Исследовать и разработать серию моделей и рациональную конструкцию женских молодежных пальто
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
Учреждение образования
«ВИТЕБСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет Конструкторско-технологический
Кафедра «Конструирование и технология одежды»
ДОПУЩЕН К ЗАЩИТЕ
Заведующий кафедрой
__________
«___» __________ 2015г.
ДИПЛОМНАЯ РАБОТА
«Исследовать и разработать серию моделей и рациональную конструкцию женских молодежных пальто»
Специальность 50 01 02 «Конструирование и технология швейных изделий»
Специализация 50 01 02 02 «Конструирование швейных изделий»
Студент-дипломник ____________
Руководитель ____________
Консультанты:
Экономический раздел ____________
Охрана труда и промэкология ____________
Витебск 2015
СОДЕРЖАНИЕ Стр
Введение…………………………………………………………………….6
- Техническое задание …………………………………………………………9
- Исходные данные на разработку………………………………………9
- Требования, предъявляемые к проектируемому изделию…………...9
- Требования, предъявляемые к материалам, и их выбор……………17
- Техническое предложение…………………………………………………..27
- Характеристика направления моды. …………………………...........27
- Разработка эскизов предлагаемых моделей…………………………28
- Выбор основного эскизного предложения…………………………..29
- Эскизный проект……………………………………………………………..36
- Обоснование выбора и характеристика метода построения
чертежей конструкций…………………………………………….......36
- Исходные данные для разработки чертежей конструкции…………37
- Расчёт и построение чертежей базовой (БК) и исходной
модельной (ИМК) конструкций……………………………………...41
- Разработка чертежей модельной конструкции (МК)………………..55
- Разработка первичных лекал, раскрой и изготовление
образца………………………………………………………………….57
- Технический проект………………………………………………………….64
- Обоснование методов технологической обработки изделия………..64
- Разработка чертежей сборочных схем основных конструктивных
узлов изделия…………………………………………………………..71
- Разработка рабочей документации………………………………………….78
- Разработка чертежей лекал деталей из основной ткани………..........78
- Разработка чертежей лекал деталей прокладки……………………...89
- Разработка чертежей лекал деталей подкладки……………………...94
- Разработка чертежей вспомогательных лекал………………………100
- Составление технического описания новой модели……………….109
- Технико-экономические показатели………………………………………110
- Калькулирование себестоимости изделия………………………….111
- Расчет прибыли и отпускной цены изделия………………………..129
- Производственная программа швейного цеха (потока) в
стоимостном выражении……………………………………......…...131
- Охрана труда и промэкология……………………………………………...134
- Охрана труда………………………………………………………….134
- Характеристика производства с точки зрения охраны труда (безопасности работы)……………………………………………135
- Требования к безопасному осуществлению технологии производства………………………………………………………139
- Требования безопасности к производственному
оборудованию……………………………………………………..141
- Санитарно – гигиенические мероприятия……………………....144
- Противопожарные мероприятия………………………………...147
- Компенсация профессиональных вредностей. Средства индивидуальной защиты. Личная гигиена……………………...148
- Промэкология………………………………………………………...150
- Защита атмосферного воздуха от вентиляционных выбросов...151
- Охрана водных ресурсов от загрязнения и истощения………...152
Выводы………………………………………………………………………154
Литература…………………………………………………………………..156
Приложение А
Приложение Б
ВВЕДЕНИЕ
Создание новых моделей одежды – это комплексное решение художественных, эргономических, технических, технологических, экономических и других задач в процессе разработки эскизов, макетов, чертежей, подбора материала в пакет в соответствии с предъявляемыми требованиями к изделию.
Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений.
Совершенствование швейного производства предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества одежды, выпуск изделий, пользующихся повышенным спросом. Ассортимент швейных изделий должен обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности.
Основной задачей, стоящей сегодня перед швейной промышленностью, является постоянное обновление ассортимента при существенном улучшении качества швейных изделий. Решение этой задачи носит комплексный характер и требует высокого художественно-технического уровня моделирования, конструирования и изготовления одежды, обновления ассортимента и улучшения качества применяемых материалов [1].
Для решения задачи обеспечения населения качественной одеждой, соответствующей современному стилю, в швейной отрасли предусматриваются следующие направления:
- совершенствование методов выполнения различных видов работ;
- развитие материальной базы;
- создание ресурсосберегающей малооперационной технологии;
- придание значения маркетингу в системе управления производством.
Чтобы снизить себестоимость изделий и обеспечить их конкурентоспособность, необходимо быстро реагировать на изменение спроса, выпускать модель в широкой цветовой гамме, использовать современные промышленные технологии, позволяющие раскраивать ткани экономно, снижать затраты на подготовку производства и обеспечить высокое качество изготовления изделий.
Важную роль в сокращении сроков разработки и внедрения новых изделий играет совершенствование организации конструкторских работ. Этот этап предопределяет качество изделий, технологичность конструкции, себестоимость изделия, количество унифицированных и стандартных деталей и др. [13].
Кроме того, решение вопросов повышения конкурентоспособности и снижения себестоимости выпускаемой продукции в значительной степени связано с автоматизацией проектных работ, выполняемых на этапе конструкторско-технологической подготовки производства. Внедрение САПР на швейных предприятиях позволяет совершенствовать процесс производства продукции, ускорять процесс проектирования новых изделий, сокращать продолжительность времени от идеи создания модели до начала ее производства. САПР также позволяет использовать новейшее прогрессивное оборудование для настилания и автоматизированного раскроя ткани.
Для успешного решения задач проектирования новых моделей одежды высокого качества, необходимо знать методы определения рациональных форм и размеров деталей одежды с учетом строения и размеров тела человека, свойств материалов, существующие стили и направление моды, а также методы технологической обработки изделий. Так как технический прогресс и мода находятся в постоянном развитии и совершенствовании, то отсюда вытекает необходимость постоянного обновления ассортимента швейных изделий, чтобы не отставать от современных тенденций [6].
Целью данной дипломной работы является исследование и разработка серии моделей и рациональной конструкции женских молодежных пальто.
Задачей дипломной работы является комплексное решение основных вопросов проектирования новых моделей пальто для молодёжи, т.е. выполнение проектно-конструкторских работ, разработка узлов и методов обработки изделия, а также определение экономической эффективности модели.
- ТЕХНИЧЕСКОЕ ЗАДАНИЕ
- Исходные данные на разработку
Наименование изделия – пальто женское демисезонное.
Целевое назначение – повседневная носка.
Географический район – 3 А зона РБ.
Сезон года – весна-осень.
Возрастная группа – младшая.
Полнотная группа – вторая.
Базовые размерные признаки – 170-84-92.
Вид основного материала, волокнистый состав, артикул – шерсть - 80%, кашемир - 20%, артикул – SLARY.
- Требования, предъявляемые к проектируемому проекту
Таблица 1.1 - Характеристика требований, предъявляемых к
проектируемому изделию
|
Группа требо
ваний
|
Подгруппа
требований
|
Наименование требований
|
Характеристика требований
|
|
1
|
2
|
3
|
4
|
|
Потребительские
|
Функциональные
|
Соответствия одежды основной
целевой функции (назначению)
Соответствие возрастной, размерной, полнотной группе
|
Модель соответствуют условиям эксплуатации, так как проектируется для повседневной носки. Подбираются материалы, которые удобны в уходе и конструкция должна соответствовать современному укладу любой молодой женщины и условиям их работы или учебы.
Пальто удобно в эксплуатации и не вызывает затруднений при одевании и снятии, это достигается за счет наличия подкладки, силуэта изделия и покроя.
Пальто полуприлегающего силуэта с втачными рукавами из драповой ткани соответствуют повседневной одежде для молодежи.
Пальто проектируется для младшей возрастной группы. Рекомендуется на размеры 42-46, роста 158-170, второй полнотной группе. Предлагаемые модель предназначена только для рекомендованных размеров и ростов.
|
|
|
Социальные
|
Характеризует соответствие потребительскому просу
|
Прежде чем проектировать изделие, был изучен потребительский спрос и направления моды. И было выявлено, что жакет с втачными рукавами
|
Продолжение таблицы 1.1
|
1
|
2
|
3
|
4
|
|
|
|
Конкурентоспо
собность на рынке
Соответствие размерно-ростовочной группе
|
полуприлегающего силуэта пользуются достаточной популярностью у женщин и девушек.
|
|
|
|
|
Достигается соответствием конструкции, предложенных материалов направлениям моды, также качеством изготовления изделия. Преимущества заключается не только в цене, но и в несложности ухода за изделием и в его комфортности.
Также конкурентоспособность достигается за счет цвета, фактуры и отделки ткани. Белый цвет ткани позволяет носить куртку не только в рабочие будни и на праздники.
Изделие проектируется на средний размер-рост (размеры 42-46, роста 158-170, второй полнотной группы).
|
|
|
Эстетические
|
Новизна модели и конструкции (соответствие современному стилю и моде)
|
Для этого были изучены современные тенденции и направления в моде.
Исходя из этого, что в моду входят черно-белая цветовая гамма, пальто принимают самую разнообразную форму. Втачной рукав и полуприлегающий силуэт по-прежнему в моде. Модное цветовое решение достигается фактурой и цветом ткани, используемой фурнитурой, отделочными строчками. Такие детали как накладные карманы, пояс, отрезная планка, большой воротник придают модели современный стиль.
|
Продолжение таблицы 1.1
|
1
|
2
|
3
|
4
|
|
|
|
Степень совершенства модели
Товарный вид
|
Игра на контрасте, использование металлической фурнитуры (пуговицы, пряжка пояса, блочки) и мягкой фактуры и белого цвета ткани. Достигается целостностью композиции модели, гармоничным единством целого и частей, а также соответствием конструкции и выбранных материалов.
Современные пальтовые ткани весьма разнообразны и отличаются красивым внешним видом и легкостью ухода.
Достигается точностью кроя (для деталей которые дублируются используются болванки, а затем деталь подрезается) и высоким качеством изготовления (качество строчек, ВТО), красивым внешним видом, сочетанием цвета, фактуры материала и конструкции изделия.
|
|
|
Эргономические
|
Антропометрии-
ческое соответствие
|
Статическое – Соответствие конструкции одежды размерам тела (170-84-92 базой размер). Пальто предназначены для ношения только на рекомендуемые размеры и роста.
Поверхность деталей должна быть без дефектов. Допускаемые отклонения деталей:
- края борта - 00
- для рукава - 140
- линия низа изделия от горизонтального положения – 1 см
|
Продолжение таблицы 1.1
|
1
|
2
|
3
|
4
|
|
|
|
Гигиеническое соответствие
Психофизиологи-
ческое соответствие
|
Динамическое – наличие прибавок, обеспечивающих свободу дыхания, движения, наличие воздушной
прослойки для вентиляции пододежного пространства, прямой силуэт изделия
Пг=6,0 см
- угол подъема рук одетого человека: 130;
- перемещения низа изделия при подъеме рук: 5 см;
Достигается свойствами ткани.
Воздухопроницаемость:
250 дм3 /(м2с)
Гигроскопичность: не более 10%.
Важное значение имеет суммарное тепловое сопротивление. Так как пальто предназначено для ношения ранней осенью и весной, то суммарное тепловое сопротивление составляет Rсумм=0,3-0,35 (С*м2)/Вт
Достигается удобством пользования отдельными элементами изделия (застежки, пояс, верхних и накладных карманов), небольшой массой изделия (1100 гр), удобством надевания и снятия, что немаловажно для проектирования Для этого в предлагаемой модели для удобства пользования используются подкладка. Изделие
|
Продолжение таблицы 1.1
|
1
|
2
|
3
|
4
|
|
|
Эксплуатационные
|
Износостойкость материалов и элементов конст-
рукции
Устойчивость материалов и соединительных швов к разрывным нагрузкам
|
не оказывает давление на тело человека.
Долговечность изделия зависит не только от износостойкости ткани, но и от конструкции изделия, качества его изготовления, характера носки. Для патьтовых тканей износоустойчивость составляет не менее 1700 циклов. Изменение физико-механических
свойств основной ткани и прокладочных материалов после химической чистки не должно превышать 15%.
Стойкость к истиранию – 600 циклов, несминаемость - 70%.
Прочность изделия определяется запасом прочности самих материалов на разрыв. Одежда подвергается большим нагрузкам, поэтому соединительные швы должны быть устойчивы к нагрузкам.
- разрывная нагрузка – не менее 25 даН;
- разрывное удлинение – не более 20%;
- раздирающая нагрузка – не менее 3 даН .
Устойчивость материалов и соединительных швов к разрыву достигается оптимальным подбором ниток, игл и частоты строчки.
|
Продолжение таблицы 1.1
|
1
|
2
|
3
|
4
|
|
|
|
Формоустойчивость
деталей
|
- частота стежков 3-3,5 стачивание;
- 5 – отделочные строчки.
Для изготовления изделия рекомендуются армированные нитки 45ЛЛ и иглы номеров 90-100
Для отделочных строчек выбраны
нитки «гарус».
Формоустойчивость деталей и краев деталей достигается за счет прокладочных материалов, ВТО и жесткостью основной ткани, а также конструктивным способом (рельефы,членения).
|
|
Технико-экономические
|
Стандартизации и унификации
|
Технологическая преемственность моделей
|
Достигается за счет применения прогрессивных технологий обработки и правильного подбора современного оборудования, облегчающего процесс производства. Применением новых методов обработки.
|
|
|
Технологично-
сти
|
Конструктивная преемственность моделей
|
Выражается в рациональной конструкции деталей, но без ущерба для качества, внешнего вида изделий и интересов потребителей. Унификация деталей создает благоприятные условия для автоматизации производства.
Конструкция должна быть прогрессивной, что достигается за счет оптимизации количества деталей конструкции, сокращения материалоемкости изделия
|
Окончание таблицы 1.1
|
1
|
2
|
3
|
4
|
|
|
|
Производственная технологичность
Эксплуатационная
технологичность
|
(межлекальные выпады не должны превышать 20 %). При проектировании женского пальто не были использованы унифицированные детали.
Технологический процесс изготовления изделия должен быть с высокой степенью оснащения. Для этого используются спецмашины и полуавтоматы, что позволит достичь высокий уровень производительности труда, путем сокращения трудоемкости изделия.
Пальто пригодно для механической чистки.
|
|
|
Экономичности
|
Приведенные затраты на единицу продукции
|
Пальто женское для повседневной носки должна иметь доступную цену, а также затраты на конструкторскую и технологическую подготовку.
Так как доля затрат на материалы в себестоимости достигает 70-80 %, то необходимо учитывать рациональное использование материалов.
Фактические межлекальные отходы –21,3%.
Экспериментальная раскладка получилась экономичней
Себестоимость изделия составляет:
125094,3 руб
|
1.3 Требования, предъявляемые к материалам и их выбор
Для того чтобы изделие удовлетворяло требованиям покупателей, необходимо чтобы материалы, из которых оно изготавливается, соответствовали нормативным характеристикам. При установлении требований к материалам для одежды следует помнить, что они должны отвечать, прежде всего, требованием стандартов. Поскольку одежда представляет собой многослойную систему, то должны быть установлены требования по всем материалам, входящим в пакет данного изделия. Все требования к материалам делятся на 5 групп:
- общие
- конструкторско – технологические
- гигиенические
- эксплуатационные
- эстетические.
Общие требования включают требования соответствия показателей свойств материалов стандартным нормам, которые учитываются при определении сорта: волокнистый состав, линейная и поверхностная плотность, переплетение, отделка.
Для изготовле�ния мужских, женских и детских пальто применяются чистошерстяные, полушерстяные и хлопчатобумажные ткани, составляющие основу ( 80%) ассортимента материалов данного назначения. Ежегодно швейная промышленность перерабаты�вает шерстяных пальтовых тканей более 400 артикулов. При�мерно 25% общего объема производства шерстяных тканей составляют чистошерстяные, используемые для изготовления женских и мужских пальто. Остальная часть ассорти�мента представлена смешанными тканями, содержащими шерсть и химические волокна. Введение в смесь синтетических волокон способствует по�вышению прочности и износостойкости тканей, но не избавляет от появления пиллинга и быстрого вытирания ворса с поверх�ности.
Поверхностная плотность полушерстяных пальтовых тканей от 250 г/м до 450 г/м.
