Модификация свойств композиций на основе ПВХ
|
Содержание
ВВЕДЕНИЕ
- Бизнес-план
- Резюме
- Характеристика предприятия и отрасли
- Описание продукции
- Анализ рынка поставщиков
- Анализ рынка потребителя
- Анализ конкурентов
- План маркетинга
- План сбыта
- Производственный план
- Организационно – управленческая структура
- Риски и страхование
- Финансовый план
- Обзор литературы
- Изделия из композиций на основе ПВХ-Е
- Составление маточных смесей ПВХ
- Поливинилхлорид
- Добавки, используемые в композициях эластичных ПВХ
- Разработка рецептуры
- Способы и технологии приготовления пластизолей
- Методы переработки пластизоля ПВХ-Е
- Переработка в жидком состоянии
- Переработка мягких материалов
- Переработка полужестких материалов
- Объекты и методы исследования
- Объекты исследования
- Методы исследования
- .Метод определения предела прочности при разрыве
- Метод определения вязкости ротационным вискозиметром при определении скорости сдвига
- Метод определения вязкости ротационным вискозиметром при определении скорости сдвига
- Определение степени белизны поверхностей
- Результаты и их обсуждения
- Влияние технологического режима получения пластикатов ПВХ на их технические показатели
- Влияние технологического режима получения пластиката на текучесть расплава
- Моделирование условий гелеобразования пластизоли
- Безопасность и экологичность разработки
- Микроклимат лабораторного помещения
- Шум и вибрация
- Электробезопасность
- Освещенность рабочих мест
- Химические факторы
- Механическое травмирование
- Безопасность в ЧС
- Технико – экономическое обоснование выпуска опытной партии
- Годовой режим работы предприятия
- Расчет материально-технического обеспечения капитальных вложений
- Расчёт материально-технического обеспечения капитальных вложений. Планирование потребности сырья, полуфабрикатов и материалов
- Планирование потребности электроэнергии
- Планирование капитальных вложений
- Расчёт численности ППП и фонда оплаты труда
- Расчёт издержек производства продукции
ЗАКЛЮЧЕНИЕ
Список используемой литературы
Приложение А
Приложение Б
Приложение В
Приложение Г
Прилодение Д
Приложение Е
Приложение Ж
Приложение И
Приложение К
|
4
|
ВВЕДЕНИЕ
На современном рынке детских игрушек большую популярность имеют мягкие игрушки из ПВХ. Благодаря широкой цветовой гамме, легкости, прочности и привлекательному внешнему виду игрушки из ПВХ пользуются большим спросом, кроме того они являются дешевыми. Благодаря долговечности винила дети могут использовать их много раз и даже передавать из поколения в поколение через несколько лет [2]. Детские игрушки изготавливают методом ротационного формования пластизоля на основе эмульсионного поливинилхлорида пластифицированного диоктилфталатом [19].
Поливинилхлорид - термопластичный материал, получаемый полимеризацией винилхлорида, хлорзамещенного этилена. Он производится методами радикальной полимеризации в массе, в суспензии или эмульсии, и является основным компонентом двух типов материалов - жесткого (винипласт) и эластичного (пластикат). Кроме жесткого и пластифицированного ПВХ (пластиката), на базе этого полимера разработан еще один вид материалов - пасты или пластизоли.[1]
Пластизоли — дисперсии поливинилхлоридной (ПВХ) смолы в пласти-фикаторе. Рецептура пластизолей включает полимер, пластификаторы, стабилизаторы, красители (пигменты), наполнители и другие добавки. При нагревании пластизоль быстро превращается в монолитный пластикат с хорошими физико-механическими свойствами, высоким электрическим сопротивлением и химической стойкостью [4].
Сущность метода ротационного формования полых изделий из пластизолей ПВХ заключается в следующем: дозированное количество пластизоля загружают в закрываемую форму, которую начинают вращать в нескольких плоскостях, одновременно ее нагревая, для равномерного распределения материала по внутренней поверхности формы. Равномерный слой пластизоля, нагреваясь на поверхности металлической формы, желатинируется и после охлаждения затвердевает, образуя эластичную пленку по форме изделия. При последующем охлаждении до температуры ниже температуры плавления полимера изделия легко вынимают из формы благодаря усадке [3].
Данная работа посвящена изучению свойств композиций на основе ПВХ-Е и подбору оптимальных условий формирования пластиката ПВХ для придания ему высоких упруго – прочностных показателей.
Исследования проводились в лабораториях кафедры химии и химической технологии органического синтеза и переработки полимеров воронежского государственного университета инженерных технологий.
В ходе выполнения работы моделировались процессы, приближенные к технологиям изготовления пластизольных игрушки на фабриках.
Целью данной работы является модификация свойств композиций на основе ПВХ.
Основные задачи:
- Выбор технологического режима формирования пластикатов ПВХ с целью увеличения их упруго-прочностных показателей;
- Определение влияние технологического режима получения пластиката на текучесть расплава;
- Моделирование условий гелеобразования пластизоли.
- Бизнес-план
- Резюме
Детские игрушки изготавливают методом формования ротационного пластизоля на основе эмульсионного поливинилхлорида пластифицированного диоктилфталатом [19]. Технологический процесс на предприятии включает следующие стадии: приём и хранение сырья, подготовка сырья и вспомогательных материалов, разработка модели игрушки, изготовление специальной формы, смешивание пластизоля с органическими красителями, ротационное формование, охлаждение формы с изделием, извлечение изделия из формы, окраска изделия с помощью аэрографии и кисти, контроль и упаковка готовой продукции.
- Характеристика предприятия и отрасли
Исследования проводились в лабораториях кафедры химии и химической технологии органического синтеза и переработки полимеров воронежского государственного университета инженерных технологий. В ходе исследований моделировались процессы приближенные к технологии ротационного формования, с помощь которой изготавливаются пластизольные игрушки на фабриках.
- Описание продукции
Игрушки из ПВХ.
Поливинилхлорид (ПВХ) относится к термопластичным синтетическим материалам. В зависимости от условий полимеризации образуются продукты различной степени полимеризации с различными физико-химическими свойствами.
Материалы на основе ПВХ вырабатываются двух видов:
- с применением пластификатора (пластифицированный ПВХ);
- без применения пластификатора (непластифицированный ПВХ).
ПВХ – это слаботоксичное вещество. Продукты разложения ПВХ вызывают раздражение верхних дыхательных путей и слизистых оболочек глаза. ПДК продуктов разложения данного вещества в воздухе производственных помещений составляет 5 мг/м. ПВХ был одним из первых полимеров, получивших широкое коммерческое распространение. Перечень игрушек, производимых из ПВХ: куклы, утята для ванной, надувные пляжные игрушки и т.д. В целом можно сказать, что в производстве почти всех «мягких» игрушек используется ПВХ.
Подобные «мягкие» игрушки проверены не одним поколением детей. Не будет преувеличением сказать, что это непреходящий символ детства, большая слабость маленьких детей, в которой не в силах отказать им родители, даже несмотря на активно распространяемое сегодня мнение о вреде ПВХ-игрушек.
После своего появления виниловые игрушки заменили игрушки, изготавливаемые из разных материалов: крашеного дерева, металла, бумаги и ткани. Стойкость цвета (все изделие является цветным в отличие от применения нескольких слоев краски) у виниловых игрушек уменьшила необходимость применения нескольких различных материалов, расширила дизайнерские возможности и вселила уверенность в родителей, что в их детей из игрушек практически ничего не попадает. Благодаря долговечности винила дети могут использовать их много раз и даже передавать из поколения в поколение через несколько лет. Хотя виниловые игрушки не часто попадаются в потоках муниципальных твердых отходов, их переработка является технически возможной при проведении обычных процедур разделения и переработки.[2]
- Анализ рынка поставщиков
Поливинилхлорид обладает рядом коммерческих достоинств перед остальными пластиками (в том числе родственными полиолефинами). Он сравнительно дешев, в том числе из-за того что его производство требует сравнительно мало нефтесырья. Как известно, сейчас в структуре мирового потребления у ПВХ третье место (17% выпуска пластмасс), ему принадлежит 25-30% общего количества перерабатываемых синтетических материалов.
Рынок ПВХ – один из самых перспективных в российской нефтехимии. Это обусловлено быстрыми темпами роста и существенной – до 50% - долей импортной продукции. Поэтому в июле 2010 года в Нижегородской области началось строительство комплекса по производству ПВХ мощностью 330 тыс. тонн в год. Этот проект СИБУР реализует в составе совместного предприятия «РусВинил» вместе с компанией SolVin, которая в свою очередь является партнером бельгийской фирмы Solvay и концерна BASF.
Предполагается, что на «РусВинил» будут также производиться каустическая сода и хлор. Для выработки хлора выбрана самая современная мембранная технология, которая обеспечивает высокую чистоту продукта и низкие экологические риски. Ее суть заключается в том, хлор выделяется из реакционного производства через мембрану, сквозь которую могут проходить только молекулы хлора. Мощность установки по хлору составит 215 тыс. тонн в год. Этилен «РусВинил» будет поставляться по этиленопроводу с пиролизных мощностей «СИБУР-Кстово», где запланировано их расширение до 360 тыс. тонн в год – специально под проект «РусВинил» [25].
В России действуют шесть основных производителей ПВХ, суммарные мощности которых составляют 656,9 тыс. тонн в год (см. «Два кита и прочие»). Абсолютным лидером как по мощностям, так и по объемам производства является «Саянскхимпласт». Это предприятие было создано в 60-70-е годы прошлого века и стало индустриальным центром исторической области, где с 17-го века шла добыча поваренной соли. В расположенном по соседству городе Усолье-Сибирское также располагалось производство каустической соды, хлора и эмульсионного поливинилхлорида. Получение мономера винилхлорида осуществлялось по старому и неэффективному ацетиленовому методу.
Мощности «Усольехимпрома» по ПВХ были выведены из эксплуатации в 2009 году, и «Саянскхимпласт», где ПВХ производится на базе этилена, остался единственным производителем этого продукта на всем пространстве от Урала до Дальнего Востока. Сырье – этилен – поступает на предприятие по этиленопроводу с «Ангарского завода полимеров», контролируемого «Роснефтью». В 2009 году мощности предприятия было расширены с 250 до 280 тыс. тонн в год, а доля «Саянскхимпласта» в производстве ПВХ составила 45%.
Вторым по величине предприятием сегмента является «Каустик» из Стерлитамака. На его долю в 2009 году пришлось 26% произведенного ПВХ. В 2009 году на предприятии также завершился инвестиционный цикл по расширению мощностей с 120 до 200 тыс. тонн в год. Производство винилхлорида здесь также ведется сбалансированным по хлору методом из этилена, который предприятие получает по этиленопроводу с «Салаватнефтеоргсинтеза». В конце июля 2009 года между предприятиями произошел конфликт по поводу цены на этилен, в результате чего поставки прекратились, а «Каустик» находился в простое около полутора месяцев. Этилен начал поступать на предприятие после того, как на совещании по нефтехимии под председательством главы правительства Владимира Путина 13 сентября в Нижнем Новгороде был выработан временный выход из конфликтной ситуации.
Третьим по величине производителем является волгоградское предприятие «Пласткард», входящее в группу «НИКОХИМ», выпускающее суспензионный ПВХ, в том числе пищевых марок. Недостатком завода можно считать не самый эффективный метод производства винилхлорида, который синтезируется комбинированным ацетилен-этиленовым методом, а также небольшую мощность [25].
За последние 10 лет емкость внутреннего рынка ПВХ растет значительными темпами, существенно обгоняя прирост производства, – все мы свидетели, например, масштабного распространения оконных профилей из ПВХ. Так, в 2003 году увеличение емкости рынка составило 39%, а производство выросло лишь на 3,7%.

Рисунок 1.1 - Мощности по производству ПВХ, тыс. тонн
При этом потенциал роста спроса остается очень существенным: если в Европе и Северной Америке потребление ПВХ на душу населения составляет 11-14 кг/человека, то в России – 5,1 кг/человека, что даже меньше, чем в Азии, которая, тем не менее, остается главным центром мирового потребления ПВХ. В 2009 году на этот регион пришлось 57% спроса.
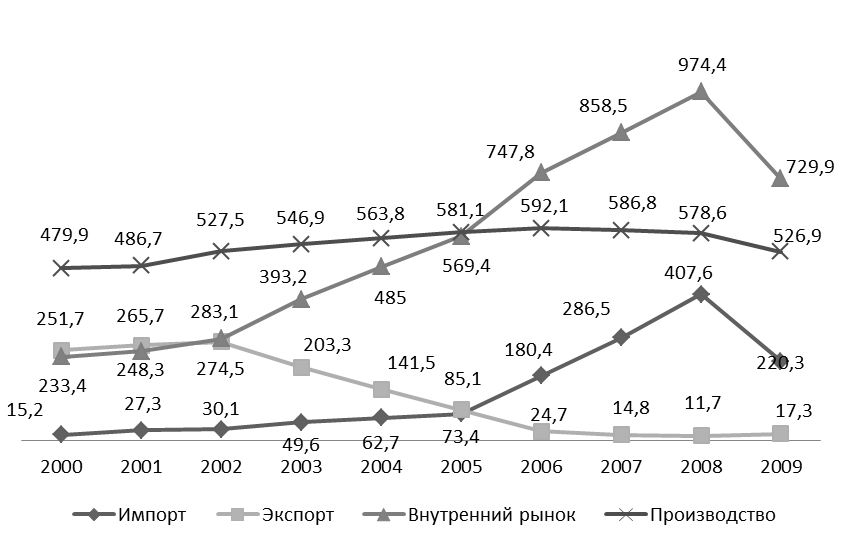
Рисунок 1.2 - Динамика российского рынка ПВХ, тыс. тонн
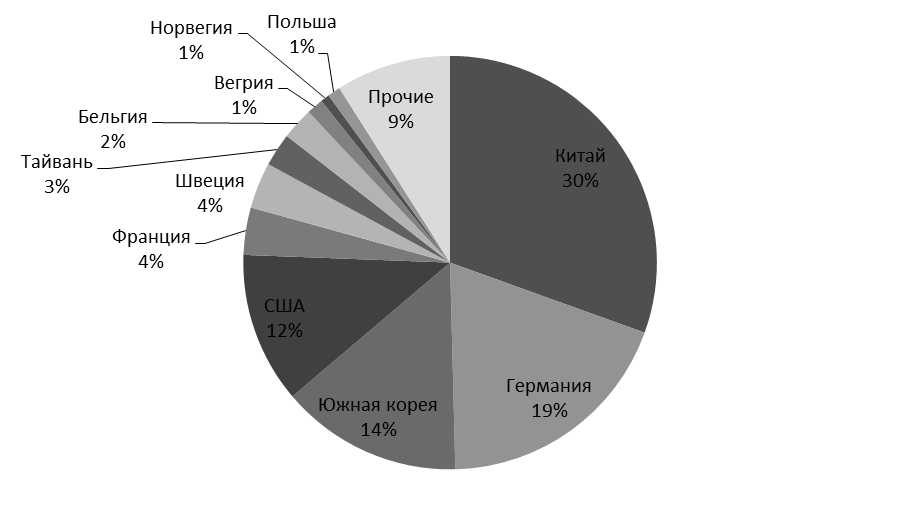
Рисунок 1.3 - Импорт ПВХ в Россию в 2009 году, %
- Анализ рынка потребителя
Пластизольные игрушки относятся к недорогим детским товарам и пользуются большим спросом, благодаря широкой цветовой гамме, легкости, прочности и привлекательному внешнему виду. Приобретают их, как правило, для детей от 0 до 3-4 лет. Их можно брать с собою в ванную, они приятные на ощупь, сделаны чаще всего в виде животных и издают различные звуки, благодаря специальным пищалкам. Они помогают развивать моторику рук, знакомят с формой, цветом, образами.
Существует два рынка сбыта изделий, рассматриваемых в данной дипломной работе:
- заказ крупных сетей магазинов, таких как «Детский мир», «Топ-тыж-ка»;
- заказ крупных сетей аптек, таких как «Здоровый город», «Фармия»;
- заказ в школы и детские сады;
- розничная и оптовая торговля;
Спрос на изделия зависит от следующих факторов:
-заинтересованности заводов, в подъёме качественных характеристик выпускаемой ими продукции;
-информирование о преимуществе изделий;
Для того, чтобы спрос со временем увеличивался, установленная цена должна быть не ниже цены на аналогичную продукцию, предлагаемую импортными производителями, но и не должна существенно влиять на число продаж продукции.
- Анализ конкурентов
Главная проблема бизнеса по производству пластизольных игрушек заключается в непрозрачности рынка, большом объеме нелегального импорта и контрафактной продукции из Китая и стран Азии (ее объем доходит по разным данным до 60-70% от всего импорта). Доля внутреннего производства детских игрушек очень небольшая – до 10-20%. В целом, структура российского рынка игрушек, в зависимости от стран-производителей, выглядит следующим образом: 70% игрушек произведено в Китае, 20% - в Европе (Германия, Испания, Польша), 10% - в России.
Однако по оценкам экспертов детские игрушки крупнейших российских производителей можно назвать конкурентоспособными на внутреннем и мировом рынке. Большинство из них успешно экспортируют свою продукцию. К числу крупнейших и известных отечественных компаний-производителей относятся ОАО «Звезда» (Лобня), ООО «Золушка», ООО «Комета Плюс», ЗАО «Степ Пазл» (Подольск), ЗАО «Завод «Огонек» (Москва), ООО «Нордпласт» (Санкт-Петербург), ОАО «Аэлита» (Санкт-Петербург) и др.
Одна из характерных особенностей российского рынка игрушек заключается в его диверсификации по группам товарам. По причине высокой конкуренции, невозможности устанавливать на свою продукцию низкие цены (по сравнению с товарами китайского производства) и высокой стоимости оборудования для производства игрушек различных видов, молодые компании-производители выбирают одну или несколько ниш.
В этом сегменте количество отечественных производителей до недавнего времени преобладало. Однако из-за проблем с дизайном (российские компании выпускают одни и те же резиновые игрушки на протяжении последних 10-20 лет) товары китайского производства постепенно завоевывают и этот рынок. Между тем, существует еще одна ниша, где на данный момент нет ни одной российской компании-производителя, – это коллекционные игрушки из пластизоли для детей и взрослых [25].
- План маркетинга
Маркетинговая стратегию по выводу новой торговой марки на рынок будет проходить по нескольким направлениям: экологичность и безопасность, цена, активная рекламная компания, выставки, рассылка рекламы в сети интернет потенциальным покупателям.
Наша продукция будет производиться в среднем ценовом сегменте. Для среднего ценового сегмента основой успешности являются: качество, внешний вид, экологичность и безопасность, ориентация на широкую аудиторию, реклама.
Продажа изделий будет производиться как мелкими, так и крупными оптовыми партиями, будет осуществляться на торговых базах, через поставщиков и непосредственно поставщикам.
Важным моментом в разработке стратегии маркетинга является выявление сильных и слабых сторон компании.
Таблица 1.1 – Анализ сильных и слабых сторон компании.
|
Сильные стороны
|
Возможности
|
|
Большой рыночный потенциал.
Большой ассортимент.
Закупка сырь на отечественном рынке.
|
Увеличение доли рынка за счет выпуска безопасной продукции.
Возможность воспользоваться растущей потребность в данном продукте.
|
|
Слабые стороны
|
Угрозы
|
|
Негативное восприятие материала из которого изготавливается продукция.
|
Усиление рынка лидеров.
Высокий уровень конкуренции.
|
Для увеличения продаж необходимо устанавливать акции типа «скидка в День рождения», «купи две игрушки третью получив подарок», реклама на радио и телевидении. Расходы на рекламу будут оправданными, так как в условиях современного рынка реклама играет важную.
- План сбыта
Сбыт продукта, будет осуществляться в сети магазинов и аптек: «Детский мир», «Топ-тыж-ка», «Оранжевый слон», «Дети», «Здоровый город» и т.д. Отгрузка товара будет осуществляться автомобильным транспортом.
- Производственный план
Годовая программа на изготовление изделий составляет 60000 т/год.
- Организационно – управленческая структура
Технологический процесс на предприятии включает следующие стадии:
- Приём и хранение сырья;
- Подготовка сырья и вспомогательных материалов;
- Разработка модели игрушки;
- Изготовление специальной формы;
- Смешивание пластизоля с органическими красителями;
- Ротационное формование;
- Охлаждение формы с изделием;
- Извлечение изделия из формы;
- Окраска изделия с помощью аэрографии и кисти;
- Контроль и упаковка готовой продукции;
Один из самых сложных и затратных этапов работы связан с разработкой новой модели игрушки. В ней принимают участие сразу несколько специалистов – художники, конструкторы и даже психологи. Сначала составляется набросок будущей игрушки, затем создается макет в виде векторного рисунка изделия. Затем конструктор создает объемную 3D-модель, которая после раскрашивания утверждается, согласовывается и изменяется, в соответствии с рекомендациями специалистов. Лишь после этого по утвержденной объемной модели изготавливается специальная форма.
Большая часть отечественных резиновых игрушек производится из пластизоля – термоотверждаемого полимера на основе поливинилхлорида, который называется ПВХ-пластизоль. Неокрашенная пластизолевая масса жидкая и напоминает по цвету и консистенции сметану. В нее добавляется органический краситель, что позволяет обеспечить равномерный прокрас изделия. Используются следующие колеры: желтый, желто-оранжевый, оранжевый пигменты, алый, красный, рубиновый, бирюзовый лаки, голубой фталоцианиновый пигмент. Для получения массы телесного цвета обычно используется лак рубиновый СК и пигмент оранжевый 2Ж в соотношении 1:2. Такая краска не стирается и не выцветает, отлично переносит воздействие воды, моющих средств, включая мыло, и безопасна для ребенка.
После заливки пластизоля в форму и его полимеризации под воздействием высоких температур он приобретает свойства мягкой резины. Этот способ производства называется ротационным формованием. Определенное количество пластизоля заливают в металлическую форму, которая герметично закрывается и вращается с одновременным нагревом в печи.
После того как пластизоль желатинизируется, форма перемещается в охлаждающую камеру. После охлаждения она останавливается, и из нее извлекается готовое изделие. Затем игрушка окрашивается с помощью аэрографа и/или кисти и упаковывается в полиэтиленовый пакет, полимерную сетку или силиконовую сумку. Готовая продукция хранится в чистых, сухих и хорошо вентилируемых складских помещениях, где поддерживается определенная температура воздуха (10-20 градусов Цельсия) и уровень влажности (65%). Игрушки не должны находится под прямым воздействием солнечных лучшей, их нужно оберегать от попадания пыли и грязи.
Особое внимание необходимо уделять качеству готовой продукции, что напрямую связано с используемым сырьем и технологией производства игрушек. Зачастую в качестве связующего реагента выступает сера, в качестве пластификатора – фталат, в роли антиоксиданта – фенол. Компоненты, из которых производятся игрушки, далеко не столь безопасны, как кажутся. Сомнения вызывает в первую очередь фенол, который используется для придания форме пластической массе или резине, как в данном случае. Фенол (другое название монооксибензол или карболовая кислота) является ароматическим углеводородом. При нарушении технологии и попадании в организм человека он может привести к серьезному отравлению. При этом в малых дозах фенол не представляет опасности. В дешевых игрушках, которые привозят из Китая и стран Юго-Восточной Азии, количество фенола превышает допустимую дозу в десятки раз, поэтому такая продукция представляет большую опасность для детей.
Качество производимой вами продукции должно соответствовать требованиям стандартов ( ГОСТ 25779-90, ГОСТ Р 51555-99, ГОСТ Р 51557-99, ГОСТ Р ИСО 8124-1-99, ГОСТ Р ИСО 8124-2-99, ГОСТ Р ИСО 8124-3-99, СанПиН 2.4.7.007-93, СанПиН 42-123-4240-86 ) и подтверждается документами: гигиеническим сертификатом и сертификатом соответствия. Продукция должна иметь гладкую поверхность, быть безопасной, гигиеничной, не иметь царапин и заусенцев, хорошо держать форму (не допускается слипание поверхностей), хорошо очищаться. Санитарными правилами по производству и продаже игрушек по Госстандарту РФ определяется перечень разрешенных красителей и другие требования к качеству готовой продукции.
Обратите внимание: на игрушке, ее упаковке или на вкладыше обязательно должна быть нанесена четкая, хорошо различимая и несмываемая маркировка. Она должна содержать следующую информацию: наименование игрушки и предприятия-изготовителя, возрастное назначение, адрес производителя, дату изготовления, предупредительные надписи и рекомендации по безопасной эксплуатации. Если изделие предназначено для детей в возрасте до трех лет (как многие резиновые игрушки), то в ее маркировке в обязательном порядке должно присутствовать графическое условное обозначение возраста, согласно ГОСТ Р 51556-99: перечеркнутый по диагонали слева направо красный круг, на белом фоне внутри которого черным цветом указана возрастная группа 0-3 и изображен контур лица.
Детские игрушки реализуют оптовым компаниям, напрямую в специализированные магазины, в аптечные сети (игрушки для детей до трех лет).
Оборудование, необходимое для открытия своего бизнеса по производству резиновых игрушек (литьевые и формовочные машины, вальцы, каландр, миксер, пресс, печи), обойдется в несколько миллионов рублей (подержанное оборудование можно приобрести за 3 млн. рублей). Пресс-формы, как правило, заказываются отдельно.
Для обслуживания производства потребуется около 10-15 рабочих, работающих посменно. Также не обойтись без помощи опытных дизайнеров и конструкторов. Зарплата одного такого специалиста составляет минимум 20 тысяч рублей в месяц. [26].
- Финансовый план
Для выполнения производственной программы проектируемого предприятия необходимы вложения определенной суммы денежных средств.
Графически и расчётным путём можно определить точку безубыточности, то есть объём производства, при котором деятельность предприятия будет безубыточной. Объём продукции в точке безубыточности рассчитывают по формуле:
(1.1)
где – сумма условно постоянных затрат, которая составляет 10% от полной себестоимости изделий тыс. руб., тыс. руб.
