Назначение и конструкцию тягового электродвигателя ТЛ-2К1
СОДЕРЖАНИЕ
Введение. Цель и задачи работы……………………………………………….
1 Краткая характеристика тягового электродвигателя ТЛ-2К…..…………..
1.1 Назначение тягового двигателя ТЛ-2К…………………………………….
1.2 Принцип работы…………………………………………………………….
1.3 Устройство ТЛ-2К…………………………………………………………..
2 Ремонт якоря в объеме ТР-3……........................………….……....………..
2.1 Очистка якоря ..........................................………………………..…………
2.2 Дефектировка ......................…………………………………………….….
2.3 Осмотр и ремонт механической части якоря .....................................……
3 Техника безопасности при ремонте электрооборудования……………….
Заключение………………………………………………………………………
Литература……………………………………………………………………….
ВВЕДЕНИЕ.
Основной вид транспорта Российской Федерации – железнодорожный. На его долю приходится более 80% и около 40% всего объема соответственно грузовых и пассажирских перевозок, выполняемых транспортом общего пользования. Железные дороги, будучи основой транспортной системы Российской Федерации, имеют чрезвычайно важное государственное, экономическое, социальное и оборонное значение. От них требуется своевременное, качественное и полное удовлетворение потребностей населения, грузоотправителей и грузополучателей в перевозках.
Железные дороги располагают различными инженерными сооружениями, техническими устройствами и средствами, основным из которых являются железнодорожные пути, подвижной состав (локомотивы и вагоны), локомотивное и вагонное хозяйства, сооружения и устройства сигнализации, связи, электро- и водоснабжения, железнодорожные станции и узлы.
В последние годы создаются новые локомотивы и вагоны для скоростного движения, более современные устройства автоматики, телемеханики, связи, вычислительной техники и путевого хозяйства, проводятся работы по развитию автоматизированной системы управления железнодорожным транспортом (АСУЖТ). Для оптимизации оперативного управления перевозочным процессом созданы автоматизированные диспетчерские центры управления перевозками, функционирующие на базе потоков информации, поступающей в компьютерную сеть АСУЖТ.
Реализуется комплексная программа информатизации железнодорожного транспорта, основанная на применении высокоэффективных информационных технологий во всех его сферах.
Четкая работа и безопасность движения обеспечиваются строжайшим соблюдением Правил технической эксплуатации (ПТЭ) железных дорог Российской Федерации. В новых ПТЭ, введенных в действие в 2000 г., предъявляются более строгие требования к работникам железнодорожного транспорта по эффективному использованию технических средств, обеспечению безопасности движения, сохранности перевозимых грузов и охране окружающей среды.
Железнодорожному транспорту приходится работать в сложных условиях рыночных отношений и социальных реформ. Для обеспечения рентабельности и конкурентоспособности железных дорог на рынке транспортных услуг потребовалось внести структурные изменения в систему управления и изменить технологию перевозочного процесса применительно к условиям рыночной экономики.
В рамках реализации первого этапа Программы структурной реформы на железнодорожном транспорте, утвержденной постановлением Правительства Российской федерации от 18 мая 2001 г. №384, произошло разделение функций государственного регулирования и хозяйственного управления.
Функции государственного регулирования и контроля в отношении всех видов транспорта, включая железнодорожный, возложены на вновь образованное в 2004 г. Министерство транспорта Российской Федерации, а функции управления хозяйственной деятельностью железных дорог переданы открытому акционерному обществу «Российские железные дороги» (ОАО «РЖД»). Процесс реформирования на железнодорожном транспорте направлен на обновление производственно-технической базы отрасли, повышение эффективности и качества работы всех ее звеньев, освоение растущих объемов перевозок.
ЦЕЛЬ РАБОТЫ
Заданием на письменную экзаменационную работу было предложено описать назначение и конструкцию тягового электродвигателя, технологический процесс ремонта его якоря, изучить безопасные приёмы труда, меры по экономичному расходованию материалов при ремонте, а также начертить чертеж на формате А1, содержащий общий вид тягового электродвигателя ТЛ-2К1.
1 КРАТКАЯ ХАРАКТЕРИСТИКА
ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ТЛ-2К
1.1 Назначение тягового двигателя ТЛ-2К.
