laser Sintering (SLS) - единственная технология 3D-печати, которая может быть использована для изготовления металлических формообразующих для пластмассового и металлического литья. Пластмассовые прототипы могут быть использованы для изготовления полнофункциональных изделий, благодаря хорошими механическими свойствами (рис. 12).
Материалы, использующие в технологии SLS, близки по своим свойствам к конструкционным маркам: керамика, порошковый пластик металл. Порошковые материалы, нанесенные на поверхность рабочего стола, запекаются лазерным лучом в твёрдый слой, соответствующий сечению 3D модели и определяющий её геометрию.
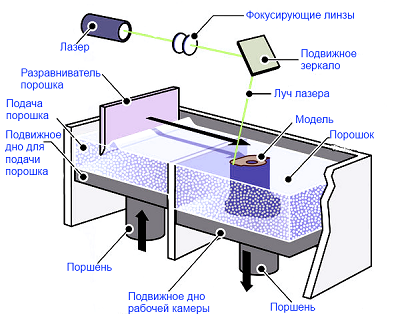
Рис. 12. SLS технология[18]
Компании F&S Stereolithograph�ietechnik GmbH, EOS GmbH, 3D Systems и The ExOne Company / Prometal изготавливают оборудование для SLS-печати.
Послойная печать расплавленной полимерной нитью (FDM)
Послойная печать расплавленной полимерной нитью, она же Fused Deposition Mod�eling (FDM), исполь�зуется для изготовления выплавляемых форм для литья металлов и для получения единичных изделий, приближенных по своим функциона�льным возможностям к серийным изделиям(рис. 13).
Технология FDM-печати заключается в следующем: нити из ABC пластика, воска или поликар�боната разогреваются до полужидкого состояния через выдавливающую головку с контролируемой температурой. Эта головка подаёт полученный термопластичный моделирующий материал с высокой точностью и тонкими слоями на рабочую поверхность 3D-принтера. Эти слои наносятся друг на друга, соединяются между собой и отвердевают, постепенно формируя готовое изделие.
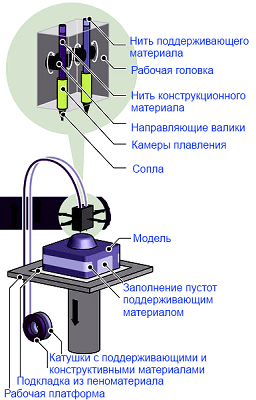
Рис. 13. Технология FDM печати[18]
В настоящее время компанией Stratasys Inc изготавливает 3D-принтеры с технологией FDM.
Технология струйного моделирования
Технология струйного моделирования, она же Ink Jet Modelling, имеет несколько запатентованных подвидов: Solid�scape (Drop-On-Demand-Jet или DODJet), PolyJet (Objet Ge�ometries или PolyJet) и 3D Systems (Multi-Jet Modeli�ng или MJM).
Хоть все эти техн�ологии имеют свои особенности, работают они по одному принципу. Чаще всего используются модели�рующие и поддерживающие материалы. К числу моделирующих материалов относят шир�окий спектр материалов, близких по своим свойствам к конструкционным термопластам, а к поддерживающих - воск. На рабочую поверхность через печатающую головку 3D-принтера наносят поддерживающие и моделирующие материалы. После чего производится механическое выравнивание и фотополи�меризация.
Такая технология позволяет получать прозрачные и окрашенные модели с различными механ�ическими свойствами. Среди них могут быть как и твёрдые, похожие на пластики, так и мягкие, резино�подобные изделия, (рис. 14).
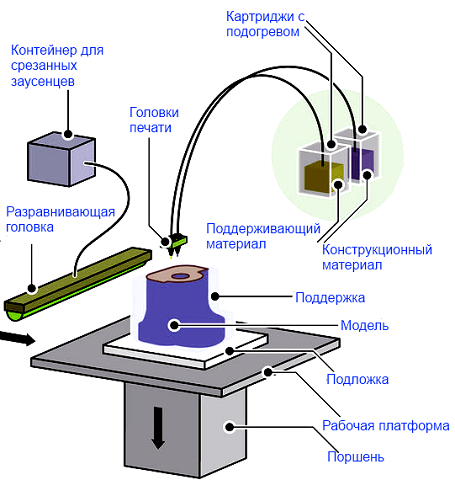
Рис. 14. Технология струйного моделирования[18]
Компании 3D Syst�ems, Objet Geom�etries Ltd, Solids�cape Inc изготавливают 3D-принтеры с использованием технологии струйного моделирования.
Технология склеив�ания порошков
Технология склеивания порошков – она же Bin�ding powder by adhesives, позволяет, помимо создания объёмные модели, раскрашивать их.
В принтерах с технологией bin�ding powder by adh�esives используются два вида материалов: крахмально-целлюлозный порошок формирует модель, а жидкий клей на водной основе, прокле�ивающий слои порошка. Через печатающую головку 3D-принтера поступает клей и связывает между собой частицы поро�шка и формирует контур модели. Далее, после завершения печати, удаляются излишки порошка. В пустоты модели заливают жидкий воск для придания модели дополн�ительной прочности, (рис. 15).
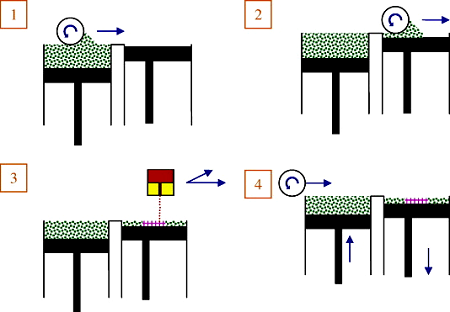
Условные обозначения:
1-2 – ролик наносит тон�кий слой порошка на рабочую поверхность; 3 – струйная печатающая головка печатает каплями связу�ющей жидкости на слое пор�оша, локально укрепляя часть сплошного сечения; 4 – процесс 1-3 повторяется для каждого слоя до готов�ности модели, оставшийся порошок удаляется
Рис. 15. Технология скл�еивания порошков[18]
На сегодняшний день изготовлением 3D-принтеры с технологией склеивания порошков занимается компаниея Z Corp�oration.
Ламиниро�вание листовых материалов (LOM)
Лам�инирование листовых материалов, оно же Lami�nated Object Manufacturing (LOM), предполагает изготовление 3D моделей из бумажных листов с помощью ламинирования. Лазером вырезается контур слоя будущей модели, а ненужные обрезки удаляются из принтера путем разрезания их на небольшие квадратики. Готовое изделие структурой похоже на древесную, однако негативно относится к влаге (рис. 16).
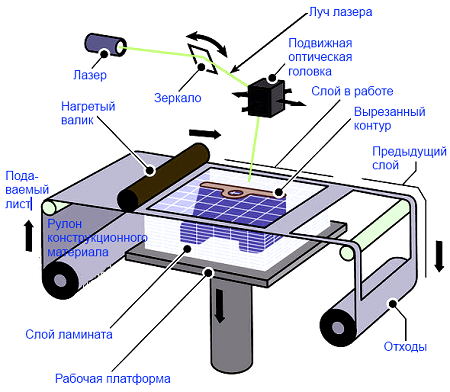
Рис. 16. Технология ламинирования листовых материалов[18]
Производством 3D-принтеров с технологией ламинирования листовых материалов занималась компания Helisys Inc, но в настоящее время компания прекратила выпуск такого оборудования.
Облучение ультрафиолетом через фот�омаску (SGC)
Облучение ультрафиолетом через фотомас�ку, оно же Sol�id Ground Curing (SGC), предполагает распыление на рабочую поверхность слои фоточувствит�ельного пластика для создания готовых моделей. После нанесения тонкого слоя пластика он через специальную фот�омаску с изображением очередного сечения обрабатывается ультрафиолетовыми лучами. Неиспользован�ный материал удаляется при помощи вакуума, а оставшийся затвердевший материал повторно облучается жёстким ультрафиолетом. Полости готового изделия заполняются распла�вленным воском, который служит для подд�ержки следующих слоёв. Перед нанесением последующего слоя фоточувствительного пластика предыдущий слой механич�ески выравнивается (рис. 17).
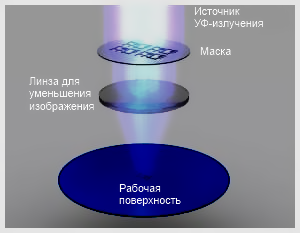
Рис. 17. Технология облучения ультраф�иолетом через маску[18]
До недавнего времени 3D принтеры с технологией облучения УФ-лам�пой через фотомас�ку выпускала компания Cubital Inc, но в настоящее время производство таких машин прекращено.
1.3 3D-печаеть в архитектуре, строительстве и геоинформационных системах.
3D печать находит шир�окое применение в изготовлении архитектурных макетов зданий, сооружений, целых микрорайонов, котт�еджных посёлков со всей инфрастру�ктурой: дорогами, деревьями, уличным осве�щением. (рис. 18)

Рис. 18. Применение 3D печати в архитектуре[21]
Для печ�ати трёхмерных архитектурных макетов используют дешёвый гипсовый композит, который обеспе�чивает низкую себестоимость готовых моделей.
На сегодн�яшний день для 3D печати доступно 390 тысяч оттенков палитры CMYK, что позволяет воплотить в жизнь любую цвет�овую фантазию архитек�тора.
Для трёхмерной печати архитектурных моделей и прототипов чаще всего исполь�зуются цветные 3D ZPrinter модели 250, 450, 650, 850 и чёрно-белые 3D ZPrinter модели 150 и 350.
Инженеры из университета Южн�ой Калифорнии создали систему 3D печати для работы с крупногабари�тными объектами. Система работает по принципу строительного крана, который возводит стены из слоёв бетона. Такой 3D принтер может возвести двухэтажный дом всего ли�шь за 20 часов. Рабочим останется только установить окна, двери и провести внутреннюю отделку помещ�ения. (рис. 19)
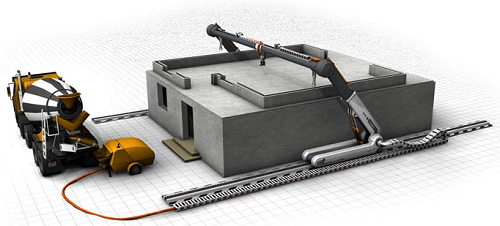
Рис. 19. 3D принтер строит дом[21]
Голлан�дские архитекторы пред�ложили напечатать при помощи строительного 3D принтера уни�кальный дом в форме ленты Мёбиуса. «Печать» дома запланирована на 2014 год. Дом плани�руется напечатать из смеси песка и связующих мат�ериалов (рис. 20).

Рис. 20. Здание в форме ленты Мёбиуса, напечатанное 3D принтером[21]
Вполне возмо�жно, что через несколько десятков лет вырастут целые посёлки с великолепными комфор�тными домами, построенными по технологии 3D печати.
Прим�еняя 3D принтеры можно создавать объёмные цветные карты, точно отображающие ландшафт местности или указыва�ющие уровни залегания разли�чных пород (рис. 21)3.
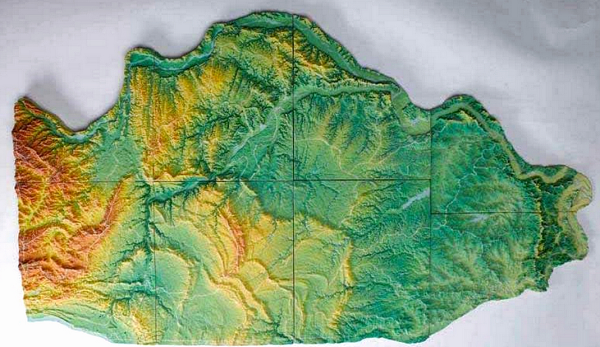
Рис. 21. Ландшафтная 3D карта[21]
1.4 ЗD-печать в медицине.
С каждым днём техно�логия трёхмерной печати всё совершенствуется, и потому пользоваться "распеч�атанными" предметами становится всё безопаснее и эффект�ивнее.
Технол�огии трёхмерной печати сущест�венно облегчают работу врачей, потому что позволяют в кратчайшие сроки создать качественный протез, который полностью соответст�вует параметрам пациентов.
В январе 2012 года врачи обнаружили, что у Каибы Джон�фриддо (Kaiba Gionfri�ddo), которому было всего шесть недель от роду, случился разрыв левой бронхи�альной трубки из-за не диагностированного врождённого дефекта.
В большинстве случаев, когда ребёнок рождается, хря�щевые кольца в его трахее открывают дыхат�ельные пути. Но бывают и исключения. По данным Американской медицинс�кой библиотеки при Национальном институте здравоохранения (US National Library of Me�dicine, National Institute of Health), один из кажд�ых 2100 новорождённых имеет врождённый дефект, при котором часть дыхательных путей оказыв�ается слишком хрупкой и в итоге разры�вается, блокируя вход для воздуха в одно из лёгких или даже в оба. Лечение такого забо�левания требует размягчения трахеи, а также постоянного контроля за здоровьем пациента, особен�но в случаях простуды и других инфекционны�х заболеваний. Иногда необходим респиратор или хирурги�ческое вмешательство.
Некоторые случаи бывают особенно тяжёлыми, как у Ка�ибы: даже после курса лече�ния он всё равно дышал с большим трудом.
После того, как лечащ�ие врачи мальчика поняли, что спасти пациента будет очень сложно, они обратились к Гле�нну Грину (Glenn Green), отоларин�гологу из университета Мичигана, и его коллегам. Эти медики как раз работали над новым устройством, которое помогает "выл�ечить" коллапс дыхат�ельных путей. Они спроектировали синтетиче�скую трубку, которую можно обе�рнуть вокруг повреждённой части бронха или трахеи (рис. 22). Это позволяет открыть проход воздуху, дать ему возмо�жность свободно циркулировать.
Но тут возникает проблема: органы каждого паци�ента уникальны, и потому невозмо�жно создать устройство универсального размера. Эту задачу решила технология 3D-печати: ма�кет трубки можно делать по индивидуа�льному заказу, чтобы создать фиксатор именно такой формы и размера, который подойдёт конкре�тному пациенту.
Задача создания синтетичес�кой трубки оказалась не слишком сложной, ведь сама трахея имеет форму трубки, а значит, никаких слож�ных форм создавать было не нужно. Грин и его кол�леги провели тесты на поросятах, после чего убедились в эффектив�ности данной методики.
Ответственным за изготовление такого "рукава" для тра�хеи был Скотт Холлистер (Scott Hollister), био�инженер из университета Мичигана. Устройство должно крепиться вокруг тра�хеи и позволять ей расширяться при поступлении воздуха, но предотвращать спаз�мы, которые могут привести к коллапсу.
Чтобы создать правильный эс�киз, врачи сделали Каибе компьютерную томографию. На основе полученных данных они спроектировали трубку нужной формы и размера, как по индив�идуальному заказу. Впрочем, "напечатать" идеальный рукав удалось не с первого раза. Инжен�ерам постоянно приходилось вносить кор�рективы, но в итоге всё получилось.
Перед тем, как вста�вить трубку в бронх Каибе, команде пришлось срочно заручиться согласием америка�нского Управление по контролю качества пищевых продуктов и лекарственных препа�ратов (FDA). Как сообщается в пресс-релизе, операция про�шла 9 февраля 2012 года.
Это спасительное устройство было создано из полик�апролактона, похожего на пластик полиме�рного материала, совместимого с живыми тканями. 3D-принтер нагревал полика�пролактоновый порошок (к слову, у него очень низкая тем�пература плавления) до тех пор, пока он не превратился в густую пасту, из кот�орой уже можно было лепить нужную форму.
Самое интересное, что когда мал�ьчик будет расти, трубка будет расти вместе с ним. Однако через неск�олько лет его трахея окрепнет и болезнь пройдет сама собой, а необхо�димости вынимать устройство не будет, ведь оно сделано из тех же материалов, что и саморас�творяющиеся хирургические нити, которыми зашив�ают внутренние органы4.
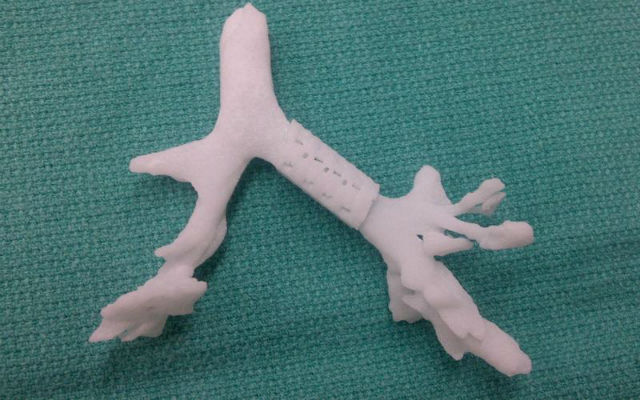
Рис. 22. Синтетический "рукав" для трахеи[13]
В феврале 2012 года, из-за забол�евания остеомиелитом, 83-летняя жительница Бельгии лишилась возможности говорить, жевать, и даже норм�ально дышать. Болезнь поразила её нижнюю челюсть. Решен�ием проблемы пациентки занялись специалисты из университета Хасселта (Universiteit Hasselt).
Поскольку костная стру�ктура не подлежала восстановлению, медики приняли решение изготовить протез. Благодаря соврем�енным технологиям стало возможным не только создать компьютерную 3D-модель необхо�димого элемента, но и изг�отовить его при помощи трёхмерного принтера.
Сначала при помощи магнитно-резон�ансной томографии специалисты определили точную форму нижней челюсти пожилой пац�иентки. Затем компания Lay�erWise занялась изготовлением протеза. Используя 3D-модель, специальный "принтер" при помощи лаз�ера запёк слой за слоем титановый порошок в кон�ечную структуру (рис. 23).
Перед пересадкой искусственную челюсть покрыли биосовме�стимым керамическим материалом. Общий вес новой чел�юсти составил 107 граммов. Несмо�тря на то что она оказалось на треть тяжелее настоящей, разница в весе не помешает старушке, считают медики. Она быстро прив�ыкнет к протезу, уверены они.
"Пробудив�шись от анестезии после четырёхчасовой операции, пациентка смо�гла сказать несколько слов, а днём она позже уже снова нормально говорила и глотала", - Жюль Пу�кан (Jules Poukens), профессор университета Хассе�лта, руководивший процессом пересадки.
Уже через четыре дня пожилую жен�щину отпустили домой. В дальнейшем учёные, вероятно, займутся монт�ированием в ротовой полости моста для дальнейшей установ�ки на челюсть зубов5.

