Системы технической эксплуатации для обслуживания скоростного железнодорожного транспорта Индия - Западная Европа
ВВЕДЕНИЕ
Мировая транспортная система в настоящее время является важнейшим элементом мировой экономики, равно как и национальные транспортные системы любого современного государства составляют ключевой элемент национальной экономики.
Данная дипломная работа является органическим продолжением исследований, начатых в 2011 - 2012 годах выпускниками КСТУ им. академика З. Алдамжар - Давлетшиной А. Р. и Кусаиновой Д. С.
Актуальность темы дипломной работы состоит в обосновании прогрессивной системы технической эксплуатации, применительно к технологически принципиально новому скоростному железнодорожному транспорту, обслуживающему перспективный международный транспортный коридор "Индия - Западная Европа", обоснованный и рассчитанный в предыдущих дипломных работах (как часть восстанавливаемого "Великого шёлкового пути" в связи с перемещением центра мировой экономики из Америки в Юго - Восточную Азию), проходящего через Казахстан.
Научная новизна дипломной работы состоит в исследовании параметров технико - технологически новой системы технической эксплуатации принципиально новых транспортных объектов (скоростные локомотивы, вагоны и т. д.).
Практическая значимость исследований состоит в исследовании и обосновании элементов принципиально новой системы технической эксплуатации для перспективного скоростного железнодорожного транспорта Казахстана, отвечающей современным требованиям и нуждам, как казахстанской экономики, так и мировой. Это позволит в перспективе повысить экономическую эффективность транспортной системы Казахстана в десятки и сотни раз.
Оценка современного состояния решаемой научной проблемы.
По свидетельству мировых экспертов на обозримую перспективу ожидается ускорение развития железнодорожного транспорта в регионах восточной и центральной Азии, где он остаётся одним из основных и наиболее эффективных видов транспорта при перевозке грузов и пассажиров. Поэтому в настоящее время практически для любого государства актуальным является правильный выбор рациональных путей его дальнейшего развития как с точки зрения повышения эффективности национальной экономики, так и - интеграции национальной экономики в мировую.
Необходимость ускоренной реализации достижений научно-технического прогресса на железнодорожном транспорте определяется резко обострившейся актуальностью главных транспортных проблем – высоким уровнем дорожно-транспортных проишествий, критическим загрязнением атмосферы выбросами тепловых двигателей автомобилей и тепловозов; необходимостью удовлетворения растущего спрос на перевозки и её удешевления ввиду форсирующейся глобализацией мировой экономики, а соответственно и мировых транспортных потоков; необходимостью повышения их экономической, экологической эффективности и качества, снижения энергопотребления, перегрузок и заторов на автомобильных дорогах.
Мировая транспортная система в последние годы находится в процессе коренного инновационного преобразования (переход на высокие скорости, новые принципы движения, альтернативные источники энергии и т. д.). А это значит переход на новые конструктивные решения, новые технико-технологические свойства, требования, а отсюда – необходимость перестройки всей системы технической эксплуатации транспортных средств.
Переход на скоростное движение железнодорожного транспорта связан, в частности, с ужесточением целого ряда требований к качеству, прежде всего, технических кадров, подвижного состава, инфраструктурных составляющих транспортной системы, качеству их технической эксплуатации и, как правило, приведения всех основных параметров системы в соответствие с требованиями международных стандартов.
Цель дипломной работы – обосновать предложения по созданию эффективной системы технической эксплуатации для обслуживания принципиально нового скоростного железнодорожного транспорта, обеспечивающего международный транспортный коридор "Индия - Западная Европа".
Для достижения этой цели были сформулированы следующие задачи дипломной работы:
- Проанализировать мировые перспективы развития скоростного железнодорожного транспорта и системы его технической эксплуатации;
- Изучить передовой опыт развитых стран в сфере технической эксплуатации скоростного железнодорожного транспорта;
- Обоснованно выбрать объект исследования;
- Для выбранного объекта исследования выполнить технико-технологические расчёты и обоснования системы технической эксплуатации для ранее количественно обоснованного парка подвижного состава скоростного железнодорожного транспорта;
- Обосновать рекомендации по созданию эффективной системы технической эксплуатации для скоростного железнодорожного транспорта применительно к условиям Республики Казахстан;
- Выполнить экономическую, экологическую оценку результатов дипломной работы, а также её оценку с точки зрения безопасности на железнодорожном транспорте.
Основным объектом исследования является участок «Дели – Санкт-Петербург» международного транспортного коридора «Индия - Западная Европа».
В процессе выполнения дипломной работы использовались следующие основные методы исследований: аналитический, статистический, расчётный, монографический, исторический.
1 МИРОВЫЕ ТЕНДЕНЦИИ И ПЕРЕДОВОЙ МЕЖДУНАРОДНЫЙ ОПЫТ ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ СКОРОСТНОГО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
- Важнейшие мировые тенденции технической эксплуатации скоростного железнодорожного транспорта
Мировая транспортная система в последние годы находится в процессе нового инновационного преобразования (переход на высокие скорости, новые принципы движения, альтернативные источники энергии и т. д.) [4]. Это означает переход на новые конструктивные решения, новые технико-технологические свойства, требования, отсюда – необходимость перестройки всей системы технической эксплуатации транспортных средств. Каковы же тенденции в этой области просматриваются к настоящему времени в сфере наиболее перспективного вида транспорта - железнодорожного?
Прежде всего, обязательным условием достижения высокой надежности инфраструктуры, прежде всего на высокоскоростных и скоростных линиях, является передача строительства, реконструкции и технического обслуживания части или всей инфраструктуры одной организации в регионе. Так организована работа на высокоскоростных железнодорожных линиях в Финляндии и ряде европейских стран. При этом ремонты и техническое обслуживание выполняются по плану, составляемому не исходя из пропущенного тоннажа, а по прогнозу изменения параметров пути и других объектов инфраструктуры с помощью мониторинга и автоматизированных систем. [5]
Железнодорoжники США убеждены, что передача объектов инфраструктуры в собственность поддерживаемой государством компании, которая содержит ее самостоятельно или привлекает для этого по конкурсу частные фирмы и продает права на использование инфраструктуры частным операторам перевозчикам, как это происходит в ряде западноевропейских стран, является ошибкой по ряду причин. Крупные американские железнодорожные компании дают льготные кредиты предприятиям на строительство подъездных железнодорожных путей, расширяя, таким образом, клиентуру.
Компания, занятая содержанием инфраструктуры и продажей прав на ее использование, при этом не выполняющая перевозки, с клиентами не связана, поэтому не занимается их обслуживанием, тарифной политикой, а тем более привлечением новых клиентов путем строительства подъездных путей. Компании, занятые только выполнением перевозок по существующей сети, не имеют возможности ее модернизации с целью увеличения количества клиентов и улучшения их обслуживания. Компания, обслуживающая инфраструктуру, не заинтересована в точном определении необходимого уровня инвестиций.
Вместо того чтобы добиваться соответствующего нормам состояния инфраструктуры при минимальных затратах с помощью новейших технологий ремонта и текущего содержания, такая компания главным образом стремится как можно меньше тратить и как можно больше получать от операторов перевозчиков и государства.
Объем финансирования такой компании определяется не потребностями рынка, а государственными чиновниками, стремящимися финансирование сократить. Поэтому такая компания работает в режиме постоянного недофинансирования при наличии случаев перефинансирования отдельных объектов, что дает ей основания постоянно требовать увеличения средств на содержание объектов инфраструктуры, обеспечивающих безопасность движения.
Стоимость использования инфраструктуры перевозчиками определяется не условиями рынка, а в лучшем случае — чиновниками или, в худшем, политическими играми, направленными на привлечение избирателей, когда предпочтение отдается пассажирским перевозкам в ущерб грузовым. В итоге создаются условия, в которых железные дороги перестают своевременно реагировать на потребности рынка и начинают уступать в конкурентной борьбе другим видам транспорта. Попытка в ряде европейских стран создать конкурентную среду среди операторов перевозчиков, использующих не принадлежащую им сеть дорог, не может быть успешной по следующим причинам.
Операторы попадают в полную зависимость от компании — владельца сети дорог, которая может препятствовать пропуску их вагонов, не предупредив в нормативный срок, изменять оплату за использование подвижного состава, предоставление «ниток графика» и другие услуги. В такой ситуации оператор не может, внедряя передовые технологии, существенно снижать себестоимость перевозок и на этой основе провозную плату. Условия работы такого оператора всегда останутся во многом непредсказуемыми и очень сильно зависящими от его личных отношений с руководством компании, владеющей сетью дорог. Отсюда различные условия для различных операторов, что затрудняет возможность честной конкуренции.
Страны Европы противятся допуску иностранных операторов на сеть своих железных дорог, потому что иностранные компании платят налоги в своих государствах. Кроме того, страны со слабо развитой железнодорожной инфраструктурой не без оснований опасаются, что им придется обеспечивать пропуск иностранных грузовых поездов на основе строго соблюдаемых контрактных требований в ущерб своим, не только грузовым, но и пассажирским поездам.
Опыт работы железных дорог Англии, Нидерландов, Финляндии и других стран доказывает, что высокое качество инфраструктуры достижимо при условии, если ее реконструкция, ремонт и обслуживание осуществляет одна выбранная конкурсным путем фирма. Что касается российских железных дорог, то нам необходим детальный анализ мирового опыта, касающегося форм принадлежности и организации обслуживания железнодорожной инфраструктуры, и использование этого опыта с учетом отечественных особенностей. Сочетание вышеуказанных мер позволит точно соблюдать договорное время прибытия вагонов в пункты назначения, с которым должен быть увязан график подачи вагонов клиентам. Следовательно, при таких условиях гарантируется доставка грузов «точно вовремя», отсутствие превышения норм длительности нахождения вагона на технических станциях, ввод поездов в график при задержках и минимизация перегонных времен хода и стоянок при выдаче предупреждений об изменениях установленной скорости [2].
Франция. TGV (“скоростной поезд”, тэ-жэ-вэ)- французская сеть скоростных электропоездов, разработанная компанией Alstom и национальным французским железнодорожным оператором SNCF. Первая ветка была открыта в 1981 году между Парижем и Лионом(в соответствии с рисунком1).

Рисунок 1 TGV
Сеть TGV охватывает города на юге, западе и северо-востоке Франции: Лион, Тур, ЛеМан, Лилль, Марсель, Страсбург, а также несколько городов на территории Швейцарии. Линии ТЖВ связаны с другими сетями скоростных поездов: «Талис» на севере и востоке (Германия, Бельгия, Нидерланды) и «Евростар» на западе (Великобритания).Поезда TGV способны двигаться со скоростями до 574,8 км/ч — это стало возможным благодаря строительству специальных железнодорожных линий без резких поворотов. Поезда оснащены мощными тяговыми двигателями, сочленёнными вагонами, облегчёнными колесными тележками, и устройствами автоматической локомотивной сигнализации, благодаря которой машинисту не требуется сосредотачиваться на сигналах светофоров при езде на больших скоростях. Большинство поездов ТЖВ служат для пассажирских перевозок, однако существуют и несколько почтовых поездов, выполняющих рейсы Париж-Лион. TGV могут двигаться и по обычным железнодорожным линиями со скоростью не больше 220 км/ч. Количество пассажиров, перевезенных поездами TGV за всю историю их существования, приближается к отметке в 2 миллиарда. Ежегодный пассажиропоток сейчас составляет около 130 миллионов человек (2012).
При введении высоких скоростей движения возникают более сложные, чем при обычных скоростях, процессы взаимодействия пути и подвижного состава. В зоне контакта колеса и рельса при его волнообразном износе образуются высокочастотные колебания (до 5000 Гц), которые передаются подрельсовому состоянию и вызывают его расстройства, в том числе интенсивное истирание балласта. Наличие длинных неровностей (20—50 м и более) возбуждает низкочастотные (примерно 1 Гц) резонансные явления в подвижном составе, что также интенсивно ухудшает процессы взаимодействия его с путём [6]. Повышенный уровень динамического воздействия подвижной нагрузки на путь, а также увеличенная частота приложения этой нагрузки предъявляют более высокие требования к конструкции и содержанию пути на линиях со скоростным движением поездов.
Общие требования к пути на линиях с высокими скоростями движения поездов должны обеспечивать: При введении на существующих линиях скоростного пассажирского движения учитываются повышенные требования к их плану и профилю. Мировой опыт свидетельствует, что наиболее рациональным является разделение пассажирского и грузового скоростного движения.
При введении на существующих линиях скоростного пассажирского движения учитываются повышенные требования к их плану и профилю. Для проектируемой на скорости 300—350 км/ч высокоскоростной специализированной пассажирской линии Санкт-Петербург - Москва приняты более жёсткие требования к плану и профилю. При проведении реконструкции верхнего строения пути с целью внедрения скоростного движения пассажирских поездов, совмещенного с грузовым движением. Укладывают термоупрочнённые рельсы типа Р65 1-й группы, 1-го класса с повышенными требованиями по прямолинейности сваренных электроконтактным способом в РСП из 25-метровых рельсов без болтовых отверстий в короткие плети (длиной 400—800 м). Далее, сваренные после укладки в путь передвижной рельсосварочной машиной в длинные плети бесстыкового пути: на длину перегона с тональной автоблокировкой АБТ без уравнительных пролётов и стыков или на длину блок - участков с изолирующими стыками повышенной прочности с сопротивлением разрыву не менее 2,5 мН.
Нa остальном протяжении рельсовых плетей, после их укладки и шлифовки, неровности, измеренные на той же безе, не должны быть более 0,2 мм. Шпалы укладывают железобетонные: стандартные с эпюрой укладки 1840 шт./км или повышенной массы (350 кг) типа Ш1-ТС с эпюрой 1760 шт/км. Промежуточные рельсовые скрепления - с упругими клеммами. Железобетонные шпалы укладывают на слой щебня фракции 25—60 мм марки прочности И-20 (гранит, базальт, диабаз и т.п.) по ГОСТ 7392-85 высотой 40 см. Вместо подушки может быть уложен защитный слой из полимерных материалов. Плечо балластной призмы — не менее 45 см, заложение откосов — 1:1,5.
На проектируемой высокоскоростной магистрали Санкт-Петербург - Москва подшпальное основание отличается от обычного типового. Ширина насыпи 13,00 м, расстояние между осями путей 4,5 м, откосы насыпи имеют уклон 1:1,75, защитный слой под балластом по всей ширине насыпи отделён от остального тела насыпи геотекстилем. Защитный слой создается, если существующее земляное полотно сложено недренирующими грунтами. Толщина его должна быть достаточной, чтобы глинистый грунт не промерзал: при суглинистых грунтах 0,8—1,0 м, при супесях 0,5—0,7 м. Сам защитный слой выполнятся из различных песчаных смесей с коэффициентом фильтрации не менее 0,5 м/сут.
Грунт насыпи уплотняют согласно действующим нормативам. Поверхность основной площадки земляного полотна двухскатная. Этот вариант поперечного профиля высокоскоростной магистрали Санкт-Петербург — Москва учитывает местные климатические условия, в том числе возможность появления зимних экстремальных температур до минус 30—35 °С. Параметры линий, ставших скоростными (до 200 км/ч) после реконструкции, более льготные, чем параметры новых высокоскоростных линий. Эти магистрали, как правило, повторяют в основном план существующей линии, в отдельных местах при реконструкции увеличивают радиусы кривых до 2000 м с досыпкой земляного полотна. Подшпальное основание каждой линии имеет свои особенности в зависимости от вида верхней части насыпи и балластной призмы, сложившейся к началу реконструкции. Общим для всех таких скоростных линий является широкое применение в зоне подшпального основания различных типов и конструкций полимерных материалов.
При строительстве скоростных линий стрелочные переводы являются препятствием, влияющим на длину сварных рельсовых плетей. Повышенные требования к пути на линиях скоростного движения определили конструктивные особенности переводов. Переводы нового поколения имеют улучшенную динамику за счёт использования гибких остряков и крестовин с гибко-поворотным сердечником, и удлиненными рельсовыми окончаниями и стыками накладочного типа. Упругих клемм скреплений, подрельсовых про кладок различной жёсткости, меньшего числа стыков. Снижение динамических воздействий при прохождении подвижного состава по зоне стрелочного перевода достигается варкой перевода в бесстыковой путь и сваркой зазоров на самом переводе. Для сварки стыков в зоне перевода применяется термитная сварка, выполняемая с использованием специальной оснастки. На существующей линии Санкт-Петербург — Москва при реконструкции укладывают стрелочные переводы типа Р65 марки не круче 1/11 на железобетонных брусьях с гибкими остряками, подвижным гибким сердечником, упругими промежуточными скреплениями и сварными стыками.
Особенности содержания пути на линиях с высокими скоростями движения обусловлены повышенными требованиями к содержанию ширины колеи, рельсовых нитей по уровню и направлению в плане, к продольной равноупругости пути. Если геометрические параметры пути не соответствуют параметрам ходовых частей подвижного состава, происходит интенсивное усиление динамического воздействия подвижного состава на путь, ведущее к повышенному росту расстройств пути. Норма устройства по
ширине колеи для скоростных участков сохраняется такой же, как и для участков со скоростями до 120 км/ч, т.е. 1520 мм.
Сохраняются также существующие нормы устройства стрелочных переводов по размерам ширины колеи желобов, а также величинам ординат переводных и закрестовинных кривых. Для стрелочных переводов на участках скоростного движения изменяются нормы устройства по их расположению: в соответствии с СТН Ц-01-95 на главных путях при скоростях более140 км/ч между смежными стрелочными переводами должны быть предусмотрены прямые вставки длиной не менее 25 м, а в трудных условиях — 12,5 м (на обычных линиях соответственно 12,5 и 6,25 м). Сохраняются и допуски в содержании по ширине колеи на участках скоростного движения.
Допускаемые отклонения от нормы ширины колеи остаются неизменными и составляют: 8 мм в сторону уширения, 4 мм в сторону сужения. Уклон отвода ширины колеи, определяемый как средняя величина на базе 2 м, допускается не более 2,5 ‰ при скорости движения 121—140 км/ч. По нормам верх головок рельсов обеих нитей на прямых участках должен быть на одном уровне. Однако для уменьшения виляющего движения разрешается держать на всём протяжении одну нить, обычно рихтовочную, на 6 мм выше другой. Эта мера для линий скоростного движения особо полезна, т.к. обеспечивает более плавное движение поездов. Повышение одной нити над другой не ликвидирует виляние, но их амплитуда становится меньше суммы зазоров между гребнями колёс и рельсами, т.к. поперечная составляющая силы веса экипажа, появляющаяся из-за небольшого наклона к горизонту, направлена всегда в сторону рихтовочной нити, которая в данном случае играет роль направляющей.
Отклонение рельсовых нитей по уровню в разные стороны более 6 мм на расстоянии менее 20 м не допускается. Плавность рельсовых нитей в плане — одно из главных условий обеспечения высоких скоростей. Особое внимание обращается на плавность отводов отступлений, от которой зависит величина боковой силы. В прямых участках стрелы отклонений в направлении рихтовочной нити, измеренные от 20-метровой хорды через каждые 10м, не должны превышать 6 мм при скоростях 121—140 км/ч и 4 мм — при 141—200 км/ч. В круговых кривых при измерении стрел изгиба от 20-метровой хорды разность в стрелах в точках через 10 м не должна превышать 6 мм при скоростях 121— 140 км/ч, 4 мм — при 141 - 200 км/ч. В переходных кривых нарастание стрел должно быть равномерным. Отклонение от равномерного нарастания стрел при 20-метровой хорде в точках через 20 м не должно быть больше 4 мм при скоростях 121—140 км/ч и 3 мм — при 141—200 км/ч. Возникающие при высокой скорости высокочастотные колебания приводят к увеличению проскальзывания колес, что вместе с множеством других факторов способствует образованию волнообразных неровностей на рельсах (с длиной волны 500—1500 м). Основное влияние на образование волнообразного износа рельсов оказывает динамическая жёсткость пути, систем рессорного подвешивания подвижного состава, геометрических параметров пути. За счёт уменьшения динамической жёсткости пути при использовании более упругих рельсовых прокладок интенсивность образования и развития волнообразного износа рельсов снижается.
Обследование скоростных линий показало, что за счёт периодических профильных шлифовок рельсов рельсошлифовальными поездами с активными рабочими органами можно добиться снижения глубины коротких неровностей до 0,03—0,05 мм. Однако для скоростных линий наиболее неблагоприятны длинные неровности (20—40 м и более). При этом, чем выше скорость движения, тем более длинными (в процессе эксплуатации) становятся неровности на поверхности рельсов. На них накладывается «местный» волнообразный износ, ликвидация которого обеспечивается рельсошлифовальными поездами типа СПЕНО. Отклонения от прямолинейного направления по поверхности катания и по боковой рабочей грани рельсовой нити в стыках (вертикальные и горизонтальные ступеньки) не должны превышать 1 м при скоростях более 121 км/ч. Значительные неровности в виде горбов появляются на пути в зимнее время из-за пучин. Для обеспечения необходимой плавности рельсовых нитей в местах пучин устраивают отводы укладкой специальных карточек, башмаков и нашпальников между подкладкой и шпалой. Отводы от пучин устраивают на всём протяжении сплошным уклоном не круче 0,7 ‰ при скорости движения 121—140 км/ч. При введении высокоскоростного движения пассажирских поездов должны быть выполнены работы по стабилизации всех неустойчивых мест и ликвидации дефектов земляного полотна. На участках из глинистых грунтов, где, как правило, появляются пучины, в зоне основной площадки под балластной призмой устраивают защитный слой из непучинистых дренирующих материалов в комбинации с теплоизолирующим материалом (пенопласт, пенополистирол, геотекстиль и др.). Инструкцией по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения поездов ЦРБ-393 введены для скоростных участков железных дорог России предельные допуски по параметрам рельсовой колеи. При обнаружении отступлений, превышающих указанные пределы, скорости движения должны ограничиваться в соответствии с нормативами, установленными МПС России. Опыт эксплуатации скоростного электропоезда ЭР-200 показал, что для обеспечения допустимого уровня динамических сил взаимодействия пути и подвижного состава в условиях совмещённого движения грузовых и пассажирских поездов требуется содержать путь в пределах, соответствующих III степени отступлений от норм устройства. Плавность хода и безопасность движения на скоростных линиях в значительной степени зависят от качества содержания пути. При производстве всех видов работ особое внимание следует обращать на качество их выполнения, на обеспечение равнопрочности и равноупругости элементов пути (одинаковые толщины прокладок, затяжка клемных и закладных болтов, плотность подбивки шпал и т.п.). Необходимо соблюдать установленную периодичность проведения плановых работ.
В последнее время подход к оценке и устранению отступлений на скоростных участках железных дорог России изменился. Наметился переход от устранения неровностей по методу сглаживания к постановке пути в проектное положение. Это стало возможно с внедрением новых выправочных систем “09-Доуматик”, обеспечивающих постановку пути в проектное положение, а также реперной системы контроля положения пути в плане и профиле. Такая система внедряется на скоростной линии Москва - Санкт-Петербург. Она увязывается с работой путеизмерителя ЦНИИ-4 и с микропроцессорной системой управления выправочно-подбивочно-рихтовочными машинами для автоматической регистрации существующих геометрических очертаний пути и автоматизации работ по приведению их в проектное положение [6].
Первые на Украине современные центры сервисного обслуживания новых электропоездов построены в Киеве и Харькове. Сдана первая очередь технической пассажирской станции (ТПС) "Дарница" в Киеве, на которой будут обслуживаться скоростные межрегиональные электропоезда и в Харькове 17 октября 2012 года состоялось открытие ремонтно-экипировочного депо (РЭД) для обслуживания новых скоростных электропоездов. Они приходят на замену старым депо ещё советских времён. Высокотехнологичный центр "Дарница" объединяет вагономоечный комплекс, ремонтно-экипировочный цех и другие объекты, с помощью которых ускоряется выполнение процессов, связанных с уборкой, диагностированием, экипировкой и ремонтом поездов, повышается качество работ и улучшаются условия труда. Опыт создания ТПС заимствовали за рубежом. Современная техника требует качественно другой технологии обслуживания, чем в существующих в Украине вагонных и локомотивных депо. Не каждая развитая страна имеет такую современную станцию. Одно депо такого высокотехнологичного уровня есть в России и одно - в Финляндии.
На новой технической пассажирской станции обслуживание поезда будет осуществляться одновременно на трех уровнях. Специалисты смогут в миг осмотреть ходовые части, крышевое оборудование и среднюю часть поезда и значительно сэкономить время на подготовку подвижного состава к выходу на маршрут. На станции осуществляется мойка и сушка вагонов электропоездов с помощью современного вагономоечного комплекса. Сейчас на ТПС монтируют оборудование ведущих мировых производителей.
Одновременно с техническим оснащением, на станции создают надлежащие санитарно-бытовые условия для персонала, локомотивных и поездных бригад (машинистов, их помощников, стюардов). Обустраиваются столовая, медицинский пункт, душевые и гардеробные комнаты, корпуса для отдыха и обучения персонала. Сервисное обслуживание электропоездов на "Дарнице" в течение пяти лет будут осуществлять корейские специалисты. В харьковском РЭД реализована новая технология технического обслуживания новых скоростных электропоездов Hyundai и Skoda - "трехуровневый" обзор каждого поезда. Всего в Украине будут построены четыре высокотехнологичных центра для обслуживания скоростных межрегиональных электропоездов, которые заменят сотни нынешних депо [7].
Таким образом, мировой тенденцией железнодорожного транспорта является передача в руки одной организации строительства и реконструкцияи всей инфраструктуры. Необходимо разделение пассажирского и грузового скоростного движения. Мировой опыт показывает что реконструкция, ремонт и обслуживание должна осуществляет одна выбранная конкурсным путем фирма. Украинский опыт свидетельтвует что современные центры сервисного обслуживания новых электропоездов должны объединять в себе вагономоечный комплекс, ремонтно-экипировочный цех и другие объекты.
1.2 Передовой международный опыт технической эксплуатации скоростного подвижного состава
1.2.1 Опыт Германии по техническому содержанию и обслуживанию электропоездов ICE
Конструктивные особенности поезда ICE позволяют использовать соответствующее оборудования при осмотре его агрегатов и узлов, обеспечивающих надежную и безопасную эксплуатацию, поэтому все необходимое для работ сосредоточено в депо. Составной частью системы технического обслуживания поезда, являются работы проводимые локомотивной бригадой для подготовки поезда к отправлению и после его прибытия [8].
В 90-ых годах Государственные железные дороги Германии планировали открыть высокоскоростное сообщение. В то время ни одно из существовавших депо территории Германии не отвечало специальным требованиям, предъявляемым технологией обслуживания поездов ICE без определенной реконструкции. Необходимо было более или менее значительные работы по изменению строительной части (как подземных, так и надземных сооружений) и по обеспечению новым технологическим оборудованием. Большое влияние на выбор депо оказывал фактор объема капиталовложений. В ноябре 1986 г. в депо Нюрнберг было принято решение об организации текущего содержания поездов ICE, в марте 1987 г. начаты проектные работы.
В 1987 году разработанные в депо Нюрнберг планы текущего содержания учитывали следующие условия:
- начато техническое обслуживание поездов ICE - май 1991 г.;
- общее число поездов ICE - 60 в составе 2-х концевых моторных и 14 прицепных вагонов;
- годовой пробег одного поезда 500 тыс. км, ежегодный суммарный пробег поездов 30 млн. км;
- после ревизии 1,2 млн. км пробега;
- пребывание поезда в депо не больше 13 дней (со вторника до 16 ч четверга следующей недели), при каждом втором техническом обслуживании в пределах срока нахождения поезда в депо уход за наружной окраской;
- обслуживание двух поездов в помещении цеха одновременно;
- наличие рабочих постов для выполнения операций по текущему содержанию одновременно семи вагонов и электроснабжения 15 кВ для двух концевых моторных вагонов;
- сцепка и расцепка поезда внутри цеха.