Линейная плотность около 25-250 текс. В основном пальтовые ткани изготавливают полотняным или саржевым переплетением.
Конструкторско-технологические требования к материалам слагаются из требований, зависящих от особенностей конструкции изделий и технологии его изготовления. Они рассматривают такие показатели как усадка, жесткость, драпируемость, несминаемость, раздвижка, осыпаемость, прорубаемость, толщина, составные части деформации и формуемость.
Основными требованиями к пальтовым тканям являются соответствие их внешнего вида современному направлению моды и высокая износостойкость, обеспечивающая стабиль�ность внешнего вида изделия при эксплуатации, а также тре�бования по теплозащитным свойствам. Теплозащитные свой�ства тканей определяются их толщиной и воздухопроницае�мостью.
Толщина шерстяных пальтовых тканей для демисезонного пальто составляет от 1,5 мм до 2,5 мм. Толщина тканей для демисезонных пальто несколько выше, чем тканей для зимних пальто, так как в зимних пальто теплозащитные функции выполняют утепляющие прокладки.Жесткость при изгибе варьируется от 20000 до 100000 мкНсм2. Усадка не должна превышать 3 процентов.
Гигиенические требования связаны с созданием комфортных условий в пододежном слое и с защитной функцией одежды. В списке гигиенических требований нужно рассмотреть такие понятия, как воздухопроницаемость, гигроскопичность, водопоглащаемость, влагоотдача, паропроницаемость, теплопроводность, теплоемкость, тепловое сопротивление, элекгризуемость, загрязняемость.
Воздухопроницаемость шерстяных пальтовых тканей нахо�дится в пределах 45—350 дм3/(м2с). Для обеспечения требу�емого уровня теплозащитных свойств пальто воздухопроница�емость тканей должна быть не более 100 дм3/(м2.с). Этому условию удовлетворяют примерно 50% чистошерстяных муж�ских и около 20% мужских и детских полушерстяных пальто�вых тканей. Практически все ткани для женских пальто имеют воздухопроницаемость более 100 дм3/(м2с) [1].
Все синтетические волокна в отличие от натуральных и ис�кусственных характеризуются низкой влагопоглощаемостью и относительно невысокой термостойкостью. Наибольшей тер�мостойкостью из синтетических волокон обладает полиэфирное волокно.
Влагопоглощаемость и термо�стойкость — имеют большое значение при влажно-тепловой об�работке изделий, обусловливают характерные особенности, от�рицательно влияющие на процесс изготовления изделии из тканей с синтетическими волокнами: незначительную степень сутюживаемости, стягивание швов строчкой и посадку нижнего полотна при стачивании срезов деталей, тепловую усадку, из�менение окраски и появление пятен от воздействия на ткань высоких температур (неустранимый дефект).
Причиной износа тканей является воздействие на них сложного комплекса различных факторов: механических, физико-химических и биологических.
К механическим воздействиям относятся истирание и утомление от многократных растяжений и изгибов, а также сжатие и кручение; к физико-химическим - действие света, атмосферы, влаги, температуры, пота, моющих средств при стирке и химической чистке; к биологическим — процессы гниения, вызываемые развитием различных микроорганизмов.
Долговечность изделия зависит не только от износостойкости ткани, но и от конструкции изделия, качества его изготовления, характера носки. Для пальтовых тканей стойкость к истиранию по плоскости составляет не менее 7000 циклов (до разрушения), и 150 циклов (до изменения внешнего вида –пиллинг, закатываемость ворса) [1].
Стойкость ворса к истиранию – не менее 600 циклов.
Введение в смесь синтетических волокон способствует по�вышению прочности и износостойкости тканей, но не избавляет от появления пиллинга и быстрого вытирания ворса с поверх�ности.
Для повышения качества полушерстяных тканей и улуч�шения их потребительских свойств широко используются новые виды пропиток и отделок с целью улучшения показателей нес�минаемости, безусадочности, несвойлачиваемости, молеустойчивости и водоотталкивающих свойств.
Для улучшения качества крашения и получения чистых и ярких цветов увеличивается использование сырья, окрашенного в волокне и ленте, проводится предварительное беление тканей при окрашивании в светлые тона и обработка их умягчающими и антистатическими препаратами.
Эстетические требования учитывают направление моды и включают требования к цвету, сочетание цветов в изделии, к фактуре материала, его рисунку, блеску, к форме и размерам фурнитуры.
Характеристика рекомендуемых материалов представлена в таблице 1.2
Таблица 1.2 Характеристика рекомендуемых материалов
|
Наименование материала
|
Артикул
|
Ширина, см
|
Технические показатели материалов
|
|
|
|
|
Волокнистый состав
|
Линейная плотность, Т, текс
|
Плотность ткани,
нитей/ 10см
|
Поверхностная плотность, г/м2
|
Усадка
|
|
|
|
|
|
о
|
у
|
о
|
у
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
Ткань пальтовая
|
SLARY
|
150
|
Шерсть-80%,
Кашемир-20%
|
25 х 2
|
25 х 2
|
144
|
140
|
220
|
1
|
1
|
Окончание таблицы 1.3
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
Ткань пальтовая
|
TWILIAN
|
150
|
Шерсть-80%,
Кашемир-20%
|
22 х 2
|
22 х 2
|
170
|
171
|
250
|
1,5
|
1,5
|
|
Ткань пальтовая
|
TASLAN
|
150
|
Шерсть-80%,
Кашемир-20%
|
22 х 2
|
22 х 2
|
148
|
144
|
250
|
1,5
|
1,5
|
Подкладочные материалы предназначены для удобства эксплуатации одежды, эстетического оформления ее изнаночной стороны и предохранения одежды от износа и загрязнения. В соответствии с этим подкладочные материалы должны иметь гладкую поверхность, малый коэффициент трения, достаточную стойкость к истиранию и прочность, быть легкими и гигиеничными. Окраска должна быть стойкой к поту и трению, стирке и химической чистке.
Для подкладочных тканей основными физико – механическими свойствами, которые могут влиять на внешний вид и износостойкость одежды, являются усадка после стирки и стойкость к истиранию. Исходя из этого усадка подкладки не должна превышать усадочную способность основной ткани, а лучше всего должна быть такой же.
Соответствие износостойкости, массы и внешнего вида подкладочной ткани назначению одежды является главным принципом подбора подкладки для одежды. Отделка подкладочных тканей во избежание появления пятен должна быть стойкой к ВТО при температуре 140°.
Ассортимент подкладочных тканей представлен тканями следующего волокнистого состава: из вискозных нитей в основе и утке, из вискозных нитей в основе и ацетатных в утке, из капроновых нитей в основе и утке, из вискозных нитей в основе и капроновых в утке, их вискозных нитей в основе и хлопчатобумажной пряжи в утке [1].
Для пальто выбрана синтетическая подкладочная ткань, волокнистый состав - Ацетат-50 %, Нейлон-50%.
Синтетические подкладочные ткани вырабатываются полотняным переплетением. Они характеризуются лёгкостью (50-70г/м2), высокой прочностью на разрыв и на истирание, но имеют низкие гигиенические показатели, электризуются. Выпускают их гладкокрашеными.
Нормативы показателей физико-механических свойств подкладочных тканей представлены в таблице 1.4.
Таблица 1.4 Нормативы показателей физико-механических свойств для подкладочной ткани
|
Наименование характеристики
|
Единицы
измерения
|
Значение
показателей
|
|
1
|
2
|
3
|
|
Поверхностная плотность
|
г/м2
|
105
|
|
Стойкость к истиранию
|
Циклы
|
Не ниже 1500
|
|
Разрывная нагрузка
|
даН
|
40,0
30,0
|
|
Разрывное удлинение
- по утку
|
%
|
20
15
|
|
Прочность на раздирание
|
ДаН
|
Не менее 1,5
|
|
Усадка от замачивания
|
%
|
2,0
|
|
Стойкость окраски к воздействию пота, глажения, сухого и мокрого трения
|
баллы
|
Не менее 4
|
Прокладочные материалы используют для придания формы отдельным деталям швейных изделий, для сохранения этой формы в процессе носки, а также для увеличения износостойкости изделий.
При обработке изделий применяются как прокладочные материалы с клеевым покрытием, так и нетканые клеевые материалы.
Особенностью прокладочных материалов является повышенная жесткость, которая создается структурой, аппретированием или пропитками, что затрудняет придание изделиям необходимой формы и усложняет их технологическую обработку.
Поверхность прокладочных тканей должна быть гладкой, без утолщений, которые могут проступить на поверхности готовых изделий.
Усадка после замачивания прокладочных материалов не должна превышать 2%. Усадка прокладочных тканей не должна превышать усадку основной ткани.
Клеевое покрытие должно быть прочно закреплено на поверхности ткани. Отсутствие клеевого покрытия на поверхности ткани не допускается.
Химические вещества, входящие в различные пропиточные составы, должны быть стойкими к воздействию температуры порядка 230 С в течение 5 минут, должны выдерживать стирку с применением бытовых моющих средств.
Нормативы показателей для прокладочного материала представлены в таблице 1.5
Таблица 1.5 Нормативы показателей для прокладочного материала
|
Наименование характеристики
|
Единицы
измерения
|
Значение
показателей
|
|
1
|
2
|
3
|
|
Поверхностная плотность
|
г/м2
|
100 - 140
|
|
Толщина
|
мм
|
0,4 - 0,6
|
|
Жёсткость
|
мкН см
|
1000-5000
|
Окончание таблицы 1.5
|
1
|
2
|
3
|
|
Усадка от замачивания
|
%
|
Не более 2,0
|
|
Прочность клеевого соединения
|
даН/см
|
Не менее 0,35
|
|
Стойкость клеевого соединения к химчистке
|
%
|
Не менее 75
|
Для пошива пальто наиболее целесообразно применение ниточного способа соединения.
Качество швейных изделий в большей степени определяется качеством ниточных соединений. Поэтому естественно, что швейные нитки должны удовлетворять ряду требований. В процессе обработки швейных изделий на швейных машинах и при эксплуатации нитки испытывают большие напряжения, динамические нагрузки, многократные нагрузки и деформации, изгиба и трения. Поэтому швейные нитки должны обладать прочностью.
Швейные нитки должны быть равномерными по толщине, гибкими, эластичными, отличаться малой усадкой и уравновешенностью по крутке [3].
Для образования достаточно эластичного шва нитки должны обладать растяжимостью.
Важным эксплуатационным требованием к качеству швейных ниток являются стойкость окраски к воздействию светопогоды и усадка.
Синтетические нитки должны быть термостойкими. Эти нитки обладают упругостью, имеют большие удлинения, но не стойки к истиранию и имеют незначительную растяжимость.
Были выбраны армированные швейные нитки 45ЛЛ, и нить гарус для отделочных строчек.
Характеристика скрепляющих материалов представлена в таблице 1.7.
Таблица 1.7 Характеристика скрепляющих материалов
|
Наименование показателя
|
Единицы величины показателя
|
Значение показателя
|
|
Сырьевой состав
|
%
|
ЛЛ
|
|
Относительная прочность
|
Сн/текс
|
45
|
|
Удлинение при разрыве
|
%
|
20
|
|
Термостойкость
|
0С
|
295
|
|
Стойкость к истиранию
|
Цикл
|
600-10000
|
|
Жёсткость при кручении
|
Усл. ед
|
160
|
|
Прочночть окраски
|
Балл
|
6
|
Фурнитура для пальто подбирается в соответствии со стилем, назначением изделия контрастного цвета. В проектируемом изделии в качестве фурнитуры используются: металлические блочки, пуговицы, пряжка пояса.
Вся фурнитура подобрана в одном стилевом решении и должна быть изготовлена без пятен, трещин, правильной формы.
Образцы предлагаемых материалов представлены на конфекционной карте, стр
2 ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
2.1 Характеристика направления моды
Именно сейчас мода благоволит к креативности и самовыражению.
Главной тенденцией нового времени, по-прежнему, остается способ сочетать вещи послойно. Главное - правильно их надеть. Поверх длинного должно быть что-то более короткое, чтобы многоэтажность наряда легко читалась. Частный случай этой общей тенденции, особенно популярный в наступившем сезоне - укороченные рукава верхней одежды поверх длинных рукавов джемпера или длинных перчаток.
Второй тенденцией этого сезона можно назвать объем. Самое замечательное, что объем в пальто можно выразить разными способами. Самый простой и самый модный вариант - огромный шарф вокруг шеи. Другие варианты создания модного объема: огромные пушистые пуловеры, большие и объемные воротники, увеличенные горловины, широкие и просторные пальто и блузоны, объемные покрои рукавов.
Особенно модной осенью 2008 является игра с рукавами. Объем рукаву можно придать двумя способами: конструктивно, за счет линий кроя, и с помощью сборок по типу "фонарик". В крайнем случае, рукав может быть просто широким или расклешенным книзу.
Тенденция носить пояс развивается и в этом сезоне. Пояс носят с костюмом, пальто, шубой, вставляют в шлевки брюк, надевают поверх всевозможных платьев и пуловеров. Пояс может быть застёгивающимся или завязывающимся, в тон или контрастным. Если пояс узкий, то можно надеть сразу два таких. Если пояс широкий, то это очень хорошо. По-настоящему модный пояс должен быть очень широким - таким, чтобы можно было сделать его на двух или трех хлястиках-пряжках. О чем свидетельствует появление в моде очень широких поясов? О том, что положение горизонтальных членений в костюме меняется. К следующему сезону линия талия будет подниматься все выше и выше к линии под грудью.
Наряду с объемными вещами, в моде узкие приталенные жакеты и английские пальто в новом исполнении. Многочисленные детали, накладные карманы и отделки, свойственные спортивной одежде, сохраняют свою актуальность. Из других примет осенне-зимнего сезона 2008/09 хочется отметить:
- Яркие цвета. Вещи из гладкокрашенных тканей сочетаются как друг с другом, так и с черными предметами гардероба. Здесь главное, чтобы одно изделие было целиком выполнено в одном цвете. Белый уверенно завоевывает подиум. Он прекрасно подходит для любого объекта модельного ряда – от классического пальто до костюмов.
- Длинные перчатки. Такие перчатки теперь носят не только с вечерним платьем, но и с любым нарядом. Длинные перчатки из кожи или из трикотажа можно надевать к длинным рукавам, укороченным 3\4, коротким, и даже к ансамблям без рукавов.
- Платки и косынки. Платок с бахромой "арафатка" актуально завязывать в свободной манере вокруг шеи, они придают объём и прекрасно смотрятся с контрастным цветом пальто [5].
2.2 Разработка эскизов предлагаемых моделей
Проектирование коллекции моделей женских пальто разрабатывается на основе одной базовой конструкции, т. е. основные характеристики конструкции моделей будут одинаковы. При разработке новых моделей использовались данные технического задания, рекомендации направления моды.
Особое внимание в моделях акцентируется на художественной выразительности изделия, оптимальности формы, композиционном единстве отдельных частей, взаимосвязи формы, конструкции и материала, правильном использовании декоративных элементов, отделки и фурнитуры.
Предлагаемую коллекцию моделей можно охарактеризовать следующим образом: это демисезонное пальто для женщин младшей возрастной группы, полуприлегающего силуэта с втачными рукавами, различных членений и оформлением декоративных элементов.
Предлагаемые модели представлены на рисунках 2.1 – 2.5.
- Выбор основного эскизного предложения
Визуальное разнообразие коллекции моделей, разработанной на одной конструктивной основе, основано на отличии их внешних признаков, которое делает модели визуально непохожими. Наиболее сильными стимуляторами в восприятии новизны моделей являются изменения формы или конструктивно-декоративных элементов. Активно усиливают восприятие новизны цвет, рисунок материала.
Анализируя и оценивая разработанную коллекцию моделей женских пальто, была выбрана модель № для дальнейшей разработки. Эта модель пальто отвечает всем необходимым требованиям и современным направлениям моды.