Рис. 23. Искусственная челюсть[17]
В августе 2012 года, из-за врождё�нного заболевания, двухлетняя Эмма Лаве�лль (Emma Lavell) не могла двигать руками, пока специалисты детской больницы Альфреда Дюпона (Nem�ours/Alfred I. duPont Hospital for Children) не сделали для неё специальный экзос�келет (рис. 24).
За основу изделия была взята существующая модель вилм�ингтонского роботизированного экзос�келета (WREX), разработанного в том же центре. Устройство позволяет двигать конечн�остями с помощью системы поддержива�ющих соединений.
Проблема заключалась в том, что такой экзо�скелет изначально создавался для детей в возрасте от шести лет и более. Постр�оенный на базе инвалидного кресла, он был слишком громо�здким для маленькой двухлетней пациентки.
Тогда доктор Тарик Ра�хман (Tariq Rahman) и дизайнер Уитни Семпл (Whitney Sample) разрабо�тали лёгкую уменьшенную модель устройства. Так как оборудование, используемое для произв�одства WREX, не было рассчитано на выпуск более мелких деталей, они напеч�атали их на 3D-принтере компании Stratasys.
В результате медики полу�чили полностью функциональный экзоскелет, выполненный из прочного АБС-пластика, который используется в конструкторах LEGO. Это позволило сущест�венно снизить вес и сделать устройство достато�чно мобильным.
Теперь Эмма может где угодно носить спец�иальную куртку со встроенным экзоскел�етом. Девочка называет своих механических помощников "мои вол�шебные руки", ведь они позволяют ей самостоятельно играть, рисовать и кушать, что ранее малышке было нед�оступно.
Когда устрой�ство станет ей мало, разработчики просто напечатают новые детали. Подобные устройства уже напечат�аны для 15 других больных детей6.

Рис. 24. Экзоскелет[15]
В феврале 2014 года 14-месячный Рол�анд Лянь (Roland Lian Cung Bawi) сын эмигрантов из Мьянмы, которые про�живают в Оуэнсборо (Owensbo�ro), США, страдает сразу от нескольких пороков развития, таких как окно в сердце, аном�альное расположение аорты и лёгочной артерии.
Жизнь таких детей обычно состоит всего из 3-19 месяцев неп�рерывных хронических заб�олеваний. Для попытки спасения ребёнка раньше понадобилось бы несколько сложных опер�аций. Однако в данном случае риск неудачи был слишком велик, и медики решили поп�ытаться найти надёжный способ плани�рования хирургического вмешательства.
Поиски при�вели к успешному сотрудничеству врачей детской больницы Косейр (Kosair Chil�dren’s Hospital) и инженеров, работающих с трёхмерной печатью в университете Луисвилля (Uni�versity of Louisville). Тим Горнет (Tim Gor�net) и его команда создали модель сердца Роланда на основе данных томографии мальчика (рис. 25). Факти�чески в распоряжении инженеров и медиков оказал�ись тысячи сечений жизненно важного органа.
Для послойного создания модели сердца учёные использ�овали гибкий полимерный материал, известный как Nin�ja FLEX. В итоге всего за 20 часов на 3D-принтере стоимостью 2,5 тысячи долларов была пол�учена реплика органа стоимостью 600 долларов. Коп�ия сердца в 1,5 раза больше своего аналога и состоит из трёх отдельных частей для удобства плани�рования операции.
Готовая модель была передана кардиохирургу Эрлу Ос�тину третьему (Erle Aus�tin III). С её помощью специалист нашёл способ создания туннельного соединения между клапаном аорты и желу�дочком всего за одну операцию.
14 февраля 2014 года Роланд пок�инул больницу с надеждой на нормальную продо�лжительность жизни. На первом осмотре через 7 дней родители рассказали, что мальчик хорошо себя чувствует, креп�ко спит, много играет и улыбается, чего раньше они пра�ктически не наблюдали. Прогнозы специалистов пока поло�жительные7.

Рис. 25. 3D модель сердца[14]
В марте 2014 года Доктор Бон Вер�вей (Bon Verweij) из Университетского медицинского центра в Утрех�те (UMC) и его коллеги провели уникал�ьную операцию по замене всей верхней части черепа на "напечатан�ный" имплантат (рис. 26).
22-летняя женщина обратилась к специал�истам с редким заболеванием, в ходе которого кости её черепа постоян�но становились толще и оказывали давление на мозг. В результате она сначала испы�тывала сильные головные боли, затем постепенно поте�ряла зрение и обрела проблемы с координацией движения.
"Это был только вопрос времени, когда она лиш�ится других функций мозга и в конечном счёте умрёт, — объясняет Вер�вей. — Операция была единстве�нным выходом, так как эффективного лечения для таких случаев до сих пор не сущес�твует".
Замена части черепа на пластину, изготовлен�ную из различных материалов, проводилась в меди�ине и ранее. Но в этот раз врачи решили действовать нестандартно и обратились к австрал�ийской компании Anatomics, чтобы вместе с её специа�листами создать простой, лёгкий, но прочный пластиковый имплантат.
Искусственный свод черепа был напечатан на основании трёхм�ерной компьютерной реконструкции головы пациентки и идеально заменил удалённый участок. Сложная операция была пров�едена три месяца назад и продолж�алась 23 часа.
"С тех пор у пациентки полностью восстановилось зрение, а сама она вернулась к работе, — рассказывает Вер�вей. — Уже практически невозможно дога�даться, что совсем недавно она пережила операцию".
Успешный опыт голла�ндских специалистов может быть испол�ьзован для пациентов с различ�ными костными нарушениями, а также для замены части черепа после аварий или удаления опух�олей8.
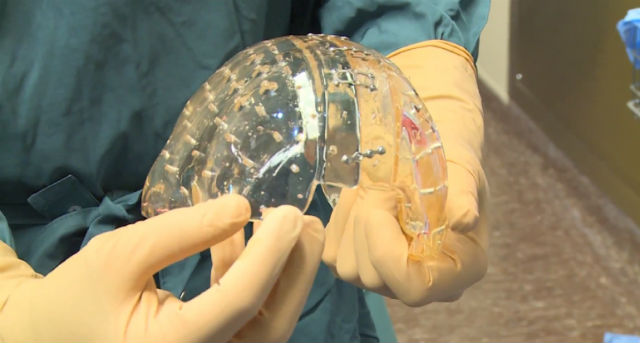
Рис. 26. Свод черепа[16]
В апреле 2014 года Хосе Дель�гадо (Jose Delgado), родившийся без левой кисти и испробовал немало технологий, чтобы почувс�твовать полноценную радость движения, полу�чил новый протез, стоимость которого составила всего $50 (около 1700 рублей), и дал очень поло�жительные отзывы о его использовании. Хо�се даже признался, что его новая рука в некоторых вопросах намного лучше, чем миоэле�ктрический протез за $42 тысячи (почти полтора миллиона рублей), который контроли�ровался электрическими мышечными сигна�лами его тела.
В отличие от дорогостоящего устрой�ства, новый протез был распечатан на 3D-принтере (рис. 27). Созда�телем его стал Джереми Саймон (Jeremy Simon), партнёр-основатель компании 3D Univ�erse, специализирующейся на аддитивном производстве.
"Хосе просто нашёл меня и спросил, могу ли я помочь ему на�печатать простой протез руки", — рассказывает Сай�мон в пресс-релизе компании.
В качестве основного материала для печати был использован акрилонитрил�бутадиенстирол или АБС-плас�тик. Конструкция модели, получившей название e-NAB�LE Hand, относится к категории Cyborg Beast ("Зверь-киборг").
После разработки прототипа Дел�ьгадо вновь обратился к Саймону, и они вместе начали работу над оптимизацией натяжных ш�нуров в протезе. Эти шнуры имеют основопо�лагающее значение для работы 3D-печатных устройств, так как они представляют собой серию не�гибких связок, проходящих вдоль нижней стор�оны каждого пальца и подключающихся к блоку на верхней части устро�йства.
Натяжение при использовании определяется изги�бом запястья вниз. Если запястье нахо�дится в положении покоя, то пальцы вытягиваются, с естественным изгибом внутрь. Когда запя�стье изгибается от 20 до 30 градусов вниз, негибкие шнуры натягива�ются, в результате чего пальцы сгибаются внутрь. Вторая се�рия гибких шнуров проходит вдоль кончиков пальцев. За счёт них пальцы автоматически возвр�ащаются в исходное положение, когда напр�яжение снимается.
Дельгадо расс�казал, что больше всего ему понра�вилось, что все пальцы функционировали одинаково хорошо. С новым про�тезом ему стало удобнее управлять автомоб�илем и носить продуктовые сумки. По словам Саймона, рекомендация Дел�ьгадо особенно ценна для компании, так как пациент испробовал почти все варианты протезов, и его положи�тельные отзывы о новой "ру�ке" за $50 особенно ценны.
Среди производителей протезов прин�ято считать, что лучший продукт тот, который испо�льзует наиболее современные электронные технологии. Человеческая рука является одн�ой из наиболее сложных частей тела, состоящей из мы�шц, нервов, сухожилий и костей. Поэтому напечатанный на 3D-принтере протез нельзя рассматривать как полно�ценную замену всем остальным устр�ойствам.
Сай�мон сообщает, что, так как профессия Дельгадо напрямую связана с физическим трудом, вряд ли нов�ый протез прослужит ему годы. Но инженер уже начал работу над следу�ющей моделью, которая будет создана с использованием ней�лона для увеличения прочности и придания лёгкости конструкции. Также Дельгадо пообещали в следующий раз оптим�изировать систему захвата, чтобы работать рук�ами стало ещё удобнее9.

Рис. 27. Протез руки[7]
1.5 3D-печать в мелкосерийном производстве, функциональном тестировании и образовании.
Профессиональные 3D при�нтеры постепенно отвоёвывают свои позиции в сфере мелкосерий�ного производства. Чаще всего данную технологию печати используют для изготовления эксклюзивн�ых изделий, например предметов искусства, фигурок перс�онажей для участников ролевых интернет-игр, прототи�пов и концептуальных моделей будущих потребительских товаров или их констру�ктивных деталей. Такие модели используются как в экспер�иментальных целях, так и для презентаций новых товаров (рис. 28).