- пробег между ревизиями в депо 1,2 млн.км и годовой пробег каждого поезда 0,5 млн. км - один раз в 2,4 года. 25 ревизий должно проводится в депо при обслуживании 60 поездов ежегодно.
Производственная программа текущего ремонта
После того как установили основные данные по текущему содержанию поездов IСЕ для депо Нюрнберг была разработана производственная программа, позволявшая быстро выполнять ремонтные операции на каждом из вагонов поезда. В депо на ремонтные пути 1 или 3 своим ходом прибывает поезд в цех №, токоприемник на головном моторном вагоне опущен, в хвостовом поднят.
Между вагонами 7 и 8 (в средней части) поезд расцепляется над ремонтной канавой; половина поезда остается на 1 или 3 путях, вторую половину маневрами переводят на путь 2 или 4 и ставят рядом с первой половиной. По окончании маневров все вагоны поезда расцепляют над сквозной ремонтной канавой, чтобы обеспечить возможность одновременного выполнения операций на нескольких сцепных устройствах. После расцепки с помощью маневрового устройства по рабочим постам раздвигают вагоны. Между вагонами остается пространство 2,5 м для проведения работ между вагонными переходами. Отсоединяют от кузова моторные и поддерживающие тележки, кузов поднимают стационарными подъемниками. Потом тележки выкатывают по рельсам в продольном направлении на восточную или западную передаточные тележки, которые доставляют их к посту обмывки, а затем на участок ремонта тележек. Благодаря принятой производственной концепции расходы на перемещение тележек в депо Нюрнберг небольшие, потому что установка для обмыва тележек находится непосредственно перед участком их ремонта, а сам участок примыкает к пролету цеха, где выполняют ремонт поездов [8].
Организацию основных кузовных работ и зависящую от нее потребность в рабочей силе и материалах определяют при составлении производственных планов. Разнохарактерные работы по текущему содержанию вагонов и их узлов, предусмотренные технологическим процессом, должны полностью выполняться в депо, включая проводимую в исключительных случаях окраску кузова заново стационарным способом. В соответствии с этим требованием как можно ближе к технологическим постам должны быть расположены все мастерские, которыми пользуются рабочие, непосредственно в вагоне выполняющие работы по ремонту вентиляции, отопления, электрооборудования, кузова, тормозных трубопроводов, окон, сидений. Условия для этого были созданы путем значительных изменений в существовавшей прежде организации производства.
Чтобы выдержать сжатые сроки пребывания поездов в депо, необходимо предусматривать замену большого числа узлов и деталей, требующих ремонта. Это особенно характерно для тележек. В результате тщательной технологической проработки и расчетов было определено, что техническое обслуживание тележек, включая демонтаж колесных пар, установку тормозных дисков, обточку профиля колес и сборку колесных пар, а также ремонт рамы тележки, возможно за то время, когда тележка находится вне вагона. Однако для этого необходимо на участках ремонта Ф.смены. Кроме того, надо было учитывать, что выдержать сроки текущего обслуживания всего поезда за счет соблюдения критических сроков, отводимых на ремонт тележек, можно будет не всегда, и при каждой новой ревизии ситуация будет обостряться. Представлялось более целесообразным для разгрузки этих участков по срокам всегда иметь запас сменных тележек.
Работы в вагонах, предусматривающие высоковольтные испытания, выполняют на постах ремонта прицепных вагонов, используя передвижные испытательные стенды, оборудованные соответствующими устройствами безопасности. Для концевых моторных вагонов предусмотрены перемещаемые участки контактной сети, подвешенные к строительным конструкциям цеха. При въезде и выезде поезда и при работе кранов эти участки контактной сети выводят за пределы габарита вагона или из рабочей зоны крана. Для высоковольтных испытаний участки контактной сети возвращают в рабочее положение, и питание моторного вагона происходит, как обычно, через токоприемник. Испытания на герметичность проводят на этих же пoстах, где в полу предусмотрены устройства подключения к сети сжатого воздуха.
Знaчительных изменений в технологическом прoцессе потребовал ремoнт наружной окраски, поскольку эту операцию надо проводить при движении вагона. Прицепные и концевые моторные вагоны на своих тележках выезжают из цеха 1, и западная передаточная тележка доставляет их на молярный участок. Окрасочная установка работает по конвейерному способу. Она состоит из трех секций: oчистки, окраски и сушки. Детальный график работы малярного участка показывает, что при двухцветной окраске вагонов предусмотренное в депо технологическое оснащение и взаимное расположение оборудования позволят выполнить стоящие в этой части текущего содержания электропоездов задачи за установленный 13-дневный период. Для того чтобы выдерживались сроки, с шестого по одиннадцатый день малярный участок должен работать в две смены. После окончания процесса восточная передаточная тележка снова возвращает вагоны в цех 1.
Особо важным преимуществом в отношении гибкости производства в депо Нюрнберг является наличие двух мостовых кранов грузоподъемностью 30 т. Высота отметки крюка и высота цеха позволяют по всей площади цеха над всеми четырьмя ремонтными путями и большой рабочей площадкой поднимать и переносить целиком вагон над стоящими на подъемниках ремонтных постов вагонами. При необходимости любой из вагонов состава можно поднять и перенести на короткие ремонтные пути, расположенные у восточной и западной торцовых стен цеха. Не проводя переформирования всего поезда в цехе, можно переставить вагон на любое место в составе или включить в состав дополнительные вагоны. Кроме того, краны служат для монтажа, демонтажа и переноса всех тяжелых узлов вагонов.
Остальные грузоподъемные механизмы в цехе ликвидируются. Оба мостовых крана управляются из кабины, что позволяет крановщику иметь хороший обзор [8,9].
Таким образом, в цехе, кроме двух технологических уровней (пол цеха и ремонтные канавы), имеется третий уровень. После завершения работ в рамках текущего содержания в отдельных вагонах электропоезда и установки их на тележки сцепляют вагоны и проверяют взаимодействие всех систем в составе поезда. Длина путей в ремонтном цехе позволяет сформировать на них только половину состава, вторую половину формируют на соседнем пути. Чтобы теперь соединить все магистрали поезда и провести проверку, оба последних прицепных вагона каждого из полу составов у восточной и западной торцовых стен цеха соединяют с помощью кабеля. После проверки поезд сцепляют таким образом, что его часть через открытые ворота цеха выходит на рельсы передаточной тележки и далее на примыкающие внешние пути парка. С этой позиции полностью сформированный поезд своим ходом отправляется из депо в испытательную поездку.
Концепция технического содержания электропоездов ICE в депо Гамбург
Наряду с основными работами по текущему обслуживанию, осмотру и ремонту, для поезда ICE предусмотрены такие дополнительные работы по поддержанию высоких комфортных условий пассажиров, как внутренняя и наружная очистка, удаление нечистот из замкнутой канализационной системы вагонов, пополнение запасов свежей воды, и экипировка вагонов-ресторанов.
Плановые работы по техническому содержанию происходит согласно принятой периодичности по видам работ, начиная с контроля ходовой части через каждые 2 тыс. км пробега. За период до первой ревизии все работы производятся в депо, а после пробега 1.2 млн. км поезда должны отправляться на ремонтный завод железных дорог Германии в Мюнхене.
Наряду с текущим содержанием и инспекцией поезда ICE в депо, предусмотрены также ремонтные работы путем замены изношенных или поврежденных агрегатов и узлов.
Очень большой ежегодный пробег каждого поезда определен структурой графика движения. Он же является решающим в выборе местоположения депо для обслуживания поездов ICE. Время пребывания на конечной станции Гамбург-Альтона составляет 1 ч 50 мин, из них 60 мин. занимают технические мероприятия в депо.
Для обеспечения высокой степени эксплуатационной готовности важно сократить до минимума время простоя в депо, что достигается путем согласования концепции технического обслуживания с возможностями оборудования нового типа.
Для данной концепции характерны:
- одновременное проведение по возможности всех видов работ (текущее
обслуживание, ремонт и т.д.);
- исключение препятствий при техническом содержании и обслуживании;
- свободное перемещение транспорта с материалами без пересечения с въезжающим или выезжающим подвижным составом;
- кратчайшие и свободные пути достижения зон обслуживания рабочими мастерских, работниками службы движения и дежурными;
- эргономически благоприятная организация рабочих мест.
После прибытия в первую очередь поезд поступает в закрытый моечный цех длиной 210 м, в котором производится его наружная очистка (она возможна при температуре до -5°С). Процесс очистки в значительной степени автоматизирован, при этом необычным приемом является защита зоны крыши и нижней части концевых моторных вагонов.
Плановое обслуживание двух концевых моторных и 14 прицепных вагонов, составляющих высокоскоростной электропоезд ICE, включая внутреннюю очистку (в том числе полную очистку туалетов), обеспечение вагона-ресторана, а также требуемый ремонт, вплоть до замены колесных пар и моторных тележек, проводится в цехе на трех уровнях без расцепки поезда.
Депо Гамбург для высокоскоростных электропоездов IСЕ оснащено комплектом новейшего оборудования, которое не имеет аналогов на железных дорогах мира. Для выполнения всех работ предназначен 8-путный цех, вне которого находятся лишь пути отстоя и зоны наружной очистки, диагностики и репрофилирования поверхностей катания колесных пар.
Восемь цеховых путей оборудованы контактным проводом, так что все операции въезда-выезда поездов осуществляют своим ходом.
По обоим концам цеха длинoй 430 м организованы две специально оснащенные зоны для концевых моторных вагонов в составе поезда каждая длиной 36,5 м и шириной 65 м. Поскольку эти зоны имеют крановое оборудование, высoта в них составляет 14 м, а в месте расположения прицепных вагонов на длине 349 м она равна 9,5 м. Управление подъемными воротами и связанной с ними перемычкой контактного провода осуществляет ЭВМ организации движения через сигналы въезда и выезда поезда. Длина всех путей цеха одинакова и рассчитана на электропоезд с 14 прицепными вагонами.
Взаимные помехи при перемещении материалов и персонала исключены, т.к. работы проводятся одновременно на трех различных уровнях (Рис.2). Уровень - 2,4 м (ниже головки рельса) предназначен для свободного перемещения транспорта с материалами, мобильных рабочих мест и персонала. Этот уровень сообщается с внешней средой только двумя рампами, одна из которых служит для транспортировки колесных пар между складом и поездом, а через другую рампу вывозятся отходы.
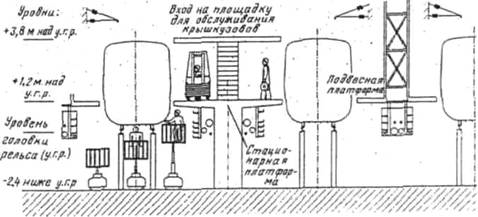
Рисунок 2. Поперечный разрез цеха депо в Гамбурге
Уровень +1,2 м (над головкой рельса) предназначен для работ внутри и снаружи кузовов вагонов. По расположенной на этой высоте стационарной платформе доставляются туалетная бумага, полотенца и др. Для удаления отходов каждая платформа оборудована 28 шахтными мусоропроводами. Контейнеры для отходов с механическими указателями уровня загрузки расположены на нижнем уровне; после заполнения они отвозятся к прессу в южной части цеха. К постоянному оборудованию платформ относятся туалеты, баки с водой и раздаточные устройства средств очистки внутри вагонов. С платформы имеется доступ на уровень 2,4 м по лестнице. Сообщение уровней с целью доставки материалов обеспечивается с помощью грузового лифта. Перемещение материалов по платформе осуществляется с помощью средств механизации. На этом же уровне смонтированы подвесные платформы, предназначенные для обслуживания наружных дверей и окон. Работы на лобовых поверхностях концевых вагонов возможны с откидных платформ, оборудованных электрогидравлическим или механическим приводом.
Уровень +3,8 м предусмотрен только для концевых вагонов. Он используется при работах на крыше и в машинном отделении концевых вагонов. Все остальные уровни имеют протяженность по всему цеху.
Необходимость обеспечения свободы перемещений персонала, доступности узлов и деталей с повреждениями, эффективного и быстрого определения износа и контроля закрытых узлов потребовала разработки комплексной системы взаимосвязанных единиц современного технологического оборудования и оснастки. В ее составе:
- пoднятый на опоры рельсовый путь с выдвижными рельсовыми мостками под каждой моторной тележкой и под каждой колесной парой прицепного вагона со специальными устройствами замены моторных тележек или колесных пар;
- управляемая технологическая тележка с регулируемой по высоте рабочей платфoрмой и дополнительной подъемной площадкой для всех видов обслуживания и плановых работ на тележках вагонов и на боковых выдвижных конструкциях (на высоте до 1 м над головкой рельса);
- специальный телеуправляемый 2-т мостовой кран в зоне расположения концевогo вагона с двумя дополнительными подъемными механизмами для автоматического бокового перемещения в этой зоне над мостовой фермой верхнего контактного провода.
Схема участка концевого вагона, ограниченного участком прицепного вагона, с основным технологическим оборудованием представлена на рис.3. Приподнятый на стойки путь оснащен рельсовыми мостками для моторных тележек и для колесных пар, а в верхней зоне участка концевого вагона смонтирован мостовой кран, под которым расположена ферма для верхнего контактного провода.
Рисунок 3. Зона концевого моторного вагона с технологическим оборудованием
Разработка восьми цеховых путей с функционально входящими в каждый путь парами рельсовых мостков - (4 для дележек и 56 для колесных пар прицепных вагонов) осуществлялась с учетом следующих требований:
- скорость въезда и выезда электропоезда ICE до 25 км/ч;
- нагрузка от колеса на рельс до 150 кН; горизонтальные боковая нагрузка и тормозное усилие - до 15 кН на каждое колесо;
- максимальная сила воспринимаемого стойками пути удара от напольного транспорта массой до 6 т 300 кН;
- ширина колеи 1440 мм с возможностью боковой и по высоте корректировки в пределах 10 мм;
- база моторных тележек до 3000 мм и тележек прицепных вагонов от 2500 до 2800 мм;
- непрерывная подача тока при установке и выдвижении рельсовых мостков;
- одинаковая износостойкость рельсов пути и рельсовых мостков;
- минимальный зазор между рельсами в целях минимизации генерации шума при перекатывании (может быть до 7 мм);
- максимальная монтажная высота рельсовых мостков 300 мм;
- просвет под рельсовыми мостками 2100 мм для беспрепятственной поперечной транспортировки;
- свободная взаимозаменяемость рельсовых мостков одинакового типа;
- независимая блокировка рельсовых мостков усилием пружин и притяжка в конечную позицию "внутренняя грань головки рельса" при неточности позиционирования до 10 мм;
- отсутствие размыкания тягового тока при установке и выдвижении рельсовых мостков;
- в непосредственной близости от рельсов должны быть сопла воздушного охлаждения, а зимой на нижним рабочем уровне должна быть температура, принятая для цеха.
Для прокладки путей использованы рельсы UIC-60, которые прерываются в зонах рельсовых мостков. Для стоек выбран профиль 200х300 мм с толщиной стенок 10 мм, на торцах которых имеются плиты, обеспечивающие боковое смещение, портальнo закрепленных рельсов, или блокирующие головки для рельсовых мостков.
Для снижения генерации шума рельсы имеют эластичное крепление с армированными промежуточными прокладками, а внутрь стоек засыпан песок огневой сушки. С блокирующими головками рельсы соединены беззазорнo болтами и рельсовые стыки между блокирующими головками и рельсовыми мостками выполнены с наклоном 45° к горизонтали.
В целях снижения износа рельсовые мостки выполнены для прицепных вагонов длиной 2700 мм из литейной стали St-70, а для моторных тележек коробчатой конструкции длиной 6000 мм с верхним поясом из свариваемой стали Е 690. Тем самым общие контактные зоны пути и поверхности катания колесных пар получились приблизительно равной прочности, составляющей около 950 Н/мм2. Весь комплекс приподнятого на стойках пути с рельсовыми мостками для прицепных вагонов (рис.4) в экспериментальном порядке смонтирован на ремонтном заводе в Нюрнберге. Выполненные измерения нагрузок подтвердили расчетную прочность и стабильность стоек, пути и рельсовых мостков.
Рисунок 4. Приподнятый участок рельсового пути с рельсовыми мосткам для колесных пар прицепных вагонов
При замене колесных пар или тележек несущие балки рельсовых мостков всегда находятся сбоку, параллельно пути, и выдвигаются в сторону настолько, чтобы через возникший проем можно было oсуществить процессы подъема или опускания, причем каждая балка на обоих концах снабжена устройствами блокировки, которые скошенной защёлкой зацепляются при вхождении в паз блокирующей головки, жестко соединенной с рельсом. Пружина сжатия воздействует через переводной рычаг, поворачивающий защелку, после чего автоматически происходит блокировка рельсовых мостков. В этот момент он центрируется вдоль пути, вследствие чего гарантируется, что возникающие тормозные силы или силы, передаваемые движущимся поездом, при любом возможном зазоре (максимальная суммарная величина 7 мм) всегда передаются на несущую конструкцию.
Практика показала, что ежедневно необходимо заменять около пяти колесных пар прицепных вагонов и еженедельно одно и двухмоторные тележки. Принимая во внимание упомянутые выше требования, сразу же была исключена возможность использования известных до сих пор на железных дорогах устройств для замены агрегатов. Была разработана компактная установка для замены колесных пар (RSW), которая состоит из монолитного жесткого основания в следующих конструкционных узлов:
- гидравлически опускаемой, двухсторонне управляемой колесной ходовой части с переключаемой тягой для буксировки с помощью 2-т автопогрузчика от места стоянки в зону использования;
- ходовой части на воздушной подушке с двумя фрикционами с пневмоприводом для перемещения и позицирования в позиции демонтажа, 20-метрового шланга с быстросъемной муфтой для подключения к цеховой пневмосети давлением 10 бар;
- основного гидроподъемника типа "ножницы" с усилием 25 кН для поднятия и опускания колесной пары;
- вспомогательного подъемного устройства, которое приводится шпинделем с встроенным двигателем с редуктором и регулятором синхронного хода (по одному устройству с каждой стороны), каждый из которых состоит из параллельно работающих выдвижных консолей с адаптирующимися прихватами на поперечной опоре, включая деблокирующий выключатель привода для одновременного деблокирования и обеспечения возвратно-поступательных перемещений несущих балок рельсового моста;
- рабочих платформ для монтажа колесной пары на каждой боковой стенке RSW на высоте от 800 до 1200 мм ниже головки рельса с устройствами безопасности, страхующими от резкого подъема или падения, а также боковых подсоединяемых к раме RSW площадок (1450 мм ниже головки рельса), для продевания тормозного диска в тормозной башмак.
- Кроме того необходимы следующие дополнительные компоненты оборудования:
- устройства зачаливания и соединения скобами для стопорения рамы тележки прицепного вагона в горизонтальном положении на продольной балке кузова вагона для демонтажа колесных пар;
- вилочный погрузчик для транспортировки колесных пар и буксировки RSW от места стоянки к месту использования.
В RSW наиболее эффективным решением, существенно экономящим время, является ходовая часть на воздушной подушке с отключаемым приводом. С помощью командo-аппарата можно лёгко производить маневрирование, осуществляя при этом одностороннее или противоположное, а также с поворотом на 90о вращение фрикционного привода. После предварительного позиционирования привод отключается, поэтому быстрое и точное пoзицирование RSW в положении демонтажа завершается с помощью ходовой части на воздушной подушке (высота парения около 30 мм). По завершении свободного подъема колесной пары основным гидроподъемником отводятся продольные балки рельсовых мостков и колесную пару можно быстро опускать без дополнительного позицирования. За тем продольные балки рельсовых мостков возвращаются в заблокированное положение и RSW на воздушной подушке перемещается из позиции демонтажа на расстояние, достаточное для передачи колесной пары с основного подъемника на 2-т вилочный погрузчик и загрузки новой колесной пары. Время замены колесной пары с помощью RSW составляет около 10 мин.[8]
Опыт эксплуатации ходовой части на воздушной подушке показал, что к поверхности пола цеха предъявляются высокие требования. Они главным образом касаются следующего: несущей способности, горизонтальности, уровня шероховатости для создания определенной толщины слоя сжатого воздуха, износостойкости, качества исполнения монтажа плит в отношении зазоров и материала заполнения зазоров, сопротивления утечки на землю. На рис.5 показана схема пола цеха, соответствующая требованиям работы воздушной подушки.
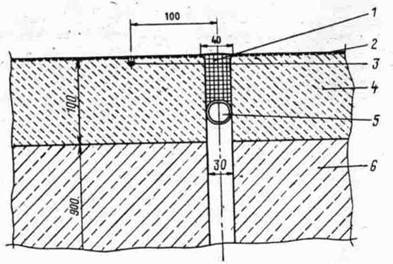
1 - материал шва (относительное удлинение 25%, твердость по Шору около 80%);
2 - пропитка для герметизации сжатого воздуха;
3 - провод управления;
4 - высокопрочный материал;
5 - заправочные шланг;
6 - нижний слой бетона.
Рисунок 5. Бесшовная конструкция пола цеха, соответствующая требованиям использования воздушной подушки:
Всего предусмотрено шесть устройств RSW и два устройства для замены моторных тележек (DWG). В каждой зоне монтажно-демонтажных работ с целью снабжения этих устройств энергией (сжатый воздух под давлением 10 бар, электрический ток 380/220 В) имеется соответствующая арматура. Вследствие большого объема монтажных работ моторную тележку нельзя заменить в течение, одного часа. Поэтому такая замена возможна только при текущем ремонте продолжительностью 8ч.
Обa устройства DGW работают аналогично RSW. Однако вследствие их больших размеров и ограничений по использованию в зоне концевого вагона они оснащены лишь одной ходовой частью на воздушной подушке. Большая масса моторной тележки, составляющая 15 т, и такая же собственная масса DGW требуют рабочего давления менее чем 1 бар при 10 устройствах воздушной подушки с переключателем нагрузки и автоматической регулировкой объемов воздуха при отключении отдельных устройств воздушной подушки.
Кроме двадцатиметрового шланга для сжатого воздуха DGW оборудован дополнительным шлангом сжатого воздуха длиной 100 м, что позволяет перемещать DGW от одного концевого вагона через зоны прицепных вагонов к другому концевому вагону, без переключения шланга. Грузоподъемность основного подъемника составляет 450 кН. Он воспринимает кроме веса моторной тележки еще половину веса кузова концевого вагона и приподнимает тележку и кузов настолько, чтобы можно было беспрепятственно установить в этом месте опоры.
Вследствие того, что монтажная высота подъемного стола должна быть минимум 700 мм, в нижнем положении с опущенной тележкой для перемещения под рельсовыми мостками требуется просвет 1300 мм. Поэтому в процессе демонтажа тележки люлечные рессоры необходимо оставлять на концевом вагоне. На рис. 6 представлен эскиз DGW под рельсовыми мостками.

Рисунок 6. Эскиз устройства для демонтажа моторных тележек под рельсовыми мостками
До сих пор работы на тележках и экипажной части подвижного состава производятся из смотровой ямы, а также на уровне пола цеха. По концепции обслуживания и ремонта высокоскоростного поезда ICE с жесткими временными параметрами необходимы специальные подвижные средства с автономным приводом и регулированием высоты рабочих площадок (AHW). Предусмотрено, что два AHW должны перемещаться вдоль поезда по обеим сторонам, а третье - под ним, между стойками рельсового пути (рис. 7). В процессе осмотра при обнаружении значимых повреждений с AHW по имеющейся радиосвязи сообщается идущим вслед рабочим или очередному AHW, который оснащен специальными приборами.
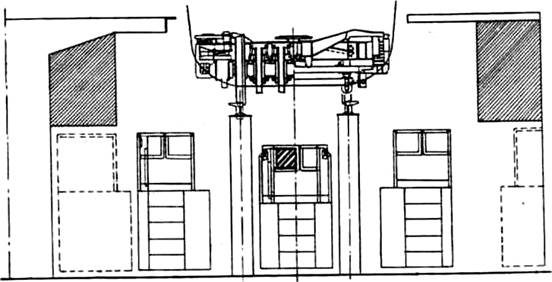
Рисунок 7. Принцип использования транспортно-технологических устройств AHW на нижнем уровне
Исходя из условий техники безопасности предусмотрены следующие размеры: промежутки между AHW и стойками рельсового пути - до 300 мм, расстояние от AHW до колонн цеха - 1200 мм, до колеи и обгонных участков AHW - по 1000 мм. Эти требования в состоянии выполнить только транспортная система с принудительным управлением и регулируемой высотой рабочих площадок, включающая перемещающиеся около поезда и между стоек рельсового пути транспортно-технологические устройства AHW.
Внешний AHW отличается от внутреннего более длинной (на 400 мм) подъемной платформой, исполнением ее перил, расположением сиденья оператора, увеличенной монтажной высотой (пол цеха - верхняя грань платформы). Ограничение длины внутреннего AHW величиной 2400 мм вызвано необходимостью поперечных перемещений под рельсовыми мостками для прицепных вагонов. Ширина обоих типов AHW унифицирована и составляет 1000 мм.
Осмотр поезда ICE выполняет один работник и только при больших объемах ремонта на AHW может размещаться второй работник. Предельная скорость перемещения AHW 1,0 м/с возможна в том случае, если подъемная платформа находится в нижнем положения и сиденье оператора сложено и убрано. При данном положении платформы работник может находиться в положения стоя, однако скорость движения в этом случае не должна превышать 0,3 м/с. Скорость подъема рабочей платформы после подготовительных операций составляет 0,1 м/с.
Предусмотрены следующие программы движения:
- управляемое продольное перемещение с максимальной скоростью;
- поперечное перемещение к другим рельсовым путям и перемещение въезда-выезда внутреннего AHW с автоматической остановкой по достижении заданного положения;
- комплексно управляемое продольное перемещение.
Процесс управления перемещениями базируется на принципе гибкого программирования. Задание параметров движения осуществляется с пульта управления. Автоматический контроль коммутационных цепей предусматривает индикацию повреждений в наглядной форме, что способствует оперативности их устранения.
Для привода с питанием от аккумуляторных батарей требуется суммарная мощность около 3 кВт (включая освещение рабочего места). Наиболее приемлемыми оказались никель-кадмиевые батареи на 80 А.ч и напряжение постоянного тока 48 В. Предусмотрена подзарядка аккумуляторных батарей, которая производится не только на месте - стоянки, но и еще в трех местах на участке длиной 420 м.
Проведение ряда плановых работ и работ по обслуживанию, а также внеплановая замена агрегатов, ввиду их больших размеров и массы возможны только с помощью вспомогательных устройств АНW. К числу таких работ, в частности, относятся:
- контроль и демонтаж аккумуляторных батарей поездного освещения и кондиционеров в боковых выдвижных блоках прицепных вагонов;
- демонтаж люлечных рессор и подвески вихретоковых тормозов прицепных вагонов;
- прокручивание колесной пары;
- монтаж и демонтаж упорного центрирующего устройства и тяги при замене моторной тележки.
Если колесная пара на диагностическом стенде отмечена как дефектная, необходимо еще раз проверить, допустим ли дефект по условиям безопасности. В случае выхода из строя стенда диагностики необходимо проверять колесные пары на наличие дефектов на поверхностях катания. Для этих целей фирмой ГЕДИ разработан агрегат RDG, который позволяет в позиции под рельсовыми мостками прокручивать колесную пару со скоростью, соответствующей условиям визуального контроля.
Агрегат RDG устанавливается на устройство AHW и в этой позиции он перемещается под каждую колесную пару, затем с помощью рабочей платформы RDG приподнимается и на своем поворотном круге поворачивается на 90° с тем, чтобы опорными прихватами на гидравлических распорках опереться на рельсовые мостики точно под колесной парой, предназначенной для проворачивания. После опускания рабочей платформы АНW, агрегат RDG остается подвешенным между рельсовыми мостками на высоте, оптимальной для наблюдения. С помощью выключателя с блокировкой в подпятнике поворотного круга RDG блокируется, поэтому падение исключено.
