Проектирование СТО с разработкой шиномонтажа для легковых автомобилей ВАЗ 2101-07
ВВЕДЕНИЕ
В наше время автомобильный транспорт развивается быстрыми темпами. Автомобильная промышленность, непрерывно совершенствуя свою продукцию, обеспечивает население разнообразными перевозочными средствами, что, в свою очередь, постоянно усложняет задачи, стоящие перед автосервисом.
Определяющим для развития инфраструктуры является парк автомобилей и тенденция его прироста.
По данным МАИ Республики Казахстан, к началу 2010 года парк легковых автомобилей в стране составил 26 793 500 единиц. За 2008 год в стране автопарк вырос более чем на 1,6 млн. легковых автомобилей, то есть на 4,8 % (и 2009 г. на 5,6 %). По-прежнему почти половина (48 %) легкового автотранспорта в стране приходится на долю марки "Lаdа», причем 28,4 % — это «ВАЗовская классика» (модели 2101 — 2107). Доля других российских марок понемногу сокращается, но число их в казахстанском автопарке пока еще весьма велико. Так, на долю ГАЗа приходится 6 % автопарка; УАЗа — 2,5 %; «Оки» — 1,6 %; «Иж» — 0,7 %. Кроме того, на учете в казахстанском МАИ числится чуть более 1,8 млн «Москвичей» (6,6 % парка) и 0,88 млн «Запорожцев» и «Таврии» (3,3 %).
Казахстанский рынок легковых автомобилей — один из наиболее динамично развивающихся секторов потребительского рынка, демонстрирующий устойчивый рост (рисунок 1). Повышение доходов населения обеспечивает увеличение спроса как на импортные, так и на российские автомобили. В настоящее время покупатели имеют возможность, используя систему автокредитования, приобретать более качественную импортную продукцию, игнорируя отечественную, тем более что отпускные цены на отечественные легковые автомобили, вероятно, скоро сравняются с ценами на импортные, а качество российских автомобилей улучшается незначительно.
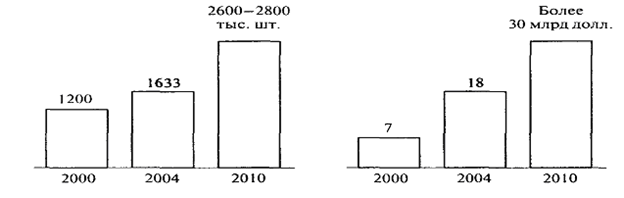
Рисунок 1. Рынок легковых автомобилей в количественном (тыс. шт.) и стоимостном (млрд. долл.) выражении
Однако автомобилизация страны породила естественные проблемы — увеличение числа дорожно-транспортных происшествий (ДТП) на дорогах
страны, в результате которых получают травмы и погибают люди. Общее число ДТП на казахстанских дорогах за 10 лет (1999 — 2009) увеличилось с 167 тыс. до 203,4 тыс. (ежегодно); за эти годы погибло более 300 тыс. человек. Гибнут, теряют здоровье и калечатся те, кто относится к наиболее активной, трудоспособной части населения. Это абсолютно невосполнимые потери для нас, для будущего страны. По сути дела, подрывается потенциал казахстанского общества, его демографический резерв. На протяжении последних четырех лет материальный ущерб от аварий составляет более двух процентов ВВП. Это колоссальная цифра. В абсолютном выражении это сотни миллиардов тенге, которых лишаются страна, экономика и казахстанской семьи».
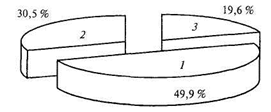
Рисунок 2. Возраст легкового автопарка Казахстана в 2013 г.: 1- более 12 лет; 2- 5 — 12 лет; 3- менее 5 лет
Во-первых, в большой степени это связано с тем, что в составе легкового автопарка высока доля машин с большим сроком эксплуатации (рисунок 2) — средний возраст парка легковых автомобилей составляет 12 — 15 лет (надо отметить, что в Костанае старых автомобилей значительно меньше, чем в целом по области). По данным консалтинговых компаний, сейчас доля импортных подержанных автомобилей постепенно уменьшается в пользу новых — как иностранных, так и отечественных. По данным МАИ, в 2009 г. примерно 550 тыс. автомобилей было, а с учета; установление нового порядка уплаты налога на транспортные средства и введение обязательной страховки заставляют владельцев избавляться от совсем старых автомобилей.
Во-вторых, даже по обобщению показателя качество - рыночная цена новые отечественные легковые автомобили эквивалентны иномаркам с большими сроками эксплуатации. К примеру, новый автомобиль ВАЗ соответствует автомобилю семейства «Tоyоtа» со сроком эксплуатации 10 — 11 лет, «Аudi-100» — 10 — 12 лет; автомобили семейства «ГАЗ» — «Аudi-100» со сроком эксплуатации 9 — 10 лет, и «Mеrсеdеs Bеnz» — 12 — 14 лет.
Одна из причин большого числа ДТП — неудовлетворительное техническое состояние транспортных средств. Для решения этой проблемы следует уделять особое внимание автомобилям, принадлежащим физическим лицам, так как ответственность за техническое состояние транспортного средства несет его владелец. Примерно 94,4 % автомобилей Казахстана находится в собственности физических лиц и 5,6 % — в собственности юридических лиц.
Таким образом, рост парка автомобилей предъявил повышенные требования к безопасности движения. Основной объем работ по поддержанию автомобилей в работоспособном состоянии будет возложен на такую отраслевую группу бытовых услуг, как услуги предприятий автосервиса.
Учитывая всё вышесказанное, понимая складывающуюся ситуацию на автомобильном рынке, города Казахстана нуждаются в большом количестве высококвалифицированных станций технического обслуживания.
Не следует забывать, что не каждая СТО уникальна. Уровень конкурентоспособности станции технического обслуживания зависит от многих факторов, в том числе от места ее размещения, востребованности предлагаемых услуг и их качества, своевременности выполнения, культуры обслуживания и др. Не последнюю роль играет при этом организация работы СТО, и также способы и формы выполнения услуг, которые позволяли бы соединить воедино несколько конкуренто образующих характеристик и обеспечить высокую эффективность производственного процесса.
Одной из таких форм, которая в настоящее время получила широкое применение на практике как за рубежом, так и в Казахстане, является фирменное обслуживание. По мнению специалистов, фирменное обслуживание занимает первое место среди других форм автосервиса по конкуренто образующим характеристикам. На втором месте находятся бывшие государственные СТО, на третьем — вновь созданные независимые частные СТО, на четвертом — автотранспортные предприятия, выполняющие услуги по техническому обслуживанию и ремонту для других автовладельцев на коммерческой основе, на пятом — индивидуальные предприниматели. Фирменные СТО продают и обслуживают автомобили конкретных фирм и работают непосредственно с фирмами-производителями, выполняя дилерские функции. Их деятельность полностью подчинена интересам автомобильных заводов, в своей работе они пользуются нормативными и инструктивными материалами автозаводов, запчастями и др.
Автомобильные заводы добиваются выполнения всеми дилерами единых требований по компоновке и оборудованию дилерских торгово-сервисных центров, выполнению производственных функций в целях обеспечения высокого качества обслуживания и высокой репутации автомобильной компании, и ее дилерской сети.
Фирменные СТО имеют высокий уровень технологического оборудования, подготовленные кадры с достаточным уровнем культуры обслуживания клиентов, оригинальные запасные части, широкий выбор услуг по конкретной марке автомобилей и высокую репутацию.
Бывшие государственные СТО созданы в «до перестроечный период» и имеют большой опыт работы в автосервисе, специально спроектированные помещения, выгодное расположение, хорошие традиции.
На этих станциях хорошее, но нередко устаревшее оборудование, наработанные связи со многими потребителями, которые привыкли пользоваться их услугами. СТО применяют невысокие цены за услуги.
Частные СТО, которые были созданы в переходный период к рыночной экономике, имеют примерно такие же характеристики, что и группа бывших государственных предприятий.
К следующей группе по конкуренции на рынке автосервисных услуг относятся автотранспортные и другие предприятия, а также гаражные кооперативы. На таких автосервисных предприятиях низкий уровень технологии технического обслуживания и ремонта, низкая культура обслуживания, низкая квалификация кадров, низкая эстетика производства, завышенная продолжительность выполнения работы и узкая специализация по моделям автомобилей. К этой группе можно отнести индивидуальных предпринимателей, выполняющих, как правило, отдельные виды ремонта.
Таким образом, самый высокий уровень конкуренто образующих характеристик, в том числе уровень технический, и качество технического обслуживания и ремонта автомобилей, культура обслуживания клиентов, обеспечение запасными частями и т. д. достигаются на фирменных станциях.
Суть фирменного обслуживания заключается в том, что фирма-производитель автомобилей берет на себя ответственность за поддержание работоспособности продукции в течение всего срока ее эксплуатации. В условиях конкуренции сервисное обслуживание становится для производителей техники важным средством борьбы за потенциальных покупателей.
Этим обусловлена актуальность выбранной темы дипломного проекта.
Целью данного дипломного проекта является проектирование СТО с разработкой шиномонтажного для легковых автомобилей ВАЗ 2101-07.
Объектом исследования является рынок сервиса автоуслуг.
Предметом исследования является станция технического обслуживания легковых автомобилей.
1. ОБЗОР УСЛУГ ПРЕДЛАГАЕМЫХ НА СТАНЦИИ ТЕХНИЧЕСКОГООБСЛУЖИВАНИЯ
1.1 Анализ рынка техобслуживания
Для поддержания автомобиля в технически исправном состоянии работы по ТО и ТР владельцы проводят на автообслуживающих предприятиях или выполняют их полностью или частично сами, либо с помощью других лиц. При этом регулярность и своевременность проведения работ так же зависят от самого владельца автомобиля.
Эксплуатация рассматриваемых легковых автомобилей (негосударственных) имеет следующие особенности:
- неравномерность распределения парка легковых автомобилей на территории Костанайской области;
- сезонность эксплуатации;
- большой срок службы автомобиля
- небольшие среднегодовые пробеги.
Средняя продолжительность эксплуатации автомобилей, по результатам исследования НАМИ и ВНИИКС составляет 9 месяцев в году.
Рисунок 3. Изменение интенсивности эксплуатации автомобилей в течение года
Начало массовой эксплуатации приходится на апрель, а окончании - на октябрь.
Большая часть индивидуальных автомобилей в зимний период времени не эксплуатируется.
Одним из факторов характеризующих интенсивность эксплуатации автомобиля индивидуального владельца является среднегодовой пробег. По статистическим данным в 2005 году он был равен 20200 километров, а в 2006 22600 километров. Повышению пробега автомобилей способствует значительное число владельцев, занимающихся перевозкой населения и мелких грузов, а так же индивидуальной и коммерческой деятельностью. Приведенные особенности эксплуатации легковых автомобилей населения затрудняют организацию деятельности предприятий, занимающихся поддержанием автомобилей в технически исправном состоянии и их проектированием. Это связано с тем, что заезды автомобилей для проведения различных работ по ТО и ТР на предприятия автотехобслуживания носят случайный и сезонный характер.
1.2 Организация технического обслуживания и ремонта легковых автомобилей
Для легковых автомобилей населения применяется планово-предупредительная система технического осмотра и ремонта, основанная на законе «ежегодном техническом осмотре автомобилей принадлежащих гражданам».
Техническое обслуживание автомобилей представляет собой комплекс работ, направленных на предупреждение отказов и неисправностей, поддержание автомобилей в исправном состоянии и обеспечение надежной, безопасной и экологичной их эксплуатации и включает в себя следующие виды работ: контрольно-диагностические, крепежные, регулировочные, электротехнические, работы по системе питания, заправочные, смазочные и другие.
По периодичности, перечню и трудоемкости выполнения работы по ТО легковых автомобилей подразделяются на следующие виды: ежедневное техническое обслуживание (ЕО); периодическое техническое обслуживание (ТО), сезонное обслуживание (СО).
ЕО включает заправочные работы и контроль, направленный на каждодневное обеспечение безопасности и поддержание надлежащего внешнего вида автомобиля. Большей частью ЕО выполняется владельцем автомобиля перед выездом, в пути или по возвращении на место стоянки.
ТО предусматривает выполнение определенного объема, работ через установленный эксплуатационный пробег автомобиля. В соответствии с нормативами ТО легковых автомобилей по периодичности ЕО один раз в сутки, ТО-1 через 4000 км, ТО-2 через 16000 км пробега.
СО - предусматривает выполнение ТО и дополнительных операций по подготовке автомобиля к зимней или летней эксплуатации согласно рекомендациям заводов-изготовителей.
Ремонтом называется комплекс работ по устранению возникших неисправностей и восстановление работоспособности автомобиля в целом или агрегата. Ремонт автомобиля осуществляется по необходимости и включает контрольно-диагностические, разборочно-сварочные, слесарные, механические, сварочные, жестяницкие, окрасочные, электротехнические работы. Для качественного выполнения ТО и ТР СТО оснащается необходимыми постами, устройствами, приборами, приспособлениями, инструментом и оснасткой, технической документацией.
Основная часть работ по ТО и ТР выполняется на 2 постах производственного корпуса в зоне ТО и ТР автомобилей. Кроме того работы по обслуживанию и ремонту приборов системы питания и электрооборудования выполняются на участке диагностики, сварочные, жестяницкие, кузовные, шиномонтажные, вулканизационные, малярные на специализированных участках. Аккумуляторные работы проводятся на аккумуляторном участке и частично работы по ремонту оборудования.
Техническое обслуживание и ремонт легковых автомобилей производятся на станциях технического обслуживания (СТОА), фирменных автоцентрах и мастерских, принадлежащих различным организациям.
В настоящее время широко развита сеть крупных фирменных СТОА и автоцентров, выполняющих весь комплекс работ по техническому обслуживанию и ремонту автомобилей, выпускаемых каким-либо автозаводом (например, ВАЗ, АЗЛК, ЗАЗ и т.д.). Значительная часть работ по техническому обслуживанию и ремонту личных автомобилей выполняется небольшими частными автомастерскими, а также владельцами автомобилей самостоятельно.
Широкое распространение получили комплексные СТОА, выполняющие ТО и ремонт легковых автомобилей разных марок, а также специализированные СТОА, выполняющие какой-либо один вид работ или ремонт каких-либо агрегатов (диагностические, моечные, ремонта и заряда аккумуляторных батарей, ремонта приборов питания и электрооборудования).
Существует также большое количество небольших мастерских, специализирующихся на ремонте автошин (шиномонтажные мастерские), амортизаторов, автостекл, тормозных колодок, установке и ремонте охранных автосигнализаций и т. п.
Работы по ТО и ремонту автомобилей на СТОА выполняются на рабочих постах.
Рабочий пост - это участок производственной площади, оснащенный технологическим оборудованием для размещения автомобиля и предназначенный для выполнения одной или нескольких однородных работ. Рабочий пост может включать одно или несколько рабочих мест.
Классификация рабочих постов производится по следующим признакам:
по техническим возможностям – широко универсальные (с номенклатурой выполняемых работ свыше 200 наименований),
универсальные (100-200 наименований работ), специализированные (20-50 наименований работ), специальные (менее 20 наименований работ);
по способу установки автомобиля - тупиковые и проездные;
по расположению в технологической линии - параллельные и последовательные (поточные линии).
Рабочие посты могут быть напольные, на осмотровых канавах, могут быть оборудованы подъемниками или специализированным оборудованием для выполнения какого-либо вида работ.
Посты напольные имеют ограниченное применение и используются в основном для выполнения подготовительных операций на участке окраски, электрокарбюраторных и других видов работ, не требующих вывешивания автомобиля.
Посты на осмотровых канавах обеспечивают доступ к автомобилю снизу и позволяют вести работы одновременно на двух уровнях. Такие посты могут оборудоваться канавными подъемниками. Данные посты являются универсальными и позволяют выполнять работы одновременно на двух уровнях с вывешиванием автомобиля.
Посты, оборудованные стационарными подъемниками, могут быть как универсальные, так и специализированные на какой либо видеработ, для чего на них может быть установлено соответствующее специализированное оборудование.
При ТО и ремонте легковых автомобилей обычно используются двух стоечные или четырех стоечные стационарные подъемники с электромеханическим приводом, а также подъемники с гидравлическим приводом.
Обслуживание и ремонт приборов системы питания, электротехнические, аккумуляторные, шиномонтажные и другие работы могут выполняться на специализированных постах производственных участках после снятия соответствующих узлов и приборов с автомобиля.
Мойка автомобилей производится на специализированных постах и участках в специально выделенных и оборудованных для этого помещениях с использованием струйно-щеточных установок.
Смазочные работы могут производиться как на универсальных рабочих постах по техническому обслуживанию автомобилей с использованием переносных и передвижных маслораздаточных установок и колонок с ручным или пневматическим приводом, а также на специализированных смазочно-заправочных постах, предназначенных для централизованной механизированной заправки агрегатов автомобиля маслами, охлаждающей жидкостью, смазки пластичными смазками, а также подкачки шин с использованием стационарных маслораздаточных колонок и смазочно-заправочных установок.
В небольших мастерских работы по ТО и ТР автомобилей обычно выполняются на универсальных постах.
На крупных СТОА при большом количестве обслуживаемых автомобилей работы целесообразно выполнять на специализированных или специальных постах или поточных линиях. Целесообразность применения рабочих постов различного типа или поточных линий определяется объемом производства, характером работ и особенностями оборудования.
Таблица 1. Примерное распределение объема работ на СТО
|
Вид работ
|
Распределение объема
работ, %
|
|
Диагностические
|
5
|
|
ТО в полном объеме
|
25
|
|
Текущий ремонт узлов и агрегатов
|
55
|
|
Капитальный ремонт узлов и агрегатов
|
10
|
|
Предпродажная подготовка б/у автомобилей
|
5
|
|
ИТОГО
|
100
|
Таблица 2. Распределение объема работ на СТО по видам обслуживания
|
Наименование работ ТО и ТР
|
Распределение объема работ, %
|
|
Е.О.
Уборочные
Моечные
|
80%
20%
|
|
ИТОГО
|
100%
|
|
ТО-1; ТО-2
Общее диагностирование
Крепежные, регулировочные, смазочные и др.
|
10%
90%
|
|
ИТОГО
|
100%
|
|
ТР
Общее диагностирование
Регулировочные
Сварочные
Жестяницкие
Малярные
Деревообрабатывающие
Агрегатные
Слесарно-механические
Шиномонтажные
Вулканизационные
Ремонт приборов системы питания
Медницкие
Арматурные
Обойные
|
35%
5%
7%
6%
6%
2%
18%
10%
1%
1%
4%
3%
1%
1%
|
|
ИТОГО
|
100%
|
1.3 Анализ парка легковых автомобилей, принадлежащих населению, и объема услуг, предоставляемых СТО по Костанайской области
Для того чтобы проанализировать состояние автомобильного парка Костанайской области воспользуемся данными МАИ.
Таблица 3. Специфика работы СТО
|
№ п/п
|
Наименование показателя
|
Количество
|
Примечание
|
|
1
|
Число жителей Костанайской обл., чел.
|
1017700
|
Данные переписи РК 1999 г.
|
|
|
в т.ч. г. Костанай, чел.
|
223600
|
Данные переписи РК 1999 г.
|
|
2
|
Количество легковых автомобилей, по Костанайской области, ед.
|
349546
|
данные МАИ
|
|
|
в т.ч. г. Костанай, ед
|
76830
|
данные МАИ
|
|
3
|
Количество автомобилей, принадле-жащих населению Костанайской области, ед
|
227205
|
данные МАИ
|
|
|
в т.ч. г. Костанай, ед
|
52224
|
данные МАИ
|
Количество легковых автомобилей, принадлежащих населению Костанайской области, составляет 227205 ед. - это 65% от общего числа легковых автомобилей области. На 1000 чел. приходится 22 ед. - средняя насыщенность населения легковыми автомобилями.