– оптовая цена за 1 т продукции, тыс. руб., тыс. руб.
– переменные затраты (90 % от полной стоимости 1 т изделия), тыс. руб., руб.
Тогда, тыс. т.
- Риски и страхование
Основные формы риска и методы их компенсации представлены в таблице 1.4.
Таблица 1.4- Виды риска и методы их компенсации
|
Вид риска
|
Причина риска
|
Факторы риска
|
Методы компенсации
|
|
Риск недостаточности или отсутствия средств по выплате з/п
|
Отсутствие покупателей продукции; неэффективная работа предприятия; ведение неправильной ценовой политики
|
Отсутствие денежных средств у заказчика; низкая рентабельность предприятия
|
Поиск новых заказчиков и рынков сбыта; создание денежных средств на непредвиденные расходы
|
|
Риск недополучения сырья и материалов в результате срыва договоров о поставках
|
Принятие поставщиками решения о разрыве договора; отсутствие денежных средств для закупки сырья и материалов
|
Мала прибыль; остановка производства; повышение цен в отдельных отраслях и регионах
|
Вовлечение традиционных поставщиков сырья и деятельность предприятия; создание денежных резервов
|
|
Риск неплатёжеспособности покупателей
|
Изменение условий договора, решение о разрыве договора
|
Возникает при запуске любой новой продукции
|
Наличие кредитных линий, финансовые резервы
|
|
Риск отсутствия рынка сбыта
|
Недостаточная рекламная деятельность, невозможность производства необходимой продукции
|
Выпуск некачественной продукции; высокие цены на продукцию
|
Поиск новых заказчиков и реклама продукции
|
- Обзор литературы
- Изделия из композиций на основе ПВХ-Е
ПВХ является ведущим материалом в индустрии игрушек. Игрушки изготавливают из винила уже почти 50 лет. Благодаря широкому диапазону свойств (от очень мягкого до очень жесткого) виниловые игрушки являются безопасными, долговечными и легко чистящимися. Эти характеристики позволяют прекрасно проектировать и легко создавать составы для экструзии или литья под давлением практически в любом цвете.
Превосходные защитные свойства ПВХ делают его ведущим упаковочным материалом, особенно для овощей и мяса. Другие приложения включают упаковку медицинских изделий, блистерную упаковку и лотки. Высокая полярность ПВХ делает его замечательным материалом для бутылок, предназначенных для хранения продуктов, содержащих углеводородные масла — от моторного масла и масла для жарки до арахисового масла.
ПВХ применяют в широком круге различных электрических и электронных приложений. Присущая ПВХ огнестойкость и его хорошая диэлектрическая прочность делают его идеальным кандидатом для изготовления оболочек электронных компонентов, поэтому ПВХ можно встретить во множестве таких изделий, как компьютеры, клавиатуры, телефоны, мобильные телефоны, инструменты, холодильники, стиральные машины и кондиционеры воздуха.
Огнестойкость и хорошая диэлектрическая прочность, низкий вес, простота монтажа и долговечность делают гибкий ПВХ идеальным выбором для проводов и кабелей.
ПВХ является вторым по объему использования в автомобилях пластиком после полипропилена. Самая крупная область применения — звукоизоляция, за ней следует изоляция пола, а далее внутренняя обшивка, жгуты проводов и элементы салона. Важные области применения виниловых изделий для внутренней отделки автомобилей — оболочки панели приборов и дверные панели. Низкая горючесть ПВХ делает его идеальным материалом для автомобилей и других транспортных средств. Превосходная погодная устойчивость ПВХ, его стойкость к действию масел и ржавчины дают дополнительные преимущества при использовании ПВХ в автомобильных приложениях.
ПВХ используют в широком спектре медицинских изделий, таких как мешки для крови, трубки для капельниц, медицинские перчатки.
Покрытия металлических поверхностей — важная область использования ПВХ. Хорошая устойчивость ПВХ к атмосферным воздействиям и его водостойкость помогают защитить покрытый металл, в особенности сталь, предотвращают окисление и коррозию, возникающую под действием влаги [2].
- Составление маточных смесей ПВХ
- Поливинилхлорид
Поливинилхлорид – синтетический термопластичный полярный полимер. Твердое вещество белого цвета, получаемое полимеризацией винилхлорида в массе, суспензии или эмульсии [32]. Обычное обозначение поливинилхлорида на российском рынке – ПВХ, но могут встречаться и другие обозначения: PVC (поливинилхлорид), PVC-P или FPVC (пластифицированный поливинилхлорид), PVC-U или RPVC, или U-PVC, или UPVC (непластифицированный поливинилхлорид), CPVC или PVC-C, или PVCC (хлорированный поливинилхлорид), HMW PVC (высокомолекулярный поливинилхлорид).
Поливинилхлорид является продуктом полимеризации винилхлорида, химическая формула которого СН2=СНСl. В процессе полимеризации образуются линейные слаборазветвленные (разветвленность макромолекул составляет 2 - 5 на 1000 атомов углерода основной цепи) макромолекулы c элементарным звеном в виде плоского зигзага (рисунок 2.1).
Рисунок 2.1 - Фрагмент молекулы ПВХ
Поливинилхлорид характеризуется очень широким молекулярно массовым распределением (полидисперсностью). Степень полимеризации для различных фракций полимера одной и той же марки может изменяться в несколько десятков раз (от 100 до 2500). Поэтому на практике молекулярную массу поливинилхлорида часто характеризуют не ее численным значением, а константой Фикентчера Kф, которую определяют по соотношению:
, (2.1)
Значение находят по уравнению:
, (2.2)
где – относительная вязкость при 25,
– концентрация поливинилхлорида в г/100мл растворителя (чаще всего циклогексанона или дихлорэтана).
Величина практически постоянна для растворов поливинилхлорида различных концентраций, незначительно зависит от температуры измерения, однако сильно изменяется с природой растворителя[7].
Мономером ПВХ является винилхлорид – бесцветный газ со слабым сладковатым запахом.
Поливинилхлорид достаточно прочен, относительно морозостоек, устойчив к щелочам, многим кислотам, маслам и растворителям, почти не горюч и сам по себе не токсичен [17].
Получение.
Поливинилхлорид получают радикальной полимеризацией винилхлорида в присутствии пероксидных или азоинициаторов. В промышленных условиях полимеризацию осуществляют в основном в суспензии (в водной среде), а также в массе и в эмульсии. Марочный состав определяется способом получения ПВХ, а также величиной средней молекулярной массы полимера, характеризуемой константой Фикентчера К, которая у промышленных марок изменяется от 50 до 80.
Наибольшее применение в промышленности получил суспензионный метод получения поливинилхлорида. Суспензионная полимеризация осуществляется по периодической схеме. Винилхлорид, содержащий 0,02-0,05% по массе инициатора (например, ацилпероксиды, динитрил азоизомасляной кислоты), интенсивно перемешивают в водной среде, содержащей 0,02-0,05% по массе защитного коллоида (например, метилгидроксипропилцеллюлозы, поливинилового спирта). Смесь нагревают до 45-65°C (в зависимости от требуемой молекулярной массы поливинилхлорида) и заданную температуру поддерживают в узких пределах с целью получения однородного по молекулярной массе продукта. Полимеризация протекает в каплях винилхлорида. В ходе ее происходит некоторая агрегация частиц. В результате получают пористые гранулы поливинилхлорида размером 100-300 мкм. После падения давления в реакторе (степень превращения винилхлорида около 85-90%) удаляют непрореагировавший мономер, поливинилхлорид отфильтровывают, высушивают в токе горячего воздуха, просеивают через сита и расфасовывают. Полимеризацию проводят в реакторах большого объема (до 200 м3). Производство полностью автоматизировано. Удельный расход винилхлорида – 1,03-1,05 т/т поливинилхлорида. Преимущества суспензионного способа: легкость отвода тепла реакции, высокая производительность, относительная чистота поливинилхлорида, хорошая совместимость его с компонентами при переработке, широкие возможности модификации свойств поливинилхлорида путем введения различных добавок и изменения параметров режима.
В микросуспензионой полимеризации используются анионные ПАВ, например, лаурилсульфат натрия в сочетании с длинноцепными спиртами. Диаметр получаемых частиц ПВХ варьируется в пределах 0,2-3 мкм. Частицы твердые и непористые в отличие от частиц ПВХ, полученных суспензионным методом.
Эмульсионная полимеризация осуществляется по периодической и непрерывной схемам. Используют растворимые в воде инициаторы (H2O2, персульфаты), а в качестве эмульгаторов – поверхностно - активные вещества (например, алкил- или арилсульфаты, сульфонаты). Радикалы зарождаются в водной фазе, содержащей до 0,5% по массе инициатора и до 3% эмульгатора. Затем полимеризация продолжается в мицеллах эмульгатора. При непрерывной технологии в реактор поступают водная фаза и винилхлорид. Полимеризация идет при 45-60 °C и слабом перемешивании. Образующийся 40-50% латекс с размерами частиц поливинилхлорида 0,03-0,5 мкм отводится из нижней части реактора, где нет перемешивания. Степень превращения винилхлорида – 90-95%. При периодической технологии компоненты (водная фаза, винилхлорид, обычно некоторое количество латекса от предыдущих операций, так называемый затравочный латекс, и другие добавки) загружают в реактор и перемешивают во всем объеме. Полученный латекс после удаления винилхлорида высушивают в распылительных камерах и порошок поливинилхлорида просеивают. Хотя непрерывный процесс высокопроизводителен, преимущество часто отдается периодическому процессу для получения поливинилхлорида нужного гранулометрического состава, что очень важно при его переработке. Эмульсионный поливинилхлорид значительно загрязнен вспомогательными веществами, вводимыми при полимеризации.
Полимеризация в массе происходит по периодической схеме в две ступени. На первой винилхлорид, содержащий 0,02-0,05% по массе инициатора, полимеризуют при интенсивном перемешивании до степени превращения около 10%. Получают тонкую взвесь частиц (зародышей) поливинилхлорида в мономере, которую переводят в реактор второй ступени. Сюда же вводят дополнительное количество мономера и инициатора и продолжают полимеризацию при медленном перемешивании и заданной температуре до степени превращения винилхлорида около 80%. На второй ступени происходит дальнейший рост частиц поливинилхлорида и их частичная агрегация (новых частиц не образуется). Получают пористые гранулы поливинилхлорида с размерами 100-300 мкм в зависимости от температуры и скорости перемешивания на первой ступени. Непрореагировавший винилхлорид удаляют. Поливинилхлорид продувают азотом и просеивают. Преимущества перед суспензионным способом: отсутствие стадий приготовления водной фазы, выделения и сушки поливинилхлорида, в результате уменьшаются капиталовложения, энергозатраты и расходы на обслуживание. Недостатки: затруднены отвод тепла реакции и борьба с коркообразованием на стенках аппаратуры, образующийся поливинилхлорид неоднороден по молекулярной массе; его термостойкость ниже, чем у поливинилхлорида, полученного суспензионным способом.
Условное обозначение суспензионного поливинилхлорида, выпускаемого в соответствии с ГОСТ 14332-78 и представляющего собой
продукт суспензионной полимеризации винилхлорида, состоит из наименования продукта — ПВХ и следующих обозначений:
способа полимеризации – С (суспензионный);
нижнего предела диапазона величины константы Фикентчера К, которая характеризует его молекулярную массу К — первые две цифры;
показателя насыпной плотности в г/см3 – третья цифра: 0 – без данных; 1 – (0,300,40); 2 – (0,350,45); 3 – (0,400,50); 4 – (0,400,65); 5 – (0,450,55); 6 – (0,500,60); 7 – (0,550,65); 8 – (0,600,70); 9 – более 0,65;
показателя остатка после просева на сите с сеткой № 0063 в % – четвертая цифра: 0 – без данных; 1 – менее или равно 1; 2 – (1-10); 3 – (5-20); 4 – (10-50); 5 – (30-70); 6 – (50-90); 7 – (70-100); 8 – (80-100); 9 – (90-100);
применяемости суспензионного поливинилхлорида: Ж – переработка без пластификаторов (для жестких изделий); М – переработка с пластификаторами (для пластифицированных изделий); У – переработка с пластификаторами или без них (для жестких, полужестких или пластифицированных изделий).
После обозначения марки суспензионного поливинилхлорида указывают сорт и ГОСТ.
Пример условного обозначения суспензионного поливинилхлорида, полученного суспензионной полимеризацией, с величиной К от 70 до 73, насыпной плотностью от 0,45 до 0,55 г/см3, остатком после просева на сите с сеткой № 0063 – 90%, для изготовления пластифицированных изделий: ПВХ-С-7059-М ГОСТ 14332-78.
Условное обозначение эмульсионного поливинилхлорида, выпускаемого в соответствии с ГОСТ 14039-78 и представляющего собой продукт эмульсионной полимеризации винилхлорида, состоит из наименования продукта — ПВХ и следующих обозначений:
способа полимеризации — Е (эмульсионная);
способа переработки через пасты (для пастообразующих марок) — П;
нижнего предела диапазона величины константы Фикентчера К, которая характеризует его молекулярную массу — первые две цифры;
показателя насыпной плотности — третья цифра: 0 — не нормируется, 5 — от 0,45 до 0,60 г/см3;
показателя остатка на сите с сеткой № 0063 — четвертая цифра: 0 — не нормируется; 2 — до 10%;
применяемости эмульсионного поливинилхлорида: М – для переработки в пластифицированные изделия; Ж – для переработки в жесткие изделия; С – для переработки через средневязкие пасты.
После обозначения марки эмульсионного поливинилхлорида указывают сорт и ГОСТ.
Пример условного обозначения эмульсионного поливинилхлорида, изготовленного по способу эмульсионной полимеризации, с величиной К от 70 до 73, насыпной плотностью от 0,45 до 0,60 г/см3, ненормируемым остатком на сите с сеткой № 0063, для переработки в пластифицированные изделия, высшего сорта: ПВХ-Е-7050-М, сорт высший ГОСТ 14039-78.
Пример условного обозначения эмульсионного поливинилхлорида, изготовленного по способу эмульсионной полимеризации, для переработки через пасты, с величиной К от 66 до 69, ненормируемой насыпной плотностью, остатком на сите с сеткой № 0063 – 5%, для переработки через средневязкие пасты, первого сорта: ПВХ-ЕП-6602-С, сорт 1 ГОСТ 14039-78.
Условное обозначение массового поливинилхлорида, выпускаемого в соответствии с ТУ 6-01-678-86 и представляющего собой продукт массовой (блочной) полимеризации винилхлорида, состоит из наименования продукта — ПВХ и следующих обозначений:
способа полимеризации – М (массовый);
нижнего предела диапазона величины константы Фикентчера К, которая характеризует его молекулярную массу К — первые две цифры;
показателя насыпной плотности в г/см3 – третья цифра: 0 – без данных; 1 – (0,30-0,40); 2 – (0,35-0,45); 3 – (0,40-0,50); 4 – (0,40-0,65); 5 – (0,45-0,55); 6 – (0,50-0,60); 7 – (0,55-0,65); 8 – (0,60-0,70); 9 – более 0,65;
показателя остатка после просева на сите с сеткой № 0063 в % – четвертая цифра: 0 – без данных; 1 – менее или равно 1; 2 – (1-10); 3 – (5-20); 4 – (10-50); 5 – (30-70); 6 – (50-90); 7 – (70-100); 8 – (80-100); 9 – (90-100);
применяемости массового поливинилхлорида: Ж – переработка без пластификаторов для жестких изделий методом экструзии (труб, пластин); У – переработка с пластификаторами или без них (для жестких, полужестких или пластифицированных изделий).
Поливинилхлорид устойчив к действию влаги, кислот, щелочей, растворов солей, промышленных газов (например, NO2, Cl2), бензина, керосина, жиров, спиртов. Нерастворим в собственном мономере. Ограниченно растворим в бензоле, ацетоне. Растворим в дихлорэтане, циклогексаноне, хлор- и нитробензоле. Физиологически безвреден. Чистый поливинилхлорид представляет собой роговидный материал, который трудно перерабатывается. Поэтому обычно его смешивают с пластификаторами. Свойства конечного продукта варьируются от жесткого до очень гибкого пластика в зависимости от процента добавленного пластификатора, который может достигать до 100% и более от массы полимера[4].
- Добавки, используемые в композициях эластичных ПВХ
Жидкие пластификаторы и твердые эластификаторы
Первичные пластификаторы являются основными добавками, отвечающими за придание ПВХ эластичности. Они подразделяются на мономерные, полимерные пластификаторы, смолы и специальные ингибиторы горения. Они представляют собой слабо летучие жидкости, обладающие такой полярностью и прочими характеристиками, которые делают их хорошо совместимыми с ПВХ и предотвращают их выдавливание из пластифицированного ПВХ при приложении среднего по величине давления.
Вторичные пластификаторы представляют собой слабо летучие жидкости, имеющие такую совместимость с ПВХ, которая позволяет использовать их совместно с первичными пластификаторами как часть пластифицирующей системы, но которые экссудируют при индивидуальном использовании. Типичным примером вторичных пластификаторов для ПВХ являются хлорированные парафины, используемые по причине их низкой стоимости и более низкой горючести по сравнению с большинством первичных пластификаторов.
Существует несколько типов твердых эластификаторов для ПВХ, среди которых совместимые нитрильные каучуки, совместимые полиуретаны, совместимые полиэфиры, терполимеры этилена, окиси углерода и винилацетата и некоторые полиакрилаты. Многие называют эти материалы «эпластикаторами» ПВХ, чтобы отличать их от жидких пластификаторов. Эти твердые материалы главным образом используются в термопластичных эластомерных (ТПЭ) смесях и специальных материалах на основе ПВХ, некоторые из которых имеют пониженную горючесть и низкое дымовыделение, для использования, например, в кабелях для внутренней проводки. оптовая стоимость этих пластикаторов выше, чем у большинства пластификаторов. При использовании как самостоятельные эластификаторы ПВХ пластикаторы дают вещества с большей вязкостью расплава, чем у соответствующих пластифицированных составов с такой же твердостью и эластичностью.
Определение пластификаторов, утвержденное UРАС в 1951 г., до сих пор актуально: вещество или материал, включенный в другой материал (обычно пластик или эластомер) для увеличения его эластичности, технологичности или растяжимости. Пластификатор может уменьшать вязкость расплава, понижать температуру перехода второго порядка или модуль упругости продукта. Для сравнения, технологическая добавка улучшает перерабатываемость без обязательного уменьшения вязкости расплава или жесткости продукта.
Практические требования к пластификатору, пригодному для применения с ПВХ, следующие. Он должен быть экономически выгодным, стабильным, неярко окрашенным, совместимым с ПВХ, хорошо диспергируемым в нем, должен обладать низкой летучестью, практически не иметь запаха, быть нетоксичным, обладать и хорошев устойчивостью, а также не должен негативно взаимодействовать с другими необходимыми составляющими рецептуры или, иначе, не ухудшать конечные свойства продукта, с которыми связано его применение.
При количественном определении поведения отдельных пластификаторов в ПВХ теория пластификации работает сравнительно точно. Когда применяются смеси пластификаторов из разных семейств, соответствия между параметрами практического применения и научными измерениями, производимыми на идеализированных системах, становятся слишком грубыми, чтобы определить последние как стандарты для предсказания работы пластифицированного ПВХ в условиях, определенных для него рынком. Однако для отдельных новых веществ, предполагаемых как пластификаторы, вычисленные или измеренные величины параметров, таких как параметры водородного связывания, параметры взаимодействия Флора-Хаггинса, диэлектрические постоянные, дипольные моменты и параметры растворимости могут быть использованы для предсказания их совместимости с ПВХ.
Исходные пластификаторы, используемые в ПВХ, относятся к следующим семействам: диалкил орто-фталаты, алкал бензилфталаты, диалкилтерефталаты, эпоксиды, сложные алифатические карбоксильные диэфиры, полимерные вещества типа полиэфиров, сложные фосфатные эфиры, сложные эфиры тримеллитовой кислоты, сложные эфиры бензоатов и дибензоатов, сложные алкильные сульфоновые эфиры фенола и крезола, а также смешанных типов.
В Энциклопедии Пластмасс за 2003 г. упоминается 402 пластификатора, из которых 279 определяются как совместимые с ПВХ. Приводится также список из 40 поставщиков.
Сложные эфиры диалкил орто-фталата являются пластификаторами, наиболее часто применяемыми в ПВХ. Спирты берутся из ряда от гексила (С6) до тридецила (С13) и могут быть как линейными, так и разветвленными. Увеличение степени разветвленности спирта дает пластификатор с более высокой летучестью, в большей степени подверженный окислению, менее хрупкий при низких температурах в ПВХ и имеющий большее объемное удельное сопротивление в смесях ПВХ. Ди-2-этил-гексилфталат, известный как ДЭГФ или ДОФ, является пластификатором, принятым за промышленный стандарт общего назначения (ОН), с которым все остальные диалкилфталаты и пластификаторы ПВХ сравнивают с помощью их факторов эффективности (ФЭ).
В дополнение к рекомендациям, основанным на собственном опыте, о том как использовать пластификаторы, некоторые поставщики рассчитывают точные концентрации своих пластификаторов, требуемых для стандартного ПВХ, благодаря которым можно получить необхадимый набор физических свойтв. При выборе наилучшего фталатного пластификатора, применяемого в каждом конкретном случае, руководствуются экономическим и расчетами, токсикологическими правилами (если требуется), простатой обработки и эффективностью при конечном использовании.
Алифатические карбоксильные диэфиры, такие как фталаты, обычно определяются аббревиатурами. Они основаны на алифатических двухосновных кислотах, этерифицированных спиртами из ряда от С7 да С10. Двухосновные кислоты имеют углеродное число, варьируемое от С5 (глутаровая) до С10 (себациновая), ди-2-этилгексиладипат известен как ДОА. Азелаинаты и адипаты не понижают температур плавления поливинилхлоридных кристаллитов да таков степени, как это делают соответствующие фталаты, но они более эффективно пластифицируют аморфные зоны ПВХ, а также имеют более низкую молекулярную массу и удельный вес. Следовательно, при том же весе они придают большую эластичность и лучшие низкотемпературные свойства. По сравнению с ДОФ ДОА хуже совместим с ПВХ и обладает значительно большей летучестью. Применение ДОА в пленках для упаковки готовых продуктов питания регулируется Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (США).
Большинство полимерных пластификаторов типа полиэфиров являются продуктами конденсации гликолей с двухосновными органическими кислотами. Наиболее часта используемыми материалами являются 1,3-бутиленгликоль и адипиновая кислота. Спирты С8 или С10 обычно применяют для остановки полимеризации при средней молекулярной массе от 1000 до 8000. Полимерные п пастификаторы, оборванные кислотой, не так стабильны в окружающей среде по сравнению с их аналогами, оборванными спиртами. Основным преимуществом полимерных пластификаторов перед мономерными пластификаторами общего назначения является более высокая устойчивость. Основные недостатки следующие: более высокая цена, более низкая эффективность пластификации, худшие низкотемпературные свойства и пониженная экологическая устойчивость конечных продуктов, подвергаемых воздействию различных комбинаций тепла, влажности, ультрафиолетового излучения и/или активных микробных культур. Применяемые на практике рецептуры часто содержат смеси полимерных и мономерных пластификаторов.
Пластификаторы на основе сложного эфира тримеллитовой кислоты получаются реакцией тримеллитового ангидрида с пластификаторными спитртами. Три-2-этилгексил тримеллитат известен как ТОТМ. Эти сложные эфиры представляют собой современный уровень слабо летучих мономерных пластификаторов.
Эпоксидные пластификаторы содержат оксирановые кислородные группы в своих молекулах, которые образуются за счет эпоксидирования олефиновых двойных связей в исходном сырье:
Они используются в качестве дополнительных стабилизаторов совместно с соответствующими смешанными металлическими стабилизаторами и некоторыми типами более новых стабилизаторов. Наиболее часто применяемыми эпоксидами являются эпаксидираванное соевое масла (ЭСМ) и эпоксидированное льняное масло (ЭЛМ). Их недостатком является то, что они представляют собой питательную среду для плесеней, некоторых бактерий и грибков. Грамотные составители рецептур используют эпоксиды в малых количествах, поскольку оксирановая кислородная группа очень хороша совмещается с ПВХ. Использование больших количеств ЭСМ или ЭJМ приводит к риску возникновения клейкого «налета» при фотоокислении пли гидролизе оксирановой кислородной группы. Для получения стабилизирующего действия кислорода оксирановой группы без риска выступания на поверхность или атаки микробов некоторые составители смесей используют эпоксидные смолы, несмотря на то, что они стоят дороже, чем ЭСМ или ЭЛМ.
Пластификаторы на основе фосфатных эфиров, производимые из оксихлоридов фосфора, имеют следующую общую структуру:
(R1O)(R2O)(R3O)=0, где R1, R2, и R3 — алкильные или арильные фрагменты.
Имеются многочисленные пластификаторы па основе триарильных или алкиларильных фосфатов. Их стоимость выше, чем у фталатных аналогов, но они отлично совместимы с ПВХ и горят с меньшим выделением тепла по сравнению с теми же фталатами. Фосфатные эфиры используются главным образом в огнезащитных и дымоподавляюгцих рецептурах.
Дибензоат дипропиленгликоля является примером пластификаторов на основе сложных эфиров бензойной кислоты, которые в основном используются в устойчивых к загрязнению половых покрытиях. [2]
Стабилизаторы
Стабилизаторы применяются в эластичных ПВХ композициях для предотвращения деструкции во время переработки и формования конечной формы изделия. В основном благодаря давлению со стороны защитников окружающей среды, а также частично благодаря результатам фундаментальных исследований, за последние 20 лет в производстве стабилизаторов произошло больше изменений, чем в любой другой части ПВХ технологии.