На электровозе ВЛ10 установлены восемь тяговых электродвигателей типа ТЛ2К. Тяговый электродвигатель постоянного тока ТЛ2К предназначен для преобразования электрической энергии, получаемой из контактной сети, в механическую. Вращающий момент с вала якоря электродвигателя передается на колесную пару через двустороннюю одноступенчатую цилиндрическую косозубую передачу. При такой передаче подшипники двигателя не получают добавочных нагрузок по аксиальному направлению. Подвеска электродвигателя опорно-осевая. Электродвигатель с одной стороны опирается моторно-осевыми подшипниками на ось колесной пары электровоза, а с другой на раму тележки через шарнирную подвеску и резиновые шайбы. Система вентиляции независимая, с подачей вентилирующего воздуха сверху в коллекторную камеру и выбросом сверху с противоположной стороны вдоль оси двигателя. Электрические машины обладают свойством обратимости, заключающимся в том, что одна и та же машина может работать как двигатель и как генератор. Благодаря этому тяговые электродвигатели используют не только для тяги, но и для электрического торможения поездов. При таком торможении тяговые двигатели переводят в генераторный режим, а вырабатываемую ими за счет кинетической или потенциальной энергии поезда электрическую энергию гасят в установленных на электровозах резисторах (реостатное торможение) или отдают в контактную сеть (рекуперативное торможение).
1.2 Принцип работы ТЛ-2К.
При прохождении тока по проводнику, расположенному в магнитном поле, возникает сила электромагнитного взаимодействия, стремящаяся перемещать проводник в направлении, перпендикулярном проводнику и магнитным силовым линиям. Проводники обмотки якоря в определенном порядке присоединены к коллекторным пластинам. На внешней поверхности коллектора установлены щетки положительной (+) и отрицательной (-) полярностей, которые при включении двигателя соединяют коллектор с источником тока. Таким образом, через коллектор и щетки получает питание током обмотка якоря двигателя. Коллектор обеспечивает такое распределение тока в обмотке якоря, при котором ток в проводниках, находящийся в любое мгновение времени под полюсами одной полярности, имеет одно направление, а в проводниках, находящихся под полюсами другой полярности, - противоположное.
Катушки возбуждения и обмотка якоря могут получать питание от разных источников тока, т. е тяговый двигатель будет иметь независимое возбуждение. Обмотка якоря и катушки возбуждения могут быть соединены параллельно и получать питание от одного и того же источника тока, т.е тяговый двигатель будет иметь параллельное возбуждение. Обмотка якоря и катушки возбуждения могут быть соединены последовательно и получать питание от одного источника тока, т.е тяговый двигатель будет иметь последовательное возбуждение. Сложным требованием эксплуатации наиболее полно удовлетворяют двигатели с последовательным возбуждением, поэтому их применяют на электровозах.
1.3 Устройство ТЛ-2К.
Тяговый двигатель ТЛ-2К имеет глухие подшипниковые щиты с выбросом охлаждающего воздуха через специальный патрубок.
Он состоит из остова, якоря, щеточного аппарата и подшипниковых щитов (рис.1). Остов двигателя 3 представляет собой отливку из стали марки 25Л цилиндрической формы и служит одновременно магнитопроводом. К нему крепятся шесть главных 34 и шесть дополнительных 4 полюсов, поворотная траверса 24 с шестью щеткодержателями 1 и щиты с роликовыми подшипниками, в которых вращается якорь 5 двигателя. С наружной поверхности остов имеет два прилива 27 для крепления букс моторно-осевых подшипников, прилив и съемный кронштейн для подвески двигателя, предохранительные приливы и приливы с отверстиями для транспортировки. Со стороны коллектора имеются три люка, предназначенные для осмотра щеточного аппарата и коллектора. Люки герметично закрываются крышками. Крышка верхнего коллекторного люка укреплена на остове специальным пружинным замком, крышка нижнего одним болтом М20 и специальным болтом с цилиндрической пружиной и крышка второго нижнего люка четырьмя болтами М12. Для подачи воздуха имеется вентиляционный люк. Выход вентилирующего воздуха осуществлен со стороны, противоположной коллектору, через специальный кожух, укрепленный на подшипниковом щите и остове.