Таблица 4. Структурный и возрастной состав парка легковых автомобилей по Костанайской области
|
№
п/п
|
Наименование марок и моделей
|
Количество
а/м, ед
|
Средний возраст а/м, лет
|
|
1
|
2
|
3
|
4
|
|
1
|
ВАЗ 2101-2107
|
97756
|
6
|
|
2
|
ВАЗ 2121
|
20390
|
5
|
|
3
|
ВАЗ 2108-21099, 2110
|
17159
|
4
|
|
4
|
Москвич, АЗЛК 2140-2141
|
2399
|
4
|
|
5
|
ГАЗ 2410
|
14970
|
7
|
|
6
|
3102-31029
|
13594
|
3
|
|
7
|
УАЗ 3151
|
31673
|
5
|
|
8
|
Прочие автомобили (иномарки)
|
29263
|
6
|
|
|
Итого
|
227205
|
|
Средний возраст автомобилей указывает на техническое состояние автомобилей. Так, например, если он составляет 6 лет, следовательно, 40% из числа этих автомобилей нуждаются в ремонте (Таблица 5).
Таблица 5. Количество автомобилей, нуждающихся в ремонте
|
№
п/п
|
Наименование марок и моделей
|
Количество, а/м, %
|
Ремонт, а/м
|
|
|
|
|
Ед.
|
%
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
ВАЗ 2101-2107
|
43
|
39102
|
40
|
|
2
|
ВАЗ 2121
|
9
|
10195
|
50
|
|
3
|
ВАЗ 2108-21099
|
8
|
6863
|
50
|
|
4
|
Москвич, АЗЛК 2140-2141
|
1
|
959
|
50
|
|
5
|
ГАЗ 2410
|
7
|
10479
|
50
|
|
6
|
3102-31029
|
6
|
4486
|
33
|
|
7
|
УАЗ 3151
|
14
|
15836
|
50
|
|
8
|
Прочие автомобили (иномарки)
|
12
|
18039
|
40
|
|
|
Итого
|
100
|
105959
|
|
Вывод: 47% от общего количества легковых автомобилей, принадлежащих населению, нуждается в ремонте.
Из этого числа 5% или 5298 ед. - должны быть подвергнуты диагностическим работам, 25% или 26490 ед. - должны пройти ТО в полном объеме, 55% или 58277 ед. - провести текущий ремонт узлов и агрегатов, 10% или 10595 ед. - капитальный ремонт узлов и агрегатов и 5% или 5298 ед. - предпродажная подготовка б/у автомобилей.
Предпродажная подготовка 5298 ед, из них 30% (1590 ед.) - уборочно-моечные работы, 2% (107 ед) - общее диагностирование, 18% - кузовные работы (953 ед.), 37% (1960 ед.) - обойные, 6% (318 ед.) – малярные работы, 7% (370 ед.) – жестяницкие работы.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Расчет годового объема работ СТО
Годовой объем работ станции технического обслуживания включает техническое обслуживание, ремонт, уборочно-моечные работы.
Годовой объем работ по техническому обслуживанию и текущему ремонту (в человеко-часах):
(1)
гдеТоб- трудоемкость ТО и ТР СТО, чел-час;
Nсто - число автомобилей обслуживаемых проектируемой СТО в год, ед.;
Lг - среднегодовой пробег автомобиля, км;
t - удельная трудоемкость работ по ТО и ТР, чел-час/1000 км.
Годовой объем уборочно-моечных работ определяется исходя из числа заездов на станцию автомобилей в год и средней трудоемкости работ.
(2)
где Ту-м - годовая трудоемкость уборочно-моечных работ, чел-час;
Nсто - число автомобилей, обслуживаемых проектируемой станцией технического обслуживания в год;
d - число заездов на станцию автомобилей в год;
tу-м - средняя трудоемкость одного заезда, чел-час.
Полученные значения формул 1;2 занесены в таблицу 6.
Таблица 6. Годовой объем СТО
|
Наименование показателей
|
Обозначение
|
Количество
|
|
1. Годовой объем СТО, чел-час
|
Тсто
|
313178
|
|
2. Число обслуживаемых автомобилей в год, а/м
|
Nсто
|
2010
|
|
3. Удельная трудоемкость ТО и ТР, чел.-час/1000 км
|
t
|
15580,5
|
|
4. Среднегодовой пробег автомобиля, км
|
L
|
10000
|
|
5. Годовая трудоемкость уборочно-моечныхработ, чел.-час
|
Ту-м
|
804
|
|
6.Число заездов на СТО автомобилей в год, ед
|
D
|
2
|
|
7. Средняя трудоемкость уборочно-моечных работ, чел.-час
|
tу-м
|
0,2
|
|
8. Годовая трудоемкость самообслу-живания, чел.-час
|
Тсам
|
486,3
|
Годовой объем работ по самообслуживанию СТО.
Работы по самообслуживанию выполняются рабочими производственных участков. Вспомогательные работы 15-20 % от Тоб
Твсп= 4972,5чел – час
(3)
гдеТсам -годовой объем работ по самообслуживанию.
2.2 Расчет числа производственных рабочих
К производственным рабочим относятся рабочие зон и участков, непосредственно выполняющие работы по ТО и ТР легковых автомобилей. Различают технологически необходимое и штатное число производственных рабочих.
Технологически необходимое число производственных рабочих обеспечивает выполнение суточной производственной программы СТО:
(4)
гдеNт - технологически необходимое число производственных рабочих, чел.
Тсто - годовой объем работ СТО, чел-час;
Фт - годовой фонд времени технологически необходимого рабочего при 1 - сменной работе, час.
Годовой фонд времени технологически необходимого рабочего при 1 -сменной рабочей недели, определяется продолжительность смены и числом рабочих дней в году.
(5)
гдеФт - годовой фонд времени технологически необходимого рабочего час;
Дкг - число календарных дней в году, дн;
Дв - число выходных дней в году, дн;
Дп - число праздничных дней, дн;
7 - продолжительность смены, час;
Дпп - число субботних и предпраздничных дней, дн;
1 - час сокращения рабочего дня перед выходными, час;
Значения формулы 2.4; 2.5 см. в таблице 2.2.
Штатное число производственных рабочих обеспечивает выполнение суточной и годовой производственной программы станции технического обслуживания:
(6)
гдеNш - штатное число производственных рабочих, чел;
Тсто - годовой объем работ станции технического обслуживания, чел-час;
Фш - годовой фонд времени штатного рабочего, час.
Годовой фонд времени штатного рабочего определяет фактическое время, отработанное исполнителем непосредственно на рабочем месте:
(7)
гдеФш - годовой фонд времени «штатного» рабочего, час;
Дот- число дней отпуска рабочего, дн;
Дуп - число дней невыхода на работу по уважительным причинам;
Фт - годовой фонд времени технологически необходимого рабочего, час.
Полученные значения формул 6; 7 в таблице 7.
Таблица 7. Годовые фонды рабочего времени и число производственных рабочих СТО
|
Наименование показателей
|
Обозначение
|
Количество
|
|
1. Число дней отпуска, дн.
|
Дот
|
36
|
|
2. Технологически необходимое число производственных рабочих, чел.
|
N
|
18
|
|
3. Годовой объем СТО, чел-час
|
Тсто
|
41400
|
|
4. Годовой фонд времени технологически необходимого рабочего, час
|
Фт
|
2097
|
|
5. Число календарных дней в году, дн.
|
Дкг
|
365
|
|
6.Число праздничных дней в году, дн
|
Дп
|
7
|
|
7. Число выходных дней в году, дн.
|
Дв
|
104
|
|
8. Число праздничных дней в году, дн.
|
Дпп
|
5
|
|
9. штатное число производственных рабочих, чел.
|
Nш
|
20
|
|
10. Годовой фонд времени штатного рабочего, час.
|
Фш
|
1782
|
|
11. Число дней отпуска рабочего, дн.
|
Дот
|
36
|
|
12. Число дней невыхода на работу по уважительным причинам, дн.
|
Дуп
|
9
|
- Расчет числа постов и автомобиле-мест хранения
Количество постов СТО определяем по формуле:
(8)
гдеХсто - число постов на станции технического обслуживания, постов;
Тсто - годовой объем работ станции технического обслуживания, чел-час;
У - коэффициент, характеризующий неравномерность поступления автомобилей на станцию технического обслуживания;
Фп - фонд рабочего времени поста, час;
Nп – число рабочих на посту, чел.
Значение формулы 8 в таблице 8.
Количество постов технического обслуживания и ремонта автомобилей:
(9)
Где Хто и тр - число постов технического обслуживания и ремонта станции технического обслуживания, постов;
Т - годовая трудоемкость технического обслуживания и ре�монта станции технического обслуживания.
У - коэффициент, характеризующий неравномерность поступления автомобилей на пост;
Фп - годовой фонд работы поста, час;
Nn – число рабочих на посту, чел.
Значение формулы 9 в таблице 8.
Годовой фонд рабочего времени поста:
(10)
Где Фп - годовой фонд времени поста, час;
Дрг - дни работы в году, дн;
С - число смен;
2 - коэффициент использования рабочего поста;
Тсм - продолжительность смены, ч.
Значение формулы 10 в таблице 8.
Количество постов уборочно-моечных работ
(11)
Где Хум - количество постов уборочно-моечныхработ, пост;
Тум - годовой объем уборочно-моечныхработ, чел-час;
У - коэффициент, характеризующий неравномерность поступления автомобиля на пост;
Фпп- фонд рабочего времени поста уборочно-моечныхработ, час.;
Nп – количество работающих на одном посту чел.
Значение формулы 11 в таблице 8.
Количество автомобиле - мест хранения
(12)
гдеХхр – число хранения автомобилей;
Nс - число заездов на станцию в сутки, а/м;
Тприем - время приемки автомобиля в смену, час;
Твыд- время выдачи автомобилей в смену, час
Количество автомобиле - мест ожидания перед ТО и ТР принимается, как 0,3 на один рабочий пост.
(13)
гдеХож - число постов ожидания;
0,3 - количество постов ожидания на один рабочий пост;
Хсто - число постов на станции технического обслуживания.
2.4 Расчет площади зоны ТО и ТР
Расчет площади зоны ТО и ТР, производим по удельным площадям:
(14)
гдеFто и тр - площадь зоны ТО и ТР, м;
fа - площадь занимаемая а/м, м;
Хто и тр число постов зоны ТО и ТР, пост;
Кп - коэффициент плотности расстановки постов
Значение формулы 14 в таблице 8.
Таблица 8.Расчет числа постов и автомобиле-мест СТО
|
Наименование показателей
|
Обозначение
|
Количество
|
|
1. Число постов на СТО, пост
|
Хсто
|
9
|
|
2. Годовой объем работ СТО, чел-час
|
Тсто
|
41400
|
|
3. Коэффициент характеризующий неравномерное поступление а/м на СТО
|
У
|
0,4
|
|
4. Фонд рабочего времени поста, час.
|
Фп
|
5000
|
|
5. Число рабочих на посту, чел.
|
Nп
|
2
|
|
6.Трудоемкость годовая ТО и ТР, чел-час.
|
Т
|
22060
|
|
7. Число постов ТО и ТР, пост.
|
Хто и тр
|
5
|
|
8. Дни работы в году поста, дн.
|
Дрг
|
357
|
|
9. Продолжительность смены, ч.
|
Тсм
|
8
|
|
10. Число смен
|
С
|
1
|
|
11. Годовой объем уборочно-моечныхработ, чел-час.
|
Тум
|
804
|
|
12. Количество постов уборочно-моечныхработ
|
Хум
|
1
|
|
13. Количество автомобиле- мест хранения
|
Ххр
|
4
|
|
14. Число заездов автомобилей на СТО в сутки, а/м
|
Nс
|
5
|
|
15. Число постов ожидания, пост
|
Хож
|
3
|
Площадь участка диагностики:
(15)
гдеFд - площадь участка диагностики, м;
fдоб - суммарная площадь горизонтальной проекции по габаритным размерам оборудования участка диагностики, включая площадь а/м, м;
Кп- коэффициент плотности расстановки оборудования
Значения fдоб получаем, складывая показатели в таблице 8 Значение формулы 15 в таблице 9.
Расчет площади зоны хранения (стоянки) автомобилей:
(16)
Где Fхр - площадь зоны хранения, м;
Аст - число автомобиле - мест хранения;
Кп - коэффициент плотности расстановки автомобилей
Значение формулы 16 в таблице 9.
Расчет площадей складских помещений на каждые 1000 комплексно обслуживаемых автомобилей.
Площадь кладовой для хранения автопринадлежностей, снятых с автомобилей на период обслуживания принимается из расчета1,6 м на 1 пост. В СТО 5 постов, площадь кладовой 16 х 1,6=25,6 м2.
Расчет площадей вспомогательных помещений
Площадь бухгалтерии:
(17)
где F6 - площадь бухгалтерии, м;
N – количество работающих, чел;
9 - 9м для бытовых помещений на одного работающего по СНиП-11-92-76.
Площадь кабинета начальника:
(18)
где N – количество работающих;
9 - 9 м площадь бытовых помещений на одного работающего.
Значение формул 17, 18 в таблице 9.
Помещение для отдыха. Площадь этих помещений должна приниматься из расчета0,2 м" на одного работающего, но не менее 18м2.
Расстояние от рабочих мест до помещений отдыха должно приниматься не более75 м.
Площадь комнаты отдыха:
Fко = 24 м2 по СНиП 11 - 92 - 76.
Гардеробные. Гардеробные проектируют в виде общих залов.
Для хранения рабочей или домашней одежды предусматривают закрытые или открытые двойные шкафы глубиной 50 см, шириной 25, высота 165 см..
При изготовлении шкафов применяют водоустойчивые материалы.
Число мест в гардеробных определяют при хранении одежды в шкафах числом работающих во всех сменах.
Ширина проходов между закрытыми шкафами должна быть не менее1,0 м; при устройстве сидений у шкафов - не менее2,0 м. Расстояние между крайним рядом шкафов и стеной или перегородкой в гардеробных, оборудованных скамейками, должно быть 1,2 м, а в остальных - 0,8 м.
Площадь гардеробной:
Fг = 24 м2 по СНиП 11-92-76.
Душевые. Душевые размещают в обособленных помещениях, смежных с гардеробными. При душевых предусматривают преддушевые. Преддушевые могут быть использованы для переодевания при устройстве общих гардеробных для домашней и рабочей одежды.
Площадь душевой:
Гдуш = 4,5 м2 по СНиП 11-92-76.
Умывальные. Их размещают в отдельных помещениях. Часть умывальников (до 40% расчетного количества) желательно размещать на свободных участках производственных площадей вблизи рабочих мест.
Расчетное число людей на один кран - 7. Расстояние между кранами умывальников должно быть не менее0,65 м. Между рядом умывальников и стеной - не менее1,35 м.
Количество умывальников:
Nyм = 4 шт по СНиП 11 – 92 - 76.
Санузлы. Их располагают на расстоянии, не превышающем 75 м, от наиболее удаленного рабочего места.
Входы в санузел устраивают через тамбур. Число приборов рассчитывают по количеству работающих из расчета на 15 женщин одна напольная чаша (унитаз) и на 30 мужчин одна напольная чаша (унитаз). Напольные чаши или унитазы размещают в отдельных кабинах дверями, открывающимися наружу. В тамбурах при санузлах предусматривают умывальники из расчетаодин умывальник на четыре кабины.
Таблица 9. Площадь проектируемой СТО
|
Наименование показателей
|
Обозначение
|
Количество
|
|
1. Площадь зоны ТО и ТР, м2
|
F
|
530
|
|
2. Площадь занимаемая автомобилем в плане, м2
|
Fа
|
7
|
|
3. Коэффициент плотности расстановки оборудования
|
Кп
|
6
|
|
4. Суммарная площадь горизонтальной проекции оборудования, м
|
Фдоб
|
1,716
|
|
5. Коэффициент плотности расстановки оборудования
|
Кп
|
4
|
|
6.Площадь склада запасных частей, м2
|
Fзп
|
6
|
|
7. Площадь бухгалтерии, м2
|
Fб
|
16
|
|
8. Числоработающих в бухгалтерии
|
N
|
1
|
|
9. Площадь кабинета начальника СТО
|
Fн
|
12
|
|
10. Количествоработающих, чел.
|
N
|
1
|
|
11. Площадь комнаты отдыха, м2
|
Fко
|
24
|
|
12. Площадь гардеробной, м2
|
Fг
|
28
|
|
13. Площадь душевой, м2
|
Fдуш
|
7
|
|
14. Площадь туалетной, м2
|
Fтуал
|
4
|
|
15. Площадь умывальной, м2
|
Fум
|
4
|
|
16. Площадь бюро
|
Fб
|
18
|
|
17. Котельная
|
Fп
|
12
|
Площадь туалета:
Fтуал = 4 м2 по СНиП 11-92-76.
Помещения общественного питания. При количестве работающих менее 30 человек по согласованию с органами Государственного санитарного контроля предусматриваются комнаты приема пищи.
Fбуф= 14 м2 по СНиП 11-92-76.
На основании полученных данных технологического расчета составляем таблицу.
Площадь проектируемой СТО принимаем 670 м2
2.5 Выбор оборудования и инструмента для СТО
При подборе оборудования был использован «Каталог ГАРО», выбор был основан на универсальности оборудования, его способности использоваться с большей отдачей и сравнительно небольшой трудоемкостью обслуживания.