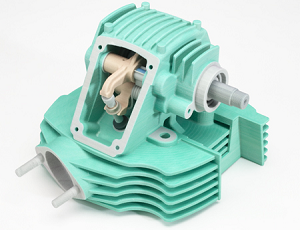
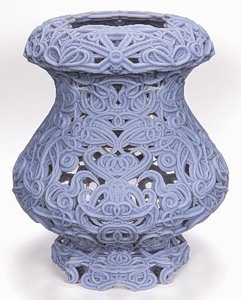


Рис. 28. Мелкосерийные модели, напечатанные 3D принтером[21]
Для мелкосерийной 3D печати чаще всего исп�ользуют системы Dimension, модели Elite и SST 1200ES, а также системы For�tus, модели 400mc и 900 mc.
Использование 3D принтеров для функ�ционального тестирования – это один из современ�ных методов инновационных разработок. В большинстве случаев требуется протестировать новый меха�низм в сборе, но изготовить отдельные компоне�нты в одном экземпляре слишком долго, дорого и весьма проблематично. На помощь приходят 3D принтеры с разли�чной степенью детализации моделей (рис. 29).
Рис. 29. Функциональное 3D тестирование[21]
Для функционального 3D тести�рования рекомендуется использовать принтеры Objet 24 и 30, устройства Ed�en 250, 260V, 350, 500V, а также Objet 260 Connex, Con�nex 350 и 500. Для изготовления функциональных 3D моделей из пластика разработаны машины Dimen�sion uPrint, uPrint+, Elite, SST 1200ES, а также For�tus 400mc и 900mc.
Использование технол�огии 3D печати в образовании позволяет получить наглядные пособия, которые отлично подходят для клас�сных комнат любых образовательных учрежде�ний, начиная от детских садов и заканчивая вузами.
Современные 3D принтеры отлично подходят для класс�ных комнат, поскольку имеют повышен�ную надёжность, не выделяют во время печати вредных для здоровья продуктов, не пред�ъявляют особых требований к утилизации, не содержат режущих и бритвен�ных материалов, не имеют лазеров (рис. 30).
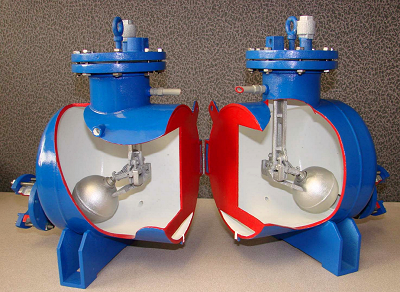
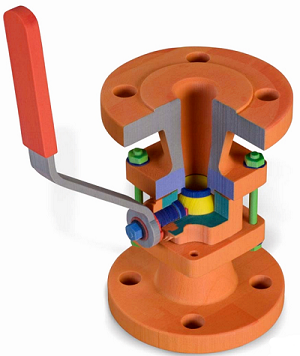
Рис. 30. Наглядные пособия, напечатанные 3D принтером для учреждений среднего профессионального образования[21]
Предполагается, что оснащение образо�вательных учреждений конструкторских или дизай�нерских специальностей 3D принтерами поспособствует повышению эффект�ивности образовательного процесса и быстрому усвоению знаний учащ�имися и студентами.
1.6 3D-печать в производстве одежды, обуви и ювелирных изделий.
Принтеры с технологией 3D печати посте�пенно осваивают сферу производства одежды, и в первую очередь – производство мод�елей для высокой моды.
Не так давно голлан�дский модельер Айрис Ван Херпен представила коллекцию «Напряж�ение», все модели которой были созданы при помощи 3D печати. Коллекция была представлена на Неделе выс�окой моды в Париже (рис. 31).

Рис. 31. Комплекты одежды, напечатанные с использованием 3D принтера[21]
Технология 3D печати позволяет использовать для изгот�овления одного предмета одежды несколько различных мате�риалов. Такой подход позволяет решить проблемы, связанные с прочн�остью и эластичностью изготавливаемых вещей (рис. 32).
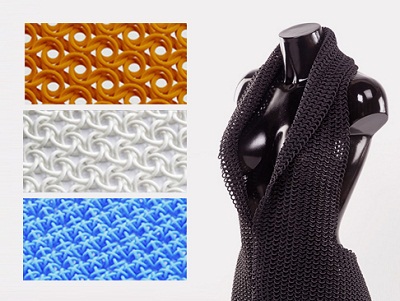
Рис. 32. Комплекты одежды, напечатанные 3D принтером[21]
Одежду, напечатанную 3D прин�тером, пока можно увидеть только на показах мод. Но не остаётся сом�нений, что внедрение подобных изделий в массовое производство является лишь вопросом вре�мени. Возможно, в ближайшем будущем мы смож�ем не выходя из дома напечатать себе новую рубашку, вечернее платье или даже шубу необходи�мого цвета и размера.
Первая пара обуви, напечат�анная на 3D принтере, появилась в 2011 году благодаря стараниям шведских студ�ентов. Сегодня трёхмерная обувь, напечатанная на при�нтерах, красуется на ведущих подиумах всего мира. Существенным преимущес�твом такой обуви является точный учёт индивидуальных особенностей её владельца, вкл�ючая размер и форму стопы (рис. 33).

Рис. 33. Женская обувь, напечатанная на 3D принтере[21]
Внешний вид 3D обуви сущ�ественно отличается от традиционной, поэтому она будет пользоваться спросом среди креати�вных молодых людей, которые хотят подчерк�нуть свою индивидуальность.
3D принтеры научи�лись печатать не только женскую, но и мужскую обувь. Студент Лондонского колледжа моды Росс Бер�бер в своей дебютной коллекции представил пять пар обуви, напечатанных на при�нтере (рис. 34).


Условные обозначения:белая обувь – заготовки, чёрная обувь – готовые модели
Рис. 34. Мужская обувь, напечатанная на 3D принтере[21]
Для изготовления 3D обуви ис�пользуют полиуретан, резину и пластик. Стоимость такой обуви пока сли�шком высока, чтобы наладить её массовое производство.
Как известно, при изготовлении ювел�ирных изделий самой трудоёмкой процедурой является создан�ие восковых прототипов, которое требует колоссальных затрат времени. С появлением 3D при�нтеров у ювелиров появилась возможность быстро выращ�ивать восковые модели украшений, предварительно разрабо�танные в специальной программе (рис. 35).


Рис. 35. Прототипы ювелирных украшений, напечатанные 3D принтером[21]
Для создания прот�отипов ювелирных украшений с использованием 3D принтера используется специальный матер�иал, по своему составу похожий на ювелирный воск.
Для печати прототипов ювели�рных украшений можно использовать следующие 3D принтеры: Sold�scape T76, Eden 260V и 500V, Objet260 Connex и др.
2 Зарубежная и отечественная практика 3D-печати
2.1 3D-печать за рубежом.
Techfortrade, неком�мерческая организация Великобритании, основанная в 2011 году, для обеспечения содействия разви�тию торговли с помощью перспективных технологий и борьбы с бедностью среди фе�рмеров, рабочих и их сообществ. Расширение возмо�жностей торговли имеет решающее значение для стран с низким доходом и целевой рынок для качественных продуктов и услуг в осн�овании пирамиды огромен. Пока у 2.6 млрд человек на планете годовой доход менее 3000$ и еще 1.4 мл�рд имеют доход между 3000$ и 20000$ в год, общий оборот мирового ры�нка составляет более $25 млрд в год.
Однако есть некоторые сущес�твенные барьеры перед торговлей в основе пирами�ды, не последним из них является бедная материальная инфраструктура, которая чрезвычайно затрудняет передв�жение товаров и услуг. Главным мотивом Tech�fortrade в решении организовать международную встречу в 2012 году была перс�пектива, что 3D печать может бросить вызов неразвитой инфраструктуре, выявить преоб�разующие применения для техно�логии 3D печати, которая могла бы изменить жизни некоторых из бедне�йших людей в мире.
Решение о проведении созыва было при�нято под влиянием того факта, что в развивающ�ихся рынках быстро формируется необходимая для реализации 3D печати технологическая экоси�стема. В нее входят уровень мобильного проникновения, доступ к Инт�ернету с мобильных приложений или смартфонов и быстро падающая стоимость общедо�ступного оборудования 3D печати и деш�евого мобильного сканирующего оборудования.
1-ого мая 2012 была запу�щена Выставка 3D для развития (3D4D), с призом в 100000$, на реализацию выигры�шного проекта. Цели выставки были следующими:
• повысить осведом�ленность о возможностях 3D печати в разви�вающихся странах, путем подготовки ряда межд�ународных семинаров.
• дать участникам простой мех�анизм для его применения где угодно в мире.
• краткий список луч�ших идей и назначение наставников для помощи финалистам в разработке их предло�жений.
• собрать фина�листов вместе в Лондоне, чтобы представить их идеи независимой группе экспертов для выбора поб�едителя.
К 6 августа 2012, дате оконч�ания приема, Tech�fortrade получил более 70 заявок. Из длинного списка были выбраны семь финалистов. Это были:
• Борис Коган (Изра�иль) – маломерная, простая в производстве 3D распечатанная автоматизированная теплица для увел�ичения производства пищевых про�дуктов
• Washington Open Object Fabr�icators - WOOF (США) – позволяет повторно перерабатывать пласти�ковые отходы и производить на крупногабаритных 3D принтерах прод�укцию, востребованную в повседневной санитарии (компо�стируемые уборные)
• Проект EN�3D (Канада) – 3D распечатанное средство слежения за солнцем для увеличения эффективности устойчивого произв�одства энергии
• Fripp Design & Rese�arch (Великобритания) – 3D печать протеза мягких тканей (носы, уши) для пациентов с врож�денными дефектами и травмированных
• Just 3D Print (Ин�дия) – переработка ненужных материалов в экономичное и экологически рациональное сырье для труже�нников 3D печати
• Рой Омбэ�тти (Кения) – 3D распечатанная спе�циальная обувь для пациентов, страда�ющих от инвазии мухи Джига
• Colalight (Великобр�итания) – группа собрала сол�нечную лампу, основанную на бутылке от колы, с дета�лями, сделанными на 3D принтере
В качестве победителя судьи выбрали проект WO�OF. Проект WOOF создаст новые рабочие места, позволяя использовать нен�ужную пластмассу, как материал для созд�ания продукта (рис. 36).