Исторически системы на основе свинца оказались первыми коммерчески успешными стабилизаторами для ПВХ. В основном они представляют собой твердые основания с частицами малого размера, которые хорошо диспергируют в эластичных ПВХ композициях так, что не остается сколько-нибудь значительных нестабилизированных элементов объема. Атомарный хлор и НС1 выделяются из деструктирующего ПВХ и образуют основные хлориды свинца, которые не способствуют дальнейшей деструкции ПВХ.
Простой путь обобщения действия тепловых стабилизаторов в эластичном ПВХ следующий: термическая деструкция молекул ПВХ начинается на дефектных структурах, которые могут принимать различные формы, но всегда включают лабильные атомы хлора. Если только молекула активного стабилизатора не находится близко к месту выделения лабильного хлора из ПВХ, инициируется последовательное, прогрессирующее «высвобождение», молекул НСI из ПВХ. Стабилизаторы предотвращают этот процесс следующим образом:
Для стабилизаторов, используемых в эластичных ПВХ, желательны следующие свойства: они должны быть бесцветными, не иметь запаха и вкуса, быть нетоксичными, нелетучими и непроводящими, не оставлять пятен, не выделяться из основной композиции, не мигрировать, не играть роль пластификатора, не создавать покрытие, быть устойчивыми к окислению и гидролизу, не высачиваться, не выпадать в виде пудры, не смазывать или лишь слегка смазывать. они также должны быть недорогими, пригодными для длительного хранения, легкодоступными, легко диспергирующими в ПВХ, совместимыми с ПВХ и другими добавками, однородными, термо- и светоустойчивыми, невредными для окружающей среды, химически стабильными, простыми в обработке и эффективными при выполнении стабилизирующих функций.
Даже несмотря на то что тонкомолотый глет (РbO) был достаточно эффективен как стабилизатор эластичного ПВХ, Вальдо Семон быстро от него отказался по причине наличия у него цвета, в отличие от основного карбоната свинца (ОКС). Со временем он был заменен трехосновным сульфатом свинца (ТОСС), двухосновным фталатом свинца и двухосновным фосфатом свинца, производимыми в виде тонких белых порошков. ТОСС имеет наименьшую стоимость, но достаточно основан для того, чтобы гидролизовать некоторые полимерные пластификаторы. Двухосновный фосфат свинца наиболее дорогой среди трех упомянутых веществ, но предпочтителен в некоторых случаях, поскольку обладает большим светостабилизирующим действием, чем ТОСС или двухосновный фталат свинца.
При контакте с сероводородом или меркаптидами все упомянутые свинцовые стабилизаторы покрываются серой. С ними нужно обращаться с осторожностью из-за их склонности к «опудриванию». При вдыхании или проглатывании человеком проявляют небольшую токсичность, но лишь небольшую благодаря плохой растворимости в воле или слюне. Они имеют показатели преломления в пределах 2,0-2,25, что достаточно много, чтобы сделать их непригодными для применения в прозрачных или просвечивающих композициях по причине их окрашивающего действия. Они являются одними из наиболее экономически выгодных стабилизаторов пластифицированного ПВХ, но сейчас они в основном выводятся из употребления под давлением защитников окружающей среды, требующих отказаться от применения содержащих свинец стабилизаторов, красителей или смазок в производстве ПВХ.
В Соединенных Штатах проблемы воздействия свинца на рабочих были решены путем оперирования порошковыми свинцовыми стабилизаторами в закрытых системах с воздушным нагнетанием предварительно взвешенными порциями (каждая заключена в отдельный мешок из ПВХ) или гранулированными смесями стабилизаторов и смазок в общей упаковке. В США допустимый уровень воздействия (ДУВ) для воздушной взвеси свинца составляет 0,05 мг/м.
Свинцовые стабилизаторы проявляют себя наилучшим образом в изоляции строительных кабелей, предназначенных для эксплуатации в сырых и мокрых местах. Многие поставщики признавали годными композиции, прошедшие длительные испытания на изоляционную прочность, которые проводились погружением в воду при температуре 75 или 90°С на срок двадцать шесть и более недель без значительной потери диэлектрических свойств. Продолжается активное тестирование систем без свинца или с его низким содержанием для использования в указанных направлениях.
При рН от 6 до 8 (нейтральная среда) ТОСС и двухосновные фталат и фосфат свинца плохо растворяются в воде, но благодаря амфотерности свинца они растворимы, если экстрагент представляет собой кислый или щелочной буферный раствор. Когда стабилизированная свинцом виниловая изоляция или защитные материалы перемалываются до частиц очень малого размера и подвергаются выщелачиванию характерных токсичных веществ (ВХТВ) в соответствии с процедурой АООС, проводимой в кислой среде и обеспечивающей максимальную концентрацию свинца в продукте выщелачивания, равную 5 мг/л, могут быть получены предельные или недопустимые результаты. Поэтому отходы производства проводов и кабелей с изоляцией из стабилизированного свинцом ПВХ перерабатываются или отправляются на дорогостоящие охраняемые свалки. В отличие от свинца концентрация бария в продуктах выщелачивания, равная 100 мг/л, допускается АООС. Кальций и цинк в этом испытании не учитываются.
Смешанные металлические стабилизаторы
В течение многих лет самые популярные смешанные металлические стабилизаторы для эластичных ПВХ производились па основе бария и кадмия или комбинаций барий-кадмий-цинк, применяемых совместно с различными фосфитами и эпоксидными пластификаторами или смолами. Кадмий был исключен из производства, поскольку его сочли токсичным. Но кадмий присутствует в больших объемах переработанного старого эластичного ПВХ. Сегодня во многих смешанных металлических стабилизаторах эластичного ПВХ используются соединения цинка, которые обменивают свои анионы на лабильные атомы хлора при молекулах ПВХ. Хлорид цинка, образующийся при этик обменах, является сильной кислотой Льюиса, способной катализировать катастрофическое дегидрохлорирование ПВХ в катастрофических масштабах. Поэтому в стабилизаторах цинк дублируется значительно большими количествами бария или кальция. Соединения бария и кальция не реагируют с лабильными атомами хлора в составе ПВХ так же активно, как это делают соединения цинка. Затем посредством анионного обмена в смешанных металлических системах образуются хлориды бария или кальция, а цинк выводится из состава сильной кислоты Льюиса. Хлориды бария и кальция являются слабыми кислотами Люииса и вызывают значительно меньшую деструкцию ПВХ по сравнению с хлоридом цинка. В 1933 г. Бейкер и Гроссман представили работу по бескадмиевым смешанным металлическим стабилизаторам.
В настоящий момент кадмий исключен из промышленного процесса. Барий-цинковые и кальций-цинковые стабилизаторы могут быть как твердыми, так и жидкими. Твердые рабочие компоненты состоят из стеарата бария или кальция, а также небольшого количества стеарата цинка и различных синергетиков. Также часто применяются смешанные соли жирных кислот, включая палмитаты и лауреаты. В жидких системах барийалкилфеноляты и октоаты цинка могут применяться совместно в растворителях с высокой температурой кипения, совместимых с ПВХ. другие синергические составляющие включают эпоксиды и антиоксиланты на основе фосфитов, чьи параметры растворимости близки к таковым ПВХ и прочих компонентов в рецептуре, например, пластификаторов. Алкиларилфосфиты улучшают яркость и помогают поддерживать «хороший начальный цвет». Эмпирически, пентаэритрит был признан выгодным. Фенольные антиоксиданты, например, бутилированный гидрокситолуол (БГТ) и бисфенол А, включаются во многие рецептуры. Жидкие смешанные металлические стабилизаторы необходимо защищать от воздействия влажного воздуха, для чего их держат в закрытых объемных или псевдообъемных системах. Во многих смешанных металлических стабилизаторах даже небольшое количество воды может вызвать разделение фаз и серьезную потерю свойств за счет гидролиза некоторого количества фосфита и прибавления порции эпоксида.
Многие кальциево-цинковые смешанные металлические стабилизаторы разрешены Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (США) к использованию в пищевых пленках из эластичного ПВХ. В этих стабилизаторах, некоторые из которых продаются как одноупаковочные системы, упорядоченные фосфиты и полиолы используются в качестве синергетиков.
Составы большинства стабилизаторов с замещенным свинцом не являются обще-доступными из-за нерешенных патентных и технических проблем. Как отмечено, они содержат комбинации первичных и вторичных металлов, дезактиваторы хлоридов металлов, акцепторы неорганических кислот, координаторы металлов и антиоксиданты. В некоторых из них используются гидроталъкиты, похожие на широко известный антацил Maalox®, который содержит алюминий, магний, гидроксил и карбонатные функциональные группы. Р-дикетоны, например, Rhodiastab 83® или Rhodiastab 50®, рекомендуются для предотвращения раннего обесцвечивания некоторых стабилизирующих систем с замещенным свинцом. [2]
Наполнители
В общем, наполнителем может быть любое недорогое твердое, жидкое или газообразное вещество, которое занимает часть объема и снижает стоимость изделия. В производстве эластичных ПВХ термин «наполнители» применяется в отношении измельченных твердых веществ, включенных в рецептуры по различным причинам, например, отверждение, повышение жесткости и снижение объемной стоимости. Функциональные наполнители добавляются в целях улучшения специальных свойств. Измельченные твердые вещества, называемые наполнителями, не должны растворяться в матрице эластичного ПВХ. Поскольку многие эластичные виниловые продукты продаются по объему, а не на вес, их объемная стоимость является основным экономическим параметром. Величины удельного веса, используемые в расчетах объемной стоимости, следующие: для кальцита 2,71, для доломита 2,85 и для арагонита 2,95.
Наполнители, наиболее широко применяемые в эластичных и полужестких ПВХ, являются разновидностями карбоната кальция сухого или мокрого помола, или осажденного, получаемого из известняка или мрамора, преимущественно состоящими из кальцита. Это стабильная кристаллическая структура СаСО3 при обычных температурах и давлениях. Мрамор состоит из маленьких сцепленных кристаллов кальцита. Кальцит - это мягкое вещество, имеющее твердость по Моосу, равную 3. Поэтому наполнители из чистого карбоната кальция имеют низкую абразивную способность по отношению к перерабатывающему оборудованию. Сорта, содержащие большое количество жестких силикатов, имеют более высокую абразивность.
При выборе конкретного сорта наполнителя из карбоната кальция рассматриваются чистота первичной руды, способ ее обработки (сухой или мокрый помол или осаждение), средний размер частиц и распределение по размерам, а также обрабатывалась ли поверхность частиц. «Упаковочный коэффициент» (УК) является мерой того, насколько эффективно более мелкие частицы заполняют пустоты между более крупными частицами. Присутствие оксидов железа, таких как Fe2О3, в наполнителе придает композиции желто-коричневый цвет и ухудшает ее термостойкость, если она не стабилизирована для противостояния присутствию оксида железа [4]. В пластизолях и органозолях из ПВХ содержание составляет обычно от 20 до 100 масс, ч., и используется широкий диапазон размеров частиц, начиная от грубых сортов в подложках для напольных покрытий до ультратонких осажденных сортов и сортов с покрытием, управляющих реологическими свойствами [31].
Слюда добавляется в ПВХ композиции для придания поверхности несклеивающихся свойств и обеспечения жесткости, когда это необходимо.
Диатомит (аморфный диоксид кремния) до является в ПВХ пластизоли для увеличения вязкости и предела текучести и для снижения поверхностного блеска после расплавления. Коллоидальная двуокись кремния может добавляться в композиции с горячей обработкой в качестве очищающего агента и в пластизоли для повышения вязкости в предела текучести.
Обычно показатель преломления (ПП) матриц эластичных ПВХ изменяется в пределах от 1,51 до 1,53, поскольку ПП для ПВХ равняется 1,55, а для типичных фталатных пластификаторов от 1,48 до 1,50. Оксид ТiO2, имеющий ПП, равный 2,76, применяемый в рутиле, является сильным красителем, который дает высокую степень непрозрачности. Карбонат кальция (кальцит) с ПП, равным 1,65, является слабым красителем, так же как и наполнитель для эластичных ПВХ. Сульфат бария (барит) с немного более низким ПП (1,6), чем у кальцита, можно использовать в полупрозрачных, эластичных виниловых композициях, но необходимо учитывать его большой удельный вес (4,5). Большой вес является преимуществом при применении в звукопоглощающих и вязкоупругих амортизирующих композициях. В основном очищенные виниловые композиции не наполнены.
Основными преимуществами неорганических наполнителей эластичных ПВХ являются снижение стоимости, повышение жесткости, снижение коэффициентов теплового расширения и вклад в улучшение горючих свойств. Для большинства наполнителей и многих полимеров величины удельной объемной теплоты сопоставимы. Недостатком введения большого количества наполнителей в эластичные ПВХ является снижение пределов прочности на разрыв и раздир, удлинения при разрыве, ударной вязкости при низких температурах, стойкости к истиранию и стойкости к действию влажности и химических веществ. Высокий уровень наполнителей также ухудшает перерабатываемостъ из-за увеличения вязкости расплава.
При использовании наполнителей в смесях ПВХ важно знать, что многие из них, кроме материалов с обработанной поверхностью, содержат значительные количества влаги, адсорбированной на поверхности или абсорбированной в объеме. Независимо от того, каким способом - сухим или влажным помолом или осаждением получены наполнители на основе известняка; в основном они имеют небольшую пористость, если вообще ее имеют. Частицы сухого помола более неправильной формы по сравнению с сухим помолом или осажденным веществом и обладают более широким распределением по размерам. Для наполнителей на основе известняка, предназначенных для использования в эластичных ПВХ, наиболее распространенным методом обработки поверхности является травление стеариновой кислотой, которая реагирует со слегка щелочными поверхностями частиц СаСО3, на которых обычно адсорбируется вода. При этом выделяются вода и СО2, а пленка из стеарата кальция остается на частицах, что делает их несколько гидрофобными и лучше смачиваемыми пластификаторами и матрицей эластичного ПВХ.
При использовании достаточно большого количества молотого известняка с необработанной поверхностью (> 30 частей на 100 частей ПВХ) важно также использовать соответствующую смазку и довести сухую смесь до конечной температуры, по крайней мере до 105°С, чтобы удалить поверхностную влагу с частиц СаСО3. В противном случае, физические свойства ухудшаются из-за плохой адгезии или ее отсутствия между частицами наполнителя и матрицей ПВХ. Это приводит к плохим и изменчивым физическим свойствам конечного продукта и может вызвать нежелательную пористость экструдируемой заготовки.
Когда начальным шагом составления композиции является приготовление влажной смеси или пластизоля, всегда более выгодно применять известковые наполнители с обработанной поверхностью.
Когда сжигаются продукты из эластичного ПВХ, содержащие большое количество известняковых наполнителей, независимо от размера частиц наполнителя известняк работает как разбавитель, который снижает количество горючего материала в единице объема и, таким образом, выработку тепла и дыма. Если средний размер частиц наполнителя равен 0,6 мкм и менее, и он хорошо распределен, СаСО3 взаимодействует с выделившейся НСl, вследствие чего образуется СаСl2 и снижается количество НСl в отходящих газах пламени. Когда эластичная смесь ПВХ защищена от огня оксидом сурьмы, смеси, содержащие большие количества (то есть 100 частей) СаСО3 с размером частиц 0,6 мкм, могут гореть с большим выделением тепла по сравнению со смесями, содержащими 60 и менее частей наполнителя. Это вызвано тем, что для активации огнезащитного действия Sb203 выделяется недостаточное количество НСl.
Тонкомолотые порошки из древесины и ореховой скорлупы являются эффективными наполнителями для эластичных ПВХ при условии, что они были очень хорошо просушены перед использованием. Благодаря присущему им цвету их применение ограничивается продуктами, имеющими цвет древесины, из которой они произведены. Порошки из пробки в основном применяются в пластизолях, в продуктах, в которых присутствие «упругого» наполнителя улучшает свойства конечного продукта.
Интересной разработкой представляется использование расширяющихся полых микросфер из термопласта для увеличения эластичности, уменьшения амортизации и снижения удельного веса продуктов, сделанных из пластизолей. Во время расплавления пластизолей, в которые они включены, у этих микросфер из материала Expancel® исходный диаметр увеличивается более чем в три раза. Они рекомендованы к применению в покрытиях днищ кузовов автомобилей, герметиках, прокладках, гибких трубках и медицинских изделиях[2].
Смазки
Смазки важны для большинства рецептур эластичных ПВХ. В составах, подвергаемых переработке в горячем расплаве, система смазок предохраняет их от прилипания к перерабатывающему оборудованию, сдерживает выделение тепла от внутреннего трения во время сдвига и поддерживает желаемую степень адгезии между частицами наполнителя и красителя и матрицей ПВХ. Смазка также препятствует образованию загрязнения на горячих металлических поверхностях. Если только не требуется восковидная поверхность, смазки не должны образовывать налет па поверхности готового продукта. В эластичных ПВХ функцию внутренней смазки обычно выполняет пластификатор. В полужестких ПВХ внутренняя смазка часто усиливается включением в рецептуру хорошо смазывающего сложного эфира. Внешние смазки принято добавлять для успешного извлечения из горячей металлическои оснастки, уменьшения слипания или увеличения поверхностного скольжения в конечных продуктах.
Типы смазок, наиболее часто используемых в эластичных ПВХ, включают карбоновые кислоты, например, стеариновую кислоту и ее гомологи, парафиновые воски, воски из полиэтилена и окисленного полиэтилена, амидные воски, такие как этилен бис-стеарамид (ЭБС), карбоксилаты металлов, например стеарат кальция, хорошо смазывающие сложные эфиры и патентованные смеси.
После определения остальной части рецептуры обычно оптимизируется система смазок на основании теоретических знаний и эдисоновых исследований в полномасштабном производстве и оценке конечных продуктов. В рецептурах, требующих антистатических свойств продуктов синтеза, смазки должны выбираться как дополнение к антистатическому агенту. Также выбранные смазки не должны мешать выполнению дополнительной обработки готовых изделий, например, печати, термосклеивание и т. д. [2].
Светостабилизаторы
Светостабилизаторы защищают полимеры от разрушения под действием солнечного света. Так как при этом усиливаются также окислительные процессы, светостабилизаторы вводятся в полимер вместе с антиоксидантами. Светостабилизаторы имеют особо важное значение для защиты изделий с большой удельной поверхностью — пленочные изделия, химические волокна.
Под действием света в полимере происходят разнообразные пре-вращения, которые в конечном счете приводят к его разрушению. Поглощение света вызывает образование радикалов и сопровождается деструкцией полимера.
Если в полимере есть продукты его окисления, например кетоны, то они являются фотоинициаторами процесса разложения полимера. Светопоглощение зависит от структуры полимера. Пропускание света частично кристаллическими полимерами ниже, чем у аморфных полимеров.
Защитить полимер от света можно четырьмя способами.
1. Отражение света. Сажа отражает свет в ультрафиолете и поглощает его в видимой области.
2. Ультрафиолетовые абсорберы света. Если свет не отражен, то его можно поглотить. Существует большой класс абсорберов света, которые способны трансформировать световую энергию за счет обратимых превращений. Например, о-гидроксибензофеноны, которые поглощают свет и превращаются в о-гидроксибензтриазолы.
Затем продукты реакции излучают энергию в виде тепла, и система возвращается в исходное состояние.
3. Если свет не отражен и не поглощен, если он попал на полимер и перевел его из нормального в возбужденное состояние, то до того как полимер разложится, с него можно снять возбуждение. Вещества – тушители возбужденных состояний после рассеивания энергии в виде тепла возвращаются в исходное состояние. В качестве такого тушителя можно привести 2-(2'-гидроксифенил)-бензтриазол.
4. Если свет проник в полимер и вызвал деструкцию с образованием свободных радикалов, то вступает в действие четвертая система защиты – взаимодействие радикалов с высокоэффективными светостабилизаторами – производными пиперидинов, которые при фотодеструкции образуют стабильные нитроксильные радикалы.
Эти радикалы взаимодействуют с первичными радикалами фотолиза полимеров, обрывая цепи фотодеструкции.
УФ абсорберы технического и промышленного значения включают в себя оксибензофеноны, оксифенилтриазины и бензтриазолы, бензилиденмалонаты, оксаланилиды, производные коричной кислоты, сложные эфиры салициловой и n-оксибензойной кислот. Доказано, что пространственно затрудненные амины являются наиболее эффективными светостабилизаторами. Их действие основано на ингибировании химических процессов, протекающих при радикально-цепном механизме фотоокисления. В современной литературе для обозначения такого рода соединений используют английскую аббревиатуру HALS (hindered amine light stabilizers). Пространственно затрудненные амины классифицируются как низкомолекулярные мономеры и как олигомеры.
К веществам, применяемым в качестве светостабилизаторов, предъявляется ряд специальных требований, они должны хорошо растворяться в полимере и не улетучиваться из него при нагревании (т. е. обладать низкой летучестью); эффективно защищать полимер от старения — повышать его стабильность, не влияя на другие свойства полимера. Стабилизаторы, применяемые для защиты светлоокрашенных изделий, недолжны влиять на их цвет.
Кроме указанных выше соединений в качестве светостабилизаторов применяют диалкилдитиокарбонаты Ni и некоторые неорганические пигменты, например, сажу, диоксид титана, сульфид цинка. Их вводят в композицию при ее приготовлении (0,1-5 % от массы полимера).
Производные аминов вызывают потемнение полимеров и непригодны для защиты белых и светлоокрашенных изделий. Для этой цели применяются производные фенолов.
Основные представители светостабилизаторов:
4-Алкокси-2-гидроксибензофенон (бензон ОА) — светостабилизатор поливинилхлорида, а также других термопластов. Дозировка — 0,5-1,5 %. Допущен к применению в полимерах, контактирующих с пищевыми продуктами.
2-Гидрокси-4-метоксибензофенон (бензон ОМ) — светостабилизатор поливинилхлорида и других полимеров. Дозировка — 0,5-1,5 %.
4-Гептилокси-2-гидроксибензофенон — неокрашивающий светостабилизатор поливинилхлорида, полиэтилена и других полимеров.
2-(2’-гидрокси-5’-метифенил)бензтриазол (беназол П) — эффективный светостабилизатор поливинилхлорида и других термопластов. Не окрашивает полимерные композиции. Дозировка — 0,25-3 %.[4]
Прочие добавки
Некоторые области применения пластмасс, такие как строительство, транспорт, добыча полезных ископаемых, электроника, бытоваятехника, предъявляют к материалам строгие требования в отношении пожарной безопасности.
Горючесть полимеров обусловлена высоким содержанием углерода и водорода, из которого состоят макромолекулы. При нагревании макромолекулы легко распадаются на низкомолекулярные насыщенные и ненасыщенные углеводороды, которые подвергаются экзотермическим реакциям окисления.
Природа большинства полимерных материалов такова, что их не возможно сделать полностью пожаробезопасными. Единственное, чтоможно сделать – это снизить их способность к возгоранию и поддержанию горения. Для этой цели применяются добавки, затрудняющие воспламенение и снижающие скорость распространения пламени – антипирены.
Действие антипиренов основано на изоляции одного из источников пламени – тепла, горючего или кислорода. Для защиты изделий из пластмасс обычно используются комбинации антипиренов разного типа действия, обладающие синергическим эффектом. Опыт показывает, что самое опасное при пожаре – это густой дым и токсичные продукты горения, поэтому в последнее время разработки в области антипиренов направлены именно на предотвращение образования дыма и токсичных газов.
Антипирены делятся на три большие группы:
- добавки, химически взаимодействующие с полимером;
- интумесцентные добавки;
- добавки, механически смешиваемые с полимером.
Добавки первого типа применяются в основном для реактопластов (эпоксидных, ненасыщенных полиэфирных и т.п. смол). В поли-эфирных смолах чаще используется дибромнеопентил гликоль (DBNPG),а для эпоксидных лучшей системой признаны органические соединения фосфора. Эти соединения встраиваются в химическую сетку реактопластов и не ухудшают физико-механических свойств изделий.
Добавки второго типа останавливают горение полимера на ранней стадии, т. е. на стадии его термического распада, сопровождающегося выделением горючих газообразных продуктов. Интумесцентный процесс заключается в комбинации коксообразования и вспенивания поверхности горящего полимера. Образующийся вспененный ячеистый коксовый слой, плотность которого уменьшается с ростом температуры, предохраняет горящий материал от воздействия теплового потока или пламени.
Добавки третьего типа применяются для термопластов, реактопластов и эластомеров. Существует несколько типов таких добавок, из которых наиболее распространены три: галогенсодержащие, фосфоросо-держащие и гидроксиды металлов.[4]
- Разработка рецептуры
Существуют два общих подхода к составлению рецептур эластичных ПВХ-смесей. Когда разрабатывается новый проект, для которого пока неизвестны точные технические требования, набор приблизительных потребностей оценивается интуитивно. Составляются пробные рецептуры, в рамки свойств которых укладываются приблизительные потребности, и части или изделия, подвергающиеся эксплутационным испытаниям. Процесс повторяется до тех пор, пока не получается продукт, удовлетворяющий сформулированным требованиям, или пока проект не закрывается по причине нецелесообразности или слишком высокой стоимости.
Технические и экономические требования к новому продукту включают в себя физические и оптические свойства материала, устойчивость к теплу и свету, декоративные, электрические и токсикологические требования, плотность, запах, допустимые затраты и так далее. Должны быть определены спецификации и квалификационные испытания, включая необходимость проведения испытаний потребителями или оценок независимыми экспертами, такими как Underwriters' Laboratories или лаборатории поставщиков и потребителей. Чтобы продолжать разработку, необходимо оценить общую стоимость программы разработки и потенциальную рентабельность нового продукта.
В производстве эластичных ПВХ термин «составление смеси» имеет специальное значение в зависимости от того, применяется ли он к твердым или жидким системам. Для пластизолей и органозолей составление смеси означает равномерное смешивание полимера и других твердых компонентов в жидкие пластификаторы с тем, чтобы достичь заданных реологических свойств, подходящих для последующих процессов формования жидкостей (нанесение покрытия реверсивным валком, центробежное литье, нанесение покрытия окунанием, напыление покрытия, литье под давлением и т. д.) с последующим плавлением или микроволновой обработкой и, наконец, охлаждением до того, как продукт потеряет желаемую форму.