Таблица 10.Оборудование и инструмент СТО по зонам цехам и участкам
|
Наименование оборудования
|
Краткая характеристика
|
Число единиц
|
Площадь, м2
|
|
1. Подъемник для легковых автомобилей П180Е-07
|
Тип стационарный двух стоечный с электроприводом. Грузоподъемность, кг 3000; высота подъема, мм 1650; мощность электродвигателя, кВт 7,4; габаритные размеры, мм 2450х4100х3200; масса, кг 1275
|
4
|
20,09
|
|
2. Станок сверлильный
|
Тип настольный, электромеханический, вертикальный. Мощность электродвигателя, кВт 3,2; габаритные размеры, мм 710х390
|
1
|
0,273
|
|
3. Установка заправочная передвижная для масел мод. RААSM32024
|
Подача при 40 двойных ходах в минуту, л 3; емкость бака, л 35; габаритные размеры, мм 540х370х1000; масса, кг 20
|
1
|
0,199
|
|
4. Установка передвижная для сбора отработавших масел мод. С-058
|
Емкость бака, л 63; длина сливного шланга, мм 600; габаритные размеры, мм 730х550х1080; масса, кг 34
|
1
|
0,401
|
|
5. Компрессор передвижной мод. Fini Brаvо 402
|
Производительность, м/мин 0,63; давление сжатого воздуха, Мпа 1; емкость ресивера, м 0,15; мощность электродвигателя, кВт 2,2; габаритные размеры, мм 1000х620х1050; масса, кг 70
|
1
|
0,78
|
|
6. Стенд для регулировки и сборки сцепления мод. Р-748
|
Тип настольный, габаритные размеры, мм 625х565х405; масса, кг 57
|
1
|
0,353
|
|
7. Ларь для отработавших деталей и отходов
|
Металлический, габаритные размеры, мм 400х800х450; масса, кг 20
|
2
|
0,32
|
|
8. Ванна для промывки деталей и узлов
|
Металлическая, габаритные размеры, мм 400х800х450; масса, кг 10
|
1
|
0,32
|
|
9. Тележка передвижная
|
Металлическая, габаритные размеры мм 1000х400х400; грузоподъемность, кг 116
|
4
|
0,8
|
|
10. Слесарный верстак
|
Габаритные размеры, мм 700х1420х2000; масса, кг 125
|
8
|
12
|
|
11. Шлифовальный станок
|
Тип – настольный, электромеханический, мощность, Вт 3,7; габаритные размеры, мм 312х72х238; масса, кг 40
|
1
|
0,02
|
|
12. Шкаф для инструментов и материала
|
Металлический, габаритные размеры, мм 700х1625х1800; масса, кг 70
|
2
|
2,5
|
|
13. Сварочный трансформатор
|
Мощность, кВт 20; напряжение тока, В 380; максимальный ток сварки, А 200; постоянный ток сварки, А 100; габаритные размеры, мм 1050х400х500
|
1
|
0,42
|
|
14. Противопожар-ный щит
|
Металлический передвижной, масса, кг 28
|
1
|
|
|
15. Подъемник гаражный
|
Тип стационарный четырех стоечный с электроприводом. Грузоподъем-ность, кг 3500; высота подъема, мм 1650; мощность электродвигателя, кВт 7,4; габаритные размеры, мм 2650х5100х3200; масса, кг 1275
|
1
|
15
|
|
16. Тест система СКО
|
Лучевого типа, питание 220 В
|
1
|
|
|
Инструмент для СТО
|
|
1. Комплект гаечных ключей, двухсторонних, мод. Н-153
|
9 ключей размером от 7 до30 мм, масса 17 кг
|
6
|
|
|
2. Комплект ключей с привод- ными часами, мод.2336 м-1
|
9 торцевых головок от 10 до27 мм, ключ трещоточного типа, шарнирная рукоятка, удлинитель, вороток и шарнир, масса 4,3 кг
|
6
|
|
|
3. Комплект ключей кольцевых, мод. 153
|
9 ключей размером от 7 до30 мм, масса 1,5 кг
|
6
|
|
|
4. Комплект инструмента механика, мод. Н - 132
|
7 гаечных ключей, 11 сменных торцевых головок, шпильковерт, шарнир и др. инструмент, масса 59 кг
|
1
|
|
|
5. Дрель электрическая
|
Частота вращения 800 об/мин, мощность 0,18 кВт, масса 2 кг
|
1
|
|
2.6 Строительная часть
2.6.1 Производственный корпус СТО
Строящийся производственный корпус СТО на 7 постов включает в себя:
зону ТО и ТР;
участок ремонта двигателей и агрегатов;
участок ремонта топливной аппаратуры;
участок проверки и регулировки развала-схождения колес;
участок диагностики;
шиномантажный участок;
мойка на одну машину.
В производственном корпусе будет установлено четыре электромеханических подъемника, комбинированный стенд для проверки и регулировки развала-схождения колес и другое оборудование и стенды.
Планировка зон, участков и цехов произведена на основе СНиП.
Зона ТО и ТР имеет 4 поста тупикового типа, снабженных подъемниками модели П180Е-07, также снабжены необходимым оборудованием для качественного ремонта автомобилей.
Участок диагностики в непосредственной близости от зоны ТО и ТР, снабжен комбинированным стендом и необходимым оборудованием для диагностики автомобилей.
Административный корпус расположен так, что выхлопные газы не попадают в здание.
Мойка автомобилей расположена отдельно. УТТ изолировано от городского движения и пешеходов.
2.6.2 Конструкция здания
Наружные стены выполнены из шлакоблока и бутового камня, кровля состоит из: металлической формы, железобетонной плиты, минплиты у=125кг/м, асфальтовой стяжки 10 мм, три слоя рубероида на битумной мастике, защитный слой гравия.
Полы в зоне ТО и ТР, участке диагностики, кладе запасных частей :
покрытие бетон М300 со щебнем , 25 мм;
подстилающий слой-бетон 300-120 мм;
гидроизоляционный слой-слой щебня под плиткой битума-50 мм; основание грунт.
В комнате отдыха, гардеробной покрытие линолеум.
В душевой туалетной покрытие керамическая плитка, шлифованный бетон.
Двери дву- и однопольные размером 1400х2000 ; 1000х2000 мм.
Ворота распашные, открываются наружу, размером 2400х2400 мм.
Высота здания 4200 мм, шаг колонн 6000 мм, пролет6000 мм.
Оконные проемы - с одинарными переплетами.
Стены здания ограждают помещение от внешних температурных и атмосферных воздействий, несут нагрузку от перекрытия крыши к фундаменту. Стены должны обеспечивать нормальный температурно-влажный режим. СТО. Перегородки внутри зон, цехов и участков выполнены тоже из плит толщиной 80 мм. Колонны выполнены из металлических труб, диаметром 480 мм. Крыша здания состоит из несущей и ограждающей частей. Несущая часть представляет собой конструктивные элементы, воспринимающие все нагрузки, в станции это металлическая ферма и теплоизоляционные плиты из армированных легких бетонов ГОСТ 7741-88. Ограждающей частью крыши является верхний водонепроницаемый слой, то есть кровля и основание. Кровля - верхний элемент покрытия, предохраняющий здание от проникновения атмосферных осадков. Основание под кровлю - поверхность теплоизоляции, по которой наклеивают слои водоизоляционного ковра рулонного, состоящего из трех слоев рубероида антисептированного дегтевого марки РМ-350 и битумной мастики МБЕ-Г-65 ТУ 21-27-28-71 и ТУ-21-27-16-88.
Кровля станции состоит из пенополиуретановых плит ТУ 34-4827-75 и теплоизоляционных плит из армированных легких бетонов ГОСТ 7741-88.
Окна служат для освещения и проветривания помещения. Двери служат для сообщения между смежными помещениями. Ворота устраивают в здании для въезда и выезда легковых автомобилей. Полотна ворот, как правило, состоят из металлического с каркаса. По конструкции ворота станции - распашные, а размер проема 2400х2400 мм.
Полы. Покрытие верхний слой пола, непосредственно подвергающийся эксплуатационным воздействиям. На СТО покрытие выполнено из цементо бетона; керамической плитки толщиной 13 мм; линолеума. Подстилающий слой - слой пола, распределяющий нагрузки на грунт. Бетон МЗОО служит гидроизоляционным слоем, препятствующим проникновению через пол сточных вод и других жидкостей. Основанием пола является уплотненный грунт. Стяжка - слой пола, служащий для выравнивания поверхности нижележащего пола, придания покрытию пола заданного уклона. На станции стяжка - из шлакобетона 40 мм или цементного раствора толщиной 20 мм.
3. РАЗРАБОТКА ШИНОМАНТАЖНОГО УЧАСТКА
3.1 Организация технологического процесса
Затраты на приобретение составляют значительную часть в смете затрат на эксплуатацию подвижного состава, в тоже время около 50% шин разрушается преждевременно вследствие нарушения правил эксплуатации. В условиях необходимости рационального и экономного использования, улучшение их технологического обслуживания и ремонта задача весьма актуальная. Исходя из актуальности задачи предусмотрена организация шинного комплекса, выполняющего следующие основные функции: замена колес, монтаж и демонтаж шин, их ремонт и хранение. Организация участка позволяет централизовать все функции по содержанию шин небольшой бригадой высококвалифицированных специалистов. Перечень оборудования, необходимого для шиномонтажных работ, приведены на рисунке 4.
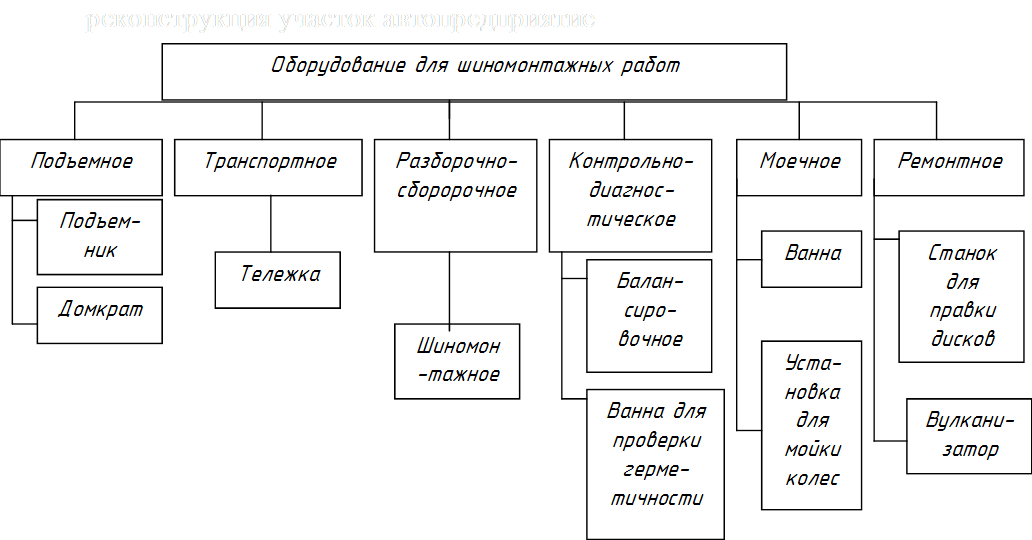
Рисунок 4. Схема технологической оснащенности шиномонтажного комплекса
3.2 Описание технологической планировки поста смены колес
Пост смены колес расположен в помещении. Пост позволяет обслуживать не только легковые и грузовые автомобили, но и автобусы, он имеет длину 18 метров, ширину 6 метров, тупиковый. Пост предназначен для снятия и установки колёс и оборудован подъемником для вывешивания колёс автомобиля, электрогайковёртом и тележкой для снятия колёс. А Так же кран – балкой для транспортирования колес в шиномонтажное отделение.
3.3 Описание шиномонтажного отделения
Под шиномонтажное отделение отведено помещение граничащее с постом смены колёс. Помещение обеспечивает расстановку технологического оборудования, а также в ременное хранение находящихся в отделении колёс в сборе, покрышек, камер и дисков колёс.
Поступающее в отделение для перемонтажа колесо устанавливается в стеллаж и регистрируется; перед демонтажем колесо моют в установке для мойки колёс и сушат в сушильной камере. Затем колесо подают на настил шиномонтажника и на стенд демонтажа шин. После демонтажа покрышку осматривают с наружной и внутренней стороны. Для удобства осмотра изнутри предназначен ручной борторасширитель. Камеру направляют в вулканизационное отделение для контроля и ремонта (при необходимости).
При необходимости дисковый обод колеса очищают от ржавчины на станке для очистки ободов и складывают на стеллаж.
Погнутые замочные кольца правят на установке для правки замочных колец. При необходимости замочные кольца очищаются от ржавчины на верстаке металлической щеткой. Очищенные диски и кольца направляются в малярное отделение для окраски.
Исправленные покрышки хранят в стеллаже, а камеры и ободные ленты на вешалке. После комплектации шина монтируется на обод на шиномонтажном стенде. Затем колесо устанавливается в предохранительную клеть где накачивается воздухом, подаваемым от воздухораздаточной колонки. Балансировка смонтированных колёс производится на стенде для статической балансировки колёс грузовых автомобилей. Готовые колеса хранятся в стеллаже.
3.4 Описание вулканизационного отделения
Вулканизационное отделение расположено в отдельном помещении непосредственно граничащим с постом смены колёс и шиномонтажным отделением. В помещении размещено оборудование для ремонта камер и местного ремонта покрышек. Для удобства подачи шин в ремонт на участке установлен консольно-поворотный кран.
Шины и камеры поступающие в ремонт помещают на стеллаж и вешалку. У принятых в ремонт шин определяют группу и способ восстановления, а затем эти шины маркируют.
Шины осматривают с наружи и изнутри, поврежденные места вырезают на спредере и шерохуют. Наносятся починочные материалы и устанавливают в шкаф для просушки, а затем вулканизируют. Готовые покрышки отделывают.
Камеры проверяют в ванне на герметичность, и отмечают места проколов. Затем камеру шерохуют в месте повреждения, наносят починочные материалы и вулканизируют. Готовые остывшие камеры отделывают.
3.5 Описание склада хранения автошин
Склад автошин находится на территории АТП в отдельном помещении от производственного комплекса. С центрального склада шины поступаю в оборотный склад, находящегося рядом с шиномонтажным комплексом. С оборотного склада шины поступают на шиномонтажный участок.
3.6 Перечень и последовательность выполнения технологического процесса в шиномонтажном и шиноремонтном отделениях
Схема последовательности выполнения основных операций технологических процессов шиномонтажного отделения приведена на рисунке 7.
Регистрация поступления в отделение и выдачи колёс и шин ведётся в журнале по форме, установленной действующими «Правилами эксплуатации шин».
Подлежащее ремонта колесо в сборе должно быть предварительно тщательно вымыто в машине для мойки колёс. Если мойке подверглась покрышка, то после мойки из нее удаляют воду пылесосом. Для улучшения мойки вода, подаваемая к машине, подогреваемая до 40 – 50 0С.
После мойки колесо помещают в сушильную камеру. Сушка колеса проводится при температуре 80 – 90 0С и наличии в камере приточно-вытяжной вентиляции продолжается 10 мин.
После проверки влажности сухое чистое колесо кран-балкой направляется к монтажно-демонтажному столу.
Колесо, прошедшее очистку, демонтируют, после чего осуществляют контрольный осмотр покрышки, камеры, ободной ленты, обода, диска, колец. Демонтаж шин выполняется на стенде. Для облегчения и ускорения извлечения камеры из покрышки предварительно из камеры отсасывают воздух.
Вынутые из покрышки камера и ободная лента подлежат контрольному осмотру для определения дальнейшей их пригодности. Камеры и ободные ленты во избежание загрязнения подвешивают на вешалках, шины и колёса в сборе и диски хранят в стеллажах.
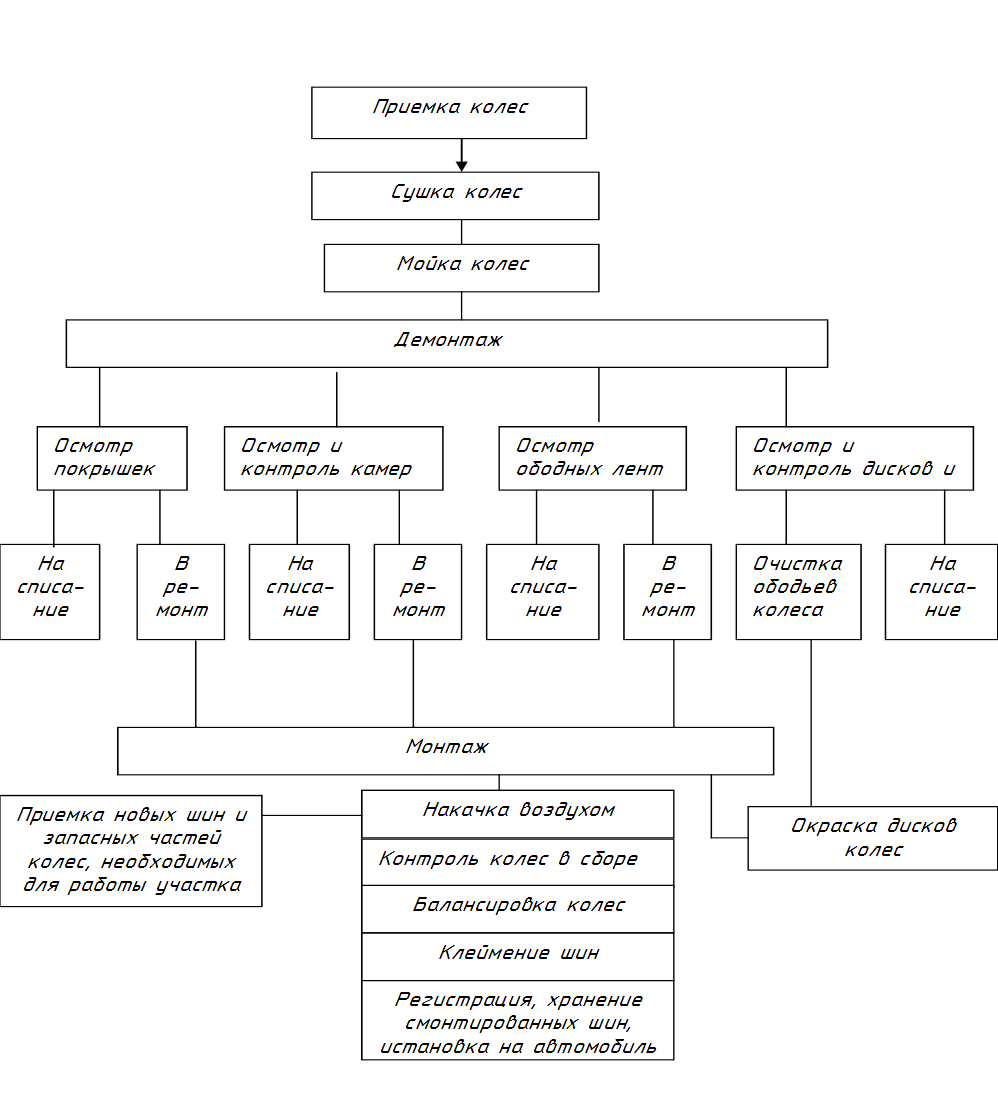
Рисунок 5. Схема основных операций технологического процесса монтажа и демонтажа колес
Годность ободной ленты и камеры определяют наружным осмотром. Проколы в камере обнаруживают уталкиванием её в слегка накаченном состоянии в ванне с водой. Места проколов обводят химическом карандашом. Вынутую из воды камеру насухо вытирают и направляют в зависимости от её состояния в монтаж или в ремонт.
Покрышки осматривают с наружной и внутренней стороны. Для осмотра внутренней поверхности применяют переносную лампу с защитной сеткой. Для облегчения и лучшего выявления повреждений применяют спредер, на котором операции подъёма, разведения бортов и вращения покрышки при контроле её составления механизированы.
Обнаруженные в покрышке застрявшие предметы удаляют изогнутым шилом и плоскогубцами. Проникшие в глубь протектора через видимые на глаз порезы мелкие камни обнаруживают щупом (тупым шилом), металлические предметы, застрявшие в шинах и не видимые на глаз, выявляются с помощью электронного дефектоскопа.
Покрышки при наличии повреждений направляются в ремонт. Покрышки, не пригодные к ремонту и эксплуатации, отсортировывают для последующего списания.
Ободья и всю поверхность колёс, съёмные бортовые и замочные кольца осматривают для выявления неисправностей (трещин, ржавчины, разработанных отверстий под шпильки, заусенцев, вмятин, изгибов) и проверки состояния окраски.
Очистка ободьев колёс, конических полок, замочных и бортовых колец от ржавчины производится на станке модели Р – 101 или в ручную металлической щёткой. Окрашивают ободья и кольца в малярном цехе автотранспортного предприятия.
Монтажу подлежат только совершенно исправные (согласно ГОСТу или техническим условиям), сухие, чистые и соответствующие по размеру покрышки, камеры, ободные ленты, ободья, съёмные бортовые и замочные кольца. Монтаж покрышек с манжетами без вулканизации не допускаются. Монтаж шин производят на стенде для демонтажа шин.
В смонтированную шину воздух до установленной «Правилами эксплуатации» нормы давления.
Во избежание соскакивания замочного кольца, что может привести к несчастным случаям, при накачивании шин применяют защитную клетку, в которую ставят колесо. Для накачивания шин применяют воздухораздаточную колонку модели С – 413. Статическую балансировку колёс выполняют на стационарном станке модели К – 126. Покрышки, камеры, ободные ленты и смонтированные шины хранят на складе, согласно существующим правилам. Покрышки следует хранить в вертикальном положении и время о времени (через 2–3 месяца) поворачивать их, меняя точки опоры. Камеры хранят в подкаченном состоянии, вложенными внутрь покрышек.