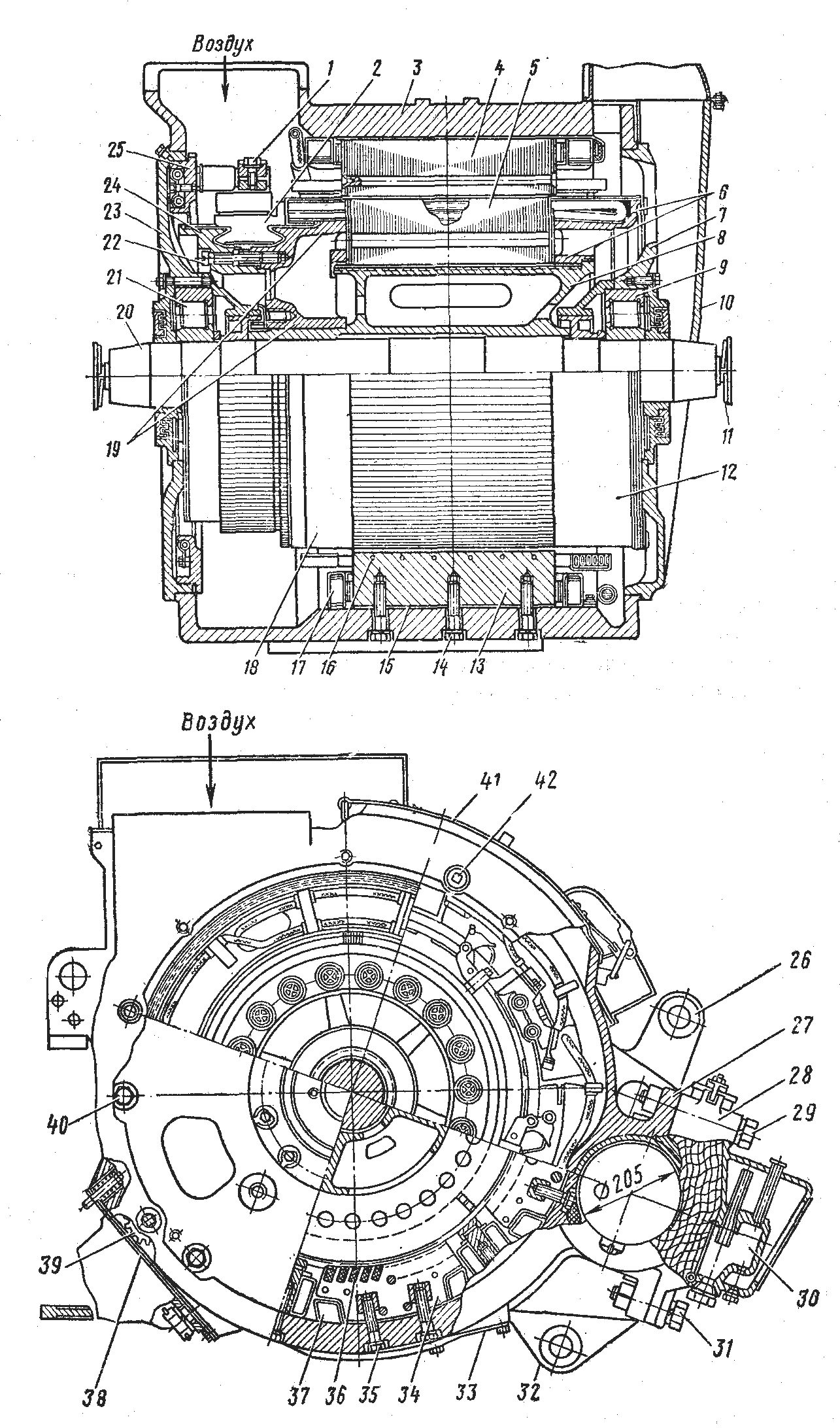
Рис. 1 Тяговый двигатель ТЛ-2К
Выводы из двигателя выполнены кабелем марки ПМУ-4000 сечением 120 мм2. Кабели защищены брезентовыми чехлами с комбинированной пропиткой. На кабелях имеются ярлычки из полихлорвиниловых трубок с обозначениями Я, ЯЯ, К и КК. Выводные кабели Я и ЯЯ соединены с обмотками: якоря, дополнительных полюсов и с компенсационной , а выводные кабели К и КК соединены с обмотками главных полюсов.
