Формоизменяющие операции листовой штамповки. Формовка и отбортовка
PAGE 113
ЛЕКЦИЯ № 16
Формоизменяющие операции листовой штамповки. Формовка и отбортовка
План лекции
1. Формовка.
1.1. Определение допустимых степеней деформации при формовке.
1.2. Технологические расчеты при формовке.
2. Отбортовка.
2.1. Отбортовка отверстий.
2.2. Геометрические параметры инструмента для отбортовки.
1. Формовка
Рельефная формовка представляет собой изменение формы заготовки, заключающейся в образовании местных углублений и выпуклостей за счет растяжения материала.
Кроме местных углублений и выпукло – вогнутых рельефов формовкой получают рисунки и ребра жесткости. Рационально выполненные ребра жесткости позволяют существенно повысить жесткость плоских и неглубоких штампованных деталей, появляется возможность уменьшения толщины заготовки и ее массы. Применение формовки замен вытяжки при изготовлении неглубоких деталей с фланцем позволяет получить экономию металла вследствие уменьшения поперечных размеров заготовки. Повышение прочности, полученной в результате деформационного упрочнения, превосходит уменьшение прочности вследствие утонения заготовки в зоне деформации.
Форма пуансона существенно влияет на место расположение очага деформации. При деформировании полусферическим пуансоном зона пластической деформации состоит из двух участков: контактирующего с пуансоном и свободного участка, на котором отсутствуют внешние нагрузки.
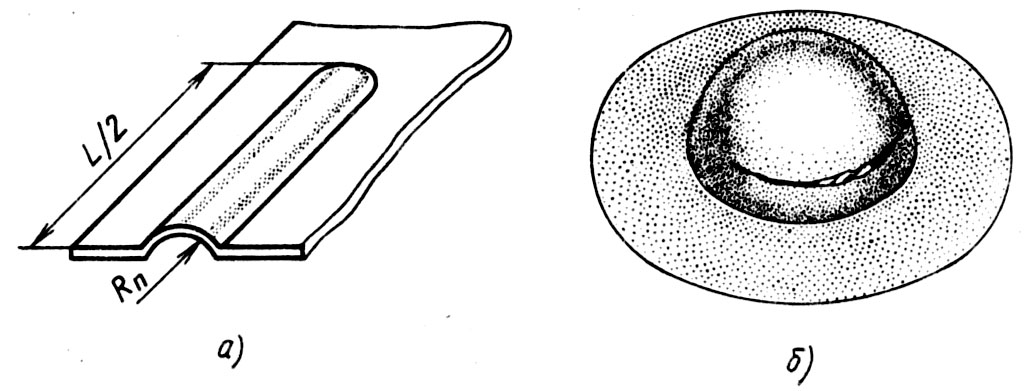
Рисунок 1 – Формовка ребра жесткости и полусферических углублений
При формовке полусферических углублений возможно появление трещин на некотором удалении от полюса полусферы. Это объясняется тем, что в полюсе и его окрестности заготовка плотно прилегает к пуансону и контактные силы трения, возникающие при скольжении заготовки (при ее утонении) относительно пуансона, сдерживают деформацию в полюсе более интенсивно, чем на периферийных участках.
Формовкой цилиндрическим пуансоном с плоским торцом можно получить углубления высотой (0.2 – 0.3) диаметра пуансона. Для получения более глубоких полостей применяют формовку с предварительным набором металла в виде кольцевого выступа (рифта), а при штамповке деталей их алюминиевых сплавов – дифференцированный нагрев фланца.