Каждой прикреплённой к автомобилю шине присваивается внутри гаражный номер, который выжигается на обеих боковинах покрышки специальным электроклеймителем.
На рисунке 6. приведена схема последовательности выполнения основных операций технологического процесса вулканизационного отделения.
Технологический процесс ремонта покрышек включает в себя следующие операции: приема, подготовка к ремонту, шероковка, подготовка починочного материла, промазка клеем, сушка и заделка повреждений, вулканизация, отделка и контроль.
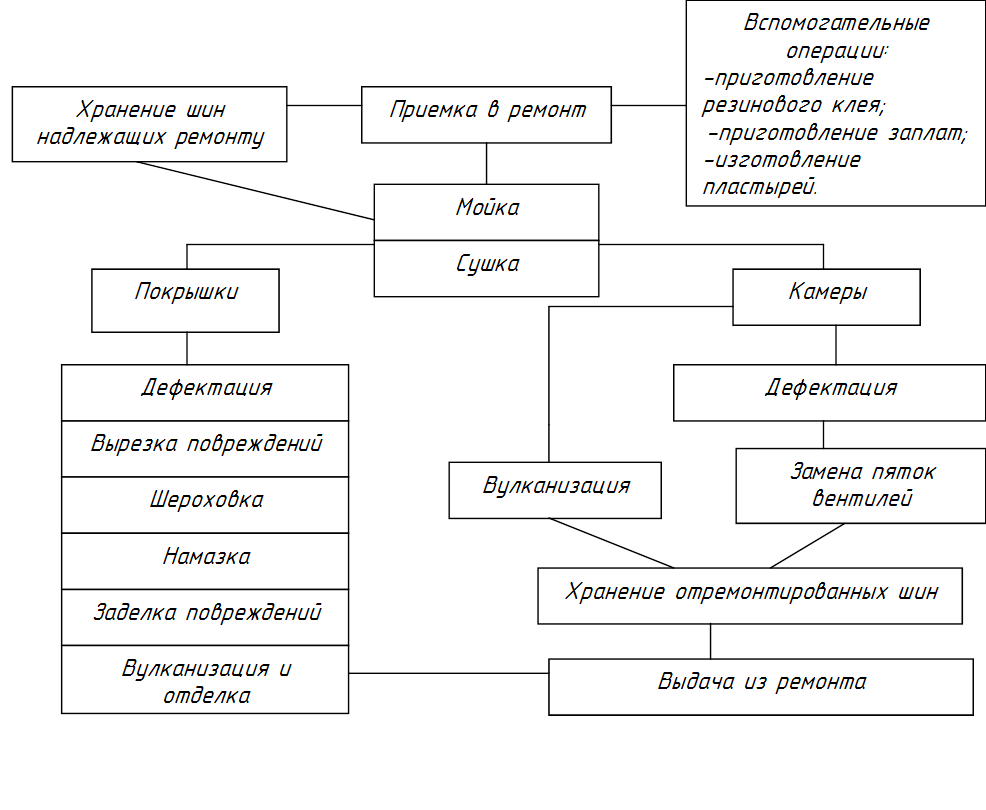
Рисунок 6. Схема технологического процесса ремонта местных повреждений шин
Сушку перед ремонтом в отличии от сушки перед монтажом проводят при температуре 40–60 0С в течении двух часов, после чего проверяют влажность и если она превышает установленные нормы её продолжают.
Подготовка поврежденных участков предусматривает удаление из покрышки инородных тел и вырезку поврежденных участков. Вырезку производят для выравнивания ремонтируемых повреждённых участков и очистки его от повреждённых резины и корда.
Шероховка производится для улучшения промазки ремонтируемого места резиновым клеем и увеличения поверхности контакта его с починочным материалом.
Места повреждения в каркасе и брекере шерохуют дисковой дисковой проволочной щёткой, а в протекторе и боковине фигурными шарошками, закреплёнными на конце гибкого вала шероховального привода, и затем очищают пылесосом от пыли.
Подготовка починочного материала заключается в предварительной заготовке пластырей, манжет и подманжетников, по форме вырезки манжеты подвергают шероховке со всех сторон. Методы обработки поврежденных участков покрышек различного типа шарошками показаны на рисунке 7.
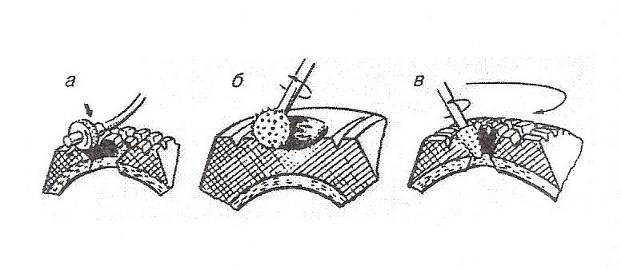
Рисунок 7. Методы обработки поврежденных участков покрышек:
а – дисковой шарошкой, б – фигурной шарошкой, в-конусной шарошкой
Промазка клеем и сушка – это наиболее ответственные операции от качества выполнения которых зависит прочность связи ремонтируемого места покрышки с починочным материалом.
Первоначально клеем малой концентрации покрывают ремонтируемые участки на внутренней, а затем и на наружной поверхности, а также манжеты. Последующую сушку производят в сушильном шкафу при температуре 30–40 0С в течении 25–30 мин. или при комнатной температуре в течении 1 часа. Вторичную промазку осуществляют клеем высокой концентрации с просушкой при этой же температуре только в течении 35 – 45 мин.
Заделка повреждений – это процесс положения подготовленного починочного материала на ремонтируемые участки с последующей прикаткой роликом. Заделывание повреждений начинают с внутренней стороны покрышки, а заканчивают с наружной.
При заделки сквозных повреждений стенки отверстий обкладывают прослоечной резиной толщиной 0,7 мм. Такой же резиной обкладывают починочные материалы: манжету (выпуклая сторона), под манжетник (с обеих сторон), пластырь (ступенчатая сторона). Прослоечная резина обеспечивает хорошую связь ремонтируемого участка с починочным материалом. После обкладки прослоечной резиной повреждённый участок заделывают протекторной резиной (вырезанные места в протекторе и брекете) и прослоечной резиной толщиной 2,0 мм (вырезаемые места в каркасе). Манжеты и пластыри накладываются так, чтобы направление нитей корда и их наружного слоя совпадало с направлением нитей наружного слоя покрышки.
Их накладывают постепенно (для предотвращения воздушных пузырей), затем прокатывают роликом, а края покрывают прослоечной резиной толщиной 0,7 мм. Затем проверяют плотность прилипания починочного материала, а места вздутий прокалывают шилом для выпуска воздуха.
При вырезке в рамку на все ступеньки укладывают прослоечную резину толщиной 0,7 мм и прикатывают роликом. Затем последовательно накладывают (вставляют в рамку) ряд заплат, последний верхний слой должен перекрывать края на 30–50 мм во всех направлениях.
При заделки наружных повреждений всё ремонтируемое место обкладывают прослоечной резиной толщиной 0,7 мм, а по углублениям в каркасе – прослоечной резиной толщиной 2,0 мм. Повреждённый участок протектора заполняют протекторной резиной. Починочная резина должна быть выше поверхности покрышки на 2–3 мм со скосом на кроя для обеспечения опресовки при вулканизации.
Края наложенных манжет, пластырей и вставок корда следует покрывать ленточной прослоечной резины толщиной 0,7 мм. Заделка ремонтируемого участка не должна увеличивать толщину покрышки, так как это приведет к дисбалансу покрышки и излишнему расходу материала.
Вулканизация осуществляется для создания прочного соединения участков покрышки с починочным материалом, превращая их в монолитную прочную и эластичную массу. Вулканизация ведется при температуре 143 +- 2 0С и давлении около 0,5 МПа. Процесс вулканизации состоит из времени прогрева материала и времени самого процесса вулканизации и продолжается от 30 до 180 мин. в зависимости от толщины ремонтируемого участка и вида повреждения.
Отделка – процесс удаления заусенцев и излишков резины, снятие всех неровностей при помощи шероховки. (Шины, идущие на восстановление протектора, отделки не подвергаются.)
Контроль качества ремонта покрышки осуществляется внешним осмотром. На отремонтированном участке покрышки не должно быть отслоения починочного материала, утолщений, искажений формы, недовулканизации складок. На поверхности отремонтированного участка допускается наличие одной раковины или поры размером до 10 мм и глубиной до 2 мм.
Технологический процесс ремонта камер включает следующие операции: подготовка камеры к ремонту, шероховка, подготовка починочного материала, намазку клея, сушку, заделку повреждений, отделку и контроль.
Подготовка камеры к ремонту предусматривает снятие заплаты наложенной холодным способом путём нагрева на вулканизационной плите в течении 2–3 мин. и вырезка поврежденного места. В повреждённых местах края разрывов закругляют ножницами.
При повреждении камеры в месте установки вентиля пробивают отверстие в другом месте. В местах проколов камеру не вырезают.
Шероховку производят шлифовальным кругом на ширину 20–25 мин. по всему периметру вырезки. У концов вставляемого сектора шерохуют внутреннюю поверхность, а у камеры – наружную на ширину 50–60 мм. Места проколов шерохуют на участке диаметром 15–20 мм. Зашерохованные места очищают от пыли и просушивают в течении 20–30 минут. Подготовка починочных материалов заключает в себе следующее.
При проколах и мелких разрывах (размером до 30 мм) в качестве починочного материала используют сырую камерную резину.
Размер заплаты должен быть на 20–30 мм больше вырезки и не достигать границ шероховки на 2–3 мм. Для замены поврежденных участков камеры длинной более 500 мм заготавливают из старых камер того жеразмера сектора, их длинна должна быть на 80–100 мм больше удаляемой части камеры.
Намазка клеем и сушка – двухразовая, первая клеем малой концентрации, вторая – большой концентрации с последующей просушкой каждой намазки при температуре 20–30 0С в течении 20 минут.
Заделка повреждений заключается в наложении заплат и прикатывания их роликом. На поверхности камеры, покрытые клеем по периметру стыка или отверстия, накладываются полоски прослоечной резины шириной 15–20 мм.
Вулканизацию производят на плите вулканизационного аппарата. Камеру накладывают заплатой на плиту, припудренную тальком, так, чтобы центр заплаты был совмещён с центром прижимного винта, затем на участок камеры накладывают резиновую прокладку и прижимную плиту, которая должна перекрывать края заплаты на 10–15 мм, и не зажимать краёв сложенной вдвое камеры. Если ремонтируемый участок не помещается под прижимной плитой, то камеру вулканизируют в несколько приемов. Время вулканизации зависит от размеров заплаты. Мелкие заплаты вулканизируют в течении 10 минут, более крупные и стыки – в течении 15 минут, фланцы вентилей – 20 минут.
Отделка камер включает в себя срезание краёв заплаты и стыков заподлицо с поверхностью камеры, шлифование заусенцев, наплывов и других неровностей.
Контроль камер производится наружным осмотром для обнаружения не вулканизированных участков, пористости резины, отслаивания фланцев, заплат и стыков, вздутия, наплыва резины, перевулканизации отдельных мест, образующих трещин при сгибании и др. Кроме того, камеры проверятся на герметичность воздухом под давлением 0,15 МПа в ванне с водой.
3.7 Режим труда и фонды времени работы рабочих оборудования
Режим работы участка определяется количеством рабочих дней в неделю – 5, количеством рабочих дней в году – 252, количеством рабочих смен в сутки и продолжительностью рабочей смены – 8 часов исходя из режимов работы оборудования и рабочих. Различают два вида фондов времени: номинальный и действительный.
Номинальным годовым фондом времени работы оборудования называется время в часах, в течении которого может работать оборудование при заданном режиме работы.
Фно = Дрхt , (19)
Где Др= 252 дня – количество рабочих дней в году,
t = 8 часов – продолжительность рабочей смены
Фно = 252 х 8 = 2016 час.
Номинальный годовой фонд времени работы не может быть полностью использован, т.к. имеются неизбежные простои оборудования в ремонтах и обслуживании.
Действительный (расчетный) годовой фонд времени работы оборудования Фдо представляет собой время в часах, в течении которого, оборудование может быть полностью загружено производственной работой
Фдо = Фнох П, (2)
где П = 0,98 – коэффициент использования оборудования учитывающий простой оборудования в ремонтах
Фдо = 2016 х 0,98 = 1776
Годовым фондом рабочего места Фрм называется время в часах, в течении которого рабочее место используется, численное значение годового номинального фонда времени рабочего места практически равно годовому номинальному фонду времени работы оборудования.
Номинальный годовой фонд рабочего времени рабочего Фнрравен произведению числа работы часов в смену на число рабочих дней в году.
Действительный (расчетный) годовой фонд времени работы одного рабочегоФдр определяют исключая из номинального фонда времени которое приходится на очередной отпуск, выполнение государственных обязанностей, болезни и т.п.
Таблица 11. Годовой фонд рабочего места
|
ЭЛЕМЕНТЫ ВРЕМЕНИ
|
Единица измерения
|
Принятые данные
|
|
Календарное время
|
Дни
|
365
|
|
Выходные
|
Дни
|
104
|
|
Праздничные дни
|
Дни
|
9
|
|
Номинальное время
|
Дни
|
252
|
|
Планированные невыходы, всего
|
Дни
|
30
|
|
Очередной отпуск
|
Дни
|
24
|
|
По болезни
|
Дни
|
1
|
|
По уважительным причинам
|
Дни
|
2
|
|
Рабочее время
|
Дни
|
222
|
|
Продолжительность рабочей смены
|
Час
|
8
|
|
Годовой номинальный фонд времени
|
Час
|
2016
|
|
Годовой действительный фонд времени
|
Час
|
1776
|
|
Ученический отпуск
|
Дни
|
1
|
3.8 Годовая производственная программа
Годовая производственная программа производственного участка определяется величиной годовой производственной программы СТО, указанной в задании на дипломное проектирование и составляет:
автомобилей FОRDL9000 - 100 штук.
автомобилей STЕRLINGАSTЕRА - 100 штук.
СТО предназначено для выполнения капитального ремонта легковых автомобилей разных моделей поэтому для упрощения расчета всю производственную программу приводят по трудоемкости к одной модели, принятой за основную модель.
Приведенную производственную программу участка определяют по формуле:
Nпр=N+N1КМ (шт)
гдеN = 100 шт. - годовая производственная программа капитальных ремонтов автомобилей FОRDL-9000-, принятой за основную модель;
N1 = 100 шт. - годовая производственная программа капитальных ремонтов автомобилей STЕRLINGАSTЕRА.
КМ = 1,75 - коэффициент приведения трудоемкости автомобиля FОRDL-9000 к автомобилю STЕRLINGАSTЕRА принятого за основную модель;
тогда Nпр= 100 + 1001,75 = 275 (штук)
3.9 Годовой объем работ
Под годовым объемом работ понимается время, которое нужно затратить производственным рабочим для выполнения годовой производственной программы. Годовой объем работ представляет собой годовую трудоемкость ремонта определенных изделий и выражается в человеко-часах.
Трудоемкостью продукции называется время, которое нужно затратить производственным рабочим непосредственно на выработку данной продукции. Трудоемкость выражают в человеко-часах, под которым понимается нормативное время по действующим плановым нормам.
При дипломном проектировании используют укрупненные нормы времени, полученные на основании анализа существующих проектов для эталонных условий производственной годовой программы приведенных капитальных ремонтов 200 штук. При производственной программе, отличающейся от эталонных условий, производится корректирование нормативной трудоемкости по формуле:
t = tн К1 К2 К3 (чел-час)
гдеtн = 10,73 чел.ч.- нормативная трудоемкость ремонта агрегатов;
К1- коэффициент коррекции трудоемкости в зависимости от годовой производственной программы, определяется по формуле:
К1=КN2+ [КN1- КN2]/ N2- N1х(N2-NПР)
при N1 = 3000 КN1 = 0,95 из таблицы[2.табл.10]
N2 = 4000 КN2 = 0,9 NПР= 275
тогда К1 = 0,9 +
К2 - коэффициент коррекции трудоемкости, учитывающий много модельность ремонтируемых агрегатов автомобилей (с карбюраторными и дизельными двигателями). = 1,05 из[2.табл.10].
К3 - коэффициент коррекции трудоемкости, учитывающий структуру производственной программы завода (соотношение капитальных ремонтов полнокомплектных автомобилей и комплектов агрегатов, при соотношении 1:0) = 1,03
тогда t = 10,73 1,03 1,05 1,03 = 11,95 (чел-час)
Годовой объем работ определяется по формуле:
ТГОД = tNПР (чел-час)
гдеt = 11,95 (чел-час) - трудоемкость на единицу работ на один автомобиль;
NПР = 275 - годовая приведенная производственная программа капитальных ремонтов автомобилей;
тогда ТГОД = 11,95 275 = 3286,25 (чел-час)
3.10 Численность работающих
Состав работающих различают списочный и явочный.
Списочный – полный состав работающих, числящихся по спискам на предприятии, включающим как фактически являющихся на работу, так и отсутствующих по уважительной причине (по болезни, в трудовом отпуске, командировке и т.п.)
Явочным называется состав работающих, фактически являющихся на работу.
Число произведенных рабочих определяется по формуле:
ТЯВ= ТГОД / Ф НР (чел), (20)
ТСП= ТГОД / Ф ДР (чел), (21)
где ТЯВ -явочное число производственных рабочих;
ТСП – списочное число производственных рабочих;
ТГОД = 3286 (чел-час) – годовая трудоемкость ремонтных работ;
ФНР = 2016 час – годовой номинальный фонд времени работы рабочего;
ФДР = 1776 час – годовой действительный фонд времени работы рабочего;
тогда ТЯВ = 3286/ 2016 = 1,6 (чел)
ТСП = 3286 / 1776 = 1,85 (чел)
Расчет численности производственных рабочих сведем в таблице12.
Таблица 12. Ведомость расчета производственных рабочих
|
Наименование работ
|
Трудоемкость на единицу, чел-час
|
Годовое кол - во кап ремонтов
|
Годовой объем работ, чел-час
|
Годовой фонд времени
|
Число работающих
|
|
|
|
|
|
|
расчетное
|
принятое
|
|
|
|
|
|
ФНР
|
ФДР
|
ТЯВ
|
ТСП
|
ТЯВ
|
ТСП
|
|
Ремонт кузовов и кабин
|
11,95
|
275
|
3286
|
2016
|
1776
|
1,6
|
1,85
|
2
|
2
|
Кроме производственных рабочих, занятые непосредственно в операциях по выпуску основной продукции (капитальный ремонт агрегатов) на участке имеются также вспомогательные рабочие, занятые обслуживанием основного производства. К ним относятся рабочие, инструментальщики, разнорабочие и т.д.
Численность вспомогательных рабочих определяется от списочного состава производственных рабочих по формулам:
ТВСП = П1ТСП (чел), (22)
где П1 = 0,25 0,35 – процент вспомогательных рабочих;
ТВСП = 0,26 2,55 = 0,66
принимаем ТВСП = 0,66 чел.
Списочный состав производственных и вспомогательных рабочих распределяется по профессиям и разрядам. Разряд рабочих назначают согласно тарифно-квалификационного справочника в зависимости от характера и сложности работ выполненных на участке.
Принимаем: производственные рабочие – слесарь по ремонту автомобилей 6 разряда – 1 чел.;
5 разряда - 1 чел.;
итого: 2 чел.
Вспомогательные рабочие – разнорабочий 2 разряда - 1 чел.;
транспортный рабочий 3 разряда – 1чел.
итого: 2 чел.