Иногда производство изделий из ПВХ становится жертвой составителей рецептур, которые поставляют смеси из самых дешевых составляющих, удовлетворяющих начальным условиям, но при этом не обеспечивают необходимых эксплуатационных свойств и стойкости к старению.
Частой проблемой, встающей перед производителями ПВХ-смесей, является отсутствие оптимального сырья привлекательной стоимости.
В условиях конкуренции производители смесей вынуждены совершенствовать свои процедуры смешения и пластификации или модернизировать оборудование.
Иногда процессы экструзии, литья под давлением, термоформования и приготовления смеси нарушаются из-за загрязнения формы. Это проявляется в образовании липких отложений на горячих поверхностях технологического оборудования, включая вальцы, шнеки, головки, формы и т. д. Внешний вид готовых изделий ухудшается уже на ранних стадиях загрязнения формы. Если это не распознается и не исправляется, это может привести к катастрофе, например, поломке шнека.
Загрязнение формы происходит из-за осаждения и перехода продуктов окисления и/или гидролиза из компонентов смеси (обычно системы стабилизатора и смазки). Первичное загрязнение, если его не обнаружить и не исключить, затем формируется окклюдирующими твердыми компонентами рецептуры, например, красителями, наполнителями и замедлителями дымообразования и горения.[2]
Одним из наиболее распространенных методов изменения свойств ПВХ является его пластификация, позволяющая снизить температуру переработки и получить композиции с необходимыми физико-механическими свойствами.
Большая часть пластификаторов, не вступая в химическую реакцию с полимером, способнарастворять его (или вызывать его набухание). В некоторых случаях, не растворяя полимер, пластификаторы физически взаимодействуют с ним, приводя к ослаблению межмолекулярноговзаимодействия. И в том, и в другом случае пластификатор снижает температуру стеклования иперехода полимера в вязкотекучее состояние.
В качестве пластификаторов в ряде случаев применяются относительно недорогие продукты - хлорпарафины, минеральные масла, а для производства обуви методом литья поддавлением наиболее распространенным и доступным пластификатором является диоктилфталат (ДОФ).
Пластифицированные композиции ПВХ перерабатывают при высоких температурах, обычнопревышающих температуру разложения ПВХ. Наряду с изменениями, происходящими с самимполимером, при высоких температурах происходят также химическое изменение сложноэфирных низкомолекулярных пластификаторов с образованием ангидридов, олефинов и кислот. Солиорганических кислот и координационно-ненасыщенных металлов, входящие обычно в состав композиций, являются катализаторами разложения сложноэфирных пластификаторов.
При нагревании полимера происходит изменение его цвета. При нагревании полимера в атмосфере азота наблюдается выделение хлороводорода и быстрое обесцвечивание полимера.Дальнейшее окрашивание обусловливается появлением диеновых связей. При нагревании в средекислорода вначале происходит отбеливание материала, затем его необратимое окрашивание.
Для повышения термостойкости поливинилхлорида обычно используют соли органических инеорганических кислот, металлорганические соединения, амины, эпоксисоединения, фосфаты.
Общим свойством термостабилизаторов является их способность реагировать с выделяющимся хлороводородом.
Для изделий, к которым предъявляются повышенные требования по токсичности, применяют соли кальция и цинка в качестве стабилизаторов, а также соосажденные кальций-цинковыестабилизаторы.
В качестве эпоксистабилизаторов применяют эпоксидированное соевое масло, смолы ЭД-16, ЭД-20. Используют также эпоксидированные оксибензофеноны, эфиры 2,4-диоксибензо-фенона и эпоксидных жирных кислот, эпоксидированные ароматические кислоты и их барий икадмиевые соли, сульфоэпоксидные смолы, оловоорганические эпоксисоединения.
Для облегчения переработки композиций ПВХ при литье под давлением в их рецептуру вводятся смазки в количестве до 1 масс. ч.
В качестве смазки часто используется стеариновая кислота, которая, однако, при переработке в условиях высоких температур вызывает неприятный запах композиций. В связи с этимпредпочтительно использовать специальные синтетические воски и смазки.
Промышленные композиции ПВХ разрабатываются с учетом серийно выпускаемого отечественного сырья, путем выбора оптимального типа смол, типа и количества пластификаторов имодификаторов, типа и количества компонентов стабилизирующей группы [28].
Детские игрушки изготавливают методом ротационного формования пластизоля на основе эмульсионного поливинилхлорида пластифицированного диоктилфталатом.
Были рассмотрены исследования в разработке рецептур. С целью снижения себестоимости и уменьшения выпотеваемости диоктилфталатом на поверхность изделия отечественных игрушек, по сравнению с игрушками китайского производства, возникла необходимость введения наполнителя - мела разных производителей. С помощью вискозиметра Брукфильда PV-D изучалась реология наполненных гидрофобизированным мелом пластизолей ПВХ в условиях хранения до 72 часов при температуре [19].
Установлено, что характер течения пластизолей соответствовал псевдопластичным жидкостям. Приведены реологические показатели пластизолей эмульсионного ПВХ наполненных до 35 % масс. гидрофобизированным мелом. Установлено влияние содержания пластификатора диоктилфталата в узком интервале (37,0- 41,4 % масс.) на вязкость полимерных паст и кинетику ее изменения в процессе хранения. Выявлена линейная зависимость вязкости наполненных гидрофобизированным мелом пластизолей от скорости вращения шпинделя вискозиметра и в процессе хранения. Приведены показатель кратности изменения вязкости пластизолей от скорости вращения шпинделя вискозиметра, скорости изменения вязкости и расчетная начальная вязкость. Определена стабильность дисперсии гидрофобизированного мела в коллоидном растворе ПВХ в диоктилфталате в процессе хранения. Определялся разброс содержания мела (по золе) с верха и низа слоев пластизолей высотой 8 см через 24 часа хранения. Доказано, что температуры приготовления и хранения полимерных паст являлись определяющими факторами регулирования таких технологических свойств пластизолей ПВХ в присутствии гидрофобизированного мела как вязкость, стабильность дисперсии мела и, следовательно, эффективности распределения пластизолей по форме центробежным формованием [18].
Опубликован патент № 2477733 (Пластизоль на основе поливилхлорида) [5]
Изобретение относится к поливинилхлоридным (ПВХ) пластизолям, предназначенным для изготовления детских игрушек. Пластизоль на основе поливинилхлорида включает диоктилфталат, эпоксидированноерастительное масло двуокись титана пигментную, пигмент железокислый, дисперпласт, смолу поливинилхлорида экстендер, стеарат кальция, гидросил G 3 Н, смолу поливинилхлорида эмульсионную с К=79. Технический результат - повышение твердости по Шора 78-85 ед. с одновременным уменьшением токсичности.
Предлагаемое изобретение относится к поливинилхлоридным (ПВХ) пластизолям, предназначенным преимущественно для изготовления детских игрушек, например каркасных кукол.
Основные требования, которые предъявляются к платизолям, используемым для изготовления игрушек: внешний вид должен быть розовый с различными оттенками, сметанообразной массы со слабым запахом, не содержащей комочков, крупинок, сгустков, видимых невооруженным глазом.
Переработка пластизолей включает формирование изделий при комнатных температурах и последующее сплавление при 120-200°C. Способ зависит от формы и назначения изделия. Так методом макания формуют перчатки, наносят изоляционный слой на ручки инструмента и подвески гальванических ванн, покрытия на ткани, стеклянные флаконы с аэрозольной упаковкой медикаментов и др. Заливкой пластизоля формы изготавливают воздушные и масляные фильтры для автомобилей, обувь, уплотнительные прокладки и крышки банок и бутылок для пищевых продуктов. Антикоррозионное и антишумовое покрытие днища и герметизацию сварных швов кузовов швов кузовов автомобилей производят напылением, искусственную кожу и моющие обои - способом шпредирования, изделия сложной конфигурации (детские игрушки, мячи, деталей медицинских инструментов и др.) - ротационным формированием. Области применения, помимо вышеперечисленных, включают также: изготовление пожарных рукавов и армированных шлангов, водоотталкивающих покрытий на стеклотканях и изделий на тканевой и трикотажной основе (спецодежда, палатки, автомобильные тенды, навесы, павильоны и т.д.), нанесение полимерного покрытия на оцинкованную сталь, склеивание стальных деталей кузовов автомобилей, производство пластизолевых красок, баннерного материала для рекламных щитов и панно, изготовление линолеума и напольных покрытий и т.д.
Известен платизоль на основе поливинилхлорида, включающий сложноэфирный пластификатор, металлосодержащий термостабилизатор, наполнитель мел и добавку (см. Авторское свидетельство СССР №1682364, кл. C08L 27/06,1991; Патент №2049098, кл. C08L 27/06, 1995).
Недостатком этих пластизолей является их невозможность использования для производства игрушек, так как они не удовлетворяют требованиям, указанным выше. Известен поливинилхлоридный пластизоль, в состав которого входят следующие компоненты: поливинилхлорид ЕП-6602 С (ГОСТ 14039-78), поливинилхлорид эмульсионной марки ПВХ М-54 (ТУ 6-01-678-76), поливинилхлорид «Formoton» (импорт), диоктилфталат (ГОСТ 8728-88), соевое масло эпоксидированне (ТУ 6-10-722-86, кислота олеиновая (ГОСТ 7580-91) и паста пигментная (см. http://www.e-negotiant.ru/commdiy-rearch/52-commdiy-resea).
Недостатком этого поливинилхлоридного платизоля является: наличие импортных компонентов, не соответствие физико-химическим показателям, например твердости.
Наиболее близким по технической сущности к предлагаемому является поливинилхлоридный пластизоль, содержащий (по массе): поливинилхлорид эмульсионной марки ПВХ-ЕП 6602С (ГОСТ 14039-78) - 50,65%; диокилфталлат (ДОФ) (ГОСТ 8728-88) - 46,25%; масло растительное эпоксидированное (ТУ 07010508- 61-92) - 2,55%; олеиновая кислота (ГОСТ 7580-91) - 0,25%, кадмий красный (ГОСТ Р50771-95) -0,02%; кадмий оранжевый ГОСТ Р50771-95 - 0,03%; двуокись титана пигментная (ГОСТ 9808-84) - 0,25% (см. Научно-исследовательский и проектный институт биотехнологической индустрии. Открытое акционерное общество акционерная компания «Весна». Корректировка рабочего проекта расширения цеха №2 в отделении Баташи производство пластизоля. Рабочий проект. Комплект ПЗ. Общая пояснительная записка. Альбом 1. 0-331-ПЗ).
Недостатком этого пластизоля является его низкая твердость, наличие кадмия, из-за его токсичного действия негативно влияет на живой организм (см. В.О.Шевтель. Полимерные материалы: токсические свойства. Химия, Ленинградское отделение, с.135).
Целью настоящего изобретения является повышение твердости (заранее заданной твердости по Шора 78-85 ед.) с одновременным уменьшением токсичности.
Формула изобретения
Пластизоль на основе поливинилхлорида для изготовления детских игрушек, включающий диоктилфталат, эпоксидированное масло, двуокись титана пигментную, отличающийся тем, что содержит в качестве поливинилхлорида смолу поливинилхлорида экстендер и смолу поливинилхлорида эмульсионную с К=79, а в качестве эпоксидированного масла - эпоксидное растительное масло, и дополнительно пигмент железокислый, дисперпласт, стеарат кальция, гидросил G 3 Н при следующем соотношении ингредиентов, % мас.:
|
Диоктилфталат
|
24-25
|
|
эпоксидированное растительное масло
|
1,9-2,0
|
|
двуокись титана пигментная
|
0,6-0,8
|
|
пигмент железокислый
|
0,06-0,08
|
|
Дисперпласт
|
0,006-0,008
|
|
смола поливинилхлорида экстендер
|
9,7-10,0
|
|
стеарат кальция
|
0,38-4,0
|
|
гидросил G 3 Н
|
4,6-4,7
|
|
смола поливинилхлорида эмульсионная К=79
|
Остальное
|
Опубликован патент № 2431647 (Пластифицированные композиции на основе ПВХ) [6]
Изобретение имеет отношение к устойчивой пластифицированной композиции для изготовления изделий на основе полимера ПВХ и ПВХ продукту, включающему такую композицию. Устойчивая пластифицированная композиция включает С4-С30-алкил-пирролидон с линейным, разветвленным или циклическим алкильным радикалом в количестве от более чем 10 phr до 400 phr (частей на 100 частей ПВХ), достаточном для пластифицирования указанного ПВХ до гибкого состояния. ПВХ продукт характеризуется значением твердости по Шору (шкала А)<100 и находится в форме каландрированного листа, пластизоля, пены, дисперсии, пленки, сайдинга, трубки или трубопровода. Технический результат - обеспечение длительной пластификации ПВХ с целью придания композициям на основе ПВХ гибкости, мягкости, растяжимости и/или более низких температур плавления для изготовления изделий.
Сущность изобретения
Устойчивая пластифицированная композиция на основе полимера ПВХ включает алкил-пирролидон с линейной, разветвленной или циклической C4-C30-алкильной группой, присутствующий в количестве 5-400 phr (частей на сто частей полимера), достаточном для пластификации указанного ПВХ до гибкого состояния.
Предпочтительно, композиция включает C6-C2O-алкил-пирролидон, присутствующий в количестве, по крайней мере, 5 phr (частей на 100 частей композиции), предпочтительно 5-400 phr, и наиболее предпочтительно 10-100 phr. С8-С12-алкил-пирролидоны, которые представляют собой жидкости при комнатной температуре, являются предпочтительными для использования в настоящем изобретении.
Композиции в соответствии с изобретением обеспечивают ПВХ продукты, характеризующиеся значением твердости по Шору (шкала А) от <100 до <10 (от полутвердого до очень гибкого).
ПВХ продукт в соответствии с изобретением, включающий композицию, пластифицированную либо одним C4-C30-алкил-пирролидоном, либо в комбинации с одним или несколькими первичными или вторичными пластификаторами, может соответственно быть в форме каландрированного листа, пластизоля, пены или дисперсии в пленке, сайдинге, трубе или трубопроводе и т.п.
Подробное описание изобретения
Подходящие для использования в качестве пластификаторов в композициях ПВХ алкил-пирролидоны представляют собой алкил-пирролидоны с линейной, разветвленной или циклической C4-C30 алкильной группой, предпочтительно C6-C20-алкил-пирролидоны, включающие циклогексилпирролидон, и, что наиболее предпочтительно, являющиеся жидкостью при комнатной температуре, такие как линейный N-октил(C8)пирролидон (NOP) и линейный N-додецил(C12)пирролидон (NDP), которые являются коммерчески доступными под торговой маркой Surfadone® LP 100 и 300 соответственно, поставляемые компанией International Specialty Products (ISP). Указанные C8 и С12 алкил-пирролидоны эффективно работают в количестве, по крайней мере, 5 phr, предпочтительно 5-400 phr, и наиболее предпочтительно 10-100 phr, по отношению к количеству ПВХ. Указанное количество достаточно для пластификации ПВХ до гибкого состояния. Может использоваться смесь с одним или более первичными или вторичными пластификаторами. Соответственно, указанное количество пластификатора позволяет получить пластифицированный ПВХ в таких разнообразных формах как каландрированные листы, пластизоли, пены и дисперсии для изготовления пленок, сайдинга, труб или трубопроводов, при этом ПВХ обладает гибкостью, мягкостью, растяжимостью и более низкой температурой плавления.
- Способы и технологии приготовления пластизолей
Реологические свойства пластизоля значительно варьируются в зависимости от способа его приготовления. Во избежание возрастания вязкости температура пасты в процессе смешивания не должна превышать 30–35 С. В случае необходимости следует использовать смеситель с рубашкой охлаждения[7].
Тип смешения для изготовления изделий из эластичного ПВХ включает в себя совмещение жидких пластизолей. Это делается на оборудования для смешения жидкостей с использованием ПВХ класса пластизолей, подходящих пластификаторов и других добавок как, например, стабилизаторов, наполнителей, пигментов и прочих. Они могут включать модификаторы вязкости, агенты для удаления воздуха и растворители, которые специально предназначены для применения в пластизолях, модифицированных пластизолях и органозолях.
Типичным оборудованием, используемым при производстве пластизолей, являются перевернутые конические смесители Nаuta, планетарные мешалки, высокоскоростные мешалки Коулса (Gowles), среднескоростные силовые мешалки Rоss и трехвалковые вальцы.
В большинстве случаев пластизоли представляют собой композиции, деаэрированные после перемешивания и хранившиеся при регулируемых температурах, предпочтительно при 23°С или ниже, для предотвращения форсированного теплом наращивания вязкости и других связанных со старением изменении в их ожидаемых реологических свойствах.
Пластизоли перерабатываются в конечные изделия посредством формирующих жидкость процедур с последующим гелеобразованием и плавлением в печах. Наибольший объем пластизолей идет на производство детских игрушек.[2]
Способы смешение компонентов пластизоля:
Высокоскоростные миксеры
Высокоскоростные миксеры представляют собой миксеры с вертикальной осью с быстро вращающимся горизонтальным диском (рисунок 2.2).
Рисунок 2.2 - Высокоскоростной миксер
Высокоскоростное смешивание позволяет сократить время приготовления пасты и хорошо подходит для приготовления жидких паст с уровнем вязкости до 25 Па.с. При более высокой вязкости сдвиговое напряжение может привести к перегреву.
Высокоскоростной миксер может быть оборудован вакуумной деаэрационной установкой. В результате использования такого миксера паста получается хорошо гомогенизированной и, в большинстве случаев, не требует дополнительного перемешивания на трехвалковой мельнице. Вопросы приготовления поливинилхлоридной пасты для испытаний (н/п, измерения вязкости) освещены в стандарте ИСО 11468.
Стандартная последовательность операций следующая:
• загрузить все жидкие компоненты пасты (пластификаторы, стабилизаторы, растворители) в ёмкость для смешивания,
• перемешать их на средней скорости,
• постепенно добавить наполнители,
• выждать пока наполнитель хорошо диспергирует,
• постепенно добавить смолу ПВХ,
• выполнить гомогенизацию на высокой скорости
Твердые компоненты добавляются в пасту в ходе перемешивания. Если миксер оснащен специальным устройством, заключительная стадия смешивания может быть осуществлена в условиях вакуума.
В промышленном производстве общая продолжительность смешивания не превышает 20 минут. При этом следует избегать повышения температуры выше 30–35 С (в случае необходимости, используйте емкость с двойной охлаждающей рубашкой).
Низкоскоростной миксер
Для приготовления пасты в низкоскоростном миксере требуется длительный период времени, намного превышающий время приготовления в высокоскоростном миксере. Такие миксеры бывают планетарного типа с различной скоростью вращения (рисунки 2.3 – 2.5) или с двойным Z-образным лезвием (рисунок 2.6), и используются для приготовления более вязких паст. Перемешивание в миксере с планетарным механизмом позволяет получить пасту средней вязкости, в то время как миксер с двойным Z-образным лезвием (пластикатором) позволяет получить пасту, по вязкости сравнимую с мастикой. Пластикаторы используются реже, нежели планетарные миксеры, поскольку их труднее и дольше мыть (лезвия присоединены к емкостям).
Низкоскоростные миксеры могут быть также оснащены вакуумным деаэрационным устройством.
Рисунок 2.3 Рисунок 2.4
Рисунок 2.5 Рисунок 2.6
Вопросы приготовления пластизолей для испытаний (н/п, измерения вязкости) с использованием планетарно вращающихся миксеров освещены в стандарте ИСО 4612 [7].
Стандартная последовательность операций значительно отличается от предыдущей:
• добавить все сухие ингредиенты в рецептуре (ПВХ, наполнители) в емкость для смешивания,
• начать перемешивание на низкой скорости,
• добавить некоторую часть пластификатора для получения через определенный период времени густой гомогенизированной пасты. Доля пластификатора на этой стадии зависит от типа ПВХ и доли наполнителя,
• в случае необходимости добавить красители и порофоры в виде мастербатча (гомогенизирован-
ная паста, изготовленная из твердых компонентов с добавлением пластификатора),
• добавить оставшийся пластификатор, продолжая перемешивать на низкой скорости,
• после того, как все ингредиенты достаточно распределились по всей массе, продолжить процесс перемешивания на высокой скорости в течение 15 минут (этот процесс может быть осуществлен в условиях вакуума).
При данном способе приготовления паста обязательно должна стать однородной по консистенции и хорошо гомогенизированной, чтобы избежать образования комков.
Гомогенизация
Может случиться так, что для некоторых применений дисперсия компонентов не завершена полностью и в пластизоле присутствуют комки. Если вязкость пасты это позволяет, комки следует удалить путем фильтрации в условиях вакуума или при нормальном давлении.
Одним из способов снижения доли агломератов служит пропускание пластизоля через трехвалковую мельницу. Валики мельницы вращаются с разными скоростями, создавая эффект сдвига, что приводит к снижению доли агломерата. Примеси накапливаются между двумя первыми валиками и их можно легко удалить.
Валы должны охлаждаться во избежание желатинизирования пасты под воздействием теплоты трения.
Добавки, такие как твердые стабилизаторы, наполнители, красители, порофоры и загустители обычно добавляются в пластизоль в виде мастербатча. Мастербатч гомогенизируется при прохождении через трехвалковую мельницу.
Деаэрация
Приготовление пасты всегда приводит к появлению небольшого количества воздуха в ее составе. Это зависит не только от вязкости пасты, но и от поверхностного натяжения и способа приготовления.
Существует несколько процессов деаэрации пасты:
• Вакуумная дегазация на заключительной стадии приготовления,
• Вакуумная фильтрация.
Вызревание
В некоторых случаях пасте нужно дать вызреть в течение 24 часов после ее производства, перед тем как пустить в переработку. В период вызревания происходит набухание частиц ПВХ под воздействием пластификатора, что увеличивает ее вязкость и облегчает желирование. Перед использованием вызревшую пасту следует слегка перемешать.
Хранение
В качестве тары для хранения пасты рекомендуется использовать емкости из нержавеющей стали, поскольку взаимодействие с некоторыми видами металлов может ускорить процесс термической деструкции ПВХ.
В течение первых 24 часов хранения вязкость пасты резко возрастает, а затем стабилизируется. Это более выражено, когда пластификатор обладает высокой сольватирующей способностью. В то же время использование растворителей, таких как линейные углеводороды или акрилбензолы, не приводит к какому-либо изменению вязкости пасты при хранении.
Для контроля процесса вызревания пасты рекомендуется удерживать температуру пластизоля на уровне не выше 25 С [7].
- Методы переработки пластизоля ПВХ-Е
Методы переработки могут быть разделены на открытые и закрытые.
К открытым методам относятся методы контактного формования. Напыления намоток, центробежного и ряд других разновидностей. Общим для этих методов является наличие одной формообразующей поверхности, что вызывает трудности при контроле за распределением компонентов по толщине изделия.
К закрытым методам относятся прессование, инжекционное формование и протяжку. В этих случаях вся поверхность изделия формуется в контакте с элементами форм и не требует постоянного уплотнения изделий [30].
Как уже не раз отмечалось, чистый ПВХ не перерабатывается. В 1920-х гг. исследователи установили, что некоторые химические агенты размягчают или сольватируют ПВХ. Активно атакуют ПВХ кетоны. С другой стороны, например, фталаты могут сделать ПВХ мягким и эластичным. Более того, эти пластификаторы понижают температуру стеклования ПВХ до точки, где область мягкости и эластичности расширяется до температур, значительно ниже комнатной температуры (рисунок 2.7).
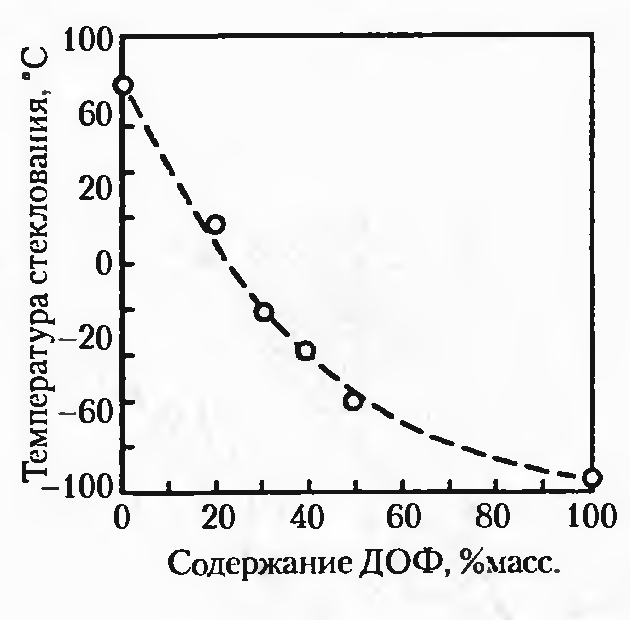
Рисунок 2.7 - Влияние уровня содержания ФОР (ди-2-этилгексилфтолат или диоктилфталат) на температуру склеивания ПВХ.
Подобные полимерные смеси часто называют дисперсными системами. Типичные виниловые дисперсии содержат частицы суспензии, диаметр которых варьируется от 75 до 250 мкм. Пластификаторы могут функционировать по одному из двух явно выраженных направлений, давая близкие результаты переработки. Например, если пластификатор сначала ведет себя как смазка или связующее вещество для макромолекул ПВХ и, в конце концов, растворяется в нем и сохраняется в составе и в конечном продукте, пластифицированный ПВХ может сначала представлять собой жидкость, способную течь, но в итоге превращается в каучукоподобное твердое вещество. Термин пластизоль часто упоминается в случае тех ПВХ-смесей, которые не содержат в своем составе летучих жидкостей. С другой стороны, если в пластизоль добавляется растворитель или если пластификатор летучий или диффундирует из ПВХ со временем, пластифицированный ПВХ сначала может представлять собой жидкость, но затем превратится в пластичное твердое соединение. Термин органозоль часто используется при описании жидких соединений ПВХ, содержащих низкомолекулярные органические вещества, добавляемые для обеспечения уникальных свойств, например, улучшенного смачивания и пониженноя тактичности. Тем не менее независимо от того, остаются ли добавки полностью в полимерном материале или удаляются из него, они функционируют как пластификаторы.