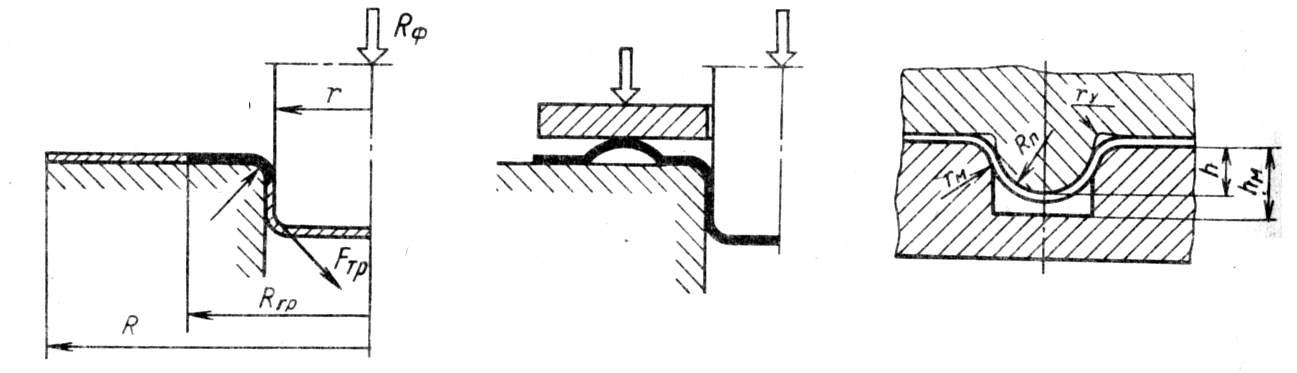
Рисунок 2 – Формовка цилиндрическим пуансоном с плоским торцом и формовка с предварительным набором
Заготовка при формовке частично обтягивается по пуансону, а частично по матрице, поэтому глубина матрицы должна быть больше высоты ребра или углубления , а радиус углового участка пуансона существенно меньше радиуса скругления кромки матрицы иначе возможно появление пережимов стенок формуемой детали, приводящих к трещинам и неисправимому браку.
Формовку можно осуществлять эластичной и жидкостной средой (штамповка резиной, полиуританом, применяемым в мелкосерийном производстве: самолетостроении, вагоностроении, приборостроении, радиотехнике) жидкостная формовка – гофрированных тонкостенных осесеметричных оболочек (компрессоров в системах трубопроводов и в качестве чувствительных элементов приборов).
1.1. Определение допустимых степеней деформации при формовке
Периферийный кольцевой участок фланца ограниченный радиусами и деформируется упруго.
Наибольшая глубина ребра жесткости, которую можно получить в результате рельефной формовки деталей из алюминия, мягкой стали, латуни, может ориентировочно быть определена по эмпирической формуле:
,
где - ширина ребра, мм;
- толщина штампуемого материала, мм.
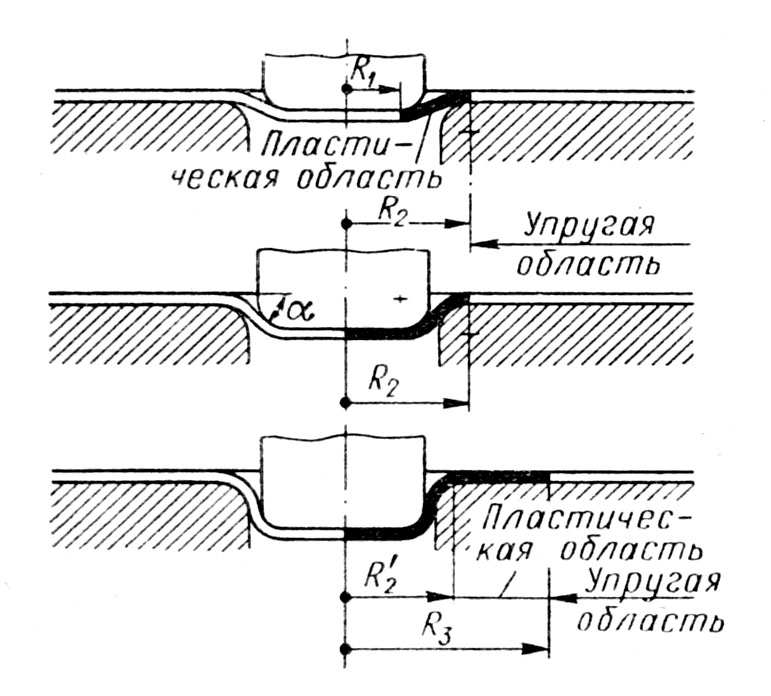
Рисунок 3 – Пластическая и упругая области при формовке
При глубина ; , а для предотвращения разрушения материала.