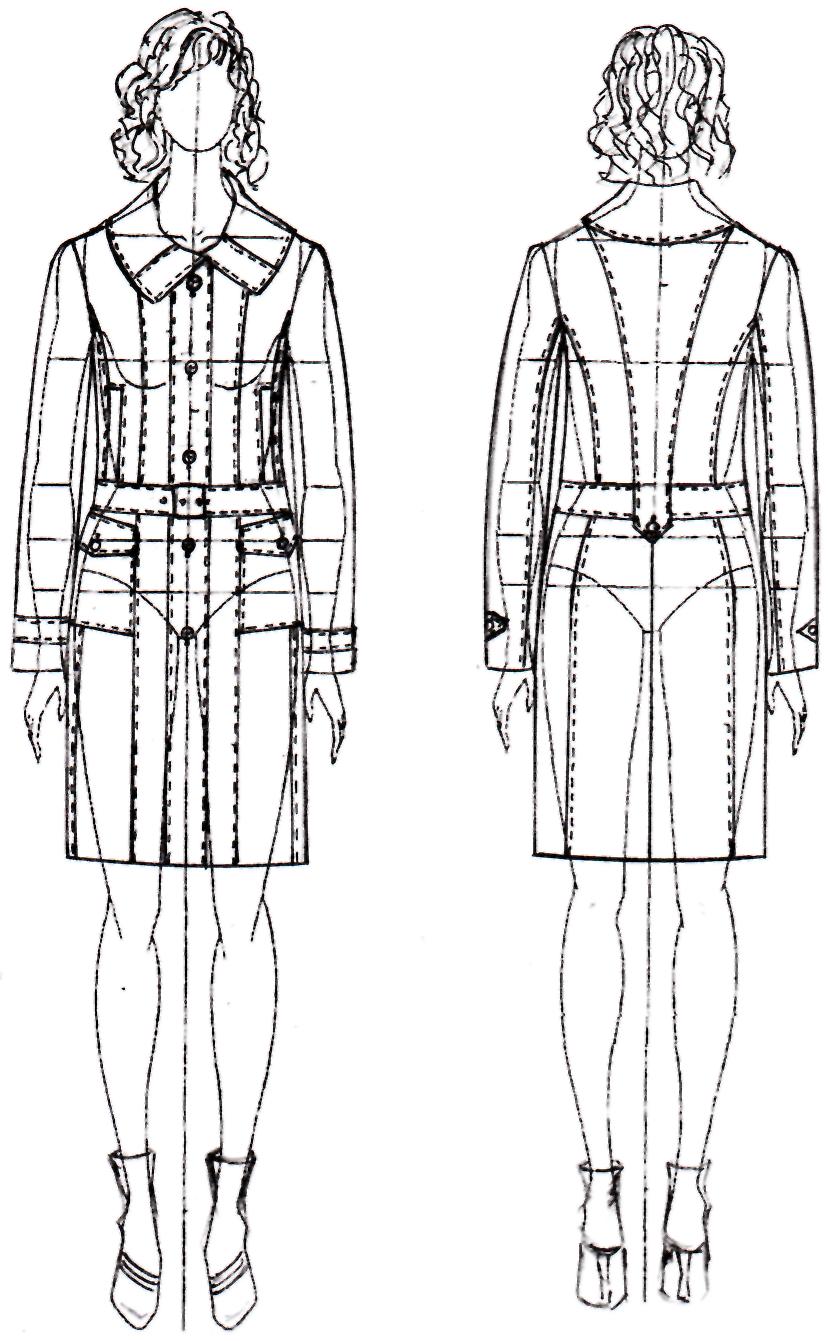
Описание внешнего вида модели №
Пальто женское для повседневной носки, для младшей возрастной группы, из гладкокрашеной кашемировой ткани на подкладке, полуприлегающего силуэта, длиной выше колена, с центральной бортовой застежкой на пять обметанных петель, расположенные вертикально и пуговиц, с застегивающимся поясом.
Перед с двумя рельефами, идущими от проймы и от плеча, с вертикальными карманами с листочками с втачными концами, расположенными в шве притачивания центральных частей переда, с накладными карманами с клапанами. Правая часть переда с отрезной планкой, которая также является планкой для нижнего воротника, левая переда цельная.
Центральная часть спинки цельновыкроеная с хлястиком. Спинка с рельефами, идущими от проймы до низа и бочками.
Рукава втачные, двухшовные, с патами, втачанными в локтевые швы.
Воротник стояче-отложной с притачными планками.
По краю воротника, бортов, пат рукавов, клапанам, пояса, по рельефам переда и спинки, швам притачивания бочков переда и спинки, по шву притачивания планки переда и воротников, по швам притачивания листочки проложены отделочные строчки шириной 0,7 см нитью гарус.
Подкладка притачная по низу.
3 ЭСКИЗНЫЙ ПРОЕКТ
3.1 Обоснование выбора и характеристика метода построения
чертежей конструкции
Для разработки чертежей базовой конструкции была выбрана Единая методика конструирования одежды (ЕМКО), как наиболее перспективная, базирующаяся на действующей размерной типологии и рекомендуемая к использованию при промышленном проектировании одежды. При разработке ЕМКО были выбраны оптимальные решения различных узлов конструкций.
В данной методике принят единый метод построения конструкции одежды для всей популяции мужского, женского и детского населения, а именно:
- единая система размерных признаков;
- единая структура формул и последовательность построения
конструкций одежды;
- единые основы конструкций одежды и базовые конструкции
основных видов одежды;
- единые принципы градации;
- единые правила технического черчения конструкций одежды;
- единая терминология, символика и цифровое обозначение конструктивных точек;
- единая конструкторская документация по содержанию, объему и
оформлению.
ЕМКО является универсальной методикой, так как предусмотрено использование ее в качестве исходной базы для разработки одежды различных видов, вариантов и покроев, различного ассортимента (рабочая, специальная, спортивная, ведомственная и др.), из различных видов материалов, для массового и индивидуального изготовления одежды.
ЕМКО является научно обоснованной, в качестве исходной базы использованы:
- результаты антропометрических исследований населения;
- скульптурные эталоны типовых фигур и развертки поверхностей
манекенов;
- комплекс научно обоснованных прибавок и технологических
припусков;
- расчетно-аналитический метод построения конструкций одежды;
- основные конструктивные отрезки определяются непосредственно на основе использования соответствующих размерных признаков почти без применения эмпирических формул, что позволяет с меньшими затратами построить конструкцию одежды с хорошей посадкой на фигуре человека.
ЕМКО является перспективной, так как созданы предпосылки:
- для разработки и внедрения типизации, унификации и стандартизации деталей одежды;
- для широкого применения вычислительной техники на этапе
проектирования одежды;
- для разработки и внедрения новой техники, технологии и организации на базе единой методики конструирования одежды;
- для полного использования оборудования автоматического и
полуавтоматического действия;
- для более широкой международной интеграции и специализации
производства [6].
3.2 Исходные данные для разработки чертежей конструкции
В качестве исходных данных при построении базовой и исходной модельной конструкций по ЕМКО используются:
- эскиз модели;
- размерную характеристику фигур типового телосложения и конкретной фигуры;
- конструктивные прибавки и технологические припуски;
- данные о свойствах основных материалов [6].
Для разработки пальто женского в качестве базового размера был выбран 170-84-92. Используемые размерные признаки типовой фигуры представлены в таблице 3.1.
Таблица 3.1 Размерные признаки типовой женской фигуры 170-84-92 II полнотной группы
|
Наименование измерения
|
Условное обозначение
|
Величина размерного признака, см
|
|
1
|
2
|
3
|
|
Высота линии талии
|
Т7
|
106,8
|
|
Высота подъягодичной складки
|
Т12
|
76,9
|
|
Обхват шеи
|
Т13
|
34,8
|
|
Обхват груди I
|
Т14
|
82,2
|
|
Обхват груди П
|
Т15
|
88,2
|
|
Обхват груди III
|
Т16
|
84,0
|
|
Обхват талии
|
Т18
|
63,4
|
|
Обхват бедер с учетом выступа живота
|
Т19
|
92,0
|
|
Расстояние от линии талии до пола сбоку
|
Т25
|
110,2
|
|
Расстояние от линии талии до пола спереди
|
Т26
|
108,5
|
|
Обхват запястья
|
Т29
|
15,2
|
|
Расстояние от точки основания шеи до лучевой точки
|
Т32
|
47,0
|
|
Расстояние от точки основания шеи до линии обхвата запястья
|
ТЗЗ
|
71,1
|
|
Расстояние от шейной точки до линии обхвата груди I спереди
|
Т34
|
24,3
|
|
Высота груди
|
Т35
|
32,8
|
|
Длина талии спереди
|
Т36
|
52,0
|
|
Дуга через наивысшую точку плечевого сустава
|
Т38
|
30,3
|
|
Расстояние от шейной точки до линии обхвата груди I с учетом выступания лопаток
|
Т39
|
18,7
|
|
Длина спины до талии с учетом выступания лопаток
|
Т40
|
41,3
|
Окончание таблицы 3.1
|
1
|
2
|
3
|
|
Дуга верхней части туловища через точку основания шеи
|
Т44
|
87,5
|
|
Ширина груди
|
Т45
|
32,9
|
|
Расстояние между сосковыми точками
|
Т46
|
18,1
|
|
Ширина спины
|
Т47
|
33,6
|
|
Передне-задний диаметр руки
|
Т57
|
9,4
|
Конструктивный отрезок конструкции одежды состоит из двух элементов: размерного признака и различных конструктивных прибавок, технологических припусков и допусков.
Единая система прибавок, припусков и допусков имеет большое значение для дальнейшей типизации, унификации и стандартизации деталей одежды.
Система прибавок содержит единые правила для установления прибавок, припусков и допусков на этапе проектирования и изготовления одежды и служит основой для разработки базовых конструкций различных видов одежды, а также может быть использована для разработки соответственных стандартов, нормативно-технических документов и для дальнейшей унификации и стандартизации деталей одежды.
Прибавка конструктивная - составная часть конструктивного отрезка, которая увеличивает или уменьшает размерный признак, учитывает толщину пакета одежды, свободу между телом и одеждой, модное направление, силуэт, физиолого-гигиенические и динамические требования, всегда входит в размерные параметры готового изделия.
Припуск технологический - составная часть конструктивного отрезка, которая учитывает способ соединения деталей, усадку материала при ВТО, термодублировании, уработку материала в процессе изготовления, входит в размерные параметры шаблонов деталей одежды, но не входит в размерные параметры готового изделия. Технологические припуски зависят от свойств материалов, технологии изготовления, способа соединения и применяемого оборудования. При разработке конструкции следует учитывать технологический припуск на ВТО.
Значение конструктивных прибавок на различных участках выбирают в зависимости от таких факторов как: динамический, физиолого-гигиенический, рекомендации направлений моды для разрабатываемого вида изделия, покроя, силуэта и свойств материала [6].
Исходя из этого, для пальто женского полуприлегающего силуэта были выбраны прибавки на свободное облегание на различных участках, представленные в таблице 3.2.
Таблица 3.2 Прибавки на свободное облегание на различных участках
|
Наименование прибавки
|
Условное обозначение прибавки
|
Величина прибавки, см
|
|
|
|
рекомендуемые
|
принятые в проекте
|
|
Прибавка по линии груди
|
Пг
|
4-6
|
6
|
|
Прибавка по линии талии
|
Пт
|
5-8
|
5
|
|
Прибавка по линии бедра
|
Пб
|
3-5
|
5
|
В таблице 3.3 представлено распределение прибавки на свободное облегание по линии груди.
|
ПС31-37
|
ПС31-33
|
ПС33-35
|
ПС35-37
|
|
6,0
|
1,8
|
3,0
|
1,2
|
Таблица 3.3 Распределение прибавки на свободное облегание (ПС) по участкам: спинка (ПС31-33), пройма (ПС33-35), перед (ПС35-37)
Прибавка на пакет одежды - это величина, учитывающая толщину всех слоев материала одежды, надетой на человека, которая состоит из прибавки на внутренний пакет, учитывающий нижележащие слои под проектируемой одеждой и прибавку на наружный пакет (пакет проектируемого изделия). При расчете конкретной конструкции учитывают, что внутренний пакет остается постоянным, а наружный может быть различным, в зависимости от разных толщин материалов [6].
В таблице 3.4 представлены величины прибавок на пакет.
Таблица 3.4 Величина прибавки на пакет (ПП, см) по основным участкам конструкции
|
№№ п/п
|
Обозначение отрезка конструкции
|
Прибавка на толщину пакета материалов, см
|
|
1
|
2
|
3
|
|
1
|
11-91
|
0,9
|
|
2
|
11-21
|
0,1
|
|
3
|
11-31
|
0,3
|
|
4
|
11-41
|
0,5
|
|
5
|
31-33
|
0,2
|
|
6
|
33-35
|
0,6
|
|
7
|
35-37
|
0,4
|
|
8
|
31-37
|
0,2
|
|
9
|
33-331
|
1,5
|
|
10
|
35-351
|
1,5
|
|
11
|
11-12
|
0,7
|
|
12
|
371'-361
|
0,6
|
|
13
|
16-161
|
0,7
|
|
14
|
33-13
|
0,7
|
|
15
|
35-15
|
0,7
|
|
16
|
36-16
|
0,5
|
3.3 Расчёт и построение чертежей базовой (БК) и исходной модельной
конструкции (ИМК)
Расчёт базовой конструкции проектируемой модели женского демисезонного пальто младшей возрастной группы, размер 170-84-92, II полнотной группы представлен в таблице 3.5, чертежи в М1:5 на рисунках 3.1 и 3.2.
В продолжении таблицы 3.5. представлен расчёт исходной конструкции, чертежи в М1:5 на рисунках 3.3 и 3.4.