Сердечники главных полюсов собраны из листовой электротехнической стали толщиной 0,5 мм, скреплены заклепками и укреплены на остове четырьмя болтами М24 каждый. Между сердечником главного полюса и остовом имеется одна стальная прокладка толщиной 0,5 мм. Катушка главного полюса, имеющая 19 витков, намотана на ребро из мягкой ленточной меди МГМ размерами 1,?95 65 мм, изогнута по радиусу для обеспечения прилегания к внутренней поверхности остова. Корпусная изоляция состоит из восьми слоев стекломикаленты марки ЛМК-ТТ 0,13*30 мм и одного слоя стеклоленты толщиной 0,2 мм, уложенных с перекрытием в половину ширины ленты. Межвитковая изоляция выполнена из бумаги асбестовой в два ряда слоя толщиной 0,2 мм и пропитана лаком К-58. Для улучшения рабочих характеристик двигателя применена компенсационная обмотка, расположенная в пазах, проштампованных в наконечниках главных полюсов, и соединенная с обмоткой якоря последовательно. Компенсационная обмотка состоит из шести катушек, намотанных из мягкой прямоугольной медной проволоки МГМ сечением 3,28?22 мм и имеет 10 витков. В каждом пазу расположено по два стержня. Корпусная изоляция состоит из 9 слоев микаленты марки ЛФЧ-ББ 0,1х20 мм и одного слоя стеклоленты толщиной 0,1 мм, уложенных с перекрытием в половину ширины ленты. Витковая изоляция имеет один слой микаленты толщиной 0,1 мм, уложенной с перекрытием в половину ширины ленты. Крепление компенсационной обмотки в пазах клиньями из текстолита марки Б.
Сердечники дополнительных полюсов выполнены из толстолистового проката или поковки и укреплены на остове тремя болтами М20 каждый. Для уменьшения насыщения добавочного полюса между остовом и сердечником дополнительных полюсов предусмотрены латунные прокладки толщиной 7 мм. Катушки дополнительных полюсов намотаны на ребро из мягкой медной проволоки МГМ сечением 6х20 мм и имеют 10 витков каждая.
Корпусная и покровная изоляция этих катушек аналогична изоляции катушек главного полюса. Межвитковая изоляция состоит из асбестовых прокладок толщиной 0,5 мм, пропитанных лаком К-58.
Щеточный аппарат тягового электродвигателя состоит из траверсы разрезного типа с поворотным механизмом, шести кронштейнов и шести щеткодержателей. Траверса стальная, отливка швеллерного сечения имеет по наружному ободу зубчатый венец, входящий в зацепление с шестерней поворотного механизма. В остове фиксирована и застопорена траверса щеточного аппарата болтом фиксатора, установленным на наружной стенке верхнего коллекторного люка, и прижата к подшипниковому щиту двумя болтами стопорного устройства: одно – внизу остова, второе – со стороны подвески. Электрическое соединение кронштейнов траверсы между собой выполнено кабелями ПС-4000 сечением 50 мм2.
Кронштейны щеткодержателя разъемные (из двух половин) закреплены болтами М20 на двух изоляционных пальцах, установленных на траверсе. Изоляционные пальцы представляют собой стальные шпильки, опрессованные прессмассой АГ-4, сверху на них насажены фарфоровые изоляторы. Щеткодержатель имеет две цилиндрические пружины, работающие на растяжение. Пружины закреплены одним концом на оси, вставленной в отверстие корпуса щеткодержателя, другим на оси нажимного пальца с помощью регулирующего винта, которым регулируют натяжение пружины. Кинематика нажимного механизма выбрана так, что в рабочем диапазоне обеспечивает практически постоянное нажатие на щетку. Кроме того, при максимально допустимом износе щетки давление нажимного пальца на нее автоматически прекращается. Это позволяет предотвратить повреждение рабочей поверхности коллектора шунтами сработанных щеток. В окна щеткодержателя вставлены две разрезные щетки марки ЭГ-61 размером 2(8х50)х60 мм с резиновыми амортизаторами. Крепление щеткодержателей к кронштейну осуществлено шпилькой и гайкой.
Для более надежного крепления и для регулировки положения щеткодержателя относительно рабочей поверхности по высоте коллектора на корпусе щеткодержателя и кронштейна предусмотрена гребенка.