Если ПВХ растворить в слабо сольватирующем растворителе, содержащем пластифицирующие добавки, то в результате получается жидкость, которая сначала способна течь, а в итоге становится каучукообразной. Существует два основных направления применения пластифицированных жидкостей - нанесение покрытия окунанием и ротационное формование [2].
Как и большинство других технологий обработки пластизоля, при формовании следует использовать деаэрированный пластизоль. Для безупречной передачи всех деталей рельефа формы используемый пластизоль должен быть довольно жидким. Независимо от способа формования, лучше использовать формы, изготовленные из алюминия и нержавеющей стали, нежели из цинка или латуни [7].
- Переработка в жидком состоянии
Если ПВХ растворить в слабо сольватирующем растворителе, содержащем пластифицирующие добавки, то в результате получается жидкость, которая сначала способна течь, а в итоге становится каучукообразной [2].
Нанесение покрытий
В 1800-х гг. водонепроницаемые ткани получали, покрывая материал натуральным каучуком, который превращали в жидкость сольватированием в растворителе (например, ацетоне или толуоле). В итоге, после того как растворитель улетучивался и каучук окислялся, он становился хрупким. Это могло приводить к возникновению трещин на поверхности и проникновению воды сквозь ткань. Одним из первых применений пластифицированного жидкого ПВХ стало замещение жидкого натурального каучука в покрытии тканей. Ткани, покрытые ПВХ, имели более продолжительный срок службы.Принцип нанесения покрытия с помощью валков представлен на рисунке 2.8.
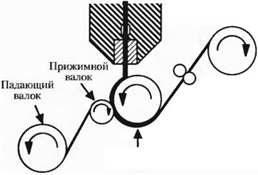
Рисунок 2.8 - Нанесение покрытия с помощью валков
Жидкий ПВХ наносится на поверхность ткани до попадания в зазор между валками. Валки вдавливают жидкий ПВХ внутрь переплетения ткани. Валки подогреваются, чтобы «подплавить» ПВХ и позволить пластификатору полностью раствориться в ПВХ. Ткань или тканый материал обычно нагревают до 120-150 °С, способствуя смачиванию и улучшенному плавлению. Обычно покрытие составляет 50 г/м2 или более или примерно 50 мкм по толщине. Скорость пропускания через валки составляет порядка 50 см/с.
Данная технология используется в производстве обоев, линолеума, спортинвентаря, водонепроницаемых тканей и т. п.
Нанесение покрытия окунанием используется при производстве отдельных изделий из эластичного ПВХ. Покрытие может быть временным или постоянным. Примерами временного покрытия являются защитные покрытия деталей машин или металлических конструкций. Защитное покрытие держателей барабана в стиральных машинах — пример постоянного покрытия . В определенных областях применения, связанных с эксплуатацией изделий вне помещений, растворитель испаряется и специально подготовленный ПВХ проявляет свои каучукоподобные свойства без дополнительного нагрева. Хозяйственные перчатки получают погружением керамических форм в виде кистей рук в пластифицированный ПВХ, далее покрытые формы перемещают в печь для образования геля и плавления. Для производства рабочих перчаток, например изолирующие перчатки для работ с электричеством, на керамические формы до погружения надеваются тканые хлопчатобумажные перчатки. Формы с нанесенным покрытием затем перемещают в печь с принудительной конвекцией воздуха для гелеобразования и плавления при 175-2000С.
Литье
Этот способ, являющийся наиболее простым и требующим минимум оборудования, используется при производстве перемычек, чехлов и печатных валов. Процесс формования заключается в следующем: необходимое количество пластизоля заливается в форму (состоящую из одной или двух частей), которая нагревается до температуры желатинизации пасты; после охлаждения полученный предмет извлекается из формы.
В случае использования закрытой формы, на ней должны располагаться отверстия для того, чтобы воздух, случайно попавший внутрь формы, мог свободно выходить из нее, а излишний материал — вытекать по мере расширения пасты с повышением температуры. Желатинизация пластизоля может быть осуществлено при помещении формы в печь или шкаф.
Формование твердых предметов проще. Его следует использовать при производстве не слишком толстых предметов по причине низкой теплопроводности ПВХ [7].
Формование заливкой
Данный способ формования применяется при производстве полых предметов, открытых с одной стороны, например, головы куклы. Перед заливкой пластизоля форму необходимо предварительно нагреть [7]. Форма вращается для обеспечения полного контакта жидкости с внутренней поверхностью формы. Тепло формы превращает ПВХ в гель на ее поверхности. После некоторого заданного промежутка времени форма открывается, и ПВХ, который не превратился в гель, удаляется из полости формы. Температура формы поднимается до 175-200 °С, для расплавления ПВХ в полости формы [2]. Излишки пластизоля, не подвергнутого предварительной желатинизации, удаляются посредством переворачивания формы. Перед охлаждением и выемкой из формы необходимо завершить процесс желатинизации пасты в печи.
Толщина формованного литого изделия определяется температурой предварительного разогрева формы и продолжительностью времени желирования пластизоля до удаления излишков пасты [7].
Ротационное формование
В мировой практике ротационное формование (РФ) относится к широко используемым методам изготовления изделий из полимерных материалов [20]. В последнее десятилетие предприятия, использующие в производстве метод ротационного формования, активно развиваются в России. Используется новое оборудование, разрабатываются новые ротационные формы [21]. Известно, что полые изделия из термопластов можно получать также методом экструзионно-выдувного формования. Но недостатком этого метода являются разнотолщинность изделий из-за неоднородной степени вытяжки заготовки в различных местах; значительные отходы материала в виде облоя, неизбежного при этом методе; периодический режим работы экструдера [22]. Метод ротационного формования имеет ряд преимуществ по сравнению с другими видами переработки пластмасс: возможность изготовления изделий сложной конфигурации; многослойность изделий; возможность армирования изделий металлическими и пластиковыми деталями; регулирование толщины стенки изделия, варьированием количества загружаемого в форму материала (методом РФ можно получить изделие с толщиной стенки 5-20 мм); отсутствие швов и внутренних напряжений в изделиях; низкие капитальные затраты на оборудование и оснастку; рентабельность производства [27].
Этот способ формования является улучшенной версией выше перечисленных технологий.
Формы, наполненные определенным количеством пасты, помещаются в печь, в которой происходит их медленное и непрерывное вращение вокруг двух перпендикулярных осей. В результате такого вращения паста равномерно распределяется по стенкам формы.
Данный способ литья имеет ряд преимуществ: использование четко дозированного количества пасты, необходимого для производства литого изделия (нет излишков пластизоля), использование закрытых форм (а следовательно, производство формованных изделий без отверстий) без необходимости осуществления их предварительного нагрева, что позволяет осуществлять процесс формования намного быстрее. Ротационные литьевые машины достаточно дорогостоящи. Некоторые из них способны одновременно отливать до 100 форм.
Основные изделия, получаемые способом ротационного литья это мячи, игрушки, полые изделия для автомобильной промышленности, манекены, состоящие из нескольких частей [7].
Этот метод переработки позволяет получать полые изделия разнообразных форм и размеров из термопластичных материалов, используемых в виде порошков или паст (пластизолей). Процесс ротационного формования отличается простотой и включает три основных стадии (рисунок 2.9). На первой из них I в холодную форму, представляющую собой полую раковинообразную конструкцию, загружается определенное количества полимерного материала. Далее (стадия II) закрытую форму помещают в камеру нагрева, где и происходит собственно процесс формования. При этом с помощью соответствующих устройств форма приводится во вращение относительно двух осей. При вращении с относительно невысокой частотой (от 0,4 до 2,0 с-1) расплавленный полимер распределяется по стенкам формы.
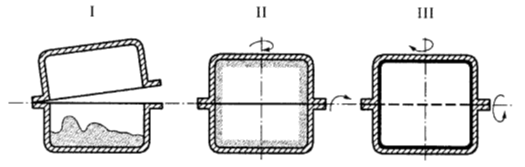
Рисунок 2.9 - Принципиальная схема ротационного формования
Третья стадия III заключается в охлаждении формы с отформованным изделием, которое может осуществляться с помощью холодного воздуха или водяного тумана; при этом форма продолжает вращаться для полного и равномерного затвердевания полимера по всей поверхности формы. После завершения охлаждения форма раскрывается и готовое изделие извлекается из нее; благодаря усадке материала при охлаждении и изделия процесс извлечении не вызывает затруднений.
При выборе режимов необходимо учитывать, что данный процесс отличается от других видов переработки тем, что нельзя осуществить стадию предварительного нагрева перерабатываемого материала. Полимер нагревается и охлаждается вместе с ротационной формойв течение каждого цикла формования. Процесс протекает при высокой температуре в течение длительного времени, что может вызывать деструкцию полимера.ьНа качество получаемых изделий, их эксплуатационные свойства могут оказывать влияние как выбранный режим переработки (температура, скорость вращения формы, продолжительность процесса), так и технологические свойства перерабатываемого ПМ (показатель текучести расплава, сыпучесть, гранулометрический состав) [20].
Ротационное формование широко используется для изготовления разнообразных изделий самой различной величины и формы - деталей приборов, корпусных деталей мебели, бочек и контейнеров, лодок и др. Процесс происходит при атмосферном давлении, условия формования исключают значительные нагрузки на стенки оснастки, поэтому формы для ротационного формования могут иметь тонкие стенки и относительно дешевы. Объем формуемых изделий определяется размерами камеры нагрева и может достигать нескольких кубометров. Для обогрева форм используется горячий воздух (электрические нагреватели) или сжигаемый природный газ.
К преимуществам ротационного формования, по сравнению с другими методами и получения полых изделий, относятся простота изготовления и дешевизна оснастки, возможность варьирования толщины стенки (вплоть до 15-20 мм), очень низкий уровень остаточных напряжении в готовом изделии, практически полное отсутствие отходов и, как следствие, экономичность процесса. Благодаря интенсивному развитию в последние годы обнаружен ряд технологических преимуществ этого метода - возможность получения изделий сложной формы со стенками различной толщины, многослойных изделий и т. д.
Низкая стоимость оснастки в ряде случаев делает экономически целесообразным использование ротационного формования для получения малых партий изделий. Недостатками процесса являются длительность цикла формования, ограниченный выбор материалов и их относительно высокая стоимость, низкий уровень размерной точности готовых изделии. для переработки методом ротационного формования используются в основном несколько видов термопластов. Это, в первую очередь, полиэтилен, доля которого составляет от 85 до 95% продукции, причем применение находят практически все виды этого полимера, в том числе сшивающийся. Его достоинства-высокая термостабильность, легкая перерабатываемость гранул в порошок, относительно низкая стоимость. Разработана, например, специальная марка полиэтилена, показатель текучести расплава которой при переработке уменьшается с 5 до 1,5. Этот материал характеризуется повышенным значением ударной вязкости при низких температурах (до -30°С).
Среди остальных полимеров лидирующую роль занимают пластизоли на основе ПВХ (от 10 до 13%), объем производства которых достаточно велик и имеются марки, специально предназначенные для ротационного формования. для ротационного формования разработаны также специальные марки полиамидов, поликарбонатов, полипропилена, полистирола. Возможно изготовление этим методом изделий из термореактивных мореактивных полимеров - полиуретанов, эпоксидных композиций и др., а также совмещение процесса полимеризации и формования (например при полимеризации капролактана). В этом случае в форму загружают композицию на основе капролактана и катализатор. В процессе ротационного формования происходит полимеризация. Из и смесей полимеров, отличающихся друг от друга значениями температуры плавления, получают двухслойные изделия с различными свойствами слоев.
Для предотвращения окисления некоторых термопластов (например полиамидов) в форму нагнетают инертный газ. Иногда ротационное формование осуществляют с использованием жестких вкладышей и вставок. Для модификации свойств материалов, перерабатываемых ротационным формованием, широко используются различные добавки - термо- и светостабилизаторы, вспенивающие агенты, наполнители (в т. ч. и волокнистые) и др. В России конкурентно способное по ценам и качеству сырье, пригодное для ротационного aормования, в настоящее время не производится, кроме ПЭ и ПВХ.
Формы для ротационного формования достаточно просты и изготавливаются из стали или алюминия. Алюминиевые формы используют для изготовления сложных изделий, а также при изготовлении нескольких одинаковых форм (литьем). При эксплуатации формы подвергаются значительным термическим напряжениям из-за многократных циклов нагрева (до 300 °С) и охлаждения.
Выбор оборудования для ротационного формования определяется конфигурацией и размерами изделия, типом материала и серийностью производства. Применяются одно-, трех- и четырехшпиндельные установки Непрерывного и периодического действия (рисунок 1.10). Формы крепятся на так называемой «руке», которая осуществляет вращение формы и перемещает ее из одной зоны в другую. Чаще всего для повышения производительности используют машины карусельного типа с тремя или четырьмя «руками». Это позволяет увеличить производительность, сократить расход тепла и получать несколько разных изделий одновременно. Каждая «рука», на которой смонтировано несколько форм, находится в соответствующей зоне технологического цикла. общий вид ротационной установки показан на рисунке 1.11.
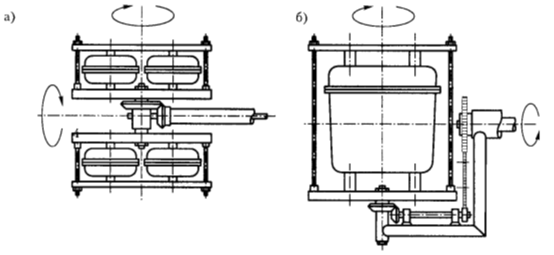
Рисунок 2.10 - Устройство для двухосного вращения форм: а. – четырехшпиндельнанустановка; б-одношпиндельная для крупноразмерного изделия
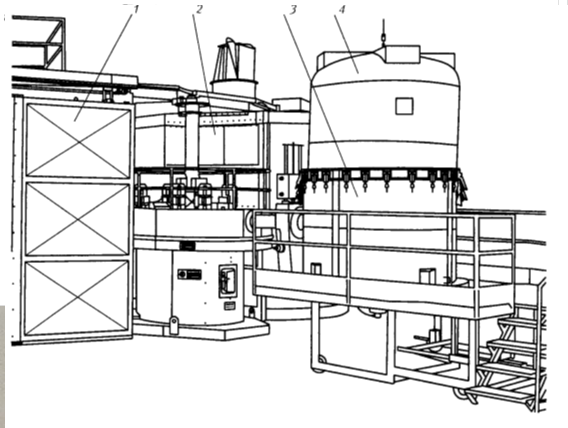
1-термокамера, 2-ратационное устройство, 3-форма, 4-изделие.
Рисунок 2.11 - Установка для производства крупноразмерных изделий
ротационным формованием.
Время нахождения «руки» в определенной зоне определяется временем формования самого трудоемкого изделия, после чего производится одновременное перемещение «рук» в следующую зону технологического цикла. Ротационное формование относится к практически безотходному процессам. При конструировании ротационных форм можно достичь 100% выхода изделий из исходного сырья. Бракованные изделия и удаляемые части изделий утилизируются, а полученные материалы используются для изготовления новых изделий [1].
Пластизоли, применяемые для литья, нужно деаэрировать перед использованием. Они должны быть жидкими, легко наноситься и распределяться по форме [7].
Центробежное формование
Центробежное формование (иногда центробежное литье) - метод изготовления изделий в виде тел вращения - цилиндров (труб), втулок, подшипников скольжения и т. л. Этот метод, как правило, находит применение в тех случаях, когда размеры (габариты или толщина) изделия не позволяют изготовить его другими методами.
Для получения изделий по такой технологии в нагретую форму, торцы которой закрыты фланцами, загружают порцию расплава термопласта или жидкой смолы с отвердителем. Если термопласт загружают в форму в виде порошка или гранул, плавление полимера и его гомогенизация в обогреваемой форме существенно снижает производительность. Поэтому для ускорения процесса получения изделий нередко применяют экструдер с копильником, откуда в форму подается необходимый объем расплава.
В отличие от ротационного формования процесс осуществляется при высоких частотах вращения нагреваемой формы (до 150 с-1), поэтому под действием центробежных сил в материале развивается достаточно большое давление и усадка готового изделия невелика. После охлаждения и остановки снимаются фланцы, изделие извлекают из формы. обычно внутренний слой изделия имеет более рыхлую структуру и удаляется механической обработкой для получения необходимого внутреннего диаметра. С учетом этого материал дозируют с запасом в 10-15%.
Наибольшее распространение этот метод находит в получении толстостенных труб большого диаметра из полиамидов, полиэфиров и других термопластов с низкой вязкостью расплава, из-за склонности этих полимеров к окислению полость формы заполняется инертным газом (СО2, азот). При изготовлении изделий из полиамидов один из вариантов технологии предусматривает загрузку в форму расплава капролактама и катализатора анионной полимеризации, после чего нагретая форма приводится во вращение. Из-за высокой скорости полимеризации длительность процесса практически не зависит от толщины стенок формуемого изделия [1].
Процесс центробежного формования требует, чтобы форма находилась при высоких температурах в течение продолжительных промежутков времени. Жесткий ПВХ не выдерживает обычных времен центробежного формования и температур, необходимых для расплавления порошка. Однако жидкий ПВХ не требует выдерживания при повышенных температурах. Обычная температура воздуха в печи лежит в диапазоне 230-285 °С. Время в печи для достижения расплавленного со-стояния составляет 5-30 мин. Конечная температура формы — 175-200 °С. Как от-мечено ниже, сухой эластичный ПВХ также может перерабатываться центробежным формованием при температурах ниже температуры термической деструкции.
Центробежным формованием изготавливают респираторы, маски для подводного плавания, игрушки, мячи и головы кукол. Производство изделий центробежным формованием из жидкого сырья с технической точки зрения реализовывать сложнее, чем из порошка. Основная сложность — обеспечить однородное и равномерное жидкое покрытие на стенках полости до полного гелеобразования и плавления.
Жидкий материал в процессе формования проходит через четыре характерные фазы (рисунок 2.12).
Жидкость представляет собой некую массу на дне формы. По мере того, как увеличивается вязкость пластицированного ПВХ, часть жидкости поднимается частично вверх по стенке формы (просыпание материала). После этого она стекает каплями со стенок. Часто таким образом в материал попадает воздух. Хотя во многих изделиях присутствие небольших пузырьков допускается, большие воздушные включения приводят к плохому внешнему виду и снижению долговечности изделий. Заполнение является идеальной формой, которую может принять жидкий материал. Толщина слоя в неподвижном состоянии определяется из выражения:
(2.3)
где — толщина жидкого слоя; — радиус или эквивалентный радиус полости формы; — вязкость жидкости; — скорость вращения; — плотность жидкости; g — постоянная силы тяжести.
Вращение Просыпание
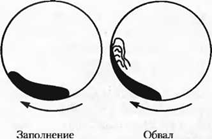
Рисунок 2.12 - Характерные состояния жидкого ПВХ в процессе
центробежного формования
Из данного уравнения видно, что толщина жидкого слоя пропорциональна квадратному корню радиуса формы, вязкости жидкого ПВХ и скорости вращения.
Если вязкость жидкого ПВХ не увеличивается со значительной скоростью, часть жидкости будет капать и стекать в виде струек вниз на свободную поверхность. На рисунке 2.12 этот процесс назван обвалом.
Когда весь материал распределен, жидкость, покрывающая внутреннюю поверхность формующей полости, будет вращаться вместе с формой. Зависимости вязкостей идеальной жидкости и типичной жидкости, подвергаемой центробежному формованию, представлены на рисунке 2.13.
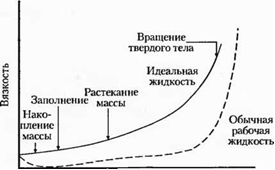
Время
Рисунок 2.13 - Сравнение вязкости идеальной жидкости во время
центробежного формования с центробежным формованием винил пластизоля
Видно, что для получения качественных изделий центробежным формованием для жидкого ПВХ необходимо использовать модификаторы вязкости.
Очень важно, чтобы жидкий материал был полностью распределен до начала гелеобразования. Если жидкость начнет превращаться в гель раньше, чем распре-делится по стенке полости, центробежное движение формы превратит эту массу в цилиндр или шар, который начнет вытягивать жидкость со стенок формующей полости. Это приведет к уменьшению толщины стенок изделия и ухудшению его механических свойств.
Другой часто возникающей проблемой является эффект потока. По мере того как форма вращается, под прямым углом к поверхности полости формы может образоваться волнистость. Такие неровности, известные как гидроциста, при повышении вязкости ПВХ могут собраться в утолщения. Если гидроциста образуется в областях небольшого размера, утолщения могут полностью перекрыть часть формованного изделия. Гидроцисты образуются, когда
(2.4)
Обозначения величин в уравнении такие же, как и в предыдущем уравнении. Важно, чтобы процесс непрерывно проходил через эту область без гелеобразования пластифицированного ПВХ.
Использование центробежного формования наиболее полезно для получения изделий с тонкими стенками [2].
- Переработка мягких материалов
Мягкие, гибкие и пластилиноподобные соединения ПВХ образуют класс материалов между чистыми жидкими пластизолями и органозолями и сухими порошками. Такие соединения обычно содержат значительные количества высокомолекулярных сополимеров и пластификаторов, а также мелкодисперсных наполнителей, таких как карбонат кальция или диатомит.
Литье под низким давлением таких материалов разработали в 1950-х гг. для покрытий автомобильных приборных панелей. Алюминиевые или стальные заготовки нагревали, а полимерный материал заливали в специальную форму, которую помещали в пресс низкого давления. Температура формы обычно составляет 175— 200 °С. Давление должно быть достаточным для того, чтобы распределить материал по формующей поверхности формы и в емкости для переливающегося соединения по краям формы. Обычно давление не превышает 0,35 МПа и часто массы верхней полуформы бывает достаточно для полного распределения материала. Температура формы выбирается в зависимости от способности ПВХ распределяться в форме до начала гелеобразования. В общем случае смесь включает ди-2-этилгексилфталат или диоктилфталат в качестве пластификаторов и тонкодисперсных наполнителей, и карбонат кальция или диатомит в качестве загустителей.
В 1960-х гг., когда стали доступны мягкие смеси ПВХ, термоформование постепенно стало вытеснять литье под низким давлением, но в последнее время этот способ формования переживает второе рождение.
Производители автомобилей используют сухие и пастообразные пластифицированные соединения ПВХ для изготовления деталей специального назначения [2].
1.4.3 Переработка полужестких материалов
Как известно, ПВХ трудно перерабатывать без добавления модификаторов. Обычно небольшие количества модификаторов приводят к получению жестких смесей ПВХ. Большое количество добавок делают смесь жидкой или пастообразной при комнатной температуре. Для многих областей применения эластичность более важна, чем жесткость. Соединения с твердостью по Шору, равной 60-80 и выше, получают при правильном выборе типа модификаторов и их концентрации. Такие полужесткие соединения могут быть переработаны экструзией, литьем под давлением, раздувным формованием и термоформованием при технологических параметрах, близких к переработке жесткого ПВХ.
Полужесткий ПВХ часто называют эластичным ПВХ. Однако предпочтительнее все-таки называть его полужестким, так как продукты, получаемые из соединений ПВХ с пластизолями и органозолями, также являются пластичными по сравнению с жестким ПВХ [2].
Экструзия
Экструдированные трубки небольшого диаметра из полужесткого ПВХ используют в медицинских целях, а также в качестве трубопроводов и шлангов. Состав смесей подбирается специально для экструзии с высоким сдвигом, чтобы избежать характерной в таких случаях нестабильности потока. Полужесткие соединения экструдируются при значительно более низких температурах и давлениях по сравнению с жесткими. Типичные значения температуры расплава и давления составляют 175 °С и 3,5 МПа. В результате материал не испытывает привычной термической деградации, обусловленной пребыванием при повышенных температурах. Давления в экструзионной головке также невысоки [2].
Очень популярна листовая экструзия таких материалов. Однако, так как лист гибкий уже при комнатной температуре, следует соблюдать значительную осторожность, чтобы предотвратить его значительное провисание при нагреве. Жидкие и пастообразные смеси ПВХ используют для производства деталей интерьера транспортных средств, блистерной и термоусадочной пленки. Экструдированные листы используются в производстве прозрачной упаковки [15].
Раздувное формование
Полужесткий ПВХ — один из основных полимеров, используемых для получения гибких бутылок формованием раздувом. Несмотря на то что полиэтилен низкой плотности (ПЭНП) занимает на этом рынке серьезную долю, полужесткий ПВХ предпочитают для производства прозрачной тары . Полужесткий ПВХ хорошо перерабатывается как в непрерывном, так и в периодическом экструзионном процессе. Однако состав соединения должен быть подобран таким образом, чтобы снизить вероятность возникновения нестабильностей потока, обычно связанных с высоким сдвигом в экструзионной головке.
Литье под давлением
Для литья под давлением чаще всего составляют специальные полужесткие смеси ПВХ. Как было отмечено, ПВХ разрабатывали таким образом, чтобы позволить горячеканальной литниковой системе долгое время работать без значительного загрязнения. Полужесткие смеси были первыми использованы в процессах литья под давлением в горячеканальных формах. Литье под давлением предпочтительнее раздувного формования или термоформования, если в отливаемом изделии стенки разной толщины.
Как и при литье под давлением жестких смесей, очень важным моментом является отвод воздуха. Захваченный воздух будет быстро нагреваться, приводя к деградации полимерного материала. Хотя при литье таких смесей струйное течение возникает гораздо реже, чем при литье жесткого ПВХ, этому следует уделять особое внимание.
Очень важен правильный подбор и состав полужесткой смеси. Несовершенные составы могут вызвать проблемы при извлечении изделия из формы и дефекты поверхности [2].
