Строительство цементного завода
Введение
В последнее время после кризиса 2008 года в России и в мире темпы роста производства и потребления цемента возросли. Это, прежде всего, связано с тем, что произошел и рост потребности в строительных материалах, важнейшим из которых является цемент.
Цемент и бетон вместе занимают второе место в мире по потреблению после воды. Производство этого вида вяжущего все время растет и на сегодняшний день его производится приблизительно 3,5 млрд тонн в год. Основным местом производства и потребления является Азия. Лидирующее место в мире занимает Китай. На его долю приходится чуть больше 50% всего мирового производства.
В России в 2014 году выпуск цемента составил чуть больше 68 млн тонн. Основными странами – поставщиками цемента в нашу страну являются Беларусь, Иран, Турция, Китай. Основными экспортерами являются Мальцовский портландцемент, Вольскцемент и Новотроицкий цементный завод. Однако ввоз и вывоз цемента в нашей стране составляет не более 5% от всего производства.
Подавляющее количество заводов (около 80%) на территории России используют мокрый способ производства. Оставшаяся часть используют сухой или комбинированный способ производства цемента. Практически все заводы, работающие по сухому способу производства, построились не так давно или были переведены из мокрого способа. Это связано с тем, что удельный расход топлива на получения 1 кг клинкера в сухом способе ниже, чем в мокром. Причиной этому служит то, что в мокром способе часть энергии горения топлива используется на то, чтобы удалить влагу (около 40%) из сырьевой смеси (шлама), а в сухом способе затраты энергии на этот процесс ничтожно малы или практически отсутствуют. В связи с этим сухой способ производства очень распространен на Западе, да и в Китае.
Европейские технологи, привыкшие считать все, уже ощутили выгоду сухого способа производства цемента. В нашей же стране его преимущество ощутили не все производители цемента. Однако тенденция постройки таких заводов или перевод с другого способа производства такова, что сухой способ производства начинает смещать мокрый.
Важным технологическим решение постройки завода является не только выбор географического места расположения предприятия по отношению к ресурсам и транспортным линиям, но выбор технологии производства. Очевидным выглядит выбор среди имеющихся способов сухой способ производства цемента.
1. Обоснование точки строительства цементного завода
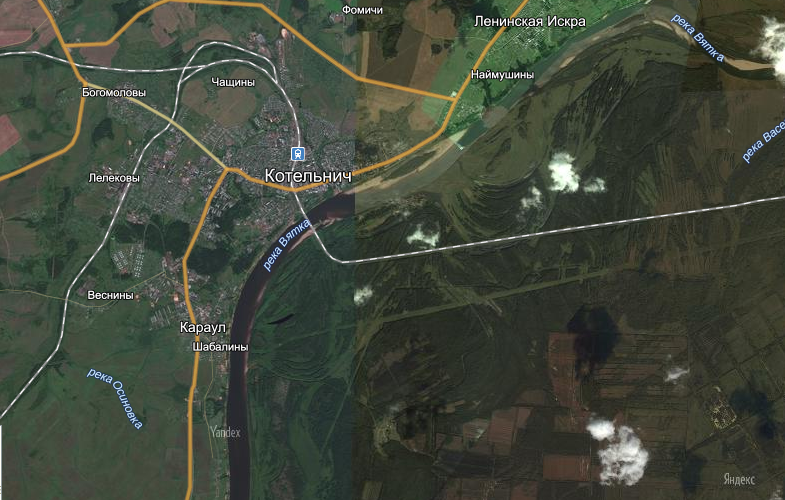
Проектируемый цементный завод расположен в Кировской области в г. Котельнич. Кировская область расположена в Приволжском Федеральном округе. В данный период в этом регионе происходит бурный подъем потребности в строительных материалах различного вида, самым востребованным из которых является цемент. Расположение места строительства предприятия представлено на рисунке 1.
|
|
|
Рисунок 1. Месторасположение точки строительства цементного завода [2].
|
В настоящий момент Приволжский федеральный округ остается лидером среди всех других федеральных округов России по объемам выпуска цемента в стране, однако это лидерство может быть потеряно уже в этом году, при сохранении текущих темпов.
По состоянию на конец февраля в Приволжском округе было произведено 1 млн. 587,5 тыс. тонн цемента в 2014 году - что лишь на 2% больше, чем у сопоставимого по объемам Центрального федерального округа, где за январь-февраль текущего года было выпущено 1 млн. 557,1 тыс. тонн цемента. Однако еще 2 года назад эта разница была более значительной, когда сомнений в лидерстве Приволжья еще не было: 17,8%, или 223,1 тыс. тонн. Год назад отставание было уже меньшим - 6,7%, или 100 тыс. тонн. При таких темпах Центральный округ может стать лидером по объемам выпуска цемента в стране уже в 2015 году. Этому способствует различная динамика производства строительного материала в текущем году. Так, например, в то время как в Центральном федеральном округе в феврале производство цемента выросло, причем выросло весьма существенно - на 7,2% к такому же месяцу прошлого года, - в Приволжском округе за тот же период выпуск строительного материала снизился на 2% [1].
Данный экономический район расположен в центральной части Европейской территории России в бассейнах рек Волги и Вятки. В его состав входят республики Марий Эл, Мордовия, Чувашская, Нижегородская и Кировская области. Площадь района составляет 266,3 тыс. км2 или 1,5 % территории России. Кировская область граничит с Горьковской, Костромской, Волгоградской, Пермской, Коми, Удмурдской и Марийской областями. Кировская область занимает площадь 120,8 тыс. км2 с населением 1688 тыс. человек. В области 39 районов, 19 городов и 53 поселка городского типа. Центральным городом области является город Киров. В области имеется 54 профессиональных училища; 29 техникумов; 3 ВУЗа: педагогический, сельскохозяйственный, поли-технический институты. Кировская область по объемам промышленного производства занимает второе место в районе. Основными отраслями являются машиностроение, в том числе электронное, производство бытовой техники, станков, лесная, дерево-обрабатывающая и целлюлозно-бумажная, химическая и пищевая промышленность. Область является высоко урбанизированной. В связи с реализацией федеральных программ «Жилищно-Коммунального строительства», регион испытывает дефицит цемента. Близлежащий Сланцевский завод находится в упадке, а цементные заводы: Подольский, Новолипецкий, Воркутинский, Старооскольский располагаются на расстоянии 700 км. Кроме того, существует возможность выйти на крупный рынок строительства в Москве и Московской области благодаря близкому расположению. Кировская область располагает сырьевой базой – имеются месторождения глины и известняка.
Очень важно, что месторождение сырья расположено близко к железной дороги (около 10-11 км), что позволит завозить сырье и транспортировать продукт к потребителю с помощью данного вида транспорта. Также близко расположена автомобильная дорога Р-176, на расстоянии около 3-5 км от месторождения.
Строительство цементного завода в г. Котельнич целесообразно, так как здесь имеется основное сырье для производства цемента, близость транспортных путей, а также существует потребность региона в цементе.
2. Характеристика месторождения сырья газо-, электро- и водоснабжение предприятия
Проектом предусмотрено строительство цементного завода в поселке на окраине города Котельнич, расположенного в 90 км от города Киров.
Сырьевой базой служит Береснятское месторождение известняка и глины, расположенное в 11 км к Северо-Западу от ближайшей станции Котельнич Горьковской ж/д., промышленные запасы которого приведены в таблице.
Таблица1
Промышленные запасы сырья
|
Месторождение
|
Расстояние до
ближайших
ж/д. станций
|
Сырьё
|
Балансовые запасы, тыс. т.
|
Мощность завода, тыс. т.
|
|
|
|
|
А+В
|
С
|
Всего
|
|
|
Береснятское
|
Ст. Котельнич, 11 км к северо-западу
|
Известняк
|
40001
|
48582
|
88583
|
1000
|
|
|
|
Глина
|
11816
|
12470
|
24286
|
|
В геологическом строении района месторождения принимают участие верхнепермские и четвертичные отложения. Полезная толща представлена рифовыми известняками нижнеказанского подъяруса и четвертичными демовиальными глинами и суглинками. Мощность известняков от 13 до 36 м., составляя в среднем по отдельным блокам 20,0 – 27,0 м. В качестве глинистого компонента цементного сырья разведаны делювиальные глины, залегающие непосредственно под почвенным слоем. Полезная толща глин достигает 22 м. К вскрышным породам отнесены не вошедшая в подсчет запасов толща четвертичных отложений и породы верхнеказанского подъяруса. Отложения верхнеказанского подъяруса представлены известняками, мергелями и глинами, суммарная мощность которых достигает иногда 26 м. Средняя по блокам подсчета запасов мощность вскрыши 2,5 – 16,9 м.
Гидрогеологические условия месторождения несложные. Небольшие скопления воды имеются в элювно-делювиальных глинах и верхнеказанских отложениях. В элювно-делювиальных глинах в северо-западной части разведанной площади отмечена верховодка; небольшое накопление верховодки происходит, по-видимому, за счет имеющихся небольших прослоев опесчаненных глин и песков. Верхнеказанские отложения обводнены не по всей разведанной площади; основная зона обводнения находится в центральной части месторождения. Степень водообильности пород верхнеказанского подъяруса крайне неравномерна и объясняется частой сменой литологоического состава пород даже на небольших расстояниях; удельный дебит колеблется от 0,2 – 0,7 до 3,2 л/сек.
Продуктивная толща рифовых известняков безводна; при бурении они поглощают воду вышележащих горизонтов. Предполагается два способа дренажа обводненной зоны верхнеказанского подъяруса: откачка воды, поступающей в котлованы и сброс её в реку Немду или в овраг «Городище», либо бурение целого ряда поглощающих скважин.
Рифовые известняки характеризуются весьма однородным выдержанным химическим составом на всей разведанной площади средневзвешенный химический состав их по блокам подсчета запасов, характеризуется следующими данными (в % ):
Таблица 2
Средневзвешенный химический состав рифовых известняков
по блокам подсчёта запасов, %
|
СаО
|
МgО
|
Аl2О3
|
Fe2O3
|
SО3
|
SiО2
|
|
53,43 – 54,0
|
0,79 – 1,13
|
0,37 – 0,38
|
0,18
|
0,27 – 0,28
|
0,62 – 0,73
|
П.П.П. = 43,28 – 43,52; n = 1,11 – 1,30; p = 2,04 – 2,11.
Рифовые известняки береснятского месторождения обладают большим сопротивлением размалываемости, что объясняется наличием перекристаллизованных разностей. Физико-механические свойства их характеризуются следующими данными:
Влажность 6 % ;
Объемный вес 1,5 – 2,69 г/см;
Прочность в сухом состоянии 80 – 150 кг/см
и по отдельным пробам 48,7 – 494,4 кг/см;
после замораживания 42,8 – 180,9 кг/см;
Водопоглащение 0,31 – 14,63 %;
Пористость 5,11 –45,3.
Объемный вес известняков, определенный в полевых условиях, равен 1,75 т/м.
Средневзвешенный химический состав глин по блокам подсчета запасов всего месторождения, следующий ( в % ):
Таблица 3
Средневзвешенный химический состав глин по блокам
подсчёта запасов всего месторождения, %
|
SiO2
|
Al2О3
|
Fе2О3
|
СаО
|
МgО
|
SО3
|
|
68,92 – 70,09
|
12,95 – 13,49
|
5,5 – 5,86
|
1,60 – 1,69
|
1,47 – 1,54
|
0,15 – 0,17
|
П.П.П. = 4,19 – 4,61; n = 3,56 – 3,77; p = 2,26 – 2,37.
Гранулометрический состав глин отвечает требованиям промышленности и характеризуется в основном тонким фракционным составом.
Объемный вес глин, по данным полевого определения равен 1,81 т/м.
Технологические полузаводские испытания, проведенные на Подольском опытном заводе, показали пригодность известняков и глин Береснятского месторождения для получения цемента марок 500 и 600. При составлении сырьевой смеси необходимо вводить корректирующую железосодержащую добавку – колчеданные огарки для снижения значений силикатного и глиноземного модулей.
Количество выявленных запасов цементного сырья достаточно для обеспечения крупного завода на амортизационный срок. Расширение сырьевой базы возможно за счет непосредственно примыкающего к разведанной площади с запада и северо-запада Борисовского участка, где в результате поисково-разведовательных работ подсчитаны по категории С2 запасы цементного сырья в количестве:
Рифовые известняки 37 млн.т., Делювиальные глины 4 млн.т.
4. Технологическая часть
Теоретические основы производства портландцемента
Теоретические основы производства портландцемента
Процесс производства портландцемента состоит из следующих основных операций:
1. Добыча на карьерах карбонатного и глинистого сырья и доставка их на завод.
2. Приготовление сырьевой смеси и её корректирование, усреднение.
3. Получение сырьевой шихты.
4. Обжиг клинкера.
5. Хранение клинкера на складах.
6. Дробление и тонкого измельчение клинкера (совместно с гипсом и добавками).
7. Хранение цемента в силосах.
Добыча на карьерах карбонатного и глинистого сырья и доставка их на завод
Планирование добычи сырья и оперативное управление работой карьера является важным элементом технологии в целом. Месторождение сырья разрабатывают открытым способом непосредственно с земной поверхности. Слой полезной горной массы обычно закрыт пустой породой и в комплекс добычных работ входит удаление слоя пустой породы. Вскрышные породы удаляют прямой экскавацией с перемещением в отвал автотранспортом.
Пласт полезного ископаемого разделяют на несколько горизонтальных слоев – уступов. Высоту уступа определяют физические свойства породы и тип добычного оборудования.
Добычу мягких нескальных пород ведут прямой экскавацией. Здесь эффективно использование роторных экскаваторов, работающих в паре с передвижным промежуточным транспортом на гусеничном ходу.
Скальные породы вначале разрыхляют взрывом, а затем экскаваторами погружают на транспорт. Наиболее производительны пневматические ударные и бурильные станки для взрыва породы.
Также для транспортировки используют железнодорожный транспорт, автотранспорт, канатные дороги, конвейерный транспорт. Эксплуатационные расходы минимальны при применении воздушно-канатных дорог и ленточных конвейеров. Поэтому в качестве основного оборудования транспортировки материала как внутри завода, так и за его пределами логично использование именно ленточных транспортеров ввиду их экономичности и практичности.
Железнодорожный транспорт используется для привозного сырья, а также для отправки готового продукта к потребителю на дальние расстояния. В этом случае использование такого вида транспорта целесообразно.
Автотранспорт рентабельно использовать при отдаленности завода от карьера не более чем на 10 км. А вот на расстоянии до 6 км до карьера экономичнее использовать ленточные конвейеры. Их оборудуют укрытием для защиты от дождя и ветра.
Мягкие высоко влажные породы желательно дробить непосредственно в зоне карьера, так как такой материал налипает на вагонетки, что снижает производительность конвейеров. [Бутт]
Приготовление сырьевой смеси и её корректирование, усреднение
После добычи в карьере сырьевые материалы подвергаются первичному измельчению. Предварительное измельчение – это подготовка материала для помола его в мельницах. Так как энергетические затраты на дробление значительно меньше, чем затраты на помол, желательно дробить материал до возможно мелких фракций. Дробление сырьевых материалов производят для того, чтобы уменьшить расход электроэнергии при помоле и увеличить производительность сырьевых мельниц. [ ]
Технологическая схема дробильной установки определяется размером камня, выдаваемого карьером, и необходимой крупностью сырья после дробления. Чем крупнее выдают карьер камень, тем меньше стоимость добычи. Допустимый размер камня определяется возможностями дробилки первой стадии.
При приготовлении сырьевых смесей важную роль играют энергоемкие операции измельчения – дробление, тонкое измельчение.
Выбор типа дробилки связан со свойствами сырья и особенностями гранулометрии раздробленного материала. Конусные и щековые дробилки для первой стадии имеют степень измельчения 3-4, молотковые же и ударно отражательные дробилки – 20-40. Конусные и щековые дробилки выдают продукт, в котором часть материала имеет размеры большие, чем выходная щель. Это приводит к необходимости введения поверочного грохочения. Однако операции поверочного грохочения усложняют схему и удорожают эксплуатацию.
Молотковые дробилки оборудованы выходными колосниковыми решетками и выдают материал крупностью меньше ширины выходной щели, что позволяет обойтись без поверочного грохочения.
Молотковые дробилки приспосабливаются для переработки влажных и вязких материалов (подвижная плита, обогрев дробящих поверхностей). Для увеличения производительности подобных видов дробилок их выпускают с двумя роторами и двумя питателями (сдвоенные дробилки). Для обеспечения высокой степени дробления дробилки оборудованы колосниковыми решетками, которые для облегчения обслуживания и ремонта устанавливают на передвижную раму. С этой же целью дробилки оборудуют гидравлическими подъемниками. Для увеличения срока службы ударных элементов и молотков на них устанавливают съемные ребра из твердых сплавов. Используют также реверсивное движение ротора. Скорость вращения ротора в молотковых дробилках иногда регулируется, что позволяет менять степень дробления.[Бутт]Молотковые дробилки используют как для одностадийного, так и для вторичного дробления. Их применяют для первичного дробления хрупких неабразивных пород и известняков средней пластичности с влажностью не более 15%.для дробления сырьевых материалов повышенной влажности (мела, глины, трепела, опоки и других материалов, имеющих влажность до 35%) применяют специальные молотковые дробилки с подвижной плитой. Для дробления пород высокой прочности на первой стадии применяют молотковые дробилки ударно-отражательного действия.[Зозуля]
Грубоизмельченные сырьевые материалы подаются на усреднение в усреднительные склады. Усреднение сырья – это комплекс технологических и организационных мер, обеспечивающих в течение длительного времени колебание химического состава сырьевой смеси в узких заданных пределах, близких к оптимальным.
Основной тенденцией в технике обеспечения заданного состава сырьевой смеси является введение усреднительных складов сырья. На складах производится усреднение кусковых материалов. Они позволяют повысить качество приготовления стабильной по составу сырьевой смеси. Применение усреднительных складов снижает также капитальные и эксплуатационные затраты. В зависимости от климата усреднительные склады могут быть открытыми или закрытыми.