Таблица 3.5 Расчет базовой конструкции женского демисезонного пальто полуприлегающего силуэта, размер 170-84-92, II полнотной группы
|
№ сис�те�мы
|
Отрезок
|
Формула
|
Исход�ная вели�чина
отрезка, см
|
Прибавка, см
|
Величи�на отрез�ка в готовом виде, см
|
При�пуск техно�логи�ческий, см
|
При�бавка общая, см
|
Вели�чина отрез�ка в черте�же, см
|
При�ме
ча�ние
|
|
|
|
|
|
на сво�боду
|
на пакет
|
конст�рук�тивная
|
|
|
|
|
|
|
|
|
|
АВ
|
Пс
|
Пп
|
Пк=Пс +Пп
|
АВ+Пк
|
Пт
|
П=Пк+ Пт
|
АВ+П
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Спинка и перед БК
|
|
1
|
11-91
|
Т40+(Т7-Т12)+П
|
69,3
|
1,2
|
0,9
|
2,1
|
74,1
|
1,1
|
|
100,4
|
|
|
2
|
11-21
|
0,ЗТ40+П
|
12,4
|
0,4
|
0,1
|
0,6
|
13,0
|
0,1
|
0,7
|
13,1
|
|
|
3
|
11-31
|
Т39+П
|
18,5
|
0,5
|
0,3
|
0,8
|
19,3
|
0,2
|
1,0
|
19,5
|
|
|
4
|
11-41
|
Т40+П
|
41,1
|
0,7
|
0,5
|
1,2
|
42,3
|
0,4
|
1,6
|
42,7
|
|
|
5
|
41-51
|
0,65(Т7-Т12)+П
|
18,3
|
|
|
|
18,3
|
0,2
|
0,2
|
18,5
|
|
|
6
|
31-33
|
0,5Т47+П
|
16,8
|
1,5
|
0,2
|
1,7
|
18,5
|
0,2
|
1,9
|
18,7
|
|
|
7
|
33-35
|
Т57+П
|
9,4
|
3,3
|
0,6
|
3,9
|
13,3
|
0,2
|
4,1
|
13,5
|
|
|
8
|
35-37
|
0,5(Т45+Т15-1,2-Т14)+П
|
18,5
|
1,2
|
0,4
|
1,6
|
20
|
0,2
|
1,8
|
20,3
|
|
|
9
|
31-37
|
/31-33/+/33-35/+/35-37/
|
44,7
|
6,0
|
1,2
|
7,2
|
51,9
|
0,6
|
7,8
|
52,5
|
|
|
10
|
37-47
|
Т40-Т39+П
|
22,8
|
|
|
|
22,8
|
0,4
|
0,4
|
23,2
|
|
|
11
|
47-57
|
0,65(Т7-Т12)+П
|
18,3
|
|
|
|
18,3
|
0,2
|
0,2
|
18,5
|
|
|
12
|
33-13
|
0,49Т38+П
|
14,8
|
0,3
|
0,7
|
1,0
|
15,8
|
0,2
|
1,2
|
16,0
|
|
|
13
|
35-15
|
0,43Т38+П
|
13,0
|
0,3
|
0,7
|
1,0
|
14,0
|
0,1
|
1,1
|
14,1
|
|
|
14
|
33-331
|
П
|
|
2,0
|
1,5
|
3,5
|
3,5
|
|
3,5
|
3,5
|
|
|
15
|
35-351
|
П
|
|
2,0
|
1,5
|
3,5
|
3,65
|
|
3,5
|
3,5
|
|
|
16
|
331-341
|
0,62/33-35/
|
|
|
|
|
|
|
|
8,4
|
|
|
17
|
351-341’
|
0,38/33-35/
|
|
|
|
|
|
|
|
5,1
|
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
18
|
331-332
|
0,62/33-35/+а19
|
|
|
|
|
|
|
|
8,4
|
а19=0
|
|
19
|
R 332-342
|
0,62/33-35/+а19
|
|
|
|
|
|
|
|
8,4
|
|
|
19.1
|
R 341-342
|
0,62/33-35/+ а19
|
|
|
|
|
|
|
|
8,4
|
|
|
19.2
|
341 332
|
К
|
|
|
|
|
|
|
|
|
|
|
20
|
351-352
|
0,38/33-35/-а21
|
|
|
|
|
|
|
|
5,1
|
а21=0
|
|
21
|
R 352-343
|
0,38/33-35/-а21
|
|
|
|
|
|
|
|
5,1
|
|
|
21.1
|
R 341-343
|
0,38/33-35/-а21
|
|
|
|
|
|
|
|
5,1
|
|
|
21.2
|
341-352
|
К
|
|
|
|
|
|
|
|
|
|
|
22
|
11-12
|
0,18Т13+П
|
6,3
|
0,3
|
0,7
|
1,0
|
1,0
|
0,4
|
1,4
|
7,7
|
|
|
23
|
11-112
|
0,25/11-12/
|
|
|
|
|
|
|
|
1,9
|
|
|
24
|
12-121
|
0,07Т13+П
|
2,3
|
|
|
|
2,3
|
|
|
2,3
|
|
|
25
8
|
13-14
|
3,5-0,08Т47
|
0,8
|
|
|
|
0,8
|
|
|
0,8
|
|
|
26
|
121-122
|
0,4/121-14/
|
5,3
|
|
|
|
|
|
|
К
|
|
|
27
|
31-32
|
0,17Т47+П
|
5,7
|
|
|
|
5,7
|
|
0,9
|
6,6
|
П=0,5*
П31-333
|
|
28
|
122-22
|
0,45/122-32/
|
|
|
|
|
|
|
|
|
|
|
29
|
122-22-122'
|
34-1,7 пп - 0,9ПС31-33
|
13,50
|
|
|
|
|
|
10,1°
|
|
|
|
30
|
R 122-14'
|
122'-14
|
|
|
|
|
|
|
|
|
|
|
31
|
R 22-141
|
22-14
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
31.1
|
R121-141
|
121-14
|
|
|
|
|
|
|
|
|
|
|
32
|
R22-123
|
22-123'
|
|
|
|
|
|
|
|
|
|
|
33
|
121-113
|
К
|
|
|
|
|
|
|
|
|
|
|
34.1
|
11-113
|
К
|
|
|
|
|
|
|
|
|
|
|
35
|
R121-114
|
/121-113/-а396
|
|
|
|
|
|
|
|
|
|
|
35.1
|
R121-114
|
/121-113/-а39
|
|
|
|
|
|
|
|
|
|
|
36
|
121-112
|
К
|
|
|
|
|
|
|
|
|
|
|
37
|
14'-342'
|
К
|
|
|
|
|
|
|
|
|
|
|
37.1
|
R332-342'
|
К
|
|
|
|
|
|
|
|
|
|
|
38
|
R14'-
342"
|
14'-342'
|
|
|
|
|
|
|
|
|
|
|
39
|
332-
342"
|
К
|
|
|
|
|
|
|
|
|
|
|
40
|
47-46
|
0,5Т46+П
|
9,4
|
|
|
|
|
|
0,9
|
10,3
|
П=0,5*
П35-37
|
|
41
|
46-36
|
Т36-Т35+П
|
19,2
|
|
|
|
19,2
|
0,2
|
0,2
|
19,4
|
|
|
42
|
36-371
|
47-46
|
10,3
|
|
|
|
|
|
|
10,3
|
|
|
43
|
36-372
|
Т35-Т34+П
|
8,5
|
|
|
|
8,5
|
|
0,9
|
9,4
|
П=0,5
П35-37
|
|
44
|
R36-372'
|
36-372
|
|
|
|
|
|
|
|
|
|
|
44.1
|
372-372'
|
0,5(Т15-1,2-Т14)
|
2,2
|
|
|
|
2,2
|
|
|
2,2
|
|
|
44.2
|
R36-371'
|
36-371
|
|
|
|
|
|
|
|
10,3
|
|
|
45
|
371'-361
|
0,18Т13+П
|
6,3
|
0,5
|
0,6
|
1,1
|
7,4
|
0,3
|
1,4
|
7,7
|
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
46
|
R36-16
|
Т44-(Т40+0,07Т13)-
(Т36-Т35)+П
|
24,6
|
0,3
|
0,5
|
0,8
|
25,4
|
0,2
|
1,0
|
25,6
|
|
|
47
|
R16-14"
|
121-14(с чертежа спинки)
|
|
|
|
|
|
|
|
|
|
|
48
|
16-161
|
0,205Т13+П
|
7,1
|
0,3
|
0,7
|
1,0
|
8,1
|
0,1
|
1,1
|
8,2
|
|
|
49
|
16-171
|
К
|
|
|
|
|
|
|
|
|
|
|
49.1
|
17-171
|
К
|
|
|
|
|
|
|
|
|
|
|
50
|
R16-172
|
16-171
|
|
|
|
|
|
|
|
|
|
|
50.1
|
R17-172
|
16-171
|
|
|
|
|
|
|
|
|
|
|
51
|
17-16
|
К
|
|
|
|
|
|
|
|
|
|
|
52
|
14"-343'
|
К
|
|
|
|
|
|
|
|
|
|
|
52.2
|
352-343'
|
К
|
|
|
|
|
|
|
|
|
|
|
53
|
R14"-343"
|
14"-343'
|
|
|
|
|
|
|
|
|
|
|
54
|
352-14"
|
К
|
|
|
|
|
|
|
|
|
|
|
55
|
41-470
|
0,5Т18+П
|
31,7
|
7,9
|
3,0
|
10,9
|
42,6
|
0,4
|
11,3
|
43,0
|
|
|
56
|
51-570
|
0,5Т19+П
|
46
|
|
|
3,0
|
48,5
|
0,5
|
3,5
|
49,5
|
|
|
Расчетные параметры проймы и оката рукава
|
|
57
|
ДП
|
0,93Т38+ (Пзз-1з+ П35-15) + 0,57 (Т57+ П33-35) + 2/33-331/
|
|
|
|
|
|
|
|
45,4
|
|
|
57.1
|
ПОР
|
Н·ДП = 0,11·ДП
|
|
|
|
|
|
|
|
5,0
|
|
|
57.2
|
ДОР
|
(1+Н) ДП = 1,11· ДП
|
|
|
|
|
|
|
|
50,4
|
|
|
Рукав БК
|
|
58
|
331-351
|
33-35
|
|
|
|
|
|
|
|
13,5
|
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
59
|
331-341
|
0,62/33-35/+a17
|
|
|
|
|
|
|
|
8,4
|
|
|
60
|
351- 341'
|
0,38/33-35/-a18
|
|
|
|
|
|
|
|
5,1
|
|
|
61
|
331-332
|
0,62/33-35/+а19
|
|
|
|
|
|
|
|
8,4
|
|
|
62
|
R332-342
|
0,62/33-35/+a19
|
|
|
|
|
|
|
|
8,4
|
|
|
62.1
|
R341-342
|
0,62/33-35/+a19
|
|
|
|
|
|
|
|
8,4
|
|
|
62.2
|
341-332
|
К
|
|
|
|
|
|
|
|
|
|
|
63
|
351-352
|
0,38/33-35/-a21
|
|
|
|
|
|
|
|
5,1
|
|
|
64
|
R352-343
|
0,38/33-35/-a21
|
|
|
|
|
|
|
|
5,1
|
|
|
64.1
|
R341'-343
|
0,38/33-35/-a21
|
|
|
|
|
|
|
|
5,1
|
|
|
64.2
|
341'-352
|
К
|
|
|
|
|
|
|
|
|
|
|
65
|
351-333 (ШОР)
|
Т109+а71+П
|
13,7
|
2,5
|
1,5
|
4,0
|
17,7
|
0,5
|
4,5
|
18,2
|
а71=4,1
|
|
66
|
333-13 (ВОР)
|
|
|
|
|
|
|
|
|
16,0
|
|
|
67
|
13-14
|
0,45/351-333/
|
|
|
|
|
|
|
|
8,2
|
|
|
68
|
13-141
|
0,73/351-333/
|
|
|
|
|
|
|
|
13,3
|
|
|
69
|
15-141'
|
15-141
|
|
|
|
|
|
|
|
|
|
|
70
|
141'-353
|
0,5/141'-343/
|
|
|
|
|
|
|
|
|
|
|
71
|
R353-354
|
353-343
|
|
|
|
|
|
|
|
|
|
|
72
|
141-142
|
141-15
|
|
|
|
|
|
|
|
|
|
|
73
|
14-143
|
0,5/14-141/
|
|
|
|
|
|
|
|
|
|
|
74
|
13-131
|
0,3/333-13/
|
|
|
|
|
|
|
|
4,8
|
|
|
75
|
131-344
|
0,5/131-342/
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
76
|
R344- 345
|
344-342
|
|
|
|
|
|
|
|
|
|
|
77
|
13-133
|
13-133'
|
|
|
|
|
|
|
|
|
|
|
78
|
133-134
|
0,5/133-131/
|
|
|
|
|
|
|
|
|
|
|
79
|
133-144
|
0,5/133-14/
|
|
|
|
|
|
|
|
|
|
|
80
|
|
87
|
20
|
|
|
|
20
|
|
|
20
|
|
|
81
|
13-333-93
|
ТЗЗ-/121-14/+П
|
59,0
|
2,0
|
1,3
|
3,3
|
62,3
|
1,0
|
4,3
|
63,3
|
|
|
82
|
13-333-43
|
Т32-/121-14/+П
|
35,2
|
1,0
|
0,6
|
1,6
|
36,8
|
0,5
|
2,1
|
37,3
|
|
|
83
|
95-931
|
0,5Т29+П
|
7,6
|
4,5
|
2,3
|
6,8
|
14,4
|
0,4
|
7,2
|
14,8
|
|
|
84
|
95-94
|
0,5/95-931/
|
6,5
|
|
|
|
|
|
|
6,5
|
|
|
85
|
45-451
|
К
|
|
|
|
|
|
|
|
|
|
|
Спинка и перед ИМК
|
|
85.1
|
470-47
(dт)
|
/31-37/-/41-470/
|
|
|
|
|
|
|
|
9,5
|
|
|
85.2
|
570-57
(dб)
|
/31-37/-/51-570/
|
|
|
|
|
|
|
|
-1,0
|
|
|
85.3
|
331-341
|
По модели
|
|
|
|
|
|
|
|
6,75
|
|
|
85.4
|
441-442
|
Т25-Т26-0,8
|
|
|
|
|
|
|
|
0,9
|
|
|
85.5
|
442-443
|
0,24 dт
|
|
|
|
|
|
|
|
2,2
|
|
|
85.6
|
442-443'
|
0,24 dт
|
|
|
|
|
|
|
|
2,2
|
|
|
85.7
|
41-430
|
По модели
|
|
|
|
|
|
|
|
12,8
|
|
|
85.8
|
430-431
|
0,15 dт
|
|
|
|
|
|
|
|
1,45
|
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
85.9
|
430-431'
|
0,15 dт
|
|
|
|
|
|
|
|
1,45
|
|
|
85.10
|
442-450
|
По модели
|
|
|
|
|
|
|
|
10,8
|
|
|
85.11
|
450-451
|
0,06 dт
|
|
|
|
|
|
|
|
0,55
|
|
|
85.12
|
450-451'
|
0,06 dт
|
|
|
|
|
|
|
|
0,55
|
|
|
85.13
|
530-531
|
|
|
|
|
|
|
|
|
-0,3
|
|
|
85.14
|
530-531'
|
|
|
|
|
|
|
|
|
-0,3
|
|
|
85.15
|
541-542
|
0,5 dб
|
|
|
|
|
|
|
|
-0,5
|
|
|
85.16
|
541-542'
|
0,5 dб
|
|
|
|
|
|
|
|
-0,5
|
|
|
85.17
|
560-561
|
|
|
|
|
|
|
|
|
0,3
|
|
|
85.18
|
560-561'
|
|
|
|
|
|
|
|
|
0,3
|
|
|
85.19
|
930-931
|
|
|
|
|
|
|
|
|
0,3
|
|
|
85.20
|
930-931'
|
|
|
|
|
|
|
|
|
0,3
|
|
|
85.21
|
941'-942
|
|
|
|
|
|
|
|
|
0,5
|
|
|
85.22
|
941'-942'
|
|
|
|
|
|
|
|
|
0,5
|
|
|
85.23
|
960-961
|
|
|
|
|
|
|
|
|
0,3
|
|
|
85.24
|
960-961'
|
|
|
|
|
|
|
|
|
0,3
|
|
|
Рукав двушовный ИМК
|
|
86
|
131-135
|
По модели
|
|
|
|
|
|
|
|
3,0
|
Вниз по /131-345/
|
|
86.1
|
R131-135'
|
То же
|
|
|
|
|
|
|
|
3,0
|
Дуга влево вниз до перес. с из 135 к /131-431/,
|
Продолжение таблицы 3.5
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
86.4
|
434-434'
|
2/432-433/
|
|
|
|
|
|
|
|
|
Вправо по л. локтя, /434-135/ и /434-933/ - прямые
|
|
86.5
|
434-434''
|
2/432-433/
|
|
|
|
|
|
|
|
2,0
|
Влево по к /431-131/, /434'-135'/ - прямая
|
|
86.7
|
351-356
|
По модели
|
|
|
|
|
|
|
|
2,0
|
Влево по гориз.
|
|
86.8
|
351-356'
|
По модели
|
|
|
|
|
|
|
|
2,0
|
Вправо по гориз.
|
|
86.9
|
451-452
|
По модели
|
|
|
|
|
|
|
|
2,0
|
|
|
86.10
|
452-452'
|
По модели
|
|
|
|
|
|
|
|
4,0
|
|
|
86.11
|
452-452''
|
По модели
|
|
|
|
|
|
|
|
4,0
|
|
|
86.12
|
951-952
|
По модели
|
|
|
|
|
|
|
|
2,0
|
Дуга вправо
|
|
86.13
|
R951-952'
|
По модели
|
|
|
|
|
|
|
|
2,0
|
Дуга вниз
|
|
86.14
|
R452''-952'
|
452-952
|
|
|
|
|
|
|
|
|
Вниз по продол-
жению /141-355/
|
|
86.15
|
355-354'
|
355-354
|
|
|
|
|
|
|
|
|
Дуга вправо
|
|
86.16
|
R355-343'
|
355-343
|
|
|
|
|
|
|
|
|
Дуга вверх вправо
|
|
86.17
|
R351-343'
|
351-343
|
|
|
|
|
|
|
|
|
|
|
86.18
|
354'-357'
|
К
|
|
|
|
|
|
|
|
|
|
Проставление надсечек по пройме и окату рукава производится, руководствуясь по методике ЩНИИШП. и представлена на рисунке 3.5. Значения отдельных участков проймы и оката рукава, а также распределение посадки на них представлены в таблице 3.6.