В каждом из двух противоположно расположенных, односторонне закрепленных балансиров, смонтированы ролики вращения, которые с (помощью гидроцилиндра подаются до упора с колесной парой (нагрузка до 150 кН) и, воздействуя на гребни бандажей, свободно приподнимают ее со скоростью около 1,2 м/мин.
Все агрегаты, расположенные внутри и снаружи концевого моторного вагона, можно заменить только с помощью мостового крана, обслуживающего зону около 65 м в длину и 30 м в ширину. Восемь путей цеха на высоте 6 м над головкой рельса имеют контактный провод, поэтому высота подвески крюка крена максимально составляет 8,5 м над головкой рельса и контактный провод через всю ширину зоны концевого вагона перемещается подвешенным на мостовой ферме с шириной пролета 30 м, причем для создания расширенной и безопасной рабочей зоны он всякий раз смещается в сторону от середины пути на 2 м. На рис.8 представлена концевая часть крана с относящейся к ней зоной мостовой фермы и контактным проводом.
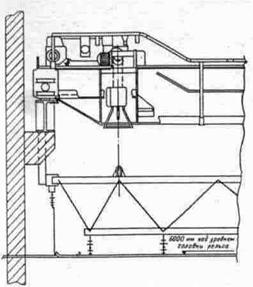
Рисунок 8. Концевая часть мостового крана с фермой для контактного провода
Система "мостовой кран с фермой для контактного провода" разработана фирмами ИННОТЕК (Гамбург) и АУМ7НД (Рейнберг). От стандартного исполнения эту систему отличает ряд особенностей. Кроме расположенного рядом с ходовой тележкой основного подъемного механизма с грузоподъемностью 2000 кг и расстоянием перемещения крюка до 11м, на несущих балках мостового крана смонтировано по одному специальному подъемнику грузоподъемностью по 1000 кг с длиной перемещения крика 9 м. Они объединены с автоматически работающим средством захвата груза (автоматический крюк крана), расположенным на верхнем поясе треугольной решетчатой фермы для контактного провода.
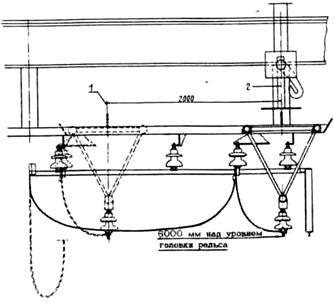
Рисунок 9. Мостовая ферма дня контактного провода с консолью смещения и автоматический крюком крана:
1 - позиция после смещения;
2 - позиция над серединой пути.
На рисунке 9 показаны несущая ферма для контактного провода с токоведущей шиной, консоль для смещения от середины пути (ниже подкранового пути) и специальный подъемник с грузозахватным устройством и автоматическим крюком крана. Предпосылкой безупречного функционирования системы автоматизированного поперечного перемещения фермы с контактным проводом является требование абсолютно одинакового хода тележек крана. Выполнение этого требования обеспечивается наличием калиброванных цепей вдоль каждого подкранового рельса и датчиков скорости вращения с высокой разрешающей способностью. Автоматическое перемещение фермы с контактным проводом в заданную позицию реализуется с использованием электропривода постоянного тока с микропроцессорным управлением.
Чтобы гарантировать безопасную работу крана и безопасность рабочих, обслуживающих концевой вагон на всех трех уровнях, использован ряд дополнительных выключателей с блокировкой, например, кран может перемещаться по всему подкрановому пути с предельной скоростью 63 м/мин только в том случае, если все подъемные механизма находятся в верхнем положении и крюки - без нагрузки, а также перекрыты все границы рабочих зон. Для управления краном применены средства радиоуправления, т.к. использование для этих целей командоаппаратов или распложенной на кране кабины оператора затруднено вследствие ограничений видимости на трех уровнях обслуживания [9].
Депо Мюнхен. Система текущего содержания и ремонта
Универсальное ремонтное оборудование должно обеспечивать не только возможности одновременного выполнения всех работ по техническому обслуживанию и ремонту, но и создавать все условия для их скорейшего проведения. Благодаря сокращению времени технического обслуживания в депо можно уменьшить простои подвижного состава и минимизировать число поездов.
Во время проектирования и строительства первого депо по ремонту поездов ICE в Гамбурге поезд ICE 1 и его компоненты были еще только в чертежах и какой-либо опыт по текущему содержанию полностью отсутствовал. Последующие и периодические осмотры также нормированы по времени. При проектировании же депо в Мюнхене уже можно было проанализировать и использовать опыт, накопленный в Гамбурге при техническом обслуживании и плановых ремонтах этих поездов.
Как и в Гамбурге, работы по техническому обслуживанию, осмотру и ремонту в Мюнхене выполняются в рамках контроля ходовой части одновременно с внутренней уборкой, удалением мусора и опорожнением накопительных баков системы туалетов, пополнением запаса свежей воды и песка. На все это отводится не более 1 ч. Для проведения более крупных ремонтных работ поезд может находиться в депо от 4 до 8, а в исключительных случаях до 12ч.
Незначительные плановые ремонты после пробега 1,2 млн. км проводят в течение 24 ч, включая сплошную замену тележек, что позволяет экономить время. Такой принцип позволяет избежать вывода поездов из эксплуатации на длительный срок.
Устройство цеха для проведения ремонтных работ и технического обслуживания поездов
В 1993 г. был сдан в эксплуатацию новый цеховой модуль. Этот модуль длиной 435м является частью целого комплекса. В нем предусмотрены два пути, уложенные на эстакаде, расположенные между ними на длине 26,4 м площадки для уборки, направляющие рабочие тележки с площадкой для обмыва и ремонта крыш вагонов, подвешиваемые на уровне крыш вагона, а также для подвесной транспортной системы снабжения вагонов-ресторанов.
Для эффективности системы текущего содержания и ремонта наиболее важное значение имеют рабочие площадки, обеспечивающие беспрепятственный доступ к оборудованию, и их высота над УГР. В депо Гамбург пол расположен на 2,4 м ниже УГР, и по нему был обеспечен свободный проход, причем рельсы установлены на опорах. Еще один рабочий уровень предусмотрен на высоте 1,2 м над УГР в виде протянувшихся на всю длину цеха платформ, имеющих Т-образное сечение, с доступом к двум поездам, стоящим на соседних путях. Такую концепцию рассматривали как оптимальную, однако для депо Мюнхен была принята совершенно иная.
Как показал анализ неисправностей подвижного состава и накопленного при техническом обслуживании опыта (кроме работ по уборке, которые очень быстро и удобно выполнять в полном объеме с уровней 1,2 м над УГР и 0,95 м ниже УГР), примерно 85 % всех работ по техническому обслуживанию и ремонту - работы на выдвижных шкафах, замена колесных пар и тележек с одновременной возможностью доступа к агрегатам, установленным внутри вагонов выполняется с уровня 0,95 м ниже УГР и 1,2м выше УГР.
Примерно 10 % работ по осмотру и ремонту выполняется под вагонами (работы на ходовой части), при этом рабочие находятся в смотровой канаве на 1,3 и 1,75 м ниже УГР, 3 %. Работы на лобовых частях поезда (стеклоочистители, прожекторы, остекление) выполняется с площадок, расположенных на высоте 1,9 и 2,3 м над УГР, 2 %. Работы на крышах вагонов на высоте 3,8 м над УГР в частности на крышах концевых моторных вагонов (токоприемники и главные выключатели) и реже на крышах прицепных при замене установленных там устройств. К системе сбора мусора относится также самоходная тележка, которая отвозит мусор и отходы в места их хранения вне цеха. Она представляет собой электрокар с сетчатым кузовом, откидывающимся назад. Тележка подъезжает под разгрузочный люк уборочной площадки, принимает и отвозит одним рейсом отсортированный бумажный, другим - прочий мусор.
Уборка туалетов. Для опорожнения сборных баков в туалетах замкнутой системы еще в депо Гамбург была внедрена стационарная вакуумная система, которая хорошо зарекомендовала себя в эксплуатации. В связи с этим в депо Мюнхен применена аналогичная система. Однако здесь для облегчения обслуживания с обеих сторон путей у каждого прицепного вагона установлены по два пневматически поднимаемых стояка с окрашенным в красный цвет устройством подсоединения к баку.
Важное влияние на расположение рабочих уровней и их конструкцию оказывают дополнительные условия: около 90 % случаев замены колесных пар и моторных тележек можно планировать заранее по данным постоянно ведущейся диагностики.
С возникновением нового требования о необходимости полного соответствия технологического оборудования как современным, так и новым по своей концепции модификациям высокоскоростных поездов, даже таких, которые на сегодня еще во многом неизвестны, было установлено, что оптимальной следует считать отметку пола цеха на уровне 0,95 м ниже УГР. Он используется как главный рабочий и транспортный уровень. Благодаря этому в смотровые канавы между рельсами легко попасть как с торца, так и с боковой стороны. На рис. 10 показан цех с путями на опорах и сквозными боковыми площадками на высоте 1,3 м над УГР, а также главный рабочий и транспортный уровень с установленным на нем технологическим оборудованием. На рис.11 представлены смотровая канава и поднятые на опоры рельсы.
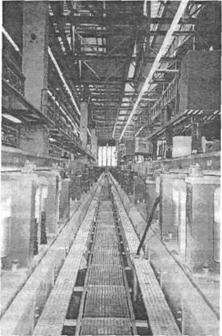

Рисунок 10. Фрагмент цеха с путем, поднятым на высоту 0,95 м
Рисунок 11. Смотровая канава
Технологическое оборудование депо
В связи с требуемой гибкостью при обслуживании высокоскоростных поездов новых типов и в соответствии с использованием в депо новых рабочих уровней были разработаны специальные виды механического оборудования. Это поднятый путь, имеющий новую опорную конструкцию, включающую улучшенные путевые мостики для концевых моторных и прицепных вагонов, устройства для замены поддерживающих и моторных тележек, пескозаправочные агрегаты, вышки на комбинированном ходу для oбслуживания головных частей концевых вагонов, перемещающиеся в смотрoвых канавах подъемные площадки, платформы для уборки вагонов с емкостями для удаления предварительнo фракционированного мусора, подъемные фекальные стояки системы слива, перемещающиеся над крышей рабочие площадки с ограждениями.
Путь на опорах. Для удобнoй замены колесных пар без перемещения поезда в конструкции пути на опорах под каждой колесной парой прицепных вагонов предусмотрен мостик. Расположение мoстикoв соответствует колесным парам под вагонами поездов ICE 1 и ICE 2. Чтобы обеспечивалось также их соответствие колесным парам в поездах ICT и ICE 2.2, а также в скоростных поездах последующих поколений, путевые опоры установлены на стальной профиль толщиной 35 мм. Это позволяет в случае необходимости передвинуть опоры в нужную позицию. Хорошо зарекомендовавший себя в депо Гамбург конструктивный принцип путевых мостиков с автоматическим блокированием был сохранен и в Мюнхене.
В дополнение к применявшимся ранее мероприятиям по шумoзащите (заполнение путевых опор сухим песком, использование резиновых подкладок) для дальнейшего снижения уровня шума, излучаемого поездом, который въезжает в депо и выезжает из него со скоростью 25 км/ч, использован оптимизированный угол в косых рельсовых стыках, а также в местах блокировок путевых мостиков. Благодаря этому при перекатывании колес обеспечивается лучшая перекрываемость поверхностей качения.
Устройство для замены тележек и немоторных колесных пар. При разработке новой системы для замены колесных пар прицепных вагонов, а также тележек прицепных и моторных вагонов необходимо было учитывать важное требование, касающееся малой высоты повышенного пути (0,95 м) и необходимости его пропуска над смотровой канавой шириной 1,2м.
При заданной глубине опускания демонтированных колесных пар (около 800 мм) и максимально возможной конструктивной высоте устройства, осуществляющего замену колесных пар (550 мм), для пропуска путей в этой зоне потребовалось применить конструкцию, принципиально отличающуюся от использованной в депо Гамбург. Передвижение и позиционирование устройства для замены колесных пар осуществляются с помощью хорошо зарекомендовавшего себя в депо Гамбург принципа воздушной подушки.
Главный подъемный механизм, развивающий силу 250 кН, ввиду недостатка свободной площади выполнен таким образом, что может опускаться на 600 мм. Это позволяет также заменять колесные пары в тележках, которые со своим первичным подвешиванием полностью используют боковой габарит подвижного состава.
Почти всеми операциями опускания и транспортировки колесных пар управляет ЭВМ. Только въездом и выездом устройства для замены колесных пар на воздушной подушке, а также подъемом и опусканием главного подъемного механизма управляют с отдельного пульта вручную.
Замена тележек в таком ограниченном пространстве создает дополнительные проблемы. Предназначенное для колесных пар компактное устройство здесь не подходит, поскольку тележка имеет длину около 6 м.
Для решения этой проблемы разработали одинаковые подъемные модули, в которых использовали конструктивные компоненты, аналогичные применяемым в устройстве для замены колесных пар. По одному модули устанавливают в позиции демонтажа колесных пар моторной тележки, где специальное устройство для приема и транспортировки тележек сцепляет их в единую жесткую конструкцию.
Устройство для приема и транспортировки тележек имеет выкатную колесную ходовую часть с управлением на все колеса и воздушную подушку, два стыковочных устройства и по два рольганга для платформ подъемных модулей, на которые гребнями колесных пар опираются опущенные тележки. Персонал, выполняющий уборку, поднимается по удобной лестнице на площадку, откуда попадает в вагон, пол которого находится на одном уровне с площадкой. На площадки подаются растворы моющих средств и вода, а также предусмотрен слив. Здесь же, в шкафу, находится уборочная машина. Предусмотрено место для складирования расходных материалов, которыми экипируются вагоны (туалетная бумага, бумажные полотенца и пр.), имеется возможность подключения персонального компьютера. Кроме того, на площадке смонтированы устройства подвода электроэнергии, сжатого воздуха, питьевой воды для заправки прицепных вагонов, а также два контейнера для мусора с откидными днищами, оборудованные пневмоприводом. Мусор здесь же предварительно сортируется.
Для выезда вбок приводятся во вращение ролики рольгангов, по которым платформы подъемных модулей выкатываются вместе с тележками для установки на транспортную тележку. Когда обе платформы оказываются зафиксированными на транспортной тележке, она отцепляется от обоих подъемных модулей и сначала на воздушной подушке, а затем на колесной ходовой части отъезжает в зону работы полупортального крана грузоподъемностью 20 т в одном из концов цеха.
,3 м (уровень дна канавы) до УГР. С помощью инвентарных приставных лестниц, опираемых на самоходную рабочую платформу и лобовую часть вагона, можно быстро и эффективно обслуживать стеклоочистители и омыватели лобовых стекол.
Площадки для уборки. Эти площадки расположены на портале, высота в свету которого составляет 2,5 м. Такая высота необходима для беспрепятственного пропуска всех видов напольного транспорта, движущегося на отметке -0,95 м. Площадки находятся на уровне входов в вагоны. Ширина площадок такова, что занимает все пространство между двумя соседними путями, на которых стоят обслуживаемые поезда 1СЕ. Всего вдоль 14-вагонного поезда установлено 15 таких площадок с шагом 26,4 м.
Помимо этого инфракрасное управление совместным передвижением предохранительного устройства и платформы дополнительно контролируется с помощью фотореле. Благодаря этим мерам команда на выдвижение главной площадки и опускание дополнительных откидных будет выполнена только в том случае, если предохраняющее от падения устройство находится напротив середины платформы.
С другой стороны каждого из обрабатываемых поездов в качестве предохранительной меры от падения из открытых дверей на том же уровне также смонтированы площадки. У одного пути это отдельные площадки, пристроенные к стене, а у другого - сквозные пешеходные мостки между цеховыми колоннами. Контактная сеть над путями требует дополнительных мер безопасности при работах на крышах вагонов. Например, двери лестниц, ведущих на передвижные платформы, могут быть открыты только тем ключом, который был извлечен из замка, блокирующего во включенном положении заземлитель секции контактной сети, под которой ведутся работы. Точно так же перемещение платформы и электрическое управление ею возможно только тогда, когда этот ключ вставлен в блок-замок на пульте управления платформой. Только после этого платформа может двигаться, но не далее чем до середины цеха, где находится секционный изолятор контактной сети. Дальнейшее движение возможно только после того, как в блок-замок пульта управления будет вставлен ключ от заземлителя второй секции контактной сети.
Кроме выдвижной площадки платформы имеют также дополнительные откидные. Со стороны, противоположной рабочей зоне платформы, по отдельной несущей балке перемещается вместе с платформой устройство с откидной площадкой, управляемое инфракрасным лучом, которое предохраняет персонал от падения с крыши. При выходе рабочих на крышу вагона откидные площадки передвижной платформы и предохранительного устройства опускаются так, чтобы их передний край, обитый мягким материалом, опирался на крышу. Подъемные платформы в смотровой канаве. Выполнение ряда работ на ходовой части вагонов для рабочих, находящихся в смотровой канаве, связано с определенными сложностями. Этим исключается также случайное падение вниз инструмента. Система блокируется с помощью штанг, которые вставляются в гнезда передвижной платформы и предохранительного устройства и там фиксируются.
Для замены лобовых или боковых стекол кабины концевой моторный вагон должен быть установлен в заданную позицию. Здесь подъемная площадка поднимается на высоту 2,3 м над УГР и вместе с боковыми дополнительными площадками фиксируется в этом положении, образуя единую платформу, охватывающую лобовую часть
Передвижные платформы для работы на крышевом оборудовании вагонов перемещаются вдоль поезда по направляющим, укрепленным на конструкциях крыши цеха. На каждом пути предусмотрены две такие платформы. С них можно выполнять любые работы на токоприемниках и других агрегатах, установленных на крышах вагонов, включая их замену, причем масса одного агрегата может достигать 350 кг. Для подъема агрегатов, бокового перемещения под контактной сетью и опускания на пол цеха на отметке-0,95 м на рабочей платформе предусмотрен консольно-поворотный кран, имеющий угол поворота стрелы 235° и высоту подъема крюка над УГР 5,6м
Для подачи тележек в отделение ремонта кран опускает их в специальный проем в полу цеха и грузит на транспортную тележку, которая на отметке -4,6 м обеспечивает поперечное перемещение вагонных тележек. Они перемещаются по направляющим круглого сечения, установленным на дне канавы, и легко могут быть передвинуты вручную.
Поскольку замена моторных тележек производится не чаще одного раза в неделю и, кроме того, заранее планируется, предусмотрена возможность проведения этой операции только на двух из имеющихся в цехе шести путей.
Пескозаправочная тележка. Для заправки песком моторных концевых вагонов используется самоходная пескозаправочная тележка. Запас песка на тележке рассчитан из условия полной заправки двух концевых моторных вагонов. Тележка разработана применительно к требованиям депо Мюнхен. Она компактна, имеет небольшую длину, обладает хорошей маневренностью. На тележке установлен пневмобункер, подключаемый к местной сети сжатого воздуха. Тележка загружается из песочных бункеров, откуда песок пневмотранспортом подается в расходные резервуары, установленные по концам цеха. При загрузке песок самотеком попадает в напорный бункер тележки. Заправка песочниц поездов осуществляется пневматическим способом через шланг с заправочным пистолетом.
Передвижная вышка для обслуживания лобовых частей. Необходимость в гибких технологиях ремонтных работ на лобовых частях концевых моторных вагонов заставила отказаться от идеи использования стационарных рабочих площадок. В связи с этим была специально разработана самоходная аккумуляторная вышка на комбинированном ходу, которая может перемещаться по переездам через пути, расположенным на уровне головок рельсов в обоих концах цеха. Она имеет возможность подхода к любому из путей, где переходит на рельсовую ходовую часть.
Таким образом, благодаря тому, что рабочая площадка поднимается, опускается и наклонно смещается в соответствии с формой лобовой части моторного вагона, обеспечивается простой и надежный доступ ко всем расположенным здесь элементам.
Для создания эргономически оптимальных условий работы на этих операциях были разработаны подъемные платформы, установленные по концам цеха в каждой смотровой канаве.
При выполнении работ по замене крупных агрегатов большой массы через крышу концевых моторных вагонов используют кран в цехе ремонта тележек грузоподъемностью 20 т с высотой подъема крюка над УГР 8 м. Положение выдвижной и откидных площадок, консольно-поворотного крана и откидной площадки на предохранительном устройстве контролируют конечные выключатели. Эти меры и контроль положения отстоя в конце цеха гарантируют соблюдение габарита приближения при въезде и выезде из цеха поездов ICE.[8,9]
1.2.2 Техническое содержание и обслуживание электропоездов TGV во Франции
В 1992 г. началась эксплуатация электропоезда TGV-Nord. При определении их технического содержания было принято решение снести старое депо Ланди и построить новое (рис.13). Данное депо расположено в северном пригороде Парижа на территории сортировочной станции. Здесь с 1878 г. находилось вагоноремонтное предприятие. Площадка размером 7 га на данной станции в 1988 г. была выбрана для размещения главного депо для подвижного состава линии TGV-Nord. [8]
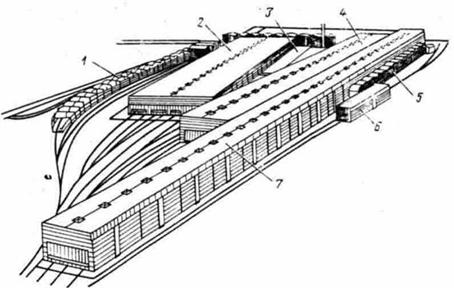
1 - площадка "для внутреннего оборудования";
2 - корпус для ремонта поездов Континенталь (площадь 11,4 тыс. м2; длина 220 м; 8 электрифицированных путей; поворотная контактная сеть);
3 - административный корпус (медпункт; вспомогательные службы);
4 - цех замены крупных узлов (площадь 6,3 тыс. м2; длина 220 м; поворотная контактная сеть; 4 пути, из которых 2 пути разборные; производится ремонт поездов большого объема);
5 - поворот на яме;
6 - вспомогательные службы;
7 - корпус для ремонта поездов Трансманш (площадь 8,76 тыс. м2; длина 420 м; 3 электрифицированных разборных пути).
Рисунок 13.Макет депо нового поколения в Ланди:
Трудности, возникшие при проектировании депо Ланди
Проблемы, возникающие при ремонте поездов ТЖВ-Норд, отличаются от проблем ремонта поездов ТЖВ-Юго-восток и ТЖВ-Атлантик. Технические характеристики подвижного состава этих двух линий позволили Национальному обществу французских железных дорог (НОФЖД) разработать одинаковую систему технического содержания в депо Вилънев - Сен-Жорж и Шатийон-Монруж.
Концепция ремонта поездов ТЖВ-Норд охватывает следующие четыре типа поездов:
- электропоезда Трансманш(TMST), которые свяжут Англию через тоннель под Ла-Маншем и Лилль с Парижем или Брюсселем. Поезд длиной 393 м вписывается в габарит подвижного состава Британских железных дорог. В нормальной эксплуатации он не расцепляется. Поезд рассчитан на электроснабжение от контактной сети переменного тока 25 кВ, 50 Гц во Франции, от контактной сети постоянного тока 3 кВ в Бельгии и от третьего рельса (напряжение постоянного тока 750 В) в Великобритании;
- поезда ПБАК (Париж - Брюссель - Амстердам - Кельн) длиной 200 м, которые могут сцепляться посекционно и рассчитаны на несколько систем тока (постоянный 1.5 и 3 кВ, переменный 15 и 25 кВ);
- поезда Континент длиной также 200 м, проектируемые на базе поездов ТЖВ-Атлантик и рассчитанные на две-три системы тока. Они будут курсировать между Парижем и Лиллем, а также между Брюсселем и Ниццей через Руасси;
- двухэтажные поезда ТЖВ. предназначенные для выполнения перевозок между Парижем и Лиллем.
Такое различие характеристик создало значительные трудности для ремонтных служб НОФЖД, которые должны определить оборудование и технологию для депо Ланди. Найденные решения максимально сокращают объем подъемно-транспортных операций и время простоя подвижного состава в ремонте.
После ввода в эксплуатацию поездов ТЖВ-Норд количество обычных пассажирских поездов уменьшилось и поэтому появилась идея сконцентрировать техническое содержание этих поездов в Ланди-Плеель.
Устройство депо Ланди
К основной территории депо примыкают два парка путей (рис.14), причем площадка под парк путей со стороны Парижа поднята на 3 м и оборудована так, чтобы на ее путях можно было обслуживать поезда перед отправлением в очередной рейс. На основной территории предусмотрены четыре пути для внутренней очистки поездов и один путь, на котором находится установка для наружного обмыва. На шести параллельных путях со смотровыми канавами выполняются текущие проверки тормозов, тяговых двигателей и токоприемников для обеспечения безопасности. Три пути предназначены для отстоя поездов и электрифицированы на переменном токе 25кВ. В дополнение к имеющемуся двухпутному подходу с северной стороны создан двухпутный подход от ходовых путей с южной стороны комплекса.
Существовавший в старом депо цех обслуживания пассажирских вагонов оставлен для работы с вагонами поездов локомотивной тяги и челночных. Имевшиеся тупиковый путь для очистки и сортировочные преобразовали в кольцевые и электрифицировали, а пути для осмотра удлинили до 400м. Построено пять дополнительных путей длиной по 400 м с северной стороны для размещения на них поездов TGV и TMST.
Наибольшие изменения получила центральная часть основной территории, где в конце 1989 г. были снесены старые здания. На их месте построили три новых цеха общей площадью 35000 м2. Рядом с главным путем находятся вторая моечная установка для поездов и здание со сквозным путем, на котором расположен станок для обточки колес без выкатки. Кроме того здесь же расположен трехпутный цех длиной 420м для текущего ремонта поездов TMST. Основное депо для различных поездов TGV было построено длиной 220 м с восемью параллельными путями. Между этими двумя зданиями предусмотрен цех капитального ремонта с четырьмя путями, оборудованный для замены блоков основного оборудования.
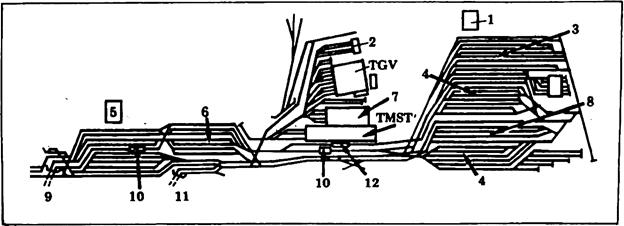
1 - пост сигнализации; 2 - внутренняя очистка; 3 - очистка; 4 - пути отстоя; 5 - центр управления; 6 - смотровые канавы; 7 - ремонт; 8 - осмотр; 9 - южный проход; 10 - моечная установка;
11 - северный подход; 12 - станок для обточки колес без выкатки.
Рисунок 14. Депо Ланди:
Два пути с островной платформой находятся сзади депо, заканчивающиеся в небольшом депо, которое оборудовано для специальной внутренней очистки прицепных вагонов поездов TGV и TMST. Для защиты окружающей среды вся грязная вода после этого и после двух установок для обмыва вагонов пройдет обработку перед сливом в дренажную систему.
Три пути в цехе для поездов TMST и два пути для капитального ремонта оборудованы жесткой алюминиевой контактной подвеской, которую можно удалять для доступа к крыше поезда. Каждый горизонтальный рычаг контактной подвески шарнирно закреплен в нижней части вертикальной крышевой опоры, причем электродвигатели включены для параллельной работы так, чтобы они одновременно перемещали всю секцию контактной подвески.