Для автоматического управления приготовлением шихты создают несколько штабелей: два для известняка с высоким и низким титрами, и если второй компонент – твердый материал, то еще и штабель глинистого сырья. После дробления в молотковой дробилке отбирают пробы и делают анализ на CaCO3. По данным анализа, известняк подают в один из двух усреднительных штабелей известняка - с низким или высоким содержанием CaCO3. Наибольшая степень усреднения обеспечивают вытянутые в длину штабеля. Кладку материала в штабель ведут узкими полосами, тонкими слоями, покрывающими всю площадь штабелирования, длинными наклонными слоями, конусами, сливающимися в штабель [Бутт].
При разгрузке штабеля иногда наблюдается сепарация материала по высоте штабеля, поэтому разгрузку ведут по всей площади торца, что обеспечивает высокую степень усреднения. Для разгрузки с торца созданы специальные машины. Такая машина передвигается вдоль штабеля. Бороны колеблются, разрыхляя материал под углом, равным углу естественного откоса. Материал собирается лопастным питателем и далее подается на ленточный транспортер.
Другой тип колесной разгрузочной машины представляет сочетание разрыхлительных борон, роторного экскаватора и реверсного ленточного транспортера. Применение колесных машин позволяет не только улучшить усреднение, но и увеличить емкость и размер усреднительных складов.
Степень усреднения сырьевых материалов на складах достаточна высока. Так, доставке с карьера известняка с колебанием по CaCO3 ±10% после усреднения величина колебания содержания CaCO3 уменьшается и составляет ±1%. Так при помоле шихты происходит усреднение всех компонентов шихты, то после мельницы в этом случае колебания по CaCO3 не превышают ±0,3%. В том случае возможно использование шихты без дополнительного усреднения и корректирования.
Для завода производительностью 1,5 млн тонн/год усреднительный склад сырья включает два штабеля емкостью по 30 тыс. тонн каждый. Один из штабелей обеспечивает недельную работу завода, формирование же штабеля производится за меньшее время. Установка по формированию штабеля работает периодически. Выдача – непрерывная.
Получение сырьевой шихты
Сухой и тонкий размол сырья возможен, если влажность его составляет не более 1-2%. Поэтому техника измельчения сырья при сухом способе тесно связана с его сушкой. Возможны раздельная сушка и размол и совмещение измельчения с сушкой. Раздельную сушку используют, если сырье имеет влажность более 20%. Для сушки применяют барабанные сушилки, в которых подают дробленое сырье.
Важной тенденцией в развитии техники сушки является исполь�зование в качестве сушильного агента относительно низкотемпе�ратурных отходящих газов печей, а также стремление к интенси�фикации сушки в результате совмещения с измельчением (увеличе�ние тонкости подвергаемого сушке сырья, интенсивное смешение сырья и сушильных газов).
При совмещении сушки и размола используют два варианта схем: совмещение сушки с дроблением и совмещение сушки с раз�молом. Совмещение сушки с дроблением осуществляют:
1) подсу�шиванием сырья в дробилках;
2) сушкой сырья в мельницах для тонкого дробления.
При вклю�чении в технологическую схему дробилки-сушилки можно отка�заться от более сложных мельниц для одновременной сушки и из�мельчения. Если в дробилке с одновременной сушкой осуществля�ется подсушка сырья и мельница с одновременной сушкой в схеме сохраняется, то повышается производительность мельниц за счет снижения начальной влажности (с 8—10 до 2,5—3% абсолютных). При использовании молотковых дробилок для подсушки и приме�нении высокотемпературных газов из топки можно снизить влаж�ность сырья на 3%, если же используются отходящие газы печей — на 1%. В специальных дробильно-сушильных установках с ударны�ми дробилками влажность может быть снижена на 10% в первом случае и на 4% при использовании печных газов. При использова�нии современных дробилок-сушилок в измельчительной схеме уста�навливают более короткую мельницу (короче на 20%).
Для вязких, пластичных материалов (мергеля, мела, глины и т. п.) с влажностью до 30% фирма «Смидт» разработала специ�альную ударно-отражательную дробилку без выходной решетки со смесительной камерой, куда для подсушки материал подается специальным пластинчатым питателем. Одной из тенденций в технике тонкого измельчения в цементной промышленности является использование двухстадийного измель�чения, включающего мельницу грубого измельчения (тонкого дроб�ления) и трубную мельницу тонкого измельчения. Такая схема по�зволяет существенно повысить производительность установки в целом. В случае совмещения сушки с тонким дроблением в каче�стве мельницы-дробилки используют или короткие шаровые мель�ницы большого диаметра, или мельницы самоизмельчения типа «Аэрофол». Последние годы в цементной промышленности стали широко использовать мельницы самоизмельчения «Аэрофол», называемые иногда мельницами без мелющих тел, хотя это и неточно. На сырь�евом переделе их используют в двухстадийных схемах на первой стадии совмещенной сушки и грубого помола. Такие мельницы представляют короткий барабан большого диаметра D = 3,6—11 м при D/L = 2,5 —4, торцовые днища которого имеют концентрические выступы треугольного профиля, причем барабан отфутерован пли�тами с подъемными ребрами извращается с частотой, равной 60— 95% критической. При скоростях менее 80% критической преобла�дает каскадный режим и мельница выдает более тонкий продукт; при частотах 85—90% от критических преобладает водопадный ре�жим и мельница выдает более грубый продукт. В мельницу подают сырьевой материал после первой стадии дробления с крупностью до 300—500 мм, причем мельница выдает продукт с тонкостью, характеризуемой 50—70% остатка на сите № 008, который выносит�ся из мельницы газовоздушным потоком.
При помоле твердого известняка мельница «Аэрофол» выдает продукт, зерновой состав которого характеризуется 8—10% фрак�ции более 500 мкм и 17—20% фракции менее 50 мкм готового про�дукта, поэтому целесообразно при сепарации после мельницы вы�делять крупку и готовый продукт. При работе мельницы «Аэрофол» с сепаратором частицы крупнее 1 мм возвращаются на доизмельчение в мельницу.
Введение в мельницу шаров существенно повышает производи�тельность мельницы, так как в мельнице образуется тонкая фрак�ция, которая уже не измельчается кусками материала. В мельницу добавляют шары размером 75—140 мм. При увеличении доли ша�ров возрастают потребляемая мощность и производительность мельницы, причем потребляемая мощность возрастает в большей степени. При некоторой определенной загрузке имеет место мак�симум производительности при минимуме удельного расхода энер�гии на измельчение. Этому отвечает коэффициент заполнения мель�ницы шарами, равный 4—8%. При оптимальной загрузке шарами в 5% объема мельницы (15—20% от объема общей загрузки) про�изводительность повышается на 70—100%.
В схемах совмещения сушки с помолом возможны варианты:
1) сушка материала в сепараторе, в который подаются горячие газы (совмещение сушки и сепарации); такие схемы применяют, если влажность сырья невысока, причем удается снизить влажность на 7—8% при использовании высокотемпературных газов из тонки и на 3—4% при использовании тепла отходящих газов печей;
2) сушка непосредственно в мельнице; в последнем варианте есть два подварианта:
а) транспорт продукта к проходному сепаратору осуществляется пневмоспособом — сушильным агентом, просасы�ваемым через мельницу;
б) материал к центробежному сепаратору транспортируется элеватором. Схемы с проходным сепаратором более просты и включают мельницы с соотношением L/D = 1,5—2. Через мельницу для осуществления пневмотранспорта необходимо пропускать большие потоки сушильного агента с невысокой темпе�ратурой (573—723 К).
В схемах с проходным сепаратором повышен расход энергии из-за применения пневмотранспорта муки из мельницы 68 — 79 МДж/т (19—22 кВтч/т сырьевой, муки), у мельниц с механи�ческим транспортом муки расход ниже на 14—18 МДж/т (4 —5 кВтч/т). Однако мельницы с проходными сепараторами применяют довольно широко, поскольку позволяют использовать отходящие газы печей. В мельницах с центробежными сепаратора�ми не нужна высокая скорость газового потока, и через них на�правляются небольшие объемы сушильного агента с температурой 873 — 923 К. Такие мельницы имеют две камеры с разгрузкой мате�риала на стыке первой и второй камер. Сырье и горячие газы по�дают в первую камеру. Крупка поступает в элеватор, где смешива�ется с материалом из второй камеры, и подается к сепаратору, который выделяет готовую муку, а крупка подастся через правую цапфу мельницы во вторую камеру. Вторая камера аспирируется, а поток отработанного сушильного агента и аспирационного воз�духа направляется на обеспыливание. На мельницах большой про�изводительности устанавливают два сепаратора, а крупку направ�ляют в первую и во вторую камеры. Установки строят производи�тельностью до 340 т/ч (D = 5,5 м; L = 15,6 м). При использовании высокотемпературных газов в таких мельницах можно перерабаты�вать сырье с влажностью до 14%, при использовании отходящих газов печей — с влажностью до 6—7%.
В мельницах-сушилках питание производят или с помощью виб�рожелобов (w до 8%), или ленточными питателями со сбрасывателями (w = 8—15%), или ящичными питателями (w до 35%) Важным компонентом установки является шлюзовой затвор, пред отвращающий подсос наружного воздуха. Шлюзовой затвор позволяет питать мельницу кусками материала повышенной влажности Сушильная производительность мельниц-сушилок достигает 5000 кг воды в час, проектируются на 10000 кг/ч.
Для совмещения помола и сушки сырья средней и небольшой твердости с влажностью до 18% используют среднеходные валко�вые мельницы, в которых встроен сепаратор. Сушку производят газами, причем можно использовать большие объемы отходящих газов печей. В этом случае в мельнице можно перерабатывать сырье с влажностью до 8%, при использовании топки — до 15% Крупность питания может достигать 60 мм. Гидравлическое сопротивление установки соответствует 450—600 Па. Выпускают валковые мельницы производительностью до 300—350 т/ч. Недостаток валковых мельниц — износ чаши и валков, выпуск продукта с повышенным содержанием грубых частиц — содержание фракции более 0,2 мм достигает 10% (после шаровых мельниц — 5%). Преимуществом валковых мельниц является их относительная бесшумность в работе, компактность и легкость автоматизации про�веса измельчения.
Валковые мельницы-сушилки более экономичны, обеспечивают снижение расхода энергии на размоле и позволяют перерабатывать более влажное сырье. Усовершенствованная валковая мельница оборудована чашей и валками, вращающимися в разные стороны, причем блок валков состоит из двух спаренных узких валков, установленных рядом со смещением к центру. В результате снижается износ валков и повышается тонкость измельчения, так как наруж�ный валок обеспечивает грубое измельчение, а внутренний — более тонкое. Применение пневматических прижимных устройств для валковых мельниц (сжатый газ в напорном резервуаре действует как пружина) позволяет быстро переналаживать систему на новое прижимное усилие и осуществлять постоянство давления валков независимо от высоты слоя материала.
Применяют также следующие технологические схемы: дробилка-сушилка и короткая мельница для одновременного размола сушки (установка типа «Тандем»). Установка оборудована про�шлым сепаратором, который обслуживает и мельницу, и дробилку. Если влажность сырья невелика, дробилка работает только как сушилка. При повышенной влажности через мельницу просасываются газы.
В связи с тенденцией использования сухого способа и в случае высоковлажного сырья вновь возвращаются к схеме с использования барабанных сушилок. Известна установка сушильного барабана (D = 5,2 м и L = 17 м) для сушки известняка и мергеля с влажностью 15—17% и производительностью 500 т/ч. Кроме того, при повышенной влажности сырья иногда устанавливают параллельно сушильный барабан для предварительной подсушки глины, который подключают во влажное время года. Для сушки сырья используют также сушилки взвешенного слоя непрерывного дейст�вия конусную трубу с колосниковой решеткой в узкой части, ад которую подают горячие газы. Одновременно в сушилке про�водит сепарация по крупности. Конусность снижает в верхней части скорость газов и уменьшает пылеунос. Если влажность сырья выше, чем это допустимо, для переработки в мельнице-сушилке, то подсушку осуществляют в трубе сушилки, устанавливаемой перед мельницей. В ФРГ при влажности сырья до 20% используют бегуны-сушилки производительностью до 250—500 т/ч. Разработана установка (ФРГ) из двух дробилок, в которые подается и известняк и глина (дробление и перемешивание). Далее материал поступает в вертикальную распылительную сушилку с рассеивающими дисками. После подсушки материал подается в сепараторную мельницу, где осуществляются грубый помол и сушка в сепараторе. Затем материал поступает в мельницу тонкого помола. Общая произво�дительность установки 340 т/ч.
Обжиг клинкера
Образованию клинкера предшествует целый ряд физико-химических процессов, которые протекают в определенных технологических зонах печного агрегата. Обжиг клинкера осуществляется в печах 460 м с циклонными теплообменниками и реактором-декарбонизатором. Сырьевая смесь, освобожденная от поверхностной влаги, подается в систему циклонных теплообменников, в которых тепловая подготовка смеси осуществляется во взвешенном состоянии в газоходах и циклонах за счет тепла отходящих из печи газов температурой 1000–1100°С. Проходя циклонный теплообменник за 20–25 секунд, смесь нагревается до температуры 800–850°С. При этом глинистые материалы теряют всю влагу. Это сопровождается перестройкой и уплотнением кристаллических решеток.
Аl2О32SiО22Н2О 450-600°С Аl2O32SіО2 + 2Н2О – 7800 кДж/кг
Безводный остаток Al2O32SіО2 распадается до оксидов.
Аl2О32 SiО2 Аl2О3 + 2SiО2
Происходит декарбонизация сырьевой смеси, примерно, на 15%:
MgСO3 600°С МgO + СО2 – 1400 кг/кДж
СаСО3 900°С СаО + СО2 – 1780 кг/кДж
В самой печи осуществляется завершение процесса декарбонизации, а также окончание незавершенных процессов клинкерообразования. Одновременно с диссоциацией карбонатов идут реакции в твердом состоянии. Выделяющийся в свободном виде оксид кальция вступает во взаимодействие с оксидами Аl2O3, H2O и Fe2O3, образует низкоосновные соединения CF, CA, CS.
3СaO + Al2O3 500-900°C CaOAl2O3 900-1200°C 5CaO3Al2O3 1200°C 3CaOAl2O3
2CaO + Fe2O3 650-1000°C CaOFe2O3 1000-1250°C 2CaOFe2O3
Эти твердофазовые реакции протекают с выделением тепла (экзотермические реакции), в результате чего температура материала начинает возрастать все интенсивнее и сырьевая смесь поступает в следующую зону – зону экзотермических реакций. В зоне экзотермических реакций протекает насыщение образовавшихся ранее низкоосновных соединений до соответствующих клинкерных минералов по схемам:
CA C5A3 C3A
CF C2F C4AF
CS C3S2 C2S
3CaO + SiO2 500-1100°C 2CaOSiO2 1000-1200°C 3CaOSiO2 1100-1300°C CaOSiO2 >1300°C C3S
В результате бурного протекания этих реакций, сопровождающихся выделением большого количества тепла, температура материала поднимается на 200-250оС. При температуре 1250-1300оС твердофазовые процессы синтеза минералов заканчиваются, и материал к этому моменту состоит из образовавшихся соединений С2S, С3А и С4АF и непрореагировавшего (оставшегося в избытке) свободного оксида кальция.
CaO + Al2O32SiO22H2O 400-700°C Al2O3, SiO2, CA, C12A7, CS 700-1200°C
C2S, C12A7, C3A, 2CaOAl2O3SiO2, CaOAl2O32SiO2 1200°C C3A, C2S, C3S
Материал, пройдя экзотермическую зону, поступает в зону спекания. Здесь он частично плавится, и, следовательно, образуется жидкая фаза. Максимальная температура в зоне спекания колеблется обычно в пределах 1420-1470оС и составляет в среднем около 1450оС. Спекание начинается уже при 1300оС, продолжается при подъеме температуры материала до 1450оС и при охлаждении его снова до 1300оС, т.е. в температурном интервале 1300-1450-1300оС. Зона спекания характерна наименьшим перепадом температур газов и обжигаемого материала. В других зонах он доходит до 400-600оС. Тепло от газов в зоне спекания передается к материалу интенсивно, что осуществляется в основном путем излучения. После расплавления части материала и образования жидкой фазы только С2S остается в твердом состоянии. Однако некоторая его часть также растворяется в жидкой фазе, и, соединяясь в ней с оксидом кальция, образует С3S, значительно менее растворимый в растворе, чем С2S. С3S выделяется из жидкой фазы в виде мельчайших, но способных к росту кристаллов. Некоторая его часть образуется также за счет реакций в твердом состоянии. Наиболее прочны цементы из клинкеров с хорошо оформленными кристаллами алита (3СаОSіО2) некрупных размеров. Поэтому слишком длительный обжиг и медленное охлаждение, вызывающие чрезмерный рост кристаллов алита, снижают активность цемента. Процесс образования С3S в результате взаимодействия оксида кальция с С2S в жидкой среде постепенно замедляется, так как понижается концентрация растворенных в расплаве оксида Са и С2S и уменьшается общее количество жидкой фазы. Перевод всего количества С2S в С3S затруднителен и требует достаточно высокой температуры и определенного времени. Поэтому высоконасыщенные известью сырьевые смеси дают клинкер, содержащий некоторое количество свободного, т. е. неусвоенного в процессе обжига оксида кальция. Но его не должно быть больше 1-2%, т. к. в противном случае запоздалая гидратация такого количества пережженного оксида кальция вызовет неравномерность изменения объема цемента. В зоне спекания формируются клинкерные гранулы. Этот процесс обусловлен появлением в смеси расплава, который склеивает между собой твердые частички материала с образованием полизернистых агрегатов. Постепенно, при механическом уплотнении, под действием слоя материала и перекатывании, эти агрегаты приобретают округлую форму. Из зоны спекания образовавшийся клинкер поступает в зону охлаждения. В этой зоне температура клинкера понижается с 1300оС до 1200оС. При этом из расплава полностью выкристаллизовывается алит, по мере охлаждения выделяется С2S в виде мелких округлых зерен. Сравнительно крупными сохраняются кристаллы, не растворившиеся в расплаве, кристаллизуются фазы-плавни: С3А и С4АF. Возрастающая вязкость в зоне охлаждения обуславливает появление стекла, доля которого будет тем больше, чем выше концентрация кремнезема в расплаве и чем быстрее охлаждается клинкер. Кристаллы С3S и С2S в процессе роста при охлаждении соприкасаются и образуют сростки и конгломераты с многочисленными включениями. Включения в кристаллах указывают на повышенную скорость охлаждения клинкера. Скорость охлаждения может повлиять на фазовый состав клинкера, весьма существенно также влияние величины глиноземного модуля. При величине p = 0,9-1,8 имеет место соответствие расчетного и фактического содержания в клинкере алита и фазы плавней. Однако в быстро охлажденных клинкерах уменьшается или иногда отсутствуют кристаллы С3А и С4АF, в то время как содержание алита повышается, а белита понижается. Возможна кристаллизация С5А3 вместо С3А, при этом избыточный оксид кальция связывается белитом до алита. Клинкер рекомендуется медленно охлаждать до температуры 1200оС с последующим быстрым охлаждением до нормальной температуры. Быстро охлажденный клинкер легче размалывается и дает цемент более высокого качества.