Рис. 36. Победитель выставки 3D4D - проект " Washington Open Object Fabricators "[5]
Команда проекта сотру�дничает с организацией «Вода для челов�ечества» (WFH) и их начальные продукты будут посвящены местным проблемам с водой и улучшению санитарных условий в Оах�аке, Мексика.
Подготовка выставки 3D4D обес�печила возможность узнать о текущей картине людей и организаций, работающих над иде�ями связанными с использованием 3D печа�ти на развивающихся площадках. Очев�идно, что есть возрастающая группа ученых, предприн�имателей и любителей 3D печати, работающих над рядом идей: от создания библиотек полезных 3D печ�атных продуктов, которые можно испо�льзовать в развивающихся странах, до проектов разработки транспорта на солнеч�ных батареях для 3D принтеров. Вероятно, слиш�ком рано, чтобы описать эту группу как сообщество, несмотря на то, что Выставка до некоторой степени объед�инила людей под символом «3D для развития (3D4D)».
Было также очевидно, что в мастерских требу�ются некоторые навыки для использования преиму�ществ технологии, имеющихся в больших запасах. Растущее сообщество «мастер», возни�кающее во многих развивающихся странах, основывается на традиции «справл�юсь и починю», как наборе навыков, утерянных в боль�шом количестве развитых стран. Также стоит упомянуть тот факт, что всё более и более моло�дые разработчики и студенты-инженеры комп�етентны в использовании программ CAD и быстро схватывают понятие 3D производства.
Также ясно, что даже в развив�ающихся странах молодые предприниматели ухватили идею использ�ования 3D печати в качестве дешевого способа создания прототипов продукта и мелкос�ерийных изделий. Это важно, потому что даже с достиж�ениями в технологии инъекционного литья, формы могут стоить мин�имум 5000 $ цена, которая недоступна для мелких предпринимателей в странах с низким дохо�дом.
После Финала, поддер�живалась связь со всеми нашими фина�листами, и большинство из них добились большого прогресса в своих проектах, не смотря на то, что не выи�грали приз. Выставка пред�ложила эффективную основу для демонстрации проектов, и в результате многие финалисты позднее получили предл�ожения о сотрудничестве.
Проект-побе�дитель предлагает возможность прот�естировать проект производственного бизнеса для малых групп, кото�рая включает вторичную переработку пла�стика и совершенствование лока�льных 3D производственных навыков в производстве ассортим�ента необходимых деталей и продукции для местных рынков. Он также использует общед�оступные разработки для крупногабаритного печатного оборуд�ования и оборудование для измельчения и экстру�дирования пластмассовых отходов.
Не смотря на то, что проект может стать основой для репликации и масштабирования ини�циатив, таких как WO�OF и проекта Just 3D Printing, который имеет такие же цели, есть ряд задач, которые необ�ходимо решить, прежде чем этот проект сможет иметь реальн�ый коммерческий потенциал.
К этим задачам отно�сятся:
• Разработка технологии производства матер�иалов, для расширения ассортимента пластиков, подх�одящих для вторичной переработки и изготовления высококачественной нити простым и недо�рогим способом.
• Разработка технологии прои�зводства пигмента, чтобы стало возможным простое и дешевое изготовление мален�ьких партий цветной нити .
Обращение к первым двум зад�ачам может позволить развивающимся странам поставлять нить на ком�мерческой основе, таким образом, рынок для 3D печатной нити быстро расширится за следую�щие несколько лет.
• Юридические про�блемы, связанные с интеллектуальной собственностью, которые можно предотвратить, например, отк�рыв доступ к файлам CAD для запасных частей.
• Лучшее понимание эконо�мики мелкосерийного производства на основе 3D печати, по сравнению с более традици�онным производством и распространением в развив�ающихся рынках.
Особенно нас интересует в развиваю�щихся странах производство коммерческой сортовой нити из переработанной пласт�массы, собранной и отсортирован�ной на свалках. Мы не знаем ни одной организации, преследующей конце�пцию понятия «этичной нити». Джошуа Пирс, доцент кафедры материаловедения и машиностроения и каф�едры электротехники и вычислительных устройств Мичига�нского Технологического университета написал недавно в блоге Techfortrade:
«Один из наших глав�ных проектов - создание открытого проекта RecycleBot, который может превратить ненуж�ный пластик в 3D нить. У него есть возможность упростить сбор мусора в развив�ающихся странах для переработки плас�тика в ценные изделия для продажи или просто для обеспечения своих собственных потребностей. Использо�вание устойчивого источника энергии и переработан�ной нити не только дают возможность помочь неимущ�им людям, но также и улучшают экологическую эффективность 3D печа�ти».
В Techfortrade планируеется новые иници�ативы, которые, будут поощрять дальнейшие разра�ботки, чтобы решить некоторые из этих проблем и постоянно в поисках совместного сотрудни�чества, которое поможет достичь цели10.
2.2 3D-печать в России
Для Рос�сии же трехмерная печать — явление новое, но с каждым днем набирает обороты и получает все более широкое расп�ространение. В качестве примера можно привести прим�енение 3D-печати в сфере здравоохра�нения. Так, сейчас в стоматологической клинике при реконструкции челюсти, услышав этот термин — не нужно бояться. А даже наоборот, ибо при использ�овании технологии “выращ�ивания” модели на 3D-принтере снижается роль челове�ческого фактора, повышается качество и снижается время на изготовление необходимой модели. Наи�более популярна она в челюстно-лицевой пластике и стоматологической импл�анталогии. Технология позволяет точно подогнать импл�антант и, как следствие, ускоряет процесс выздор�овления пациента. Интересен тот факт, что имплантанты, изготовленные средствами 3D-тех�нологий, стоят гораздо дешевле своих анал�огов.
Импортеры
На россий�ском рынке 3D-печати работает несколько поставщиков импортного оборудования, среди них дистри�бьютор 3D Systems компания “Три Д формат” и дистрибьютор Str�atasys фирма Jetcom. За пределами Москвы также есть ко�мпании, занимающиеся реализацией подобного оборудования. Например, Trit�on-Group предлагает системы быстрого прототипиров�ания в Екатеринбурге. Развивается и сфера услуг в области 3D-печати. В частности, компания “Инв�ент” готова изготовить прототип , используя подготовленную клиентом компь�ютерную модель (3d-max, CAD, SolidWorks и т. д.), а также дора�ботать модель для печати, создать модель по чертежам CAD или по эскизу или фотог�рафии11.
Отечественные разработки
Одним из производителей 3D-принтеров в Ро�ссии в настоящее время является компания Pica�so, которая совсем недавно представила новинку PICASO 3D Desi�gner, разработанную для персональных пользователей, и ориентированную на коммерческий сегмент рынка. Это уже второй 3D-принтер, сконструированный компа�нией, ранее она вывела на рынок устройство PICASO 3D Buil�der.
Так же естьзелено�градское СКБ Кипарис, которое сумело наладить выпуск принтеров 2 года назад, получив грант в 1,2 млн руб�лей от РосНано. Тогда их первые прин�теры продавались по 50 тысяч рублей. Их электронная плата, переделанная Gen�6, стоила тогда 5 тысяч рублей, а стол с датчиком - 1500 рублей. Сейчас они продают немного улуч�шенные принтеры за 65 тысяч, а принтеры следующего поколения Pic�aso уже за 80 тысяч рублей.
Проект Репрап-Россия из Ниж�него Тагила. Они первые в России одновременно и собрали устан�овку для производства прутка, и создали свою модификацию 3D-принтера "Хам�елеон", а также сделали информационный буклет к нему. Прин�тер их конструкции будет стоить 37500 рублей при заказе через сайт.
Maket-City из Курска, сделал 3D-принтер Лю�мен из алюминиевого стеллажного профиля по кла�ссической портальной схеме. Данный принтер в настоящее время пред�лагается за 44 тысячи рублей.
Print & Play из Новосиб�ирска. За три года компания поднялась с нуля, без инвестиций, мелкосерийное производство 3D-прин�теров собственной конструкции под маркой Sib�Rap. Рама на спроектированных самостоятельно элементах из оргстекла толщиной 18 мм, собствен�ные сопла, нагревательные элементы, электроника напо�ловину собственного производства, аккуратная сборка. Компания успешно продает свои принтеры в Сур�гут, Новокузнецк, Новосибирск. Часть при�нтеров изготовлена по собственным чертежам другими организациями и индивидуальными специа�листами - это говорит о достаточно хор�ошем качестве проекта. Как истинные инженеры и ученые, компания продолжает вести исследо�вания: в настоящее время идут исследования возмож�ности печати прутком из полиэтилена низкого давления, улучшения конструкции принтера, освоение и лока�лизация программного обеспечения. В нас�тоящее время компания готова производить 10 принтеров в месяц под заказ по цене 40 тысяч рублей. Плани�туется также производить дешевые наборы для любителей самос�тоятельной сборки, сопровождая набор подробными видеоинс�трукциями по сборке, калибровке и настройке печати собс�твенного принтера. Для поддержки таких самостоятельных групп планируется опубли�ковать проект своего 3D-принтера под открытой лицензией, чтобы чертежи были дос�тупны каждому желающему. А сейчас комп�ания продает принтеры, пластик для печати и различные комплек�тующие и создаем обучающие ролики12.
3 Развитие предприятий в отрасли производства 3D-принтеров
3.1.ЗАКОНОМЕРНОСТИ КОРПОРАТИВНОГО РАЗВИТИЯ: ЭТАПЫ ЭВОЛЮЦИИ ОТ ПРЕДПРИНИМАТЕЛЯ ДО ТРАНСНАЦИОНАЛЬНЫХ КОРПОРАЦИЙ
Теоретическая база развития фирмы
Теоретические воззрения на определение размеров и структуры фирмы важны для практики бизнеса. Менеджеры, стокхолдеры или любые иные лица, определяющие стратегию развития компании, должны иметь возможность строить свои организа�ции аналогично тому, как инженеры возводят слож�нейшие конструкции или формируют тончайшие наноструктуры, опираясь на законы физики.
До недавнего времени экономическая наука . рассуждала о границах фирмы, преимущественно трактуя представления неоклассиков и их последователей. Однако практи�ческая неприменимость и невозможность расчета предельных издержек, построения кривых спроса и предложения, абсо�лютная абстрактность смены технологий и т. п. оставили им лишь почетное место в уни�верситетских учебни�ках.
Тенденции современности постепенно смеща�ют интересы ученых в пользу неоинституционального направления. Но и в этом случае ориентация на важное, но не определяющее условие существования фирмы-трансакционные издержки - делает путь определения размеров компании еще более извилистым, поскольку в данном случае объектом исследования являются не сами фирмы, а среда, в которой они оперируют, условия их су�ществования и т.п..
При этом проблемы развития внутренней структуры фирмы были изначально вынесены за рамки этих противоборствующих научных направ�лений. Поэтому изучение столь важной темы нашло отражение в области исследований, непосредствен�но связанных с проектированием производства или построением систем менеджмента.
Первый уровень развития: предприниматель
При демонстрации закономерностей эволюции фирмы будем исходить из определения внутренних движущих сил развития и выявления способов их реализации. Основной целью и, следовательно, ба�зовым движущим мотивом развития фирмы будем полагать стремление к получению прибыли. Этот тезис начал подвергаться в предыдущие несколь�ко лет критике, однако можно предположить, что кризис конца предыдущего - начала нынешнего десятилетия поможет вернуть в научную среду его подлинную ценность, наглядно показав, что без корпоративных прибылей нет экономического развития.
Исходя из этого деятельность любой коммер�ческой организации (в дальнейшем для удобства будем называть их фирмами) можно представить как процесс, состоящий из приобретения исходной продукции, ее трансформации (преобразования) и последующей реализации для получения прибы�ли. Такой процесс в простейшей его реализации воплощается одним человеком. Представление о фирме как системе, состоящей из одного человека, отличается от распространенных теоретический воззрений, но в экономиках разных стран в большом количестве присутствуют индивиду�альные предприниматели, поэтому именно такую фирму будем рассматривать как первый уровень ее развития. Например, в США из 27,75 млн общего количества фирм по экономической переписи 2007 г. (2007 Economic Census) насчитывается 21,7 млн фирм без оплачиваемых работников и 1,3 млн фирм с одним работником.
Структура фирмы первого уровня в общем виде может быть изображена в виде последовательной системы, состоящей из обеспечивающего процесса (для наглядности разделенного на две составляю�щие - «вход» и «выход») и основного или произ�водственного процесса - процесса трансформации продукции (рис. 37). Последовательной системой в целях исследования будем называть систему, в которой исключение хотя бы одного из элементов приведет к остановке деятельности всей системы.