Дпр=100% Ппос=100%
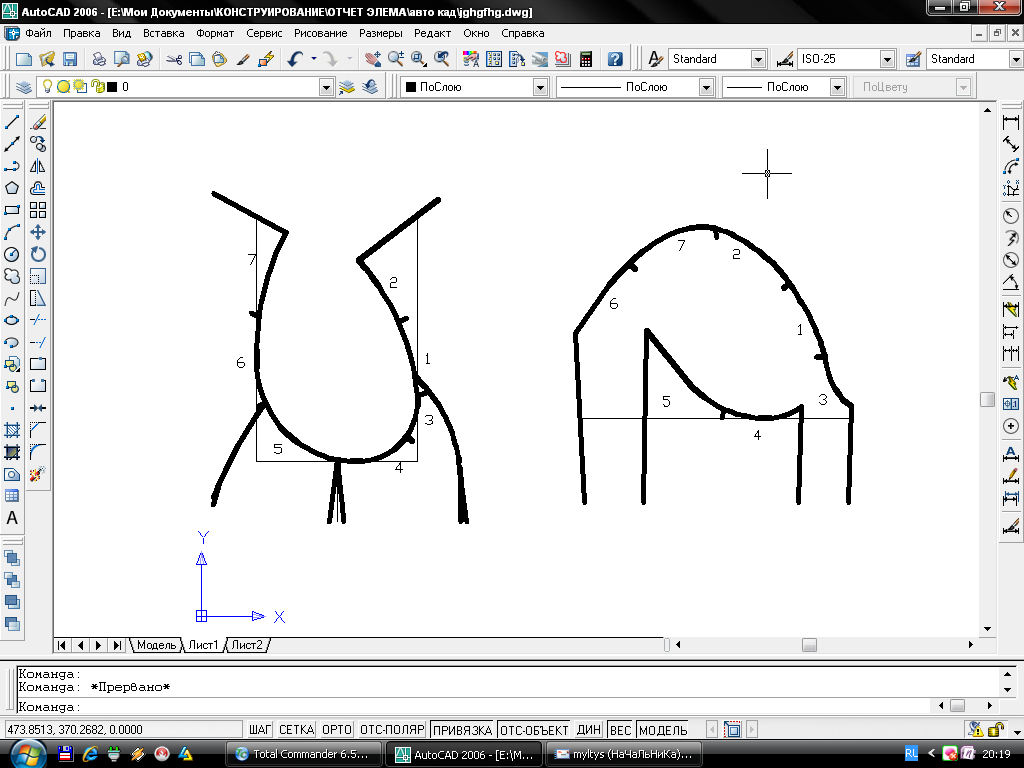
Рисунок 3.5 Распределение посадки оката рукава
Таблица 3.6 Распределение посадки по окату рукава
|
Участок проймы
|
Величина посадки
|
Участок оката рукава
|
|
номер
|
длина проймы, см
|
%
|
см
|
длина оката, см
|
|
1
|
6,3
|
13
|
0,6
|
6,9
|
|
2
|
6,2
|
30
|
1,5
|
7,7
|
|
3
|
4,5
|
5
|
0,3
|
4,8
|
|
4
|
6,4
|
8
|
0,4
|
6,8
|
|
5
|
8,0
|
10
|
0,5
|
8,5
|
|
6
|
7,4
|
14
|
0,7
|
8,1
|
|
7
|
7,4
|
20
|
1,0
|
8,4
|
|
Итого
|
46,2
|
100
|
5,0
|
51,2
|
3.4 Разработка чертежей модельной конструкции (МК)
В соответствии с эскизным предложением новой модели женского жакета производится разработка модельной конструкции. При этом был использован технический эскиз модели (рис 3.6), иллюстрирующий МК. При разработке использовалось уменьшение реальных величин размерных признаков типовой фигуры. Коэффициент подобия для выполнения элементов конструктивного моделирования равен 8,5, так как по горизонтали:
КП=
Дп.ск. – длина плечевого ската.
По вертикали: КП=
Дтс – длина спины до талии с учетом.
Тогда расчет конструктивных отрезков осуществлялся по формуле:
Рн = Рэ*10, где
Рн - величина конструктивного параметра в чертеже, выполненном в натуральную величину, см;
Рэ- величина соответствующего участка на техническом эскизе, см.
Расчеты положения декоративных и конструктивных элементов модели представлены в таблице 3.7.
Таблица 3.7 Расчет конструктивных и декоративных элементов МК
|
Наименование конструктивного участка
|
Условное обозначение на эскизе
|
Величина конструктивного участка, см
|
|
|
|
на эскизе
|
М 1:1
|
М 1:5
|
|
1
|
2
|
3
|
4
|
5
|
|
Длина изделия ниже линии бедер на
|
1-2
|
4,6
|
39,1
|
7,85
|
|
Длина рукава от шва втачивания рукава
|
3-4
|
7,3
|
62
|
12,4
|
|
Ширина планки
|
5-6
|
0,7
|
6,0
|
1,2
|
|
Ширина пояса
|
7-8
|
0,6
|
5,0
|
1,0
|
|
Ширина паты
|
9-10
|
0,6
|
5,0
|
1,0
|
|
Положение паты от низа рукава
|
10-11
|
0,6
|
0,5
|
1,0
|
Окончание таблицы 3.8
|
1
|
2
|
3
|
4
|
5
|
|
Положение хлястика от низа изделия
|
12-13
|
5,6
|
48
|
9,6
|
|
Положение клапана от линии талии
|
14-15
|
0,8
|
6,8
|
1,3
|
|
Ширина клапана
|
15-16
|
0,6
|
5,5
|
1,1
|
|
Величина от клапана до низа кармана
|
17-18
|
2,1
|
18,2
|
3,6
|
|
Величини входа верхнего кармана
|
19-20
|
1,7
|
14,5
|
2,9
|
|
Расстояние между пуговицами
|
20-21
|
1,5
|
13,3
|
2,7
|
Чертеж модельной конструкции представлен на рисунке 3.7 в масштабе 1:5.
3.5 Разработка первичных лекал, раскрой и изготовление образца
После построения чертежей модельных конструкций проводится проверка одной из них путем изготовления образца изделия из ткани. Это необходимо для того, чтобы проверить посадку образца на фигуре, а так же соответствие разработанной конструкции эскизу модели. С этой целью производят копирование контуров основных деталей МК для изготовления первичных лекал для раскроя изделия. Первичные лекала деталей представляют собой основные детали МК, изготовленные из картона или бумаги с монтажными технологическими припусками на швы и подгиб.
Припуски на уточнение (подгонку) изделия на фигуре учитывают при раскрое изделия и прибавляют к контурам деталей кроя.
Перед вырезанием лекал было проверенно сопряженность линий по срезам, длины одноименных срезов и их конфигурацию. На лекалах основных деталей следует нанести положение основных конструктивных линий.
На следующем этапе производится раскрой образца изделия и подготовка к примерке на конкретной фигуре. Раскрой производят по ТУ, учитывающей направление нитей основы.
Выполняя раскладку деталей на ткани необходимо учитывать ряд приёмов, обеспечивающих наилучшее расположение лекал в раскладке:
- раскладка лекал начинается с размещения крупных деталей;
- крупные детали располагаются по границам раскладки;
- прямые и слабоискривлённые срезы укладываются по рамке раскладки;
- мелкие детали размещаются между крупными, а также на краевых и концевых участках;
- размещая деталь, следует рассмотреть её в четырёх возможных положениях, поворачивая вокруг вертикальной и горизонтальной осей.
Для выполнения раскладки необходимо определить площадь лекал. Для определения площади лекал деталей выбирается программа AutoCAD, с помощью которой были построены чертежи и лекала деталей. Выбран этот метод как наиболее удобный и точный.
Площадь одного комплекта лекал Sл1= 0,101 м2 (М 1:5)
Sл1=2,537 м2 (М 1:1).
Предварительная норма на длину раскладки лекал рассчитывается по формуле:
где Sл – площадь комплекта лекал, включенных в раскладку лекал, м2;
Вн – нормативный процент межлекальных отходов, %;
Шр – ширина рамки раскладки, м.
Нормативный процент межлекальных отходов: Вн1 = 23 %;
В соответствии с техническими условиями на раскладку лекал выполняется раскладка в масштабе 1:1, (затем можно распечатать в любом масштабе) с помощью программы AutoCAD, способом настилания ткани «вразворот», строго в одном направлении, без отклонений от нити основы, так как используется пальтовая ткань, имеющая направленный ворс.
После выполнения раскладки лекал на одной из основных деталей дается характеристика полученной раскладки по следующим показателям:
изделие;
размерные признаки;
длина и ширина раскладки;
вид поверхности ткани;
способ настилания ткани.
Раскладка представлена в масштабе 1:5 в приложении А.
Экспериментальная раскладка получилась экономичней, Вф=21,3%.
После раскроя, образец подготовили к примерке. К примерке Были подготовлены детали из основной ткани, все основные детали сметаны, а верхние карманы полностью обработаны.
Примерка образца проводилась в следующей последовательности:
- уточнение формы опорной поверхности изделия;
- распределение суммарного раствора выточек по линии талии;
- уравнивание деталей в боковом направлении;
- балансировка изделия в передне-заднем направлении;
- уточнение модельных особенностей изделия.
По результатам примерки выполняют изменения конструкции деталей одежды и перенося на чертёж МК.
При изготовлении образца, пальто была проведена вторая примерка. Ко второй примерке было выполнено:
- стачивание рельефов, частей переда и спинки;
- притачина планка переда
- стачивание швов рукава и втачивание их в пройму;
- обработан воротник;
- вмётан воротник;
- стачаны плечевые и боковые швы;
- замётан низ пальто.
В ходе проведения примерки, дефекты обнаружены не были. После примерки изделие полностью обрабатывается.
4 ТЕХНИЧЕСКИЙ ПРОЕКТ
4.1 Обоснование методов технологической обработки изделия
Методы обработки деталей одежды - это различные сочетания операций, выполняемых в определенной последовательности и применяемых для соединения, формования, обработки краев и отделки деталей. Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и снижение себестоимости изделий.
Соединение деталей модели в каждом конкретном случае зависит от требований, предъявляемых к полученным соединениям, вида соединяемых материалов, а также производительности труда при выполнении соединения (применение спецоборудования).
При проектировании модели одежды определяется использование швов той или иной конструкции. При этом учитываются не только прочностные и другие показатели швов, но и направление моды на данный период.
Использование швов той или иной конструкции оказывает влияние на технологическую оснастку процесса изготовления одежды. При выборе машин, приспособлений необходимо учитывать параметры швов, запроектированных в конструкции.
В зависимости от выполняемого вида соединения либо обработки детали изделия, используют челночные, цепные, обметочные, подшивочные и другие строчки. Для изготовления одежды применяют швейные нитки, различные по сырьевому составу, структуре и способу производства. В зависимости от массы ткани выбирают номер ниток и соответствующий им номер швейных игл.
В таблице 4.1. приведены виды ниточных швов, используемых при изготовлении модели женского демисезонного пальто. Виды и параметры швов были выбраны в соответствии с ГОСТ 12807-88 «Изделия швейные. Классификация стежков, строчек и швов».
Таблица 4.1 Виды рекомендуемых ниточных соединений деталей проектируемого пальто
|
Наименование шва
|
Назначение
|
Ширина шва
|
Номер ниток
|
Частота
строчек
Стеж/см
|
Номер игл
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
1. Соединительный стачной в разутюжку
|
Боковые швы, плечевые, передние швы рукавов, соединение средней части спинки
|
1,0
|
44ЛЛ
|
3-4
|
100
|
|
2. Соединительный стачной в заутюжку
|
Притачивание планок переда и воротников, притачивание центральных частей переда, бочков переда и спинки, втачивание воротника, локтевые швы рукавов
|
1,0
|
44ЛЛ
|
3-4
|
100
|
|
|
Соединение делалей подкладки
|
1,0
|
44ЛЛ
|
3-4
|
90
|
|
3. Соединительный настрочной шов с открытыми срезами
|
Отделочные строчки по по краю воротника, бортов, пат рукавов, клапанам, пояса, рельефам переда и спинки, швам притачивания бочков переда и спинки по шву притачивания планки переда и воротников, по швам притачивания листочки
|
Шов
Стачива-ния 1,0
Отделоч-ная
0,7
|
Нить гарус
|
2-2,5
|
110
|
|
4. Соединительный накладной шов с
|
Настрачивание накладных карманов,
|
0,7
|
Нить гарус
|
2-2,5
|
110
|
Окончание таблицы 4.1
|
1
|
2
|
3
|
4
|
5
|
6
|
|
закрытым срезом
|
клапанов, шлевок
|
|
|
|
|
|
5. Краевой обтачной в кант
|
Обтачивание борта, воротника, клапана, кармана, паты рукава, пояса
|
0,7
|
44ЛЛ
|
3-4
|
100
|
|
6. Краевой вподгибку с притачной подкладкой
|
Притачивание подкладки по низу изделия и рукавов
|
Подгибка 4,0
Шов 1,0
|
44ЛЛ
|
3-4
|
100
|
Влажно-тепловую обработку применяют для придания формы деталям одежды и окончательной отделки изделий. ВТО значительно влияет на качество и товарный вид изделий. Она имеет большой удельный вес (20-25%) в процессах изготовления верхней одежды. При ВТО ткань увлажняют, подвергают воздействию тепла и давления с помощью утюгов, прессов, паровоздушных манекенов. При воздействии влаги и тепла ткань легче поддается различным деформациям. Оказывая на ткань в таком состоянии давление, деталям изделия придают необходимую пространственную форму, загибают края, образуют складки, устраняют неровности и замины на поверхности ткани. Для закрепления формы, приданной деталям, влагу удаляют и ткань охлаждают [16].
Для обеспечения качества влажно-тепловой обработки необходимо соблюдать параметры, установленные для конкретного вида ткани. В данном случае необходимо придерживаться параметров ВТО для пальтовой и подкладочной ткани и параметров дублирования для клеевых прокладочных материалов.
Рекомендуемые режимы ВТО представлены в таблице 4.2.
Таблица 4.2 Параметры влажно-тепловой обработки
|
Вид операции ВТО
|
Температура, 0С
|
Удельное давление, Па
(масса утюга)
|
Время
обработки, с
|
Время увлажнения, с
|
|
1
|
2
|
3
|
4
|
5
|
|
Дублирование
|
130-135
|
2,5
|
-
|
-
|
|
Прессование
|
130
|
2,3
|
30
|
5
|
|
Приутюживание деталей из основной ткани
|
130
|
1,9
|
25
|
8
|
|
Приутюживание подкладки изделия
|
110
|
1,9
|
15-20
|
-
|
|
Снятие лас
|
|
|
|
|
Качество швов в изделии в большой степени зависит от вида применяемого оборудования и правильности его наладки на выполнение конкретной операции в соответствии с применяемыми нитками и сшиваемыми материалами.
Для качественного выполнения операций необходимо использовать швейные машины в соответствии с их технологическим назначением.
С целью увеличения производительности труда и повышения качества соединительных операций оснащены автоматическими устройствами для обрезки ниток после окончания выполнения строчки, для опускания и подъёма принимаемой лапки, закрепления начала и конца строчки.
Технологическая характеристика швейных машин, рекомендуемых для изготовления проектируемого демисезонного женского пальто представлена в таблице 4.3.
Таблица 4.3 Характеристика швейных машин
|
Наменование или класс машины
|
Максимальная частота вращения гл. вала,
об/мин
|
Мак.