Процессы, протекающие при охлаждении клинкера.
При пони�жении температуры (охлаждении) спекающихся гранул в них про�текают процессы, оказывающие значительное влияние на свойства клинкера и цемента.
Клинкер — неравновесная система. Исследование процессов кристаллизации расплавов в системах СаО—SiО2—А12О3 и СаО—SiО2—А12О3—Fe2О3 позволило показать, что изменение со�става жидкой и твердой фаз в процессе охлаждения расплавов, отвечающих по составу портландцементу, имеет очень сложный характер. Сложность обусловлена тем, что алит может выделяться из расплава при его быстром охлаждении от разных температур вначале в большем или в меньшем количестве, чем это соответст�вует фактическому равновесному состоянию продукта. При очень медленном охлаждении, которое используется при исследовании диаграмм состояния, эти аномалии состава расплава и твердой фазы устраняются: в определенных температурных точках системы в одних случаях избыточный C3S разлагается, а в других недостающий C3S образуется. Система постепенно приходит к равновесному составу. Если же расплав охлаждать очень быстро, то в клинкере можно зафиксировать избыточное или пониженное количество алита. Так, при быстром охлаждении клинкера белого портландцемента (система СаО—SiО2—А12О3), начиная с 1725 К в продукте содержалось на 10% больше C3S чем при медленном равновесном его охлаждении. Наоборот, при быстром охлаждении клинкера, характеризующегося высоким содержанием железа (0,64), от той же температуры 1725 К в продукте содержалось на 12% меньше алита, при равновесном охлаждении.
При обжиге портландцементного клинкера истинного равновесия между жидкой и твердой фазами не наступает, поскольку скорость охлаждения материала в реальных условиях производства оказывается значительно более высокой, чем этого требуют условия достижения равновесия. Это обстоятельство вносит определенные изменения в расчетный состав клинкера.
Влияние условий охлаждения на минералогический состав.
Практически возможны следующие различные варианты кристаллизации расплава в клинкерах:
1) расплав в клинкере в результате медленного охлаждения полностью закристаллизовывается (равновесный процесс);
2) расплав в клинкере в результате очень быстрого охлаждения полностью затвердевает в виде стекла;
3) расплав в клинкере закристаллизовывается в большей или меньшей степени в зависимости от конкретных условий охлаждения, при этом кристаллизация расплава происходит независимо от ранее образовавшихся твердых фаз.
Различная степень закристаллизованности расплава приводит к отклонению расчетного минералогического состава клинкера от его фактического минералогического состава и, особенно, в части содержания минералов C3S ,С3А и C4AF. Исследования Ф. Ли, Т. Паркера, Н.А. Торопова, В. Н. Юнга, Р. Богга и других ученых позволили установить границы изменения минералогического состава клинкера в зависимости от условий охлаждения.
При независимой кристаллизации расплава и при затвердевании в стекло степень несоответствия расчетного и фактического минералогического состава клинкера определяется величиной его глиноземного модуля. Согласно данным названных авторов, образцы одного и того же клинкера с p = 2, охлажденные по различным режимам, характеризуются довольно близким содержанием C3S равным 57,5—59,6%. Увеличение глиноземного модуля приводит к все более возрастающему различию минералогического состава по содержанию C3S образцов клинкера, охлажденных с различной скоростью. Так, если различие в содержании C3S в быстро и медленно охлажденном клинкере с р = 2 составляет лишь 2,1%, то в аналогичных образцах клинкера с р = 3 это составляет уже 6,1%, а клинкера с р = 3,5 — 7,2%.
Уменьшение глиноземного модуля (р < 2) сопровождается при�ближением фактического содержания в клинкере C3S к его рас�четному количеству. Интервалом величин глиноземного модуля, в пределах которого наблюдаются близкие значения расчетного и фактического содержания в клинкерах C3S, является 0,9—1,8. Дальнейшее понижение значений глиноземного модуля приводит, наоборот, к уменьшению фактического содержания в клинкере C3S по сравнению с его расчетным количеством. Так, различие в содер�жании C3S в пробах клинкера с р = 0,66, охлажденных быстро и медленно, составляло 7,6%, причем в быстроохлажденном клин�кере наблюдалось пониженное содержание минерала.
Таким образом, при полной равновесной кристаллизации рас�плава фактический минералогический состав клинкера соответст�вует расчетному. При быстром же охлаждении клинкера, когда весь расплав затвердевает в виде стекла, фактический минералогиче�ский состав продукта отличается от расчетного. Во-первых, в быстроохлажденных клинкерах отсутствуют кристаллические С3А и C4AF (вместо них присутствует соответствующее количество стек�ла); во-вторых, в быстроохлажденных клинкерах в зависимости от величины их глиноземного модуля, содержатся избыточные или не�достающие по сравнению с расчетным количества минералов C3S и C2S.
При значениях р >1,8 в расчетах минералогического состава клинкера по принятым формулам необходимо пользоваться следую�щими поправками: C3S + (1,8А12О3—2,8Fe2О3); C2S + (2,1 Fe2О3— 1,4 А12О3); С3А + (2,5Fe2О3—1,6А12О3).
При охлаждении клинкера со скоростью, недостаточной для за�твердевания всего расплава в стекло и не обеспечивающей полной как равновесной, так и самостоятельной кристаллизации жидкой фазы, в продукте будет содержаться некоторое количество стекла и будут иметь место некоторые расхождения данных по фактиче�скому и расчетному минералогическим составам.
Разложение соединений при охлаждении.
В связи с неравновес�ными условиями получения клинкера составляющие его минералы могут находиться в метастабильных состояниях и при медленном охлаждении испытывать превращение в стабильные формы.
Основной минерал портландцементного клинкера — алит (ЗСаОSiО2) — стабильно существует лишь в интервале температур от 1523 до 2173 К. Ниже и выше этих температур алит в бинарной системе разлагается на C2S и СаО. В тройной системе СаО— SiО2— А12Оз алит стабилен до 2346 К. Наиболее интенсивно процесс разложения протекает при медленном охлаждении клинке�ра в пределах температур от 1273 до 1473 К. На степень распада трехкальциевого силиката помимо скорости охлаждения сущест�венное влияние оказывает состояние его структуры: количество и тип примесей, растворенных в его решетке, наличие инородных крупнозернистых включений, характер газовой атмосферы и т. п. Так, твердые растворы C3S c Fe2О3, Р2О5, Na2О, К2О, А12О3, MgO, МnО, Сг2Оз, В2О3, BaO, CaF2, CaSО4 распадаются быстрее, чем чистый C3S. Интенсифицируется распад твердых растворов C3S при обжиге клинкера в слабовосстановительных условиях, так как при этом происходит выделение из них закисного железа и сульфида кальция, которые катализируют процесс разложения. Явление разложения C3S при медленном охлаждении приводит к уменьшению его количества в клинкере и к появлению в составе последнего сво�бодной СаО. Кроме того, распад C3S приводит к появлению в клинкере кристаллов этого минерала с сильно дефектной структурой: трещиноватых, распавшихся по периферии и содержащих включения по всей массе кристаллов алита.
Двухкальциевый силикат стабилен во всем интервале температур, который необходим для получения клинкера. В клинкере он обычно стабилизирован в виде -Са2SiO4 ионами Mg2+, К+, Na+, Cr3+, SО42- и др. Указанные твердые растворы весьма надежно стабилизируют -C2S. Лишь при очень медленном охлаждении клин�кера становится возможным некоторый распад белитовых твердых растворов и частичное превращение -C2S->-C2S.
Чистый С3А при медленном охлаждении от температуры обжига клинкера не распадается как в окислительной, так и в восстановительной средах. Твердые же растворы С3А с Fe, Сr, Mn, S могут распадаться в слабовосстановительных условиях при температуре ниже 1573 К. Каталитически ускоряют распад С3А соединения CaF2, NaF, KF, ЗСаОР2О5, CaSO4, FeO. Продуктами распада минерала — являются С5А3 и СаО.
Деформативные процессы, протекающие в гранулах клинкера при охлаждении.
При охлаждении в спекшихся гранулах развива�ются объемные изменения фаз, приводящие к деформации физиче�ской структуры клинкера.
Остывающий эвтектический расплав при переходе в стекло уменьшается в объеме. Присутствие в расплаве в растворенном ви�де MgO, CaF2, Na2О, К2О, SО3 приводит к большему или меньшему увеличению объема охлажденной твердой фазы. Максимальное увеличение объема (~10%) наблюдается в присутствии фторидов. Увеличение удельного объема системы связано с быстрой катализированной кристаллизацией минералов и выделением газов, сопро�вождающихся образованием в твердой фазе пор.
Кристаллы минералов клинкера неодинаково расширяются при нагревании и охлаждении: их коэффициенты линейного термическо�го расширения при температуре ниже 873 К равны (10-6 град-1) для C3S — 13; C2S—19,5; C4AF— 10, стекла—10,8. По этой при�чине при нагревании клинкера в сильно расширяющихся кристал�лах C2S и в меньшей степени в кристаллах C3S возникают растяги�вающие напряжения, что сопровождается расширением (удлине�нием) спеков. Противоположные деформации испытывают кристаллы при охлаждении.
Наличие указанных напряжений в поликристаллической струк�туре спекшегося зерна (гранулы) клинкера может приводить к воз�никновению трещин, как в кристаллах, так и на межфазных грани�цах, т. е. приводить к снижению прочности материала при охлаж�дении. Если процесс превращения -C2S и -C2S захватывает зна�чительную часть кристаллов белита, то развивающиеся при этом де�формации расширения способны привести к рассыпанию гранулы клинкера в тонкий порошок (явление саморассыпания).
Термохимия процесса образования клинкера. Образование клинкерных минералов и вообще цементного клинкера происходит при затрате определенного количества тепла. Теоретическая тепло�та клинкерообразования — это количество тепла, необходимое для того, чтобы из соответствующего количества сухого сырья с тем�пературой 293 К получить 1 кг клинкера с той же температурой.
Расчет теоретического теплового эффекта q процесса клинкерообразования проводился многими исследователями, и полученные данные хорошо согласуются между собой: величина q составляет 1600—1800 кДж/кг (400—440 ккал/кг), в зависимости от вида сырьевых компонентов в шихте. Бутт]
Влияние природы сырьевых компонентов.
Кинетика связывания извести зависит не только от химического состава сырьевой смеси, но и от природы и дисперсности входящих в ее состав отдельных сырьевых компонентов.
Зависимость реакционной способности сырьевых смесей от структуры известняков можно выразить следующим образом: интенсивно разлагающиеся при низких температурах мел и мелкокристаллические известняки способствуют ускорению процесса свя�зывания СаО. Крупнокристаллические известняки оказываются менее реакционно-способными. Весьма реакционноспособны известняки-ракушечники. В том случае, когда в известняке в качестве при�месей находится кремнекислота или глина, реакционная способ�ность его повышается. Более активно, чем известняки, взаимодейст�вует при обжиге с кислотными компонентами гидрат окиси кальция. Предварительный обжиг известняков при температуре 1473—1672 К до СаО с последующим использованием окиси кальция в качестве сырьевого компонента приводит к снижению активности известкового компонента. Следовательно, известковые компоненты в порядке убывания их реакционной способности можно расположить в такой последовательности: Са(ОН)2 > мелкокристаллический известняк > крупнокристаллический известняк > СаО. Ускорение реакций образования минералов в смесях с Са(ОН)2 по сравнению со смесями на основе СаСО3 обусловливается более высокой дисперсностью гидроокиси кальция и разложением послед�ней при более низкой температуре, чем дисперсность углекислого кальция. Кристаллы СаО, полученной предварительным обжигом известняка, обычно более крупны и плотны по сравнению с кри�сталлами окиси кальция, возникающими в момент разложения СаСО3, что делает их менее реакционноспособными.
В интервале температур от 1673 до 1873 К, когда скорость реак�ций образования минералов в присутствии расплава велика, реак�ционная способность отдельных видов известкового компонента вы�равнивается. Отмечалось также замедленное связывание СаО в смесях с из�вестняком-ракушечником и с окремнелыми известняками, содержа�щими 15—17% SiО2 в виде зерен размером до 70 мкм.
Влияние природы глинистого компонента на скорость реакций образования минералов проявляется в более сложной форме, чем известнякового, поскольку все глинистые минералы высокодисперс�ны и уже поэтому весьма активны. Различие их реакционной спо�собности обусловливается скоростью и характером распада кри�сталлов при нагревании, температурным интервалом развития этого процесса, видом и количеством примесей. Чем интенсивнее и при более низкой температуре разлагается кристаллическая решетка глинистого минерала, тем выше скорость взаимодействия его с СаО. В интервале температур от 673 до 1473 К более высокой реакцион�ной способностью отличается обычно субмикрокристаллический монтмориллонит, весьма активны галлуазит, гидрослюды, каолинит и относительно менее активны слюды, хлорит, вермикулит. При температуре выше 1473 К различие глинистых минералов по реак�ционной способности становится менее значительным. Наличие ще�лочесодержащих минералов приводит к образованию промежуточ�ных трудноразлагающихся соединений, что тормозит процесс свя�зывания СаО.
Различие в скорости усвоения извести различными глинистыми минералами оказывается наиболее значительным в том случае, когда известняковый компонент сам характеризуется невысокой ре�акционной способностью. В частности, в случае использования крупнокристаллического известняка различие в реакционной спо�собности глин оказывается значительным. С увеличением активно�сти известнякового компонента, т. е. с переходом к более интенсив�но и при более низкой температуре разлагающемуся мелкокристал�лическому известняку и Са(ОН)2, глины сближаются по своей реакционной способности. Еще более сближаются различные глины по количеству усвоенной извести при применении в качестве изве�стнякового компонента тонкодисперсного мела. Из глинистых пород высокую реакционную способность пока�зывают мергель, глинистый сланец, бентонит и менее активно взаи�модействуют с СаО лесс, сланец, биотитовая глина.
Природные разновидности кремнезема по убыванию интенсив�ности связывания ими СаО можно расположить в следующем по�рядке: яшма>кварц, опал, халцедон, кремень > горный хрусталь. При этом, чем крупнее зерна SiО2, тем отчетливее проявляется в реакциях их природа. Реакционная способность SiО2, входящего в состав соединений, выше, чем кварца. Так, применение в качестве кремнеземистого компонента волластонитовых пород (минерала СаОSiO2) или нефелиновых отходов (гидратированный минерал 2CaОSiO2) позволяет достигать полного связывания СаО при по�ниженных температурах. Высокую реакционную способность в со�ставе сырьевой смеси показывают базальты, некоторые виды высокоалюминатных зол.
Присутствие в составе сырьевых компонентов сложных по со�ставу соединений типа полевых шпатов, разлагающихся на окислы медленно и при высоких температурах, приводит к замедлению ус�воения извести в интервале температур от 1173 до 1573 К.
Влияние дисперсности сырьевых компонентов. Тонкость измель�чения сырьевых компонентов является одним из важнейших фак�торов, оказывающих влияние на скорость связывания извести кис�лотными окислами. Особенно большое влияние дисперсности смеси на скорость реакций проявляется в том случае, когда исходные сырьевые компоненты неоднородны по своему составу и крупнозер�нисты. При грубом помоле компонентов некоторая часть больших по размеру зерен не успевает полностью прореагировать в процессе обжига и остается в клинкере в свободном состоянии. Достаточно �реакционноспособными оказываются лишь зерна компонентов, имеющие размер менее 100—120 мкм.