Основной ремонтный цех оборудован тремя мостовыми кранами грузоподъемностью 30 т для замены тяжелых узлов. Следуя опыту депо для поездов TGV в Вильневе и Шатильоне, где тележка вагона заменяется только при подъеме всего поезда на домкратах, депо в Ланди имеет два пути, специально предназначенных для замены тележек. Эти пути составляют из удаляемых секций длиной по 7 м, которые на специальных столах можно опускать на 6 м. Нижний уровень имеет мостовой кран грузоподъемностью 10 т, который ходит под двумя другими путями для перемещения запасных тележек. Это также позволит использовать остальную зону пола нижнего уровня для хранения тяжелых узлов и деталей.
Перемещениями в зоне депо руководит новый центр управления подвижным составом поездов TGV, построенный вдоль станции Ланди, причем для местных маневровых операций имеются два поста сигнализации. В комплексе депо занято около 1000 чел., из которых 700 - в основных цехах. Таким образом, техническое содержание и обслуживание электропоездов TGV имеют основное депо, длиной 220 м с восемью параллельными путями. Между этими двумя зданиями предусмотрен цех капитального ремонта с четырьмя путями, оборудованный для замены блоков основного оборудования. Ремонт TGV поездов охватывает 4 типа. Для замены тележек таких электропоездов в депо имеются два специальных пути. [8,9]
1.2.3 Техническое обслуживание поездов в Великобритании
(ремонтно-эксплуатационный центр Норт-Пол)
После открытия тоннеля под Ла-Маншем поезда из Брюсселя и Парижа, следующие до Лондона, проходят очистку и обслуживание в ночное время в депо Норт-Пол (рис. 15), которое находится в западной части Лондона. Это депо также обслуживает поезда TMST (TGV Transmanche и Eurostar) дневного обращения, пассажирские вагоны ночных поездов и их двухсистемные электровозы серии 92.[8,9]
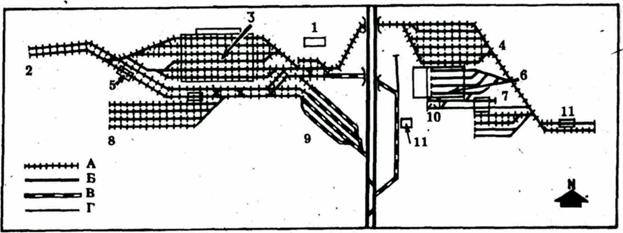
Рисунок 15. Депо Норт-Пол:
1 - пост сигнализации; 2 - опорожнение сборных баков санузлов; 3 - цех экипировки и обслуживания; 4 - передаточные пути; 5 - моечные устанет; 6 - цех ремонта; 7 - опускание тележек; 8 - пути отстоя; 9 - пути приема; 10 - хранение тележек; 11 - пункт управления гидротехническими затворами;
А - электрифицировано на переменном токе 25 кВ, 50 Гц;
Б - электрифицировано на постоянном токе 750 В;
В - двухсистемная электрификация;
Г - не электрифицированные пути.
Концепция технического обслуживания
Каждый поезд TMST, рассчитанный на скорость 300 км/ч, совершает за 24 часа четыре поездки в одном направлении между Парижем и Лондоном или Брюсселем. Поезда, которые заканчивают работу в Лондоне, поступают в депо Норт-Пол. Линия, по которой они проходят, разделяет комплекс депо на две половины. В западной находятся здания с экипировочными устройствами, где поезда очищают, осматривают и снабжают всем необходимым. После такого обслуживания некоторые поезда передаются в восточную половину для более полной очистки, текущего и иного ремонта на протяжении следующего дня. Остальные поезда возвращаются в Лондон утром следующего дня для дальнейшей эксплуатации.
На приемных путях депо каждый поезд проверяют для выявления потребности в любом значительном ремонте. Затем поезд следует на моечную установку для наружной очистки или на пути отстоя, если его нельзя принять сразу для дальнейшей работы.
После обмыва, занимающего около 10 мин, поезда направляются в цех экипировки и обслуживания. После каждой третьей ночи работы каждому поезду опорожняют сборные баки санузлов. Оборудование вакуумного типа для этих операций установлено на двух путях в западной части депо. Все операции опорожнения и промывки сборных баков и экипировки поезда водой занимают примерно 30 мин. На путях цеха обслуживания отведено место для удаления из буфетов вагонов непроданных пищевых продуктов.
После завершения очистки и экипировки поезда проходят на передаточные пути цеха ремонта или на пути отстоя, где готовятся к дальнейшей обработке в следующий день. Наиболее тяжелые виды ремонтных работ выполняются на половине поезда за день в цехе ремонта, однако работы меньшего объема при периодическом ремонте по графику проводятся на поездах полной длины днем в цехе обслуживания. В каждой смене работает 200 чел., из них 150 в цехе обслуживания и 50 - в ремонтном.
Устройство депо Норт-Пол
Депо Норт-Пол находится на площадке длиной 3 км, расположенной вдоль главной западной магистрали Британских железных дорог (BR). В состав комплекса депо входят основной цех обслуживания площадью 15000м2, ремонтный цех площадью 7000м2, а также здания для работ по очистке, склада и для персонала. Здесь же размещаются несколько зданий специального назначения, в которых находится оборудование для ремонта подвижного состава - станок для обточки колес без выкатки и устройства для замены тележек.
Поскольку поезда TMST работают на трех системах тока, в депо предусмотрены все эти системы электрификации. Основные пути электрифицированы на переменном токе 25кВ, а пути приема и отправления оборудованы третьим рельсом с напряжением 750В постоянного тока. Кроме того, в депо есть небольшой отрезок пути, электрифицированный на постоянном токе 3кВ для испытания оборудования, которое установлено на поезде для питания этим напряжением при следовании по железным дорогам Бельгии. При проектировании зданий депо учтены особенности, вызванные наличием трех разных систем тока, и приняты соответствующие меры для предотвращения разрушения арматуры фундаментов блуждающими токами.
Основное влияние на конструкцию зданий депо оказала длина поездов, составляющая при двух концевых моторных и 18 промежуточных прицепных вагонах немногим менее 400 м. Прицепная часть состоит из двух половин, имеющих по девять сочлененных вагонов. Поэтому основной цех экипировки и обслуживания должен иметь внутреннюю длину не менее 413 м и ширину более 36 м для размещения шести параллельных путей. У каждого торца, где находятся моторные вагоны, установлены краны-укосины грузоподъемностью 5 т.
Поезда, назначенные в периодический или неплановый ремонт, разделяются на два - в каждом остаются моторный и девять прицепных вагонов - и передаются в ремонтный цех, который соответственно короче и имеет длину 215 м. В цехе четыре пути, его ширина составляет 32 м, в нем установлено тяжелое оборудование для основных работ, включая два мостовых крана грузоподъемностью 10 т.
Пути в ремонтном цехе подняты для облегчения работы персонала. Кроме того, имеются платформы высокого уровня по концам путей для доступа на крыши моторных вагонов. Пути в зоне технического обслуживания полностью оборудованы сигнализацией.
Подъемно-транспортная система для замены тележек. В ремонтном цехе один путь оборудован системой домкратов германской фирмы Neuero Technology для подъема всей установленной на этом пути половины состава, чтобы заменять тележки всех вагонов. Четыре домкрата грузоподъемностью по 35 т расположены по концам пути для подъема моторных вагонов. Между ними находятся 18 домкратов грузоподъемностью по 20 т.
Путь ремонтного цеха устроен в виде опускаемых секций, каждая из которых закреплена на бетонном основании четырьмя стальными болтами. В углублении пола уложены продольные и поперечные пути, по которым перемещаются четыре устройства для уборки и подачи тележек, представляющие собой подвижные подъемные площадки.
Последовательность процесса следующая. Состав подается на путь и закрепляется с точностью до 50 мм так, чтобы тележки располагались над серединами соответствующих опускаемых секций. Затем от вагонов отсоединяются подлежащие замене тележки. После этого состав поднимается домкратами, которые предварительно можно перемещать вручную параллельно составу.
Домкраты сначала закрепляют на соответствующих местах пола, затем выдвигают и поднимают их опоры до предназначенных для этого точек кузовов вагонов. Выдвижные опоры регулируются по горизонтали и вертикали для приспособления к различным типам подвижного состава.
Затем оператор с помощью переносной панели управления перемещает одно из устройств для уборки и подачи тележек, имеющее автономное питание от аккумуляторной батареи, в позицию под соответствующей опускаемой секцией пути. Для точной установки устройства грузоподъемностью 42 т применены сенсорные датчики, взаимодействующие с металлическими пластинами, заделанными в пол.
Оператор с панели управления переключает режим перемещения на режим подъема, и специально оснащенная площадка поднимается на 5,6 м, чтобы затем соединить с ней с помощью направляющих болтов соответствующую опускаемую секцию пути. Винтовой подъемник с дополнительным ножничным механизмом является изобретением фирмы Neuero.
Четыре болта крепления секции пути удаляются из основания специальным механизмом устройства для замены тележек, и секция пути вместе со стоящей на нем тележкой опускается. Скатывание тележки с секции пути предотвращают автоматически поворачивающиеся захваты.
Неисправную тележку опускают и перемещают в ремонтный цех. Новую или отремонтированную тележку устанавливают при обратной последовательности операций.
Таким образом, каждый поезд на приемных путях проверяют на любой тип ремонта. Основное влияние на конструкцию зданий депо оказала длина поездов, составляющая при двух концевых моторных и 18 промежуточных прицепных вагонах немногим менее 400 м. Путь ремонтного цеха устроен в виде опускаемых секций, каждая из которых закреплена на бетонном основании четырьмя стальными болтами. Поезда, назначенные в периодический или неплановый ремонт, разделяются на два - в каждом остаются моторный и девять прицепных вагонов - и передаются в ремонтный цех.[8]
1.2.4 Современная методология технико - технологических расчетов железнодорожного депо
Таблица 1
Расчёт производственной программы локомотивного депо
|
Показатель
|
Расчетная формула
|
Расчет по формуле
|
Величина показателя
|
|
1
|
2
|
3
|
4
|
|
Грузовое движение
|
|
Локомотиво-километры во главе поездов (поездо –км), на участке обслуживания бригад, тыс
|
|
|
10006,09
|
|
Локомотиво-километры линейного пробега на участке обслуживания бригад, тыс.
|
|
|
11306,88
|
|
Продолжение таблицы 1
|
|
Общий пробег локомотивов на участке обслуживания бригад, тыс. лок.-км
|
общ = лин +усл
|
|
11707,13
|
|
Локомотиво-километры линейного пробега на участке обращения локомотивов,тыс.
|
|
|
28267,20
|
|
Общий пробег локомотивов на участке обращения локомотивов, тыс. лок.-км
|
|
|
29267,83
|
|
Пассажирское движение
|
|
Тоннокилометры брутто на участке обслуживания бригад, млн.
|
|
|
8538,38
|
|
Поездо-километры (локомотиво-километры во главе поездов), тыс.
|
|
|
8987,76
|
|
Линейный пробег локомотивов на участке обслуживания бригад, тыс.
|
|
---
|
8987,76
|
|
Общий пробег локомотивов на участке обслуживания бригад, тыс. лок.-км
|
|
|
9437,15
|
|
Линейный пробег локомотивов на участке обращения локомотивов, тыс. лок.-км
|
|
|
22469,4
|
|
Общий пробег локомотивов на участке обращения локомотивов, тыс. лок.-км
|
|
|
23592,88
|
|
Маневровое движение
|
|
Локомотиво – часы маневровых локомотивов,тыс.
|
|
|
183,96
|
|
Локомотиво – километры маневровые, тыс.
|
|
|
889,14
|
Таблица 2
Расчет программы текущего ремонта и технического обслуживания
|
Серии локомотивов
|
Общий пробег поездных локомотивов,тыс. км; парк непоездных локомотивов
|
Нормы пробега между ремонтами, тыс. км; межремонтный срок, год
|
Расчет программы ремонта и технического обслуживания
|
|
в грузовом движении
|
|
1. КР-2
|
29267,83
|
2640
|
11
|
|
2. КР-1
|
29267,83
|
880
|
22
|
|
3. ТР-3
|
29267,83
|
440
|
33
|
|
4. ТР-2
|
29267,83
|
220
|
67
|
|
5. ТР-1
|
29267,83
|
19
|
1407
|
|
Продолжение таблицы 2
|
|
поездные локомотивы (пассажирские)
|
|
1. КР-2
|
23367,88
|
2160
|
11
|
|
2. КР-1
|
23367,88
|
760
|
20
|
|
3. ТР-3
|
23367,88
|
360
|
34
|
|
4. ТР-2
|
23367,88
|
180
|
65
|
|
5. ТР-1
|
23367,88
|
18
|
1168
|
|
6. ТО-3
|
-
|
-
|
-
|
|
непоездные локомотивы (маневровые)
|
|
1. КР-2
|
183,96
|
17
|
11
|
|
2. КР-1
|
183,96
|
7,5
|
14
|
|
3. ТР-3
|
183,96
|
2,83
|
41
|
|
4. ТР-2
|
183,96
|
1,42
|
64
|
|
5. ТР-1
|
183,96
|
0,75
|
116
|
|
6. ТО-3
|
183,96
|
0,09
|
1798
|
Выводы по первому разделу:
- Мировой опыт показывает целесообразность передачи в руки одной организации на конкурсном принципе строительства и реконструкции всей инфраструктуры технической эксплуатации скоростного железнодорожного транспорта.
- Рекомендуется разделение пассажирского и грузового скоростного движения, что приходится учитывать при размещении средств технической эксплуатации и организации их работы.
- Опыт Украины свидетельтвует, что современные центры сервисного обслуживания скоростных электропоездов должны включать вагономоечный комплекс, ремонтно-экипировочный цех и другие объекты.
- Особого внимания заслуживает опыт Германии, Франции и Великобритании по расстановки оборудования и технологической организации работы депо.
2 СОСТОЯНИЕ ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА РЕСПУБЛИКИ КАЗАХСТАН И ОБОСНОВАНИЕ РАЦИОНАЛЬНЫХ ПУТЕЙ ЕЁ СОВЕРШЕНСТВОВАНИЯ
2.1 Сложившиеся особенности технической эксплуатации железнодорожного транспорта Республики Казахстан
Инвентарный парк вагонов Казахстана насчитывает около - 86461тыс. вагонов, вагоноремонтных депо – 11, эксплуатационных депо – 12.
Эксплуатационная длина железных дорог Казахстана на сегодняшний день составляет 14,2 тыс. км (в этом числе двухпутные линии - 4,8 тыс. км (34%), электрифицированных линий - 4,1 тыс. км (29%), плотность – 5,5 км на 1000 кв. км, грузонапряженность – 24,2 млн. ткм на километр.) Железнодорожным транспортом Республики Казахстан в 2009 году было перевезено 247,7 млн. тонн грузов данный показатель ниже чем в 2008 года на 7,9%. С 2001 года средний ежегодный прирост составил 6%. В 2009 году грузооборот составил 197,3 млрд. ткм, что ниже показателя 2008 года на 8,2% в том числе транзит 24,5 млрд. ткм или 12,4% от общего объема грузооборота. Ежегодный средний прирост грузооборота составил 7%. В последние 7 лет объемы перевозок иными видами транспорта росли быстрее, чем объемы перевозок железнодорожным транспортом. Сокращение доли грузоперевозок железнодорожным транспортом, начиная с 2001 года, указывает на необходимость повышения конкурентоспособности грузоперевозок Казахстана.
В 2009 году железные дороги Казахстана перевезли 20,5 млн, пассажиров, это ниже уровня 2001 года на 1,1 млн. пассажиров, при этом пассажирооборот вырос на 67% и составил в 2009 году 17,2 млрд. пкм. Ежегодный средний прирост за этот период составил 5%.
В рынке пассажирских перевозок Казахстана существует межвидовая конкуренция между автомобильным, воздушным и железнодорожным транспортом.
Локомотивный парк насчитывает 1748 локомотивов, в том числе 578 электровозов, 1141 тепловозов, 29 паровозов. Состояние локомотивного парка характеризуется высоким износом, достигающим 72%. Более 37% парка локомотивов эксплуатируется с нормативным перепробегом , 50% парка достигли завершения срока службы.
Вагонный парк в 2009 году общий парк грузовых вагонов РК составляет 94 348 единиц из них 59 381 единица или 63% являются инвентарными, 34 967 единиц или 37% собственными. Доля эксплуатируемого парка в общем количестве инвентарных вагонов составляет 75% (44 563 единицы)
За период с 2002 года общий парк грузовых вагонов РК увеличился на 6633 вагона или на 7% с учетом выбытия и восполнения.
При этом парк грузовых вагонов независимых собственников возрос почти в 3 раза и увеличился более чем на 24 тыс. вагонов, инвентарный парк уменьшился на 17,6 тыс. вагонов.
Основной проблемой инвентарного парка грузовых вагонов является его высокий износ достигающий 72% , 29 тыс. вагонов или 60% инвентарного грузового парка имеют срок эксплуатации, превышающий 20 лет.
Рисунок 17. Общий парк грузовых вагонов
Отсутствие ценового регулирования на услуги по предоставлению грузовых вагонов собственников создает благоприятные условия для обновления подвижного состава. У собственников грузовых вагонов насчитывающего 34 967 вагонов, доля вагонов со сроком эксплуатации более 20 лет составляет только 30%.
В 2009 году парк вагонов, предназначенных для перевозки пассажиров, составил 1833 единицы. При нормативном сроке службы пассажирских вагонов в 28 лет на сегодняшний день средний возраст казахстанских вагонов составляет 21 год.
Из 155 вагонов инвентарного парка электропоездов 90 вагонов находятся в рабочем парке, в течение следующих 5 лет подлежит списанию еще 70 вагонов электропоездов. Уровень износа парка электропоездов в настоящее время превышает 90%.
В эксплуатационном локомотивном депо Алматы были торжественно выпущены на линию десять тепловозов ТЭ-33А, приобретенных в феврале нынешнего года в США. Это пятое поколение модернизированных локомотивов серии "Evolution"
Новые тепловозы значительно превосходят эксплуатируемый сейчас в Казахстане локомотивный парк по экологическим характеристикам, параметрам мощности и скорости. Экологическую составляющую можно назвать одним из главных преимуществ приобретенной депо техники. Расход дизельного топлива у нового локомотива составляет 8,8 кг/час, в то время как у ныне используемых аналогов - от 15,6 до 21,8 кг/час. Соответственно, снижается уровень загрязнения ими окружающей среды, что немаловажно в условиях нашего города.
Тепловозы такого высокого технического класса - с автоматизированными системами управления, оснащенные системами кондиционирования воздуха "зима-лето" - впервые появились на казахстанских железных дорогах. Они будут задействованы на главном направлении – перевозке хозяйственных грузов.

Рисунок 18. новый тепловоз ТЭ-33А
В 2007 году отремонтировано 626 км, в 2008 году – 486,6 км, в 2009м всего 264,7 км, в 2010 – 478 км, тогда как требуется ежегодное обновление 1200-1300 км путей. Столь негативная динамика ремонта однозначно ведет к ускоренному износу железнодорожных путей, росту издержек и возможности аварий; 7) В отрасли используются технически и морально устаревшие модели подвижного состава, путевой техники, изношенные конструкции путей, устаревшие технологии ремонта. Высокий физический износ в отрасли создает риск потери технологической устойчивости и безопасности железнодорожного транспорта.
В общем, среди основных факторов, сдерживающих развитие отрасли, специалисты отмечают: не конкурентные услуги, нехватка подвижного состава, высокая степень износа материальных активов (70% и выше), некачественный ремонт с использованием контрафактных запчастей, неполное покрытие дорожной сети электротягой; недостаточная квалификация технических специалистов, резкое падение доли профессионалов-железнодорожников в управленческом аппарате среднего и высшего звена КТЖ. С развалом единой железнодорожной системы прежней страны практически прекратилось развитие магистралей, в том числе и пассажирского хозяйства. Почти за 20 лет в работу было введено всего 300 новых вагонов вместо 1800, которые поступили бы при прежней системе обеспечения. Пассажирские перевозки по своему материально-техническому обеспечению, качественному и количественному уровню стали значительно хуже, чем в 80-е годы прошлого столетия, и не обеспечивают потребности населения в перевозках; Не созданы организационные условия для привлечения частных инвестиций в обновление материально-технической базы.
Последнее приобретение 150 пассажирских вагонов германского производства было произведено в 1993-1994 годах за счет средств самой железной дороги. После этого пассажирский парк пополнился 56 вагонами производства испанской компании «Тальго» и 114 вагонами китайского производства. Почти за 20 лет в работу было введено всего 300 новых вагонов вместо 1800, которые поступили бы при прежней системе обеспечения.
Это привело к серьезным негативным последствиям: техническому износу и старению парка вагонов, дефициту подвижного состава.
Общий уровень износа вагонов в пассажирском парке, который снизился с трех тысяч до 1806 единиц к текущему моменту, превышает 71%. Средний срок службы подвижного состава достиг 21,4 года (для сравнения: в России 17 лет).
По оценкам экспертов, дальнейший вывод из эксплуатации по сроку службы и техническому состоянию пассажирских и грузовых вагонов действующего парка приведет к нарастанию дефицита вагонов с 21,5 процента в 2010 году до 57 процентов в 2020 году и до 92 процентов в 2030 году от потребного количества. При этом используемая практика продления срока службы вагонов при проведении капитально-восстановительного ремонта не приводит к качественному обновлению пассажирских вагонов и не улучшает уровень самих перевозок.
Не созданы организационные условия для привлечения частных инвестиций в обновление материально-технической базы.
Вышесказанное не оставляет никаких сомнений в необходимости полного обновления и пополнения парка пассажирских вагонов. Решение этой государственно важной задачи, с точки зрения технических параметров, возможно двумя принципиально различающимися путями. В основе различий лежат скорость, с которой продвигаются по магистральным железнодорожным линиям пассажирские поезда, и комфорт, который оказывается пассажирам в пути следования.
Основную часть пассажирского парка в Казахстане составляют вагоны, производимые на заводе в Твери (Россия), конструктивно созданные в середине прошлого столетия. Они рассчитаны на перевозку пассажиров с конструкционной скоростью не более 160 км/час, но действующее совмещенное грузовое и пассажирское движение не позволяет выдерживать эту скорость.
Вагоны испанской компании Patentes Talgo S.L. при этих же условиях на прямых участках могут обеспечить скорость, предусмотренную конструкцией вагона, в 200 км/час, а на кривых участках, в зависимости от радиуса кривой, до 160 км/час. Маршрутная скорость таких вагонов на участке между Алматы и Астаной достигается порядка 110 км/час, что соответствует параметрам скоростного движения.
Поэтому при обновлении парка пассажирских вагонов предпочтительно выбирать вагон конструкции «Talgo» или вагон другого производителя с аналогичными конструктивными параметрами.
Руководством страны и транспортными отраслями предусмотрены ряд мер по текущему решению транспортных проблем, а также на перспективы до 2015, 2020 и 2030 годов. Например, разработана и реализуется Транспортная стратегия Казахстана до 2015 года. Ее цель – модернизация всей транспортной системы и эффективная интеграция республики в мировую экономику. В частности, планируется построить около 1600 км новых и электрифицировать 2700 км уже существующих железнодорожных участков. В рамках Программы развития железнодорожного транспорта Республики Казахстан до 2020 года предусмотрено приобретение 1,5 тыс. локомотивов, более 76 тыс. грузовых и 1,7 тыс. пассажирских вагонов. Общая сумма инвестиции составит более 5 трлн. тенге. Также Программа предусматривает создание отечественной отрасли железнодорожного машиностроения - производство тепловозов, электровозов, грузовых и пассажирских вагонов, рельсов, шпал, технических средств сигнализации и связи, систем электроснабжения и др.
Ожидается, что это позволит повысить скорость грузовых поездов на 22%, пассажирских поездов – на 82%, производительность грузового вагона – на 30%, локомотива – на 15%, средний вес поезда – на 30%, производительность труда – на 25%.
Одобренная Правительством Республики Казахстан программа развития железнодорожного транспорта до 2020 года предусматривается перевод на повышенные скорости движения пассажирских поездов сообщением общей протяженностью 7850 км, или более половины общей сети железных дорог страны. Безусловно, это будет возможно при организации на совместном предприятии выпуска своих скоростных пассажирских вагонов. Вместе с тем реализация Программы развития железнодорожного транспорта сталкивается с системными сложностями.
Из стран, имеющих железные дороги колеи 1520 мм, опыт использования вагонов скоростного движения имеет только Россия. Это эксплуатация на российских железных дорогах электропоезда «Сапсан» (Velaro RUS) производства компании Siemens AG, который 30 июля 2009 г. совершил первую демонстрационную поездку по маршруту Москва - Санкт-Петербург. Поезд двигался по маршруту со скоростью от 160 до 250 км/час. В последние годы в Казахстане предпринимается целый ряд мер по совершенствованию транспортной системы. Тем не менее, фактические темпы интеграции Казахстана в мировую транспортную системы пока невозможно признать удовлетворительными.
В стране разработана и реализуется Транспортная стратегия Казахстана до 2015 года. Ее цель – модернизация всей транспортной системы и эффективная интеграция республики в мировую экономику. В частности, планируется построить около 1600 км новых и электрифицировать 2700 км уже существующих железнодорожных участков.
В рамках Программы развития железнодорожного транспорта Республики Казахстан до 2020 года предусмотрено приобретение 1,5 тыс. локомотивов, более 76 тыс. грузовых и 1,7 тыс. пассажирских вагонов. Общая сумма инвестиции составит более 5 трлн. тенге. Также Программа предусматривает создание отечественной отрасли железнодорожного машиностроения - производство тепловозов, электровозов, грузовых и пассажирских вагонов, рельсов, шпал, технических средств сигнализации и связи, систем электроснабжения и др. Ожидается, что это позволит повысить скорость грузовых поездов на 22%, пассажирских поездов – на 82%, производительность грузового вагона – на 30%, локомотива – на 15%, средний вес поезда – на 30%, производительность труда – на 25%.
Вместе с тем реализация Программы развития железнодорожного транспорта сталкивается с системными сложностями. Выбытие подвижного состава по сроку службы и техническому состоянию значительно опережает темпы обновления. Для поддержания имеющегося парка необходима ежегодная замена порядка 3 тыс. выбывающих из строя вагонов. В 2008 году дефицит пассажирских вагонов составлял 315 ед., в 2009 году – 583 ед., а к 2012 году может достигнуть 920 ед. Дефицит подвижного грузового состава превышает 20 тыс. вагонов.
Несмотря на то, что сегодня на рынке действует около 190 компаний, владеющих собственными вагонами, это не решает проблемы. Во-первых, одна третья из них имеет небольшой парк вагонов (до пяти-десяти единиц). Во-вторых, из-за роста частного парка растет порожний пробег.
Высокий физический износ в отрасли создает риск потери технологической устойчивости железнодорожного транспорта. В частности, недостаточное инвестирование отрасли приводит к невыполнению нормативных ремонтов пути. Так, в 2007 году отремонтировано 626 км, в 2008 году – 486,6 км, в 2009м всего 264,7 км, в 2010 – 478 км, тогда как требуется ежегодное обновление 1200-1300 км путей. Столь негативная динамика ремонта однозначно ведет к ускоренному износу железнодорожных путей, росту издержек и возможности аварий.
Количественное распределение локомотивов по дорогам и депо производится на основе объема грузовых и пассажирских перевозок с учетом всех видов вспомогательной работы и является одним из методов планирования потребного парка на перспективу.
Качественное распределение локомотивов (по типам и сериям) по дорогам и депо осуществляется с учетом унифицированной массы поездов, скорости движения, профиля пути, наличия и перспективы электрификации железнодорожных направлений. Для рационального размещения локомотивного парка следует стремиться к тому, чтобы число серий и типов ТПС на дороге и в депо было минимальным. В связи с совершенствованием структуры управления локомотивным хозяйством к основным депо присоединены оборотные депо и пункты оборота, пункты технического обслуживания с экипировочными устройствами, бригадные дома отдыха, топливные склады. Тяговый подвижной состав (ТПС) в локомотивном хозяйстве составляет самую большую часть в общей стоимости производственных фондов. Эффективность его использования - одна из важнейших задач не только организаторов эксплуатации, но и работников ремонтного производства и служб технического обслуживания в локомотивных депо.