- Объекты и методы
- Объекты исследования
Таблица 3.1 - Физико-химические показатели ПВХ-Е [13]
|
Наименование показателя
|
Норма для марки и сорта
|
Норма для марки и сорта
|
|
|
ПВХ-ЕП-7002-С
|
ПВХ-ЕП-6602-С
|
ПВХ-ЕП-6202-С
|
|
|
Высший сорт
|
1-ый сорт
|
Высший сорт
|
1-ый сорт
|
Высший сорт
|
1-ый сорт
|
|
1. Внешний вид:
|
|
|
|
|
|
|
|
цвет
|
Порошок белого цвета
|
Порошок белого цвета
|
|
количество посторонних включений, шт., не более
|
5
|
25
|
5
|
25
|
5
|
25
|
|
2. Значение К
|
70 - 73
|
70 - 73
|
66 - 69
|
66 - 69
|
62 - 65
|
62 - 65
|
|
3. Остаток после просева на сите с сеткой:
|
|
|
|
|
|
|
|
№ 02, %, не более
|
0,03
|
0,06
|
0,03
|
0,06
|
0,03
|
0,06
|
|
№ 0063, %, не более
|
1
|
5
|
1
|
5
|
1
|
5
|
|
4. Термостабильность при 180 °С, мин, не менее
|
10
|
10
|
10
|
10
|
10
|
10
|
|
5. Вязкость пасты при скорости сдвига 50 с-1, Пас
|
3,6 - 5,6
|
3,6 - 7,5
|
3,6 - 5,6
|
3,6 - 7,5
|
3,6 - 5,6
|
3,6 - 7,5
|
|
6. Показатель набухаемости
|
1 - 3
|
1 - 4
|
1 - 3
|
1 - 4
|
1 - 3
|
1 - 4
|
|
7. Массовая доля экстрагируемых веществ, %, не более
|
3
|
4
|
3
|
4
|
3
|
4
|
|
8. Расход пластификатора, см3/100 мч поливинилхлорида, не более
|
50
|
60
|
50
|
60
|
50
|
60
|
|
9. Массовая доля влаги и летучих веществ, %, не более
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
|
10. Массовая доля сульфатной золы, %, не более
|
1,0
|
1,4
|
1,0
|
1,4
|
1,0
|
1,4
|
|
11. Массовая доля щелочи в пересчете на NaOH, %, не более
|
Отсутствие
|
0,1
|
Отсутствие
|
0,1
|
Отсутствие
|
0,1
|
|
12. Массовая доля винилхлорида, млн-1, не более
|
10
|
10
|
10
|
10
|
10
|
10
|
Таблица 3.2 - Физико-химические показатели диоктилфталата [8]
|
Наименование показателя
|
Норма для марок и сортов
|
|
|
ДОФ
|
|
|
Высший сорт
|
Первый сорт
|
Второй сорт
|
|
|
ОКП 24 9321 0130
|
ОКП 24 9321 0140
|
ОКП 24 9321 0150
|
|
1. Внешний вид
|
Прозрачная жидкость без механических примесей
|
|
2. Цветность по платино-кобальтовой шкале, ед. Хазена, не более
|
40
|
100
|
200
|
|
3. Плотность при 20 °С, г/см3
|
0,982-0,986
|
0,982-0,986
|
|
4. Кислотное число, мг КОН/г, не более
|
0,07
|
0,07
|
0,10
|
|
5. Кислотное число после прогрева, мг КОН/г, не более
|
-
|
-
|
-
|
|
6. Число омыления, мг КОН/г
|
284-290
|
284-290
|
|
7. Температура вспышки, °С, не ниже
|
205
|
205
|
205
|
|
8. Удельное объемное электрическое сопротивление, Омсм, не менее
|
1,01011
|
1,01011
|
1,01011
|
|
9. Массовая доля летучих веществ, %, не более
|
0,10
|
0,10
|
0,10
|
|
10. Стабильность при сплавлении с поливинилбутиралем
|
-
|
-
|
-
|
Таблица 3.3 - Физико-химические показатели стеарата кальция [10]
|
№ п.п.
|
Наименование показателя
|
Норма
|
|
1
|
Внешний вид
|
Однородный порошок. От белого до желтовато-белого цвета без механических примесей
|
|
2
|
Массовая доля кальция (Са), %, в пределах
|
От 6 до 8
|
|
3
|
Кислотное число, мг КОН на 1 г
продукта, не более
|
2,5
|
|
4
|
Массовая доля воды, %, не
более
|
3
|
|
5
|
Температура плавления, 0С, в пределах
|
От 130 до 160
|
Таблица 3.4 - Физико-химические показатели соевого масла эпоксидированного[11]
|
Название показателя
|
Норма в соответствии с ТУ
|
|
Вид вещества
|
вязкая прозрачная жидкость
светло-желтого оттенка
|
|
Относительная плотность (при 25 °С)
|
в рамках 0,9981-1,002 г/см
|
|
Кислотное число
|
0,50 мг КОН/г
|
|
Йодный индекс вещества
|
5,0
|
|
|
|
|
Точка застывания жидкости
|
10°С
|
|
Оксирановый индекс
|
в рамках 6.40-6.80
|
|
Цветность
|
2,5 по шкале Гарднера
|
|
Показатель преломления
|
1,474
|
|
|
|
|
Эпоксидные группы
|
в диапазоне 6,5-7,5 г О2 /100 г
|
|
Содержание влаги
|
менее или равно 0,15 %
|
- Методы исследования
- .Метод определения предела прочности при разрыве
Настоящий стандарт устанавливает метод определения предела прочности и относительного удлинения при разрыве, относительного остаточного удлинения после разрыва и условных напряжений при заданных удлинениях, заключающийся в растяжении образцов с постоянной скоростью при заданной температуре до разрыва.
Применение метода предусматривается в стандартах и технических условиях на резиновые материалы и изделия.[9]
Образцы для испытания
1. Образцы типов А, Б. В. Г и Д должны вырубаться ножами из пластин толщиной 1 ± 0,2 мм или 2 ±0,3 мм. Форма, размеры и отклонения между размерами ножей приведены на рисунке 3.1 и в таблице 3.5.
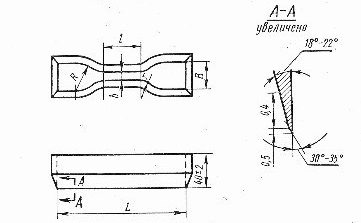
Рисунок 3.1 - Форма, размеры и отклонения между размерами ножей
Таблица 3.5
|
Размеры
|
Типы образцов
|
|
|
А
|
Б
|
В
|
Г
|
Д
|
|
L
|
110
|
110
|
75
|
75
|
55
|
|
B
|
25±1
|
25±1
|
12,5±1
|
12,5±1
|
9±1
|
|
l
|
25±1
|
30±1
|
25±1
|
25±1
|
12,5±1
|
|
b
|
6,5±0,3
|
3,2±0,2
|
4±0,1
|
2± 0,1
|
2±0,1
|
|
r
|
14,1±0,5
|
14,1±0,5
|
8 ±0,5
|
9 ±0,5
|
7 ±0,5
|
|
R
|
25±1
|
20,3±1
|
12,5±1
|
12,5± 1
|
9 ±1
|
2. Вырубные ножи должны быть заточены по режущим краям, как указано па рисунке 1, и не должны иметь на кромке повреждений.
3.Ширипу центральной части вырубного ножа, имеющую параллельные стороны, измеряют с точностью до 0,01 мм. Колебания ширины ножа по длине, соответствующей рабочему участку, не должны превышать ±0,02 мм.
4.Длины рабочего участка с -с1 и участка а - а1 образцов различных типом приведены на рисунке 3.2 и в таблице 3.6.
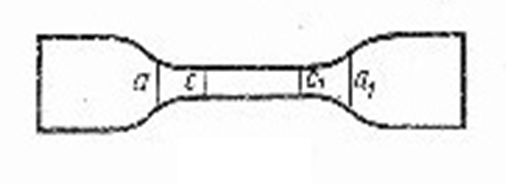
Рисунок 3.2 Длины рабочего участка с -с1 и участка а - а1 образцов
Таблица 3.6
|
Размеры
|
Типы образцов
|
|
|
А и Б
|
В и Г
|
Д
|
|

|
50±1
|
401
|
25±1
|
|

|
25±0,5
|
20±0,5
|
10±0,25
|
5.Толщина рабочего участка образца может колебаться в пределах 0,1мм.
6.Сравнение показателей испытания допустимо только для образцов одного типа, отличающихся по толщине не более чем на 25% от минимальной толщины.
7. Образцы типов А и В( с большей шириной рабочего участка) заменяют соответственно образцами типов Б и Г, если они не обеспечивают разрыва на рабочем участке.
Образцы типа Д применяются при испытании резин из готовых изделий, если невозможна заготовка образцов больших размеров.
Тип применяемого образца должен быть указан в стандартах и технических условиях на резиновые материалы и изделия.
Проведение испытания
8. Толщину образца измеряют с точностью до 0,01 мм в трех местах рабочего участка. При этом в расчет принимают наименьшее значение.
9. На образцы наносят метки в виде штрихов шириной не более 0,05 мм специальным штампом.
Расстояние между метками должно соответствовать указанным в таблице3.2.
10.Метки должны быть параллельны краям образца.
11. Образец закрепляют в зажимах испытательной машины строго по меткам а и а_1 так, чтобы ось образца совпадала с направлением растяжения.
При испытании образцов с наплывами их закрепляют в зажимах строго по краям наплывов.
При работе с самоподжимающими зажимами образец закрепляют таким образом, чтобы метки а и а_1 находились посередине наружной стороны поджимающих валиков.
12. Проверяют нулевые установки приборов, измеряющих усилие и удлинение, и приводят в действие механизм растяжения, фиксируя в ходе испытания нагрузки, соответствующие заданным удлинениям.
13. В момент разрыва образца фиксируют нагрузку и расстояние между метками рабочего участка.
14. В момент разрыва образца вне рабочего участка результаты испытания не учитываются.
15. Части разорванного образца, освобожденные из зажимов, помещают на ровную поверхность стола и через 1 мин после разрыва измеряют расстояние между метками с и двух сложенных по месту разрыва частей образца. Измерение производят с точностью до ,5мм.
16. Число испытываемых образцов должно быть не менее пяти.[1]
Вычисление результатов испытания
17. Предел прочности резины при разрыве выражают величиной нагрузки при разрыве образца, отнесенной к единице первоначального сечения.
Предел прочности резины при разрыве () в кгс/ вычисляют по формуле:
, (3.1)
где - нагрузка, вызывающая разрыв образца, в кгс;
- первоначальная площадь поперечного сечения образца в см2, вычисляемая по формуле:
, (3.2)
где - первоначальная ширина образца в cм;
- первоначальная толщина образцы в см.
- Относительное удлинение при разрыве выражают процентным отношением приращения длины рабочего участка образца в момент разрыва к первоначальной его длине.
Относительное удлинение при разрыве в процентах вычисляют по формуле:
, (3.3)
где - длина рабочего участка образца в момент разрыва в мм;
- первоначальная длина рабочего участка образца в мм.
- Относительное остаточное удлинение резины после разрыва в процентах () вычисляют по формуле:
, (3.4)
где - длина рабочего участка образца по двум сложенным вместе частям разорванного образца в мм;
- первонаппльная длина рабочем участка образна в мм.
- Условное напряжение при заданном удлинении выражают величиной нагрузки при этом удлинении, отнесенной и единице поперечного первоначального сечения образца.
Условное напряжение () в кгс/ при заданном удлинении вычисляют по формуле:
, (3.5)
где - нагрузка, вызывающая заданное удлинение, в кгс;
- первоначальная площадь поперечного сечения образца в .
Длину рабочего участка образца () в мм при заданном удлинении вычисляют по формуле:
, (3.6)
где - первоначальная длина рабочего участка образца в мм.
- В качестве дополнительных характеристик резины рекомендуется пользоваться:
Величиной истинных напряжений при разрыве , вычисляемых по формулам:
и, (3.7)
приведенной величиной относительного остаточного удлинения, представляющей собой отношение относительного остаточного удлинения резины после разрыва к относительному удлинению при разрыве .
- Заготовку образцов, испытание и подсчет результатов производят в соответствии с ГОСТ 269 – 66. [9]
- Метод определения показателя текучести расплава термопластов
Проведение испытания
1. Прибор устанавливают по уровню, нагревают без образца до соответствующей температуры испытаний и выдерживают его при этой температуре в течение не менее 15 мин.
2. В капилляр вставляют плотно входящую медную развертку для предотвращения вытекания материала во время прогрева, вынимают поршень, загружают в экструзионную камеру образец материала массой от 4 до 8 г, в зависимости от предполагаемого значения показателя текучести расплава, указанного в табл.7, и вручную уплотняют его. Чтобы исключить попадание воздуха в испытуемый материал, время загрузки его не должно превышать 1 мин. В камеру вставляют поршень и помещают на втулку добавочный груз. После выдержки под давлением в течение времени, указанного в соответствующих стандартах и технических условиях на испытуемый материал, вынимают из капилляра развертку и дают полимеру течь. Время предварительного прогрева материала не должно быть менее 4 мин.
3. При низких скоростях течения материала допускается продавливание поршня вручную до тех пор, пока нижняя кольцевая метка штока поршня не будет выше на 5-10 мм верхней кромки экструзионной камеры. Время от момента освобождения капилляра до начала измерений не должно превышать 1 мин.
4. Как только нижняя кольцевая метка штока поршня опустится до верхней кромки экструзионной камеры, весь экструдированный материал срезают и в расчет его не принимают. Измерение показателя текучести расплава производят до тех пор, пока верхняя метка на поршне не опустится до верхней кромки экструзионной камеры. Когда показатель текучести расплава меньше, чем 3 г/10 мин, измерения производят в положении, когда верхняя кромка камеры находится между двумя средними метками.
5. Для измерения показателя текучести расплава отбирают отрезки экструдированного материала, последовательно отсекаемые через определенные интервалы времени, соответствующие указанным в таблице 3.7. Длина отдельных отрезков может быть 10-20 мм. Отрезки, имеющие пузырьки воздуха, отбрасывают.
Таблица 3.7
|
Показатель текучести расплава, г/10 мин
|
Масса образца, г
|
Интервалы времени между двумя отсечениями экструдируемого материала, с
|
|
До 0,5
|
От 4 до 5
|
240
|
|
От 0,5 до 1,0
|
От 4 до 5
|
120
|
|
От 1,0 до 3,5
|
От 4 до 5
|
60
|
|
От 3,5 до 10,0
|
От 6 до 8
|
30
|
|
От 10,0 до 25,0
|
От 6 до 8
|
От 10 до 15
|
|
От 25,0
|
От 6 до 8
|
От 5 до 15
|
6. После охлаждения полученные отрезки взвешивают каждый в отдельности с погрешностью не более 0,001 г. Число их должно быть не менее трех. Масса отрезка определяется как среднее арифметическое результатов взвешивания всех отрезков.
7. После окончания измерений освобождают капилляр и удаляют из прибора остатки полимера.
8. После каждого испытания экструзионную камеру следует прочищать в горячем состоянии ветошью до зеркального блеска.
Поршень вынимают и чистят в горячем состоянии тканью, смоченной в растворителе. Капилляр прочищают плотно входящим медным стержнем и при необходимости погружают в кипящий растворитель. Допускается пиролитическая очистка в среде инертного газа при 823 К (550 °С).
При удалении остатков полимера или очистке какой-либо детали прибора запрещается применять абразивные или другие подобные им материалы.
Обработка результатов
9. Показатель текучести расплава термопластов в г/10 мин вычисляют с точностью до двух значащих цифр по формуле:
, (3.8)
где t- температура испытания, К (°С);
P - нагрузка, Н (кгс); T- стандартное время, с; m - средняя масса экструдируемых отрезков, г; - интервал времени между двумя последовательными отсечениями отрезков, с.
За результат испытания принимают среднее арифметическое двух определений на трех отрезках материала, допускаемые расхождения по массе между которыми не должны превышать 5%. [12]
- Метод определения вязкости ротационным вискозиметром при определении скорости сдвига
1. Испытуемый полимер помещают в прибор для термостатирования. Температура и продолжительность термостатирования должны быть указаны в нормативно-технической документации на конкретную продукцию.
2. После термостатирования проводят испытания в соответствии с инструкцией, прилагаемой к прибору. Промежуток времени, по истечении которого необходимо отсчитывать показания по шкале прибора, должен быть указан в нормативно-технической документации на конкретную продукцию.
3. При каждой заданной температуре и скорости сдвига испытывают две пробы и проводят не менее трех определений на каждой пробе. При испытании полимеров, проявляющих тиксотропию и реопексию, не допускается проводить испытание на одной и той же пробе.
4. При измерении вязкости на одной пробе при определенных температуре и скорости сдвига результаты отдельных измерений не должны отличаться от среднего арифметического значения больше чем на 2% шкалы.
Обработка результатов
5. Вязкость в паскаль-секундах вычисляют по формулам, указанным в инструкции, прилагаемой к прибору, таблицам или номограммам, приложенным к прибору. Для каждой пробы вычисляют среднее арифметическое значение трех определений. За конечный результат испытания принимают среднее арифметическое значение результатов испытания двух параллельных определений.
В скобках при обозначении вязкости указывают температуру испытания и скорость сдвига.
Например: (23 °С, 1600 )-4,25 Па•с. Если вязкость измерялась при разных температурах или разных скоростях сдвига, строят кривые, характеризующие эти зависимости.
6. Результаты испытаний записывают в протокол, который должен содержать следующие данные:
наименование, марку, обозначение испытуемого полимера, наименование и модель вискозиметра;
температуру испытания;
перечисление использованных роторов, статоров, скоростей сдвига, значений, угла и поправки к ним;
результат испытания (отдельные результаты и среднее арифметическое значение);
введенные поправки;
промежуток времени, по истечении которого производился отсчет данных по шкале аппарата;
дату испытания;
обозначение настоящего стандарта [24].
- Определение степени белизны поверхностей
Для определения степени белизны поверхностей необходимо:
- Ослабить винт, которым крепится фотоэлемент к тубусу приемника света, перенести его в среднее отверстие корпуса датчика и закрепить указаным винтом;
- Установить датчик на рабочий стандартный образец белой поверхности и ручками «грубо», «точно» указать показывающего прибора привести к отметке шкалы, соответствующей коэффициенту яркости при геометрии освещения – наблюдения 450 рабочего стандартного образца белой поверхности, указанному в его свидетельстве о поправке;
- Перенести датчик на контролируемую поверхность, отметьте показания блескомера.
- Результаты и их обсуждения
- Влияние технологического режима получения пластикатов ПВХ на их технические показатели
Осуществлялось моделирование конечных условий процесса ротационного формования отливом пластизоля в горячие формы. Данный режим литья приближен к режиму ротационного формования изделий из пластизолей.
Выявлен низкий уровень прочностных показателей пластиката ПВХ Е отлитого из пластизолей при температуре 170, 180°С при продолжительности 15, 23-31 мин (таблица 4.1, 4.2). Прогрев пластиката более 23 мин. приводил к потере белизны образцов (таблица 4.3).
Установлено, что прочность образцов, полученных отливом в горячую форму, возрастала с 2,5 до 4,0 МПа при увеличении времени термообработки от 23 до 31 мин. Относительное и остаточное удлинение при разрыве так же увеличилось с 149 до 386% и с 7 до 31%, соответственно (таблица 4.1, рисунок 4.1 – 4.3).
Низкий уровень сдвиговых деформаций при прогреве пластизолей ПВХ не позволил частицам полимера полностью раствориться в пластификаторе и набрать требуемые упруго-прочностные показатели.
С целью увеличения упруго-прочностных показателей композиции ПВХ образцы пластизолей прогревали при температуре 170°С при разной продолжительностью, дополнительно подвергали деформации сдвига под нагрузкой 2,16 и 5,00 кгс путем продавливания через капилляр диаметром 2 мм реометра ИИРТ-5М.
Таблица 4.1 – Влияние условий формования композиций ПВХ на упруго-прочностные показатели
|
Наименование показателей
|
Прочность при разрыве, МПа
|
Относительное
удлинение при разрыве, %
|
Остаточное удлинение после разрыва, %:
|
|
|
|
|
относитель-ное
|
приведен-ное
|
|
Метод формования образцов:
|
отливом на горячую (170°С) форму /ротационное формование/ при времени термообработки, мин
|
23
|
2,5
|
149
|
7
|
0,05
|
|
|
|
25
|
2,9
|
213
|
12
|
0,06
|
|
|
|
27
|
3,5
|
293
|
19
|
0,07
|
|
|
|
29
|
3,9
|
332
|
27
|
0,08
|
|
|
|
31
|
4,0
|
386
|
31
|
0,08
|
|
|
экструзия (170°С) при суммарной продолжительности термообработки (мин) и нагрузках:
|
21,2 Н
|
28
|
4,3
|
266
|
19
|
0,07
|
|
|
|
|
30
|
4,0
|
276
|
18
|
0,07
|
|
|
|
|
32
|
4,5
|
286
|
24
|
0,08
|
|
|
|
|
34
|
4,2
|
299
|
21
|
0,07
|
|
|
|
|
36
|
4,3
|
281
|
15
|
0,05
|
|
|
|
49,0 Н
|
28
|
3,9
|
241
|
14
|
0,06
|
|
|
|
|
30
|
3,9
|
260
|
16
|
0,06
|
|
|
|
|
32
|
4,1
|
251
|
15
|
0,06
|
|
|
|
|
34
|
4,2
|
272
|
17
|
0,06
|
|
|
|
|
35
|
4,2
|
241
|
14
|
0,06
|
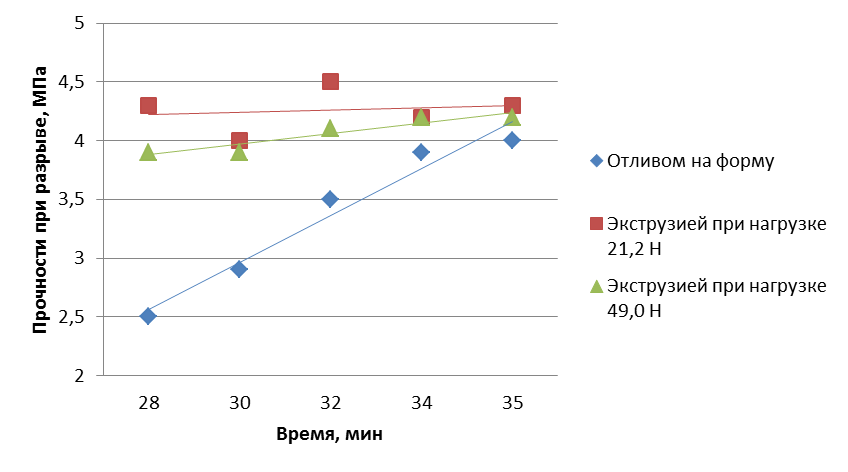
Рисунок 4.1 - Влияние условий формования композиций ПВХ (170 °С) на прочность
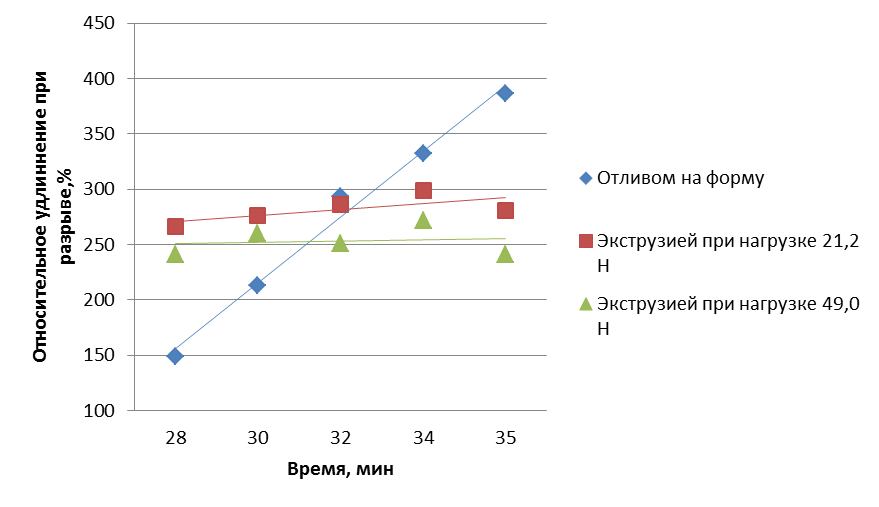
Рисунок 4.2 - Влияние условий формования композиций ПВХ (170 °С) на относительное удлинение при разрыве
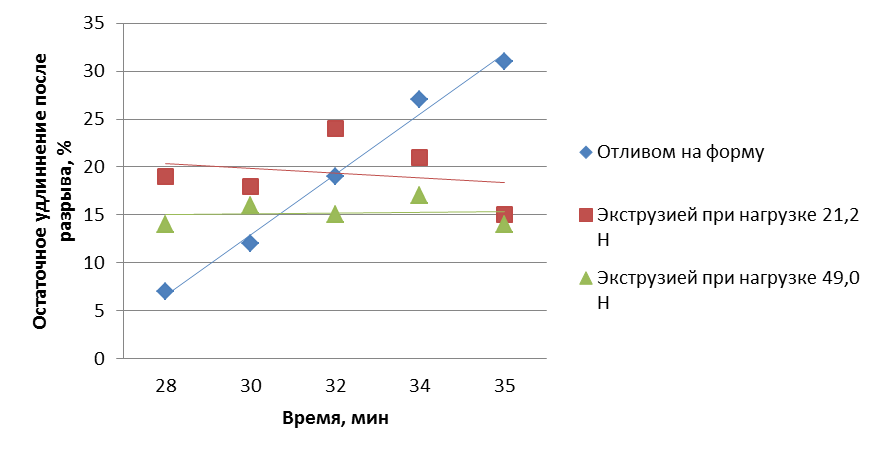
Рисунок 4.3 - Влияние условий формования композиций ПВХ (170 °С) на относительное остаточное удлинение после разрыва
Прочности при разрыве пластиката увеличилась до 3,9-4,5МПа и выровнялись уровни относительного и остаточного удлинения при разрыве до 266-299% и 14-24%, соответственно.