Практически же 3-10% сырьевой смеси заводского изготовления (про�изводственные шламы) состоит из частиц таких или более значитель�ных размеров, что в ряде случаев и служит одной из причин замедлен�ного усвоения извести.
Особое внимание должно обра�щаться на тонкость измельчения кварца и известняка, так как имен�но эти два компонента, будучи трудноизмельчаемыми, составляют осно�ву грубых фракций сырьевых смесей. Глинистые компоненты высокодисперсны от природы, их удельная по�верхность составляет 1—300 м2/г, и образование ими крупнозернистых агрегатов практически исключе�но. Лишь при применении в качестве глинистого компонента плот�ных сланцев отдельные сильно окремнелые частички последних мо�гут оказаться недостаточно тонкоизмельченными.
При большом количестве мелких частиц в сырьевой шихте ско�рость связывания СаО увеличивается.
Положительное влияние повышенной тонкости измельчения сырьевых компонентов на реакционную способность смеси можно объяснить следующими факторами:
1) увеличением поверхностной энергии частиц за счет разрыва химических связей и возрастания доли слабосвязанных ионов;
2) возрастанием количества дефектов в кристаллах;
3) увеличением суммарной площади контакта между частицами;
4) уменьшением толщины слоя продуктов реакции на зернах кислых компонентов;
5) ускорением растворения частиц в расплаве;
6) повышением степени однородности состава сырьевой смеси и, возможно, увеличением плотности укладки частиц.
Увеличение содержания в сырьевой смеси зерен кварца разме�ром 90—300 мкм до 1—6% сопровождалось возрастанием продол�жительности их обжига и снижением количества алита. При этом реакция образования C3S замедляется тем значительнее, чем грубее был измельчен и известняк. В присутствии крупных зерен SiО2 в клинкере образуются зоны, обогащенные C2S, что предопределяет неполноту связывания извести в других зонах. Кристаллы белита в таких случаях располагаются вокруг реагирующего зерна SiО2 в виде колец, а зерна свободной извести образуют скопления — «гнезда». Содержание крупных зерен SiО2 (> 90 мкм) в сырьевых смесях следует ограничивать до 0,5—1%.
Крупные зерна известняка (> 90 мкм) меньше влияют на ско�рость связывания СаО, чем зерна кварца соответствующего разме�ра, поэтому их содержание может допускаться до 5%. Менее от�рицательное влияние зерен кальцита может быть связано с их де�формацией и растрескиванием при декарбонизации, а также с высокой пористостью и мелкокристалличностью образующихся частиц СаО.
Причиной замедленного усвоения извести при обжиге клинкера могут служить также и крупные зерна золы твердого топлива и шлака, используемого в качестве сырьевого компонента. Зола, не успевая за время обжига равномерно распределяться по всей массе спекающегося клинкера, образует скопления, в пределах ко�торых из-за недостатка извести образуются лишь кристаллы белита. Другие участки массы, наоборот, оказываются обогащенными известью. Аналогично кварцу и золе, в числе частично непрореаги�ровавших компонентов могут оказаться шлак и в небольшом коли�честве глинистая составляющая и огарки.
Установить оптимальный и технически достижимый гранулометрический состав всех компонентов сырьевой смеси, который обес�печивал бы наибольшую скорость связывания СаО, является труд�ной задачей. Разные исследователи показывают, что при увеличе�нии в сырьевых смесях доли частиц кислотных компонентов (в част�ности, кварца) размером 15—20 мкм, реакционная способность шихт возрастает. Количество таких частиц в разных шихтах может изме�няться от 35 до 80%, что вполне достаточно для нормального их спекания. Увеличение в шихте содержания самой тонкой фракции (0—2 мкм) ускоряет процесс связывания СаО, но не настолько эф�фективно, как можно было ожидать. Это связано, по-видимому, с ростом пористости гранул и ухудшением перемешивания компо�нентов из-за склонности тонких фракций к флокуляции и агрегиро�ванию. Частицы размером 15—60 мкм реагируют друг с другом до�статочно быстро, 60—90 мкм — замедленно, а более 90 мкм, как уже указывалось, чрезвычайно медленно. Установлено также, что шихта должна быть полидисперсной и отсутствие в ней, например,, весьма тонких фракций отрицательно сказывается на общей ее ре�акционной способности. Избирательное измельчение одного ком�понента до высокой дисперсности при сохранении других компонен�тов достаточно крупнозернистыми не способствует сокращению об�щего времени связывания СаО. При обычно принятых удельных по�верхностях сырьевых шихт, равных 3000-4000 см2/г, оптимальное соотношение удельных поверхностей глины и известняка должно со�ставлять 1,3—1,6. Обжиг оптимальных по гранулометрическому со�ставу и однородных сырьевых смесей требует меньше тепловых за�трат и может быть завершен при более низкой (на 30—50°С) темпе�ратуре,
И. В. Кравченко, М. Т. Власовой и Б. Э. Юдовичем установлен двухстадийный процесс образования белита в шихтах, содержащих крупные (60 мкм) зерна кварца: вначале на зернах SiО2 образу�ются оболочки из мелких кристаллов C2S, которые замедляют дальнейшее течение реакции между СаО и SiО2, а затем после ре�кристаллизации С2S в оболочке и повышения ее диффузионной про�ницаемости наступает второй период синтеза двухкальциевого си�ликата. В тонкодисперсных смесях синтез C2S осуществляется в один этап. Практика работы больших вращающихся печей на отдельных заводах показала, что в некоторых случаях реакции образования минералов в материале, обжигаемом в таких печах, доходит до кон�ца при содержании в шихте 3—5% частиц размером более 200 мкм (преимущественно известняка). Это явление может быть объяснено особенностями теплового режима работы вращающихся печей боль�шого диаметра (> 4,5 м) и, в частности, высоким тепловым напря�жением зоны горения топлива (зоны спекания). Из-за повышенного теплового напряжения зоны горения обжигаемый материал нагре�вается в больших печах на 50—100°С выше, чем в печах диаметром менее 4 м, что и позволяет даже грубомолотым шихтам полностью превратиться в готовый продукт. Следовательно, согласование тем�пературного режима работы печей большого диаметра и дисперс�ности шихты — один из путей интенсификации их работы.
С увеличением дисперсности сырьевых материалов возрастает степень дефектности кристаллов, что активизирует реакцию. Повы�шение реакционной способности сырьевых материалов путем наведения в составляющих их кристаллах дефектов при измельчении стали называть способом «механической активации» материалов.
Влияние режима обжига.
Важнейшим фактором, влияющим на скорость связывания СаО, является температура обжига шихты. Константа скорости химической реакции, согласно уравнению Ар�рениуса, экспоненциально зависит от температуры. Поскольку, как уже рассматривалось, скорость связывания СаО () определя�ется кинетикой диффузионных процессов, то зависимость ее от тем�пературы также может носить экспоненциальный характер:
= 0 e-E/RT
Скорость реакции возрастает с ростом температуры и уменьше�нием энергии ее активации. Скорость реакции, контролируемой диффузией, с повышением температуры на 10°С возрастает на 10— 40% (при сохранении их механизма одинаковым), тогда как ско�рость реакций, не зависящих от диффузии ионов, с повышением температуры на 10° С возрастает в еще большей, мере в 2-4 раза и более. Причинами ускорения реакций образования минералов при повышении температуры являются увеличение коэффициентов диффузии ионов в твердой фазе и расплаве, снижение вязкости жидкой фазы и возрастание ее количества.
Обжиг образцов (d = 1,5—2 мм) из сырьевых смесей с КН = 0,90—0,97 в интервале температур от 1673 до 2273 К до содержания в них постоянного количества остаточной свободной СаО, равного 2%, показал, что время завершения реакций с повы�шением температуры уменьшается. Хотя исследователи Ю. М. Бутт, Д. А. Высоцкий, Й. Г. Лугинйна, В. В. Тимашев, Н. А. Торопов, И. Штарк и др.) использовали различающиеся по составу шихты, не одинаковые по свойствам образцы и разную ско�рость их нагрева, общий характер зависимости t—T оказался оди�наковым: при 1723 К для завершения реакции потребовалось 5- 15 мин, при 1823 К — 3—8 мин, при 1923 К—1,5—3 мин; при 2023 К — 20—60 с. С увеличением диаметра образцов сверх 1—2 мм время их полного обжига возрастает, причем наиболее сильно при диаметре гранулы более 10 мм. Снижение скорости процесса свя�зывания СаО в этом случае связана с замедлением передачи тепла от поверхностных слоев гранул к глубинным слоям. Кроме того, чем тоньше измельчены сырьевые компоненты и плотнее гранулы, тем при более низкой температуре и за более короткое время за�вершаются в них реакции связывания СаО.
При повышении температуры обжига до 1723—2023 К в клин�керах образуется на 5—10% больше элита, чем это соответствует расчету. Неравновесное повышение содержания элита может быть объяснено внедрением в решетку C3S ионов Mg2+, Al3+, Fe3+, Na+, т. е. образованием твердых растворов, а также термическим распа�дом С3А, C4AF и вступлением выделяющейся при этом СаО в реак�цию с C2S с образованием дополнительного количества C3S. Со�ответственно этому в клинкерах снижается содержание C2S, С3А, C4AF.
При обжиге сырьевых смесей во вращающихся печах время их жидкофазного спекания, т. е. время пребывания в зоне спекания печи, составляет примерно 15—30 мин. За этот период времени при 1573—1723 К в обжигаемом материале осуществляется синтез ос�новного количества C3S. Сокращение времени пребывания материа�ла в зоне спекания до нескольких минут приводит к появлению в клинкере неусвоенной окиси кальция. Следовательно, при 1673—1723 К для завершения реакции образования C3S в гранулах клинкера d = 10—50 мм и более требуется определенное время, ис�числяемое несколькими или десятками минут. Увеличение длитель�ности пребывания материала в зоне спекания до определенного мо�мента (2—4 мин) способствует весьма интенсивному протеканию реакции минералообразования, но при превышении этого оптималь�ного времени обжига скорость усвоения извести в клинкере замед�ляется. При этом увеличение продолжительности обжига более эффективно при низких температурах, чем при высоких, поскольку в последнем случае степень завершения реакций быстро достигает высоких значений.
Явление замедления скорости усвоения СаО по мере увеличения длительности изометрической выдержки вызвано рядом причин:
1) уменьшением концентрации реагирующих СаО и C2S в обжигае�мом материале;
2) неравномерностью распределения остаточных количеств этих минералов в массе спекающегося клинкера, что уве�личивает время перемещения составляющих их ионов к зонам ак�тивного роста кристаллов C3S (неравномерность распределения C2S и СаО наиболее сильно проявляется при содержании в шихте крупных зерен и СаСО3);
3) возможным частичным распадом не�которых соединений (С3А, C3S) при плавлении и температурных перепадах. На практике достичь полного связывания СаО трудно, поэтому в клинкерах с высоким значением КН допускается до 1% свободной СаО.
С увеличением длительности выдержки клинкера при 1723— 1773 К до 4 ч в нем на 3—7% возрастает содержание алита, на 1—3% увеличивается количество алюмоферритовой фазы и на 4—5% снижается содержание С3А. Общее количество C2S также несколько уменьшается, а содержание '-C2S и -C2S сокращается более заметно. Уменьшение количества С3А связано с частичным его термическим разложением, а увеличение C6AxFy - с внедрением Fe3+ в решетку С3А и замещением в ней А13+ . Вторичная СаО реа�гирует с C2S до образования C3S, кроме того, количество алита воз�растает и за счет образования твердых растворов C3S с А12О3 и MgO.
При внесении холодной сырьевой смеси непосредственно в зону максимальных температур (кипящий, взвешенный слой) наблюда�ется сокращение времени, в течение которого образуется нормаль�ный клинкер. Ускорение процессов взаимодействия сырьевых ком�понентов при резком нагреве шихты (по данным М. Ф. Чебукова) обусловливается совпадением периодов диссоциации углекислого кальция и разложения глинистых, минералов с периодом интенсив�ного протекания реакций в твердом состоянии. Образующиеся в свободном состоянии мелкие с дефектной структурой кристаллики окислов при посредстве газовой и жидкой фаз, а также в местах контакта весьма интенсивно реагируют друг с другом, приводя к образованию основных клинкерных минералов. При таком обжиге исключается период собирательной рекристаллизации C2S и СаО, протекающей при обычном режиме медленного обжига и снижаю�щей реакционную способность сырьевых смесей. Установлено, что чем быстрее нагревается сырьевая смесь и до более высокой тем�пературы (термический удар), тем выше скорость, последующего связывания СаО при изотермической выдержке.
Быстрый нагрев сырьевой шихты стал использоваться сейчас как способ так называемой «термической активации» материалов перед завершающим высоко-температурным обжигом.
С повышением температуры получения клинкера кристаллы алита до 1273 К растут медленно, в интервале от 1273 до 1823 К — значительно быстрее, а при температурах выше 1873 К они выра�стают до размеров в 1—3 мм за несколько секунд. По мере увели�чения времени пребывания материала в зоне максимальных темпе�ратур в печи (1673—1723 К) структура кристаллов алита стано�вится более однородной, но размеры их возрастают в весьма не�большой степени, так как в результате установления динамического равновесия между твердой и жидкой фазами в последней имеется лишь очень небольшое количество структурных элементов для рос�та кристаллов. Незначительный рост кристаллов алита происхо�дит за счет растворения отдельных нестабильных его частиц и переотложения их на более стабильных кристаллах этого ми�нерала.
Влияние каталитических и модифицирующих веществ. В составе сырьевых смесей содержатся в качестве примесей соединения раз�личных элементов — фосфора, хрома, серы, марганца, натрия, калия, бария, фтора, титана и др. Соединения указанных элементов в зависимости от их вида и количества, а также от условий обжига материала могут оказывать многостороннее влияние на процесс связывания CaO:
1) ускорять распад сырьевых компонентов и сни�жать температуру протекания этих процессов;
2) изменять темпе�ратуру образования и свойства жидкой фазы клинкера;
3) влиять на процесс кристаллизации расплава;
4) модифицировать состав минералов клинкера и структуру их кристаллов;
5) усиливать не�равновесие в системе. Если положительное влияние того или иного соединения значительно, то это соединение специально вводят в со�став шихты в качестве самостоятельного компонента.
Характер и механизм каталитического и модифицирующего влияния элемен�тов, содержащихся в небольшом количестве (менее 1—2%), сложен, и в большой степени зависит от их концентрации. Лишь при вве�дении оптимального количества элемента для данных условий про�изводства клинкера эффективно проявляются его положительные действия. Вместе с тем одновременное присутствие нескольких эле�ментов отражается на эффективности влияния каждого из них, и это еще более усложняет анализ механизма их действия. Введе�ние в состав сырьевых смесей каталитических и модифицирующих добавок (часто их называют «минерализаторы») широко распро�странено в цементной промышленности.
Хранение клинкера на складах
Помол клинкера, гипса и добавки
Для совместного помола клинкера с добавками в замкнутом цикле применяется трубная мельница. Это дает возможность получения цемента с удельной поверхностью 400-450 м2/кг. При замкнутом цикле материал проходит в мельнице более краткий путь, а затем транспортируется к сепаратору, в котором разделяется на грубый (крупку) и тонкий материал. Крупная фракция проходит через мельницу несколько раз, а мелкая фракция после отделения в выносных циклонах становится готовым продуктом и больше не возвращается в мельницу. Замкнутый цикл размола является более эффективным, чем размол по открытому циклу. При замкнутом цикле нет переизмельчения материала, кроме того, из сферы размола более быстро удаляются тонкие фракции, что поддерживает скорость измельчения на более высоком уровне. Отсутствие переизмельчения при замкнутом цикле помола материалов снижает удельный расход энергии особо тонких частиц на мелющие тела, что повышает эффективность измельчения. В схемах с открытым циклом помола переход на выпуск более тонкого цемента (быстротвердеющего) требует остановки мельницы для изменения ассортимента мелющих тел. При использовании схем с замкнутым циклом этого не требуется, просто меняют циркуляционную нагрузку мельницы – увеличивают многократное прохождение материала через камеру, работающую в цикле с классификатором. При использовании замкнутого цикла помола температура в мельнице на 25-30оС ниже, чем в мельницах, работающих по открытому циклу. [4]
Фасовка и отгрузка готового цемента
Часть цемента будет отгружаться в упакованном виде. Для этого в упаковочном отделении установлена упаковочная машина карусельного типа. Питание машины осуществляется при помощи пневмотранспорта.
Описание технологической линии и характеристики основного оборудования
Добыча известняка и глины производится из месторождений, находящихся поблизости от проектируемого завода. Вскрышные породы удаляют прямой экскавацией с перемещением в отвал. В качестве оборудования для добычи сырья используются роторные экскаваторы (рис. ). Их преимуществом является снижение стоимости вскрышных работ по сравнению с другими способами добычи. К плюсам также можно отнести достаточно большую вместимость ковша (до 12,5 тыс. л) и высокую производительность (более 10 тыс. м3/час).
|