Средний разряд рабочих участка определяется по формуле:
RСР =, (23)
где М1 М6 – число рабочих соответствующего разряда;
R1 R6 – разряды рабочих;
тогда RСР =
Полученные данные о списочном составе производственных и вспомогательных рабочих сведем в таблицу 13.
Таблица 13. Списочный состав производственных и вспомогательных рабочих
|
Профессия рабочих
|
Всего
|
Численность рабочих
|
|
|
|
по сменам
|
По разрядам
|
|
Производственные рабочие:
|
|
I
|
II
|
2
|
3
|
4
|
5
|
6
|
|
слесарь по ремонту
|
2
|
1
|
1
|
|
|
|
1
|
1
|
|
Вспомогательные рабочие:
|
|
|
|
|
|
|
|
|
|
разнорабочий
|
1
|
1
|
1
|
1
|
-
|
-
|
-
|
-
|
|
транспортный рабочий
|
1
|
1
|
1
|
-
|
1
|
-
|
-
|
-
|
|
итого:
|
4
|
2
|
|
1
|
1
|
|
1
|
1
|
Число инженерно – технических работников, служащих и младшего обслуживающего персонала определяется в процентах от общей численности производственных и вспомогательных рабочих по формуле:
, (24)
где Пi = 0,1 – процент инженерно-технических работников;
тогда: Mi = 0,13 (2+2) = 0,52
Принимаем одного (1) мастера.
Полученные данные о общем составе работающих на участке сведем в таблицу 14.
Таблица 14. Состав работающих участка
|
Наименование групп работающих
|
Число работающих
|
средний разряд рабочих
|
Обоснование расчета
|
|
|
всего
|
в первой наибольшей смене
|
|
|
|
Основные производственные рабочие
|
2
|
1
|
5,3
|
|
|
Вспомогательные рабочие
|
2
|
1
|
2,4
|
30% от числа основных рабочих
|
|
Итого рабочих
|
4
|
2
|
3,8
|
|
|
Инженерно-технические рабочие и служащие
|
1
|
1
|
|
10% от числа всех рабочих
|
|
Всего работающих
|
5
|
2
|
|
|
3.11 Выбор оборудования для участка
Таблица 15. Оборудования для участка
|
Наименование оборудования
|
Марка или тип
|
Кол-во
|
Устан. мощ-сть
|
Габариты
|
Заним. площадь
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Слесарный верстак
|
2240
|
2
|
-
|
1000х750
|
0,75
|
|
Подъемник для вывешивания автомобилей
|
|
1
|
4,0
|
1000х750
|
0,75
|
|
Установка для мойки колес
|
2А-55
|
1
|
1,5
|
1765х660
|
1,66
|
|
Вертикально-сверлильный станок
|
2А-135
|
1
|
3,0
|
1245х815
|
1,0
|
|
Стеллаж для деталей
|
2269
|
3
|
-
|
1500х400
|
0,6
|
|
Настольно-сверлильный станок
|
2Н-12А
|
1
|
0,8
|
800х600
|
0,48
|
|
Настольный гидравлический пресс
|
163
|
1
|
0,6
|
600х400
|
0,24
|
|
Стенд для монтажа и демонтажа шин
|
Гаро
|
1
|
2,2
|
1130х805
|
0,9
|
|
Пресс гидравлический
|
2135м
|
1
|
1,7
|
1465х760
|
1,11
|
|
Бортораширитель
|
3Г-71
|
1
|
2,2
|
2080х1100
|
2,2
|
|
Круглошлиф. станок
|
312М
|
1
|
3,5
|
1510х1560
|
2,3
|
|
Установка для накачивания шин
|
6Р-13Б
|
1
|
4,5
|
1540х1830
|
2,8
|
|
Вешалка для камер
|
6Н-82Г
|
1
|
-
|
1340х1785
|
2,39
|
|
Стол для подготовки шин к монтажу
|
6Н-83-Ж
|
1
|
-
|
2600х2135
|
5,55
|
|
Стеллаж для дисков
|
7М-36
|
1
|
-
|
2950х1430
|
4,22
|
|
Электра- вулканизационный аппарат
|
6134
|
1
|
3,0
|
1160х185
|
1,74
|
|
Стенд для балансировки колес
|
1А-625
|
1
|
5
|
2160х975
|
2,1
|
|
Ванна для испытаний камер
|
1А-616
|
1
|
-
|
1700х900
|
1,5
|
|
Стенд для окраски дисков
|
163
|
1
|
3,0
|
1900х1225
|
2,3
|
|
Стеллаж для дисков
|
1К-36
|
1
|
3,0
|
2990х835
|
2,5
|
|
Электромеханический гайковерт
|
|
1
|
0,8
|
525х96
|
1,35
|
|
Итого:
|
|
23
|
38,8
|
|
38,6
|
3.12 Расчет площади участка
Производственную площадь участка определяют детальным методом по площади пола, занятого оборудованием и инвентарем и коэффициенту перехода от площади оборудования и инвентаря к площади участка, учитывающему рабочие места перед оборудованием и элементами здания, с последующим уточнением площади после планировочного решения участка.
Производственную площадь участка определяют по формуле:
FУ = FО·КП [м2], (25)
гдеFО= 38,6 м2– площадь пола занятая оборудованием и инвентарем из тобл. 5
КП = 4,5 – коэффициент перехода от площади участка для ремонта аккумуляторных батарей [2. стр.45].
Тогда FУ = 38,6 х 4.5 = 173,7 м2
После выполнения планировочного решения из графической части производят уточнение площади участка в соответствии с КМК.
FУ =b·t·n = 9·6·3 = 174 м2
гдеb=9м – пролет здания;
t=6м –шаг колонн;
n=3шт. – количество колонн.
Принимаем площадь участка FУ =174м2.
3.13 Расчет потребности электроэнергии
Годовой расход потребности силовой электроэнергии определяется укрупненным способом:
[кВт.ч (26)
где=38,8 кВт – установленная мощность токоприемников участка из табл.5;
= 1776 час – годовой действительный фонд времени работы оборудования.
= 0,75 – коэффициент загрузки оборудования в течении смены, принимается из[2. стр. 46].
Тогда
Годовой расход электроэнергии на освещение определяется по формуле:
[кВт], (27)
гдеR = 20Ватт – удельная норма расхода электроэнергии на 1м2 площади пола за один час работы;
= 2100 час – время работы освещения в течении года;
= 174м2 – площадь участка;
Тогда:
Общий расход электроэнергии составляет:
[кВт·ч], (28)
3.14 Расчет потребности сжатого воздуха
Сжатый воздух применяется для обдувки деталей при сборке механизмов и агрегатов, для питания механических, пневматических инструментов, пневматических приводов, приспособлений и стендов, а также краскораспылителей для нанесения лакокрасочных покрытий, установок для очистки деталей крошкой, для перемешивания растворов.
Потребность в сжатом воздухе определяется исходя из расхода его отдельными потребителями (воздухо - приемниками) при непрерывной работе коэффициента использования их в каждой смене коэффициента одновременности работы и годового действительного фонда времени их работы.
Годовой расход сжатого воздуха определяют как сумму расходов разными потребителями по формуле:
Qсж. = 1,5qх П хКчхКодн. хФдо, м3 (29)
гдеq = 5/час – удельный расход сжатого воздуха одним потребителем
1,5 – коэффициент, учитывающий эксплуатационные потери воздуха в трубопроводах.
П – Количество односменных потребителей сжатого воздуха.
Кч – коэффициент использования воздухо-приемников в течении смены.
Кодн, - коэффициент одновременной работы воздухо-приемников.
Фдо = часовой действительный фонд времени работы воздухо-приемников при 1 сменой работеQсж. = 1,5 х 5 х 4 х 0,9 х 0,7 х 1776 = 33566 м3
3.15 Расчет потребности воды и пара
Вода на производственные нужды расходуется в ваннах и ее потребность ориентировочно может быть принята по формуле:
Qв = gхnхФдо, м3 ( 30)
Гдеq = 0,05 - удельный расход воды за час работы одной ванны
П = 1 – ванна
Фдо = 1776 – годовой действительный фонд времени работы оборудования.
Qв = 0,05 х 1 х 1776 = 88,8, м3 (31)
Необходимое количество пара для отопления определяется исходя из максимального часового расхода тепла Qм.ч. по формуле:
Qм.ч. = Vn (qо + qb) х (tв – tn); (32)
гдеVn = 648 - объем отапливаемого помещения.
qо + qb – удельный расход тепла на отопление
qо = 0,45 ккал.ч.
qb = 0,15 ккал.ч.
tв = внутренняя температура помещения = +18С
tn = минимальная наружная температура = -10С
Принимая, что теплоотдача 1 кг. пара равна 550 кКал. (2300Дж).
Продолжительность отопительного периода равна 4320 часов.
Qт.ч. = 648 х (0,45 + 0,15) х (+18 -10) = 3110 м.ч.
4. КОНСТРУКТОРСКАЯ ЧАСТЬ
На проектируемом шиномонтажном участке используются шиномонтажный станок, балансировочный станок, станок для правки дисков, которые приводятся в движение электрическими двигателями. Так как частота вращения электродвигателей высока (составляет порядка 1500 оборотов в минуту), а требуемая частота вращения колеса (диска) много меньше, то для достижения нужной скорости вращения используют редуктора. В данной части проекта будет представлен расчет одноступенчатого цилиндрического редуктора и подбор электродвигателя, используемых в балансировочном станке.
4.1 Исходные данные
1. Крутящий момент на выходном валу: Т2=170 Н*м
2. Частота вращения выходного вала: n2=400 об/мин
3. Передаточное отношение редуктора: U=3.55
4. Материал: Сталь 45 улучшенная
4.2 Кинематический расчёт привода
Определим крутящий момент на входном валу:
T1= (33)
где U – передаточное отношение редуктора.
ред – передаточное отношение редуктора, принимаемый равным 0,96
Т1= (2.2.2)
Окончательно принимаем крутящий момент на входном валу равным 50 Н*м.
Определим частоту вращения входного вала:
n1=n2*U=400*3.55=1420 об/мин (34)
4.3 Расчёт и выбор электродвигателя
Мощность электродвигателя вычисляем по формуле:
N1= , кВт (35)
где N1 – мощность на входном валу;
N2 - мощность на выходном валу.
N2=T2*2= , Вт (36)
N2= Вт (37)
N1=7117.3/0.96=7413 Вт (38)
По табличным данным выбираем подходящий нам электродвигатель, по вычисленным N1 и n1: 4А132S4Y3 мощностью 7,5 кВт.
4.4 Расчёт параметров зубчатых колёс
Находим межосевое расстояние:
; мм(39)
гдеkн=1 – коэффициент учитывающий режим плавной нагрузки;
[н]=509 МПа (для Сталь 45 улучшенная) – допускаемое контактное напряжение, превышение которого приводит к разрушению боковых поверхностей зубьев.
ва – ширина зацепления по межосевому расстоянию, вычисляется по формуле:
’ва= (40)
где bd=1.2 – отношение ширины зацепления к делительному диаметру шестерни
’ва= (41)
Окончательно принимаем ширину зацепления по межосевому расстоянию равной 0,5.
(42)
Окончательно принимаем межосевое расстояние равным 100 мм.
Находим модуль зацепления:
m’=0.02*А=0.02*100=2, мм (43)
Определим число зубьев на входном и выходном валах:
Z1= (44)
Z2=Z1*U
Z1= (45)
Z2=22*3.55=78
Определим фактическое передаточное отношение:
Uф= (46)
U= (47)
Uф=78/22=3,54 (48)
U= (49)
Проверка межосевого расстояния:
А= , мм (50)
А= мм(51)
Так как раннее рассчитанное по формуле 46 межосевое расстояние получилось равным расстоянию (формула 51), значит расчёты верны.
4.5 Вычисления основных размеров шестерни и колеса
Находим делительные диаметры:
d=Z*m, мм (52)
d1=22*2=44 мм (53)
d2=78*2=156 мм (54)
Ширина колеса прямозубой передачи при ва=0,5:
bw= ва*А= 0.5*100=50, мм (55)
Рисунок 8. Параметры зубчатого зацепления
Находим ширину шестерни:
b1= bw+2*m= 50+2*2=54, мм (56)
b2= bw+4*m= 50+4*2=58, мм (57)
Находим диаметры вершин зубьев:
dа=d+2*m, мм (58)
dа1=44+2*2=48 мм (59)
dа2=156+2*2=160 мм (60)
Находим диаметры окружностей впадин:
df=d - 2.5*m (61)
df1=44 - 2.5*2=39 мм (62)
df2=156 - 2.5*2=151 мм (63)
4.6 Расчёт диаметров валов
Находим диаметры консольных участков валов:
dk= , мм (64)
где [кр] – допустимое напряжение на кручение.
d’k1=мм (65)
d’k2= мм (66)
Находим длины консольных участков:
l’k=1.5*dk (67)
l’k1=1.5*23=34.5 мм (68)
l’k2=1.5*32=48 мм (69)
Из полученных расчётов выбираем из справочника размеры муфты упруго-втулочно-пальцевой (МУВП) для входного вала и муфты зубчатой (МЗ) для выходного вала.
МУВП – dk1=25 мм; lk1=42 мм; D=72 мм (диаметр по пальцам)
МЗ - dk2=34 мм; lk2=50 мм; mм*Zм=2*34
Исходя из размеров выбранных муфт считаем длину участка под манжеты:
lm=0.5* lk, мм (70)
lm1=0.5* 42=21 мм (71)
lm2=0.5* 50=25 мм (72)
Выбираем подшипники качения по ГОСТу:
Шариковые – входной вал: №206 - 30*62*16; С=15,3 кН;
выходной вал: №208 - 40*80*18; С=25,5 кН.
4.7 Расчёт шпоночного соединения
Для присоединения зубчатых колёс к валам применяется шпоночное соединение.
Размеры призматической шпонки выбираем по диаметру вала по табличным данным:
dk1=25 мм b1=8 мм; h1=7 мм; t1,1=4 мм;
dk2=34 мм b2=10 мм; h2=8 мм; t1,2=5 мм.
Рисунок 9. Размеры шпоночных соединений: b – ширина шпонки, h - высота шпонки, t1 - заглубление шпонки в вал.
Определим рабочую длину шпонки:
lр= , мм (73)
l=lр+b (74)
где [см] – допускаемое напряжение смятия, вычисляется по формуле:
[см]= т/[s] (75)
где [s]=2,3 – допускаемый коэффициент запаса.
Для шпонки из чисто тянутой стали 45Х принимаем т=400 МПа, тогда:
[см]= 400/2,3=174 МПа (76)
lр1= =7,7 мм (77)
Тогда l’1=7.7+8=15.7 мм l1=16 мм.
lр2= =19 мм (78)
Тогда l’2=19+10=29 мм l2=32 мм.
Шестерня выходного вала крепится к валу шпонкой, рассчитаем её (исходя из Dв=52 мм bв=16 мм; hв=10 мм; t1,в=6 мм):
Lв= =9,3 мм (79)
Таким образом, получается l’в=9,3+16=25,3 мм l2=28 мм.
4.8 Определение реакций опор
Для проверочного расчёта статистической прочности вала составим его расчётную схему:
Найдём радиальное усилие от соединительной муфты (МУВП):
Frмувп=0,2*2*Т1/D (80)
где D – диаметр по пальцам муфты.
Frмувп=0,2*2*50*103/72=238 H (81)
Найдём изгибающий момент:
Mu1=0.12*T2=0.12*170=20 H*м (82)
Найдём радиальное усилие от соединительной муфты (МЗ):
Frмз= , (83)
гдеmм – модуль зубчатой муфты;
Zм - число зубьев зубчатой муфты.
Frмз= Н (84)
Определим окружное усилие касательное длительному диаметру в полисе зацепления:
Ft=2*T1/d1=2*50*103/44=2273 H (85)
Fr= Ft*tg20°= 2273*0.364=827 H (86)
Найдём нормальное усилие в зацеплении:
Fn= = , Н (87)
4.9 Эпюры изгибающего и крутящего момента
Находим реакцию опор от действующих внешних нагрузок при M(•)в=0:
Fn*l2+ Frмувп*(2* l2+ l1) – Rа1*2* l2=0 (88)
2418*38+238*(76+52) - Rа1*76=0 (89)
Rа1=1610 H (90)
Находим реакцию опор от действующих внешних нагрузок при M (•)а=0:
Fn*l2+ Frмувп*l1 - Rв1*2* l2=0 (91)
2418*38+238*52 – Rв1*76=0 (92)
Rв1= 1046 H (93)
Проверка:
Frмувп + Fn - Rв= Rа (94)
238+2418-1046=1610 (95)
1610=1610 - расчёты верны. (96)
Рисунок 10. Эпюра входного вала.
Построение эпюры изгибающего момента.
Mu2= Fв* l2= 38* 1046=39748 Н*м (97)
Mu1= Frмувп* l1= 238* 52=12376 Н*м (98)
Рисунок 11. Эпюра выходного вала.
Находим реакции опорот действующих внешних нагрузок при M(•)в=0:
Fn*l2 + Frмз*(2* l2 + l1) – Rа2*2* l2 + Mu1=0 (99)
2418*42 + 1500*(84+ 61) – Rа2*84 + 20=0 (100)
Rа2=4036 H (101)
Находим реакции опор от действующих внешних нагрузок при M (•)а=0:
Fn*l2 - Frмз*l1 - Rв2*2* l2 - Mu1=0 (102)
2418*42 - 1500*61 - Rа2*84 - 20=0 (103)
Rв2= 118 H (104)
Проверка:
Frмз + Fn - Rв= Rа (105)
1500+2418-118=4036 (106)
4036=4036 - расчёты верны. (107)
Построение эпюры изгибающего момента.
Mu1=20 Н*м (108)
Mu2= Fв* l2= 118* 42=4956 Н*м (109)
Mu3= Frмз* l1+ Mu1= 1500*61+20=91520 Н*м (110)
4.10 Проверка подшипников по динамической грузоподъёмности
Рассчитаем грузоподъёмность, которой должен обладать подшипник:
Стреб.= Стабл. , кН (111)
Где Стабл – динамическая грузоподъемность, которую обеспечивает выбранный подшипник по каталогу;
Ррасч. – расчётная нагрузка, которая определяется по наиболее нагруженному подшипнику;
Lе – число миллионов циклов изменения напряжения;
kкач=1. – качество изготовления подшипников.
Ррасч.=* Rа*k*kt (112)
где =1 – коэффициент, учитывающий вращающегося вектора нагрузки конца подшипников;
k=1.1;
kt=1 – коэффициент, учитывающий температуру внутри полости редуктора.
Ррасч.1=1*1,1*1*1610=1770 Н (113)
Ррасч.2==1*1,1*1*4036=4440 Н (114)
Определим число миллионов циклов изменения напряжения:
Lе=60*n*5000*10-6 млн. обр. (115)
Lе1=60*1420*5000*10-6=426 млн. обр. (116)
Lе2=60*400*5000*10-6=120 млн. обр. (117)
Так как: Стреб.1= H ‹ 1530 H – выбранный подшипник подходит.
Стреб.2= H ‹ 25500H - выбранный подшипник подходит.
4.11 Расчёт статической прочности вала
Рассмотрим опасные сечения вала, где действует наибольший изгибающий момент.
Определим момент сопротивления сечения вала:
W= = =2649 мм3 (118)
где W1 - момент сопротивления сечения вала на посадочном диаметре подшипника входного вала (dп1=30 мм).
Wш= =8359 мм3 (119)
Где Wш - момент сопротивления сечения вала на диаметре шестерни входного вала (dш1=44 мм).
W2= мм3 (120)
где W2 - момент сопротивления сечения вала на посадочном диаметре подшипника входного вала (dп2=40 мм).