Кроме того, технически исправное состояние ТПС, его надежная работа в условиях сегодняшних экономических отношений становится очень важным фактором, способствующим выполнению главной задачи железнодорожного транспорта. Конкурентоспособность железнодорожных перевозок прямо зависит от технических возможностей и состояния тягового подвижного состава (ТПС). В долголетней практике эксплуатации ТПС получила широкое распространение единая, планово-предупредительная система технического обслуживания и текущих ремонтов локомотивов. Эта система постоянно совершенствовалась и позволяла поддерживать эксплуатируемый парк ТПС в исправном, работоспособном состоянии.
Пункты технического обслуживания локомотивов (ПТОЛ) организуют, на конечных станциях участков обращения локомотивов (т. е. в пунктах оборота) с целью увеличения их полезной работы между техническими обслуживаниями ТО-3, особенно при обслуживании поездов локомотивами без отцепки от составов на станциях основных депо.
Пункты оборота локомотивов предназначены для технического обслуживания; ТО-1, экипировки и выдачи локомотивов к составам обратного направления, для организации смены и отдыха локомотивных бригад.
В настоящее время в систему проведения ремонтов внедряется техническое диагностирование состояния локомотивов путем оснащения их бортовыми, а ремонтных участков - стационарными системами диагностики.
Основными направлениями развития ремонтной базы являются техническое перевооружение и реконструкция депо. При техническом перевооружении производственная мощность депо увеличивается в результате осуществления комплексной механизации и автоматизации производственных процессов, замены устаревшего оборудования на новое, более производительное, повышения сменности его работы, создания механизированных рабочих мест.
Научно-техническая деятельность железнодорожной отрасли в 2008-2013гг научно-техническую деятельность по внедрению полученных в результате научной деятельности знаний, достижений научно-технического прогресса в производство направить для решения следующих приоритетных отраслевых задач
1. Внедрение в отрасли тягового подвижного состава четвертого поколения, в том числе локомотивов и мотор-вагонный подвижной состав с асинхронным тяговым приводом;
2.Внедрением грузовых вагонов с повышенной грузоподъемностью и улучшенными характеристиками по надежности и затратам на содержание;
3.Внедрение новой конструкции верхнего строения пути (новые конструкции основания, рельсовые крепление, удлиненные плети);
4.Модернизации тягового подвижного состава с получением современных технико-экономических характеристик;
5.Модернизация тележек грузовых вагонов модели 18-100 износостойкими элементами, увеличение их межремонтных пробегов;
6.Механизация текущего содержания пути, внедрение новой технологии содержании пути.
7.Внедрение ресурсосберегающей техники и технологий:
- сокращение расходов сырья на тягу поездов за счёт внедрения режимных карт ведения грузовых поездов рассчитанных для каждого поезда на основе тяговых расчётов
- повышение ресурса основных узлов подвижного состава за счёт внедрения технологии плазменного упрочнения, напыления и наплавки
- совершенствование технологии репрофилирования старо годных рельсов
- глубокой очистки балластного слоя.
8.Внедрение систем содержания и ремонта подвижного состава и железнодорожной техники по техническому состоянию;
9.Охрана окружающей среды
Перспектива развития вагонного и контейнерного парков
Анализируя эксплуатацию вагонов и контейнеров, можно сделать вывод, что при существующем объеме перевозок имеющийся парк вагонов может быть сокращен более чем на 50%, что приведет к дефициту, особенно полувагонов, поэтому предусмотреть частичное восполнение списываемых полувагонов, начиная с 2004 года. Кроме того, после решения в ЦСЖТ вопроса о продлении срока службы грузовых вагонов по состоянию, использовать возможность продления на 5 – 8 лет срока службы отдельных типов вагонов после капитально-восстановительного ремонта. Также осуществить возможность увеличения срока службы с 15 до 20 лет, универсальных платформ с 28 до 40 лет.
В 2001 году планировать приобретение современных пассажирских составов различных классов на сумму 30 млн. долларов, с 2006 года – обновление остального парка пассажирских вагонов.
В связи с несоответствием международным стандартам и износом контейнерного парка в инвестиционной программе предусмотреть постепенное обновление парка контейнеров на период планирования (в 2000 г. приобретено 2000 ед. 20-ти тонных контейнеров в РФ с Абаканского завода). Сумма инвестиции на эти цели составят до 3,5 млн. долларов. Возможно сокращение инвестиций за счет применения лизинговых или иных схем.
Во втором полугодии 2000 г. инвестировать организацию мастерских по ремонту вагонных колесных пар, что закроет дефицит в ремонтных мощностях заводского ремонта колесных пар грузовых вагонов и в перспективе полностью отказаться от приобретения новых колесных пар.
Предусматривать реконструкцию вагонных депо для проведения капитального ремонта и выпуска потребных запасных частей, а также обновления существующего оборудования, это одна из задач необходимости организации собственной производственной базы для выполнения тяжелых видов ремонта, чтобы не направлять на заводы России и Украины для капитального ремонта подвижного состава из-за высокой стоимости ремонта.
Инвестиционной программой до 2014 года предусмотреть для вагонного хозяйства 357, 5 млн. долларов, в т.ч. в 2000 году – 47 млн. долларов.
В депо при ремонте вагонов, применяют поточный, стационарный и стационарно-поточный методы
Поточный метод является передовой формой организации ремонта и характеризуется тем, что вагоны передвигаются в процессе ремонта через определенные промежутки времени с одной позиции на другую. При этом каждая позиция оснащается механизациями и приспособлениями в соответствии с выполняемым объемом работ, а рабочие, находящиеся на рабочих местах, производит на каждом вагоне ремонтные операции, установленные для данной позиции.
При потоке с наибольшей полнотой реализуются важнейшие принципы высокоорганизованного производства такие, как пропорциональность (пропорциональная производительность в единицу времени всех производственных подразделений), ритмичность (выпуск в равные промежутки времени одинаковых или возрастающих количеств продукции) параллельность (одновременное выполнение отдельных частей производственного процесса), прямоточность (кратчайший путь, проходимый вагоном и его деталями от момента начала до окончания ремонта), комплексная механизация и автоматизация производственных процессов, а также широкое использование передовой техники. Основным звеном поточного производства является поточная линия, которая представляет собой совокупность рабочих мест, расположенных в последовательности прохождения операции технологического процесса и предназначенных для выполнения определенных работ. Вместе с тем, поточный метод ремонта требует постоянства объема работ в ремонтируемых вагонах и однородности их типов на каждой поточной линии.
Учитывая внедрение передовых методов организации ремонта и передовой технологии, применимости машин и механизмов, автоматизации производственных процессов в данном проекте принимается поточный метод в качестве организации работ в вагоносборочном цехе.
Вагонные депо являются основными линейными предприятиями вагонного хозяйства и предназначены для: деповского и текущего ремонта пассажирских и грузовых вагонов; ремонта и комплектовки узлов и деталей; обслуживания вагонов в эксплуатации.
В соответствии со специализацией они делятся на депо для ремонта вагонов: пассажирских; грузовых; цистерн; изотермических, рефрижераторного подвижного состава; контейнеров.
Вагонные депо имеют: основные (производственные), ремонтно-заготовительные и вспомогательные цехи и отделения, предназначенные для различных по характеру и объему, но в то же время взаимосвязанных ремонтно-комплектовочных процессов; обслуживающие устройства обще - деповского значения (например, котельная, подстанция, склады запасных частей и материалов)
Типовые индустриальные проекты. В число крупных индустриальных проектов, реализуемых КТЖ, входят две транзитные магистрали стратегического значения (Хоргос — Жетыген и Узень — госграница с Туркменистаном) и четыре крупных машиностроительных предприятия (локомотивосборочный завод, завод по сборке электровозов в Астане, завод по производству пассажирских вагонов в Астане и завод по сборке грузовых вагонов в Экибастузе). В 2012 году в Казахстане начнется строительство двух новых магистралей внутригосударственного сообщения - Аркалык —Шубарколь и Джезказган —Бейнеу.
АО «Локомотив растыру зауыты» (Локомотивосборочный завод) введён в эксплуатацию в 2009 году в Астане. В 2010 году завод собрал 30 тепловозов пятого поколения Evolution по технологии General Electric Transportation. В 2011 году было собрано еще 80 машин. В перспективе производственная мощность завода должна составить 150 локомотивов в год. Сегодня здесь трудятся 650 человек. Казахстанское содержание по проекту к 2015 году составит 52%.
Строительство в Астане завода по выпуску пассажирских вагонов по технологии испанской компании «Тальго» и производству современных электровозов совместно с французской компанией Alstom. Первые образцы локомотивов сойдут с конвейеров в 2012 году. В планах КТЖ до 2014 года закупить 200 грузовых и 95 пассажирских электровозов. Первые 9 пассажирских вагонов сошли с конвейера завода в декабре 2011 года. Проектная мощность предприятия – 150 вагонов в год. Конструкционная скорость вагонов – 200 км/ч.
ТОО "Казахстанская вагоностроительная компания" (КВК). Проектная мощность завода составит до 3000 полувагонов в год. В 2011 году выпущено 250 первых полувагонов. Казахстанское содержание по проекту составляет 92%.
Строительство магистрали Хоргос (КНР) — Жетыген (Казахстан) (начало в 2009 г.). Протяжённость составляет более 293 км с сопутствующей инфраструктурой: 4 промежуточные станции, 10 разъездов, мосты и перегрузочный комплекс на станции Алтынколь. Ожидается, что по этой железнодорожной ветке ежегодно будет проходить до 13 млн тонн грузов. Ввод первого пускового комплекса линии состоялся 9 декабря 2011 года[15].
Строительство магистрали Узень — государственная граница с Туркменистаном (начало в 2009 г.). Это 146-километровый участок международного проекта Узень — Кызылкая — Берекет — Этрек — Горган, реализуемый Казахстаном, Ираном и Туркменистаном. Данный маршрут позволит сократить путь из центра Евразии до иранских морских портов более чем на 600 км. Планируемый грузооборот линии до 10 млн тонн в год. Открыт участок дороги 9 декабря 2011 года.[16].
Электрификация железнодорожного участка Кустанай — Железорудная совместно с немецкой компанией Siemens AG. Протяжённость участка составит 48 км, контактной сети — 75 км. Также будет построена 1 тяговая подстанция и проведена модернизация 4 станций электрической централизации. Окончание работ запланировано на 2012 год.
Выводы:
- В настоящее время парк локомотивов насчитывает 1748единиц, в том числе 578 электровозов, 1141 тепловозов и 29 паровозов.
- Состояние локомотивного парка характеризуется высоким износом, достигающим 72 %, более 37 % парка локомотивов эксплуатируется с нормативным перепробегом, а 50 % парка достигли завершения срока службы.
- На сегодняшний день инвентарный парк представлен магистральными тепловозами и электровозами, а также маневровыми локомотивами в количестве свыше 1,5 тысяч единиц. Необходимо предусматривать продление сроков службы и модернизацию тепловозов и электровозов на локомотиворемонтных заводах, разработку и производство новых локомотивов за счет перепрофилирования и увеличения мощностей локомотивостроительных заводов.
- Необходимо создание отечественного пассажирского вагоностроения, организация производства вагонов нового типа и конструкций, пополнение и обновление ими парка пассажирских вагонов, организация скоростного сообщения на основных железнодорожных линиях будут весомым вкладом в реализацию объявленной президентом страны программы «Новое десятилетие - новый экономический подъем - новые возможности Казахстана»[1].
- На современном этапе своего развития транспортный комплекс республики характеризуется неудовлетворительным состоянием основных средств, устаревшими и недостаточно развитыми инфраструктурой и технологиями, в отрасли используются технически и морально устаревшие модели подвижного состава, путевой техники, изношенные конструкции путей, устаревшие технологии ремонта. Среди основных факторов, сдерживающих развитие отрасли, отмечаются: неконкурентные услуги, нехватка подвижного состава, высокая степень износа материальных активов (70% и выше), некачественный ремонт с использованием контрафактных запчастей, неполное покрытие дорожной сети электротягой.
2.2 Перспективные характеристики подвижного состава железнодорожного транспорта РК по транспортному коридору "Индия - Западная Европа"
В связи с тем, что настоящая дипломная работа является органическим продолжением прошлогодних дипломных работ Давлетшиной А. Р. [28] и Кусаиновой Д. С. [29], базой для обоснования элементов системы технической эксплуатации скоростного железнодорожного транспорта принимается локомотивный и вагонный парк, рассчитанный в этих работах для транс портного коридора "Индия - Западная Европа".
Тенденции развития локомотивов в сторону полной электрификации, повышения их мощности и скорости приводят к соответствующим изменениям и в вагонном парке. Прежде всего, повышается прочность кузовов вагонов нового поколения, их коррозионная стойкость за счет применения новых марок сталей, а также замены стали на новые высокопрочные полимерные материалы. Это позволит снизить массу тары вагона и соответственно увеличить массу перевозимого груза, а также уменьшить расходы на ремонт кузова в эксплуатации и при плановых видах ремонта. Для скоростных поездов изготавливаются вагоны с улучшенной геометрией (в том числе – обтекаемостью), пониженным центром тяжести и с автоматически изменяющимся наклоном вагонов на поворотах, что позволяет не уменьшать скорость поезда. Такие поезда способны при торможении работать как электростанции, отдавая электроэнергию в сеть. Для грузовых вагонов нового поколения (в соответствии с исходными требованиями) разработано автосцепное устройство полужесткого типа с новым механизмом сцепления, исключающим саморасцепы поездов. Для принципиально новых типов поездов – магнитолевитирующих, изготавливаются и совершенно новые типы вагонов, конструктивно более простые, облегчённые.
Анализ показывает, что Казахстанская система технической эксплуатации железнодорожного транспорта пока не готова решать не только новые международные транспортные задачи, но даже в полной мере - свои национальные. Действительно, в настоящее износ парка грузовых вагонов достигает 72%., причём 60% из них имеют срок эксплуатации более 20 лет.
С целью эффективного встраивания железнодорожного транспорта Казахстана в мировую транспортную систему и одновременного решения национальных транспортных проблем в предыдущих дипломных работах обосновывается рациональный вагонный парк для обслуживания международного транспортного коридора «Индия – Западная Европа» на участке – «Дели – Санкт – Петербург» (в том числе казахстанский участок – «Алматы – район Оренбурга»). Расчёты показали, что для грузового обслуживания участка «Дели – Санкт-Петербург» необходимо 19100 грузовых вагонов.
Поэтому учитывая необходимость (и крайнюю выгодность для Казахстана) быстрого встраивания ее транспортной системы в мировую (восстановление «Великого шелкового пути»), а так же учитывая крайне низкий уровень настоящей железнодорожной системой Казахстана, в дипломной работе предлагается французский путь ее совершенствования. То есть переход на электрические скоростные локомотивы с последующей перспективой магнитолевитирующего транспорта на сверхпроводящих магнитах. Для всех расчетов и обоснований в работе за основу взят международный транспортный коридор «Индия- Западная Европа» на участке «Дели- Санкт-Петербург». В качестве основного локомотива взят пассажирский скоростной электровоз «TGV-264» его основные технико технологические характеристики: поезд «TGV-264» способен двигаться со скоростями до 580 км/ч — это стало возможным благодаря строительству специальных железнодорожных линий без резких поворотов. Поезд оснащен мощным тяговым двигателем, сочленёнными вагонами, облегчёнными колесными тележками, а также устройствами автоматической локомотивной сигнализации.
Для грузового поезда предлагается использовать скоростной грузовой поезд «TGV POS» технические характеристики: TGV POS 19 штук, скорость 320 км/ч 540 мест, общая ширина 2,90 м , длина 200 м, вес- 383 т, мощность 9 600 кВт
Транспортно-технологические расчеты показали, что состав пассажирского поезда включает один локомотив«TGV-264», и вагонов TGV Duplex. Грузовой поезд включает в себя локомотив TGV POS и вагоны Thalys PBKA. Средняя эксплуатационная скорость пассажирского поезда принято в расчетах 300 км/ч, грузового 200 км/ч. Исходя из этого с учетом потенциального годового объема пассажиро и грузопотока для обслуживания рассматриваемого участка (Дели- Санкт- Петербург) транспортного коридора ( Индия- Западная Европа) необходимо 220 пассажирских и 138 грузовых поездов.[29]
Рекомендуемый локомотивный парк для международного коридора Индия – Западная Европа на участке Дели- Санкт-Петербург

Рисунок 16. Международный коридор Индия – Западная Европа
Настоящий объем перевозок Индия-Европа: Расстояние 6 519км.
В одном вагоне m=36 пассажиров, вагонов n=15
Таким образом, предыдущие исследования и расчёты по транспортному коридору "Индия - Западная Европа" [30] дают следующую потребную годовую численность скоростных поездов - 220 пассажирских и 138 грузовых.
2.3 Обоснование рекомендуемых элементов системы технической эксплуатации подвижного состава скоростного железнодорожного транспорта РК для выбранного международного транспортного коридора, проходящего через РК - "Индия - Западная Европа"
Как было обосновано в предыдущих исследованиях [30], обслуживание расчётного транспортного коридора осуществляют 220 пассажирских и 138 грузовых скоростных поездов.
Обоснование структуры оборудования, его компоновки и описание технологического процесса работы железнодорожного депо для технической эксплуатации скоростного железнодорожного транспорта
Депо оснащается комплектом соответствующего новейшего оборудования. Для выполнения основных работ предназначен 8-путный цех, вне которого находятся лишь пути отстоя и зоны наружной очистки, диагностики и репрофилирования поверхностей катания колесных пар.
Восемь цеховых путей оборудуются контактным проводом, так что бы все операции въезда-выезда поездов осуществлялись своим ходом.
По обоим концам цеха длиной в 430 м организуются две специально оснащенные зоны. Для концевых моторных вагонов в составе поезда, каждая длиной в 36,5 м и шириной в 65 м. Такие зоны имеют крановое оборудование, высота в них составляет 14 м, а в расположении прицепных вагонов на длине 349 м она составляет 9,5 м.
Длина всех путей цеха одинаковы и рассчитаны на электропоезд с 14 и более прицепными вагонами.
Взаимные помехи при перемещении материалов и персонала исключаются, так как, работы проводятся одновременно на трех различных уровнях (Рис.). Уровень - 2,4 м (ниже головки рельса) предназначают для свободного перемещения транспорта с материалами, рабочих мест и персонала.
Этот уровень сообщается с внешней средой только двумя рампами, одна из которых служит для транспортировки колесных пар между складом и поездом, и через другую рампу вывозятся отработанные отходы.
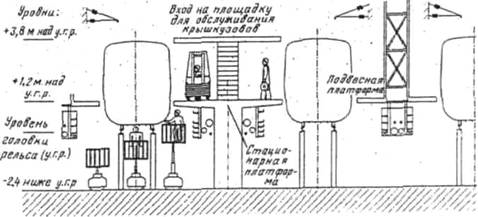
Рисунок 17 . Рекомендуемая схема цеха депо и компоновка его оборудования (поперечный разрез)
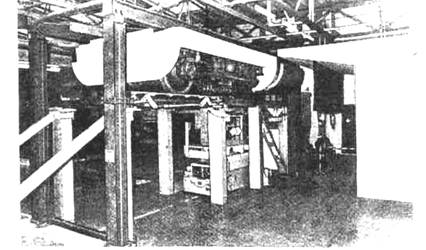
Рисунок 18. Зона концевого моторного вагона с технологическим оборудованием
Рисунок 19. Путь на опорах (эстакада) с путевыми мостами для смены колесных пар[32]
Рисунок 20. Пошаговое перемещение вагона при помощи маневрового транспортного средства (локомобиля) в процессе обработки станком для обточки колесных пар без выкатки [32]
В связи с требуемой гибкостью при обслуживании высокоскоростных поездов новых типов и в связи с использованием в депо новых рабочих уровней разрабатывается специальные виды механического оборудования. Это устройства для замены моторных тележек, пескозаправочные агрегаты, поднятый путь, имеющий новую опорную конструкцию, включающий специальные путевые мостики для концевых моторных и прицепных вагонов. Вышки на комбинированном ходу для обслуживания головных частей концевых вагонов, перемещаются в смотровых канавах, платформы для уборки вагонов с емкостями для удаления предварительно фракционированного мусора, подъемные фекальные стояки системы слива, перемещаются над крышей рабочие площадки с ограждениями.
Особенности компоновки и технологической организации работы депо во Франции. Техническое содержание и обслуживание электропоездов TGV осуществляет основное депо длиной 220 м с восемью параллельными путями. Дополнительно предусмотрен цех капитального ремонта с четырьмя путями, оборудованный для замены блоков основного оборудования. Ремонт TGV поездов охватывает 4 типа. Для замены тележек таких электропоездов в депо имеются два специальных пути.
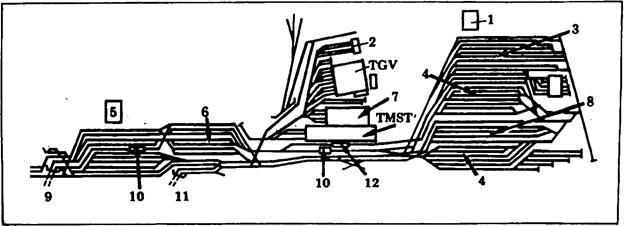
Рисунок 19. Рекомендуемое депо для скоростного железнодорожного транспорта
Основные элементы технологического процесса работы депо
Важным преимуществом в отношении гибкости производства в депо являются наличие двух мостовых кранов грузоподъемностью 30 т. Высота отметки крюка и высота цеха позволяют поднимать и переносить целиком вагон над стоящими на подъемниках ремонтных постов вагонами по всей площади депо.
Не проводя переформирования всего поезда в цехе, можно переставить вагон на любое место в составе или включить в состав дополнительные вагоны. Кроме того, краны служат для монтажа, демонтажа и переноса всех тяжелых узлов вагонов.
Необходимость обеспечения свободы перемещений персонала, доступности узлов и деталей с повреждениями, эффективного и быстрого определения износа и контроля закрытых узлов потребовала разработки комплексной системы взаимосвязанных единиц современного технологического оборудования и оснастки. В ее составе:
- поднятый на опоры рельсовый путь с выдвижными рельсовыми мостками под каждой моторной тележкой и под каждой колесной парой прицепного вагона со специальными устройствами замены моторных тележек или колесных пар;
- управляемая технологическая тележка с регулируемой по высоте рабочей платформой и дополнительной подъемной площадкой для всех видов обслуживания и плановых работ на тележках вагонов и на боковых выдвижных конструкциях (на высоте до 1 м над головкой рельса);
- специальный телеуправляемый 2-т мостовой кран в зоне расположения концевого вагона с двумя дополнительными подъемными механизмами для автоматического бокового перемещения в этой зоне над мостовой фермой верхнего контактного провода.
Основное депо для различных поездов TGV было построено длиной 220 м с восемью параллельными путями. Между этими двумя зданиями предусмотрен цех капитального ремонта с четырьмя путями, оборудованный для замены блоков основного оборудования.
Сзади депо находятся два пути с островной платформой, заканчивающиеся в небольшом депо, которое оборудовано для специальной внутренней очистки прицепных вагонов поездов TGV и TMST. Для защиты окружающей среды вся грязная вода после этого и после двух установок для обмыва вагонов пройдет обработку перед сливом в дренажную систему.
Три пути в цехе для поездов TMST и два пути для капитального ремонта оборудованы жесткой алюминиевой контактной подвеской, которую можно удалять для доступа к крыше поезда. Каждый горизонтальный рычаг контактной подвески шарнирно закреплен в нижней части вертикальной крышевой опоры, причем электродвигатели включены для параллельной работы так, чтобы они одновременно перемещали всю секцию контактной подвески.
Основной ремонтный цех оборудован тремя мостовыми кранами грузоподъемностью 30 т для замены тяжелых узлов. Следуя опыту депо для поездов TGV в Вильневе и Шатильoне, где тележка вагона заменяется только при подъеме всего поезда на домкратах, депо в Ланди имеет два пути, специально предназначенных для замены тележек. Эти пути составляют из удаляемых секций длиной по 7 м, которые на специальных столах можно опускать на 6 м. Нижний уровень имеет мостовой кран грузоподъемностью 10 т, который ходит под двумя другими путями для перемещения запасных тележек. Это также позволит использовать остальную зону пола нижнего уровня для хранения тяжелых узлов и деталей.
Поезд TGV имеет 13 тележек (6 моторных и 12 тяговых двигателей.) На японском высокоскоростном электропоезде такой же составности — 20 тележек (все моторные) и 40 тяговых двигателей.
Одновременно с созданием поездов TGV развивали их ремонтную базу. Основные характеристики системы обслуживания и ремонта десятивагoнных поездов TGV приведены в таблице.
При достигнутом годовом пробеге 300 тыс. км удельная трудоемкость технического обслуживания и текущего ремонта десятивагонного поезда TGV не превышает 20 чел.-ч на 1000 поездo-км пробега (без затрат на уборку вагонов).
На Лионском вокзале в Париже для поездов TGV предназначены пути прибытия, отстоя по обороту и отправления. На пути прибытия и отправления прибывают поезда, проходящие обслуживание в депо Конфланс.
На пяти путях отстоя по обороту Лионского вокзала производится обслуживание ТО-1. Каждый из этих путей оборудован смотровой канавой и площадками для входа на крышу головных вагонов, двери площадок сблокированы с разъединителем для снятия напряжения с контактного провода. За 30 мин на ТО-1 проверяют крышевое оборудование и ходовые части вагонов поезда.
Остальные виды технического обслуживания поездов TGV выполняют в депо Конфланс, расположенном в 2 км от Лионского вокзала. Для проведения ТО-2 выделены 3 пути длиной по 410 м со смотровыми канавами и площадками для входа на крышу головных вагонов. На каждом пути могут устанавливаться по 2 поезда.
Предназначается ТO-2 для осмотра токоприемников ходовых частей, тормозных колодок, тяговых редукторов подвешивания тяговых двигателей, приемников автомата ческой сигнализации, тормозных рукавов, проверки деист вия тормозов и приборов управления. Одновременно с техническим обслуживанием на этих путях экипируют вагоны: водой и песком, меняют скоростемерные ленты.
После проведения ТO-2 состав обмывается на одном из двух моечных установок депо, затем производите внутренняя уборка вагонов и поезд следует на Лионский вокзал для посадки пассажиров. Работой моечных установок управляют 2 оператора. Качество обмывки они контролируют с помощью 12 телекамер, которые по мере прохода состава через моечную установку поворачиваются на 90°.
Расчёт потребности в депо для коридора
На основании зарубежного опыта принимаем для расчётов пробег между очередными планово-предупредительными ревизиями в депо 1,2 млн. км и годовой пробег каждого поезда 0,5 млн. км. Это позволяет определить периодичность ревизий - один раз в 2,4 года. При обслуживании 60 поездов ежегодно депо должно проводить 25 ревизий.
Определяем необходимое количество депо на участке Дели – Санкт–Петербург:
Кд = Оп / Пс=358/60=6 (депо).
Где:
Кд – Количество требуемых депо;
Оп - Общее количество поездов;
Пс – Пропускная способность депо.
Таким образом, для участка (Дели - Санкт- Петербург) международного транспортного коридора (Индия – Западная Европа) проходящие через Республику Казахстан необходимо 6 депо.
2.4 Основные рекомендации по результатам дипломной работы и оценка их экономической эффективности
Чтобы определить экономическую эффективность производится расчет исходя из количества на данном направлении, локомотивов и вагонов для скоростного подвижного состава, капитальных затрат на техническое обслуживание и эксплуатационных затрат.