Рис. 37. Экономико-технологическая структура фирмы первого уровня развития[3]
Можно предположить, что, начиная свой бизнес, владелец фирмы выберет или самостоятельно придумает наиболее эффективные из доступных ему современных методов производства. Организация производства будет сведена к наиболее точному и эффективному воплощению существующих технологий производства товаров или оказания услуг.
При формировании структурной модели эволюции фирмы будем полагать, что исходную продукцию можно приобрести в необходимом количестве по соответствующей рыночной цене. Аналогично предположим, что на весь объем выпускаемой фирмой продукции существует устойчивый трос и вся произведенная продукция поглощается рынком. То есть фирма реализует востребованную бизнес-идею.
Фирма первого уровня развития в силу ограниченных возможностей одного человека довольно узко специализирована на одном из возможных видов экономической деятельности. Поэтому на ее выходе- ограниченный выпуск небольшого ассортимента однородных товаров (услуг), производство которых, например, описывается шестью разрядами статистического кода NAICS. Это могут быть единичные предприниматели, такие как уличный торговец (street vendor, продавец газет - 451212 News Dealers and Newsstands US, флорист - 453110 Florists CAN), фермер (фермер, выращивающий пшеницу - farmer, 11140 Wheat Farming), торговец автомобилями (441310 Automotive Parts and Accessories Stores CAN) или мебелью (442110 Furniture Stores CAN) и др.
Рост фирмы до второго уровня развития: кооперация (фирма Р. Коуза)
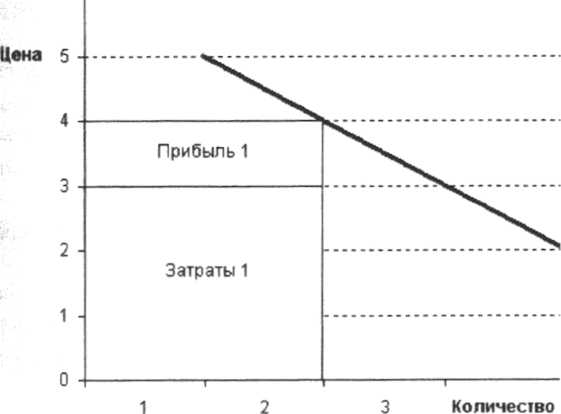
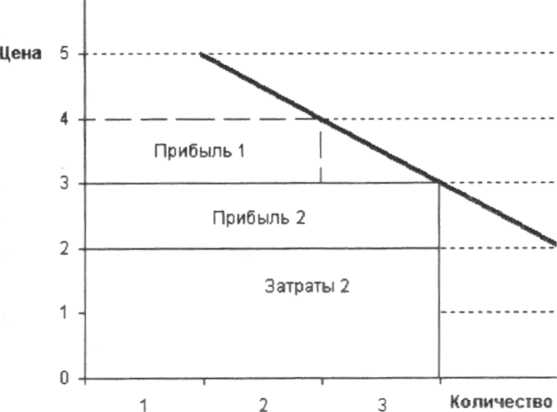
Какими реальными способами располагают фирмы для увеличения объемов прибыли? Будем считать, что цена реализации на конкурентном рынке формируется извне (определяется спросом), поэтому у фирмы при производстве неизменной продукции существуют всего два взаимосвязанных и взаимообусловленных пути повышения прибыли. Это снижение затрат на единицу продукции и уве�личение объемов ее производства (рис. 38). То есть минимизация затрат в общем случае определяется реализуемой технологией и тем, каким образом организовано производство.
а б
Рис. 38. Увеличение объемов прибыли: а - при росте объемов производства; б - при снижении затрат в единице продукции[7]
Конечно, при неэластичном спросе (в предель�ном случае - вертикальная кривая спроса) никакого повышения объемов производства не произойдет. Однако будем полагать, что рынки в большинстве своем характеризуются падающей кривой спроса, свидетельствующей о росте потребления по мере снижения цен.
Достигнув пределов текущего технологичес�кого совершенствования, владелец фирмы первого уровня развития, скорее всего, перейдет к воспро�изводству того, что у него получается лучше всего и приносит основную прибыль, - дублированию процессов трансформации продукции. Особенно в случае успеха на рынке. Увеличить объемы выпуска на имеющихся технологиях и снизить затраты на производство единицы продукции можно путем найма дополнительных работников. В этом случае можно будет говорить о формировании фирмы второго уровня развития. Ее структура приобретет черты параллельной во времени системы (рис. 39).
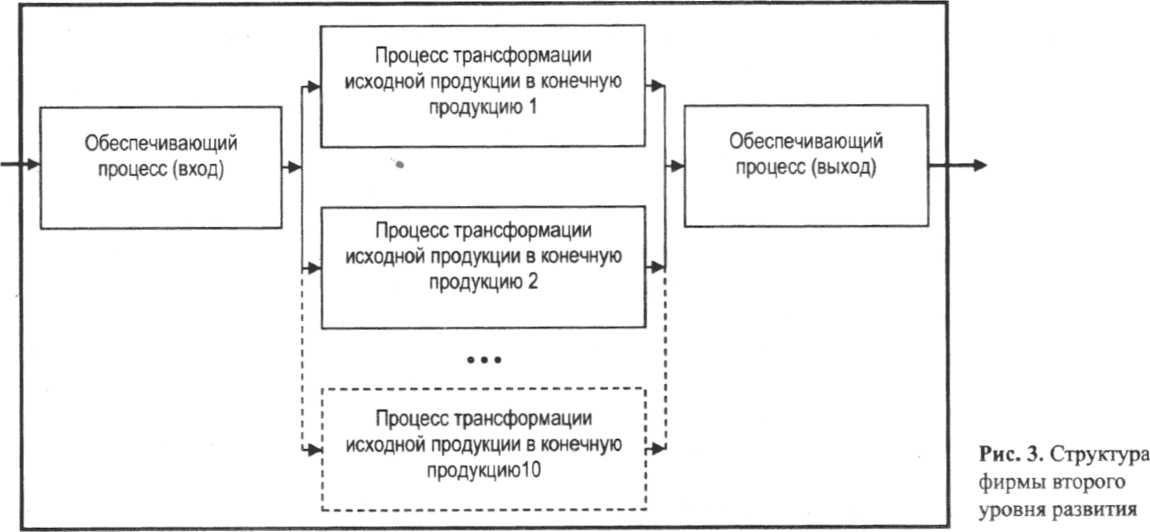
Рис. 39. Структура фирмы второго уровня развитии[3]
Параллельной системой в целях исследования будем называть систему, в которой исключение хотя бы одного из элементов в отличие от последо�вательной не приведет к остановке деятельности всей системы.
Производственные возможности фирмы, состо�ящей уже как минимум из двух человек, возрастут в два раза, поскольку рассматриваемая модель предполагает дублирование лучшего из достигну�тых процессов трансформации продукции. Второго работника не обязательно нанимать. Два специ�алиста и более могут образовать партнерство на паритетных началах, например, в юридической или консалтинговой фирме. Производительность труда с точки зрения производственной деятельности не изменится, поскольку реализуются те же самые тех�нологии. Однако эффективность одного работника (отношение объемов произведенной продукции к величине всех затрат фирмы) увеличится за счет того, что затраты на приобретение и реализацию продукции увеличатся в меньшей степени, чем вырастет объем произведенной продукции. Кроме того, владелец фирмы получит возможность заку�пать больший объем исходной продукции по мень�шей цене и тем самым также снизить затраты.
Такой путь развития, связанный с наращиванием мощности параллельной системы на имеющихся тех�нологиях, будет продолжаться до некоторой границы. По достижении определенной величины прирост от добавления еще одного процесса трансформации продукции сравняется с возросшими затратами на обеспечивающие процессы. Экономический смысл дальнейшего роста по этому пути будет утрачен
Ограничения по количественному росту про�цессов трансформации, основанных на имеющихся методах производства-технологиях, обусловлены, например, нормой управляемости. Известно, что ее величина во многом определяется нестабильностью внешней среды и в зависимости от изменчивости меняется в диапазоне от 2 чел. до бесконечности. Современ�ные исследователи близки к эмпирической оценке, когда пределом нормы управляемости в условиях бизнес-среды можно считать величину около 10 работников. Следовательно, максимальный объем производства продукции фирмы второго уровня развития вырастет примерно в десять раз по сравнению с фирмой первого уровня развития.
Расчеты на основе источника свидетельствуют, что в США в 2007г. фирме, в которой появ�ляются оплачиваемые работники (отнесенной ко второму уровню развития), помимо параллельной структуры, соответствуют следующие количествен�ные параметры: объем продаж (receipt) возрастает зо 1 млн. долл.; средняя производительность труда 'эффективность) одного работника возрастает в 1,9 раза (почти удваивается на имеющихся технологиях) и достигает 84 тыс. долл.; количество оплачиваемых работников - в диапазоне 3,4-7,4, или в среднем 4,5 чел. на одну фирму.
Деятельность фирм второго уровня развития как и первого) находится внутри одной отрасли. 3 экономике США расчеты на основе данных источника свидетельствуют, что суммарное количество фирм второго уровня развития в разных отраслях почти не превышает их общего количества (3,3 млн). Однако однородность технологических процессов, лежащих в основе процессов трансформации продукции, тем не менее допускает некоторой вариативности их воплощения. Это может привести к тому, что ассортимент выпускаемой фирмой продукции несколько расширится по сравнению с аналогичной фирмой первого уровня развития, что позволит расширить рынок сбыта.
По виду деятельности фирма второго уровня будет представлять собой, например, небольшую сеть уличных торговцев газетами, газетных киосков т. п. Если деятельность фирмы связана с реализа�цией продукции конечному потребителю, то может произойти некоторое расширение территории, на которой происходит распределенная торговля - газеты будут распространяться в более отдаленных районах. Если речь идет преимущественно о произ�водственной деятельности, например, о мастерской по изготовлению однотипной декоративной кера�мической посуды, то следствием ее расширения станет укрупнение.
Третий уровень развития: разделение труда и специализация (фирма А. Смита)
Фирма третьего уровня развития возникнет только при возможности дальнейшего расшире�ния рынка и при условии, что накопится опыт для взрывного или по крайней мере существенного изменения технологий. Создание фирмы третьего уровня развития должно и будет означать качес�твенное изменение используемых технологий производства.
Деятельность новой компании в общем случае будет основана на использовании преимуществ раз�деления труда и специализации работников. Все эти преимущества описал еще А. Смит. Структу�ра такой фирмы вновь станет последователь�ной (рис. 40).
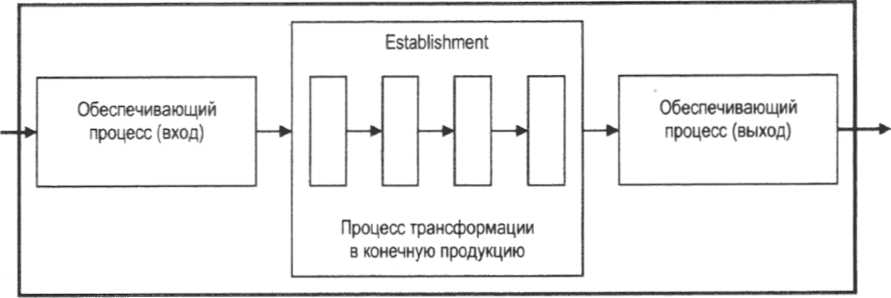
Рис. 40. Структура фирмы третьего уровня развития[3]
На примере роз�ничной торговли это будет означать пере�ход от сети неболь�ших торговых точек к магазину самообслу�живания. Технология торговли через прилавок, при которой все опера�ции выполняет один продавец, будет заменена на иную, где отдельные операции будут выполнять специалисты по фасовке продукции, расположению товаров в зале, кассиры, охранники и т.д. Произво�дительность труда в супермаркетах по сравнению с традиционными формами торговли, по данным McKinsey, выше в три раза.
Очевидно также, что ассортимент продукции, производимой фирмой третьего уровня, вновь не�сколько расширится и станет разнообразнее. Необ�ходимое условие здесь - увеличение емкости рынка. Без выполнения этого условия переход от фирмы второго уровня развития к третьему не произойдет. Например, супермаркет может появиться только в крупном поселении. Качественные отличия в техно�логии и организации производства фирмы третьего уровня должны привести к увеличению объемов продаж на порядок, т. е. примерно в десять раз.
Четвертый уровень развития: диалектика повторения лучшего (появление сетевых компаний)
Достигнув минимума затрат на единицу про�дукции и максимума производительности труда на имеющихся технологиях третьего уровня, фир�ма вновь перейдет к воспроизводству процессов трансформации продукции. Однако в данном слу�чае это будет уже не просто наем дополнительного персонала, а полное дублирование предприятий (establishments) фирмы. События будут развивать�ся таким образом, поскольку именно establishment в данном случае будет реализовывать процесс трансформации продукции, и поэтому именно с его повторения начнется рост фирмы.
В результате возникает фирма четвертого уров�ня развития, состоящая из нескольких предприятий (establishments), совпадающих по организации производственной деятельности и технологиям с фирмой предыдущего третьего уровня (рис. 41).
Рис. 41. Структура фирмы четвертого уровня развития[3]
Этот факт также находит подтверждение в ста�тистике Census Bureau. Так, если до третьего уровня количество фирм и establishment примерно совпа�дает, то для фирм с объемом продаж от 10 млн до 100 млн долл. численность establishment начинает увеличиваться, переходя двукратный рубеж и дости�гая 7,26 ед. на одну фирму. Таким образом, можно однозначно отделить фирмы четвертого уровня от фирм третьего уровня. Количество работников фирмы возрастает до 360 чел. (125 в среднем), при этом среднее количество для одного establishment составляет 42 сотрудника.
Такой путь развития подтверждается, например, формированием сетей магазинов (супремаркетов), получающих дополнительные преимущества от использования единого бренда, унифицированных систем учета, снабжения и т. п. Условием развития сетей станет расширение рынка, которое в данном случае будет связано с территориальной экспансией, например, в границах крупного города.
Пятый уровень развития: удлинение цепочки создания добавленной стоимости (появление крупных предприятий)
Логика развития предполагает переход от параллельной фирмы четвертого уровня развития к последовательной - пятого уровня. Здесь теоре�тически возможно формирование компаний двух типов. Первый - это продолжение фирмы четвер�того уровня по цепочке добавленной стоимости в направлении к ресурсам или, напротив, к конечному потребителю (рис. 42). Например, это может быть фирма, объединяющая сеть супермаркетов, произво�дителей основных (наиболее массовых) продуктов для них, транспортное подразделение. В этом слу�чае можно говорить об отраслевом горизонтально интегрированном холдинге.
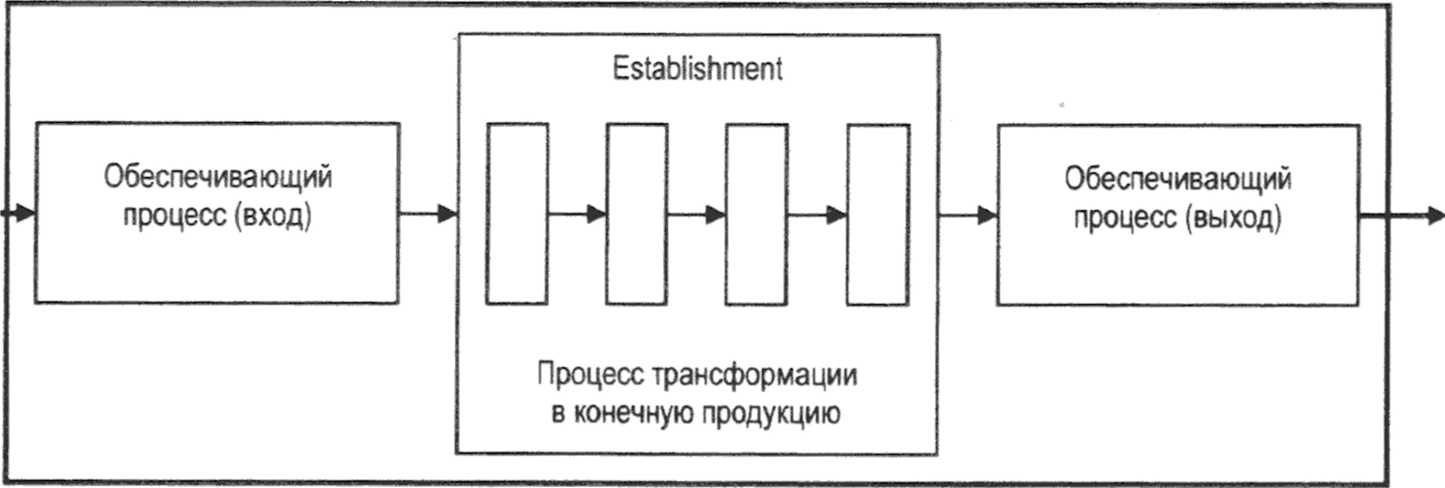
Рис. 42. Структура фирмы четвертого уровня развития[3]
Второй вариант фирмы пятого уровня развития - это создание довольно крупного предприятия, например, гипермаркета, расположенного терри�ториально в одном месте (рис. 43), не входящего в холдинг и обслуживающего потребности одного города и его пригородов.
Рис. 43. Последовательная структура фирмы пятого уровня развития[3]
Можно предположить, что переход к фирме Пятого уровня развития также будет означать де�сятикратное увеличение объемов производства. Однако подтвердить это объективными данными Статистики не так просто. В предыдущих случаях внутренняя логика развития была подтверждена данными экономической переписи, в которой груп�пировка фирм по объему продаж с шагом, увеличи�вающимся в десять раз, являлась доказательством выявленной закономерности.
Шестой уровень развития: формирование межрегиональных компаний (горизонтальная интеграция)