Якорь двигателя состоит из коллектора обмотки, вложенной в пазы сердечника, набранного в пакет из лакированных листов электротехнической стали марки Э-22 толщиной, 0,5 мм, стальной втулки, задней и передней нажимных шайб, вала, катушек и 25 секционных уравнителей, концы которых впаяны в петушки коллектора. В сердечнике имеется один ряд аксиальных отверстий для прохода вентилирующего воздуха. Передняя нажимная шайба одновременно служит корпусом коллектора. Все детали якоря собраны на общей втулке коробчатой формы, напрессованной на вал якоря, что обеспечивает его замены. Катушка имеет 14 отдельных проводников, расположенных по высоте в два ряда, и по семи проводников в ряду, они изготовлены из ленточной меди размером 0,9?8,0 мм марки МГМ и изолированы одним слоем с перекрытием в половину ширины микаленты ЛФЧ-ББ толщиной 0,075 мм. Корпусная изоляция пазовой части катушки состоит из шести слоев стеклослюдянитовой ленты ЛСК-110тт 0,11х20 мм, одного слоя ленты электроизоляционного фторопласта толщиной 0,03 мм и одного слоя стеклоленты толщиной 0,1 мм, уложенных с перекрытием в половину ширины ленты. Уравнители секционные изготавливают из трех проводов сечением 0,90х2,83 мм марки ПЭТВСД. Изоляция каждого провода состоит из одного слоя стеклослюдянитовой ленты ЛСК-110тт 0,11х20 мм, одного слоя ленты электроизоляционного фторопласта толщиной 0,03 мм и одного слоя стеклоленты толщиной 0,11 мм. Вся изоляция уложена с перекрытием половины ширины ленты. В пазовой части обмотка якоря крепится текстолитовыми клиньями, а в лобовой части – стеклобандажом. Коллектор тягового двигателя с диаметром рабочей поверхности 660 мм состоит из 525 медных пластин, изолированных друг от друга миканитовыми прокладками.
От нажимного конуса и корпуса коллектор изолирован миканитовыми манжетами и цилиндром. Обмотка якоря имеет следующие данные: число пазов – 75, шаг по пазам – 1 – 13, число коллекторных пластин – 525, шаг по коллектору – 1 – 2, шаг уравнителей по коллектору – 1 – 176.
Якорные подшипники двигателя тяжелой серии с цилиндрическими роликами типа 8Н2428М обеспечивают разбег якоря в пределах 6,3 – 8,1 мм. Наружные кольца подшипников запрессованы в щиты подшипников, а внутренние кольца напрессованы на вал якоря. Подшипниковые камеры для предотвращения воздействия внешней среды и утечки смазки имеют уплотнения. Подшипниковые щиты запрессованы в остов и прикреплены к нему каждый восемью болтами М24 с пружинными шайбами. Моторно-осевые подшипники состоят из латунных вкладышей, залитых по внутренней поверхности баббитом Б16, и букс с постоянным уровнем смазки. Буксы имеют окно для подачи смазки. Для предотвращения поворота вкладышей предусмотрено в буксе шпоночное соединение.
2 РЕМОНТ ЯКОРЯ В ОБЪЕМЕ ТР-3
2.1 Очистка якоря
Перед осмотром и ремонтом якорь очищают. При работе тягового двигателя для улучшения отвода тепла от нагретой обмотки якорь постоянно обдувается потоком охлаждающего воздуха, подаваемого в двигатель от вентиляторов под некоторым напором. Воздух несет с собой частицы пыли, а также продукты износа электрощеток. С охлаждающим воздухом внутрь двигателя проникает влага, снег. Эти загрязнения и влага попадают в зазоры между шинками секций обмотки у петушков коллектора, в межламельные промежутки коллектора и вентиляционные каналы сердечника якоря, а также скапливаются на поверхности якоря, в углублениях между катушками на выходе их из паза, на изолированном конусе коллектора особенно тогда, когда его глянцевая поверхность обожжена круговым огнем.
Наличие щеточной пыли и других загрязнений на изолированных поверхностях якоря значительно снижает устойчивость двигателя к перебросам, а также электрическую прочность изоляции обмоток и коллектора. Пыль, смешанная с влагой, накапливается также на стенках вентиляционных каналов сердечника; при этом живое сечение каналов уменьшается и ухудшается теплоотвод от сердечника. Это приводит к увеличению нагрева обмоток в эксплуатации, снижению их надежности и срока службы. Пыль и загрязнения при пропитке якорей могут попадать в пропиточный лак и вместе с ним проникать в изоляцию обмотки, что значительно снижает изоляционные характеристики обмоток и способствует их повреждению.