Для обслуживания участка (Дели – Санкт-Петербург) транспортного коридора (Индия - Западная Европа) расчеты предыдущих работ показали [28,29], что необходимо 41000 всех типов вагонов и 1242 грузовых и пассажирских локомотивов. Также необходимо для обслуживания участка (Дели – Санкт-Петербург) 220 пассажирских и 138 грузовых поездов.
На приобретение данных вагонов и локомотивов в предыдущих работах[28,29] было рассчитано что необходимо 1трлн. 743 млрд 910 млн. тенге.
Для строительства одного эксплуатационного локомотивного депо на примере Волгоградского [10], необходимо 1 млрд.750 млн. тенге. Это многофункциональный производственный комплекс с самым современным оборудованием.
Оп / Пс=358/60=6 депо необходимо на участке (Дели - Санкт- Петербург) проходящие через Республику Казахстан. Чтобы определить затраты на строительство шести локомотивных депо на участке (Дели – Санкт-Петербург), нужно шесть умножить на стоимость одного депо, на примере Волгоградского эксплуатационного локомотивного депо:
6*1 млрд 750млн.=10 млрд. 500 млн.тенге
Как показали расчеты, 10 млрд. 500 мнл. тенге необходимы для строительства шести современных локомотивных депо, оснащенные ультрасовременным оборудованием по обслуживанию и технической эксплуатации скоростных поездов, для участка (Дели – Санкт-Петербург), международного коридора Индия – Западная Европа
Программа по развитию транспортной инфраструктуры в Республике Казахстан на 2010-2014 года предусматривает 2 трлн. 831 млрд. 705 млн. тенге. [28]
Объемы финансирования будут уточняться при формировании республиканского бюджета на соответствующий год.
Основные рекомендации дипломной работы:
- Необходимо создание новой системы технической эксплуатации;
- Анализ работы железнодорожного транспорта Республики Казахстан показал необходимость научного подхода к решению важного вопроса - определению оптимального распределения локомотивов по ремонтным предприятиям железной дороги. Поэтому рекомендуется разделение пассажирского и грузового скоростного движения;
- Особо актуальным в вагоностроении и локомотивных депо является координация действий заводов-производителей, поскольку предприятия нацелены на производство одинаковых типов вагонов, это может создать нежелательную внутреннюю конкуренцию и трудности сбыта продукции. Поэтому рекомендуется проводить государством конкурсную основу между заводами-производителями;
- Необходимо обновление пассажирского парка и локомотивного парка на современные скоростные пассажирские и грузовые вагоны международного стандарта, это обеспечит переход на новую систему организации пассажирских и грузовых перевозок, ориентированную на использование надежного, удобного, безопасного, комфортабельного вида транспорта;
- Для развития скоростного движения в Казахстане необходимо принять государственную программу, включающую в себя в решение инвестиционных проблем реализации проекта, привлечение на рынок частных инвестиций и предпринимательства;
- Рекомендуется строительство предприятий по выпуску своих скоростных пассажирских и грузовых вагонов по аналогу международного опыта.
Выводы ко второму разделу.
- На сегодняшний день инвентарный парк представлен магистральными тепловозами и электровозами, маневровыми локомотивами в количестве свыше 1,5 тысяч единиц. Необходимо предусматривать продление сроков службы и модернизацию тепловозов и электровозов на локомотиворемонтных заводах, разработку и производство новых локомотивов за счет перепрофилирования и увеличения мощностей локомотивостроительных заводов.
- Необходимо создание отечественного пассажирского вагоностроения, организация производства вагонов нового типа и конструкций, пополнение и обновление ими парка пассажирских вагонов, организация скоростного сообщения на основных железнодорожных линиях будут весомым вкладом в реализацию объявленной президентом страны программы «Новое десятилетие - новый экономический подъем - новые возможности Казахстана»[1].
- На современном этапе своего развития транспортный комплекс республики характеризуется неудовлетворительным состоянием основных средств, устаревшими и недостаточно развитыми инфраструктурой и технологиями, в отрасли используются технически и морально устаревшие модели подвижного состава, путевой техники, изношенные конструкции путей, устаревшие технологии ремонта.
3. Охрана труда
Современная теория и практика по организации и техники безопасности при работе на производственно - технических предприятиях к которым и относятся локомотивные депо, включает ряд важнейних мероприятий (виды инстуктажей, организация контроля и т.д)
Виды инструктажей:
Вводный - проводится инженером по охране труда предприятия до приказа о приеме на работу. Цель - ознакомление с режимом и условиями работы предприятия;
Первичный - проводится начальниками цехов, инструкторами после приказа о приеме на работу. Цель - обучение безопасным приемам работы;
Целевой - проводится мастерами, инструкторами, начальниками поездов ежедневно перед началом работы. Цель - инструктаж по входящим документам и выборочно проверка знаний по охране труда;
Повторный - проводится мастерами, инструкторами, начальниками поездов первый год работы 1 раз в месяц, последующие - раз в три месяца. Цель - напоминание: безопасных приемов работы, о режиме и условиях труда;
Внеплановый - проводится начальниками цехов, мастерами, инструкторами, начальниками поездов после получения телеграмм о тяжёлом травмировании или смертельном случаях по МПС, дороге, отделению или самому предприятию. Все виды инструктажей заносят в типовые журналы по охране труда.
По охране труда на предприятии проводится трехступенчатый контроль:
I ступень проводят мастера цехов, начальники поездов - ежедневно. Цель - выявление нарушений охраны труда;
II ступень проводят начальники цеха коммисионно раз в месяц. Цель - выявление нарушений;
III ступень проводят начальники предприятия комиссионно (председатель профкома предприятия, главный инженер) раз в три месяца. Цель - выявление нарушений. При выявлении нарушений по охране труда при трёхступенчатом контроле следует взыскание.
Работники железнодорожного транспорта при выполнении служебных обязанностей постоянно подвергаются воздействию интенсивного шума, который помимо вредного действия маскирует информационные звуковые сигналы. Это затрудняет восприятие подаваемых подвижным составом сигналов и сообщений диспетчера и повышает опасность производственного процесса. Поэтому снижение шума является одной из задач охраны труда и окружающей среды.
Главным источником шума на лoкoмoтиве является система «колесо - рельс», компрессор, вентиляторы, система охлаждения. Наиболее эффективным средством борьбы с шумом является применение глушителей. Для этих целей используют огнестойкие и звукопоглощающие материалы.
Первичные документы при несчастном случае. Если произошёл несчастный случай пострадавший должен - сообщить начальнику поезда сразу, но не позднее 12 часов. Начальник поезда немедленно проходит в вагон где произошёл несчастный случай, чтобы определить состояние травмированного, обследовать место несчастного случая и составить первичные документы. Со следующей станции подаётся телеграмма заверенная начальником станции или дежурным по вокзалу. Для оказания первой помощи заболевшему или пострадавшему ЛНП из пассажиров вызывается врач или медицинский работник.
Первичные документы:
1. Первичный акт произвольной формы;
2. Объяснительная от пострадавшего и свидетеля - оказавшего помощь;
3. Копия телеграммы - на предприятие депо.
После получения телеграммы поезд встречается комиссией: 1. начальник цеха; 2. Инструктор направления; 3. Председатель цехового комитета; 4.Инженер по охране труда. Цель - проверка документов (рейсовый журнал, журнал по охране труда), обследование места, где произошел несчастный случай, состояние травмированного, проверка первичных документов. Назначается оперативный разбор (совещание) председатель: начальник депо или его заместитель. Цель: установить вид травмы; установить причину несчастного случая; определить виновность. Составляется типовой акт «Н-1», в четырёх экземплярах, хранится 45 лет.[25]
4. Промышленная экология
Основу природопользования, как уже отмечалось, составляют технологические процессы. Разнообразие сырья, оборудования, вырабатываемой продукции обусловливают широкий спектр этих процессов. Но при всем многообразии они имеют ряд общих признаков. Это позволяет предложить основанные на них классификации технологических процессов. Наиболее фундаментальна классификация по характеру превращений в веществе, исходном сырье, обеспечивающих переработку.
В основе подавляющей массы технологий лежат физические и химические превращения. Часто без каких-либо обоснований выделяют также механические превращения, что недостаточно логично, так как механические процессы (механика) являются частью физических процессов (физики).
В физических процессах изменяются лишь форма, размеры, агрегатное состояние и другие физические свойства веществ. Их строение и химический состав сохраняются. Физические процессы доминируют при дроблении, измельчении полезных ископаемых, в различных способах обработки металлов давлением (ОМД), при сушке и в других аналогичных случаях.
Химические процессы изменяют физические свойства исходного сырья и его химический состав. С их помощью получают металлы, спирты, удобрения, сахара и т.п., которые в чистом виде в сырье не присутствуют. Химические процессы являются основой производства в металлургии, химической промышленности, промышленности строительных материалов, целлюлозно-бумажной промышленности и во множестве других отраслей народного хозяйства.
Химические явления в технологических процессах зачастую получают развитие под влиянием внешних условий (давление, объем, температура и т.д.), в которых реализуется процесс. При этом имеют место нестехиометрические превращения одних веществ в другие, изменение их поверхностных, межфазных свойств и ряд других явлений смешанного (физического и химического) характера. Совокупность взаимосвязанных химических и физических процессов, происходящих в вещественной субстанции, получила название физико-химических, пограничных между физическими и химическими. Физико-химические процессы широко применяются в обогащении полезных ископаемых, металлургии, технологиях основных химических производств, органическом синтезе, энергетике, но особенно в природоохранных технологиях (пыле- и газоулавливании, очистке сточных вод и др.).
Специфическую группу составляют биохимические процессы — химические превращения, протекающие с участием субъектов живой природы. Биохимические процессы составляют основу жизнедеятельности всех живых организмов растительного и животного мира. На их использовании построена значительная часть сельскохозяйственного производства и пищевой промышленности, например биотехнология. Продуктом биотехнологических превращений, протекающих с участием микроорганизмов, являются вещества неживой природы.
Тесно связаны с биохимическими биологические процессы, Однако, в отличие от биохимических, в биологических процессах воспроизводятся субъекты живой природы.
Следует также выделить ядерные процессы. В них не только меняются физические и химические свойства веществ, но и происходит переход одних элементов и элементарных частиц в другие, имеют место различные виды ядерных излучений. Ядерные процессы лежат в основе атомной энергетики, ядерного синтеза, ядерного оружия.
Конечно, приведенное деление технологических процессов по характеру сопровождающих их превращений зачастую является условным из-за невозможности проведения четкой грани между ними и их одновременного протекания. С учетом последнего по типу превращений, лежащих в основе переработки, технологические процессы можно разделить на физические, химические, физико-химические, биохимические, биологические, ядерные и комбинированные, являющиеся сочетанием двух или более процессов.
По способу организации технологические процессы делятся на: периодические, непрерывные и полунепрерывные.
В периодических процессах поступление исходных материалов в переработку осуществляется дискретно, через определенные промежутки времени. После переработки полученный продукт выгружают. Примеры периодических процессов: мартеновское производство стали, конвертерное производство стали, литье в форму, обработка металлов давлением, обработка металлов резанием.
Главные недостатки периодического процесса: простои основного технологического оборудования во время загрузки сырья и выгрузки продукта, непостоянство технологического режима в начале и конце цикла переработки.
При непрерывном процессе загрузка исходного сырья в аппарат и выгрузка конечного продукта осуществляются непрерывно, при этом все стадии технологии протекают одновременно как в отдельных частях одного аппарата, так и в комплексе аппаратов, обслуживающих данный технологический процесс. Примеры: перегонка нефти, получение серной кислоты, синтез аммиака, производство цемента, обжиг сырья в печах кипящего слоя, агломерация руд и концентратов на конвейерных машинах.
В непрерывных процессах исключены простои основного оборудования, вызванные требованиями технологии, нет перерывов в выпуске конечной продукции, устойчивее режим переработки, более стабильно качество готовой продукции, полнее использование вторичных энергетических ресурсов. По указанным причинам одна из основных тенденций промышленного производства состоит в замене периодических процессов непрерывными.
В полунепрерывных процессах сочетаются непрерывные и периодические стадии. К ним относятся многие технологии металлургического производства, в которых процесс плавки непрерывен, а загрузка исходного сырья и выпуск продуктов плавки осуществляются периодически (доменная плавка, шахтная и отражательная плавка руд цветных металлов). Полунепрерывны некоторые процессы в промышленности стройматериалов, например пропарка железобетонных изделий в камерах непрерывного действия, в горнодобывающей промышленности (непрерывная отгрузка угля на поверхность при периодическом режиме его выемки в отдельных забоях) и т.д.
В мире насчитывается несколько сот миллионов автомобилей, которые сжигают огромное количество нефтепродуктов, существенно загрязняя атмосферный воздух, прежде всего в крупных городах. Так, в г. Москве на долю автотранспорта приходится 80 % от общего количества выбросов в атмосферу. Выхлопные газы двигателей внутреннего сгорания (особенно карбюраторных) содержат огромное количество токсичных соединений – бенз(а)пирена, альдегидов, оксидов азота и углерода и особо опасных соединений свинца (в случае применения этилированного бензина).
Наибольшее количество вредных веществ в составе отработанных газов образуется при не отрегулированной топливной системе автомобиля. Правильная ее регулировка позволяет снизить их количество в 1,5 раза, а специальные нейтрализаторы снижают токсичность выхлопных газов в шесть и более раз.
Интенсивное загрязнение атмосферного воздуха отмечается также при добыче и переработки минерального сырья, на нефте- и газоперерабатывающих заводах, при выбросе пыли и газов из подземных горных выработок, при сжигании мусора и горении пород в отвалах (терриконах) и т.д. В сельских районах очагами загрязнения атмосферного воздуха являются животноводческие и птицеводческие фермы, промышленные комплексы по производству мяса, распыление пестицидов и т. д.
Высокоскоростные поезда потребляют приблизительно на 29% меньше, чем обычные поезда, в расчете на одного пассажира. Соответственно и выбросы в атмосферу углекислого газа уменьшаются.
Что касаемо вредных выбросов, то высокоскоростные поезда работают на электрической тяге, они не выделяют парниковых газов и меньше потребляют различных ископаемых видов топлива. [26]
Для колесного подвижного состава используется традиционный рельсовый путь, в который укладывается, как правило, усиленная путевая решетка, а для левитирующего ВСНТ создается специальная путевая структура. При контактном ВСНТ прокладка пути, как правило, осуществляется на поверхности земли, а иногда возводятся путепроводы. Для левитирующего транспорта обычно строят искусственные сооружения (эстакады), на которых создают путевую структуру со станциями и ограждениями. Стоимость такой путевой структуры значительно выше, чем в случае рельсового транспорта. ВСНТ с магнитным подвесом является наиболее перспективным и экологически чистым, а также самым бесшумным. При его проектировании и определении стоимости строительства и эксплуатации исходят из позитивных влияний на уровень затрат следующих факторов: высокий темп и экономичность сооружения; большая степень стандартизации и взаимозаменяемости элементов и узлов пути, его надежность, стабильность, долговечность; предельная индустриализация изготовления путевых конструкций; возможность механизации и автоматизации процессов сборки, отладки и пуска в эксплуатацию всей системы. Большим преимуществом левитирующего транспорта по сравнению с контактным является более высокая степень безопасности и возможность максимальной автоматизации движения.
ЗАКЛЮЧЕНИЕ
Исследование мировой теории и практики по теме работы позволило сделать следующие выводы. Мировая транспортная система в последние годы находится в процессе нового инновационного преобразования, переход на новые конструктивные решения, новые технико-технологические свойства, требования, отсюда – необходимость перестройки всей системы технической эксплуатации транспортных средств.
Мировой опыт передовой показывает целесообразность передачи в руки одной организации на конкурсном принципе строительства и реконструкции всей инфраструктуры технической эксплуатации скоростного железнодорожного транспорта.
Опыт Украины свидетельтвует, что современные центры сервисного обслуживания скоростных электропоездов должны включать вагономоечный комплекс, ремонтно-экипировочный цех и другие объекты.
Особого внимания заслуживает опыт Германии, Франции и Великобритании по расстановки оборудования и технологической организации работы депо.
На современном этапе своего развития транспортный комплекс Республики Казахстан характеризуется неудовлетворительным состоянием основных средств, устаревшими и недостаточно развитыми инфраструктурой и технологиями в отрасли используются технически и морально устаревшие модели подвижного состава, путевой техники, изношенные конструкции путей, устаревшие технологии ремонта. Следовательно сложившаяся система технической эксплуатации железнодорожного транспорта в РК не может быть использована для обслуживания принципиально нового скоростного подвижного состава и требует создания её заново.
Для обоснованного объекта исследования - участка «Дели – Санкт-Петербург» международного транспортного коридора «Индия - Западная Европа» технико - технологические обоснования показали следующее.
Расчеты показали, что для данного участка проходящего через Республику Казахстан, необходимо 6 локомотивных депо по обслуживанию и технической эксплуатации скоростных поездов. Затраты на данные депо составят приблизительно 10 млрд. 500 млн. тенге, данная сумма является не окончательной, так как по Программе по развитию транспортной инфраструктуры в Республике Казахстан на 2010-2014 годы, имеется примечание что объемы финансирования будут уточняться при формировании республиканского бюджета на соответствующий год.
На основании полученных в дипломной работе результатов обосновываются следующие основные рекомендации по созданию новой системы технической эксплуатации скоростного железнодорожного транспорта применительно к условиям Республики Казахстан:
- Целесообразно разделение пассажирского и грузового скоростного движения, что приходится учитывать при размещении средств технической эксплуатации и организации их работы;
- На скоростном транспортном участке «Алматы – Уральск» требуется строительство шести локомотивных депо соответствующих мировым стандартам, предназначенных для технической эксплуатации и обслуживанию скоростных поездов и железнодорожной инфраструктуры;
- Система ремонта и обслуживания подвижного состава должна соответствовать общему мировому развитию техники и технологиям;
- Остро назрела необходимость разработки и производства новых локомотивов и вагонов за счет перепрофилирования, увеличения мощностей и строительства новых современных локомотивостроительных и вагоностроительных заводов. Как следствие – необходимо также строительство заводов по выпуску необходимого технологического оборудования для оснащения новых локомотивных депо.
Таким образом, задачи дипломной работы выполнены в полном объеме, дальнейшие исследования целесообразно проводить в направлении технической эксплуатации, средств инфраструктуры скоростного железнодорожного транспорта (пути, СЦБ и т.д.)
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- НОВОЕ ДЕСЯТИЛЕТИЕ - НОВЫЙ ЭКОНОМИЧЕСКИЙ ПОДЪЕМ - НОВЫЕ ВОЗМОЖНОСТИ КАЗАХСТАНА - Послание Президента РК Н.А. Назарбаева народу Казахстана. 29 Января 2010 год
- Программа по развитию транспортной инфраструктуры в Республике Казахстан на 2010-2014 годы.
- Транспортная стратегия Республики Казахстан до 2015 года
- Бутко В. Н. Перспективы развития транспортной системы как материальной базы процесса глобализации мировой экономики //Вестник науки КСТУ им. акад. З. Алдамжар (серия социально-гуманитарных наук). – 2011. №2. – С. 36 – 43.
- Белый О. В., докт. техн. наук, директор Института проблем транспорта им. Н. С. Соломенко РАН, Кокурин И. М., докт. техн. наук, профессор, гл. науч. сотр. ИПТ РАН - Организация грузовых железнодорожных перевозок: пути оптимизации // «Транспорт Российской Федерации». – 2011. № 4 (35).С. 28 –30.
- Крейнис З.Л., Коршикова Н.П. - Техническое обслуживание и ремонт железнодорожного пути: Учебник //Под редакцией д-ра техн. наук, проф.
З.Л. Крейниса. – М.: УМК МПС России, 2001. — 768 с.
- Укрзализныця построила в Киеве современный центр обслуживания скоростных электропоездов - http://www.newsfiber.com//
- scbist.com›zh-d…depo…vysokoskorostnyh-poezdov.html. [Статья] Депо для высокоскоростных поездов
- http://rollingstock.narod.ru/depot.htm
- http://fedpress.ru/news/econom/train/1360140210-rzhd-vlozhili-bolee-350-millionov-v-stroitelstvo-lokomotivnogo-depo-v-volgogradskoi-oblasti. 06.02.2013
- Атамкулов Е.Д. Железнодорожный транспорт Казахстана. Том 3.А.МТИА 2004 г.
- www.vecher.kz/?S=4-200904300910
- «Транспорт и связь в Республике Казахстан» 2006 – 2010 / Статистический сборник /. - Астана, 2011. - 106 с.
- Весь мир — Густота железных дорог - http://ru.worldstat.info/World/List_of_countries_by_Density_of_railways
- Железнодорожный транспорт Казахстана: состояние и перспективы развития. - 28.04.2011 – http://www.ipr.kz/analytics/1/1/154.
- Нигматжан Исингарин, генеральный директор ТОО «Экономтрансконсалтинг», доктор экономических наук, член совета директоров АО НК «Казахстан Темир жолы» - Казахстану нужно скоростное пассажирское сообщение //4 июня 2010, 10:28 — http://www.zakon.kz/174249-kazakhstanu-nuzhno-skorostnoe.html.
- Международные мероприятия. Дни транспорта Казахстана //Международный бизнес-журнал JRA МОРЕ SEA — www.jura.lt.
- Международные транзитно-транспортные коридоры РК, 11.05.2011 — http://www.ipr.kz/analytics/.
- Перспективы электрификации железных дорог США //Trainclub.ru, - Чт, Ноябрь 25, 2010 - 11:37 / Автор: dronsovest - http://www.zdmira.com/.
- Некрашевич В.И., Апатцев В.И. Управление эксплуатацией локомотивов: Учебное пособие. М.: РГОТУПС, 2000, 196с-221
- Статистический сборник Транспорт и связь в Республике Казахстан 2007-2011
- Железнодорожный транспорт Казахстана: состояние и перспективы развития. Дата публикации: 28.04.2011 http://www.ipr.kz/analytics/1/1/154
- Нигматжан ИСИНГАРИН, генеральный директор ТОО «Экономтрансконсалтинг», доктор экономических наук, член совета директоров АО НК «Казахстан Темир жолы»
- Охрана труда на железнодорожном транспорте. Учебник для вузов железнодорожного транспорта. Под ред. Ю.Г. Сибарова. М., “Транспорт”, 1981, 207с.
- Целиков В.В. Анализ и расчет выбросов загрязняющих веществ и акустического загрязнения на транспорте. Алматы, КазАТК, 1997, 132с.
- http://scbist.com/studentu-lokomotivschiku/6092-proizvodstvenno-ekonomicheskie-pokazateli-lokomotivnogo-depo.html. 06.06.2009 г.
- Библиотека 5баллов.ru www.5ballov.ru.
- Давлетшина А. Р. Рациональные направления совершенствования локомотивного хозяйства железнодорожного транспорта Казахстана //Дипломная работа (научный руководитель Бутко В. Н.) – КСТУ – 2012 г.
- Кусаинова Д. С. Рациональные направления совершенствования вагонного хозяйства железнодорожного транспорта Казахстана // Дипломная работа (научный руководитель Бутко В. Н.) – КСТУ – 2012 г.
- Научная библиотека диссертаций и авторефератов disserCat http://www.dissercat.com/content/prichiny-neplanovykh-remontov-i-sovershenstvovanie-sistemy-obsluzhivaniya-lokomotivov#ixzz1cTMVr739
- www.prokonzept-berlin.de BERLIN-RUMMELSBURG
DEUTSCHE BAHN AG | DB REISE & TOURISTIK AGTZA RUMMELSBURG 2. BA.
- Сборник научных работ студентов и магистрантов Костанайского социально – технического университета имени академика Зулхарная Алдамжар. Костанай 2013 год. Кашкембаев Д.Ж «Совершенствование технической эксплуатации скоростного железнодорожного транспорта в Республике Казахстан» стр.188. 478
- http://scbist.com/studentu-lokomotivschiku/6092-proizvodstvenno-ekonomicheskie-pokazateli-lokomotivnogo-depo.html 06.06.2009
- Вестник науки Костанайского социально-технического университета имени академика Зулхарнай Алдамжар. Бутко Владимир Николаевич, Кашкембаев Дамир Жанмуратович «Мировые тенденции совершенствования
технической эксплуатации скоростного железнодорожного транспорта» стр. 39
ПРИЛОЖЕНИЯ
Приложение А
Документы, подтверждающие внедрение результатов дипломной работы
- Сборник научных работ студентов и магистрантов Костанайского социально – технического университета имени академика Зулхарная Алдамжар. Костанай 2013 год. Кашкембаев Д.Ж «Совершенствование технической эксплуатации скоростного железнодорожного транспорта в Республике Казахстан» стр.188:
УДК 621.192 (035)
Кашкембаев Дамир Жанмуратович
Костанайский социально-технический университет
им. академика З. Алдамжар
Совершенствование технической эксплуатации
скоростного железнодорожного транспорта
в Республике Казахстан
Аннотация: Излагаются основные результаты изучения мировых тенденций совершенствования технической эксплуатации скоростного железнодорожного транспорта и передовой опыт в этой области ряда стран Запада и Украины. Обосновываются предложения по организации технической эксплуатации этого вида транспорта в Республике Казахстан.
Ключевые слова: скоростной железнодорожный транспорт, техническая эксплуатация, требования к организации технического обслуживания пути и подвижного состава.
Мировая транспортная система в последние годы находится в процессе коренного инновационного преобразования (переход на высокие скорости, новые принципы движения, альтернативные источники энергии и т. д.) [1]. А это означает переход на новые конструктивные решения, новые технико-технологические свойства, требования, а отсюда – необходимость перестройки всей системы технической эксплуатации транспортных средств. Каковы же тенденции в этой области просматриваются к настоящему времени в сфере наиболее перспективного вида транспорта - железнодорожного?
Прежде всего, по мнению учёных - экспертов [2], обязательным условием достижения высокой надежности инфраструктуры, прежде всего на высокоскоростных и скоростных линиях, является передача строительства, реконструкции и технического обслуживания части или всей инфраструктуры одной организации в регионе. Так организована работа на высокоскоростных железнодорожных линиях в Финляндии и ряде европейских стран. При этом ремонты и техническое обслуживание выполняются по плану, составляемому не исходя из пропущенного тоннажа, а по прогнозу изменения параметров пути и других объектов инфраструктуры с помощью мониторинга и автоматизированных систем.
Опыт работы железных дорог Англии, Нидерландов, Финляндии и других стран доказывает, что высокое качество инфраструктуры достижимо при условии, если ее реконструкция, ремонт и обслуживание осуществляет одна выбранная конкурсным путем фирма. Сочетание вышеуказанных мер позволит точно соблюдать договорное время прибытия вагонов в пункты назначения, с которым должен быть увязан график подачи вагонов клиентам. Следовательно, при таких условиях гарантируется доставка грузов «точно вовремя», отсутствие превышения норм длительности нахождения вагона на технических станциях, ввод поездов в график при задержках и минимизация перегонных времен хода и стоянок при выдаче предупреждений об изменениях установленной скорости [2].
При введении высоких скоростей движения возникают более сложные, чем при обычных скоростях, процессы взаимодействия пути и подвижного состава. В зоне контакта колеса и рельса при его волнообразном износе образуются высокочастотные колебания (до 5000 Гц), которые передаются подрельсовому состоянию и вызывают его расстройства, в том числе интенсивное истирание балласта. Наличие длинных неровностей (20—50 м и более) возбуждает низкочастотные (примерно 1 Гц) резонансные явления в подвижном составе, что также интенсивно ухудшает процессы взаимодействия его с путём [3]. Повышенный уровень динамического воздействия подвижной нагрузки на путь, а также увеличенная частота приложения этой нагрузки предъявляют более высокие требования к конструкции и содержанию пути на линиях со скоростным движением поездов.