длина стежка,
мм
|
Иглы
|
Нитки
|
Обрабаты
ваемые материалы
|
Дополнительные
данные
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Универсаль�ная стачи�вающая одноигольная ма�шина 487 «Пфафф»
|
5000
|
5
|
100-110
|
44ЛЛ, нить гарус
|
Ткани из натуральных волокон, смесовые с химически и волокнами. Нетканые материалы.
|
Автоматическая обрезка ниток, дозированная подача смазки к челноку и игловодителю
|
|
Универсаль�ная стачи�вающая одноигольная ма�шина 953-8/01-900/57 BS «Пфафф»
|
5000
|
4,5
|
100-110
|
44ЛЛ, нить гарус
|
Для универсальных швейных работ на материалах различной толщины
|
Автоматическая обрезка ниток, дозированная подача смазки к челноку и игловодителю
|
|
Универсаль�ная стачи�вающая ма�шина 953-34 «Пфафф»
|
5000
|
4,5
|
90
|
44ЛЛ
|
Для тонких материалах (шелк, вискоза)
|
Автоматическая обрезка ниток и подъем лапки, дозированная подача смазки к челноку и игловодителю
|
|
Одноигольная стачивающая машина с обрезанием краев при
|
5000
|
4,5
|
100
|
44ЛЛ
|
Для толстых и среднетолстых материалов
|
Автоматическая обрезка ниток и подъем лапки, дозированная подача смазки к
|
Продолжение таблицы 4.3
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
обработке воротничков, пат и других мелких деталей
|
|
|
|
|
|
челноку и игловодителю, механизм обрезки края материала. Расстояние от линии обреза 2,5; 3; 4; 5; 6; 8;10; 12 мм
|
|
П/а для изготовления шлевок 376-1
|
2500
|
4,5
|
|
44ЛЛ
|
Все виды тканей
|
|
|
П/а для обметывания петель с глазком (круглым овальным) и закрепкой клиновидной, круглой, поперечной, без закрепки
579-112000
«Дюркопп»
|
2500
|
-
|
-
|
44ЛЛ
|
Все виды тканей
|
|
|
П/а для выполнения закрепок и коротких швов
|
2300 стеж/мин
|
-
|
-
|
44ЛЛ
|
Все виды тканей
|
Автоматическая обрезка нити. Гидравлическое управление. Бесступенчатая регулировка скорости пошива и ширины шва.
|
Окончание таблицы 4.3
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
П/а для пришивания пуговиц с двумя и четырьмя отверстиями
3860-1/01 «Пфафф»
|
1800
|
Кол-во стежков на пуг.- 14
|
-
|
44ЛЛ
|
Все виды тканей
|
Устройство для подачи пуговиц, автоматическая обрезка ниток, микропроцессорное управление
|
При влажно-тепловой обработке женского демисезонного пальто разутюживают и заутюживают швы, рельефы, приутюживают края и детали, используя оборудование фирм «Kanegiesser» и «Veit» Германия.
Характеристика выбранного оборудования для ВТО представлена в таблице 4.4.
Таблица 4.4 Оборудование для влажно-тепловой обработки
|
Наименование оборудования
|
Краткая характеристика, примечания
|
|
Электропаровой утюг фирмы VEIT 1205
|
масса – 1900г.,
в комплекте с утюжильным столом VEIT 4245 марки 4415,
с вакуумотсосом и набором
специальных подушек,
габариты стола 120*35 см.,
масса 75 кг.
|
|
Дублирующая установка Kannegiesser
|
температура дублирования до 250 оС,
давление до 60 кН,
нагрев верхней подушки – электрический,
нижней – паровой
|
4.2 Разработка чертежей сборочных схем конструктивных основных
узлов изделия
Эскиз модели с нанесением сечений представлен на рисунке 4.1.
Структурные схемы всех основных конструктивных узлов изделия, которые иллюстрируют внешний вид узлов, параметры их технологической обработки, величины швов и последовательность выполнения операций представлены на рисунках 4.2.-4.7.
5 РАЗРАБОТКА РАБОЧЕЙ ДОКУМЕНТАЦИИ
Заключительным этапом проектирования новой модели является разработка рабочей документации, которая представляется в виде комплекта лекал, технического описания разрабатываемой модели (ТО) и опытного образца. Документация составляется на основе конструкторской документации эскизного и технического проектов.
5.1 Разработка чертежей лекал деталей из основной ткани
Чертежи лекал деталей являются техническим документом, который определяет конструкцию, форму и размеры деталей, а также технические условия на обработку и изготовление изделия.
Основными этапами построения лекал являются:
- Копирование деталей с чертежа МК;
- Выбор технологических припусков;
- Вырезание лекал и проверка сопряжений срезов;
- Определение нити основы и её отклонения;
- Оформление лекал.
Исходными данными для разработки основных окончательных лекал являются: чертежи МК (с внесёнными изменениями, если они были после примерок), свойства материалов, выбранные методы технологической обработки и используемое при отливе изделия оборудование.
Для построения лекал деталей каждую деталь в отдельности копируют с чертежа модельной конструкции на бумагу, картон или все лекала строятся в САПР. Одновременно копируют и отмечают на лекале положение основных конструктивных линий и точек (линий ширины спинки, переда в узком месте, груди, талии, бедер, низа изделия, центра спинки, переда, линий полузаноса, глубины оката, локтя, низа рукава; положение надсечек по пройме и окату рукава, петель, пуговиц и т.д.).
Величина припуска на шов для женского пальто зависит от вида шва, его кривизны, способов обработки и применяемого оборудования. По тем срезам, где необходимо предусмотреть огибание или кант, дают припуски на кант и огибание, которые зависят от толщины материала.
Параметры технологических припусов, которые были даны при построении лекал из основной ткани к контурам каждой скопированной детали, представлены в таблице 5.1.
Таблица 5.1 Припуски на швы и подгиб в лекалах женского демисезонного пальто.
|
Наименование шва
|
Место учёта
|
Величина,см
|
|
Соединительный стачной
|
Боковые швы, плечевые, передние швы рукавов, соединение средней части спинки. Притачивание планок переда и воротников, притачивание центральных частей переда, бочков переда и спинки, втачивание воротника, локтевые швы рукавов
|
1,0
|
|
Краевой обтачной в кант
|
Припуск на обтачивание борта, воротника, клапана, кармана, паты рукава, пояса
|
0,7
|
|
Краевой в подгибку с притачной подкладкой
|
Подгиб низа пальто, низа рукавов
|
4,0
|
После оформления срезов с учётом технологических припусков, производится проверка сопряжённости срезов для чего лекала смежных деталей складывают таким образом, чтобы в области необходимого сопряжения совмещались линии стачивания одноименных срезов и точки ближайших монтажных знаков на этих линиях и проставления надсечек [10].
В лекалах деталей из основной ткани были нанесены направления нити основы, с учётом допускаемых отклонений для каждой детали. Эти величины представлены в таблице 5.2
Таблица 5.2 Направление нити основы и допускаемые отклонения в деталях
из основной ткани
|
Наименование детали
|
Долева направление
|
Допускаемое отклонение от н.о., %
|
|
1
|
2
|
3
|
|
Центральная часть спинки, средняя часть спинки,
бочок спинки
|
Параллельно средней линии спинки
|
0
|
|
Левая часть переда, правая часть переда, планка правой части переда
|
Параллельно срезу борта
|
0
|
|
Пояс,
|
Параллельно линии, проведённой посередине поперек детали
|
0
|
|
Воротник
|
Параллельно линии, проведённой посередине вдоль детали
|
0
|
|
Планки воротника
|
Продолжение линии нити основы на воротнике
|
0
|
|
Верхние и нижние части рукавов
|
Параллельно линии, проведённой посередине вдоль детали
|
0
|
|
Паты, шлевки, листочки, обтачка горловины спинки
|
Параллельно линии, проведённой посередине вдоль детали
|
0
|
|
Клапана, наклодные карманы
|
Совпадает с долевым направлением на переде
|
0
|
|
Подборт
|
Параллельно срезу борта
|
0
|
Отклонения не даётся, так как для пошива используется драповая ткань, имеющая направленный ворс. Раскрой производится строго в одном направлении.
На лекале каждой детали наносят следующие маркировочные данные:
• вид лекала;
• наименование изделия;
• номер модели;
• размерные признаки;
• наименование детали;
• вид материала (основной, подкладка, прокладка);
• количество лекал;
• фамилия конструктора.
На одной из крупных деталей была составлена спецификация лекал и деталей кроя. В неё включены все детали из основной ткани. Лекала деталей из основной ткани представлены в масштабе 1:2 на листах формата А1.
Кроме того, на лекалах-оригиналах наносят линии контрольных измерений лекал и готовых изделий с указанием припусков на швы, подгиб, усадку и уработку. Для пальто женского предлагается следующие измерения, определяющие соразмерность одежды телу человека:
1) длина спинки посередине;
2) ширина спинки узком месте;
3) ширина изделия под проймой (то середины спинки до края борта с учетом планки);
4) длина переда;
5) ширина переда узком месте;
6) длина рукава
7) ширина рукава вверху
8) длина пояса.
Производные лекала разрабатываются на базе основных лекал из основной ткани. К производным лекалам женского пальто относятся: подборт, обтачка горловины спинки, верхний воротник, планки верхнего воротника, паты рукавов, накладные карманы, клапаны.
Размеры и форма производных деталей тесно увязаны с контурами основных деталей и зависят от выбранных методов обработки и сборки деталей и узлов изделия.
Подборт строится на основе переда. Внешний срез подборта делают меньше на 0,3 см, так кант предусмотрен из детали переда. Ширина подборта по плечевому срезу увязывается с шириной обтачки горловины спинки и равна 7,0 см, с учетом швов. На уровне линии талии и до низа ширина подборта равна 9,5 см. Внутренний срез подборта делается короче перед на 0,7см. Ширина подборта определяется видом застежки.
Лекала верхнего воротника строят на основании нижнего, с учетом его изменения. Дают необходимые припуски на кант и на огибания. Так для раскроя используется болванка, то необходимо дать еще припуск в 1,0 см.
Обтачка горловины спинки строится на основе лекал спинки. Плечевой срез обтачки должен быть равен плечевому срезу подборта (7,0), с учетом швов притачивания подкладки.
Лекала клапана, накладного кармана и паты рукавов строят на основе соответствующих лекалах подкладки. К лекалам даются припуски на посадку в уголках 0,1 см, кант 0,2 см. К лекалам кармана и клапана дается ещё дополнительный припуск на болванку 1,0 см.
При построении лекала подкладки верхнего кармана необходимо учесть, что подкладка цельнокроеная с подзором.
Длина листочки равна величине входа в карман 14,5см, ширина 2,0см. Листочку кармана проектировали цельнокроеной, т.е. ширина в лекале равна 4,0см. Ещё необходимо дать 1,0 см на притачивание подкладки, и листочка проектируется на 2,5 см больше величины входа в карман.
Лекала деталей из основной ткани и схемы их построений представлены в масштабе 1:5 на рисунках 5.1 – 5.5.
5.2 Разработка чертежей лекал деталей прокладки
Прокладки в деталях одежды служат для создания и сохранения стабильной формы изделия, предохраняют срезы деталей от растяжения, обеспечивают необходимую жёсткость и формоустойчивость мелким деталям и отдельным участкам изделия и увеличивают их прочность.
С целью создания и сохранения стабильной формы пальто используют фронтальное дублирование деталей переда: перед левый, правый, планка правой части переда, центральная часть, бочок переда, подборта.
Также дублируется верха бочков спинки, обтачки горловины спинки, горловины и плечевого среза спинки (предохраняет от растяжения), верхний и нижний воротники, планки воротников, накладные карманы, клапана, листочки.
Для построения чертежей лекал клеевых прокладок используют чертежи основных и производных деталей из основного материала. При построении лекал деталей клеевых прокладок учитывают, что срезы деталей клеевых прокладок не должны выходить за срезы основных лекал, во избежание приклеивания к поверхности пресса, утюга при дублировании (не менее чем на 0,1 0,3 см) или закрепляться при прокладывании отделочных строчек.
В данной работе при разработке лекал прокладок отступ от срезов деталей из основной ткани составляет 0,3 см.
При разработке лекал прокладок в низ пальто и рукавов, верхний срез детали заходит за подгиб низа на 1,0 см.
При оформлении чертежей лекал деталей клеевых прокладок на них наносят направления нитей основы.
Схемы построения лекал из прокладки представлены на рисунках 5.6 – 5.9.
5.3 Разработка чертежей лекал деталей подкладки
Чертежи лекал подкладки разрабатывают на основе чертежей лекал соответствующих деталей из основного материала.
Разработку осуществляют в такой последовательности:
• выбирают способ членения деталей подкладки на части;
• определяют величины перемещений конструктивных точек;
• строят чертежи лекал деталей подкладки;
• оформляют чертежи лекал деталей подкладки.
При выборе способа членения учитывают конфигурацию деталей из основного материала, методы обработки и соединения.
Величины перемещений конструктивных точек по длине и ширине деталей при построении чертежей лекал подкладки определяют с учетом суммарных припусков, которые учитывают:
• различную усадку основной и подкладочной тканей;
• различную растяжимость этих материалов;
• величину подгиба низа и способ соединения подкладки в изделии,
• необходимую посадку при обработке и сборке деталей.
Усадочная способность подкладки больше усадки основной ткани, это необходимо учесть при построении подкладки.
Длина деталей подкладки определялась с учётом разницы усадки основной и подкладочной ткани, положения низа подкладки и технологической обработки по срезам подкладки.
Сначала была определена разность усадки основной и подкладочной тканей по длине спинки, которую определяют по формуле:
Ру = (Дд * Уп) / 100 – (Дд * Уо) / 100,
где Ру - разность по длине деталей, в см;
Дд - длина спинки из основной ткани, в см;
Уп - усадка подкладочной ткани, в %;
Уо - усадка основной ткани, в %.
Ру = (99,4 * 2) / 100 – (99,4 * 1) / 100
Затем было определено положение линии низа подкладки относительно среза низа детали из основной ткани. Так как в проектируемом изделии подкладка по линии низа притачная, поэтому разность длин можно рассчитать по формуле:
Р = (А + Б) - (В + Г),
где Р - разность между длиной лекал из основной ткани и подкладки, в см;
А – величина подгиба низа из основной ткани, в см;
Б - расстояние между линиями подгиба в готовом изделии, в см;
В - величина напуска подкладки, в см;
Г - величина шва притачивания подкладки по низу, в см.
Р = (4 + 2) – (1,5 + 1) = 3,5
В результате расчетов, с учетом разности основной и подкладочной ткани, было получено, что подкладочная ткань короче основной на 2,5 см. При определении размеров и формы детали переда учитывают размеры и форму подборта. При построении среза притачивания подкладки к подборту необходимо запроектировать посадку подкладки. Общая величина посадки подкладки по шву притачивания к подборту составляет 1,4 см.
В отличие от деталей из основной ткани, подкладка переда проектируется без отрезного бочка. Нагрудная вытачка переводить в складку в шов притачивания подборта. Таливая вытачка остается в боковом срезе.
Подкладка спинки проектируется без среднего шва, со складкой в шве притачивания к обтачке, величина складки равна 2,0 см, внизу сводится к нулю. Спинка с отрезным бочком, идущим от плечевого среза.
Чертежи лекал деталей рукава из подкладочной ткани разрабатываем аналогично подкладки переда и спинки. По скату рукава предусматриваем дополнительный припуск на огибание шва втачивания рукава.
Детали подкладки верхнего кармана строятся с учетом лекал основных деталей, а также МК, где уже была определена форма и размеры без учета припусков на обтачивание (1,0 см).
Чертежи лекал подкладки оформляют так же, как и чертежи лекал деталей из основной ткани.
Направление нити основы в деталях подкладки (на спинке, переде, бочке, верхней и нижней частях рукава) совпадает с их положением в деталях из основной ткани, но даются отклонения от нити основы. Нить основы в частях подкладки кармана располагается параллельно срезу притачивания их к частям деталей из основного материала.
Схема построения подкладки женского пальто представлены на рисунках 5.10 – 5.12.
5.4 Разработка чертежей вспомогательных лекал
Вспомогательными называют лекала, используемые в процессе пошива изделия для нанесения вспомогательных линий и контуров срезов, а также для уточнения формы и размеров деталей, которые должны быть точно сохранены в готовом изделии.
Вспомогательные лекала разрабатывают на базе лекал основных и производных деталей.
При разработке вспомогательных лекал учитывают следующие требования:
- соблюдение максимальной точности нанесения линий за счет надежной ориентации вспомогательных лекал относительно двух-трех ответственных срезов деталей, лежащих в разных направлениях;
- целесообразности и удобства пользования лекалом, т.е. возможности объединения в одном лекале двух вспомогательных, если они используются на одном рабочем месте;
- экономичности вспомогательных лекал за счет:
- объединения в одном лекале нескольких размеров и ростов, если межразмерные (межростовые) изменения можно отметить на одном лекале;
- обеспечения минимально необходимой площади вспомогательного лекала.
Лекала для осноровки используют для уточнения деталей после их дублирования.
Лекала для намелки позволяет достигнуть высокой точности обработки деталей женского пальто.
Оформление чертежей вспомогательных лекал производится аналогично оформлению лекал основных и производных деталей. На них указывают наименование вспомогательного лекала, наименование изделия и номер модели, размерные характеристики, порядковый номер лекала.