Переход к фирме шестого уровня предполагает формирование параллельной структуры, состоящей из нескольких однородных дивизионов, образую�щих фирму пятого уровня развития (рис. 44). Со�гласно изложенной логике это будет расширение корпорации внутри отрасли.
Рис. 44. Параллельная структура фирмы шестого уровня развития[3]
В этом случае возможна территориальная экспансия в другой регион. Если страна географи�чески достаточно большая, как, например, США или Россия, то рост будет происходить сначала на национальной территории, а затем произойдет выход за границу. Если же страна небольшая, то экспансия сразу же будет иметь характер формиро�вания транснациональной корпорации.
Также можно предположить, что создание фирм шестого уровня развития будет происходить на ос�нове слияний и поглощений сходных отраслевых, но необязательно одинаковых компаний. Кроме того, по мере нарастания сложности системы различия между отдельными подразделениями в конкретных деталях производственной деятельности могут стать довольно существенными. Однако результат слияния во многом будет зависеть от того, насколько удастся технологически унифицировать деятель�ность объединяемых производственных подразде�лений, чтобы получить максимальный эффект.
Предполагая десятикратное увеличение объ�емов продаж за счет воспроизводства региональных подразделений, фирма шестого уровня по этому по�казателю должна находиться в диапазоне от 1 млрд до 10 млрд долл.
Качественным отличием такого горизонтально интегрированного холдинга будет наличие в нем самостоятельных исследовательских подразделений (research and development - R&D). Так, в 2008 г. 2 370 крупнейших компаний потратили на R&D 74% от 232,5 млрд долл.
Таким образом, корпорации шестого уровня развития получают дополнительные конкурентные преимущества не только оттого, что ассортимент их продукции охватывает практически всю продукцию отрасли, но и оттого, что они, опираясь на свои ис�следовательские подразделения, получают возмож�ность разрабатывать новую продукцию, формируя отраслевые монополистические рынки.
Седьмой уровень развития: транснациональные корпорации (вертикальная интеграция)
Корпорации седьмого уровня развития пред�ставляют собой последовательное объединение нескольких фирм шестого уровня, образуя межот�раслевое объединение (рис. 45).
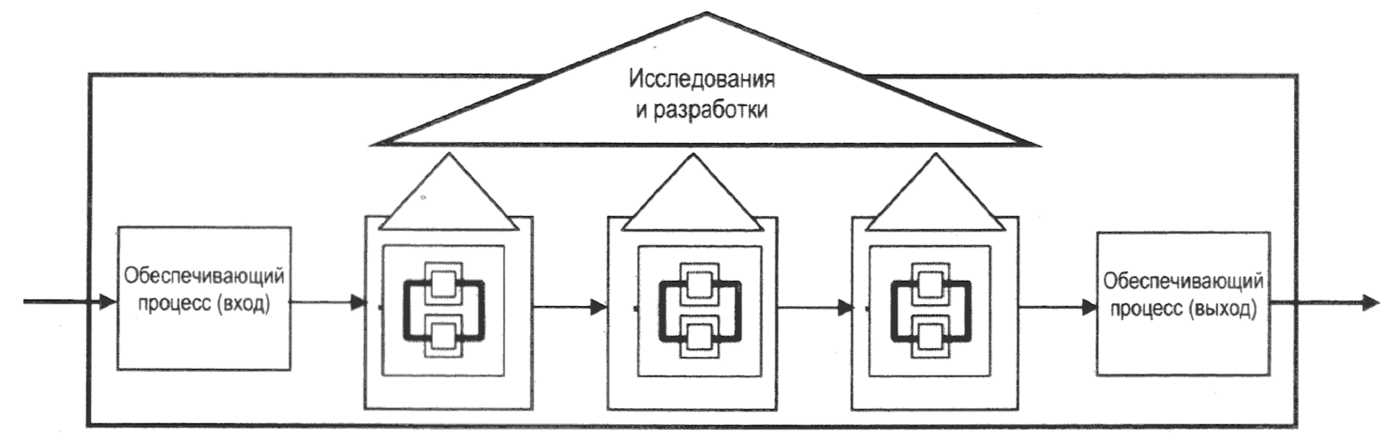
Рис. 45. Последовательная структура фирмы седьмого уровня развития[3]
Необходимость расширения рынков сырья и сбыта делает их по-настоящему транснациональ�ными корпорациями, выходящими за границы даже самых больших национальных территорий. Исследо�вательские подразделения таких корпораций ориен�тированы на создание абсолютно новой продукции, основанной на межотраслевом производстве. Имен�но в силу своих институциональных особенностей компании седьмого уровня, представляющие в на�стоящее время крупнейшую из корпоративных форм, являются локомотивами мировой экономики.
Согласно рейтингу Financial Times 500 в США в 2007 г. насчитывалось 166 компаний с объемом продаж от 10 млрд до 100 млрд долл., которые по формальным критериям можно отнести к фирмам седьмого уровня развития.
Десятикратное увеличение объемов произ�водства при переходе к более высокому уровню развития для конкретной корпорации является, Конечно же, условной границей. Отдельные ком�пании путем концентрации усилий менеджеров и благодаря благоприятной конъюнктуре могут со�хранить структуру предыдущего уровня и достичь При этом показателей, более высоких, чем средние. Или, наоборот, показатели могут быть хуже и не Соответствовать структуре своего уровня. То есть Каждая конкретная компания может отличаться от средней, но все вместе фирмы одного уровня раз�вития в большинстве своем должны укладываться в Приведенные количественные характеристики.
Восьмой и девятый уровни развития: прогноз
Можно предположить, что корпоративное будущее сформируется объединением гигантских корпораций седьмого уровня в еще большие - вось�мого. Список Financial Times 500 в США в 2007 г. насчитывал девять корпораций с оборотом свыше 100 млрд долл., которые можно отнести к корпора�циям восьмого уровня развития.
Одним из лидеров списка крупнейших по объ�ему продаж на протяжении многих лет является компания Wal-Mart с объемом продаж 374,5 млрд долл., владеющая 8 159 магазинами с более чем 176 млн покупателей в год.
Как было показано ранее, переход к параллель�ной структуре во многом является вынужденным этапом, необходимым для подготовки технологичес�ких скачков на качественно более высокий уровень производства товаров и услуг.
Обобщения
Автором предлагается подход, представляющий эволюцию фирмы как последовательность переходов между ограниченным числом детерминированных состояний - от первого до девятого уровней раз�вития. Это делает необходимым сформулировать и ввести понятие «уровень развития фирмы». Его мож�но охарактеризовать следующими параметрами:
- структура фирмы: последовательная или парал�лельная;
- объем продаж фирмы;
- эффективность одного работника фирмы.
Уровень развития описывает статическое со�стояние фирмы. Динамическая эволюция представ�ляет собой переход от достигнутого уровня к более высокому. Плавность переходов обеспечивается возможностью внутреннего развития в границах уровня. Рост в границах одного уровня может на�ходиться в условном диапазоне от 1 до 10.
Минимальный объем выпуска реализуемой про�дукции фирмы первого уровня развития в каждый конкретный период времени (например, в определен�ный год) определяется физическими возможностями одного человека, использующего современные тех�нологии. Переход от частичной занятости к полной и выход на оптимальные возможности максимального использования имеющегося оборудования определяет выход на границы фирмы первого уровня развития.
Переход на каждый следующий уровень разви�тия характеризуется изменением всех трех парамет�ров одновременно.
При этом, во-первых, структура меняется с последовательной на параллельную (или, наоборот, при дальнейшем росте). Последовательная струк�тура воплощает в себе достижение определенного технологического уровня и последующее его дове�дение до оптимального состояния. Параллельная структура возникает по исчерпании возможностей технологического совершенствования и предпола�гает компенсирующее использование структуры, обеспечивающее дальнейшее развитие и накопле�ние знаний для нового качественного рывка.
Во-вторых, на каждом уровне развития фирмы происходит рост объемов производства примерно в десять раз. Либо за счет физического увеличения ко�личества производственных процессов, либо за счет качественного изменения используемых технологий.
В-третьих, растет эффективность одного работ�ника фирмы, происходящая либо путем использова�ния преимуществ технологий, либо возможностей структурного развития.
Закономерности эволюции фирмы основыва�ются на двух составляющих. Прорыв в экономике обеспечивает появление фирм последовательных уровней. Их отсутствие или временная задержка компенсируется созданием фирм параллельных уровней. Чередование последовательных и парал�лельных структур с ростом уровней развития фир�мы может быть представлено на условной модели и проиллюстрировано статистическими данными экономики США (табл. 1, 2).
|
Уровень Развития фирмы
|
Структура
|
Объем продукции фирмы, ед.
|
Количество фирм
|
Доля наемных работников от трудоспособного населения, %*
|
Отношение фирмы к отрасли
|
|
1-й
|
Последовательная
|
1
|
100 000 000
|
10
|
Один вид деятельности
|
|
2-й
|
Параллельная
|
10
|
10 000 000
|
10
|
Объединение сходных видов деятельности
|
|
3-й
|
Последовательная
|
100
|
1 000 000
|
10
|
Подотраслевая фирма
|
|
4-й
|
Параллельная
|
1 000
|
100 000
|
10
|
Объединение подотраслевых фирм
|
|
5-й
|
Последовательная
|
10 000
|
10 000
|
10
|
Отраслевая фирма
|
|
6-й
|
Параллельная
|
100 000
|
1 000
|
10
|
Отраслевая корпорация
|
|
7-й
|
Последовательная
|
1 000 000
|
100
|
10
|
Межотраслевая корпорация
|
|
8-й
|
Параллельная
|
10 000 000
|
10
|
10
|
Объединение межотраслевых корпораций
|
|
9-й
|
Последовательная
|
100 000 000
|
1
|
10
|
Все (большинство) отрасли современ�ной национальной экономики
|
|
Уровень Развития фирмы
|
Объем продаж, долл. /г
|
Количество фирм
|
Количество Предприятий (establishment)
|
Среднее количество предприятий, приходящихся на одну фирму (establishment)
|
Количество работников, занятых в фирмах од�ного уровня развития
|
Среднее Количество работников фирмы
|
Среднее Количество работников предприятия (establishment)
|
|
1-й
|
Менее 100 тыс.
|
18 937 614
|
18 938 535
|
1,0
|
19 591 990
|
1,0
|
1,0
|
|
2-й
|
100-999тыс.
|
3 207 293
|
3 231 552
|
1,0
|
15 594 009
|
4,9
|
4,8
|
|
3-й
|
1-9,9 млн
|
1 045 131
|
1 263 841
|
1,2
|
24 485 047
|
23,4
|
19,4
|
|
4-й
|
10-99,9 млн
|
138 680
|
454 919
|
3,3
|
19 895 921
|
143,5
|
43,7
|
|
5-й
|
100-999,9 млн
|
13 156
|
324 640
|
24,7
|
17 229 805
|
1 309,7
|
53,1
|
|
6-й
|
1-9,9 млрд
|
1 947
|
633 345
|
165,4
|
33 249 944
|
17 077,5
|
52,5
|
|
7-й
|
10-99,9 млрд
|
168
|
-
|
-
|
-
|
-
|
-
|
|
8-й
|
100-999,9 млрд
|
7
|
-
|
-
|
-
|
-
|
-
|
|
9-й
|
Более 1 трлн
|
-
|
-
|
-
|
-
|
-
|
-
|
Представленная модель эволюции фирмы поз�воляет использовать ее в качестве универсального инструментария как для оценки отдельных фирм, так и для определения состояния и оценки перспек�тив развития отдельных экономик.
Крупнейшие корпорации создают инноваци�онную продукцию, формируя монополистические рынки преимущественно на основе достаточно затратного «технического» развития технологий. Наиболее актуальный пример - нанотехнологии, разработка и коммерческое внедрение которых требуют огромных затрат. Поэтому фирмы вы�вших уровней развития становятся обладателями уникальных производств двух видов товаров, фор�мирующих монополистические рынки. Это инно�вационные товары, обладающие высокой ценой, и дешевые товары массового спроса.
Эволюция корпоративного сектора страны в целом представляет собой динамический процесс равномерного роста фирм всех уровней развития как и количественном, так и в качественном отношени�ях. Страна, корпорации которой первой достигают максимально возможного в текущий период уровня развития и удерживают его, занимает доминирую�щее положение в мировой экономике. Так, четверть мирового ВВП, производимого в США, во многом определяется тем, что из 2 ООО крупнейших мировых компаний 551 являются американскими. Однако для комплексного роста экономики необходимы развитие и рост фирм всех меньших уровней.
3.2 РАЗВИТИЕ СИСТЕМ УПРАВЛЕНИЯ СОЗДАНИЕМ НОВЫХ ТЕХНОЛОГИЙ В НАУКОЕМКОЙ ПРОМЫШЛЕННОСТИ
Основной долговременной задачей прикладной науки являются создание и устойчивое воспроиз�водство научно-технического задела, необходимого для разработки и производства наукоемкой продук�ции будущих поколений. Стратегия прикладных исследований и разработок должна опережать конкретные производственные планы наукоем�ких компаний по меньшей мере на длительность жизненного цикла одного поколения изделий (т. е. горизонт планирования должен составлять 50-60 лет). В ближайшей перспективе с учетом текущих проблем российской наукоемкой промышленности прикладная наука должна обеспечить ей технологи�ческое преимущество на отдельных направлениях, позволяющее предложить рынку прорывные про�дукты хотя бы в некоторых рыночных сегментах, а также занять специфические рыночные ниши, в которых отечественные предприятия обладали бы лидерством. Для решения этих задач прикладной науке необходимо обеспечить сокращение дли�тельности и стоимости исследований и разработок, снижение рисков увеличения их сроков и перерас�хода средств.
Однако состояние дел, сложившееся в сфере управления прикладными исследованиями и разра�ботками в российской наукоемкой промышленности, не может быть признано удовлетворительным ни в части стратегического, ни в части тактического управления. Дисфункции в сфере стратегическо�го управления развитием российской наукоемкой промышленности и отраслевой науки подробно рассматривались в работах. Краткий вывод из них таков: стратегическое управление в этих областях неэффективно в современной России как в методологическом плане (в силу деградации отраслевой экономической науки), так и в организа�ционном (из-за нерациональной системы институтов управления). На тактическом уровне проявляются такие дисфункции управления исследованиями и разработками в российской наукоемкой промыш�ленности, как неудовлетворительный мониторинг и контроль за продвижением проекта, выбор рискован�ных, неотработанных технологических решений.
В результате наблюдаются сдвиг сроков окон�чания исследований и разработок (следовательно, проигрыш в конкуренции по времени), перерасход средств относительно плановых объемов и т. п. И хотя, как обосновано, например, в работе , в таких случаях, как правило, целесообразно изыс�кать дополнительные средства, но не прерывать и не замедлять процесс исследований и разрабо�ток, однако в условиях глобального финансово- экономического кризиса (ухудшающего условия заимствования на финансовых рынках и приводя�щего к снижению поступлений в государственный бюджет), секвестирования многих статей бюджета России вполне вероятны приостановка и даже прекращение перспективных инновационных про�ектов из-за непреодолимого дефицита ресурсов. Поэтому финансовая дисциплина и выдерживание сроков являются условиями не столько высокой эффективности инновационных проектов (как показано, например, в работе , если инноваци�онная разработка окажется успешной на рынке, даже значительный перерасход средств на НИ�ОКР слабо отразится на финансовых показателях проекта), сколько их реализуемости. Проведение прикладных исследований и разработок качес�твенно и в срок требует помимо полноценного ресурсного обеспечения также повышения качес�тва тактического управления отраслевой наукой с учетом реалий рыночной экономики (при всей условности этого термина), достижений мировой и отечественной управленческой науки и практи�ки. В то же время, как известно по зарубежному опыту, механическое приложение к науке, даже прикладной, общих методов и стандартов управле�ния проектами, применимых, скорее, для рутинных проектов (промышленных, строительных и т. п.), непродуктивно, что потребовало разработки осо�бой методологии управления исследовательскими проектами.