В результате, дополнительный прогрев со сдвигом стабилизировал уровень упруго-прочностных показателей и поднял уровень восстанавливаемость образцов. Так приведенное остаточное удлинение образцов после разрыва, подвергнутых дополнительному прогреву и сдвигу при нагрузке 49 Н, снизилось до 0,06 против 0,07-0,08 для образцов полученных отливом.
С целью определения максимально возможных упруго-прочностных показателей композиции ПВХ образцы после предварительного 12-ти минутного прогрева при температуре 190°С подвергали деформации сдвига с нарастающей скоростью сдвига от 100-1200с-1 путем продавливания через капилляр диаметром 1мм на реометре SmartRheo-1000 с программным обеспечением «Ceast VIEW 5.94-4D» (таблица 4.2).
В ходе продавливания через капилляр реометра экструдат становился хрупким и пористым, а его цвет менялся (таблица 4.2). Это объяснялось процессами ускоренного термоокислительного старения ПВХ.
Таблица 4.2 – Влияние условий формования композиций ПВХ на упруго-прочностные показатели
|
Наименование показателей
|
Метод формования образцов :
|
|
|
отливом в горячую (210°С, 15 мин) форму /ротационное формование/
|
прессование вторичного пластиката ПВХ (180°С, 10 мин)
|
экструзия (190°С) с изменением цвета и потерей ДОФ при скорости сдвига (и продолжительности термообработки):
|
|
|
|
|
200-500, с-1
(11 мин)
|
500-800, с-1
(16 мин)
|
800-1200, с-1
(28 мин)
|
|
Прочность при разрыве, МПа
|
2,2-2,4
|
4,7-11,6
|
12,5-58,6
|
37,2-53,8
|
40,3-73,0
|
|
Относительное удлинение при разрыве, %
|
288-304
|
409-509
|
0
|
0
|
0
|
|
Остаточное удлинение после разрыва, %:
|
|
|
|
|
|
|
относительное
|
18-20
|
47-77
|
0
|
0
|
0
|
|
приведенное
|
0,06-0,07
|
0,11-0,18
|
0
|
0
|
0
|
Таблица 4.3 Влияние времени термообработки пластизоля на белизну пластиката ПВХ при 1700С
|
Номер образца
|
Время термообработки, мин
|
Показания блескомера, мА
|
|
1
|
31
|
0,88
|
|
2
|
29
|
0,89
|
|
3
|
27
|
0,92
|
|
4
|
25
|
0,94
|
|
5
|
23
|
1,0
|
Большие скорости сдвига при высокой температуре обеспечили полное растворение частиц ПВХ в пластификаторе и, по-видимому, улетучивание части пластификатора с поверхности горячего экструдата привели к многократному увеличению прочности при полной потере относительного удлинения при разрыве.
Таким образом, определены упруго-прочностные показатели композиций эмульсионного ПВХ в высокоэластическом, хрупком физических состояния, кинетика их изменения в процессе термической обработки, а также сопоставлены технические показатели композиций эмульсионного ПВХ полученные методами отлива пластизолей в горячие формы и экструзии полученного пластиката.
Показано, что основными факторами определяющими уровень упруго-прочностных показателей композиций ПВХ являлись продолжительность термообработки и деформация сдвига. Наибольший эффект в упрочнении ПВХ композиции достигался при больших скоростях сдвига. Метод ротационного формования изделий из пластизолей ПВХ по причине низких скоростей сдвига не позволяет получать изделия с высокими упруго-прочностными показателями.
- Влияние технологического режима получения пластиката на текучесть расплава
Пластикат ПВХ, отлитый из пластизолей при разном времени термообработки от 23 до 31 мин. (см. табл. 3.1), после дополнительного 5 минутного прогрева подвергли деформации сдвига, путем продавливания через капилляр реометра ИИРТ-5М с диметром 2 мм при нагрузках 21,2 и 49,0 Н. Полученные результаты приведены в табл. 3.4.
Таблица 4.4 - Влияние нагрузки на текучесть расплавов пластиката ПВХ (ПТР) при температуре 1700С
|
Номер образца
|
Время предварительной термообработки пластиката, мин
|
ПТР расплава (г/10 мин) при нагрузке:
|
|
|
|
21,2 Н
|
49,0 Н
|
|
1
|
31
|
26,6
|
153,8
|
|
2
|
29
|
27,2
|
147,9
|
|
3
|
27
|
29,5
|
149,6
|
|
4
|
25
|
33,1
|
163,7
|
|
5
|
23
|
31,8
|
159,7
|
Показано, что с возрастанием времени предварительной термообработки пластиката снижалась его текучесть, то есть увеличение времени предварительной термообработки приводило к росту вязкости пластиката.
Увеличение времени термообработки способствовало лучшему растворению частиц ПВХ в пластификаторе и большему улетучиванию частиц пластификатора с поверхности образца.
- Моделирование условий гелеобразования пластизоли
С целью моделирования начальных условий ротационного формования изделий из пластизоля образцы прогрева при температурах в интервале от 25 до 900С (рисунок 4.4).
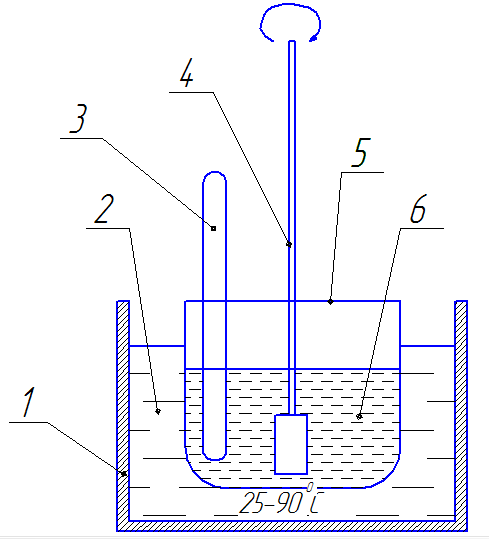
1 –термостат; 2 – теплоагент; 3 –термометр; 4 – шпиндель вискозиметра; 5 –стеклянный стакан; 6 – пластизоль.
Рисунок 4.4 - Установка для измерения вязкости при помощи ротационного вискозиметра
Суть методики испытания заключалась в следующем. Стакан с пластизолью нагревался в водяном термостате. Периодически с помощью вискозиметра Брукфильда замерялась вязкость пластизоля, а так же его температура (приложение Ж). Независимо от температуры теплоагента прирост температуры пластизоля и его вязкость по ходу нагревания уменьшались. Максимальный прирост температуры пластизоля и скорости увеличения за первые 5 мин. прогрева выявлен равный 8,20С/мин при температуре теплоагента 700С (таблица 4.4). При этом же режиме нагрева обнаружена максимальная скорость снижения вязкости равная 7072 сР/мин.
В диапазоне нагрева от 18 до 250С наблюдалось снижение вязкости пластизоля. При 250С теплоагента на 10-й минуте нагрева минимальная вязкость достигала 18820 сР, а падение 41380 сР. Дальнейшее длительное выдерживание при этой же температуре не привело к изменению его вязкости (рисунок 4.5).
Таблица 4.4 - Температурно – временные параметры нагрева пластизоля ПВХ
|
Температура внешней среды, 0С
|
Период замера показателей, мин
|
Скорость снижения температуры, 0С/мин
|
, мин
|
, 0С
|
,
сР
|
Скорость снижения вязкости, сР/мин
|
Температурный градиент изменения вязкости, сР/0С
|
|
25
|
С 0 до 5
|
0,2
|
5
|
1
|
25840
|
5168
|
25840
|
|
|
5 до 10
|
1,0
|
5
|
5
|
15540
|
3108
|
3108
|
|
50
|
С 0 до 5
|
4,4
|
5
|
22
|
31530
|
6306
|
1433
|
|
|
5 до 10
|
1,6
|
5
|
8
|
30422
|
6084
|
3803
|
|
|
С 10 до 14
|
0
|
4
|
0
|
6248
|
1562
|
-
|
|
70
|
С 0 до 5
|
8,2
|
5
|
41
|
35360
|
7072
|
862
|
|
|
С 5 до 10
|
1,0
|
5
|
5
|
32671
|
6534
|
6534
|
|
|
С 10 до 14
|
0,5
|
4
|
2
|
2338
|
585
|
1169
|
|
80
|
С 0 до 5
|
5,6
|
5
|
28
|
25390
|
5078
|
907
|
|
|
С 5 до 10
|
5,4
|
5
|
27
|
26010
|
5202
|
963
|
|
|
С 10 до 11
|
0
|
1
|
0
|
560
|
560
|
-
|
|
90
|
С 0 до 5
|
6,6
|
5
|
33
|
15180
|
3036
|
460
|
|
|
5 до 10
|
4,0
|
5
|
20
|
3920
|
784
|
196
|
|
|
С 10 до 14
|
1,5
|
4
|
6
|
1500
|
375
|
260
|
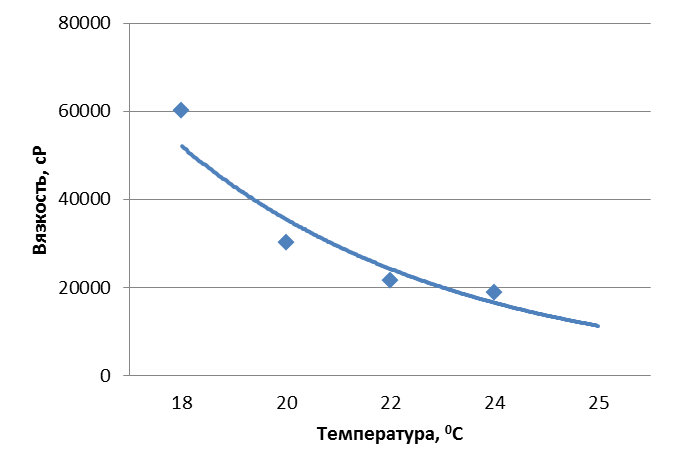
Рисунок 4.5 – Зависимость вязкости пластизоля от температуры в диапазоне нагрева 18 – 250С
Увеличение температуры теплоагента до 500С позволило снизить вязкость пластизоля на 14-й минуте до 3400 сР, т.е. падение с 68200сР. Дальнейшее продолжительное прогревание при температуре 500С так же не повлияло на изменение вязкости пластизоля (рисунок 4.6, приложение Ж).
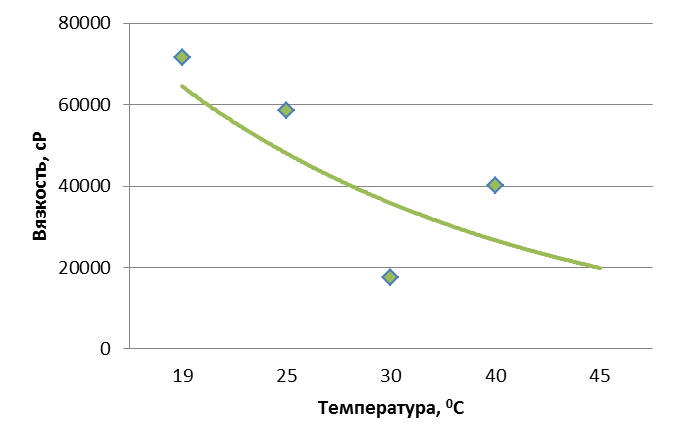
Рисунок 4.6 - Зависимость вязкости пластизоля от температуры в диапазоне нагрева 19 – 500С
Увеличение температуры среды до 700С поменяло характер кинетики изменения вязкости. На 14-й минуте вязкость пластизоля снизилась до 3531сР, т.е. падала с 70369сР. В слоях пластизоля соприкасающихся со стенками стакана образовывался гель с высокой вязкостью. Следовательно данная температура соответствовала минимальной границе гелеобразования (рисунок 4.7, приложение Ж).
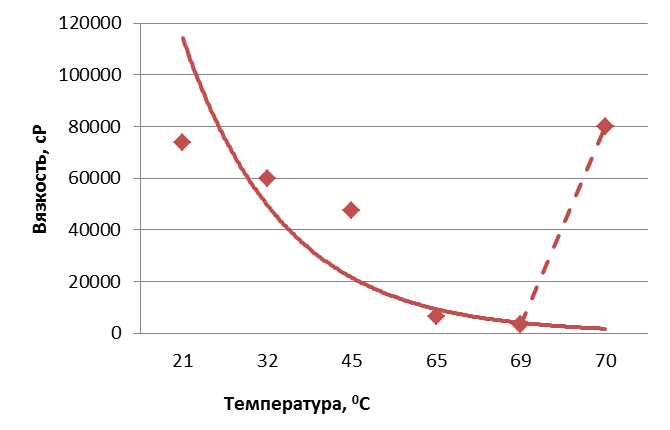
Рисунок 4.7 - Зависимость вязкости пластизоля от температуры в диапазоне нагрева 21 – 700С
Дальнейшее увеличение температуры водной среды до 80-900С приводило к более быстрому образованию геля на внутренней поверхности стакана (см. рисунок 4.8, 4.9 приложение Ж).
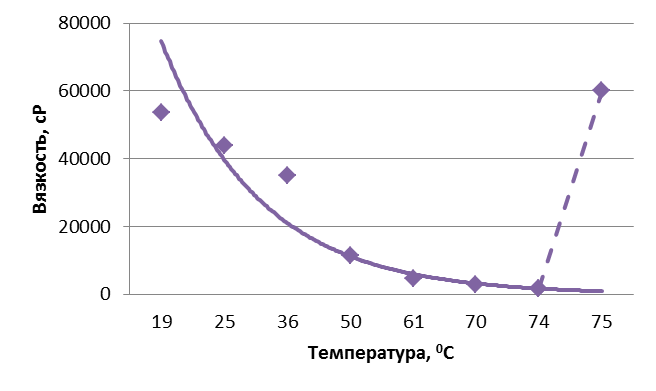
Рисунок 4.8 - Зависимость вязкости пластизоля от температуры в диапазоне нагрева 11 – 800С
Рисунок 4.9 - Зависимость вязкости пластизоля от температуры в диапазоне нагрева 21 – 900С
Согласно данным приведенным в табл. 4.4 найдены другие косвенные подтверждения образования геля. Так при температуре воды 700С при прогреве более 10 минут падение вязкости незначительно с 5869 до 3531сР, т.е. (с 6534 до 585сР/мин). Если температура внешней среды 800С при прогреве долее 10 минут вязкость уменьшалась с 2300 до 1700сР, скорость снижения вязкости упала на порядок с 5202 до 560 сР/мин. При температуре среды 900С при прогреве более 5 минут вязкость упала с 9070 до 3600сР, а скорости изменения вязкости с 3036 до 784 сР/мин. Резкое уменьшение скорости изменения вязкости объяснялось, по видимому, уменьшением теплопроводности образовавшегося слоя геля.
Градиент падения вязкости на единицу прироста температуры описывалась экстремальной зависимостью (таблица 4.4). В температурных режимах теплоагента 50,70 и 800С температурный градиент изменения вязкости сначала увеличивался, затем снижался (таблица 3.4). Это объяснялось состоянием системы «ПВХ Е - пластификатор ДОФ». Частицы ПВХ растворялись в ДОФ (суспензия превращалась в коллоидный раствор (полимерную пасту)), а затем появился гель (пластикат). Следовательно при достижении определенной температурно – временной границы образовывался гель и температурный градиент изменения вязкости падал.
- Безопасность и экологичность проекта
Среди физических опасных и вредных факторов наиболее значимым фактором для научной лаборатории является микроклимат рабочего места, который характеризуется температурой, влажностью, скоростью движения воздуха.
Для создания безопасных условий труда и соблюдения норм промышленной санитарии необходимо выполнение определенных требований, заложенных в нормативных документах.
- Микроклимат лабораторного помещения
Работа в научно-исследовательской лаборатории сопровождается ходьбой, перемещением легких предметов в положении сидя или стоя и относится к категории IIа. Фактические и оптимальные параметры микроклимата представлены в таблице 5.1.
Таблица 5.1 – Параметры микроклимата
|
Лабораторное
помещение
|
Параметры микроклимата
|
|
|
Температура, 0C
|
Влажность, %
|
Скорость движения воздуха, м/с
|
|
|
нормативная
|
фактическая
|
нормативная
|
фактическая
|
нормативная
|
фактиеская
|
|
|
20-27
|
20-25
|
15-75
|
57–75
|
0,1-0,4
|
0,4
|
В лаборатории источником выделения тепла являются термостат.
В целом условия соответствуют допустимым, средства защиты не требуются [33].
- Шум и вибрация
Основными источниками шума и вибрации является вентиляция и разрывная машина.
Таблица 5.2 – Фактические параметры измерения и нормативные значения шума
|
Наименование оборудования
|
Фактический уровень шума, дБА
|
Эквивалентный уровень шума, дЦА
|
Средства защиты
|
|
Вентиляция
|
68
|
60
|
Не требуется
|
|
Разрывная машина
|
70
|
|
Не требуется
|
Уровни шума на рабочих местах в научной лаборатоии не должны превышать значений, установленных СНиП 23-03- 2003 [34] и составляют не более 70 дБА Уровень вибрации в помещениях допустимых значений по ГОСТ 12.1.012 – 96 [35] категория 3, тип «а». В целом по акустическим воздействиям условия соответствуют допустимым.
- Электробезопасность
Оборудование используемое в лаборатории относится к 0 классу опасности согласно ГОСТ Р 12.1.019-2009 [36]. В случаи неисправности рекомендовано применить двойную или усиленную изоляцию.
Во время эксплуатации оборудования необходимо периодически производить их плановый профилактический ремонт. Следует строго соблюдать технику безопасности при эксплуатации электроустановок.
- Освещенность рабочих мест
Освещение рабочих мест должно отвечать условиям и характеру работы и быть оптимальным по величине. Недостаточная освещенность снижает остроту зрения и быстроту различения предметов. Гигиенические нормы освещенности установлены СНиП 23-05-95[36].
Работы, выполняемые в лаборатории относятся к работам средней точности, связанной в основном с записями и обработкой данных, наименьший размер предмета различения составляет более 0,5 мм.
В лабораторном помещении используется совмещенное освещение. Зрительные работы относятся к IV разряду зрительных работ, характер зрительных работ – средней точности с размерами объектов различения от 0,5 до 1,0 мм.
Таблица 5.3 - Характеристика освещенности рабочего места
|
Наименование рабочего места
|
Разряд зрительных работ
|
Естественное освещение
|
Искусственное освещение
|
|
|
|
Система освещения
|
Коэффициент естественного освещения (КЕО), %
|
Нормированная освещенность, лк
|
|
Лабораторное помещение
|
IV
|
боковое
|
2,4
|
400
|
- Химические факторы
В ходе проведения эксперимента были использованы следующие вещества: ПВХ-Е, диоктилфтолат (ДОФ), эпоксидированное соевое масло, стеарат кальция.
Таблица 5.4 - Показатели, характеризующие степень опасности веществ и материалов
|
Вещество (название, хим. формула)
|
Агрегатное состояние в условиях производства
|
ПДКр.з., мг/м3
|
Класс опасности
|
|
Пыль поливинилхлорида
|
п
|
5
|
3
|
|
Диоктилфтолат
|
п+а
|
1
|
2
|
|
Высшие карбоновые кислоты в пересчете на СН3СООН (растительное масло)
|
а
|
15
|
4
|
|
Стеарат кальция
|
а
|
10
|
4
|
Эмульсионный поливинилхлорид представляет собой белый порошок без вкуса и запаха. По воздействию на организм человека относится к умеренно опасным веществам - III класс.
Индивидуальные средства защиты: спецодежда, респиратор типа «лепесток», противогаз БКФ, биологические перчатки (силиконовый крем).
Пластификаторы являются токсичными продуктами, ПДК паров пластификатора ДОФ составляет 1,0 мг/м3, однако ввиду его малой летучести, вероятность достижения такой концентрации паров в воздухе производственных помещений достаточно мала [37].
- Механическое травмирование
Травмоопасным оборудованием в лаборатории являются: разрывная машина, реометр и термостат.
Основные меры безопасности которые можно предпринять это предохранительные устройства, блокирующие устройства, знаки безопасности, специальное нескользящее покрытие [38].
- Безопасность в ЧС
Опасными факторами, которые могут привести к травмам, авариям и создать чрезвычайную ситуацию являются:
• поражение электрическим током;
• пожары в помещениях;
Первая помощь при поражении электрическим током
Прежде всего необходимо освободить пострадавшего от действия тока, а затем до прибытия врача приступить к оказанию помощи.
Для освобождения пострадавшего от действия тока необходимо быстро отключить токоведущие части или провода, которых он касается: оторвать от контакта с землей или оттянуть от проводов. При этом оказывающий помощь должен принять меры предосторожности, чтобы самому не попасть под напряжение. Нельзя касаться тела, находящегося под напряжением пострадавшего незащищенными руками.
Освободив пострадавшего от действия электрического тока, в зависимости от его состояния следует оказать первую помощь. Пострадавшему следует расстегнуть одежду, обеспечить приток свежего воздуха. При прекращении дыхания и остановке сердца необходимо делать искусственное дыхание, закрытый массаж сердца. При закрытом массаже сердца оказывающий помощь становится слева от пострадавшего и после каждого вдувания ритмично 5-6 раз надавливает ладонями на нижнюю треть грудной клетки, смещая ее каждый раз на 4-5 см. После надавливания следует быстро отнимать руки для свободного выпрямления грудной клетки. При надавливании сжимается сердце и выталкивает кровь в кровеносную систему. Применяя эти методы, необходимо за минуту произвести 48-50 сжатий грудной клетки и 10-12 вдуваний в минуту воздуха в легкие.
Пожарная безопасность обеспечивается системой предотвращения пожара и системой пожарной защиты. Во всех помещениях обязательно должен быть «План эвакуации людей при пожаре», регламентирующий действия персонала в случае возникновения очага возгорания и указывающий места расположения пожарной техники.
При работе с ПВХ-Е производственные помещения по пожароопасности должны соответствовать категории В, класс помещений по ПУЭ П-II.
Средства пожаротушения: распыленная вода, пена, кошма, песок.
Таблица 5.5 - Характеристика пожаро-взрывоопасных свойств веществ
|
Вещество
|
Пределы воспламенения, °С
|
нижний предел взрываемости,г/м3
|
|
|
нижний
|
верхний
|
|
|
ПВХ-Е
|
500
|
624
|
380
|
Средства пожаротушения в каждой химической лаборатории обязаны находиться в легкодоступных местах.
При пожаре необходимо эвакуировать людей из горящего здания в безопасное место, ограничить распространения огня с использованием средств пожарной сигнализации и переносных огнетушителей.
В лаборатории предусмотрена автоматическая пожарная сигнализация с ручным извещателем.
При загорании электроустановок следует немедленно обесточить их, а затем тушить их порошковыми средствами.
Первая помощь при термических ожогах
При ожогах необходимо осторожно снять одежду (обувь), перевязать обожженное место стерилизованным материалом, закрепить бинтом и направить пострадавшего в больницу. Ни в коем случае не допускаются очистка обожженного места от обгоревших кусков одежды, прилипших материалов и смазка какими-либо мазями и растворами.
- Технико – экономические обоснование проекта
Основной целью расчётов в данном разделе является составление сметы затрат на производство продукции по цеху, калькуляции себестоимости продукции и определение основных технико-экономических показателей работы предприятия.
- Годовой режим работы предприятия
При расчёте годового режима работы предприятия с годовой программой на 60 тыс. т исходят из календарного фонда времени (Ткал), который принимается равным 365 дням (таблица 5.1).
В дипломном проекте предусматривается прерывный график работы предприятия в две смены.
Номинальный фонд работы предприятия определяем:
(6.2)
=365-110=255(дней)
Для определения номинального фонда времени предприятия в часах полученное число рабочих дней 255 при двух сменах по 8 часов будет равно 16 часам.
Номинальный фонд времени предприятия в часах: 255 · 16=4080(часов).
Таблица 6.1 – Годовой режим работы предприятия
|
Календарный фонд времени, дни
|
Количество нерабочих дней в году
|
Номинальный фонд работы предприятия
|
|
|
Выходные дни
|
праздничные
|
ремонт
|
итого
|
В днях
|
В часах
|
|
365
|
100
|
6
|
4
|
110
|
255
|
4080
|
- Расчёт материально-технического обеспечения капитальных вложений. Планирование потребности сырья, полуфабрикатов и материалов
Основная задача данного раздела заключается в обеспечении увязки плана производства с материальными ресурсами и достижении максимальной экономии в процессе их использования.
Форма расчёта потребности и стоимости основного сырья и полуфабрикатов на заданную мощность представлена в таблице 6.2.
Таблица 6.2 - Расчёт стоимости основного сырья и полуфабрикатов на заданную мощность предприятия
|
Сырье
|
% масс
|
Расход сырья (кг) на 1 кг продукции
|
Годовая потребность в сырье, т
|
Оптовая цена, руб. за 1 кг
|
Цена на 1т смеси, тыс. руб
|
Стоимость годовой потребности ингридиентов, тыс. руб
|
|
Диоктилфталат
|
24,0
|
0,24
|
14400
|
140
|
33,6
|
2016
|
|
эпоксидированное растительное масло
|
2,0
|
0,02
|
1200
|
100
|
2,0
|
120
|
|
двуокись титана пигментная
|
0,6
|
0,006
|
360
|
140
|
0,8
|
50,4
|
|
пигмент железокислый
|
0,08
|
0,0008
|
48
|
62
|
0,1
|
3
|
|
смола поливинилхлорида экстендер
|
10,0
|
0,1
|
6000
|
200
|
20,0
|
1200
|
|
стеарат кальция
|
4,0
|
0,04
|
2400
|
80
|
3,2
|
192
|
|
смола поливинилхлорида эмульсионная К=79
|
59,3
|
0,593
|
35580
|
140
|
83,0
|
4981,2
|
|
Всего:
|
100
|
1
|
60000
|
-
|
226
|
8562,576
|
Стоимость транспортно-заготовительных расходов, которая рассчитывается в таблице 6.3, зависит от конкретных условий поставок (вид транспорта, удалённость).