Все лекала для обтачивания строятся на основе лекал основных деталей и деталей из подкладки, с учетом шва обтачивания.
Лекала для намелки готового вида клапана и листочки используются для получения лучшего качества при обработке карманов.
Лекало для намелки накладного кармана строят на лекалах центральной части переда и его бочка. Ориентирами для расположения лекала служат боковой срез и рельеф переда, для нанесения нижней линии настрачивания кармана на лекала сделана перфорация.
Лекало для намелки входа верхнего кармана строится на основе лекала центральной части переда, с учетом величины шва притачивания листочки. Для этого на лекало делаются прорези шириной 0,2 см.
На лекалх для намелки места расположения пуговиц делается перфорация в виде крестика, шириной 0,2 см в месте, где должна находиться пуговица.
Осноровочные лекала, необходимые для уточнения контуров деталей посте дублирования, строятся на основе лекал основных деталей, с уменьшением величины припуска на дублирования (1,0 см).
Схемы построения вспомогательных лекал представлены на рисунках 5.13 – 5.16.
В таблице 5.3 представлена спецификация всех деталей.
Таблица 5.3 - Спецификация лекал и деталей кроя
|
№ п/п
|
Наименование деталей
|
Кол-во лекал
|
Кол-во деталей
|
|
Основная ткань
|
|
1
|
2
|
3
|
4
|
|
1
|
Правая часть переда
|
1
|
1
|
|
2
|
Левая часть переда
|
1
|
1
|
|
3
|
Центральная часть переда
|
1
|
2
|
|
4
|
Бочок переда
|
1
|
2
|
|
5
|
Планка правой части переда
|
1
|
1
|
|
6
|
Центральная часть спинки
|
1
|
1
|
|
7
|
Средняя часть спинки
|
1
|
2
|
|
8
|
Бочок спинки
|
1
|
2
|
|
9
|
Подборт
|
1
|
2
|
|
10
|
Верхняя часть рукава
|
1
|
2
|
|
11
|
Нижняя часть рукава
|
1
|
2
|
|
12
|
Верхний воротник (болванка)
|
1
|
1
|
|
13
|
Нижний воротник (болванка)
|
1
|
1
|
|
14
|
Планка нижнего воротника лев. часть (болванка)
|
1
|
1
|
|
15
|
Планка верхнего воротника (болванка)
|
1
|
2
|
|
16
|
Пата рукава (болванка)
|
1
|
2
|
|
17
|
Обтачка горловины спинки
|
1
|
1
|
|
18
|
Листочка
|
1
|
2
|
|
19
|
Подкладка верхнего кармана
|
1
|
2
|
|
20
|
Накладной карман (болванка)
|
1
|
2
|
|
21
|
Клапан (болванка)
|
1
|
2
|
|
22
|
Шлевка
|
1
|
1
|
|
23
|
Пояс
|
1
|
1
|
|
Подкладка
|
|
24
|
Спинка
|
1
|
1
|
|
25
|
Перед
|
1
|
2
|
|
26
|
Бочок
|
1
|
2
|
|
27
|
Верхняя часть рукава
|
1
|
2
|
|
28
|
Нижняя часть рукава
|
1
|
2
|
|
29
|
Подкладка верхнего кармана
|
1
|
2
|
|
30
|
Подкладка накладного кармана
|
1
|
2
|
|
31
|
Подкладка клапана
|
1
|
2
|
|
32
|
Подкладка паты рукава
|
1
|
2
|
|
33
|
Подкладка хлястика спинки
|
1
|
1
|
|
34
|
Вешалка
|
1
|
1
|
|
35
|
Кусочки для крепления 5х2
|
1
|
4
|
|
36
|
Кусочки для крепления 2,5х7
|
1
|
4
|
|
Клеевая прокладка арт.
|
|
37
|
Левая часть переда
|
1
|
1
|
|
38
|
Правая часть переда
|
1
|
1
|
|
39
|
Центральная часть переда
|
1
|
2
|
Продолжение таблицы 5.3
|
1
|
2
|
3
|
4
|
|
40
|
Бочок переда
|
1
|
2
|
|
41
|
Планка правой части переда
|
1
|
1
|
|
42
|
Подборт
|
1
|
2
|
|
43
|
Обтачка горловины спинки
|
1
|
1
|
|
44
|
Верхний воротник
|
1
|
1
|
|
45
|
Нижний воротник
|
1
|
1
|
|
46
|
Планка нижнего воротника лев. часть
|
1
|
1
|
|
47
|
Планка верхнего воротника
|
1
|
2
|
|
48
|
Прокладка в горловину и плечо спинки
|
1
|
1
|
|
49
|
Низ средней части спинки
|
1
|
2
|
|
50
|
Пройма спинки
|
1
|
2
|
|
51
|
Пройма бочка спинки
|
1
|
2
|
|
52
|
Низ бочка спинки
|
1
|
2
|
|
53
|
Окат рукава
|
1
|
2
|
|
54
|
Низ верхней части рукава
|
1
|
2
|
|
55
|
Низ нижней части рукава
|
1
|
2
|
|
56
|
Пояс
|
1
|
1
|
|
57
|
Накладной карман
|
1
|
2
|
|
58
|
Клапан
|
1
|
2
|
|
59
|
Пата рукава
|
1
|
2
|
|
60
|
Листочка
|
1
|
2
|
|
Вспомогательные лекала
|
|
61
|
Обтачивание клапана
|
1
|
1
|
|
62
|
Обтачивание угла паты рукава
|
1
|
1
|
|
63
|
Обтачивание угла хлястика
|
1
|
1
|
|
64
|
Обтачивание угла воротника
|
1
|
1
|
|
65
|
Обтачивание угла пояса
|
1
|
1
|
|
66
|
Готовый вид клапана
|
1
|
1
|
|
67
|
Готовый вид листочки
|
1
|
1
|
|
68
|
Намелка накладного кармана
|
1
|
1
|
|
69
|
Намелка входа верхнего кармана
|
1
|
1
|
|
70
|
Намелка шлевок
|
1
|
1
|
|
71
|
Намелка пуговицы на пате
|
1
|
1
|
|
72
|
Намелка петли на клапане
|
1
|
1
|
|
73
|
Намелка шва стачивания спинки
|
1
|
1
|
|
74
|
Намелка петель на планке
|
1
|
1
|
|
75
|
Намелка блочек пояса
|
1
|
1
|
|
76
|
Намелка пуговицы на хлястике
|
1
|
1
|
|
77
|
Намелка линии настрачивания клапана
|
1
|
1
|
|
78
|
Нарезка шлевки
|
1
|
1
|
|
Осноровочные
|
|
79
|
Верхний воротник
|
1
|
1
|
|
80
|
Нижний воротник
|
1
|
1
|
|
81
|
Планка нижнего воротника лев. часть
|
1
|
1
|
|
82
|
Планка верхнего воротника
|
1
|
1
|
Окончание таблицы 5.3
|
1
|
2
|
3
|
4
|
|
83
|
Накладной карман
|
1
|
1
|
|
84
|
Клапан
|
1
|
1
|
|
85
|
Пата рукава
|
1
|
1
|
5.5 Составление технического описания новой модели
Техническое описание модели - документ, состоящий из ряда форм. ТО составляется с целью получения достоверной информации о конкретной модели и содержит указания о внешнем виде модели, ее параметрах для контроля размера готового изделия. Исходными данными для разработки технического описания являются:
- образец модели;
- комплект лекал;
- нормативно-техническая документация на разрабатываемый вид изделия.
В состав технического описания (ТО) входят:
- титульный лист;
- зарисовка и описание внешнего вида модели;
- таблица измерений изделия в готовом виде.
ТО может также включать:
- спецификацию материала и фурнитуру (конфекционную карту);
- особенности обработки изделия.
На титульном листе ТО указывают наименование изделия, материалов, возраст, сезон, кем разработана и утверждена модель, номер и дату протокола утверждения и т.д.
Табель мер регламентирует основные размеры изделия в готовом виде, оказывающее влияние на соответствие формы изделия.
Техническое описание женского демисезонного пальто дано в приложении Б.
6 ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Главная задача швейной промышленности – удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно-технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства.
Важную роль в сокращении сроков разработки и внедрения новых изделий играет совершенствование организации конструкторских работ. Этот этап предопределяет качество изделий, технологичность конструкции, себестоимость изделия, количество унифицированных и стандартных деталей и др.
Кроме того, решение вопросов повышения конкурентоспособности и снижения себестоимости выпускаемой продукции в значительной степени связано с автоматизацией проектных работ, выполняемых на этапе конструкторско-технологической подготовки производства. Внедрение САПР на швейных предприятиях позволяет совершенствовать процесс производства продукции, ускорять процесс проектирования новых изделий, сокращать продолжительность времени от идеи создания модели до начала ее производства.
Повышения эффективности использования материальных и топливно-энергетических ресурсов предусматривает мероприятия по обеспечению дополнительной экономии сырья, материалов, топлива и энергии. Такая экономия достигается в результате внедрения мероприятий по освоению новых, более совершенных и менее материалоемких видов продукции, а также мероприятий по совершенствованию технологии, механизации и автоматизации производства, рациональному использованию отходов основного производства.
Все большую роль играет внедрение безотходных и малоотходных технологий, обеспечивающих снижение материалоемкости продукции и повышение коэффициента использования материалов. Одним из направлений ресурсосбережения является создание и широкое использование новых высоко экономических материалов.
Изделия высокого качества с невысокой ценой всегда являются более конкурентоспособным и привлекательным для покупателей. Наличие у предприятия такой продукции будет увеличивать объем ее продаж и, тем самым, прибыль предприятия, что является главным показателем экономической эффективностью.
Целью экономической части дипломного проекта является систематизация, расширение и закрепление теоретических знаний, развитие практических навыков в применении методов и приемов выполнения основных расчетов, а также анализ экономической эффективности от конструкторской подготовки на разрабатываемое изделие, а именно от сокращения материалоемкости изделия.
Основной задачей последующих экономических расчетов является определение наиболее оптимальных экономических затрат на изготовление проектируемого изделия - женского демисезонного пальто, с целью уменьшения его себестоимости.
6.1 Калькулирование себестоимости изделия
В данном разделе производится расчет себестоимости единицы продукции, а также определяется производственная программа проектируемого потока в стоимостном выражении, прибыль и цена изделий.
В действующей практике расчет себестоимости единицы продукции (работ, услуг) называется калькулированием, а документ, в котором оформляется это расчет, - калькуляцией.
Цель калькулирования себестоимости:
определение себестоимости изделий и всей произведенной продукции;
создание базы для установления цен;
вскрытие и использование резервов производства.
При расчете производственной программы в швейной промышленности применяют агрегатный метод расчета, в основе которого лежат исходные базовые данные.
Исходные данные для расчета себестоимости женского пальто представлены в таблице 6.1
Таблица 6.1 Исходные базовые данные
|
№ пп
|
Показатель
|
Обозначение
|
Единицы измерений
|
Значение
|
|
1
|
Характеристика потока
|
Ассортимент – пальто женское демисезонное; тип потока — одномодельный.
|
|
2
|
Явочная численность рабочих
|
Кр
|
чел.
|
97
|
|
3
|
Норма времени на изготовление одного изделия (трудоемкость)
|
Твр
|
час.
|
3,3
|
|
4
|
Режим работы цеха (потока)
|
Продолжительность рабочей недели - 5 дней, полный рабочий день - 8 часов; сокращенный рабочий день - 7 часов; количество смен -2 смена;
время начала и окончания каждой смены смены:
1я смена – 700-1520
2я смена - 1520-2340
порядок ухода в очередной отпуск – одновременный.
|
Используя базовые исходные данные, определяется сменный выпуск продукции.
Определение издержек на проектируемый вид продукции осуществляется расчетом затрат на производство последовательно по каждой статье.
1 Основные материалы
Это затраты на материалы и полуфабрикаты, образующие основу изготовляемой продукции. При изготовлении женского пальто используется основной материал: пальтовая и подкладочная ткань.
Проектируемая норма расхода тканей верха и подкладки рассчитывается по формуле:
(6.1)
где Sл - площадь комплекта лекал на данное изделие, м2;
В - внутренние выпады, %;
К - потери по длине настила, %;
m - потери по ширине настила, %;
Значения Sл, В, К, m принимаются по лучшему варианту раскладки тканей на предприятии.
Сумма затрат на основные материалы рассчитывается произведением нормы расходов основных материалов на цену единицы материала. Расчет стоимости используемых материалов представлен в таблице 6.2.
Таблица 6.2 Стоимость используемых материалов
|
№
п/п
|
Наименование материала
|
Норма расхода
|
Цена 1м.п, руб.
|
Цена
материала на
единицу изделия, руб.
|
|
1
|
Ткань верха – ткань SLARY
|
3,25
|
15400
|
50050
|
|
2
|
Ткань подкладочная
|
2,61
|
3000
|
7830
77278
|
|
|
Итого
|
|
|
57880
|
2 Вспомогательные материалы
Это затраты на материалы, которые, не являясь составной частью вырабатываемой продукции, используются как необходимые компоненты при изготовлении продукции для обеспечения нормального технологического процесса и для упаковки продукции.
Сумма затрат на вспомогательные материалы рассчитывается произведением нормы расходов вспомогательных материалов на цену единицы материала. Расчет стоимости используемых вспомогательных материалов представлен в таблице 6.3.
Таблица 6.3 Стоимость вспомогательных материалов
|
№
п/п
|
Наименование материала
|
Норма расхода
|
Цена 1м.п, руб.
|
Цена
материала на
единицу изделия, руб.
|
|
1
|
Прокладочный материал
|
1,11
|
2100
|
2331
|
|
2
|
Нитки швейные, м
44ЛЛ
гарус
|
220
80
|
10
15
|
2220
120
|
|
3
|
Пуговицы d – 2,5, шт
|
11
|
760
|
8360
|
|
4
|
Пряжка d – 5, шт
|
1
|
3750
|
3750
|
|
5
|
Блочки d – 0,5, шт
|
7
|
50
|
350
|
|
6
|
Ляссе, м
|
2,1
|
130
|
273
|
|
7
|
Плечевые накладки, пара
|
1
|
680
|
680
|
|
8
|
Подокатник, пара
|
1
|
250
|
250
|
|
9
|
Фирменная лента, шт
|
1
|
30
|
30
|
|
10
|
Картонный ярлык, шт
|
1
|
160
|
160
|
|
11
|
Режимная лента, шт
|
1
|
20
|
20
|
|
12
|
Держатель, шт
|
1
|
10
|
10
|
|
13
|
Пакет для запасного кусочка, шт
|
1
|
10
|
10
|
|
14
|
Упаковочный пакет, шт
|
1
|
160
|
160
|
|
15
|
Вешалка, шт
|
1
|
1200
|
1200
|
|
Итого
|
|
|
19924
|
3 Возвратные отходы
Это остатки сырья (материалов), образовавшиеся в процессе раскроя тканей. Маломерные остатки и лоскут представляют собой средства, полученные предприятием при продаже либо переработке отходов тканей, поэтому их стоимость вычитается из суммы материальных затрат. Планируются в процентах от стоимости основных материалов (1,5%).
(6.2)
где Со.м. - стоимость основных материалов, руб.;
4 Топливо и энергия на технологические цели
Это затраты на топливо, электроэнергию, пар, сжатый воздух и т.п., как приобретаемые со стороны, так и вырабатываемые самим предприятием. Планируются в процентах от стоимости основных материалов(7%).
(6.3)
5 Основная заработная плата производственных рабочих
Это заработная плата рабочих, занятых непосредственно изготовлении продукции во всех основных цехах.
Включены все виды оплаты и доплат за отработанное время основных и производственных рабочих:
ЗП осн = ЗПосн + (ЗПосн*а), (6.4)
где ЗПосн - основная заработная плата основных производственных рабочих пошивочных цехов (сдельщиков и повременщиков);
а - удельный вес (коэффициент) основной заработной платы производственных рабочих подготовительного, раскройного и отделочного цехов.
В свою очередь: (6.5)
где i - средняя сдельная расценка за единицу продукции;
Фпр, Фчас - соответственно, прямой и часовой фонд заработной платы производственных рабочих.