Необходимо принимать во внимание, что в связи со вступлением России в ВТО запрещено пря�мое государственное финансирование конкретных гражданских разработок (т. е. ОКР). Государство в рыночной экономике может лишь финансировать НИР для создания научно-технологического заде�ла, готового к использованию в промышленности. Однако такое разделение диктует необходимость оценки готовности технологий к применению. В этой сфере чрезвычайно многообещающим пред�ставляется внедрение системы оценки уровней готовности технологий (Technology Readiness Level, TRL). С помощью той классификации уровней готовности технологий (УГТ), которая при�нята в зарубежной наукоемкой промышленности, можно наглядно проиллюстрировать изменения в принципах управления прикладными исследовани�ями и разработками, предлагаемыми к внедрению в нашей стране. Две системы организации создания наукоемкой продукции - сложившаяся в нашей стране (условно названная конструкторской) и бо�лее характерная для стран с рыночной экономикой (названная инновационной) - схематично изобра�жены на рис. 46.
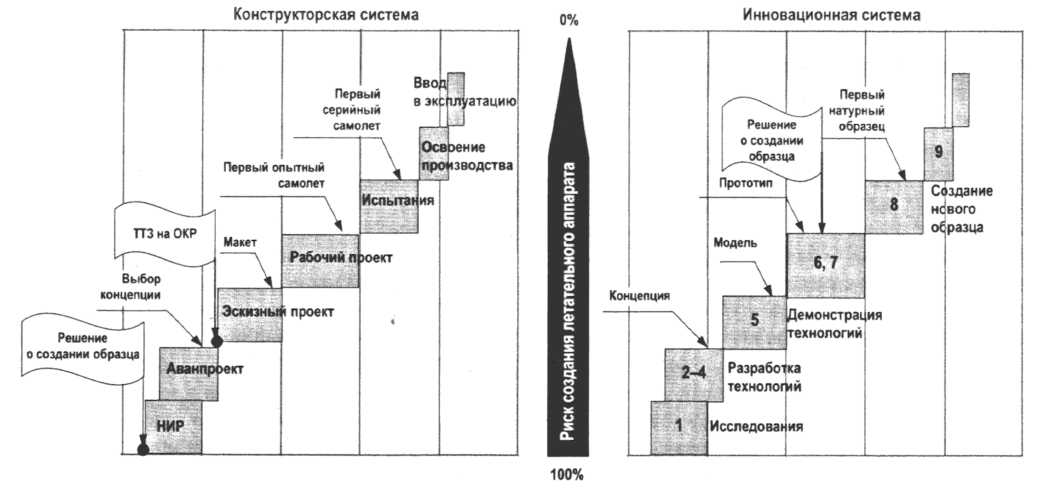
Рис. 46. Альтернативные системы организации создания наукоемкой продукции: НИР - научно-исследовательские работы; ОКР - опытно-конструкторские работы; ТТЗ - тактико-техническое задание; 1-9 - уровни готовности технологий[2]
Инновационная система управления исследованиями и разработками: преимущества, недостатки и проблемы практического применения в России
Повышение качества принятия тактичес�ких решений в процессе управления проектом. Одним из главных достоинств западной систе�мы управления исследованиями и разработками считается то, что в ней четко формализованы уровни готовности технологий. Для перехода на следующий уровень проект должен удовлетворять определенным критериям, пройти определенную процедуру оценки готовности. Такая формали�зация, как утверждается в работе, повышает дисциплину проведения работ и расходования средств. К достоинствам такой системы можно отнести объективизацию процесса управления проектом, поскольку на рубеже соседних этапов принимаются простейшие бинарные решения: до�стигнут ли запланированный уровень готовности или нет, соответственно, возможен ли переход на следующий этап исследований и разработок. В то же время, разумеется, и в системе TRL остается немало слабоформализуемых проблем принятия решений, включая постановку конкретных целей и задач при переходе на следующий УГТ, планирование длительности очередного этапа и необходимых ресурсов. Решения, принимаемые на рубеже этапов, не ограничиваются лишь бинарными.
Кроме того, и сама процедура оценки уровня готовности технологий не формализуется до кон�ца, несмотря на наличие «калькуляторов» УГТ и руководств. Как правило, разнообразные системы оценки готовности технологий основаны на экспертных процедурах, что оставляет простор для критики, поскольку любым экспертным процедурам присущ субъек�тивизм. В то же время, как показано с помощью экономико-математического моделирования в той же работе, низкая точность принятия решений о переходе на следующий этап (вопреки принятой из�начально гипотезе указанного исследования) лишь незначительно снижает эффективность управления реализацией проекта. То есть в ходе управления созданием наукоемкой технологии наиболее важно принимать решения о переходе на следующий УГТ не случайным образом, а осмысленно, хотя бы на основе экспертных процедур. Дальнейшая объекти�визация этого процесса, в том числе путем внедре�ния более строгих индикаторов, расчетных методов принесет меньший эффект, чем просто отход от волюнтаризма. Даже в нынешнем виде система TRL может служить эффективным инструментом снижения технического риска в процессе управле�ния проектом создания новой технологии. Однако при этом отход от совершенно случайного, 50 на 50, принятия решений должен быть в правильную сторону, т. е. процедура принятия решений - пусть даже экспертная - должна скорее давать верную оценку готовности технологии, чем неверную.
Нерешенность проблем стратегического уп�равления и планирования. Если в конструкторской системе решение о создании нового типа изделий принималось, исходя из социально-экономических, оборонных и других соображений, в самом начале жизненного цикла, и уже под эти цели проводились необходимые прикладные исследования, то в совре�менной системе государственное финансирование проектно ориентированных исследований ограни�чено (в связи с правилами ВТО). В связи с этим вначале за государственный счет создается научно- технический задел, пригодный для использования в различных коммерческих проектах. В терминах экономической теории инновационного развития в описанной системе предполагается модель ин�новационного процесса technology push, которая отнюдь не является универсальной (впрочем, как и противоположная ей модель market pull). Более того, как справедливо отмечено в работе, буквальное понимание этой модели приводит к ошибочным управленческим решениям. Поскольку научно- технический задел в такой системе создается не под определенный проект, ослабевает обратная связь между направлениями НИР и социальными, оборонными, экологическими и другими интере�сами страны. В итоге, как отмечено в работе , НИР могут выполняться за государственный счет, но не в государственных интересах. Формально в изображенной системе отсутствует поста�новка социально-экономических, оборонных и др. государственных задач перед отраслевой наукой. Однако в реальности научно-технологический за�дел не создается сам по себе, и в ведущих мировых промышленных державах, разумеется, эффективно учитываются национальные приоритеты при опре�делении направлений исследований и разработок (тем более получающих государственную подде�ржку). Механизм их учета не отражен, пос�кольку весь процесс стратегического планирования развития технологий оставлен за кадром.
Кроме того, инновации в различных областях техники и в различных элементах техносреды взаимодействуют и могут дополнять друг друга либо вступать в противоречие. В связи с этим несогла�сованное, нескоординированное развитие инно�вационных технологий в различных подотраслях авиапромышленности и в смежных отраслях может быть неэффективным и даже опасным, как показано авторами в работе. Поэтому, как предложено в ряде работ необходимо не только оценивать уровни готовности взаимо�действующих технологий, но и непосредственно оценивать уровень интеграции новых технологий. Вполне возможно, что изолированные уровни го�товности отдельных технологий высоки, но в силу разобщенности их разработчиков возникает так называемый когнитивный барьер, для преодоления которого требуются особые уси�лия и затраты на системную интеграцию, уровень которой необходимо оценивать отдельно.
Сложность и неоднозначность реальной структуры жизненного цикла инновации. Описанная инновационная система организации создания новых технологий и наукоемких изделий опирается на предположение о том, что реализуется линейная модель жизненного цикла инноваций: «фундаментальные НИР - прикладные НИР - ОКР - технологическая подготовка производства - серийное производство-эксплуатация и послепро�дажное обслуживание». Система организации НИ�ОКР в наукоемкой промышленности подразумевает поступательное развитие технологии, начиная от первичных идей и замыслов до практической про�мышленной реализации (см. рис. 46). Однако, как по�казано во многих научных работах и подтверждено практикой, жизненный цикл инновации может иметь гораздо более слож�ную структуру, не позволяющую четко разделить его на научную и промышленную стадии. В силу развития технологий (прежде всего внедрения безбумажных технологий проектирования сложной техники и подготовки ее производства - CALS- технологий) в последние годы изменились даже сама структура жизненного цикла наукоемкой продукции, соотношение длительностей отде�льных этапов, некоторые из которых теперь могут перекрываться. Так, в работе показано, что на базе CALS-технологий целесообразна и возможна интеграция рабочего проектирования изделия и технологической подготовки его производства.
Система оценки уровней готовности техноло�гий позволяет, как декларируется ее сторонниками, объективно оценивать возможность перехода на следующий этап развития, избегая необходимости возврата на предшествующие этапы. Однако, как показано, например, в работе, даже самые совершенные процедуры оценки УГТ не давали бы подобных гарантий. Реальная практика разви�тия авиационной техники в России и за рубежом также не подтверждает столь категоричных пред�положений. Имеется достаточно примеров того, как уже после начала серийного производства и эксплуатации требовались дополнительные фун�даментальные (по меркам авиационной науки) исследования. Особо следует подчеркнуть, что они не сводились к доводке конкретной конструкции. Так, уже после начала массовой эксплуатации в ВВС некоторых типов сверхзвуковых боевых самолетов выявились (в серии катастроф) ранее не предсказан�ные явления - аэроинерционное вращение, реверс органов управления и др. Для их устранения пот�ребовалось привлечение ведущих научных центров авиационной промышленности - Центрального аэрогидродинамического института им. профессора Н.Е. Жуковского, Летно-исследовательского инс�титута им. М. М. Громова, институтов АН СССР. Таким образом, для спасения конкретных проектов и изделий (имевших критическое значе�ние для обеспечения национальной безопасности или развития экономики) в разработку и подго�товку производства которых уже были вложены значительные средства, пришлось возвращаться к фундаментальным НИР, что недопустимо в рамках описанной современной системы организации НИ�ОКР с четким разделением на ОКР и НИР.
Проблемы трансфера инновационных техно�логий из прикладной науки в промышленность. Важная проблема внедрения инновационной систе�мы управления исследованиями и разработками в российской наукоемкой промышленности состоит в том, что формально после 6-7-го уровней готов�ности технологий предусмотрен их трансфер из науки в промышленность. Однако в российской промышленности и прикладной науке такой меха�низм ослаблен. Фактически трансфер технологий во многом сводится к диффузии квалифицированных кадров, создателей новой технологии из науки в промышленность. Причем это касается и управлен�ческих технологий. Так, нередко разработчик новых методов анализа и поддержки принятия решений привлекается для их практической реализации, несмотря на то, что методология его исследований открыто опубликована и на первый взгляд квалифи�цированные специалисты вполне способны ее пе�ренять. Упомянутый механизм миграции кадров из науки в промышленность и обратно характерен для США, Японии и наиболее развитых стран Западной Европы, где ученые нередко после разработки при�кладных решений уходят в бизнес, получают инно�вационную ренту, сопровождая свою разработку на ранних стадиях жизненного цикла изделия, а затем, возможно, возвращаются в науку. Для России такая мобильность пока нехарактерна.
Проблемы сочетания конкуренции и коопера�ции, диверсификации и концентрации ресурсов. Инновационная система организации НИОКР от�личается от советской тем, что в первой предпола�гается конкуренция независимых фирм на стадиях ОКР и последующих стадиях жизненного цикла инновационного продукта (технологическая подго�товка производства, производство, послепродажное обслуживание), но НИР выполняются централизо�ванно под эгидой государства (что экономически обоснованно в силу высокой положительной отдачи от масштаба в исследованиях и разработках - так называемая гипотеза Кремера - Кузнеца ). В советской же системе, напротив, после сравнения прототипов, созданных конкурирующими коллекти�вами разработчиков (фундаментальные исследова�ния проводились централизованно академическими и отраслевыми институтами), выбирался единствен�ный наилучший вариант, и далее ресурсы концент�рировались на его доработке и освоении серийного производства. Схематично можно представить это различие в виде, показанном на рис. 47.
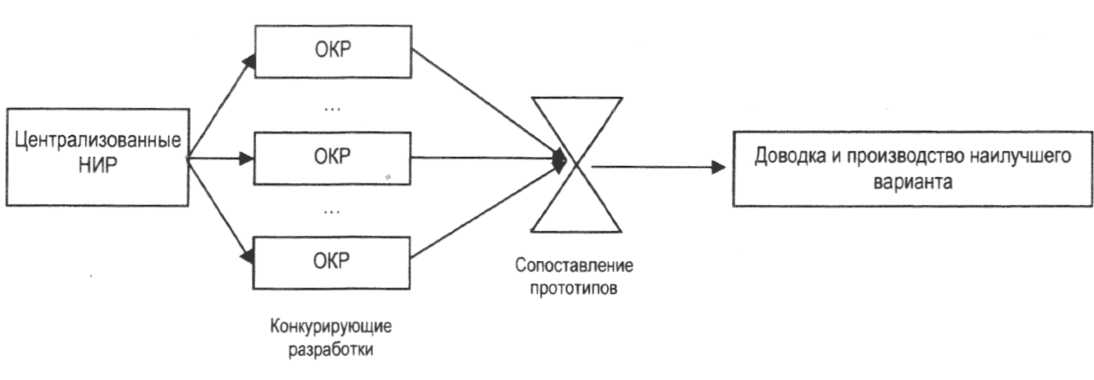
а
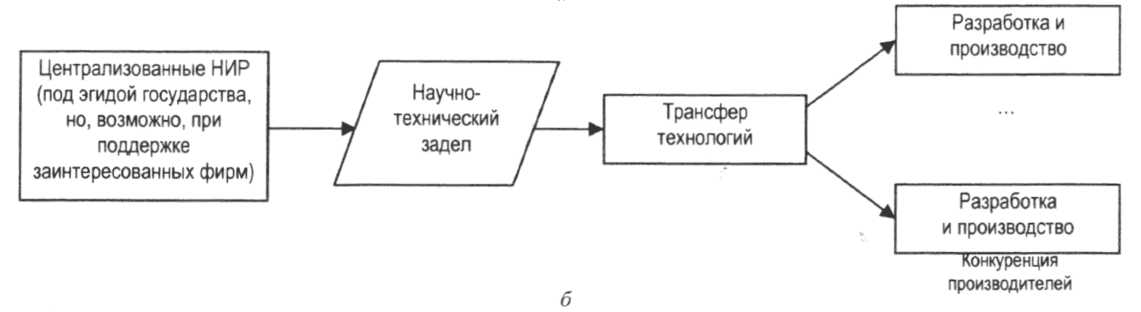
Рис. 47. Конкуренция и кооперация на различных этапах жизненного цикла наукоемкой продукции в альтернативных системах организации исследований и разработок: а - конструкторская система; б - инновационная система[6]