Таблица 6.3 - Транспортно-заготовительные расходы
|
Сырье
|
Годовая потребность в сырье, т
|
Доставка, %
|
Стоимость ТЗР,тыс. руб.
|
|
|
|
|
На весь объем
|
На 1т продукции
|
|
Диоктилфталат
|
14400
|
10
|
201,6
|
3,4
|
|
эпоксидированное растительное масло
|
1200
|
10
|
12
|
0,2
|
|
двуокись титана пигментная
|
360
|
10
|
5
|
0,1
|
|
пигмент железокислый
|
48
|
10
|
3
|
0,01
|
|
смола поливинилхлорида экстендер
|
6000
|
10
|
120
|
2,0
|
|
стеарат кальция
|
2400
|
10
|
19,
|
0,3
|
|
смола поливинилхлорида эмульсионная К=79
|
35580
|
10
|
498
|
8,3
|
|
Всего:
|
60000
|
|
856,26
|
14,31
|
- Планирование потребности электроэнергии
Для расчета электроэнергии необходимы данные из сводной таблицы оборудования (таблица 6.4).
Таблица 6.4 - Стоимость электроэнергии
|
Наименование
оборудования
|
Количество оборудования
|
Мощность электродвигателя, кВт
|
Время эффективной работы оборудования, ч
|
Расход электроэнергии на заданную мощность, кВт
|
Стоимость за ед. электроэнергии, р.
|
Общая стоимость на заданную мощность, тыс.руб.
|
Стоимость эл.энерг на 1 т продукции, тыс. руб
|
|
Смеситель
|
1
|
10
|
1800
|
18000
|
4,1
|
73,8
|
1,6
|
|
Ротоформовочная машина
|
1
|
6
|
2600
|
15600
|
4,1
|
63,96
|
1,4
|
|
Всего
|
-
|
-
|
-
|
33600
|
-
|
137,76
|
3,0
|
В таблице 6.5 приведена сводная таблица электроэнергии.
Таблица 6.5 - Сводная таблица электроэнергии
|
Показатели
|
Значения
|
|
1.Годовой выпуск продукции, т
|
60000
|
|
2.Потребность электроэнергии на технологические нужды, кВт/ч
|
33600
|
|
3.Стоимость 1 кВт/ч, руб
|
4,1
|
|
4.Стоимость электроэнергии по мощности основного оборудования, тыс.р.
|
137,76
|
|
5. Стоимость электроэнергии на неучтенное оборудование, тыс.р.
|
20,66
|
|
6. Стоимость электроэнергии на технологические нужды, тыс.р.
|
158,42
|
|
7. Стоимость электроэнергии на бытовые нужды, тыс.р.
|
23,76
|
|
8.Суммарная стоимость электроэнергии, тыс.р.
|
182,18
|
|
9. Потребность электроэнергии на 1 т продукции, тыс руб
|
3
|
- Планирование капитальных вложений
Для определения размера амортизационных отчислений необходимо знать стоимость капитальных вложений (таблица 6.7).
Исходными данными для расчёта амортизационных отчислений являются структура фондов и норма амортизации [40].
Таблица 6.6 - Амортизационные отчисления
|
Основные фонды
|
Структура
фондов
|
Стоимость фондов, тыс. р.
|
Норма амортизации, %
|
Сумма амортизационных отчислений, тыс. р.
|
- Здания
|
29,2
|
84 240,00.
|
1,7
|
1 432,08
|
- Сооружения
|
19,6
|
56 544,66
|
1,3
|
735,08
|
- Передаточные устройства
|
11,2
|
32 311,23
|
16
|
5 169,80
|
- Силовые машины и оборудование
|
8,1
|
23 367,95
|
18
|
4 206,23
|
- Рабочие машины и оборудование
|
28
|
80 778,08.
|
16
|
12 924,49
|
- КИП
|
1
|
2 884,93
|
10
|
288,49
|
- Транспортные средства
|
1,8
|
5 192,88
|
5
|
259,64.
|
- Инструменты и промышленный инвентарь
|
1,1
|
3 173,42
|
32
|
1 015,50
|
|
Всего:
|
100
|
288 493,15
|
100
|
26 031,31
|
- Расчёт численности ППП и фонда оплаты труда
Исходными данными для расчёта являются ориентировочные штаты рабочих, тарифные ставки и должностные оклады.
При планировании численности ППП, прежде всего, составляются, баланс рабочего времени одного рабочего (таблица 6.7).
Коэффициент перевода: =255/220=1,16.
Списочная численность литейщиков:человек
Годовой фонд времени всех литейщиков: часов.
Годовой фонд заработной платы по тарифу: руб
Таблица 6.8 - Баланс рабочего времени одного рабочего
|
Показатели
|
Единица измерения
|
Значения
|
|
1 .Календарный фонд времени
|
Дни
|
365
|
|
2.Количество нерабочих дней
|
Дни
|
110
|
|
3.Номинальный фонд рабочего времени
|
Дни
|
255
|
|
4.Неявки на работе, в том числе:
|
Дни
|
35
|
|
• Очередные и дополнительные отпуска
|
Дни
|
28
|
|
• Болезни
|
Дни
|
3
|
|
• Прочие неявки, разрешённые
|
|
|
|
законодательством
|
Дни
|
2
|
|
• Неявки с разрешения администрации
|
Дни
|
2
|
|
5.Число рабочих дней в году (Тэф)
|
Дни
|
220
|
|
6.Продолжительность рабочего дня
|
Час
|
8
|
|
7.Полезный фонд рабочего времени (Тном)
|
Час
|
1760
|
Процент премиальных доплат:
для производственного персонала - 30 %;
для ИТР, служащих, МОП - 30 %;
оплата в вечернее время - 20 %;
оплата в ночное время - 40 %.
Премия за выполнение производственного плана у литейщиков: руб.;
в вечернее время: руб.;
в ночное время: руб.;
Годовой фонд заработной платы литейщика составляет: 157819,20+47345,76+63127,68+31563,84 = 299856,48 руб
Расчёт численности и фонда оплаты труда, промышленно производственных рабочих основного и вспомогательного производства представлен в таблице 6.9.
Таблица 6.9 - Расчёт численности и фонда оплаты труда промышленно производственных рабочих основного и вспомогательного производств
|
Наименование профессий
|
явочная численность
|
численность всех рабочих/ списочная
|
тарифный разряд
|
часовая тарифная ставка, руб
|
годовой фонд времени всех рабочих, час
|
годовой фонд з/п по тарифу
|
Доплата, р.
|
Годовой фонд з/п, тыс.р.
|
|
|
|
|
|
|
|
|
премии (30%)
|
в ночное время, ( 40 %)
|
В вечернее время,
( 20%)
|
|
|
Основное производство
|
|
Литейщик пластмасс
|
1
|
2
|
5
|
44,83
|
3520
|
157,81
|
47,345
|
63,12768
|
31,56384
|
299,85
|
|
Оператор смесителя
|
1
|
1
|
4
|
40,76
|
1760
|
71,737
|
21,521
|
28,69504
|
14,34752
|
136,30
|
|
всего
|
2
|
3
|
-
|
-
|
-
|
229,55
|
68,867
|
91,82272
|
45,91136
|
436,15
|
|
Вспомогательное производство
|
|
Транспортный рабочий
|
1
|
2
|
4
|
38,04
|
1760
|
66,950
|
20,085
|
26,78016
|
13,39008
|
127,20
|
|
всего
|
1
|
2
|
-
|
-
|
-
|
66,950
|
20,085
|
26,78016
|
363,4593
|
127,20
|
|
Ремонтные
|
|
Наладчик ротороформовочной машины
|
1
|
2
|
5
|
54,34
|
3520
|
191,29
|
57,388
|
76,51776
|
38,25888
|
363,45
|
|
Слесарь
|
1
|
1
|
5
|
48,91
|
1760
|
86,08
|
25,824
|
34,43264
|
17,21632
|
163,55
|
|
Электрик
|
1
|
1
|
5
|
92,39
|
1760
|
162,60
|
48,781
|
65,04256
|
32,52128
|
308,95
|
|
всего
|
1
|
4
|
-
|
-
|
-
|
439,98
|
131,99
|
175,9929
|
87,99648
|
835,96
|
|
ИТОГО
|
-
|
9
|
-
|
-
|
-
|
736,48
|
-
|
-
|
-
|
1399,3
|
Численность и фонд заработной платы ИТР, служащих и МОП представлены в таблице 6.10.
Таблица 6.10 - Численность и фонд заработной платы ИТР, служащих и МОП
|
Должность
|
Кол-во штатных единиц
|
Должностной оклад в месяц, руб.
|
Количество месяцев работы в году
|
Годовой фонд основной з/п по окладу, тыс. р.
|
|
ИТР
|
|
Начальник цеха
|
1
|
30000
|
11
|
330,00
|
|
Мастер
|
2
|
25000
|
11
|
550,00
|
|
Инженер электронщик
|
1
|
20000
|
11
|
220,00
|
|
Инеженер-технолог
|
1
|
40000
|
11
|
440,00
|
|
Итого:
|
5
|
115000
|
--
|
1540,00
|
|
служащие
|
|
Экономист
|
1
|
30000
|
11
|
330,00
|
|
Итого:
|
1
|
30000
|
--
|
330,00
|
|
МОП
|
|
Уборщица
|
2
|
9000
|
11
|
198,00
|
|
Итого:
|
2
|
9000
|
--
|
198,00
|
|
Всего:
|
8
|
154000
|
--
|
2068,00
|
Численность и годовой фонд основной и дополнительной заработной платы по категориям работающих приведены в таблице 5.11.
Таблица 6.11 - Численность и годовой фонд основной и дополнительной заработной платы по категориям работающих
|
категории работающих
|
Списочная численность
|
Годовой фонд основной з/п, тыс. руб.
|
Годовой фонд дополнительной зарплаты
|
Годовой фонд основной и дополнительной з/п, тыс.руб.
|
|
|
|
|
%
|
Тыс.руб
|
|
|
Производственные
|
3
|
229,55
|
90
|
206,60
|
436,15
|
|
Вспомогательные
|
2
|
66,95
|
|
60,23
|
127,20
|
|
Ремонтные
|
4
|
439,98
|
|
395,98
|
835,96
|
|
ВСЕГО:
|
9
|
736,48
|
-
|
662,84
|
1399,33
|
|
ИТР
|
5
|
1265,00
|
30
|
379,50
|
1644,50
|
|
Служащие
|
1
|
330,00
|
|
99,00
|
429,00
|
|
МОП
|
2
|
99,00
|
|
29,70
|
128,70
|
|
ВСЕГО:
|
8
|
1694,00
|
-
|
508,20
|
2202,20
|
|
ИТОГО ППП:
|
17
|
2430,49
|
-
|
1171,04
|
3601,53
|
- Расчёт издержек производства продукции
Первоначальным этапом расчёта себестоимости продукции является определение сметы затрат предприятия на её производство. Смета затрат предприятия показывает максимально возможную сумму расходов в планируемом периоде на производство и реализацию товарной продукции (таблица 5.12).
Таблица 6.12 - Смета затрат на производство и реализацию продукции
|
Элементы затрат
|
сумма тыс. руб.
|
Структура себестоимости, %
|
- Основные и вспомогательные материалы
|
8562,56
|
18,70
|
- Транспортно-заготовительные расходы
|
856,26
|
1,90
|
- Энергия со стороны
|
73,8
|
0,20
|
- Основная и дополнительная заработная плата ППП
|
3601,50
|
7,90
|
- Отчисления на социальное страхование
|
1332,60
|
2,990
|
- Амортизация основных фондов
|
26031,30
|
56,90
|
- Прочие денежные расходы
|
360,20
|
0,90
|
- Внепроизводственные расходы
|
4946,00
|
10,80
|
- Полная себестоимость продукции
|
45764,22
|
100,00
|
Структура себестоимости определяется из пропорции.
Важнейшим этапом плановой работы на предприятии является определение величины затрат на производство и реализацию единицы продукции. Данный расчёт служит основой для установления проектной оптовой цены продукции и эффективности её выработки.
Расчёт себестоимости единицы продукции осуществляется методом калькуляции, то есть отнесения всех расходов на производство и реализацию продукции 1 кг изделий из производственной программы. (таблица 5.13).
Отчисления на социальное страхование составляют 37% от основной и дополнительной заработной платы ППР.
Расходы на содержание оборудования составляют 1,3% стоимости продукции.
Цеховые расходы составляют 110% от суммы основной и дополнительной заработной платы ППР.
Общезаводские расходы составляют 130% от суммы основной и дополнительной заработной платы ППР.
Прочие производственные расходы составляют 25% от основной и дополнительной заработной платы ППР.
Внепроизводственные расходы составляют 5% от фабрично-заводской стоимости.
Таблица 6.13 - Расчёт плановой калькуляции и проекта оптовой цены 1 тонны изделий
|
Статья калькуляции
|
Затраты на 1 т тыс. руб
|
Структура себестоимости, %
|
|
Сырье и вспомогательные материалы
|
226
|
80,25
|
|
Транспортные заготовительные расходы
|
14,31
|
5,10
|
|
Электроэнергия технологические цели
|
3
|
1,10
|
|
Основная з/п ППР
|
3,22
|
1,15
|
|
Дополнительная з/п ППР
|
2,90
|
1,04
|
|
Отчисления на соц. страхование
|
2,26
|
1,00
|
|
Расходы на содержание оборудования
|
0,29
|
0,10
|
|
Цеховые расходы
|
6,73
|
2,40
|
|
Общезаводские расходы
|
7,95
|
2,80
|
|
Прочие производственные
|
1,53
|
0,55
|
|
Фабрично-заводская себестоимость
|
268,19
|
|
|
Внезапные расходы
|
13,41
|
4,30
|
|
Полная себестоимость
|
281,60
|
100
|
|
Рентабельность, %
|
41,00
|
|
|
Прибыль тыс. руб.
|
200,32
|
|
|
Оптовая цена, тыс. руб.
|
497,19
|
|
|
Ставка налога на добавленную стоимость, %
|
20,50
|
|
|
Налог на НДС, тыс. руб.
|
97,43
|
|
|
Отпускная цена с НДС, тыс. руб.
|
598,63
|
|
Основные показатели производственно-хозяйственной деятельности предприятия даны в таблице 6.15.
Таблица 6.15 - Основные показатели производственно-хозяйственной деятельности предприятия
|
№ п/п
|
Показатели
|
По проекту
|
|
1
|
Производство продукции, тыс. т.
|
60,00
|
|
2
|
Численность ППП, чел.
|
17,00
|
|
3
|
Фонд оплаты труда, млн.р.
|
3,60
|
|
4
|
Среднемесячная заработная плата одного работника ППП, тыс. р.
|
17,02
|
|
5
|
Производительность труда, тыс.р.
|
9,17
|
|
6
|
Полная себестоимость реализованной продукции, млн. р.
|
11,49
|
|
7
|
Затраты на 1 рубль товарной продукции
|
1,03
|
|
8
|
Стоимость производственных фондов, млн. р. в том числе:
|
82,14
|
|
а)
|
основные производственные фонды
|
61,64
|
|
б)
|
номеруемые оборотные средства
|
20,50
|
|
9
|
Фондоотдача, р./р.
|
4,80
|
|
10
|
Фондоёмкость, р./р.
|
0,21
|
|
11
|
Прибыль от реализации продукции, млн. р.
|
4,26
|
|
12
|
Рентабельность продукции, %
|
37,08
|
|
13
|
Рентабельность производства, %
|
18,00
|
|
14
|
Эффективность капитальных вложений
|
0,24
|
|
15
|
Срок окупаемости капитальных вложений, года
|
4,60
|
Таким образом, рассчитанный цех по производству детских игрушек из пластизоли ПВХ методом ротационного формования будет иметь срок окупаемости 4,6 года, при этом прибыль составит 40,2 млн. р.
ЗАКЛЮЧЕНИЕ
ПВХ – Е нашел широкое применение в различных отраслях. Его применяют: в качестве упаковочного материала, благодаря его хорошим защитным свойствам, в качестве изоляции в электроприборах, из-за его огнестойкости и хорошей диэлектрической прочности, в качестве звукоизоляции, для изготовления медицинских изделий, в качестве различных покрытий. ПВХ является основным материалов в производстве детских игрушек.
Необходимо уделять особое внимание качеству готовой продукции, что напрямую связано с используемым сырьем и технологией производства.
В данной работе были рассмотрены современные методы переработки композиций на основе ПВХ – Е. Особое внимание уделяется технологии ротационного формования пластизоли ПВХ.
В ходе исследования моделировались процессы приближенные к технологии ротационного формования.
Таким образом, были определены:
- Упруго-прочностные показатели композиций эмульсионного ПВХ в высокоэластическом и хрупком физических состояния, кинетика их изменения в процессе термической обработки;
- Сопоставлены технические показатели композиций эмульсионного ПВХ полученные методами налива пластизолей в горячие формы и экструзии полученного пластиката;
- Определена зависимость ПТР пластиката от времени предварительной термообработки образцов;
- Определена температура гелеобразования пластизоля.
На основе полученных данных можно сделать выводы:
- Основными факторами, определяющими уровень упруго-прочностных показателей композиций ПВХ, являются продолжительность термообработки и деформация сдвига;
- По причине низких скоростей сдвига метод ротационного формования изделий из пластизолей ПВХ не позволяет получать изделия с высокими упруго-прочностными показателями;
- Увеличение времени предварительной термообработки приводило к росту вязкости пластиката;
- Увеличение температуры внешней среды (80-900С) приводит к образованию геля на стенках стакана, в результате чего снижается теплоотдача и скорость вязкость.
Список используемой литературы
- Крыжановский, В.К. Производство изделий из полимерных материалов [Текст]: учеб. Пособие / В.К.Крыжановский, М.Л.Кербер, В.В.Бурлов, А.Д.Паниматченко. - Санкт-Петербург: Профессия; 2004, -464 с.
- Ч.Уилки Поливинилхлорид/ Ч.Уилки, Ч.Даниэле; пер. с англ. под ред. Г.Е.Заикова. - СПб: Профессия; 2007, -728с.
- Осошник, И.А. Производство резиновых технических изделий [Текст]: учеб. пособие / И.А.Осошник, Ю.Ф.Шутилин, О.В.Карманова; под общ. ред. Ю.Ф.Шутилина – Воронеж: Воронеж. гос. технол. акад., 2007-972с.
- Пахомов, С.И. Поливинилхлоридные композиции. Учеб. пособие/ С.И.Пахомов, И.П. Трифонова, В.А. Бурмистров; – Иваново: Иван. гос. хим. технол. ун-т, 2010.-104с.
- Пат.№ 2477733 Россия, МПК C08L 27/06 C08K 3/22, 5/098, 5/10, 13/02. Пластизоль на основе поливинилхлорида/ Доротюк О.Ю.-№2011131817/05, заяв. 28.07.2011, опубл. 20.03.2013 Бюл. № 8
- Пат.№ 2431647 Россия, МПК C08L 27/06, C08K 5/3415. Пластифицированные композиции на основе ПВХ / КАЙТАН Хасан.-№ 2008123605/04, заяв. 13.11.2006, опубл. 27.12.2009 Бюл. № 36
- Эйкхольц, Г. Руководство по ПВХ пастам / Г. Эйкхольц Д.О. Мартинс пер. с англ. под ред. Г.Е. Заикова - СПб: Профессия, 2010.-104с.
- Пластификаторы. Технические условия [Текст]: ГОСТ 8728-88*. – Москва: Изд-во стандартов, 1990. 12 с.
- Резина. Общие требования к проведению физико-механических испытаний [Текст]: ГОСТ 269-66. - Москва: Изд-во стандартов, 1966. 12 с.
- Стеарат кальция [Текст]: ГОСТ/ТУ: ТУ 2432-061-56856807-04 - Москва: Изд-во стандартов, 2009. 2 с.
- Соевое масло эпоксидированное [Текст]: ГОСТ/ТУ: ТУ 6-10-722-72 - Москва: Изд-во стандартов, 1972. 2 с.
- Метод определения показателя текучести расплава термопластов [Текст]: ГОСТ 11645-73 - Москва: Изд-во стандартов, 1973. 12 с.
- Поливинилхлорид эмульсионный [Текст]: ГОСТ 14039-78 - Москва: Изд-во стандартов, 1978. 23 с.
- Лагусева, Е.И. Цех по переработке термопластов методом экструзии [Текст]: мет. указания/ Лагусева – Тверь: ТГТУ, 2012. - 14 с.
- Косинцев, В.И. Основы проектирования химических производств и оборудования [Текст]: учеб.пособие / В.И. Косинцев, А.И. Михайличенко, Н.С. Крашенинникова, В.М. Миронов, В.М. Сутягин. - Томск: Томский политехнический университет, 2011. - 397 с.
- Харитонов, В.А. Формование полимерных материалов экструзией [Текст]: мет. указания / В.А. Харитонов, Д.И Дементьева. – Бийск: БТИ АлтГТУ, 2011.-24с.
- Костин, А.А. Популярная нефтехимия. Увлекательный мир химических процессов [Текст] / А.А. Костин – Москва: Ломоносовъ, 2013. – 176 с.
- Седых, В.А. Изучение технологических свойств пластизолей на основе эмульсионного ПВХ наполненных гидрофобизированным мелом [Текст] / В.А. Седых, В.В. Калмыков, А.Ю. Воротягин, М.П. Хирная // Жур. Вестник ВГУИТ, 2014. - № 3 – С. 130-133
- Седых, В.А. Свойства наполненных композиций на основе эмульсионного ПВХ [Текст] / В.А. Седых, А. Ю. Воротягин, Е. С. Кузнецова, Е. П. Усс // Жур. Труды БГТУ, 2013. - № 4 (160). - С. 117-121.
- Лавров, Н.А. О режимах ротационного формования термопластов [Текст]/ Н.А. Лавров, М.С. Игуменов, И.В. Никитина, К.С.Беседина // Жур. Известия СПбГТИ (ТУ), 2013. - № 18 (44) - С 27-29.
- Лавров, Н.А. Комплексы ротационного формования [Текст] / Н.А.Лавров, К.С. Беседина, М.С. Игуменов // Жур. пласт. массы, 2011. - № 9 - С. 36-41.
- Лавров, Н.А. Полимерные материалы, перерабатываемые методом ротационного формования [Текст] / Н.А. Лавров, М.С. Игуменов, К.С. Беседина // Энциклопедия инженера-химика, 2011. - № 9. - С. 9-12.
- Николаев, А.Ф Технология полимерных материалов [Текст]: учеб. пособие / А.Ф.Николаев, В.К. Крыжановский, В.В.Бурлов [и др.]. - СПб.: Профессия, 2011. - 544 с.
- Полимеры. Метод определения вязкости ротационным вискозиметром при определении скорости сдвига [Текст]: ГОСТ 25276-82- Москва: Изд-во стандартов, 1982. 7 с.
- Рынок без баланса [Текст] // Отраслевой жур. Нефтехимия, 2010. - №04. – С. 49-51.
- http://www.openbusiness.ru/ Бизнес-планы и руководства по открытию своего бизнеса
- Лавров, Н.А. О разнотолщинности изделий из полиэтилена, получаемых методом ротационного формования [Текст] / Н.А. Лавров, М.С. Игуменов, К.С. Беседина // Жур. Известия СПбГТИ (ТУ), 2010. - № 7 (33) - С 37-38.
- Резниченко,С.В. Большой справочник резинщика. Ч. 2. Резины и резинотехнические изделия [Текст] / С.В. Резниченко, Ю.Л. Морозова. - Москва: ООО «Издательский центр «Техинформ» МАИ», 2012. - 648 с.
- Гузеев, В.В. Структура и свойства наполненного ПВХ [Текст] / В.В. Гузеев – Москва: Научные основы и технологии, 2012 - 284 с.
- Шевченко, А.А. Физикохимия и механика композиционных материалов [Текст]: учеб. пособие / А.А. Шевченко - СПб.: Профессия, 2010 – 224 с.
- Ксантоса, М. Функциональные наполнители для пластмасс. [Текст]: учеб. пособие / М. Ксантоса. Пер.с англ. под ред. Кулезнова В.Н. – СПб.: Научные основы и технологии, 2010 – 462 с.
- Кербер, М.Л. Полимерные композиционные материалы: структура, свойства, технология [Текст]: учеб. пособие / М.Л. Кербер, под общ. ред. А.А. Берлина – СПб.: Профессия, 2011 – 560 с.
- Гигиенические требования к микроклимату производ-ственных помещений. Санитарные правила и нормы [Текст] : СанПиН 2.2.4.548-96. – М., 1996. – 16 с.
- Строительные нормы и правила российской федерации. Защита от шума [Текст] : СНиП 23-03- 2003. – М., 2004. – 30 с.
- Система стандартов безопасности труда. Вибрационная безопасность. Общие требования [Текст] : ГОСТ 12.1.012-2004. – М., 2008. – 20 с.
- Электробезопасность. Общие требования и номенклатура видов защиты. Государственный стандарт [Текст] : ГОСТ Р 12.1.019-2009. – М., 2010. – 32 с.
- Естественное и искусственное освещение. Строительные нормы и правила [Текст] : СНиП 23-05-95. – М., 1995. – 12 с.
- Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны. Гигиенические нормативы [Текст]: ГН 2.2.5.1313-03. – М., 2003. – 326 с.
- Система стандартов безопасности труда. Средства коллективной защиты работающих от воздействий механических факторов. Классификация. Государственный стандарт [Текст] : ГОСТ 12.4.125-83. – М. : Госстандарт, 1983. – 100 с.
- Натти, С. Технологические расчеты в переработке пластмасс. / С. Роа Натти, Ник Р. Шотт; пер. с англиского. Под редакцией О.И. Абрамушкиной. – СПб.: ЦОП «Профессия» 2013 – 200с.
Модификация свойств композиций на основе ПВХ