|
|
Рис. Роторный экскаватор
|
После отделения породы от пласта происходит процесс погрузки добытого сырья, которое транспортируется на завод автотранспортом. Выбор автотранспорт обоснован, так как месторождение сырья расположено в достаточной близости к точке строительства завода. Также этот вид транспортировки выгоден с точки зрения начальных затрат.
Привозное сырье, гипс, огарки и минеральные добавки, поставляются железнодорожным транспортом. Также этот вид транспорта используется для отправки готовой продукции с завода потребителям.
С целью создания производственного запаса сырьевых материалов непосредственно на заводе, после карьера сырьё поступает на склад сырья. Норма запаса составляет 7 суток для известняка и глины (в связи с близостью карьера), 15 суток для огарков и гипса. Из-за климатических условий (холодная зима) в регионе используется закрытый склад.
После добычи материал подвергается измельчению.
Первой стадией измельчения служит дробление. Так как энергетические затраты на дробление значительно меньше, чем затраты на помол, желательно дробить материал до возможно мелких фракций. Дробление сырьевых материалов производят для того, чтобы уменьшить расход электроэнергии при помоле и увеличить производительность сырьевых мельниц. Технологическая схема дробильной установки определяется размером камня, выдаваемого карьером, и необходимой крупностью сырья после дробления. Чем крупнее выдают карьер камень, тем меньше стоимость добычи. Допустимый размер камня определяется возможностями дробилки.
Выбор типа дробилки связан со свойствами сырья и особенностями гранулометрии раздробленного материала. Конусные и щековые дробилки для первой стадии имеют степень измельчения 3-4, молотковые же и ударно отражательные дробилки – 20-40.
Молотковые дробилки (рис.) оборудованы выходными колосниковыми решетками и выдают материал крупностью меньше ширины выходной щели.
Молотковые дробилки приспосабливаются для переработки влажных и вязких материалов (подвижная плита, обогрев дробящих поверхностей). Для увеличения производительности подобных видов дробилок их выпускают с двумя роторами и двумя питателями (сдвоенные дробилки). Для обеспечения высокой степени дробления дробилки оборудованы колосниковыми решетками, которые для облегчения обслуживания и ремонта устанавливают на передвижную раму. С этой же целью дробилки оборудуют гидравлическими подъемниками. Для увеличения срока службы ударных элементов и молотков на них устанавливают съемные ребра из твердых сплавов. Используют также реверсивное движение ротора. Скорость вращения ротора в молотковых дробилках иногда регулируется, что позволяет менять степень дробления. Молотковые дробилки используют как для одностадийного, так и для вторичного дробления. Их применяют для первичного дробления хрупких неабразивных пород и известняков средней пластичности с влажностью не более 15%. Для дробления сырьевых материалов повышенной влажности (мела, глины, трепела, опоки и других материалов, имеющих влажность до 35%) применяют специальные молотковые дробилки с подвижной плитой. Для дробления пород высокой прочности на первой стадии применяют молотковые дробилки ударно-отражательного действия.
|
|
|
Рис. Молотковая дробилка
|
Молотковые дробилки выбраны для измельчения кусков известняка, глины, гипса и минеральной добавки. По причинам вышеуказанным использование такого оборудование обосновано. Для глины будет использоваться дробилка с подвижной плитой, так как влажность глинистого компонента достаточно высокая. Характеристики подобранно дробильного оборудования приведены ниже (табл. ).
Таблица
Технические характеристики молотковых дробилок
|
Характеристики
|
Измельчаемый материал
|
|
|
Известняк
|
Глина
|
Минеральная добавка
|
Гипс
|
|
Тип дробилки
|
СМ-559
|
СМД-85А
|
СМД-85А
|
С-599
|
|
Размер загрузочного отверстия, см
|
126151
|
6355
|
6355
|
4025
|
|
Наибольший размер загружаемых кусков, см
|
100
|
40
|
40
|
10
|
|
Ширина щелей решетки, мм
|
75-200
|
-
|
-
|
15
|
|
Частота вращения ротора, мин-1
|
313,470,625
|
-
|
-
|
1500
|
|
Производительность, т/ч
|
200-400
|
85
|
85
|
10
|
|
Мощность электродвигателя, кВт
|
160
|
40
|
40
|
55
|
Грубоизмельченные сырьевые материалы после стадии дробления подаются на усреднение в усреднительные склады. Усреднение сырья – это комплекс технологических и организационных мер, обеспечивающих в течение длительного времени колебание химического состава сырьевой смеси в узких заданных пределах.
На складах производится усреднение кусковых материалов. Они позволяют повысить качество приготовления стабильной по составу сырьевой смеси. Применение усреднительных складов снижает также капитальные и эксплуатационные затраты. В зависимости от климата усреднительные склады могут быть открытыми или закрытыми.
Для автоматического управления приготовлением шихты создают несколько штабелей: два для известняка с высоким и низким титрами, и если второй компонент – твердый материал, то еще и штабель глинистого сырья. После дробления в молотковой дробилке отбирают пробы и делают анализ на CaCO3. По данным анализа, известняк подают в один из двух усреднительных штабелей известняка - с низким или высоким содержанием CaCO3. Наибольшая степень усреднения обеспечивают вытянутые в длину штабеля. Кладку материала в штабель ведут узкими полосами, тонкими слоями, покрывающими всю площадь штабелирования, длинными наклонными слоями, конусами, сливающимися в штабель [Бутт].
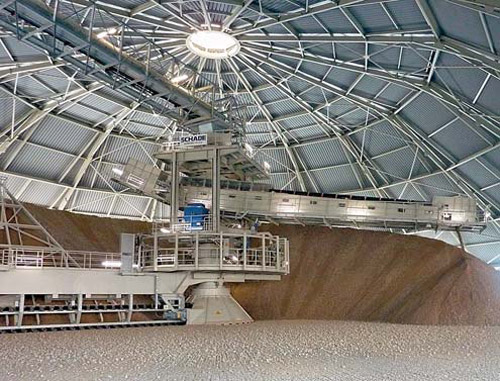
Разгрузку ведут по всей площади торца, что обеспечивает высокую степень усреднения. Для разгрузки с торца созданы специальные машины (рис). Такая машина передвигается вдоль штабеля. Бороны колеблются, разрыхляя материал под углом, равным углу естественного откоса. Материал собирается лопастным питателем и далее подается на ленточный транспортер.
Другой тип колесной разгрузочной машины представляет сочетание разрыхлительных борон, роторного экскаватора и реверсного ленточного транспортера. Применение колесных машин позволяет не только улучшить усреднение, но и увеличить емкость и размер усреднительных складов.
Для завода производительностью 1 млн тонн/год усреднительный склад сырья включает два штабеля емкостью по 20 тыс. тонн каждый. Один из штабелей обеспечивает недельную работу завода, формирование же штабеля производится за меньшее время. Установка по формированию штабеля работает периодически. Выдача – непрерывная.
Основной принцип усреднения основан на перемешивании разнородных пород при их последовательной слоевой отсыпке и последующей выемки в направлении, перпендикулярном отсыпанным слоям. Эффективность усреднения повышается по мере увеличения количества пересыпных слоев при отгрузке разнородных пород.
|
|
|
Рис. Усреднительный склад и разгрузочная машина
|
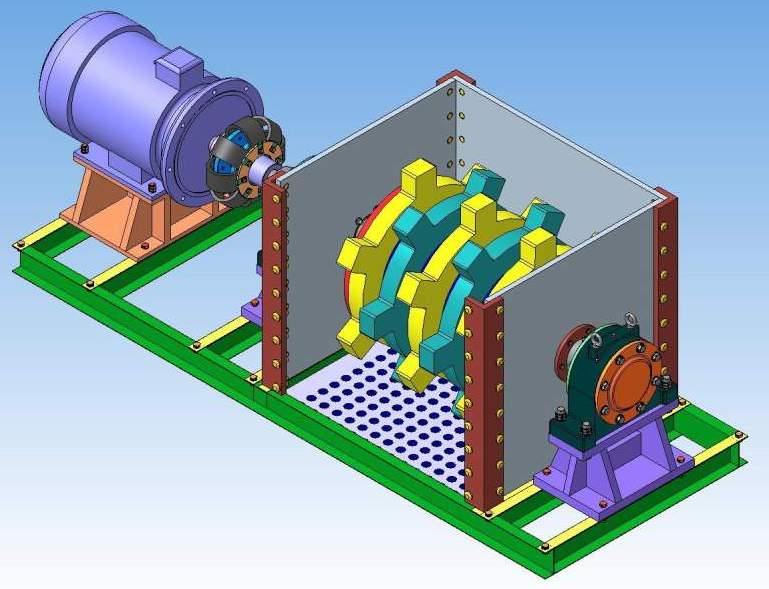
Пройдя дозировочный узел, сырьевые материалы поступают на помол в валковую мельницу (рис. ), которая предназначена для одновременного помола и сушки сырьевой шихты. Помольно-сушильная установка имеет более рациональный принцип помола, чем шаровая, требует меньшего удельного расхода электроэнергии, дает возможность более оперативно управлять процессом приготовления сырьевой смеси заданного состава. Для сушки и транспортирования сырьевой смеси используются отходящие газы печного агрегата. В установку входит также индивидуальная топка, предназначенная для подачи сушильного агента при отсутствии отходящих печных газов, а также для повышения температуры отходящих газов при размоле сырья повышенной влажности (более 6 %).
В помольно – сушильной установке с мельницей MPS можно измельчать материал с влажностью до 18% и высушивать его до 0,7%. При этом температура горячих газов на входе в мельницу составляет 450°, а на выходе из аппарата – около 110°С.
В цементной промышленности мельницы MPS применяются для помола сырья и угля. При помоле сырьевой смеси с одновременной сушкой удельные энергозатраты составляют около 9 кВтч/т, из которых 5,8 приходятся помол до тонкости 18% остатка на сите 009. Остальные 3,2 кВтч/т расходуются на преодоление гидравлического сопротивления мельницы, составляющего 360 мм вод. ст. [Зозуля] Производительность выбранной мельницы MPS для помола сырья в зависимости от тонкости помола представлена в табл.
|