Следовательно, очистку якорей следует рассматривать как одну из важнейших операций при их ремонте и поэтому необходимо следить за тем, чтобы производилась она тщательно. Все щели, в которых возможны скопления загрязнений, продувают и очищают пылесосом, а поверхностные загрязнения удаляют продувкой и протиркой поверхности сначала увлажненными в бензине (изоляционные поверхности, коллектор) или керосине (другие металлические поверхности), а затем сухими техническими салфетками.
Вентиляционные каналы прочищают специальными щетками-ершами. В настоящее время с целью повышения эффективности очистки якорей проводят работы по изысканию составов синтетических моющих средств, а в отдельных депо осуществляют практические шаги по их применению. Такими средствами являются водные растворы «Концентрат-Термос» («Термос-К»), МЛ-80, отходы производства синтамида и др. В состав «Термос-К» и других синтетических моющих средств входят поверхностно-активные вещества, которые способствуют хорошей очистке загрязненных поверхностей. Целесообразно применение этих веществ осуществлять в моечных машинах. Преимуществом этих средств является также возможность их регенерации, т. е. при накоплении в моющих растворах загрязнений сверх установленных норм они могут подвергаться очистке и вновь использоваться. Синтетические моющие средства необходимо применять в соответствии с действующей инструкцией.
2.2 Дефектировка
После очистки для удобства осмотра якорь устанавливают на специальную установку, обеспечивающую возможность его поворота, на которой проверяют состояние его изоляции, выявляют степень износа его
узлов и дефектные детали. Перед тем как приступить к ремонту якоря, измеряют сопротивление его изоляции, активное сопротивление обмотки, обращают внимание на наличие межвитковых замыканий и обрывов витков секций, а также качество пайки обмотки в петушках коллектора.
При замерах сопротивления изоляции один выводной конец мегаомметра прикладывают к коллектору, который предварительно закорачивают проводом, другой — к валу якоря. Сопротивление изоляции якоря при этих измерениях, т. е. в холодном состоянии, должно быть не ниже 5 МОм. Если оно ниже, это означает, что в обмотке якоря или в изоляции коллектора имеются дефекты либо изоляция увлажнена. При пробое изоляции или очень сильном увлажнении мегаомметр покажет 0.
После контроля сопротивления изоляции якоря проверяют на наличие межвитковых замыканий. Межвитковое замыкание, если оно произошло в доступном для осмотра месте, иногда удается обнаружить при внешнем осмотре якоря и коллектора. Более тщательную проверку наличия межвитковых замыканий выполняют специальными приспособлениями.
2.3 Осмотр и ремонт механической части якоря
Магнитный контроль шеек и конусов вала выполняют круглыми магнитно-порошковыми дефектоскопами переменного тока. Каждый конус вала проверяют при двух положениях дефектоскопа, устанавливая его то с одной, то с другой стороны проверяемой поверхности. Шейки вала под якорные подшипники, а также внутренние кольца роликовых подшипников, если их не требуется снимать с вала, проверяют при одном положении дефектоскопа. Наиболее часто трещины появляются в переходных галтелях вала, поэтому при магнитной дефектоскопии эти места проверяют особенно тщательно. Если на шейках вала обнаружены задиры, трещины или другие дефекты, дефектную шейку протачивают до полного удаления дефекта.
Восстановление изношенных поверхностей валов. Перед наплавкой поверхность очищают от загрязнений, обезжиривают и проверяют магнитным дефектоскопом. Если на поверхностях, подлежащих наплавке, имеются вмятины или забоины глубиной до 2 мм, то вал протачивают до удаления этих дефектов. Если наплавку начинают на поверхностях, находящихся от торца вала на расстоянии более 50 мм, то предварительно вал необходимо подогреть до температуры 300—350 °С. Для подогрева используют индукционный нагреватель. Подогрев должен быть равномерным. Если наплавку выполняют с торца, то подогрев необязателен. В этом случае на торец закрепляют специальное кольцо из малоуглеродистой стали шириной 20 мм. С этого кольца начинают наплавку.
После наплавки шов зачищают до металлического блеска. Никакие дефекты в наплавленном металле не допускаются. При наплавке в два слоя первый слой зачищают до металлического блеска, проверяют, затем наплавляют второй слой. Наплавку вала начинают на меньшем диаметре и ведут в направлении к галтели. После прохода галтели обязательно наплавляют еще 2—3 витка на участке большего диаметра.