Находим нормальное напряжение изгиба:
, Мпа (121)
Мпа (122)
где 1 - нормальное напряжение изгиба при W1.
Мпа (123)
гдеш - нормальное напряжение изгиба при Wш.
Мпа (124)
где 2 - нормальное напряжение изгиба при W2.
Находим полярный момент:
Wр=,мм3 (125)
Wр1= мм3 (126)
где Wр1 - полярный момент на посадочном диаметре подшипника входного вала (dп1=30 мм).
Wрш= мм3 (127)
Где Wрш - полярный момент на диаметре шестерни входного вала (dш1=44 мм).
Wр2= мм3 (128)
где Wр2 - полярный момент на посадочном диаметре подшипника входного вала (dп2=40 мм).
Определим касательное напряжение при кручении:
t= , Мпа (129)
t1= Мпа (130)
где t1 - касательное напряжение при кручении при Wр1.
tш= Мпа (131)
гдеtш - касательное напряжение при кручении при Wрш.
t2= Мпа (132)
где t2 - касательное напряжение при кручении при Wр2.
Определяем условие статической прочности по расчётным напряжениям:
, МПа ‹ []=тек.*0,8 (133)
где [] – допустимое напряжение на изгиб.
Принимаем тек =580 МПа.
МПа ‹ 464 Мпа (134)
гдеэкв. 1 - статическая прочность при 1 и t1.
МПа ‹ 464 Мпа (135)
гдеэкв.ш. - статическая прочность при ш и tш.
МПа ‹ 464 Мпа (136)
где экв.2 - статическая прочность при 2 и t2.
Условие статической прочности вала по приведённым напряжениям выполняется.
5. БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
5.1 Охрана труда
Проектируемая станция технического обслуживания, включая шиномонтажный участок, работает с 09.00 до 18.00, с обеденным перерывом с 13.00 до 13.45 и технологическим перерывом с 16.15 до 16.30. Производственные и вспомогательные рабочие всех участков и постов работают в две смены, инженерно-технические работники, служащие СТОА, младший обслуживающий персонал работают так же в пятидневку с 09.00 до 18.00, а пожарно-сторожевая охрана работает по сменному суточному графику «один через один».
Все работники предприятий, в том числе руководители, обязаны проходить обучение по охране труда и проверку знаний требований охраны труда. Для всех поступающих на работу лиц, а также для лиц, переводимых на другую работу, работодатель (или уполномоченное им лицо) обязан проводить инструктаж по охране труда, организовывать обучение безопасным методам и приемам выполнения работ и оказания первой помощи пострадавшим.
Это важно, во-первых, для того, чтобы снизить вероятность травматизма на работе по вине работника, лишний раз проверить, все ли оборудование и рабочие места соответствуют требованиям и травматизм по этой причине (т. е. по вине предприятия) исключен, во-вторых, избежать судебных исков в случае тяжелых травм у сотрудников или оплачивать долгосрочные больничные листы.
Существуют нормированные производственные факторы, которые должны соблюдаться в проектируемой СТО: микроклимат, загрязненность воздуха, производственный шум, вибрация, освещение. Рассмотрим их в следующих разделах.
5.1.1 Микроклимат
С целью сохранения здоровья работающих в рабочей зоне помещения поддерживаются требуемый температурный режим, оптимальная влажность и скорость движения воздуха с учетом тепловыделений, тяжести выполняемой работы и сезона года, согласно рекомендациям [8].
Температура в теплый период года не превышает 20… 23°С; в холодный и переходный периоды года 17...20°С.
Относительная влажность воздуха в рабочих зонах – 60...40%.
Скорость движения воздуха в теплый период года 0,3…0,4 м/с; в холодный и переходный периоды 0,2...0,3 м/с.
Для поддержания оптимальных параметров воздушной среды участок оборудован системами центрального отопления и приточно-вытяжной вентиляции. В качестве теплоносителя в системах отопления используется перегретая вода (150°С).
5.1.2 Шум и вибрация
Уровень шума на производственном участке не должен превышать 50-75 дБл. Для снижения уровня шума вся СТО разбита на зоны (участки), а в наиболее шумных участках используется звукопоглощающие материалы.
На шиномонтажном участке для уменьшения вибрации (основная часть которой появляется при использовании оборудования) при установке технологического оборудования были применены специальные резиновые проставки, которые размещались между полом и оборудованием. Так же для большего комфорта компрессор размещён на отдельно отведенном участке, что снижает шум и вибрации на всех производственных зонах и участках.
5.1.3 Освещение
Освещённость помещений и рабочих мест является одним из важнейших факторов, влияющих на производительность труда и на количество выполняемых работ.
Данные научных исследований свидетельствуют, что рациональным освещением можно повысить производительность труда до 30 %.
Хорошая освещённость рабочих мест достигается как естественным, так и искусственным источниками света.
Естественная освещённость рабочих мест является наиболее благоприятной для человека. По данным физиологов, при естественном освещении производительность труда рабочих на 10 % выше, чем при искусственном. Однако естественная освещенность помещений неодинакова. Она может колебаться в короткие промежутки времени в десятки раз, что зависит от времени дня, периодов года и метеорологических условий местности.
В силу своих недостатков естественное освещение имеет ограниченное применение, и поэтому на предприятии пользуются искусственным освещением – люминесцентными лампами. Из-за содержания ртути в люминесцентных лампах спроектированная СТО Должна заключить договор на установку, обслуживание и утилизацию данных ламп.
Естественное освещение в производственных, вспомогательных и бытовых помещениях должно соответствовать требованиям действующих строительных норм и правил.
Окна, обращенные на солнечную сторону, должны быть оснащены устройствами, обеспечивающими защиту от прямых солнечных лучей.
Не допускается загораживать окна и другие световые проемы материалами, оборудованием и т. п.
В качестве искусственного освещения используют люминесцентные лампы, так как они наиболее экономичны с точки зрения потребления энергии и срока службы светильников. В больших Цеховых зданиях и помещениях зарекомендовали себя ряды люминесцентных ламп в качестве осветительных полос. По своему характеру этот тип освещения наиболее приближается к спектру дневного света.
Световые проемы верхних фонарей должны быть застеклены армированным стеклом или под фонарем должны быть подвешены металлические сетки для защиты от возможного выпадения стекол.
Очистка от загрязнений остекления светопроемов и фонарей должна проводиться регулярно, при значительном загрязнении — не менее 4 раз в год, а при незначительном — не менее 2 раз в год.
Помещения и рабочие места должны обеспечиваться искусственным освещением, достаточным для безопасного выполнения работ, пребывания и передвижения людей в соответствии с требованиями действующих строительных норм и правил.
Чистка светильников должна производиться в сроки, указанные в действующих строительных нормах и правилах.
Устройство и эксплуатация системы искусственного освещения должны соответствовать требованиям действующих нормативных правовых актов.
Светильники должны быть расположены так, чтобы была обеспечена возможность их безопасного обслуживания.
Для электропитания светильников общего освещения в помещениях применяют, как правило, напряжение не выше 220 В. В помещениях без повышенной опасности указанное напряжение допускается для всех стационарных светильников независимо от высоты их установки.
Светильники с люминесцентными лампами напряжением 127—220 В допускается устанавливать на высоте менее 2,5 м от пола при условии недоступности их токоведущих частей для случайных прикосновений.
Для местного освещения рабочих мест следует использовать светильники с непросвечивающими отражателями. Конструкция светильников местного освещения должна предусматривать возможность изменения направления света.
Аварийное освещение должно обеспечивать необходимую освещенность для продолжения работ или безопасного выхода людей из помещений при внезапном отключении рабочего освещения.
Светильники аварийного освещения должны присоединяться к электросети, независимой от рабочего освещения, автоматически включаться при внезапном выключении рабочего освещения.
В рассчитываемом помещении степень искусственной освещенности равна 150 лк., согласно рекомендациям [16]. Расчёт общего освещения (количества необходимых светильников) приведён в разделе 1.6.2 «Расчет освещения и вентиляции шиномонтажного участка».
5.1.4 Пожаробезопасность
Помещение шиномонтажного цеха относится к категории Д попожароопасности – помещение, в котором находятся или общаются негорючие вещества и материалы в холодном состоянии.
В соответствии с действующим законодательством, ответственность за обеспечение пожарной безопасности на СТОА несут их руководители. Таблички с указанием лиц, ответственных за пожарную безопасность, вывешивают на видных местах. В обязанность этих лиц входит: знание пожарной опасности применяемых в производстве веществ и материалов, технологического процесса производства; обучение работающих правилам пожарной безопасности; контроль за соблюдением правил пожарной безопасности на вверенных им участках; содержание в постоянной готовности всех имеющихся средств пожаротушения и извещения о пожарах; устранение нарушений правил пожарной безопасности и неисправности пожарного оборудования; разработка инструкций о мерах пожарной безопасности для своих подразделений. Они должны: не допускать загромождения пожарных подъездов к зданиям и сооружениям, к водоисточникам, подступам к пожарному оборудованию, проходам в зданиях, коридорам и лестничным клеткам; не допускать проведения работ с применением открытого огня, в том числе тщательно осматривать помещения перед закрытием, чтобы исключить условия возникновения пожара. Количество хранимых материалов регламентируется руководством организации в соответствии с производственным планом и по согласованию с территориальной пожарной охраной.
Для пожарной охраны СТОА создают добровольные пожарные дружины (ДПД). На ДПД возлагают: контроль за соблюдением противопожарного режима СТОА и его производственных участках, складах и других объектах; разъяснительную работу среди рабочих и служащих с целью соблюдения противопожарного режима; надзор за исправным состоянием первичных средств пожаротушения и готовность их к действию; вызов пожарных команд в случае возникновения пожара и принятие немедленных мер к тушению пожара имеющимися средствами пожаротужения; участие в случае необходимости в боевых расчетах в работе на пожарных автомобилях, мотопомпах и других передвижных и станционарных средствах пожаротушения, а также в исключительных случаях дежурства.
Численный состав ДПД определяет руководитель СТОА. Комплектуют ДПД из работников предприятия не моложе 18 лет таким образом, чтобы в каждом цехе и смене имелись члены дружины.
Важную роль в проведении противопожарных профилактических мероприятий на СТОА играют пожарно-технические комиссии. В состав комиссий входят: главный инженер, начальник пожарной охраны, главный механик, инженер поохране труда и другие лица по усмотрению руководителя станции.
В задачи пожарно-технической комиссии входит: выявление пожароопасных нарушений и недочетов в технических процессах ремонта автомобилей, в работе агрегатов, установок, производственных участках, на складах, которые могут привести к возникновению пожара, взрыва или
аварии, и разработка мероприятий, направленных на устранение этих нарушений и недочетов; содействие пожарной охране (ДПД) предприятия в организации и проведении пожарно-профилактической работы и устранении строго противопожарного режима в производственных помещениях.
Все инженерно-технические работники, служащие и рабочие СТОА при приеме на работу обязаны пройти первичный противопожарный инструктаж, а затем непосредственно на рабочем месте – вторичный противопожарный инструктаж. Первичный инструктаж проводит начальник пожарной охраны. Повторный инструктаж проводят ежеквартально. Ответственный за пожарную безопасность ведет журнал учета средств пожаротушения с перечислением и указанием дат их испытания и очередных проверок.
Для извещения о пожаре на СТОА используют электрическую пожарную сигнализацию, телефонную связь.
Различают электрическую пожарную сигнализацию автоматического и неавтоматического действия. Связь автоматического типа более совершенна, так как позволяет автоматически обнаружить возникший пожар и сообщить о нем в ближайшую пожарную часть.
В ней используются автоматические извещатели, которые подразделяются на тепловые, пламенные (световые), ультразвуковые и комбинированные.
Прекратить горение можно физическим и химическим способом. К физическим способам относятся охлаждение горючих веществ, изоляция веществ от зоны горения, разбавление реагирующих веществ с негорючими и не поддерживающими горение веществами. Химический способ заключается в торможении реакции горения из-за понижения в зоне реакции концентрации активных веществ.
Для локализации и ликвидации небольших пожаров и возгораний в начальной их стадии применяют первичные средства пожаротушения, к которым относятся переносные и передвижные огнетушители (ГОСТ 122047-86), ящики с песком, резервуары с водой и прочие средства пожаротушения.
Пожарные краны во всех помещениях должны быть оборудованы рукавами и стволами, заключенными в деревянные, остекленные и окрашенные в красный цвет шкафчики. Шкафчики должны быть закрыты и иметь легко удаляемую пломбу.
Весь пожарный инвентарь, оборудование и противопожарные средства должны содержатся в исправном состоянии, находится на видных местах.
В каждом цехе, отделе, складе и других помещениях должен вестись учет пожарного инвентаря и первичных средств пожаротушения и должны быть вывешены списки с указанием наименования инвентаря и первичных
средств по каждому виду и количеству.
Каждый рабочий, служащий, инженерно-технический работник должен хорошо знать месторасположение первичных средств пожаротушения, ближайших телефонов или пожарных извещателей и уметь приводить их в действие при пожаре.
Пользование временными отопительными и электронагревательными приборами для целей отопления в производственных, складских, служебных и других помещениях предприятия категорически воспрещается. В случаях, когда по условиям технологического процесса производства вызывается необходимость в пользовании временными отопительными и электронагревательными приборами, устройство и эксплуатация их должны отвечать требованиям пожарной безопасности. Установка таких приборов согласовывается с пожарной охраной.
На территории предприятия, в помещениях цехов, отделов, складов и т. д. курить строго воспрещается.
Курение разрешается только в специально отведенных местах, где должны иметься урны или бочки с водой.
У лестничных клеток и под ними, а также на чердаках воспрещается устраивать кладовки или хранить какие-либо материалы.
Не допускать механических повреждений электропроводов и кабелей, самовольных подключений к электросетям и установкам, а также не применять некалиброванные плавкие вставки в электропредохранителях.
Воспрещается хранение и сушка горючих материалов у печей, на печах, патрубках, батареях и трубах центрального отопления.
Все рабочие, служащие и инженерно-технические работники обязаны соблюдать установленный противопожарный режим и порядок в цехах, мастерских, складах, кладовых, отделах и других помещениях, а также на территории предприятия.
Обо всех случаях обнаружения пожара необходимо немедленно сообщить в пожарную охрану по телефону № 0-1 или при помощи пожарного извещателя и принять меры к тушению имеющимися средствами.
Эвакуация с участка шиномонтажа производится через ворота заезда автомобиля на участок, а огнетушители (углекислотный и порошковый) располагаются у опорных колон, непосредственно на самом участке.
5.1.5 Электробезопасность
Цель инструктажа – сообщение работникам знаний, необходимых для
правильного и безопасного выполнения ими своих профессиональных
обязанностей, а также формирование у работников убеждения в объективной
и абсолютной необходимости выполнения правил и норм безопасной
жизнедеятельности в производственной среде.
Так же как и в пожарной безопасности различают следующиеего виды:
- вводный инструктаж
- первичный инструктаж
- периодический (повторный).
В соответствии с государственными стандартами по электробезопасности и Правилами устройства электроустановок (ПУЭ) номенклатура видов защиты от поражения электрическим током включает в себя следующие способы и средства:
1) при прямых прикосновениях необходимо:
- расположение токоведущих неизолированных частей вне зоны досягаемости;
- применение изоляции (рабочей, дополнительной, усиленной) токоведущих частей;
- защитное отключение;
- применение предупредительной сигнализации, знаков безопасности;
- использование во время работ на сетях или электрооборудовании под напряжением средств индивидуальной защиты;
- контроль изоляции;
2) при косвенных прикосновениях необходимо:
- зануление с использованием защитных проводников;
- заземление;
- защитное отключение;
- применение двойной изоляции;
- контроль изоляции.
Технические способы и средства защиты применяются раздельно или в комплексе, так чтобы получилась оптимальная защита.
Для предотвращения случайного соприкосновения человека с неизолированными токоведущими частями или приближения к ним на опасное расстояние они должны располагаться в недоступном месте (в нише, внутренних полостях строительных конструкций и т.п.) или на недосягаемой высоте (выше уровня рабочей зоны).
Различают изоляцию рабочего места и изоляцию в электроустановках. Изоляция рабочего места, как способ защиты, используется при невозможности выполнения заземления, зануления и защитного отключения. На рабочем месте изолируется от земли пол, настил, площадка и т.п., а также все металлические детали, потенциал которых отличается от потенциала токоведущих частей и прикосновение, к которым является предусмотренным или возможным. Предусмотренное рабочее место изолируется таким образом, чтобы работник ни при каких условиях не смог одновременно прикоснутся к обслуживаемому электрооборудованию и каким-либо заземленным элементам здания или другого оборудования.
В электроустановках применяются следующие виды изоляции:
- рабочая изоляция - электрическая изоляция токоведущих частей (проводов, шин и т.п.), обеспечивающая предотвращение коротких замыканий в электроустановке и защиту человека от поражения электрическим током;
- дополнительная изоляция – электрическая изоляция нетоковедущих в нормальном состоянии частей электроустановки, предусмотренная дополнительно к рабочей изоляции токоведущих частей, для защиты человека в случае повреждения (пробоя) рабочей изоляции;
- двойная изоляция – электрическая изоляция, состоящая из рабочей и дополнительной изоляции;
- усиленная изоляция – улучшенная рабочая изоляция с такой же степенью защиты от поражения электрическим током, как и у двойной изоляции.
Защитное отключение – это быстродействующее автоматическое отключение всех фаз участка сети, обеспечивающее безопасное для человека сочетания тока и времени его прохождения при замыкании на корпус (или человека), а также снижения уровня изоляции ниже определенного предела. Функция устройств защитного отключения (УЗО), которые имеют быстродействие от 0,03 до 0,2с, заключается в ограничении не величины тока, проходящего через тело человека, а времени его протекания.
Устанавливаться УЗО могут на вводе в здание, на групповых линиях или на линии питания отдельной электроустановки.
Сигнализация и знаки безопасности применяются в дополнение к другим средствам защиты. Чаще всего они используются для предупреждения о наличии напряжения на электроустановке или недопустимом приближении к токоведущим частям, находящимся под напряжением.
Средства индивидуальной электрозащиты (СИЭЗ) предназначены для защиты человека, который ими пользуется, от поражения электрическим током, воздействия электрической дуги и электромагнитного поля. Они подразделяются на основные и дополнительные.
Контроль изоляции должен осуществляться при приемо-сдаточных испытаниях новых или отремонтированных электроустановок и в процессе их эксплуатации. В сетях с глухозаземленной нейтралью контроль изоляции должен проводится периодически: в помещениях без повышенной опасности – не реже одного раза в год, в повышениях с повышенной опасности и особо опасных – нережеодногораза в 6 мес.
Зануление – это преднамеренное соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением.
Заземление – преднамеренное соединение металлических частей электроустановок, нормально находящихся под напряжением с землей. Принцип действия защитного заземления заключается в том, что человек, который прикоснулся к корпусу оборудования, оказавшегося под напряжением, включается в цепь замыкания тока на землю параллельно с заземлителем. Так как сопротивление заземлителя значительно меньше сопротивления тела человека, большая часть тока пройдет через заземлитель и лишь незначительная – через тело человека.
Защитное заземление электроустановок осуществляется их присоединением к естественным и искусственным заземлителям. В качестве естественных заземлителей используются любые электропроводящие элементы конструкции зданий и сооружений. К искусственным заземлителям относятся электроды, специально забиваемые в грунт.