|
|
Рис. Вертикальная мельница MPS фирмы PFEIFFER
|
Таблица
Производительность мельницы MPS в зависимости от тонкости помола
|
Тип мельницы
|
Остаток на сите 009, %
|
|
|
4
|
6
|
10
|
15
|
20
|
25
|
|
MPS 4150
|
195
|
215
|
245
|
255
|
300
|
335
|
Усреднение сырьевой муки происходит в двух двухъярусных силосах со встроенными под ними узлами питания печи. Из каждого силоса мука поступает в свою ветвь запечных циклонных теплообменников.
В связи с преимуществами валковой мельницы, ее использование оправдано для тонкого измельчения как цемента, так и сырьевой смеси. Сушка материалов проводится в сушильных барабанах.
Подбор оборудования для получения цементного клинкера.
Ввиду того, что цемент получают по сухому способу, в качестве печного агрегата используется короткая вращающаяся печь. Также используются циклонные теплообменники с реактором -декарбонизатором, в котором будет происходить частичная декарбонизация сырьевых материалов. Степень декарбонизации в реакторе- декарбонизаторе составляет 95-98%.
В циклонных теплообменниках происходит нагрев сырьевой смеси до температуры 850-900°С.
Расчет состава сырьевой смеси
Исходными данными для расчёта является таблица содержания основных оксидов в сырьевых компонентах, масс.%, полученная химическим анализом исходного сырья (таблица 5).
Таблица 5
Содержание основных оксидов в сырье масс. %
|
Компонент
|
SiO2
|
Al2O3
|
Fe2O3
|
CaO
|
MgO
|
SO3
|
П.П.П.
|
Сумма
|
Влажность
|
|
Известняк
|
0,67
|
0,38
|
0,18
|
53,7
|
0,96
|
0,28
|
43,40
|
99,57
|
6,0
|
|
Глина
|
69,0
|
13,49
|
5,50
|
1,65
|
1,50
|
0,16
|
4,60
|
95,90
|
10,0
|
|
Огарки
|
14,43
|
4,01
|
74,27
|
1,02
|
0,00
|
2,01
|
1,37
|
97,11
|
5,0
|
Расчёт сырьевой смеси выполнен на ПЭВМ при помощи специально составленной программы. Результаты расчёта представлены в таблицах 6 и 7.
Таблица 6
Содержание компонентов в сырьевой смеси
|
Компонент
|
В сухом состоянии
|
Во влажном состоянии
|
С учётом технологических потерь*
|
|
|
%
|
кг/т. кл.
|
%
|
кг/т. кл.
|
%
|
кг/т. кл.
|
|
Известняк
|
79,47
|
1233
|
78,83
|
1312
|
78,83
|
1319
|
|
Глина
|
18,83
|
292
|
19,51
|
325
|
19,51
|
326
|
|
Огарки
|
1,69
|
26
|
1,66
|
28
|
1,66
|
28
|
|
Итого:
|
100
|
1552
|
100
|
1665
|
100
|
1673
|
*Технологические потери составляют 0,5% для всех компонентов
Таблица 6
Химический состав, масс. %
|
Компонент
|
SiO2
|
Al2O3
|
Fe2O3
|
CaO
|
MgO
|
SO3
|
П.П.П.
|
Сумма
|
|
Сырьевая смесь
|
14,34
|
3,02
|
2,52
|
43,20
|
1,06
|
0,29
|
35,57
|
100
|
|
Клинкер
|
22,25
|
4,69
|
3,91
|
67,05
|
1,65
|
0,45
|
-
|
100
|
Характеристики портландцементного клинкера:
– коэффициент насыщения КН 0,93;
– силикатный модуль n 2,59;
– глиноземный модуль p 1,20;
– индекс обжигаемости ИО 3,70;
– Qтеор. клинкерообразования 1785,7 кДж/кг;
Минералогический состав получаемого клинкера представлен в таблице 8.
Таблица 8
Минералогический состав клинкера
|
Минерал
|
C3S
|
C2S
|
C3A
|
C4AF
|
C3A+C4AF
|
|
Содержание, масс. %
|
65,4
|
14,4
|
5,8
|
11,9
|
17,7
|
Расчёт теплового баланса
Тепловой расчёт печного агрегата.
Исходные данные:
1. Производительность по клинкеру – из материального баланса;
2. Способ производства – сухой;
3. Технологическое топливо – газ;
4. Химический состав сырьевой смеси и клинкера – таблица 7;
5. Минералогический состав портландцементного клинкера – таблица 8;
6. Естественная влажность исходных сырьевых материалов: известняк – 6%, глина – 10%; 7. Безвозвратный пылеунос – по нормам промсанитарии;
8. Коэффициент избытка воздуха: 1,1-1,15.
Расчет необходимого количества воздуха для горения топлива и объёма продуктов сгорания. Состав природного газа Берестянского месторождения представлен в таблице 9.
Таблица 9
Состав природного газа, об. %
|
СН4
|
С2Н6
|
С3Н8
|
С4Н10
|
СО2
|
N2
|
|
82
|
5
|
2
|
2
|
0,5
|
8,5
|
Теплотворная способность рабочего топлива:
QPH = 358,2СН4 + 637,5С2Н6 + 912,5С3Н8 + 1186,5С4Н10
QPH = 358,282 + 637,55 + 912,52 +1186,52 = 36757,90 кДж / нм3 топ.
Материальный баланс горения топлива.
Расчёт ведём на сухой газ, без учёта влажности.
Для 1нм3 топлива:
кг/м3
кг/м3
кг/м3
кг/м3
кг/м3
кг/м3
= 0,860 кг/м3
Расход воздуха на горение топлива.
Теоретический объёмный расход воздуха:
нм3/нм3топл
= 9,734 нм3/нм3топл
Теоретический массовый расход воздуха:
, кг/нм3топл.
= 12,586 кг/нм3топл.
Практический расход воздуха при =1,1:
, кг/нм3топл.
, кг/нм3топл.
Выход продуктов горения:
++, нм3/нм3топл
= 0,01(СО2+СН4+2С2Н6+3С3Н8+4С4Н10), нм3/нм3топл
= 0,01(0,5+82+25+32+42) = 1,065 нм3/нм3топл
= 0,01(2СН4+3С2Н6+4С3Н8+5С4Н10), нм3/нм3топл
= 0,01(282+35+42+52) =1,97 нм3/нм3топл
= 0,79+0,01*N2 , нм3/нм3топл
= 0,7910,708+0,018,5 = 8,544нм3/нм3топл
= 0,21(-1) , нм3/нм3топл
= 0,21(1,1-1)9,734 = 0,204 нм3/нм3топл
= 1,065+1,97+8,544+0,204= 11,784 нм3/нм3топл
Масса продуктов сгорания:
++, кг/нм3