Наплавленные места валов протачивают, а затем проверяют магнитным дефектоскопом и упрочняют накаткой. Накатке подвергают всю наплавленную поверхность и прилегающие к ней участки вала на длине 30—50 мм, а также переходные галтели. Перед накаткой поверхности вала должны быть обточены и иметь шероховатость по 5-му классу.
Накатку выполняют на токарном станке при помощи двух роликовых приспособлений, оборудованных автоматическим регулятором давления, обеспечивающим постоянное усилие накатки. В приспособлении имеются два ролика — упрочняющий и сглаживающий диаметром 100 мм. Профильный радиус упрочняющего ролика 14 мм, сглаживающего — 50 мм. Усилие накатки 14 кН (1400 кгс), подача станка 0,2—0,3 об/мин, частота вращения вала 250 об/мин.
Уменьшение диаметра вала после накатки должно быть в пределах 0,03—0,05 мм. Накатываемую поверхность смазывают машинным маслом. После накатки вал шлифуют. Размеры и чистота обработки восстановленных шеек и конуса вала должны соответствовать размерам и чистоте обработки, указанным в чертежах и правилах ремонта.
При ремонте тяговых двигателей, и особенно двигателей ТЛ-2К1, необходимо внимательно осматривать якорь, обращая особое внимание на плотность посадки его элементов, и не допускать выпуска в эксплуатацию якорей с указанными дефектами.
Очень тщательно следует проверять плотность установки пакета сердечника на якорях, у которых обнаружены обрывы витков обмотки якоря. Обрывы секций обмотки якоря ухудшают коммутацию тягового двигателя, и часто их можно обнаружить по состоянию коллектора и электрощеток. На коллекторных пластинах, которые были соединены с оборванными секциями, и на коллекторных пластинах, находящихся рядом с ними, обычно имеются подгары и оплавления, наблюдаются также подгары на электрощетках. Можно обнаружить подгары также на коллекторных пластинах, отстоящих от дефектных (с обрывом секции) на двойное полюсное деление. В отдельных случаях в петушках коллекторов с обрывом секций имеются следы выплавления припоя. Якоря, имеющие ослабление пакета сердечника и задней нажимной шайбы, необходимо отправлять в капитальный ремонт. О наличии таких дефектов следует обязательно указывать в техническом паспорте якоря перед его отправкой на ремонтный завод.
3 ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ ЭЛЕКТРОМАШИН
1) Слесарь по ремонту ТЭД допускается к работе после медицинского освидетельствования, специального обучения, после инструктажа и последующей проверке знаний, а так же инструктажа на рабочем месте.
2) Приступить к выполнению производственного задания, если известны безопасные способы его выполнения. В случае неясности обратиться к мастеру за распоряжением. При получении новой работы требовать от мастера дополнительного инструктажа по техники безопасности.
3) Находясь на территории завода или депо, цеха, участка – быть внимательным к сигналам, подаваемые водителем транспорта.
4) При работе около электросварки требовать ограждения места сварки.
5) При несчастном случае немедленно обратиться в медпункт, поставив при этом в известность мастера или бригадира.
6) К работе с грузоподъемными механизмами могут быть допущены лица не моложе 18 лет, специально обученные, имеющие удостоверение.
Перед началом работы.
1) Привести в порядок рабочую одежду, застегнуть рукава, подобрать подобрать волосы под плотно облегающий головной убор.
2) Организовать свое рабочее время так, чтобы все необходимое для работы было под руками.
3) Проверить исправность инструмента.
4) На станке проверить зазор между краем подручника и рабочей частью шлифовального круга (не более 3мм).
5) Необходимо убедиться в исправности круга, во время работы станка необходимо стоять сбоку относительно плоскости вращения круга.
Во время работы.
1) Пользоваться исправным инструментом и предусмотренном в тех процессе.
2) При работе на наждачном станке пользоваться защитными очками или защитным экраном.
3) При работе на сверлильном станке: а) не наклоняться близко к сверлу, б) плотно закрепить сверло в патрон, в) сжатые детали удерживать при помощи клещей, г) напряжение переносного электроинструмента должно быть не более 36В.
По окончании работы.
1) Проверить наличие инструмента.