Для обеспечения электробезопасности на предприятии должны выполняться следующие требования:
- должна иметься служба эксплуатации электроустановок и ответственное лицо за их безопасную эксплуатацию;
- техническое обслуживание и ремонт электроустановок должен проводиться специально обученным персоналом, имеющим соответствующую квалификацию и допуск на проведение работ;
- производство работ по обслуживанию и ремонту электрооборудования должно проводится в соответствиями с правилами безопасности работ на электроустановках;
- электротехнический персонал должен бить оснащен необходимыми средствами коллективной и индивидуальной защиты;
- плавкие вставки и предохранители в силовых цепях должны заменяться только на вставки калиброванные заводского изготовления;
- заземление и зануление должны быть исправны, проводники и шины заземления доступны для осмотра и окрашены в черный цвет;
- неисправности электроаппаратуры и проводов, которые могут вызвать искрение, нагревание элементов, короткое замыкание, а также провисание проводов, соприкосновение их с технологическим оборудованием и металлическими конструкциями зданий, должны немедленно устраняться;
- техническая документация по электробезопасности (журналы инструктажей, проверки знаний персоналом правил и норм безопасности, учета средств защиты, учета дефектов и аварий в электроустановках и т.п., инструкции по охране труда и др.) должна иметься в наличии и заполняться в соответствии с установленными требованиями.
5.1.6 Техника безопастности
К шиномонтажным работам допускаются лица не моложе 18 лет, имеющие профессиональную подготовку и прошедшие:
- предварительный медицинский осмотр (при уклонении работника от прохождения медицинских осмотров работник к выполнению трудовых обязанностей не допускается);
- вводный инструктаж;
- обучение безопасным методам и приемам труда и проверку знания безопасности труда;
- первичный инструктаж на рабочем месте;
Работники проходят повторный инструктаж по охране труда не реже, чем один раз в 6 месяцев. Инструктаж проводится руководителем работ. Результаты инструктажа фиксируются в журнале регистрации инструктажей.
При направлении работников на выполнение работ, не связанных с их основной деятельностью, они должны пройти целевой инструктаж.
При поступлении на работу и не реже одного раза в год работники должны пройти обучение и проверку знаний по вопросам охраны труда.
Работники должны проходить периодический медицинский осмотр не реже одногораза в 12 месяцев.
Работники должны соблюдать требования правил внутреннего трудового распорядка, инструкции по охране труда, пожарной безопасности, личной гигиены.
При заболевании или травмировании как на работе, так и вне работы необходимо сообщить об этом руководителю и обратиться в лечебное заведение. О каждом несчастном случае, происшедшем на производстве, о признаках профессионального заболевания, а также о ситуации, которая создает угрозу жизни и здоровью людей пострадавшие или очевидцы обязаны немедленно сообщать руководителю работ.
Руководитель должен организовать доврачебную помощь пострадавшему, доставку его в лечебное учреждение, сообщить об этом собственнику.
Для расследования несчастного случая необходимо сохранить обстановку на рабочем месте и состояние оборудования такими, какими они были в момент происшествия, если это не угрожает жизни других работников и не приведет к аварии. Работники должны владеть приемами оказания доврачебной помощи, транспортировки пострадавшего, знать месторасположения и содержание аптечки, уметь пользоваться находящимися в ней средствами.
При передвижении по территории необходимо соблюдать следующие требования:
- ходить только по пешеходным дорожкам, тротуарам;
- переходить железнодорожные пути и автомобильные дороги только в установленных местах;
- при выходе из здания убедиться в отсутствии движущегося транспорта.
Для питья следует употреблять воду из сатураторов, оборудованных фонтанчиков или питьевых бачков. Принимать пищу следует в оборудованных помещениях (столовой, буфете, комнате приема пищи). Запрещается употреблять спиртные напитки в рабочее время, приступать к работе в состоянии алкогольного или наркотического опьянения. Курить разрешается только в специально оборудованных местах.
При шиномонтажных работах несчастные случаи возникают главным образом из-за срыва стопорного кольца или монтажных лопаток, разрыва
шин. Опасности возникают и при использовании оборудования с электрическим приводом и аппаратов, работающих под давлением.
Шиномонтажные и демонтажные работы производят на шиномонтажном участке с применением специального оборудования, приспособлений и инструмента. При демонтаже шины с диска колеса воздух из камеры должен быть полностью выпущен. Шины, плотно прилегающие к ободу колеса, демонстрируют на специальных стендах или с помощью специальных приспособлений. Применять кувалды при демонтаже и монтаже шин запрещается.
Перед снятием колеса необходимо ослабить затяжку гаек, автомобиль вывесить на специальном подъемнике или с помощью другого подъемного механизма. Перед вывешиванием части автомобиля подъемными механизмами (домкратами, на канавными передвижными подъемниками, талями и т.д.), кроме стационарных, необходимо сначала установить транспортное средство на ровной поверхности, остановить двигатель, включить пониженную передачу, затормозить его стояночным тормозом, подставить под неподнимающиеся колеса упорные колодки. При вывешивании части транспортного средства плунжер домкрата (на канавного передвижного подъемника) или надставка к нему должны быть установлены в местах, указанных в технологической документации, Руководстве по эксплуатации транспортных средств. Домкрат нужно устанавливать на ровную нескользкую поверхность. В случае непрочного грунта под основу домкрата необходимо подложить прочную деревянную подставку площадью не менее 0,1 м2 или доску. Под вывешенные части транспортного средства с помощью домкрата (передвижных на канавных подъемников, талей и т.п.) для осмотра, выполнения профилактических работ и ремонта должны быть установлены подставки (козелки). Подставки (козелки) под вывешенные части транспортного средства должны устанавливаться в местах, указанных в технологической документации, Руководстве по эксплуатации транспортного средства.
Перед монтажом осматривают покрышку (для осмотра внутренней поверхности покрышки необходимо приманять расширитель), удаляют из протектора мелкие камни, металлические и другие предметы (для изъятия из шины посторонних предметов следует пользоваться клещами, а не отверткой, шилом или ножом), проверяют состояние бортов покрышки, замочного кольца и выемки для него на ободе колеса, состояние диска колеса. Борта покрышки не должны иметь порезов, разрывов и других повреждений, обод – трещин, вмятин, заусенцев, ржавчины.
На участке накачивания шин должен быть установлен манометр или дозатор давления воздуха. Во время работы на стенде для демонтажа и монтажа шин редуктор должен быть закрыт кожухом.
Все операции по снятию постановке и перемещению колес и шин автомобилей массой более 20 кг должны производиться с использованием средств механизации (тележек, подъемников и т.д.).
Из-за высокой опасности вулканизационных работ к ним допускают
лиц не моложе 18 лет, прошедших предварительный медицинский осмотр и специальное курсовое обучение, сдавших экзамены и получивших удостоверение на право производства этих работ.
Станки для шероховки (зачистки) поврежденных мест должны оборудоваться местной вытяжной вентиляцией для отсоса пыли, надежно заземляться и иметь ограждение привода абразивного круга. Работу пошероховке следует проводить в защитных очках и при включенной местной вытяжной вентиляции. Вынимать камеру из струбцины после вулканизации можно только после того, как отремонтированный участок остынет. При вырезке заплат лезвие ножа нужно передвигать от себя (от руки, в которой зажат материал), а не на себя. Работать можно ножом, имеющим исправную рукоятку и остро заточенное лезвие. Емкости с бензином и клеем следует держать закрытыми, открывая их по мере необходимости. На рабочем месте вулканизаторщика разрешается хранить бензин и клей в количестве, не превышающем сменной потребности. Бензин и клей должны находиться на расстоянии не ближе 3-х метров от топки парогенератора. Так же не допускается:
- работать на неисправном вулканизационном аппарате;
- использовать этилированный бензин для приготовления резинового клея;
- покидать рабочее место работнику, обслуживающему вулканизационный аппарат во время его работы, и не допускать к работе на нем посторонних лиц.
Все рабочие места должны содержаться в чистоте, не загромождаться деталями, оборудованием, инструментом, приспособлениями, материалами. Инструмент ударного действия (зубила, бородки и т.д.) должен иметь гладкую затылочную часть без трещин, заусенцев, наклепа и сколов. Для предупреждения травмирования рук длина инструмента не должна быть менее 150 мм.
При работе электроинструментом следует соблюдать меры электробезопасности. Сопротивление всех токоведущих путей один раз в год проверяют мега омметром.
Деревянные ручки инструмента (молотки, отвертки, кувалды) должны быть всегда сухими, без заусенцев и иметь удобную форму.
Запрещается производить монтаж колес на шиномонтажном стенде, размер которых превышает максимальный размер, указанный заводом-изготовителем.
В случае отключения электропитания прекратите работу и доложите руководителю. Не пытайтесь самостоятельно выяснить и устранить причину. Помните, что электрическое напряжение может неожиданно появиться.
Разлитое масло и топливо необходимо немедленно удалять с помощью песка или опилок, которые после использования следует ссыпать в металлические ящики с крышками, устанавливаемые вне помещения.
После окончания работы необходимо привести в порядок рабочее место, убирать инструменты и приспособления, доложить руководителю о возникавших в процессе работы неисправностях, очистите спецодежду,
спецобувь и другие средства индивидуальной защиты (хранить их в специально отведенных для этого местах), вымыть лицо и руки мылом или принять душ.
5.1.7 Социальная защита сотрудников
Администрация обязана обеспечить работников бесплатной одеждой, бесплатной обувью и другими средствами индивидуальной защиты согласно ДНАОП 0.00-3.06-98 «Типовые нормы бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам автомобильного транспорта», в том числе:
- костюм хлопчатобумажный (срок носки 12 месяцев);
- ботинки кожаные (срок носки 12 месяцев);
- рукавицы комбинированные (срок носки 3 месяца);
- очки защитные закрытые (до износа).
Работник должен правильно применять коллективные и индивидуальные средства защиты, бережно относиться к выданным в пользование спецодежде, спецобуви и другим средствам индивидуальной защиты.
Руководитель предприятия обязан заменить или отремонтировать спецодежду, спецобувь и другие средства индивидуальной защиты, пришедшие в негодность до истечения установленного срока носки по причинам, не зависящим от работника.
В случае не выхода работника в смену по причине болезни администрация выплачивает работнику больничный, равный величине оклада работника. В случае платного лечения больного сотрудника бухгалтерия предприятия оплачивает все расходы, благодаря медицинскому страхованию.
По истечении полугода работы на предприятии, сотрудник имеет право на 14 календарных дней оплачиваемого отпуска. Сотрудник так же имеет право либо не воспользоваться отпуском, и при увольнении ему его оплатят в двойне, либо отработать год и «отгулять» два отпуска одновременно.
Каждый работник имеет право на:
- рабочее место, соответствующее требованиям охраны труда;
- обязательное социальное страхование от несчастных случаев на производстве и профессиональных заболеваний в соответствии с законодательством Республики Казахстан;
- получение достоверной информации от работодателя, соответствующих государственных органов и общественных организаций об условиях и охране труда на рабочем месте, о существующем риске повреждения здоровья, а также о мерах по защите от воздействия вредных или опасных производственных факторов;
- отказ от выполнения работ в случае возникновения опасности для его жизни и здоровья вследствие нарушения требований охраны труда, за исключением случаев, предусмотренных федеральными законами, до устранения такой опасности;
- обеспечение средствами индивидуальной и коллективной защиты работников в соответствии с требованиями охраны труда за счет средств работодателя;
- обучение безопасным методам и приемам труда за счет средств работодателя;
- профессиональную переподготовку за счет средств работодателя в случае ликвидации рабочего места вследствие нарушения требований охраны труда;
- запрос о проведении проверки условий и охраны труда на его рабочем местеорганами государственного надзора и контроля за соблюдением требований охраны труда или органами общественного контроля за соблюдением требований охраны труда;
- обращение в органы государственной власти Республики Казахстан, органы государственной власти Республики Казахстан и органы местного самоуправления, к работодателю, в объединения работодателей, а также в профессиональные союзы, их объединения и иные уполномоченные работниками представительные органы по вопросам охраны труда;
- личное участие или участие через своих представителей в рассмотрении вопросов, связанных с обеспечением безопасных условий труда на его рабочем месте, и в расследовании происшедшего с ним несчастного случая на производстве или его профессионального заболевания;
- внеочередной медицинский осмотр (обследование) в соответствии с медицинскими рекомендациями с сохранением за ним места работы (должности) и среднего заработка на время прохождения указанного медицинского осмотра;
- компенсации, установленные законодательством Республики Казахстан и законодательством субъектов Республики Казахстан, коллективным договором (соглашением), трудовым договором (контрактом), если он занят на тяжелых работах и работах с вредными или опасными условиями труда.
В случае не обеспечения работника средствами индивидуальной и коллективной защиты (в соответствии с нормами) работодатель не вправе требовать от работника выполнения трудовых обязанностей и обязан оплатить возникший по этой причине простой в соответствии с законодательством Республики Казахстан. Отказ работника от выполнения работ в случае возникновения опасности для его жизни и здоровья вследствие нарушения требований охраны труда либо от выполнения тяжелых работ и работ с вредными или опасными условиями труда, не предусмотренных трудовым договором (контрактом), не влечет за собой его привлечения к дисциплинарной ответственности.
5.2 Экологическая безопасность
5.2.1 Меры улучшения экологической безопасности
Охрана природы и рациональное использование природных ресурсов – одна из важнейших задач общества. Постоянное развитие народного хозяйства требует развитие автомобильного транспорта как по числу подвижного состава, так и по количеству производимой работы. Прямое негативное воздействие автомобилей на окружающую среду связано с выбросами вредных веществ в атмосферу.
Для снижения вредного воздействия СТОА на окружающую среду при его проектировании, строительстве и эксплуатации должны выполняться природоохранительные мероприятия.
Вокруг предприятия имеется санитарно-защитная зона. Эту зону озеленяют и благоустраивают. Зеленые насаждения обогащают воздух кислородом, поглощают углекислый газ, шум, очищают воздух от пыли и регулируют микроклимат.
С целью поддержания чистоты атмосферного воздуха в пределах норм на СТОА предусматривается предварительная очистка вентиляционных и технологических выбросов с их последующим рассеиванием в атмосфере, что соответствует требованиям «Санитарных норм проектирования промышленных предприятий» и «Указаний по расчету рассеивания в атмосферу вредных веществ, содержащихся в выбросах предприятий».
Предприятие имеет функциональную производственную каналазацию и внутренние водостоки. Сточные воды, содержащие горючие жидкости, очищаются в грязеотстойниках, бензо- и маслоуловителях, благодаря этому при сливе сточных вод в канализационные коллекторы в них присутствует не более 0,25...0,75 мг/л взвешенных веществ и 0,05...0,3 мг/л нефтепродуктов.
В производственных помещениях производится оборотное водоснабжение для мойки автомобилей, устройство локальных очистных сооружений для очистки производственных стоков от постов (аккумуляторного, медницко-радиаторного, кузнечно-рессорного участков и др.), а также сточных вод от мытья полов.
5.2.2 Расчёт выбросов на шиномонтажном участке
При обработке местных повреждений (шероховке) резинотехнических изделий выделяется резиновая пыль. При приготовлении клея, промазке клеем и сушке выделяются пары бензина. При вулканизации выделяются углерода оксид и ангидрид сернистый.
Для расчета выбросов загрязняющих веществ необходимо иметь следующие исходные данные:
- удельные выделения загрязняющих веществ при ремонте резинотехнических изделий;
- количество расходуемых за год материалов (клей, бензин, резина для ремонта);
- время работы шероховальных станков в день.
Валовые выделения загрязняющих веществ рассчитывается по формулам:
валовые выделения пыли:
(137)
гдеgn - удельное выделение пыли, при работе единицы оборудования (табл. 3.2.2.1), г/с;
n - число дней работы шероховального станка в год;
t - среднее ”чистое” время работы шероховального станка в день, час.
(138)
Максимально разовый выброс пыли при шероховке берется из таблицы 16.
Валовые выбросы бензина, углерода оксида и ангидрида сернистого определяются по формуле:
(139)
где - удельное выделение загрязняющего вещества, г/кг ремонтных материалов, клея в процессе его нанесения с последующей сушкой и вулканизацией (таблица 17);
В - количество израсходованных ремонтных материалов в год, кг.
Максимально разовый выброс бензина определяется по формуле:
(140)
где - количество израсходованного бензина в день. кг;
t - время, затрачиваемое на приготовление, нанесение и сушку клея в день, час.
Максимально разовый выброс углерода оксида и ангидрида сернистого определяется по формуле:
(141)
где t - время вулканизации на одном станке в день, час.;
n - количество дней работы станка в год.
Полученые результаты заносим в таблицу 18.
Таблица 16
Удельное выделение пыли при шероховкех)
|
Наименование операции
|
Наименование выделяемых загрязняющих веществ
|
Удельное выделение при работе единицы оборудования, г/с
|
|
Шероховка мест повреждения
|
пыль
|
0,0226
|
Таблица 17.Удельные выделения загрязняющих веществ в процессе ремонта резинотехнических изделий
|
Операция
|
|
Выделяемые загрязняющие вещества
|
|
технологическогопроцесса
|
Применяемыевещества и материалы
|
наименование
|
Удельное количество, г/кг()
|
|
Приготовление, нанесение и сушка клея
|
технический каучук, бензин
|
бензин
|
900
|
|
Вулканизация камер
|
вулканизированнаякамернаярезина
|
ангидридсернистый
углеродаоксид
|
0,0054
0,0018
|
Таблица 18.Выделения загрязняющих веществ в процессе ремонта резинотехнических изделий
|
№№, пп
|
Выделяемые загрязняющие вещества
|
Валовые выбросы (МiВ), т/год
|
Максимально разовый выброс (G), г/с
|
|
1
|
Бензин
|
|
|
|
2
|
Ангидридсернистый
|
|
|
|
3
|
Углеродаоксид
|
|
|
5.3 Безопасность услуги для клиента
Проектируемая СТО предлагает множество услуг своим клиентам. Услуги поддерживают автомобиль клиента в технически исправном состоянии, но при некачественном исполнении они могут нанести вред.
На разработанном шиномонтажном участке качество услуг поддерживается и улучшается благодаря постоянному повышению квалификации персонала, за счёт использования специализированного оборудования, которое постоянно проходит проверки, за счёт нормированного времени и технологии обслуживания, для каждой операции (что помогает избежать суеты и спешки). Большую роль в качестве услуг играет и комфортные условия для работы на данном участке, которые помогают снизить усталость и невнимательность работников.
6. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Экономическая часть проекта заключается в технико-экономической оценке проектируемого шиномонтажного участка СТО.
Анализ технико-экономических показателей проводится с целью выявления степени технического совершенства и экономической целесообразности, разработанных проектных решений участка. Эффективность проекта оценивается путем сравнения его технико-экономических показателей с нормативными показателями, а также с показателями аналогичных проектов и передовых действующих предприятий.
Номенклатура показателей для оценки проекта СТО достаточно большая и наряду с технологическими показателями (количество производственных рабочих, число рабочих постов, уровень механизации процессов ТО и ТР и пр.) и строительно-планировочными (общая площадь участка, площадь застройки и ее плотность, площадь производственно-складских помещений и пр.) включает показатели стоимости строительства, уровня рентабельности, сроков окупаемости капитальных вложений и ряд других, экономически важных показателей.
При разработке показателей учитываются следующие основные аспекты: повышение надежности и долговечности подвижного состава, применение более совершенных технологий и организация производственных процессов ТО и ТР, повышение производительности труда и уровня механизации, развитие централизации ТО и ТР, повышение эффективности капитальных вложений в строительство предприятий.