Общие требования к пути на линиях с высокими скоростями движения поездов должны обеспечивать: сокращение времени нахождения пассажиров в пути, комфортабельность движения, безопасность движения и экологическую чистоту. При введении на существующих линиях скоростного пассажирского движения учитываются повышенные требования к их плану и профилю. Мировой опыт свидетельствует, что наиболее рациональным является разделение пассажирского и грузового скоростного движения. При этом недопустимо строительство никаких переездов на уровне линий скоростного движения (только строительство туннелей или эстакад). Кроме того, все участки скоростного движения должны быть в обязательном порядке огорожены для невозможности проникновения на линии скоростного движения людей или животных. Это обеспечивает большую безопасность движения, долговечность и эффективность основных конструктивных элементов пассажирского и грузового пути и подвижного состава.
На проектируемой высокоскоростной магистрали Санкт-Петербург - Москва подшпальное основание отличается от обычного типового. Ширина насыпи 13,00 м, расстояние между осями путей 4,5 м, откосы насыпи имеют уклон 1:1,75, защитный слой под балластом по всей ширине насыпи отделён от остального тела насыпи геотекстилем. Защитный слой создается, если существующее земляное полотно сложено недренирующими грунтами. Толщина его должна быть достаточной, чтобы глинистый грунт не промерзал: при суглинистых грунтах 0,8—1,0 м, при супесях 0,5—0,7 м. Сам защитный слой выполнятся из различных песчаных смесей с коэффициентом фильтрации не менее 0,5 м/сут. Грунт насыпи уплотняют согласно действующим нормативам. Поверхность основной площадки земляного полотна двухскатная. Этот вариант поперечного профиля высокоскоростной магистрали Санкт-Петербург — Москва учитывает местные климатические условия, в том числе возможность появления зимних экстремальных температур до минус 30—35 °С. Общим для всех таких скоростных линий является широкое применение в зоне подшпального основания различных типов и конструкций полимерных материалов.
Человеческий организм начинает чувствовать дискомфорт при достаточно длительном действии непогашенного ускорения, равного 0,4—0,5 м/с2 и более. На высокоскоростных линиях, предназначенных только для пассажирских перевозок, при расчётных радиусах кривых 3000—4000 м вопрос комфортабельности езды решается правильным подбором возвышения наружного рельса в зависимости от скоростей движения пассажирских поездов.
При строительстве скоростных линий стрелочные переводы являются препятствием, влияющим на длину сварных рельсовых плетей. Повышенные требования к пути на линиях скоростного движения определили конструктивные особенности переводов. Переводы нового поколения имеют улучшенную динамику за счёт использования гибких остряков и крестовин с гибко-поворотным сердечником с удлиненными рельсовыми окончаниями и стыками накладочного типа, упругих клемм скреплений, подрельсовых про кладок различной жёсткости, меньшего числа стыков.
Особенности содержания пути на линиях с высокими скоростями движения обусловлены повышенными требованиями к содержанию ширины колеи, рельсовых нитей по уровню и направлению в плане, к продольной равноупругости пути. Если геометрические параметры пути не соответствуют параметрам ходовых частей подвижного состава, происходит интенсивное усиление динамического воздействия подвижного состава на путь, ведущее к повышенному росту расстройств пути. Норма устройства по
ширине колеи для скоростных участков сохраняется такой же, как и для участков со скоростями до 120 км/ч, т.е. 1520 мм. Сохраняются также существующие нормы устройства стрелочных переводов по размерам ширины колеи и желобов, а также величинам ординат переводных и закрестовинных кривых. Для стрелочных переводов на участках скоростного движения изменяются нормы устройства по их расположению. В соответствии с СТН Ц-01-95 на главных путях при скоростях более 140 км/ч между смежными стрелочными переводами должны быть предусмотрены прямые вставки длиной не менее 25 м, а в трудных условиях — 12,5 м (на обычных линиях соответственно 12,5 и 6,25 м). Сохраняются и допуски в содержании по ширине колеи на участках скоростного движения. Допускаемые отклонения от нормы ширины колеи остаются неизменными и составляют: 8 мм в сторону уширения, 4 мм в сторону сужения. Уклон отвода ширины колеи, определяемый как средняя величина на базе 2 м, допускается не более 2,5 ‰ при скорости движения 121—140 км/ч. По нормам верх головок рельсов обеих нитей на прямых участках должен быть на одном уровне. Однако для уменьшения виляющего движения разрешается держать на всём протяжении одну нить, обычно рихтовочную, на 6 мм выше другой. Эта мера для линий скоростного движения особо полезна, т.к. обеспечивает более плавное движение поездов. Повышение одной нити над другой не ликвидирует виляние, но их амплитуда становится меньше суммы зазоров между гребнями колёс и рельсами, т.к. поперечная составляющая силы веса экипажа, появляющаяся из-за небольшого наклона к горизонту, направлена всегда в сторону рихтовочной нити, которая в данном случае играет роль направляющей. Отклонение
рельсовых нитей по уровню в разные стороны более 6 мм на расстоянии менее 20 м не допускается. Плавность рельсовых нитей в плане — одно из главных условий обеспечения высоких скоростей. Особое внимание обращается на плавность отводов отступлений, от которой зависит величина боковой силы. В прямых участках стрелы отклонений в направлении рихтовочной нити, измеренные от 20-метровой хорды через каждые 10 м, не
должны превышать 6 мм при скоростях 121—140 км/ч и 4 мм — при 141—200 км/ч. В круговых кривых при измерении стрел изгиба от 20-метровой хорды разность в стрелах в точках через 10 м не должна превышать 6 мм при скоростях 121— 140 км/ч, 4 мм — при 141 - 200 км/ч. В переходных кривых нарастание стрел должно быть равномерным. Отклонение от равномерного нарастания стрел при 20-метровой хорде в точках через 20 м не должно быть больше 4 мм при скоростях 121—140 км/ч и 3 мм — при 141—200 км/ч. Возникающие при высокой скорости высокочастотные колебания приводят к увеличению проскальзывания колес, что вместе с множеством других факторов способствует образованию волнообразных неровностей на рельсах (с длиной волны 500—1500 м).
Обследование скоростных линий показало, что за счёт периодических профильных шлифовок рельсов рельсошлифовальными поездами с активными рабочими органами можно добиться снижения глубины коротких неровностей до 0,03—0,05 мм. Однако для скоростных линий наиболее неблагоприятны длинные неровности (20—40 м и более). При этом чем выше скорость движения, тем более длинными (в процессе эксплуатации) становятся неровности на поверхности рельсов. На них накладывается «местный» волнообразный износ, ликвидация которого обеспечивается рельсошлифовальными поездами типа СПЕНО. Отклонения от прямолинейного направления по поверхности катания и по боковой рабочей грани рельсовой нити в стыках (вертикальные и горизонтальные ступеньки) не должны превышать 1 м при скоростях более 121 км/ч. Значительные неровности в виде горбов появляются на пути в зимнее время из-за пучин. Для обеспечения необходимой плавности рельсовых нитей в местах пучин устраивают отводы укладкой специальных карточек, башмаков и нашпальников между подкладкой и шпалой. Отводы от пучин устраивают на всём протяжении сплошным уклоном не круче 0,7 ‰ при скорости движения 121—140 км/ч.
При введении высокоскоростного движения пассажирских поездов должны быть выполнены работы по стабилизации всех неустойчивых мест и ликвидации дефектов земляного полотна. На участках из глинистых грунтов, где, как правило, появляются пучины, в зоне основной площадки под балластной призмой устраивают защитный слой из непучинистых дренирующих материалов в комбинации с теплоизолирующим материалом (пенопласт, пенополистирол, геотекстиль и др.).
Инструкцией по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения поездов ЦРБ-393 введены для скоростных участков железных дорог России предельные допуски по параметрам рельсовой колеи. При обнаружении отступлений, превышающих указанные пределы, скорости движения должны ограничиваться в соответствии с нормативами, установленными МПС России. Опыт эксплуатации скоростного электропоезда ЭР-200 показал, что для обеспечения допустимого уровня динамических сил взаимодействия пути и подвижного состава в условиях совмещённого движения грузовых и пассажирских поездов требуется содержать путь в пределах, соответствующих III степени отступлений от норм устройства. Плавность хода и безопасность движения на скоростных линиях в значительной степени зависят от качества содержания пути. При производстве всех видов работ особое внимание следует обращать на качество их выполнения, на обеспечение равнопрочности и равноупругости элементов пути (одинаковые толщины прокладок, затяжка клеммных и закладных болтов, плотность подбивки шпал и т.п.). Необходимо соблюдать установленную периодичность проведения плановых работ. В последнее время подход к оценке и устранению отступлений на скоростных участках железных дорог России изменился. Наметился переход от устранения неровностей по методу сглаживания к постановке пути в проектное положение. Это стало возможно с внедрением новых выправочных систем “09-Доуматик”, обеспечивающих постановку пути в проектное положение, а также реперной системы контроля положения пути в плане и профиле. Такая система внедряется на скоростной линии Москва - Санкт-Петербург. Она увязывается с работой путеизмерителя ЦНИИ-4 и с микропроцессорной системой управления выправочно-подбивочно-рихтовочными машинами для автоматической регистрации существующих геометрических очертаний пути и автоматизации работ по приведению их в проектное положение [3].
Первые на Украине современные центры сервисного обслуживания новых электропоездов построены в Киеве и Харькове [4]. Сдана первая очередь технической пассажирской станции (ТПС) "Дарница" в Киеве, на которой будут обслуживаться скоростные межрегиональные электропоезда и в Харькове 17 октября 2012 года состоялось открытие ремонтно-экипировочного депо (РЭД) для обслуживания новых скоростных электропоездов. Они приходят на замену старым депо ещё советских времён. Высокотехнологичный центр "Дарница" объединяет вагономоечный комплекс, ремонтно-экипировочный цех и другие объекты, с помощью которых ускоряется выполнение процессов, связанных с уборкой, диагностированием, экипировкой и ремонтом поездов, повышается качество работ и улучшаются условия труда. Опыт создания ТПС заимствовали за рубежом. Современная техника требует качественно другой технологии обслуживания, чем в существующих в Украине вагонных и локомотивных депо. Не каждая развитая страна имеет такую современную станцию. Одно депо такого высокотехнологичного уровня есть в России и одно - в Финляндии. На новой технической пассажирской станции обслуживание поезда будет осуществляться одновременно на трех уровнях. Специалисты смогут в одночасье осмотреть ходовые части, крышевое оборудование и среднюю часть поезда и значительно сэкономить время на подготовку подвижного состава к выходу на маршрут. На станции уже осуществляется мойка и сушка вагонов электропоездов с помощью современного вагономоечного комплекса. Сейчас на ТПС монтируют оборудование ведущих мировых производителей. Одновременно с техническим оснащением, на станции создают надлежащие санитарно-бытовые условия для персонала, локомотивных и поездных бригад (машинистов, их помощников, стюардов). Обустраиваются столовая, медицинский пункт, душевые и гардеробные комнаты, корпуса для отдыха и обучения персонала. Сервисное обслуживание электропоездов на "Дарнице" в течение пяти лет будут осуществлять корейские специалисты. В харьковском РЭД реализована новая технология технического обслуживания новых скоростных электропоездов Hyundai и Skoda - "трехуровневый" обзор каждого поезда. Всего в Украине будут построены четыре высокотехнологичных центра для обслуживания скоростных межрегиональных электропоездов, которые заменят сотни нынешних депо [4].
Техническое обслуживание и ремонт скоростных локомотивов проводятся по установленному технологическому процессу. Объем обязательных работ устанавливается нормативными актами по обслуживанию локомотивов, и соответствующими инструкциями завода-изготовителя локомотива; по обслуживанию тормозного оборудования — Инструкцией по эксплуатации тормозов подвижного состава железных дорог и Инструкцией по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава; по обслуживанию автосцепного оборудования — Инструкцией по ремонту и обслуживанию автосцепного устройства [5]. Объем обязательных работ конкретных серий локомотивов утверждается нормативными документами железнодорожных администраций. При технических обслуживаниях и ремонте обязательна полная проверка технического состояния оборудования в соответствии с Технологической инструкцией по проведению ТО-2, ТО-3 с применением средств технического диагностирования. При этом средства технической диагностики должны быть метрологически аттестованы, и иметь свидетельства (сертификаты) аттестации.
При подготовке локомотива к скоростному движению обязательной проверке подвергаются: рамы тележек; колесные пары; поверхности катания бандажных и цельнокатанных колес; буксы и буксовые подшипники; узлы и детали рессорного подвешивания; гидродемпферы; люлечные болты, поводки, пружины и другие детали кузовного рессорного подвешивания; боковые опоры кузова; тяговой редуктор, его подвеска и детали тяговой передачи; корпуса редукторов; подшипники тяговой передачи; заземляющие устройства и подходящие к ним провода; узлы и детали сцепного устройства локомотивов; крепление тяговых двигателей к раме тележки; детали балансирной связи колесных пар с рамой тележки тепловоза; крепление приемных катушек АЛС и антенных устройств радиосвязи; предохранительные скобы, тросики и другие устройства, пред-отвращающие падение оборудования на путь; наличие смазки в буксовых направляющих, корпусах тяговых редукторов, боковых опорах, ваннах шкворня; состояние и действие пневматических и электропневматических тормозов; скоростные регуляторы тормозного нажатия на локомотивах; состояние крепления тормозных колодок; тормозная рычажная передача и тормозные колодки; щеточный аппарат, коллекторы и токосъемные устройства тяговых двигателей, вспомогательных машин, заземляющих устройств; подшипники тяговых генераторов и электродвигателей, групповые переключатели и их контакторные элементы, электромагнитные и электропневматические контакторы, высоковольтные контакторные элементы переключателей ступеней, целостность предохранительной мембраны переключателя ступеней; статические преобразователи и устройства их охлаждения; контролеры машиниста, промежуточные контролеры, защитная аппаратура, главные и быстродействующие выключатели, реле; противобоксовочная защита; приборы безопасности; источники питания цепей управления; прожектор, электрические цепи освещения и сигнализации; крышевое оборудование и токоприемники со снятием характеристик; компрессор и его соединение с электродвигателем; состояние и крепление лобовых стекол, стеклоочистителей; состояние и наличие инвентаря и инструмента; проверяется и регулируется работа песочниц. Кроме того, должны проверяться буксовые подшипники и подшипники редуктора с использованием средств и методов вибродиагностирования.
При плановых видах ремонтов подлежат проверке узлы, перечисленные в предыдущем пункте. Кроме того, производится: снятие с локомотивов гидродемпферов с их ревизией и проверкой на стенде до скоростей 0,6 м/с (производится через 1 цикл). До разработки и оснащения депо соответствующим стендом проверку допускается производить со скоростями перемещения штока до 0,1 м/с; проверка состояния корпусов редукторов и анализ в них смазки; проверка работы аппаратов силовой схемы и цепей управления; проверка состояния шкворневого узла; должна производиться корректировка величины диаметра круга катания колес, вводимой в электронный скоростемер по данным замеров. После выполнения технических обслуживаний электровоз проверяется под высоким напряжением. После выполнения ремонтов производится обкатка локомотивов с обычными не скоростными поездами.
При приеме-сдаче локомотива в основном депо, в пунктах оборота, в пунктах смены локомотивных бригад, а также в пути следования на остановках локомотивная бригада обязана обратить особое внимание на состояние: колесных пар, подшипников букс и редуктора (по нагреву), подвески тяговых двигателей и редуктора, деталей тяговой передачи, гидроамортизаторов, деталей крепления приемных катушек локомотивной сигнализации, тормозной рычажной передачи и рессорного подвешивания.
Проверка параметров токоприемников производится в депо и на пунктах технического обслуживания на соответствие их паспортным данным. Осмотр токоприемников производится перед каждым рейсом с обязательной проверкой наличия аэродинамических стабилизаторов (экранов) и предохранительных штифтов на авторегулируемых токоприемниках соответствующих типов, и комиссионно работниками локомотивного депо и дистанции электроснабжения – еженедельно. Одновременно с осмотром измеряется максимальное и минимальное статическое нажатие на контактный провод в диапазоне рабочей высоты; при этом должен производиться осмотр состояния полозов, кареток и демпфирующих устройств (при их наличии). Разница между активной и пассивной составляющими нажатия должна соответствовать нормативным документам, установленным железнодорожными администрациями.
Машинист обязан по прибытии в депо или пункт осмотра, при постановке локомотива на техническое обслуживание или плановый ремонт, кроме записи в журнал технического состояния локомотива, доложить мастеру или бригадиру пункта технического обслуживания (цеха ремонта) о состоянии локомотива и обнаруженных в пути следования неисправностях [5].
"Казакстан темiр жолы" в настоящее время имеет вагоноремонтных депо – 11, эксплуатационных депо – 12. Эксплуатационная длина железных дорог Казахстана превышает 14,2 тыс. км ( в этом числе двухпутные линии - 4,8 тыс. км (34%), электрифицированных линий - 4,1 тыс. км (29%), плотность – 5,5 км на 1000 кв. км, грузонапряженность – 24,2 млн. ткм на километр. Локомотивный парк насчитывает 1748 локомотивов, в том числе 578 электровозов, 1141 тепловозов, 29 паровозов. Состояние локомотивного парка характеризуется высоким износом, достигающим 72%. Более 37% парка локомотивов эксплуатируется с нормативным перепробегом , 50% парка достигли завершения срока службы.
В 2009 году общий парк грузовых вагонов РК составляет 94 348 единиц из них 59 381 единица или 63% являются инвентарными, 34 967 единиц или 37% собственными. Доля эксплуатируемого парка в общем количестве инвентарных вагонов составляет 75% (44 563 единицы). За период с 2002 года общий парк грузовых вагонов РК увеличился на 6633 вагона или на 7% с учетом выбытия и восполнения. При этом парк грузовых вагонов независимых собственников возрос почти в 3 раза и увеличился более чем на 24 тыс. вагонов, инвентарный парк уменьшился на 17,6 тыс. вагонов.
Основной проблемой инвентарного парка грузовых вагонов является его высокий износ достигающий 72% , 29 тыс. вагонов или 60% инвентарного грузового парка имеют срок эксплуатации, превышающий 20 лет.
Отсутствие ценового регулирования на услуги по предоставлению грузовых вагонов собственников создает благоприятные условия для обновления подвижного состава. У собственников грузовых вагонов насчитывающего 34 967 вагонов, доля вагонов со сроком эксплуатации более 20 лет составляет только 30%.
В 2009 году парк вагонов, предназначенных для перевозки пассажиров, составил 1833 единицы. При нормативном сроке службы пассажирских вагонов в 28 лет на сегодняшний день средний возраст казахстанских вагонов составляет 21 год. Из 155 вагонов инвентарного парка электропоездов 90 вагонов находятся в рабочем парке, в течение следующих 5 лет подлежит списанию еще 70 вагонов электропоездов. Уровень износа парка электропоездов в настоящее время превышает 90%.
Таким образом, в настоящее время в системе технической эксплуатации скоростного железнодорожного транспорта целесообразно использовать опыт передовых зарубежных стран: внедрять техническое диагностирование состояния локомотивов путем оснащения их бортовыми, а ремонтных участков - стационарными системами диагностики. Основными рациональными направлениями развития ремонтной базы являются техническое перевооружение и реконструкция депо. При техническом перевооружении производственная мощность депо увеличивается в результате осуществления комплексной механизации и автоматизации производственных процессов, замены устаревшего оборудования на новое, более производительное, повышения сменности его работы, создания механизированных рабочих мест.
Переход на скоростное движение железнодорожного транспорта связан, в частности, с ужесточением целого ряда требований к качеству, прежде всего, технических кадров, подвижного состава, инфраструктурных составляющих транспортной системы, качеству их технической эксплуатации и, как правило, приведения всех основных параметров системы в соответствие с требованиями международных стандартов.
Приложение Б
Документы, подтверждающие внедрение результатов дипломной работы
Вестник науки Костанайского социально-технического университета имени академика Зулхарнай Алдамжар. Бутко Владимир Николаевич, Кашкембаев Дамир Жанмуратович «Мировые тенденции совершенствования
технической эксплуатации скоростного железнодорожного транспорта» стр. 39
УДК 621.192 (035)
Бутко Владимир Николаевич, Кашкембаев Дамир Жанмуратович
Костанайский социально-технический университет
им. академика З. Алдамжар
Мировые тенденции совершенствования
технической эксплуатации скоростного железнодорожного транспорта
Аннотация: Рассматриваются мировые тенденции совершенствования технической эксплуатации скоростного железнодорожного транспорта. Показан соответствующий передовой опыт в этой области ряда стран Запада и Украины.
Ключевые слова: скоростной железнодорожный транспорт, техническая эксплуатация, требования к организации технического обслуживания пути и подвижного состава.
Как было показано ранее [1], мировая транспортная система в последние годы находится в процессе коренного инновационного преобразования (переход на высокие скорости, новые принципы движения, альтернативные источники энергии и т. д.). А это значит переход на новые конструктивные решения, новые технико-технологические свойства, требования, а отсюда – необходимость перестройки всей системы технической эксплуатации транспортных средств. Каковы же тенденции в этой области просматриваются к настоящему времени в сфере наиболее перспективного вида транспорта - железнодорожного?
Прежде всего, по мнению учёных - экспертов [2], обязательным условием достижения высокой надежности инфраструктуры, прежде всего на высокоскоростных и скоростных линиях, является передача строительства, реконструкции и технического обслуживания части или всей инфраструктуры одной организации в регионе. Так организована работа на высокоскоростных железнодорожных линиях в Финляндии и ряде европейских стран. При этом ремонты и техническое обслуживание выполняются по плану, составляемому не исходя из пропущенного тоннажа, а по прогнозу изменения параметров пути и других объектов инфраструктуры с помощью мониторинга и автоматизированных систем.
Железнодорожники США убеждены, что передача объектов инфраструктуры в собственность поддерживаемой государством компании, которая содержит ее самостоятельно или привлекает для этого по конкурсу частные фирмы и продает права на использование инфраструктуры частным операторам перевозчикам, как это происходит в ряде западноевропейских стран, является ошибкой по ряду причин. Крупные американские железнодорожные компании дают льготные кредиты предприятиям на строительство подъездных железнодорожных путей, расширяя, таким образом, клиентуру. Компания, занятая содержанием инфраструктуры и продажей прав на ее использование, при этом не выполняющая перевозки, с клиентами не связана, поэтому не занимается их обслуживанием, тарифной политикой, а тем более привлечением новых клиентов путем строительства подъездных путей. Компании, занятые только выполнением перевозок по существующей сети, не имеют возможности ее модернизации с целью увеличения количества клиентов и улучшения их обслуживания. Компания, обслуживающая инфраструктуру, не заинтересована в точном определении необходимого уровня инвестиций. Вместо того чтобы добиваться соответствующего нормам состояния инфраструктуры при минимальных затратах с помощью новейших технологий ремонта и текущего содержания, такая компания главным образом стремится как можно меньше тратить и как можно больше получать от операторов перевозчиков и государства. Объем финансирования такой компании определяется не потребностями рынка, а государственными чиновниками, стремящимися финансирование сократить. Поэтому такая компания работает в режиме постоянного недофинансирования при наличии случаев перефинансирования отдельных объектов, что дает ей основания постоянно требовать увеличения средств на содержание объектов инфраструктуры, обеспечивающих безопасность движения. Стоимость использования инфраструктуры перевозчиками определяется не условиями рынка, а в лучшем случае — чиновниками или, в худшем, политическими играми, направленными на привлечение избирателей, когда предпочтение отдается пассажирским перевозкам в ущерб грузовым. В итоге создаются условия, в которых железные дороги перестают своевременно реагировать на потребности рынка и начинают уступать в конкурентной борьбе другим видам транспорта. Попытка в ряде европейских стран создать конкурентную среду среди операторов перевозчиков, использующих не принадлежащую им сеть дорог, не может быть успешной по следующим причинам. Операторы попадают в полную зависимость от компании — владельца сети дорог, которая может препятствовать пропуску их вагонов, не предупредив в нормативный срок, изменять оплату за использование подвижного состава, предоставление «ниток графика» и другие услуги. В такой ситуации оператор не может, внедряя передовые технологии, существенно снижать себестоимость перевозок и на этой основе провозную плату. Условия работы такого оператора всегда останутся во многом непредсказуемыми и очень сильно зависящими от его личных отношений с руководством компании, владеющей сетью дорог. Отсюда различные условия для различных операторов, что затрудняет возможность честной конкуренции. Страны Европейского союза противятся допуску иностранных операторов на сеть своих железных дорог, поскольку иностранные компании платят налоги в своих государствах. Кроме того, страны со слабо развитой железнодорожной инфраструктурой не без оснований опасаются, что им придется обеспечивать пропуск иностранных грузовых поездов на основе строго соблюдаемых контрактных требований в ущерб своим, не только грузовым, но и пассажирским поездам.
Опыт работы железных дорог Англии, Нидерландов, Финляндии и других стран доказывает, что высокое качество инфраструктуры достижимо при условии, если ее реконструкция, ремонт и обслуживание осуществляет одна выбранная конкурсным путем фирма. Сочетание вышеуказанных мер позволит точно соблюдать договорное время прибытия вагонов в пункты назначения, с которым должен быть увязан график подачи вагонов клиентам. Следовательно, при таких условиях гарантируется доставка грузов «точно вовремя», отсутствие превышения норм длительности нахождения вагона на технических станциях, ввод поездов в график при задержках и минимизация перегонных времен хода и стоянок при выдаче предупреждений об изменениях установленной скорости [2].
На территории Таможенного союза стран СНГ было принято Решение Комиссии Таможенного союза № 710 от 15 июля 2011 года (С 01.01.2012 внесены изменения - Решение Комиссии Таможенного союза № 859 от 09.12.2011 г.) - О принятии технических регламентов Таможенного союза:
“О безопасности железнодорожного подвижного состава”, “О безопасности высокоскоростного железнодорожного транспорта ” и “О безопасности инфраструктуры железнодорожного транспорта ” (http://www.deklarant74.ru/). При введении высоких скоростей движения возникают более сложные, чем при обычных скоростях, процессы взаимодействия пути и подвижного состава.
В зоне контакта колеса и рельса при его волнообразном износе образуются высокочастотные колебания (до 5000 Гц), которые передаются подрельсовому состоянию и вызывают его расстройства, в том числе интенсивное истирание балласта. Наличие длинных неровностей (20—50 м и более) возбуждает низкочастотные (примерно 1 Гц) резонансные явления в подвижном составе, что также интенсивно ухудшает процессы взаимодействия его с путём [3]. Повышенный уровень динамического воздействия подвижной нагрузки на путь, а также увеличенная частота приложения этой нагрузки предъявляют более высокие требования к конструкции и содержанию пути на линиях со скоростным движением поездов.