= 1,9771,065=2,106 кг/нм3
= 0,8041,97 = 1,584 кг/нм3
= 1,2518,544 = 10,689 кг/нм3
= 1,4290,204 = 0,292 кг/нм3
, кг/нм3
Сводим материальный баланс горения топлива в таблицу 10.
Таблица 10
Материальный баланс горения топлива
|
Статьи прихода
|
Количество
|
Статьи расхода
|
Количество
|
|
|
м3
|
кг
|
|
м3
|
кг
|
|
Топливо
Воздух
|
1
10,708
|
0,86
13,845
|
СО2
H2O
N2
O2
|
1,065
1,97
8,544
0,204
|
2,106
1,584
10,689
0,292
|
|
Сумма
|
11,719
|
14,705
|
Сумма
|
11,783
|
14,671
|
% невязки = []
Расход исходного сырья на 1 кг клинкера
Состав исходного :
а) количество связанной воды в каолине:

б) количество углекислоты в углекислом магнии:
= 0,278%
в) количество углекислоты в углекислом кальции:

Технически расход сухого сырья:
[] =
Расход сухого сырья с учетом уноса из циклонных теплообменников:
[] = [] + [] y
[] = 1,552 + 0,15 = 1,702 кг/кг кл
Расчет теплового эффекта клинкерообразования
Расход тепла на нагрев сухого сырья от 0°С до 450°С:
,
где t1 = 450°C – конечная температура нагрева,t0 = 0°C – начальная температура материала, Ср =0,253 кДж/кг°С – средняя теплоемкость сырьевой смеси при данной температуре.
Теоретический расход гидратной воды сырья:
[] =
[] =
Расход тепла на дегидратацию каолина:
[],
где 1600 кДж/кг Н2О – теплота дегидратации каолина.
Расход тепла на нагревание дегидратированного сырья от t1 = 450°C до t2 = 900°C:
,
где = 0,283 кДж/кг°С – средняя теплоемкость в данном интервале температур.