6.1 Расчет стоимости основных производственных фондов
Основные производственные фонды — это те средства труда, которые участвуют во многих производственных циклах, сохраняя при этом свою натуральную форму, а их стоимость переносится на готовый продукт в течении длительного времени. Стоимость таких фондов определяется:
Соф=Сзд+Соб+Синв+Спр (142)
Где Сзд - стоимость зданий, тенге;
Соб - стоимость оборудования, тенге;
Синв - стоимость инвентаря, тенге;
Спр - стоимость приборов, тенге
Стоимость зданий определяется по формуле:
Сзд=S*Р (143)
где S - площадь здания;
Р - стоимость одного квадратного метра площади, тенге
Сзд = 2700*20 000 = 54 000 000 тенге (144)
Саккум.уч= 47*20 000 = 940000 тенге (145)
Стоимость оборудования определяется исходя из рыночной стоимости и отражено в таблице 19.
Таблица 19.Стоимость оборудования
|
№
|
Наименование
|
Кол-во
|
Цена, тенге
|
|
1
|
Станок шиномонтажный KС 302А
|
1
|
53000
|
|
2
|
Станок балансировочный "АLРHА" СБМП-40
|
1
|
62800
|
|
3
|
Станок для правки дисков WS-001
|
1
|
75200
|
|
4
|
Вулканизатор "Мини мастер"
|
1
|
25100
|
|
5
|
Набор инструмента ("Jоnnеs wаy", Тайвань)
|
1
|
9500
|
|
6
|
Домкрат гидравлический подкатной
|
4
|
5200
|
|
7
|
Ванна для проверки колес ВШ
|
1
|
4500
|
|
8
|
Ключ динамометрический
|
1
|
9000
|
|
9
|
Стапель для ремонта резины
|
1
|
5000
|
|
10
|
Тележка инструментальная
|
1
|
13200
|
|
|
ИТОГО
|
278100
|
Стоимость оборудования определяется:
Соб=Сt*п (146)
Где Сt — стоимость ед. оборудования;
п — количество ед. оборудования
Соб=257300+5200*4=278100 тенге (147)
Стоимость инвентаря составляет 2% от стоимости оборудования и вычисляется по формуле:
Синв = 0,02* Соб (148)
Подставив значения в формулу (147), получаем Синв =5562 тенге
Стоимость приборов составляет 10% от стоимости оборудования:
Спр = 0,1* Соб = 27810 тенге (149)
Затраты, связанные с транспортировкой и монтажом нового оборудования составляют 10% от его стоимости:
Стр = 0,1* Соб = 27810 тенге (150)
Балансовая стоимость оборудования составляет:
Сбал. об = Соб+ Стр + Спр + Синв = 339282 тенге (151)
Дополнительные капиталовложения составляют:
Кдоп=Соб+Сдоп=285000 тенге (152)
Таким образом, просуммировав полученные значения, стоимость основных производственных фондов составляет:
Соф = 940000 + 278100 + 27810 + 5562 + 27810 = 1279282 тенге (153)
6.2 Расчет затрат на заработную плату
Фонд заработной платы определяется на основании данных о плановой численности ремонтных рабочих, годовом объеме работ на участке, плановом фонде рабочего времени одного рабочего и средней часовой тарифной ставке, рассчитанной для рабочих данного подразделения:
Фонд заработной платы по тарифу:
ФЗПт = Сч *Тгуч (154)
Где Сч — часовая тарифная ставка;
Тгуч, - годовой объем работ на участке, чел-ч.
Годовой объём работ на шиномонтажном участке берём из раннее высчитанных значений таблицы 15, а часовую тарифную ставку принимаем равной 90 тенге
ФЗПт = 90*3041 =273690 тенге (155)
Премии за производственные показатели составляют:
Пр = 0,35*ФЗПт (156)
Пр = 0,35*273690 =95791,5 тенге (157)
Основной фонд заработной платы определяется:
ФЗПосн = ФЗПт + Пр (158)
ФЗПосн = 273690 + 95791,5 =369481,5 тенге (159)
Размер дополнительной заработной платы устанавливается в процентном отношении к основной заработной плате с учетом конкретных условий работы и может составлять 10-40% ФЗПосн. Для дальнейших расчётов примем дополнительный фонд заработной платы 20% от основного.
Общий фонд заработной платы складывается из основного и дополнительного фонда заработной платы:
ФЗПобщ = ФЗПосн + ФЗПдоп (160)
ФЗПдоп = 369481,5 * 0,2=73896,3 тенге (161)
ФЗПобщ =369481,5 + 73896,3 =443377,8 тенге (162)
Средняя заработная плата производственного рабочего за год:
ЗПср = ФЗПобщ /Рпр (163)
Где Рпр — число производственных рабочих, чел.
ЗПср = 443377,8/2 =221688,9 тенге (164)
Зарплата одного рабочего в месяц
ЗП=ЗПср/12 =18474 тенге (165)
Начисление на заработную плату 26,0%:
Ннач = 0,26* ФЗПобщ (166)
Ннач = 0,26*443377,8 =115278,2 тенге (167)
Общий фонд заработной платы с начислениями:
ФЗП0бщ нач = ФЗПобщ + Ннач (168)
ФЗПобщнач = 443377,8 +115278,2 =558656 тенге (169)
6.3 Расчет затрат на амортизационные отчисления
Затраты на амортизационные отчисления состоят из двух статей:
а) на полное восстановление оборудования — принимают равным 12%
от балансовой стоимости оборудования;
б) на восстановление зданий - принимают равным 3% от их стоимости.
Всего общие затраты на амортизацию составят:
Са.общ=Сбал. об*0,12+Саккум. уч*0,03 = 40714 + 18200 =68914 тенге (170)
6.4 Расчет хозяйственных накладных расходов
Хозяйственные накладные расходы определяют путем составления соответствующей схемы:
- расходы, связанные с эксплуатацией оборудования;
- общецеховые расходы.
Расходы, связанные с эксплуатацией оборудования:
- на силовую электроэнергию:
Сэ = W*Sк (171)
Где Сэ — стоимость электроэнергии за год;
W — годовой расход электроэнергии, кВт/ч;
SК — стоимость одного кВт*ч силовой электроэнергии, тенге
Годовой расход электроэнергии складывается из нагрузки от производственного оборудования и нагрузки от осветительных устройств, и его можно рассчитать по формуле:
W= (Робщ*ku*Драб.г*Tсм)+(а1*S* Драб.г*Tсм*10-3) (172)
Где Робщ – общая номинальная нагрузка производственного оборудования, кВт;
ku – коэффициент использования оборудования, принимаем равным 0,14;
а1 – плотность осветительных нагрузок производственного участка, принимаем равной 18 Вт/м2.
Приняв стоимость одного кВт*ч равной 14 тенге, рассчитываем по формулам (170, 171) стоимость электроэнергии за год, получаем Сэ =5934 тенге
- на водоснабжение:
Св = Qе*Sм (173)
Где Св - стоимость воды, расходуемой за год, тенге;
Qе - годовой расход воды, м ;
SM - стоимость 1 м2 воды, тенге/м.
Годовой расход воды можно рассчитать по формуле:
Qе=kв*Nраб.п* Драб.г (174)
Где kв – коэффициент потребления воды на одном рабочем посту, принимаем равным 3 м3;
Nраб.п – количество рабочих постов на участке.
Приняв стоимость одного кубического метра воды равной 20 тенге, рассчитываем по формулам (173, 174) стоимость воды, расходуемой за год, получаем Св =18300 тенге
-на ремонт оборудования принимается примерно 5% от его балансовой
стоимости, соответственно:
Ср. .об = 0,05* Сбал. Об (175)
Ср.об = 0,05* 339282 =16964 тенге (176)
-прочие расходы принимают в размере 5% от суммы затрат по предыдущим Ср.об, Сэ, Св:
Спр = 0,05* 41198= 2060 тенге (177)
6.5 Общецеховые расходы
Общецеховые расходы на содержание помещений принимают равными 3% от стоимости здания (помещения):
Зпом = 940000 * 0,03 = 28200 тенге (177)
Расходы на ремонт здания принимаю равными 2% от его стоимости.
Зр.зд= 940000*0,02 = 18800 тенге (178)
Затраты на содержание, ремонт и возобновление инвентаря составляют 7% от его стоимости:
Зинв = 5562 * 0,07 =390 тенге (179)
Затраты на охрану труда принимают из расчета 100 тенге на одного работающего:
3охртр = 100 * 2 = 200 тенге (180)
Прочие расходы составляют 15% от суммы всех общецеховых расходов:
Зпр = (28200+18800+390+200) * 0,15 =7139 тенге (181)
Результаты проведенных расчетов по данным статьям сведены в таблице 20.
Таблица 20.Смета накладных расходов
|
№ ст.
|
Статьи расходов
|
Сумма, тенге
|
|
1
|
2
|
3
|
|
1
|
Расходы, связанные с эксплуатацией оборудования
|
83972
|
|
|
силовая электроэнергия
|
5934
|
|
|
вода для производственных целей
|
18300
|
|
|
ремонт оборудования
|
16964
|
|
|
Прочие расходы
|
2060
|
|
|
Амортизация на восстановление оборудования
|
40714
|
|
1
|
2
|
3
|
|
2
|
Общецеховые расходы
|
54729
|
|
|
Затраты на содержание помещения
|
28200
|
|
|
Затраты на ремонт здания
|
18800
|
|
|
Затраты на содержание, ремонт инвентаря
|
390
|
|
|
Охрана труда
|
200
|
|
|
Прочие расходы
|
7138,5
|
|
|
ВСЕГО
|
138701
|
Далее для расчёта себестоимости человеко-часа заполняем таблицу 21.
Таблица 21.Калькуляция себестоимости на шиномонтажном участке
|
№
|
Статьи расходов
|
Сумма расходов, тенге
|
Сумма расходов на 1 чел-ч, тенге
|
|
1
|
Заработная плата производственных рабочих
|
443377,8
|
|
|
2
|
Начисления на заработную плату
|
115278,2
|
|
|
3
|
Материалы
|
50 000
|
|
|
4
|
Цеховые накладные
|
|
|
|
|
а) силовая электроэнергия
|
5934
|
|
|
|
б) вода
|
18300
|
|
|
|
в) ремонт оборудования
|
16964
|
|
|
|
г) ремонт зданий
|
18800
|
|
|
|
д) амортизация
|
68914
|
|
|
|
е) содержание, возобновление инвентаря
|
390
|
|
|
|
ж) охрана труда
|
200
|
|
|
|
з) прочиерасходы
|
7139
|
|
|
5
|
Общепроизводственные затраты
|
1279282
|
|
|
6
|
Накладныерасходы
|
25 000
|
|
|
|
ИТОГО
|
2049579
|
674*
|
* - учитывая, что годовой объем работ на кузовном участке составит 3041 чел-ч.
6.6 Расчет стоимости, прибыли и налогов
Себестоимость человеко-часа определяется по формуле:
Sчч = Собщ / Тгуч =674 тенге (182)
Цена трудозатрат:
Ц = Sчч*R (183)
где R —рентабельность.
Рентабельность следует выбирать в пределах 15-20% (принимаем её равной 20%) посчитаем цену человеко-часа Ц:
Ц = 674* 1,2 =808,8 тенге (184)
Окончательно принимаем Ц=809 тенге
Выручку (доход) рассчитываем следующим образом:
Д = Ц * Тгуч = 809 * 3041 = 2460169 тенге (185)
Прибыль от реализации:
ПР=Д - Собщ = 2460169 - 2049579 =410590 тенге (186)
где: Зобщ — затраты общие, тенге
Нимущ — налог на имущество, составляет 2% от остаточной стоимости основных производственных фондов.
Остаточная стоимость основных производственных фондов равна:
С ост = 0,5*Соф = 0,5*1279282 =639641 тенге (187)
Налог на имущество определяется по следующей зависимости:
Нимущ = 0,02*Сост = 0,02*639641=12793 тенге (188)
Вне реализационные расходы будут равны:
Рвн = Нимущ = 12793 тенге (189)
Балансовая прибыль определяется по формуле:
Пб=Пр - Рвн=397797 тенге (190)
Налогооблагаемая прибыль определяется по формуле:
Пно = Пб – Кдоп=112797 тенге (191)
Если налогооблагаемая прибыль отрицательна из-за больших капитальных вложений, то руководителю предприятия необходимо будет взять кредит в банке. По этой причине предприятие освобождается от налога на прибыль за текущий год. В нашем случае прибыль положительная, следовательно, чистая прибыль будет на 20% меньше, чем балансовая.
Чистая прибыль равна прибыли балансовой, т.к. предприятие не отчисляет налог на прибыль:
Пч = Пб*0,8=318237 тенге (192)
Чистый доход:
Чд= Пч =318237 тенге (193)
Финансовые результаты работы участка следует представить в виде таблицы (см. таблицу 22).
Таблица 22. Финансовые результаты работы участка
|
№
|
Показатели
|
Числовые
значения,
тенге
|
Обозначения
|
|
1
|
Выручка от реализации работ
|
2460169
|
Д
|
|
2
|
Общие затраты на производство
|
2049579
|
Собщ
|
|
3
|
Прибыль от реализации
|
410590
|
ПР
|
|
4
|
Прибыль балансовая
|
397797
|
Пб
|
|
5
|
Чистая прибыль
|
318237
|
ПЧ
|
|
6
|
Чистый доход
|
318237
|
Чд
|
6.7 Расчет финансово-экономических показателей
Рентабельность затрат по балансовой прибыли:
Rзатр=Пб/Собщ=396039/2039178=0,2 (193)
Рентабельность основных производственных фондов по балансовой прибыли:
Rосн.ф =Пб/ Соф=396039/1279282=0,3 (194)
Фондоотдача участка рассчитывается следующим образом:
Фо=Д/Соф=2448005/1279282=1,9 (195)
Фондоёмкость, величина обратная фондоотдаче:
Фе = 1/1,9 = 0,5 (196)
Фондовооружённость:
Фв = Соф /Рпр=639641 тенге /чел. (197)
Срок окупаемости капитальных вложений:
Т =Кдоп /Пч=0,9 года (198)
ЗАКЛЮЧЕНИЕ
Определяющим для развития инфраструктуры является парк автомобилей и тенденция его прироста.
По данным МАИ Республики Казахстан, к началу 2010 года парк легковых автомобилей в стране составил 26 793 500 единиц. За 2008 год в стране автопарк вырос более чем на 1,6 млн. легковых автомобилей, то есть на 4,8 % (и 2009 г. на 5,6 %). По-прежнему почти половина (48 %) легкового автотранспорта в стране приходится на долю марки "Lаdа», причем 28,4 % — это «ВАЗовская классика» (модели 2101 — 2107). Доля других российских марок понемногу сокращается, но число их в казахстанском автопарке пока еще весьма велико. Так, на долю ГАЗа приходится 6 % автопарка; УАЗа — 2,5 %; «Оки» — 1,6 %; «Иж» — 0,7 %. Кроме того, на учете в казахстанском МАИ числится чуть более 1,8 млн «Москвичей» (6,6 % парка) и 0,88 млн «Запорожцев» и «Таврии» (3,3 %).
Казахстанский рынок легковых автомобилей — один из наиболее динамично развивающихся секторов потребительского рынка, демонстрирующий устойчивый рост (рисунок 1). Повышение доходов населения обеспечивает увеличение спроса как на импортные, так и на российские автомобили. В настоящее время покупатели имеют возможность, используя систему автокредитования, приобретать более качественную импортную продукцию, игнорируя отечественную, тем более что отпускные цены на отечественные легковые автомобили, вероятно, скоро сравняются с ценами на импортные, а качество российских автомобилей улучшается незначительно.
В дипломном проекте выполнено проектирование городской специализированной станции технического обслуживания с разработкой шиномонтажного участка. Количество обслуживания автомобилей в год 2550.
Технологический расчет проектируемой станции технического обслуживания автомобилей позволил определить годовую трудоемкость работ по обслуживанию и ремонту заявленного автомобильного парка, которая на прогнозируемый период составила - 152082 чел.ч.
Штатная численность персонала проектируемой станции технического обслуживания, предусмотренная для работы на постах и участках по ремонту автомобиля, по выполнению диагностических и регулировочных работ составляет – 94 человека.
Разработан генеральный план станции технического обслуживания, предусматривающий ее размещение на территории 16000 квадратных метров с использованием мест хранения автомобилей, стоянки для клиентов и персонала для выполнения годовой программы технического обслуживания и ремонта автомобилей.
Оптимальный выбор технологической оснастки шиномонтажного участка, позволяют снизить трудозатраты на выполнение технологических операций и уменьшить производственный травматизм.
Разработка раздела безопасности производственного процесса проектируемого СТОА позволяет осуществить систематизацию вредных и опасных факторов шиномонтажного участка и предложить план основных мероприятий по обеспечению охраны труда и окружающей среды, а так же рассмотреть безопасность услуги для клиента.
Расчеты, выполненные в экономическом разделе, подтвердили высокую эффективность разработки СТОА и обоснованность плана нового производства, а также позволили определить единовременные капитальных вложения и срок окупаемости автосервисного производства, который составил – 0,9 года.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. (Утв. Минавтотрансом РСФСР 20.09.84)
2. ОНТП 01-91 Общесоюзные нормы технологического
проектирования предприятий автомобильного транспорта/ Утв. протоколом концерна «Росавтотранс» от 07.08.1991 г. №3
3. Напольский Г.М. Технология проектирования автотранспортных предприятий и станции технического обслуживания. – Москва: Транспорт, 1995. - 231с.
4. Першин В.А., Ременцов А.Н. Типаж и техническая эксплуатация оборудований предприятий автосервиса. – Ростов на Дону: Феникс, 2008. – 413 с.: ил. – (Высшее образование)
5. Капустин А.А. Автосервис и фирменное обслуживание: Методические указания по выполнению дипломного проекта. – СПб.: Изд-воСПбГУСЭ, 2005.-136с.
6. Автосервис: станции технического обслуживания автомобилей: Учебник / Грибут И.Э., Артюшенко В.М. – М.: Альфа-М: Инфра-М, 2008. – 480 с.: ил. – (Серия «Сервис и туризм»).
7. Каталоги оборудования для автосервиса
8. Виноградов В. Технологические процессы ремонта автомобилей: Учебное пособие. – Москва: Академия, 2009. - 384с.
9. Анурьев В.И. Справочник конструктора – машиностроителя.- М.: Машиностроение, 1979. Т.1.728с.; Т.2.559с.; Т.3.557с.
10. Кудрявцев В.Н. Детали машин. – Л.: Машиностроение, 1980. – 464с.
11. Кудрявцев В.Н. Курсовое проектирование деталей машин. – Л.: Машиностроение, 1984г. – 400с.
12. ГжировР.И. Краткий справочник конструктора. – Л.: Машиностроение. 1983. – 464с.
13. ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
14. СНиП 2.2.4/1.2.8.562-96 Допустимые уровни шума на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки
15. СНиП 2.2.4/1.2.8.566-96 Допустимые уровни вибрации на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки
16. СНиП 23-05-96 Естественное и искусственное освещение
17. Методика проведения инвентаризации выбросов загрязняющих веществ в атмосферу для автотранспортных предприятий (расчетным методом). – Министерство Транспорта РФ, 1998. – 51с.
18. Фастовцев Т.Ф. Организация ТО и ТР легковых автомобилей. М: Транспорт, 1989.
19. Фастовцев Т.Ф. Автотехобслуживание. М: Машиностроение, 1985.
20. Кузнецов Ю.М. Охрана труда на АТП. М: Транспорт, 1990.-288 с.
21. Банников А. Г. и др. Охрана природы. Москва «Агропромиздат», 1985.
22. Роговцев В.Л. Устройство и эксплуатация транспортных средств.-М.:1991
23. Фастовцев Г.Ф. Современный автосервис. М.: Знание, 1980.
24. Петрыченков С.Н. Организация комплексного автосервиса. М.: Транспорт, 1985.
Проектирование СТО с разработкой шиномонтажа для легковых автомобилей ВАЗ 2101-07