Общие требования к пути на линиях с высокими скоростями движения поездов должны обеспечивать: сокращение времени нахождения пассажиров в пути, комфортабельность движения, безопасность движения и экологическую чистоту. При введении на существующих линиях скоростного пассажирского движения учитываются повышенные требования к их плану и профилю. Там, где пассажирское движение совмещено с грузовыми перевозками, руководящий уклон продольного профиля при грузонапряженности в грузовом движении более 15 млн т·км/км должен быть не более 15 ?, более 30 млн т·км/км — не превышать 12 ?. Радиусы кривых в плане принимаются не менее 3000 м. При этом максимально допустимые скорости движения поездов в зависимости от радиуса кривой определяются при значении непогашенного поперечного ускорения 0,7 м/с2 и скорости его нарастания не более 0,4 м/с3. При проведении реконструкции верхнего строения пути с целью внедрения скоростного движения пассажирских поездов, совмещенного с грузовым движением, укладывают термоупрочнённые рельсы типа Р65 1-й группы, 1-го класса с повышенными требованиями по прямолинейности сваренных электроконтактным способом в РСП из 25-метровых рельсов без болтовых отверстий в короткие плети (длиной 400—800 м) и далее, сваренные после укладки в путь передвижной рельсосварочной машиной в длинные плети бесстыкового пути: на длину перегона с тональной автоблокировкой АБТ без уравнительных пролётов и стыков или на длину блок-участков с изолирующими стыками повышенной прочности с сопротивлением разрыву не менее 2,5 мН. Неровности на поверхности катания в сварных стыках после их механической обработки должны удовлетворять следующим требованиям: вогнутые не допускаются, выпуклые не должны превышать 0,3 мм на базе измерений, равной 1,5 м. На остальном протяжении рельсовых плетей, после их укладки и шлифовки, неровности, измеренные на той же безе, не должны быть более 0,2 мм. Шпалы укладывают железобетонные: стандартные с эпюрой укладки 1840 шт./км или повышенной массы (350 кг) типа Ш1-ТС с эпюрой 1760 шт/км. Промежуточные рельсовые скрепления - с упругими клеммами. Железобетонные шпалы укладывают на слой щебня фракции 25—60 мм марки прочности И-20 (гранит, базальт, диабаз и т.п.) по ГОСТ 7392-85 высотой 40 см. Вместо подушки может быть уложен защитный слой из полимерных материалов. Плечо балластной призмы — не менее 45 см, заложение откосов — 1:1,5. На проектируемой высокоскоростной магистрали Санкт-Петербург - Москва подшпальное основание отличается от обычного типового. Ширина насыпи 13,00 м, расстояние между осями путей 4,5 м, откосы насыпи имеют уклон 1:1,75, защитный слой под балластом по всей ширине насыпи отделён от остального тела насыпи геотекстилем. Защитный слой создается, если существующее земляное полотно сложено недренирующими грунтами. Толщина его должна быть достаточной, чтобы глинистый грунт не промерзал: при суглинистых грунтах 0,8—1,0 м, при супесях 0,5—0,7 м. Сам защитный слой выполнятся из различных песчаных смесей с коэффициентом фильтрации не менее 0,5 м/сут. Грунт насыпи уплотняют согласно действующим нормативам. Поверхность основной площадки земляного полотна двухскатная. Этот вариант поперечного профиля высокоскоростной магистрали Санкт-Петербург — Москва учитывает местные климатические условия, в том числе возможность появления зимних экстремальных температур до минус 30—35 °С. Общим для всех таких скоростных линий является широкое применение в зоне подшпального основания различных типов и конструкций полимерных материалов.
Человеческий организм начинает чувствовать дискомфорт при достаточно длительном действии непогашенного ускорения, равного 0,4—0,5 м/с2 и более. На высокоскоростных линиях, предназначенных только для пассажирских перевозок, при расчётных радиусах кривых 3000—4000 м вопрос комфортабельности езды решается правильным подбором возвышения наружного рельса в зависимости от скоростей движения пассажирских поездов.
При строительстве скоростных линий стрелочные переводы являются препятствием, влияющим на длину сварных рельсовых плетей. Повышенные требования к пути на линиях скоростного движения определили конструктивные особенности переводов. Переводы нового поколения имеют улучшенную динамику за счёт использования гибких остряков и крестовин с гибко-поворотным сердечником с удлиненными рельсовыми окончаниями и стыками накладочного типа, упругих клемм скреплений, подрельсовых про кладок различной жёсткости, меньшего числа стыков.
Особенности содержания пути на линиях с высокими скоростями движения обусловлены повышенными требованиями к содержанию ширины колеи, рельсовых нитей по уровню и направлению в плане, к продольной равноупругости пути. Если геометрические параметры пути не соответствуют параметрам ходовых частей подвижного состава, происходит интенсивное усиление динамического воздействия подвижного состава на путь, ведущее к повышенному росту расстройств пути. Норма устройства по
ширине колеи для скоростных участков сохраняется такой же, как и для участков со скоростями до 120 км/ч, т.е. 1520 мм. Сохраняются также существующие нормы устройства стрелочных переводов по размерам ширины колеи и желобов, а также величинам ординат переводных и закрестовинных кривых. Для стрелочных переводов на участках скоростного движения изменяются нормы устройства по их расположению: в соответствии с СТН Ц-01-95 на главных путях при скоростях более140 км/ч между смежными стрелочными переводами должны быть предусмотрены прямые вставки длиной не менее 25 м, а в трудных условиях — 12,5 м (на обычных линиях соответственно 12,5 и 6,25 м). Сохраняются и допуски в содержании по ширине колеи на участках скоростного движения. Допускаемые отклонения от нормы ширины колеи остаются неизменными и составляют: 8 мм в сторону уширения, 4 мм в сторону сужения. Уклон отвода ширины колеи, определяемый как средняя величина на базе 2 м, допускается не более 2,5 ? при скорости движения 121—140 км/ч. По нормам верх головок рельсов обеих нитей на прямых участках должен быть на одном уровне. Однако для уменьшения виляющего движения разрешается держать на всём протяжении одну нить, обычно рихтовочную, на 6 мм выше другой. Эта мера для линий скоростного движения особо полезна, т.к. обеспечивает более плавное движение поездов. Повышение одной нити над другой не ликвидирует виляние, но их амплитуда становится меньше суммы зазоров между гребнями колёс и рельсами, т.к. поперечная составляющая силы веса экипажа, появляющаяся из-за небольшого наклона к горизонту, направлена всегда в сторону рихтовочной нити, которая в данном случае играет роль направляющей. Отклонение
рельсовых нитей по уровню в разные стороны более 6 мм на расстоянии менее 20 м не допускается. Плавность рельсовых нитей в плане — одно из главных условий обеспечения высоких скоростей. Особое внимание обращается на плавность отводов отступлений, от которой зависит величина боковой силы. В прямых участках стрелы отклонений в направлении рихтовочной нити, измеренные от 20-метровой хорды через каждые 10 м, не
должны превышать 6 мм при скоростях 121—140 км/ч и 4 мм — при 141—200 км/ч. В круговых кривых при измерении стрел изгиба от 20-метровой хорды разность в стрелах в точках через 10 м не должна превышать 6 мм при скоростях 121— 140 км/ч, 4 мм — при 141 - 200 км/ч. В переходных кривых нарастание стрел должно быть равномерным. Отклонение от равномерного нарастания стрел при 20-метровой хорде в точках через 20 м не должно быть больше 4 мм при скоростях 121—140 км/ч и 3 мм — при 141—200 км/ч. Возникающие при высокой скорости высокочастотные колебания приводят к увеличению проскальзывания колес, что вместе с множеством других факторов способствует образованию волнообразных неровностей на рельсах (с длиной волны 500—1500 м).
Обследование скоростных линий показало, что за счёт периодических профильных шлифовок рельсов рельсошлифовальными поездами с активными рабочими органами можно добиться снижения глубины коротких неровностей до 0,03—0,05 мм. Однако для скоростных линий наиболее неблагоприятны длинные неровности (20—40 м и более). При этом чем выше скорость движения, тем более длинными (в процессе эксплуатации) становятся неровности на поверхности рельсов. На них накладывается «местный» волнообразный износ, ликвидация которого обеспечивается рельсошлифовальными поездами типа СПЕНО. Отклонения от прямолинейного направления по поверхности катания и по боковой рабочей грани рельсовой нити в стыках (вертикальные и горизонтальные ступеньки) не должны превышать 1 м при скоростях более 121 км/ч. Значительные неровности в виде горбов появляются на пути в зимнее время из-за пучин. Для обеспечения необходимой плавности рельсовых нитей в местах пучин устраивают отводы укладкой специальных карточек, башмаков и нашпальников между подкладкой и шпалой. Отводы от пучин устраивают на всём протяжении сплошным уклоном не круче 0,7 ? при скорости движения 121—140 км/ч.
При введении высокоскоростного движения пассажирских поездов должны быть выполнены работы по стабилизации всех неустойчивых мест и ликвидации дефектов земляного полотна. На участках из глинистых грунтов, где, как правило, появляются пучины, в зоне основной площадки под балластной призмой устраивают защитный слой из непучинистых дренирующих материалов в комбинации с теплоизолирующим материалом (пенопласт, пенополистирол, геотекстиль и др.).
Инструкцией по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения поездов ЦРБ-393 введены для скоростных участков железных дорог России предельные допуски по параметрам рельсовой колеи. При обнаружении отступлений, превышающих указанные пределы, скорости движения должны ограничиваться в соответствии с нормативами, установленными МПС России. Опыт эксплуатации скоростного электропоезда ЭР-200 показал, что для обеспечения допустимого уровня динамических сил взаимодействия пути и подвижного состава в условиях совмещённого движения грузовых и пассажирских поездов требуется содержать путь в пределах, соответствующих III степени отступлений от норм устройства. Плавность хода и безопасность движения на скоростных линиях в значительной степени зависят от качества содержания пути. При производстве всех видов работ особое внимание следует обращать на качество их выполнения, на обеспечение равнопрочности и равноупругости элементов пути (одинаковые толщины прокладок, затяжка клеммных и закладных болтов, плотность подбивки шпал и т.п.). Необходимо соблюдать установленную периодичность проведения плановых работ. В последнее время подход к оценке и устранению отступлений на скоростных участках железных дорог России изменился. Наметился переход от устранения неровностей по методу сглаживания к постановке пути в проектное положение. Это стало возможно с внедрением новых выправочных систем “09-Доуматик”, обеспечивающих постановку пути в проектное положение, а также реперной системы контроля положения пути в плане и профиле. Такая система внедряется на скоростной линии Москва - Санкт-Петербург. Она увязывается с работой путеизмерителя ЦНИИ-4 и с микропроцессорной системой управления выправочно-подбивочно-рихтовочными машинами для автоматической регистрации существующих геометрических очертаний пути и автоматизации работ по приведению их в проектное положение [3].
Первые на Украине современные центры сервисного обслуживания новых электропоездов построены в Киеве и Харькове [4]. Сдана первая очередь технической пассажирской станции (ТПС) "Дарница" в Киеве, на которой будут обслуживаться скоростные межрегиональные электропоезда и в Харькове 17 октября 2012 года состоялось открытие ремонтно-экипировочного депо (РЭД) для обслуживания новых скоростных электропоездов. Они приходят на замену старым депо ещё советских времён. Высокотехнологичный центр "Дарница" объединяет вагономоечный комплекс, ремонтно-экипировочный цех и другие объекты, с помощью которых ускоряется выполнение процессов, связанных с уборкой, диагностированием, экипировкой и ремонтом поездов, повышается качество работ и улучшаются условия труда. Опыт создания ТПС заимствовали за рубежом. Современная техника требует качественно другой технологии обслуживания, чем в существующих в Украине вагонных и локомотивных депо. Не каждая развитая страна имеет такую современную станцию. Одно депо такого высокотехнологичного уровня есть в России и одно - в Финляндии. На новой технической пассажирской станции обслуживание поезда будет осуществляться одновременно на трех уровнях. Специалисты смогут в одночасье осмотреть ходовые части, крышевое оборудование и среднюю часть поезда и значительно сэкономить время на подготовку подвижного состава к выходу на маршрут. На станции уже осуществляется мойка и сушка вагонов электропоездов с помощью современного вагономоечного комплекса. Сейчас на ТПС монтируют оборудование ведущих мировых производителей. Одновременно с техническим оснащением, на станции создают надлежащие санитарно-бытовые условия для персонала, локомотивных и поездных бригад (машинистов, их помощников, стюардов). Обустраиваются столовая, медицинский пункт, душевые и гардеробные комнаты, корпуса для отдыха и обучения персонала. Сервисное обслуживание электропоездов на "Дарнице" в течение пяти лет будут осуществлять корейские специалисты. В харьковском РЭД реализована новая технология технического обслуживания новых скоростных электропоездов Hyundai и Skoda - "трехуровневый" обзор каждого поезда. Всего в Украине будут построены четыре высокотехнологичных центра для обслуживания скоростных межрегиональных электропоездов, которые заменят сотни нынешних депо [4].
Техническое обслуживание и ремонт скоростных локомотивов проводятся по установленному технологическому процессу. Объем обязательных работ устанавливается нормативными актами по обслуживанию локомотивов, и соответствующими инструкциями завода-изготовителя локомотива; по обслуживанию тормозного оборудования — Инструкцией по эксплуатации тормозов подвижного состава железных дорог и Инструкцией по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава; по обслуживанию автосцепного оборудования — Инструкцией по ремонту и обслуживанию автосцепного устройства [5]. Объем обязательных работ конкретных серий локомотивов утверждается нормативными документами железнодорожных администраций. При технических обслуживаниях и ремонте обязательна полная проверка технического состояния оборудования в соответствии с Технологической инструкцией по проведению ТО-2, ТО-3 с применением средств технического диагностирования. При этом средства технической диагностики должны быть метрологически аттестованы, и иметь свидетельства (сертификаты) аттестации.
При подготовке локомотива к скоростному движению обязательной проверке подвергаются: рамы тележек; колесные пары; поверхности катания бандажных и цельнокатанных колес; буксы и буксовые подшипники; узлы и детали рессорного подвешивания; гидродемпферы; люлечные болты, поводки, пружины и другие детали кузовного рессорного подвешивания; боковые опоры кузова; тяговой редуктор, его подвеска и детали тяговой передачи; корпуса редукторов; подшипники тяговой передачи; заземляющие устройства и подходящие к ним провода; узлы и детали сцепного устройства локомотивов; крепление тяговых двигателей к раме тележки; детали балансирной связи колесных пар с рамой тележки тепловоза; крепление приемных катушек АЛС и антенных устройств радиосвязи; предохранительные скобы, тросики и другие устройства, пред-отвращающие падение оборудования на путь; наличие смазки в буксовых направляющих, корпусах тяговых редукторов, боковых опорах, ваннах шкворня; состояние и действие пневматических и электропневматических тормозов; скоростные регуляторы тормозного нажатия на локомотивах; состояние крепления тормозных колодок; тормозная рычажная передача и тормозные колодки; щеточный аппарат, коллекторы и токосъемные устройства тяговых двигателей, вспомогательных машин, заземляющих устройств; подшипники тяговых генераторов и электродвигателей, групповые переключатели и их контакторные элементы, электромагнитные и электропневматические контакторы, высоковольтные контакторные элементы переключателей ступеней, целостность предохранительной мембраны переключателя ступеней; статические преобразователи и устройства их охлаждения; контролеры машиниста, промежуточные контролеры, защитная аппаратура, главные и быстродействующие выключатели, реле; противобоксовочная защита; приборы безопасности; источники питания цепей управления; прожектор, электрические цепи освещения и сигнализации; крышевое оборудование и токоприемники со снятием характеристик; компрессор и его соединение с электродвигателем; состояние и крепление лобовых стекол, стеклоочистителей; состояние и наличие инвентаря и инструмента; проверяется и регулируется работа песочниц. Кроме того, должны проверяться буксовые подшипники и подшипники редуктора с использованием средств и методов вибродиагностирования.
При плановых видах ремонтов подлежат проверке узлы, перечисленные в предыдущем пункте. Кроме того, производится: снятие с локомотивов гидродемпферов с их ревизией и проверкой на стенде до скоростей 0,6 м/с (производится через 1 цикл). До разработки и оснащения депо соответствующим стендом проверку допускается производить со скоростями перемещения штока до 0,1 м/с; проверка состояния корпусов редукторов и анализ в них смазки; проверка работы аппаратов силовой схемы и цепей управления; проверка состояния шкворневого узла; должна производиться корректировка величины диаметра круга катания колес, вводимой в электронный скоростемер по данным замеров. После выполнения технических обслуживаний электровоз проверяется под высоким напряжением. После выполнения ремонтов производится обкатка локомотивов с обычными не скоростными поездами.
При приеме-сдаче локомотива в основном депо, в пунктах оборота, в пунктах смены локомотивных бригад, а также в пути следования на остановках локомотивная бригада обязана обратить особое внимание на состояние: колесных пар, подшипников букс и редуктора (по нагреву), подвески тяговых двигателей и редуктора, деталей тяговой передачи, гидроамортизаторов, деталей крепления приемных катушек локомотивной сигнализации, тормозной рычажной передачи и рессорного подвешивания.
Проверка параметров токоприемников производится в депо и на пунктах технического обслуживания на соответствие их паспортным данным. Осмотр токоприемников производится перед каждым рейсом с обязательной проверкой наличия аэродинамических стабилизаторов (экранов) и предохранительных штифтов на авторегулируемых токоприемниках соответствующих типов, и комиссионно работниками локомотивного депо и дистанции электроснабжения – еженедельно. Одновременно с осмотром измеряется максимальное и минимальное статическое нажатие на контактный провод в диапазоне рабочей высоты; при этом должен производиться осмотр состояния полозов, кареток и демпфирующих устройств (при их наличии). Разница между активной и пассивной составляющими нажатия должна соответствовать нормативным документам, установленным железнодорожными администрациями.
Машинист обязан по прибытии в депо или пункт осмотра, при постановке локомотива на техническое обслуживание или плановый ремонт, кроме записи в журнал технического состояния локомотива, доложить мастеру или бригадиру пункта технического обслуживания (цеха ремонта) о состоянии локомотива и обнаруженных в пути следования неисправностях [5].
Таким образом, переход на скоростное движение железнодорожного транспорта связан, в частности, с ужесточением целого ряда требований к качеству, прежде всего, технических кадров, подвижного состава, инфраструктурных составляющих транспортной системы, качеству их технической эксплуатации и, как правило, приведения всех основных параметров системы в соответствие с требованиями международных стандартов.
Приложение В
Таблица 1
Расчет программы текущего ремонта и технического обслуживания
|
Серии локомотивов
|
Общий пробег поездных локомотивов,тыс. км; парк непоездных локомотивов
|
Нормы пробега между ремонтами, тыс. км; межремонтный срок, год
|
Расчет программы ремонта и технического обслуживания
|
|
в грузовом движении
|
|
1. КР-2
|
29267,83
|
2640
|
11
|
|
2. КР-1
|
29267,83
|
880
|
22
|
|
3. ТР-3
|
29267,83
|
440
|
33
|
|
4. ТР-2
|
29267,83
|
220
|
67
|
|
5. ТР-1
|
29267,83
|
19
|
1407
|
|
поездные локомотивы (пассажирские)
|
|
1. КР-2
|
23367,88
|
2160
|
11
|
|
2. КР-1
|
23367,88
|
760
|
20
|
|
3. ТР-3
|
23367,88
|
360
|
34
|
|
4. ТР-2
|
23367,88
|
180
|
65
|
|
5. ТР-1
|
23367,88
|
18
|
1168
|
|
6. ТО-3
|
-
|
-
|
-
|
|
непоездные локомотивы (маневровые)
|
|
1. КР-2
|
183,96
|
17
|
11
|
|
2. КР-1
|
183,96
|
7,5
|
14
|
|
3. ТР-3
|
183,96
|
2,83
|
41
|
|
4. ТР-2
|
183,96
|
1,42
|
64
|
|
5. ТР-1
|
183,96
|
0,75
|
116
|
|
6. ТО-3
|
183,96
|
0,09
|
1798
|
Приложение Г
Таблица 2
Среднесетевые нормы межремонтных периодов локомотивов
|
Вид, №, серия локомотива
|
Нормативные межремонтные периоды, тыс. км
|
|
|
Техническое обслуживание
ТО-3
|
Текущий ремонт
|
Капитальный ремонт
|
|
|
|
ТР-3
|
ТР-2
|
ТР-1
|
КР-1
|
КР-2
|
|
ВЛ60
|
-
|
360
|
180
|
18
|
720
|
2 160
|
|
ВЛ80
|
-
|
440
|
220
|
19
|
880
|
2 640
|
|
ТЭМ2
|
33
(сутки)
|
34
(мес.)
|
17
(мес.)
|
9
(мес.)
|
7,5
(год)
|
17
(год)
|
Приложение Д
Таблица 3
Нормы простоя локомотивов в ремонте
|
Наименование
|
Техническое обслуживание и текущий ремонт
|
|
|
ТО-3, ч
|
ТР-1, ч
|
ТР-2, сут
|
ТР-3,сут
|
|
Поездной электровоз
|
6
|
15
|
1,5
|
3,8
|
|
Маневровый тепловоз
|
5
|
20
|
4
|
6
|
Приложение Е
Таблица 4
Нормы амортизации на полное восстановление
|
Наименование
|
Норма амортизации,%
|
|
1. Электровозы постоянного и переменного тока
|
3,3
|
|
2. Тепловозы магистральные, дизель-поезда, автоматрисы
|
5,3
|
|
3. Тепловозы маневровые
|
4,0
|
|
4. Электропоезда постоянного и переменного тока
|
3,6
|
Приложение Ж
Ремонт локомотивов
Основанием для расчёта программы ремонта поездных локомотивов являются общий пробег локомотивов в границах их работы и установленная периодичность технического обслуживания и ремонта между соответствующими их видами по каждой серии локомотива. А для непоездных локомотивов – парк работающих локомотивов и установленные межремонтные сроки. Расчёт программы текущих ремонтов и технического обслуживания поездных локомотивов производится по следующим формулам :
Капитальный ремонт по программе КР-2 :
л
МSобщ
NКР-2 = ------------- , (1)
LКР-2
Капитальный ремонт по программе КР-1 :
МSобщ
NКР-1 = -------------- - Nкр-2 , (1.1)
LКР-1
Текущий ремонт по программе ТР-3 :
л
MSобщ
NТР-3 = ---------------- - NКР-2 – NКР-1 , (1.3)
LТР-3
Текущий ремонт по программе ТР-2 :
л
MSобщ
NТР-2 = -------------- - NКР-2 – NКР-1 – NТР-3 , (1.4)
LТР-2
Текущий ремонт по программе ТР-1 :
л
MSобщ
NТР-1 = -------------- - NКР-2 – NКР-1 – NТР-3 – NТР-2 , (1.5)
LТР-1
Техническое обслуживание по программе ТО-3 :
л
MSобщ
NТО-3 = -------------- - NКР-2 – NКР-1 – NТР-3 – NТР-2 – NТР-1 , (1.6)
LТО-3
л
где МSобщ – общий пробег локомотивов в границах их работы км ;
LКР-2 ,LКР-1 ,LТР-3 ,LТР-2 , LТР-1 , LТО-3 – нормы пробега локомотивов между капитальными, текущими ремонтами и техническим обслуживанием (таблица 1.4)
Программа ремонта непоездных локомотивов рассчитывается по формулам :
ман Мман
NКР-2 = ----------- , (1.7)
ТКР-2
ман Мман
NКР-2 = ---------- , (1.8)
ТКР-1
где ТКР-1 ,ТКР-2 –межремонтные сроки.
Расчет программы текущего ремонта и технического обслуживания производится в таблице 5:
Таблица 5
Расчет программы текущего ремонта и технического обслуживания
|
Серии локомотивов
|
Общий пробег поездных локомотивов,тыс. км; парк непоездных локомотивов
|
Нормы пробега между ремонтами, тыс. км; межремонтный срок, год
|
Расчет программы ремонта и технического обслуживания
|
|
в грузовом движении
|
|
1. КР-2
|
29267,83
|
2640
|
11
|
|
2. КР-1
|
29267,83
|
880
|
22
|
|
3. ТР-3
|
29267,83
|
440
|
33
|
|
4. ТР-2
|
29267,83
|
220
|
67
|
|
5. ТР-1
|
29267,83
|
19
|
1407
|
|
поездные локомотивы (пассажирские)
|
|
1. КР-2
|
23367,88
|
2160
|
11
|
|
2. КР-1
|
23367,88
|
760
|
20
|
|
3. ТР-3
|
23367,88
|
360
|
34
|
|
4. ТР-2
|
23367,88
|
180
|
65
|
|
5. ТР-1
|
23367,88
|
18
|
1168
|
|
6. ТО-3
|
-
|
-
|
-
|
|
непоездные локомотивы (маневровые)
|
|
1. КР-2
|
183,96
|
17
|
11
|
|
2. КР-1
|
183,96
|
7,5
|
14
|
|
3. ТР-3
|
183,96
|
2,83
|
41
|
|
4. ТР-2
|
183,96
|
1,42
|
64
|
|
5. ТР-1
|
183,96
|
0,75
|
116
|
|
6. ТО-3
|
183,96
|
0,09
|
1798
|
Приложение З
Схема международных транспортных коридоров на территории Казахстана
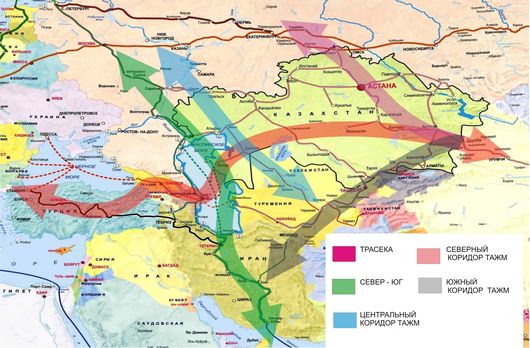
Приложение И
Рекомендуемая рациональная структура вагонного парка РК для обеспечения международного транспортного коридора «Индия – Западная Европа» на участке «Дели – Санкт – Петербург»
|
Вагоны по типам
|
2011г
|
|
Крупногабаритные, Товарноштучные, Контейнеры
|
147,8
|
|
крытые вагоны
|
5834
|
|
Полувагоны
|
22687
|
|
вагоны – платформы
|
5853
|
|
Цистерны
|
5238
|
|
Наливные огнеопасные
|
1225,5
|
|
Итого
|
41000
|
Приложение К
Таблица 6
Фактическое состояние вагонов и перспективное планирование на 2020г
|
Вагоны
|
Фактическое состояние
|
Перспективы на 2020г
|
|
|
На 2010г
|
2011г
|
|
|
Пассажирские (млн/год)
|
18,6
|
19,6
|
48,6
|
|
Грузовые (млн. тонн)
|
248,4
|
267,9
|
848,4
|
|
По видам вагонов
|
|
|
|
|
Крупногабаритные, Товарноштучные, Контейнеры
|
121,56
|
137,8
|
1121,56
|
|
крытые вагоны
|
7809
|
7834
|
9809
|
|
Полувагоны
|
23727
|
23687
|
28727
|
|
вагоны – платформы
|
4823
|
4853
|
5823
|
|
Цистерны
|
6280
|
6238
|
6980
|
|
Наливные
Огнеопасные
|
1105,5
|
1125,5
|
11105,5
|
|
По автотранспорту
|
|
|
|
|
Пассажиров
|
8691,7
|
10594,4
|
13691,7
|
|
грузов (млн. тонн)
|
66,3
|
80,3
|
166,3
|
Приложение Л
Таблица 7
Основные инфраструктурные проекты
|
№
п/п
|
Проекты
|
Протяжен-
ность км
|
Стоимость
млрд. тг.
|
Источник
финансиро-
вания
|
Сроки
реализации
|
|
1.
|
Узень -
государственная
граница с
Туркменистаном
|
146
|
65
|
Республи-
канский
бюджет и заемные средства АО«НК «КТЖ»
|
2009-2011
|
|
2.
|
Коргас - Жетыген
|
293,2
|
153,2
|
Республи-
канский
бюджет,
собственные
и заемные
средства АО
«НК «КТЖ»
|
2009-20122
|
|
3.
|
Ералиево -Курык
|
14,4
|
7,5
|
Концессия
|
2011-2013
|
|
4.
|
Аркалык -Шубарколь
|
248
|
100
|
Не определен
|
2012-2015
|
|
5.
|
Бейнеу - Жезказган
|
988
|
343,9
|
Не определен
|
2015-2019
|
Приложение М
Легкое и среднее техническое обслуживание высокоскоростных поездов при помощи доступа в вагон и пути на опорах (эстакада)
Приложение Н
Пошаговое перемещение вагона при помощи маневрового транспортного
средства (локомобиля) в процессе обработки станком для обточки колесных
пар без выкатки
Приложение О
Путь на опорах (эстакада) с путевыми мостами для смены колесных пар.
PAGE \* MERGEFORMAT 7
Системы технической эксплуатации для обслуживания скоростного железнодорожного транспорта Индия - Западная Европа