При больших размерах заготовки граница между пластической и упругой областью составляет .
При других отношениях граница между упругой и пластической областями составляет , где находится по
Глубина местной вытяжки определяется уравнением:
.
Увеличение зазора при малых радиусах закругления позволяет получить более глубокую местную вытяжку.
Для рельефной формовки в виде углублений сферической формы:
, а ; .
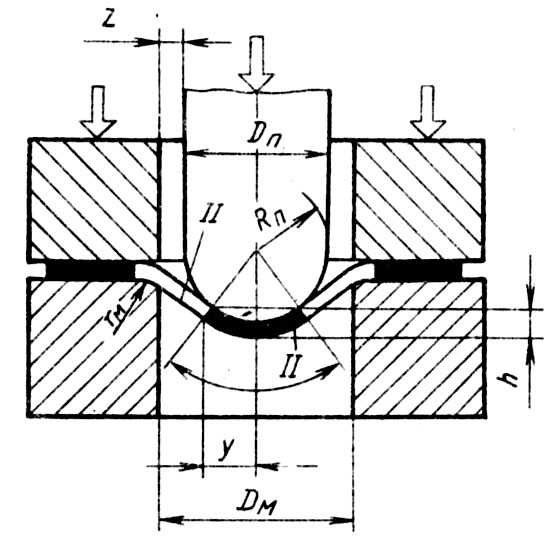
Рисунок 4 – Схема формовка углублений сферической формы
Возможные размеры местных углублений можно определить исходя из относительного удлинения штампуемого материала по зависимости:
,
где - длина средней линии сечения рельефа после штамповки;
- длина соответствующего участка заготовки до штамповки.
При формовке цилиндрическим пуансоном с плоским торцом и малым радиусом скругления рабочей кромки, пластически деформируется кольцевой участок фланца, ограниченный радиусом и , а также плоский участок дна детали.
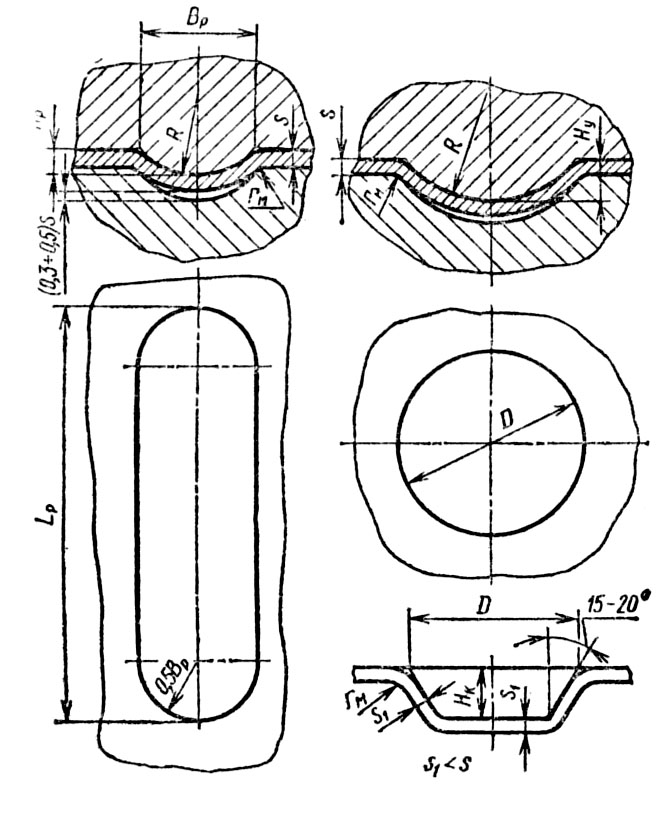
Рисунок 5 – Схема формовки ребер жесткости, углублений сферической формы
1.2. Технологические расчеты при формовке
Силу рельефной штамповки можно определить по формуле:
,
где - удельная сила рельефной формовки, принимаемое:
для алюминия 100 – 200 МПа,
для латуни 200 – 250 МПа,
для мягкой стали 300 – 400 МПа,
- площадь проекции штампуемого рельефа на плоскость, перпендикулярную направлению действия силы , мм2.