Расход тепла на декарбонизацию и :


Теоретический расход СО2 сырья:

Расход теплоты на нагревание декарбонизированного сырья от t2 = 900°C до t3 = 1400°C:
,
где кДж/кг°С – средняя теплоемкость сырьевой смеси в данном интервале температур.

Расход тепла на образование жидкой фазы при t3 = 1400°C:
Итого расхода тепла:

Приход теплоты
Приход тепла в результате образования клинкерных минералов в интервале температур 1000-1400°С:

где 107, 144, 9 и 26 – тепловые эффекты образования соответствующих минералов клинкера, кДж/кг кл.
Для данного состава портландцементного клинкера:

Приход тепла в результате образования метакаолина:

Приход тепла в результате охлаждения 1 кг клинкера от t3 = 1400°С до t0 = 0°C:

где =0,261 кДж/кг°С – средняя теплоемкость в данном интервале температур
Приход тепла в результате охлаждения СО2 от t2 = 900°С до 0°C:
кДж/кг кл,
где = 0,256 кДж/кг°С – средняя теплоемкость СО2 в данном интервале температур
Приход тепла в результате охлаждения от 450°С до 0°С и конденсации гидратной воды сырья:
[]
где = 0,47 кДж/кгС – теплоемкость водяного пара в данном интервале температур, - теплота конденсации водяного пара.
0,00827
Итого приход тепла:

Теплосодержание топлива:

где = 1,3 кДж/кг°С – средняя теплоемкость газа при 20°С.
Теплосодержание воздуха:

где = 1,328 кДж/кг°С – теплоемкость воздуха при 20°С.
Приход тепла с подсосным воздухом:


Расход тепла.
Тепловой эффект клинкерообразования по данным расчета составил 1785,7 кДж/кг кл.
Потери тепла на испарение воды из сырья:

Потери тепла с отходящими газами:

где Сi – средняя теплоемкость i-газа при tог = 300°С, Vi – объем i-газа.

Потери тепла с 1 кг клинкера:

где - средняя теплоемкость клинкера при 300°С.
Потери тепла с уносом:

где = 0,253 кДж/кг°С – средняя теплоемкость сырьевой смеси при 300°С.

Потери тепла в окружающую среду:
а) корпусом печи
б) циклонными теплообменниками
Суммарные потери в окружающую среду:

Потери тепла с подсасываемым воздухом за системой циклонов:

Тепловой баланс печного агрегата:
36757,90
Получаем
Удельный расход тепла:
q =
[В. К. Классен. «Методические указания к дипломному проектированию. Материальный баланс завода. Технологические расчеты тепловых агрегатов». – Белгород, БелТИСМ, 1972]
МАТЕРИАЛЬНЫЙ БАЛАНС ЦЕМЕНТНОГО ЗАВОДА