2) Инструмент убрать в шкаф.
3) Привести в порядок рабочее место.
4) Не мыть руки в масле, керосине, не вытирать их обтирочным материалом.
Запрещается.
1) В цехах и на участках проходить по сложенному материалу, детали, а так же под поднятым грузом.
2) Находиться с открытым огнем в близи газовых баллонов и легковоспламеняющихся жидкостей.
3) Включать и останавливать машины, станки, механизмы работа, которая не поручена администрацией.
4) Прикасаться к аппаратам общего освещения и оборванным электропроводом.
5) Наращивать ключи другими предметами.
6) Работать неисправным инструментом.
7) Не курить в цехе, участке, на рабочем месте, курить на специальном оборудованном месте.
8) Соблюдать правила пожарной безопасности.
Наибольшую опасность при осмотре и ремонте электрических машин предоставляет поражения электрическим током пониженного напряжения при шлифовке или обточке коллекторов, сушке изоляции тяговых двигателей током низкого напряжения.
Возможны так же ожоги и травмирования рук при работе на неостывшем двигателе, смене щеткодержателей постановки кронштейнов без применения специального инструмента. Поэтому применяют специальные ключи для смены щеткодержателей и их кронштейнов приспособления с изолированным резцом для коллекторов, колодки с изолированными ручками для шлифовки коллекторов. При осмотре и ремонте необходимо строго выполнять требования техники безопасности. При пропиточных работах и особенно компаундирующих, на ряду с правилами техники безопасности соблюдать так же противопожарные мероприятия. Выполнение работ с деталями из пластмассы, особенно из стекла пластика, требует обязательного соблюдения правил техники безопасности. Стеклянная пыль, стеклопластики, попадая на кожу, вызывает ее раздражение и зуд.
Перед началом работы рекомендуется чистые, сухие руки смазать пастой. Биологические перчатки их просушить на воздухе 5-7 минут. Рабочая одежда должна иметь длинные рукава и глухой воротник.
Во время работы нельзя касаться открытых частей тела руками, загрязненными пылью и эпоксидным компаундом. Остатки компаунда с рук смывают спиртоканифольной смесью и затем моют руки горячей водой с мылом и смазывают глицерином. При испытаниях необходимо исключить возможность соприкосновения с вращающимися частями и особенно касаться токоведущих частей, находящихся под напряжением, кроме того, необходимо обеспечивать выполнение всех требований промышленной санитарии, предъявляемых к помещению, где ремонтируют и испытывают электрические машины.
ЗАКЛЮЧЕНИЕ
В процессе выполнения настоящей работы я хорошо изучил конструкцию и принцип действия тягового электродвигателя ТЛ-2К1, установленного на электровозе ВЛ-10. Я ознакомился с правилами их ремонта, как теоретически, по учебникам, так и практически, во время прохождения слесарной практики. Особое внимание я уделил тому узлу двигателя, который обозначен в теме моей работы – якоря. Я научился безопасным приемам труда, соблюдал меры безопасности при нахождении на железнодорожных путях, правила личной гигиены.
Считаю, что работа над ПЭР и производственная практика помогли мне закрепить теоретические знания, полученные в лицее, и подготовиться к самостоятельной работе.
ЛИТЕРАТУРА
- Правила МПС России от 26.05.2000 № ЦРБ-756 «Правила технической эксплуатации железных дорог Российской Федерации».
- Алябьев С.А. и др. Устройство и ремонт электровозов постоянного тока. Учебник для технических школ ж.д. транспорта - М., Транспорт, 1977
- Дубровский З.М. и др. Электровоз. Управление и обслуживание. - М., Транспорт, 1979
- Красковская С.Н. и др. Текущий ремонт и техническое обслуживание электровозов постоянного тока. - М., Транспорт, 1989
- Афонин Г.С., Барщенков В.Н., Кондратьев Н.В. Устройство и эксплуатация тормозного оборудования подвижного состава. Учебник для начального профессионального образования. М.: Издательский центр «Академия», 2005.
- Кикнадзе О.А. Электровозы ВЛ-10 и ВЛ-10у. М.: Транспорт, 1975
- Охрана труда на железнодорожном транспорте и в транспортном строительстве. Учебник для учащихся техникумов ж.д транспорта. - М., Транспорт, 1983
Назначение и конструкцию тягового электродвигателя ТЛ-2К1