Сила для рельефной штамповки на кривошипных прессах небольших деталей (), из тонкого материала (до 1.5 мм) может быть определена по эмпирической формуле:
,
где - площадь штампуемого рельефа, мм2
- коэффициент: для стали 200 – 300 МПа,
для латуни 150 – 200 МПа.
Сила при формовке полусферическим пуансоном без учета контактного трения и неравномерности толщины заготовки в очаге деформации можно определить по формуле:
при
При формовке ребра жесткости (рифте) пуансоном с поперечным сечением в виде кругового сегмента.
,
где - длина ребра, при
или ,
где - коэффициент, зависит от ширины и глубины рифте
.
2. Отбортовка
2.1. Отбортовка отверстий
Процесс отбортовки отверстий заключается в образовании в плоском или полом изделии с предварительно пробитым отверстием (иногда и без него) отверстия большего размера с цилиндрическими бортами или бортами другой формы.
Отбортовкой получают отверстия с диаметром 3…1000мм и толщиной = 0,3…30мм. Данный процесс широко используется в штамповочном производстве, заменяя операции вытяжки с последующей вырубкой дна. Особенно большую эффективность дает применение отбортовки отверстия при изготовлении деталей с большим фланцем, когда вытяжка затруднительна и требует нескольких переходов.
При рассматриваемом процессе происходит удлинение в тангенциальном направлении, и уменьшение толщины материала .
Для относительно высокого борта расчет диаметра исходной заготовки выполняют из условия равенства объемов материала до и после деформирования. Исходными параметрами являются диаметр отбортованного отверстия и высота борта детали (рис. 6). По этим параметрам рассчитывается требуемый диаметр исходного отверстия:
,
где .
Если высота борта задана чертежом детали (рис. 6), то диаметр отверстия под отбортовку для низкого борта приближенно подсчитывают, как в случае простой гибки по формуле:
где ;
- радиус закругления рабочего ребра матрицы, ,
или
,
где - высота борта, мм, - радиус отбортовки, - толщина исходного материала.
В случае заданного диаметра под отбортовку высоту борта можно определить по зависимости:
.
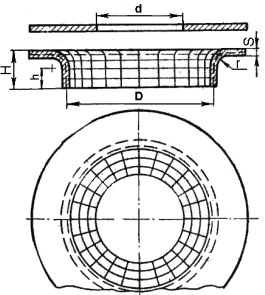
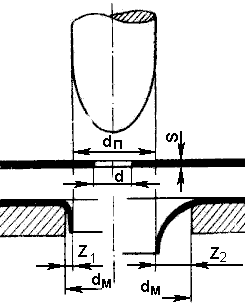
Рисунок 6 – Схема для расчета параметров отбортовки - высоты борта и - диаметра отверстия под отбортовку
На высоту отбортовки большое влияние оказывает радиус . При больших его значениях высота борта значительно увеличивается.
При получении небольших отверстий под резьбу или запрессовку осей, когда конструктивно необходимо иметь цилиндрические стенки, применяется отбортовка с малым радиусом закруглений и малым зазором (рис7, а).
При применении рассматриваемой операции для увеличения жесткости конструкции: при отбортовке крупных отверстий, окон авиационных, транспортных, судостроительных конструкций, отбортовке люков, горловин, раструбов и т.д., процесс лучше производить при большой величине зазора между пуансоном и матрицей и при большом радиусе закругления матрицы (рис.7, б). В этом случае получается малая цилиндрическая часть борта.
а) б)
Рисунок 7 – Варианты отбортовки: а- с малым радиусом закругления матрицы и малым зазором , б – с большим зазором
Число переходов, необходимых для получения отбортовки, определяют по коэффициенту отбортовки:
,
где - диаметр отверстия до отбортовки;
- диаметр отбортовки по средне линии.
Предельно допустимый коэффициент для заданного материала можно определить аналитически:
,
где - относительное удлинение материала;
- коэффициент, определяемый условиями отбортовки.
Наименьшая толщина у края борта составляет:
.