Однако столь упрощенное понимание центра�лизации НИР в руках государства и концентрации ресурсов на стадии НИР вступает в противоречие с соображениями снижения длительности, стоимости и рисков реализации программы исследований. Необходимо учесть, что научно-исследовательские работы характеризуются (в сравнении с прочими стадиями жизненного цикла) исключительно вы�сокой неопределенностью сроков достижения ре�зультатов и самого уровня этих результатов. Более того, применительно к НИР правомерно говорить о слабой и неоднозначной связи между усилиями и результатами, что подробно обосновано в работах по экономической теории (см., например, работу). В связи с этим, как показано, например, в работе, целесообразна диверсификация направ�лений научного поиска. Именно это и является важнейшим источником положительной отдачи от масштаба в сфере НИР, основным экономическим основанием для централизации НИР под эгидой государства и концентрации ресурсов. В этом случае концентрация и централизация ни в коем случае не означают выбора единственного направ�ления научного поиска (естественно, если ресурсы позволяют реализовать несколько направлений - в противном случае такая диверсификация, не подкрепленная ресурсами, приведет лишь к заве�домо неэффективному расходованию выделяемых средств). При независимом выполнении НИР проис�ходит дублирование соответствующих затрат либо, если направления поиска у конкурентов различны, неудача большинства участников инновационной гонки. Эти соображения способствуют кооперации будущих конкурентов на стадии НИР (в то же время, как показано в работе, она далеко не всегда является взаимовыгодной). Централизованное вы�полнение НИР под контролем и за счет государства (с последующим трансфером, передачей созданных технологий бизнесу) позволяет концентрировать ресурсы именно для диверсификации направлений поиска. Ее необходимость следует учитывать, внед�ряя новые принципы организации исследований и разработок. С учетом этого замечания следует скорректировать рис. 47, что и сделано на рис. 48.
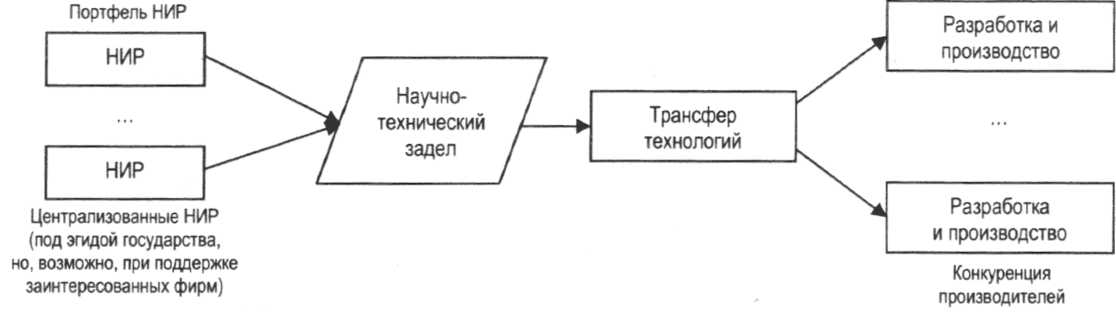
Рис. 48. Рациональное сочетание конкуренции и кооперации на различных этапах жизненного цикла наукоемкой продукции в инновационной системе исследований и разработок[19]
То есть при определении приоритетных на�правлений НИР следует придерживаться не детер�министских подходов (сводящихся к выбору единс�твенного наилучшего направления исследований с самого начала, с этапа оценки влияния технологии, что соответствует начальному этапу, а портфельных подходов, развитых, например, в работе. При этом в ряде отраслей трансфер (передача) разработанных под эгидой государства технологий может осуществляться разработчикам, определяемым на конкурсной ос�нове. Соответствующие механизмы разработаны, например, в статье.
Предлагаемый алгоритм управления воспроизводством научно�-технологического задела в наукоемкой промышленности и обоснование его эффективности
Были предложены подходы к формализации задачи управления портфелем иссле�дований и разработок в отраслевой науке. При этом учитывались такие особенности процесса создания научно-технического задела, как неопределенность результатов исследований и сроков их достижения, а также взаимовлияние различных технологий. То есть одну и ту же новую технологию целесообразно или нецелесообразно внедрять в данный момент. Это зависит от того, будет ли она поддержана тех�нологиями, воплощенными или готовыми к приме�нению в других элементах технической системы, или, напротив, вступит с ними в противоречие. То же касается и решений о продолжении исследо�ваний и разработок в данном направлении, об их приостановке либо прекращении.
В этом алгоритме в стратегическом контуре управления для обеспечения согласованности ре�зультатов исследований и разработок, проводимых в различных направлениях, на основе системных стратегических исследований, а также форсайта спроса определяется коридор допустимых траекто�рий улучшения параметров технических систем. На основе системных стратегических исследований, а также форсайта предложения проводится предвари�тельная оценка влияния технологии, по результатам которой принимается решение о первоначальном включении исследовательского проекта в портфель НИР (с учетом ресурсных ограничений). Затем проводится регулярная актуализация коридора до�пустимых траекторий технологического развития и оценок эффективности возможных траекторий;
В тактическом контуре управления в процессе выполнения НИР проводится регулярная актуали�зация данных о возможных результатах и сроках завершения каждого исследовательского проекта, входящего в портфель НИР, с применением про�цедур оценки уровня готовности технологий, по итогам которой с учетом обновляемых в стратеги�ческом контуре данных о допустимости и эффектив�ности предполагаемых результатов исследований и разработок (с учетом времени их достижения), актуальных данных о ресурсных ограничениях принимаются решения о продолжении реализации проекта, его приостановке (исключении из текущего портфеля НИР) или о его прекращении, а также решения о трансфере результатов НИР, достигших промышленных уровней готовности технологий.
Блок-схема предлагаемого алгоритма изобра�жена на рис. 49.
Согласно базовым принципам теории управле�ния его устойчивость обеспечивается обратными связями между управляющими воздействиями и контролируемыми параметрами системы. В предла�гаемом алгоритме обратная связь между процессом реализации НИР (случайным, с непредсказуемыми результатами и сроками их достижения, что недоста�точно адекватно учитывается в традиционных мето�дах программно-целевого управления) и ресурсным обеспечением НИР, а также внедрением их резуль�татов обеспечивается регулярной оценкой уровней готовности технологий в тактическом контуре управ�ления, а также оценкой соответствия ожидаемых ре�зультатов НИР и сроков их достижения допустимым диапазонам траекторий технологического развития. Они в свою очередь формируются в стратегическом контуре управления. И в нем (посредством форсайта) реализуются обратные связи между стратегией тех�нологического развития, с одной стороны, и потреб�ностями заинтересованных сторон, с другой.
Основополагающие принципы теории управ�ления, в том числе в социальных и экономических системах, гласят, что для обеспечения устойчивости и эффективности управления все контуры управ�ления должны обладать достаточными точностью и быстродействием. Характерная длительность прохождения сигналов, выработки и принятия ре�шений, их реализации должна быть существенно (в несколько раз, а предпочтительнее - на порядок и более) меньше, чем характерные длительности управляемых процессов. Проанализируем, насколько выполняются эти требования в предлагаемом алго�ритме управления прикладными исследованиями и разработками в отраслевой науке. Итак, в нем выделяются два основных контура управления:
- стратегический, в рамках которого определяются желательные и допустимые траектории технологического развития, а также оценки влияния (на начальном УГТ) и эффективность возможных результатов НИР;
- тактический, в рамках которого принимаются решения о реализации конкретных НИР и проводится мониторинг их реализации.
Разумеется, стратегический контур управления соответствует существенно большим горизонтам планирования и допустимым длительностям при�нятия решений, чем тактический. В то же время и в рамках этих контуров можно выделить относи�тельно «медленные» (что допускает разработку и применение развитого экономико-математического аппарата) и «быстрые» контуры управления, в ко�торых должны применяться соответственно либо формализованные и весьма точные процедуры обоснования решений, либо экспертные процедуры. В работе был предложен формальный подход для определения оптимального баланса между точностью и длительностью разработки модели управленческого назначения.
В контуре стратегического управления на рис. 49 показаны «быстрые» контуры итеративных фор- сайтов предложения и спроса В силу относительно малой потребности форсайт-процедур (главным образом экспертных) в развитом математическом аппарате системного мо�делирования эти процедуры целесообразно прово�дить периодически и с достаточно высокой частотой для актуализации потребностей и возможностей, а также (как обосновано в работах по стратегичес�кому управлению развитием технологий) для координации направлений развития технологий, для корректировки планов и программ исследований и разработок в зависимости от того, какие новые возможности предполагаются в смежных областях отраслевой науки и техники.
Для координации направлений прикладных исследований, что приходится делать на стадии формирования Национального плана развития науки и технологий в авиастроении, итеративные процедуры форсайта предложения могут проводиться с периодичностью порядка меся�ца. Для актуализации потребностей различных заин�тересованных сторон (потенциальных потребителей продукции авиапромышленности и услуг воздуш�ного транспорта, государства, смежных отраслей) и возможностей разработки технологий - с перио�дичностью порядка года, что позволяет регулярно корректировать стратегические документы в сфере прикладных НИР. При этом контур, содержащий сис�темные стратегические исследования, основанные на математических моделях (требующих длительной разработки и верификации), является «медленным».
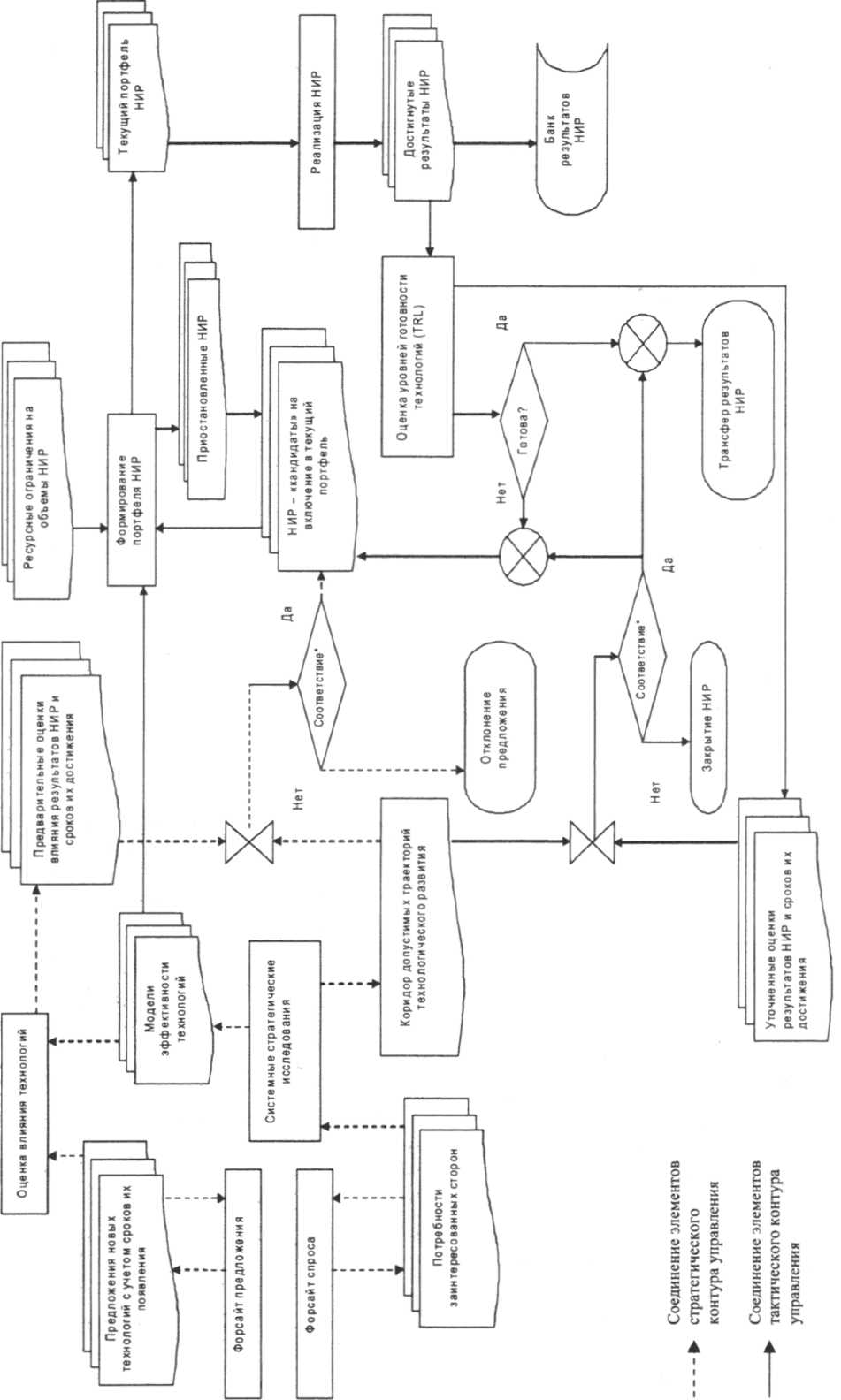
Таким образом, все процедуры, реализуемые в различных контурах управления в предлагаемом алгоритме, согласованы по быстродействию и точности. Благодаря этому можно рассчитывать на повышение качества управления процессами создания научно-технического задела в наукоемкой промышленности.
Заключение
В ходе дипломной работы было произведено полное исследование технология 3D-печати, история ее происхождения, области применения, отношение различных стран к этой технологии, состояние технологии в России, аспекты развитие предприятий для этой технологии.
Так же вышеприведенное исследование позволило сделать следующие выводы:
- 3D принтеры стремительно совершенствуются и дешевеют (как и 3D сканеры)
- увеличивается количество 3D моделей которые можно скачать и распечатать бесплатно, при этом достаточно высоко ценится умение создавать и редактировать 3D модели. В настоящее время создание моделей сильно упрощают 3D сканеры. Умение моделировать в 3D даёт возможность создавать уникальные вещи
- уа 3D принтерах уже печатают органы, оружие, детали роботов, одежду, дома. Возможности ограничены только вашей фантазией
- 3D принтеры начали появляться в продаже в крупных гипермаркетах в скором будущем принтер станет классическим незаменимым предметом бытовой техники
- существуют и активно разрабатываются принтеры, способные воспроизводить большую часть себя самих (RepRap). Изучение токопроводящих полимеров может довести цикл саморепликации до конца.
Список использованных источников
- 3D-печать в России: http://www.pcweek.ru
- Алёшин Б. С. О новой концепции организа�ции научных работ // Новости ЦАГИ. 2010. № 5. С. 4-6
- Брутян М. М. К вопросу оценки уровня зрелости системы инновационных технологий // Инновации и инвестиции. 2012. № 4. С. 88-93.
- Гареев Т. Ф. Эволюция моделей инноваци�онного процесса // Вестник ТИСБИ. 2006. № 2. С. 24-32.
- Доступная 3Д печать для науки, образования и устойчивого развития. 2012 г.
- Иванова Н. В., Клочков В. В. Экономические проблемы управления высокорисковыми инноваци�онными проектами в наукоемкой промышленности// Проблемы управления. 2010. № 2. С. 25-33
- Инвалид от рождения получил бюджетный протез, напечатанный на 3D-принтере: http://www.vesti.ru
- История появления 3D печати: http://3dcorp.ru
- Клочков В. В. САLS-технологии в авиаци�онной промышленности: организационно-эконо�мические аспекты. М.: МГУЛ, 2008. 124 с
- Клочков В. В., Крель А. В. Анализ эффек�тивности новых принципов управления исследо�ваниями и разработками в авиастроении // Эконо�мический анализ: теория и практика. 2012. № 19. С. 2-13
- Мантуров Д. В., Клочков В. В. Методологи�ческие проблемы стратегического планирования развития российской авиационной промышленнос�ти // Труды МАИ. Вып. 53. 2012.
- Мантуров Д. В., Клочков В. В. Организаци�онные аспекты формирования стратегии развития российского авиастроения и отраслевой науки // Труды МАИ. Вып. 59. 2012
- Младенца спасли от разрыва бронхов при помощи напечатанной на 3D-принтере трубки: http://www.vesti.ru/doc
- Медики напечатали на 3D-принтере модель сердца для спасения ребёнка: http://www.vesti.ru
- Медики напечатали на 3D-принтере экзоскелет для ребёнка: http://www.vesti.ru
- Напечатанный на 3D-принтере свод черепа успешно пересажен пациентке: http://www.vesti.ru
- Напечатанная на 3D-принтере челюсть пересажена пожилой женщине: http://www.vesti.ru/doc
- Обзор технологий 3D печати: http://www.orgprint.com/ru
- Русанова А. Л., Клочков В. В. Анализ эффек�тивности российской практики финансирования инновационных проектов в наукоемкой промыш�ленности (на примере авиастроения) // Аудит и финансовый анализ. 2011. № 5. С. 57-61
- Рынок 3D принтеров в России: http://www.foto-business.ru.
- Сферы применения 3D печати: http://www.orgprint.com/ru/
- ЦАГИ - основные этапы научной деятельнос�ти, 1968-1993. М.: Наука, Физматлит, 1996. 576 с
1 История появления 3D печати: http://3dcorp.ru
2 Обзор технологий 3D печати: http://www.orgprint.com/ru
3 Сферы применения 3D печати: http://www.orgprint.com/ru/
4 Младенца спасли от разрыва бронхов при помощи напечатанной на 3D-принтере трубки: http://www.vesti.ru/doc
5 Напечатанная на 3D-принтере челюсть пересажена пожилой женщине: http://www.vesti.ru/doc
6 Медики напечатали на 3D-принтере экзоскелет для ребёнка: http://www.vesti.ru
7 Медики напечатали на 3D-принтере модель сердца для спасения ребёнка: http://www.vesti.ru
8 Напечатанный на 3D-принтере свод черепа успешно пересажен пациентке: http://www.vesti.ru
9 Инвалид от рождения получил бюджетный протез, напечатанный на 3D-принтере: http://www.vesti.ru
10 Доступная 3Д печать для науки, образования и устойчивого развития. 2012 г.