Величина коэффициента отбортовки зависит:
- От характера отбортовки и состояния кромок отверстия (сверлением или пробивкой получено отверстие, наличие или отсутствие заусенцев).
- От относительной толщины заготовки .
- От рода материала, его механических свойств и формы рабочей части пуансона.
Наименьшее значение коэффициента следует принимать при отбортовке рассверленных отверстий, наибольшие – пробитых. Это вызвано наклепом после пробивки. Для снятия его вводят отжиг или зачистку отверстия в зачистных штампах, что позволяет повысить пластичность материала.
Пробивку отверстий под отбортовку следует производить со стороны, противоположной направлению отбортовку, или укладывать заготовку заусенцами вверх, чтобы грань с заусенцами оказалась менее растянутой, чем закругленная грань.
При отбортовке дна предварительно вытянутого стакана с отверстием (рис. 8)общую высоту детали, полученную после деформирования можно определить по формуле:
,
где - глубина предварительной вытяжки.
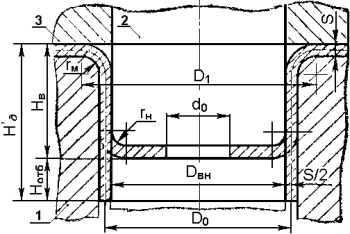
Рисунок 8- Схема для расчета отбортовки в дне предварительно вытянутого стакана: 1-матрица, 2-пуансон, 3-прижим
В связи со значительным растяжением материала на кромке технологического отверстия в результате увеличения до происходит существенное утонение края кромки:
,
где - толщина кромки после утонения.
За одну операцию одновременно с отбортовкой можно произвести утонение стенки до .
При проколке отверстия максимальный диаметр для каждого вида и толщины материала, как правило, устанавливается опытным путем. Кромка торца вертикальных стенок при этом всегда остаются рваной, поэтому проколка применима только для неответственных деталей.
Технологическая сила, требуемая для отбортовки круглых отверстий, определяется по формуле:
где - придел прочности штампуемого материала, МПа.
Сила прижима при отбортовке может быть принята равной 60 % от силы прижима при вытяжке при аналогичных условиях (толщина, вид материала, диаметр кольцевой площадки под прижимом ).
2. Геометрические параметры инструмента для отбортовки
Размеры рабочих деталей штампов для отбортовки круглых отверстий можно определять в зависимости от диаметра отбортовки с учетом некоторого пружинения штампуемого материала и припуска на изнашивание пуансона:
,
где - номинальное значение диаметра отбортованного отверстия;
- заданный допуск на диаметр отбортованного отверстия.
Матрицу изготавливают по пуансону с зазором .
.
Зазор зависит от толщины исходного материала и вида заготовке и может быть определен по следующим соотношениям:
- в плоской заготовке -
- в дне предварительно вытянутого стакана -
или из таблицы 1.
Рабочая часть пуансонов для отбортовки может иметь различную геометрию (рис. 9):
а) трактрисы , обеспечивающей минимальное усилие отбортовки;
б) конусную;
в) сферическую;
г) с большим радиусом закругления;
д) с малым радиусом закругления.
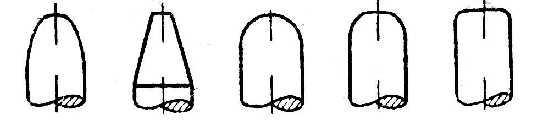
а) б) в) г) д)
Рисунок 9 – Формы рабочей части пуансонов
Пуансоны со сферической геометрией рабочей части и с малым радиусом закругления требуют наибольшего усилия отбортовки.
Таблица 1-Односторонний зазор при отбортовке
|
Вид обработки |
Толщина материала заготовки |
|||||||
|
0,3 |
0,5 |
0,7 |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
|
|
Плоская заготовка |
0,25 |
0,45 |
0,6 |
0,7 |
0,85 |
1,00 |
1,30 |
1,70 |
|
Дно предварительно вытянутого стакана |
0,25 |
0,45 |
0,55 |
0,6 |
0,75 |
0,90 |
1,10 |
1,50 |