- Часовой фонд заработной платы:
Часовой фонд заработной платы включает прямой фонд заработной платы сдельщиков и повременщиков и доплаты за фактически отработанное время:
Дчас = Д1 + Д2+ Д3 + Д4 + Д5 +Фпр , (6.6)
(6.7)
- Фонд прямой заработной платы рабочих со сдельной формой оплаты труда рассчитывается по формуле:
(6.8)
Где Ргол — годовая производственная программа в натуральном выражении.
- Годовая производственная программа в натуральном выражении
С учетом годового фонда рабочего времени определяется годовая производственная программа в натуральном выражении по цеху:
(6.9)
где выпуск продукции за полную смену, единиц;
выпуск продукции за сокращенную смену, единиц
количество полных рабочих дней за год;
количество сокращенных рабочих дней за год;
n – число смен.
- Расчет сменного выпуска производится как для полных, так и для сокращенных рабочих дней.
Сменный выпуск продукции потока определяется по формулам:
(6.10)
(6.11)
где Тсм – продолжительность смены, час.
После определения сменных заданий производится расчет годовой производственной программы с учетом годового фонда рабочего времени рабочих. С этой целью составляемся табель-календарь рабочего времени на планируемый год, представленный в таблице 6.4.
Таблица 6.4 табель календарь рабочего времени на 2008 год (для пятидневной рабочей недели)
|
Месяцы, кварталы, год
|
Дни
|
|
|
календар-
ные
|
выходные
|
празднич-
ные
|
очередного
отпуска
|
рабочие
|
|
|
|
|
|
|
полные
|
сокращен-
ные
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Январь
|
31
|
8
|
2
|
-
|
21
|
-
|
|
Февраль
|
29
|
8
|
-
|
-
|
21
|
-
|
|
Март
|
31
|
9
|
1
|
-
|
20
|
1
|
|
1 квартал
|
31
|
25
|
3
|
-
|
62
|
1
|
Окончание таблицы 6.4
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Апрель
|
30
|
8
|
-
|
-
|
21
|
1
|
|
Май
|
31
|
9
|
3
|
-
|
17
|
2
|
|
Июнь
|
30
|
9
|
-
|
-
|
21
|
-
|
|
2 квартал
|
91
|
26
|
3
|
-
|
59
|
3
|
|
Июль
|
31
|
8
|
1
|
-
|
21
|
1
|
|
Август
|
31
|
4
|
-
|
24
|
3
|
-
|
|
Сентябрь
|
30
|
8
|
-
|
-
|
22
|
-
|
|
3 квартал
|
92
|
20
|
1
|
24
|
46
|
1
|
|
Октябрь
|
31
|
8
|
-
|
-
|
23
|
-
|
|
Ноябрь
|
30
|
10
|
1
|
-
|
18
|
1
|
|
Декабрь
|
31
|
8
|
1
|
-
|
20
|
2
|
|
4 квартал
|
92
|
26
|
2
|
-
|
61
|
3
|
|
Всего за год
|
366
|
97
|
9
|
24
|
228
|
8
|
|
Среднемесячная норма времени, час 168,8
|
Ргод = (235*228 + 206*8) * 2 = 110456 ед/год.
- Сдельная расценка за единицу изделия вычисляется умножением технологической трудоёмкости изделия на среднюю часовую тарифную ставку рабочих, соответствующую среднему разряду выполняемых работ:
(6.12)
где Тстср – средняя часовая тарифная ставка рабочих потока, руб.;
Тврпл –плановая технологическая трудоёмкость изделия, час.
- Средний тарифный разряд рабочих потока находится по формуле:
(6.13)
где n – количество разрядов в потоке;
рi – i-ый разряд операции;
Чi – количество человек, выполняющих операции i-ого разряда.
Средний тарифный разряд рабочих потока:
рм < рср < рб ,
3 < 3,81 <4
Для расчета средней часовой тарифной ставки приведен фрагмент тарифной сетки работников, представленный в таблице 6.5.
Таблица 6.5 Фрагмент тарифной сетки работников
|
Разряд
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Тарифный коэффициент
|
1,00
|
1,16
|
1,35
|
1,57
|
1,73
|
1,90
|
|
Часовая тарифная ставка, руб.
|
1100
|
1276
|
1485
|
1727
|
1903
|
2090
|
- Средняя часовая тарифная ставка может быть рассчитана по следующей формуле:
(6.14)
где - часовая тарифная ставка разряда, предыдущего среднему, руб;
- часовая тарифная ставка разряда, следующего за среднем, руб;
- средний тарифный разряд рабочих потока;
- тарифный разряд, предшествующий среднему.
руб.
Сдельная расценка равна: рi = 1681*3,3=5547,3 руб.
Тогда фонд прямой заработной платы рабочих со сдельной формой оплаты труда:
- Прямой (тарифный) фонд заработной платы рабочих с
повременной формой оплаты труда рассчитывается по формуле:
, (6.15)
Количество повременных рабочих и значение прямого (тарифного) фонда заработной платы рабочих-повременщиков представлены в таблице 6.6.
Таблица 6.6 Численность и прямой (тарифный) фонд заработной платы рабочих повременщиков
|
№
|
Наименование профессии
|
Тарифный разряд
|
Тарифный коэффициент
|
Часовая тарифная ставка
|
Среднемес. норма времени
|
Численность рабочих по всем сменам
|
Прямой фонд
заработной платы
|
|
|
|
|
|
|
|
|
За месяц
|
годовой
|
|
1
|
Контролёр ОТК
|
5
|
1,73
|
1903
|
168,8
|
4
|
1284905,6
|
14519433,3
|
|
2
|
Запускальщица
|
3
|
1,35
|
1485
|
168,8
|
2
|
501336
|
5665096,8
|
|
3
|
Фурнитурщица
|
3
|
1,35
|
1485
|
168,8
|
2
|
501336
|
5665096,8
|
|
4
|
Кладовщик
|
3
|
1,35
|
1485
|
168,8
|
2
|
501336
|
5665096,8
|
|
|
Всего:
|
|
|
|
|
10
|
2788913,6
|
31514723,7
|
руб.
руб.
Рассчитаем доплаты к прямому фонду, входящие в состав часового фонда.
• Д1 — премии.
Размер премии определяется в виде определенного процента от прямого фонда заработной платы сдельщиков и повременщиков:
, (6.16)
где ПР1 и ПР2 - процент премии сдельщикам и повременщикам, %.
руб
- Д2 – доплата за работу в вечернее и ночное время.
Вечерним считается время до 22.00, а ночным с 22 до 6.00. Доплата рассчитывается по формуле:
, (6.17)
где К – коэффициент, учитывающий доплату за работу в ночное (вечерние) время.
К – 0,4-ночное время.
руб
- Д3 - доплата резервным рабочим. Планируются как определенный процент от их годового фонда заработной платы, результаты расчета которого представлены в таблице 6.7.
Таблица 6.7 Годовой фонд заработной платы резервных рабочих
|
№
|
Тарифный
разряд рабочего
|
Количество резервных рабочих по разрядам, чел
|
Месячная тарифная ставка
|
Месячный фонд заработной платы, руб.
|
Годовой фонд заработной платы, руб.
|
|
1
|
4
|
2
|
291517,6
|
583035,2
|
6588297,8
|
|
2
|
5
|
5
|
321226,4
|
1606132
|
18149291,6
|
|
3
|
6
|
3
|
352792
|
1058376
|
11959648,8
|
|
|
Итого:
|
10
|
965536
|
3247543,2
|
36697238,2
|
Доплата резервным рабочим рассчитывается по формуле:
, (6.18)
где Ф3 - годовой фонд заработной платы резервных рабочих, руб.
руб.
Д4 - доплата за обучение учеников и неосвобожденным бригадирам.
Рассчитывается в зависимости от количества учеников и срока обучения, по формуле:
Д4=Дуч+Дбр, (6.19)
где Дуч - доплата за обучение учеников;
Дбр - доплата неосвобожденным бригадирам.
; (6.20)
. (6.21)
где - коэффициенты, учитывающие доплату за обучение учеников и неосвобожденным бригадирам;
- месячная тарифная ставка рабочего, обучающего ученика, руб.;
- количество месяцев обучения;
- количество учеников, чел.
руб.
руб.
Д4 =642452,8 + 996637,4 = 1639090,2 руб.
- Д5 - прочие доплаты. Планируются в процентах к прямому фонду:
, (6.22)
руб.
Фчас = 202728604,9 + 56789492 + 5871558,1 + 1639090 + 19327418,8 + + 644247292,5 = 930603456,3 руб
руб.
ЗПосн = 8013 + (8013*0,2) = 9645,6 руб.
6 Дополнительная заработная плата производственных рабочих
Распределяется пропорционально заработной плате:
, (6.23)
где Фмес - месячный фонд заработной платы производственных рабочих, руб.
- Месячный фонд заработной платы рабочих включает дневной
фонд заработной платы и соответствующие доплаты за неотработанное
время:
Фмес = Фдн + Д8 + Д9 + Д10 + Д11 + Д12. (6.24)
- Дневной фонд заработной платы включает часовой фонд
заработной платы и доплаты за неотработанное (неявочное) время:
Фдн = Фчас + Д6 + Д7. (6.25)
Сумма доплат рассчитывается в виде процента к часовому фонду заработной платы.
Д6 - доплата подросткам за сокращенный рабочий день не проектируется, так как на данном предприятии несовершеннолетние на работу не принимаются.
Д7 - оплата часов выполнения государственных и общественных обязанностей:
, (6.26)
руб.
Дневной фонд заработной платы:
Фдн = 930603456,3 + 9306034,6 = 939919490,9 руб.
Д8 - оплата очередных отпусков:
Планируется в процентах ОТоч к дневному фонду заработной платы, доплате за выполнение государственных обязанностей и оплате дней временной нетрудоспособности, руб.
, (6.27)
, (6.28)
где ОТоч - отношение количества дней очередного отпуска к количеству рабочих дней в году, %;
%. (6.29)
- Д9 - оплата дополнительных отпусков:
,
где ОТдоп - отношение количества дополнительных дней отпуска к количеству рабочих дней в году, %;
, (6.30)
%.
- Д10 - оплата выполнения государственных и общественных обязанностей в течение полных рабочих дней планируются в процентах к дневному фонду заработной платы по данным предприятия, руб.
, (6.31)
руб.
- Д11 - доплаты по выходным пособиям и компенсации по временной нетрудоспособности: рассчитываются по данным предприятия в процентах к дневному фонду заработной платы, руб.
, (6.32)
руб.
руб.
руб
- Д12 - надбавки за выслугу лет рассчитываются по данным предприятия в процентах к дневному фонду заработной платы, руб.
(6.33)
руб.
Месячный фонд заработной платы:
Фмес = 939919490,9 + 104192895,3 + 13011305,5 + 56395169,5 + 28197584,7+ 46995974,5 = 1188712420 руб.
Дополнительная заработная плата производственных рабочих:
руб.
7 Отчисления от фонда на оплату труда
Это обязательные отчисления, выплачиваемые из себестоимости по установленным законодательством нормам, от всех видов оплаты труда производственных рабочих, занятых в производстве продукции.
Они планируются в процентах от основной и дополнительной заработной платы производственных рабочих:
, (6.34)
%отч – 35,6%,
руб.
8 Расходы на подготовку и освоение производства
Это расходы на освоение новых производств: новых видов продукции, техники и технологических процессов.
Распределяются пропорционально основной заработной плате.
, (6.35)
руб
9 Общепроизводственные расходы
Это расходы, связанные с обеспечением в цехе условий бесперебойного функционирования производственного процесса: расходы по текущему ремонту и уходу за оборудованием и транспортными средствами, их амортизации и т. д.
Распределяются пропорционально основной заработной плате.
, (6.36)
руб.
10 Общехозяйственные расходы
Это расходы, связанные с управлением и организацией производственно-хозяйственной деятельности предприятия в целом: заработная плата аппарата управления предприятием, командировки, амортизация основных средств, их текущий ремонт, пожарная и сторожевая охрана, подготовка кадров, общехозяйственные непроизводительные расходы.
Распределяются пропорционально основной заработной плате.
, (6.37)
руб.
11 Прочие производственные расходы
Это расходы на научно-исследовательские и опытные работы и другие расходы, не относящиеся ни к одной из вышеперечисленных статей калькуляции.
Распределяются пропорционально общепроизводственным расходам.
, (6.38)
руб.
Сумма всех вышеперечисленных статей дает производственную себе�стоимость единицы продукции.
Спр = Осн.м. + Всп.м. - Воз.отх + Рэл., топ. + ЗПосн + ЗПдоп + ОТз.п. + Рп.о.+
+ Робщепр + Робщехоз + Рпроч. (6.39)
Спр = 57880 + 19924 - 868,2 + 4051,6 + 9615,6 + 2666,9 + 4372,6 + +1538,5 + 9673,3 + 9519,4 + 480,8 = 118854,5 руб.
12 Инновационный фонд
Это расходы на внедрение различных инноваций в производство. Распределяются пропорционально производственной себестоимости:
, (6.40)
руб.
13 Коммерческие расходы
Это затраты на тару, упаковку, доставку продукции, рекламу, исследование рынка, маркетинговые операции, участие в торгах на товарных биржах, аукционах.
Распределяются пропорционально производственной себестоимости:
, (6.41)
руб.
Полная себестоимость единицы продукции находится суммированием производственной себестоимости с инновационным фондом и коммерческими расходами:
Спол = Спр + Иф + Рком , (6.42)
Спол = 118854,5 + 297,1 + 5942,7 = 125094,3 руб.
Все полученные данные по статьям заносятся в общую таблицу калькуляции себестоимости женского костюма, представленную в таблице 6.8.
Таблица 6.8 Калькуляция себестоимости единицы продукции
|
№
|
Статьи калькуляции
|
Единица измерения
|
Норма расхода
|
Цена единицы,
руб.
|
Сумма,
руб.
|
Структуру затрат в % к итогу
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Основные материалы:
|
|
|
Ткань SLARY
|
м2
|
3,25
|
15400
|
50050
|
40
|
|
|
Ткань подкладочная
|
м2
|
2,61
|
3000
|
7830
|
6,2
|
|
Итого
|
57880
|
46,2
|
|
2
|
Вспомогательные материалы:
|
|
|
|
19924
|
15,9
|
|
3
|
Возвратные отходы
|
|
|
|
-868,2
|
-0,7
|
Окончание таблицы 6.8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
4
|
Топливо и энергия на технологические цели
|
|
|
|
4051,6
|
3,2
|
|
Итого материальные затраты
|
80987,4
|
64,6
|
|
5
|
Основная заработная плата производственных рабочих
|
|
9615,6
|
7,7
|
|
6
|
Дополнительная з/пл. производственных рабочих
|
|
2666,9
|
2,2
|
|
7
|
Отчисления от фонда з/платы
|
|
4372,6
|
3,6
|
|
8
|
Расходы на подготовку и освоение производства
|
|
1538,5
|
1,2
|
|
9
|
Общепроизводственные расходы
|
|
9673,3
|
7,7
|
|
10
|
Общехозяйственные расходы
|
|
9519,4
|
7,6
|
|
11
|
Прочие производственные расходы
|
|
480,8
|
0,4
|
|
Итого производственная себестоимость
|
118854,5
|
94,8
|
|
12
|
Инновационный фонд
|
|
297,1
|
0,2
|
|
13
|
Коммерческие расходы
|
|
5942,7
|
4,8
|
|
Итого полная себестоимость
|
125094,3
|
100
|
6.2 Расчет прибыли и отпускной цены изделия
В общем виде свободная отпускная цена складывается из следующих составляющих:
Цотп = С + П + Нвыр, (6.43)
Где С - полная себестоимость единицы продукции по калькуляции;
П - прибыль на единицу продукции;
Нвыр- налоги, включаемые в цену продукции и выплачиваемые из выручки (по действующему законодательству):
Нвыр = Нед + НДС, (6.44)
где: Нед - единый налог в местный и республиканский бюджетныей и целевой фонд, составляет 2%.
НДС - налог на добавленную стоимость.
В связи с тем, что в условиях рыночной экономики цены на товары всецело определяются товаропроизводителем, исходя из понесенных им затрат и его представлений о собственной прибыли, последняя в данном проекте рассчитывается по установленному предприятием уровню рентабельности продукции (окупаемости затрат предприятия полученной прибылью), который зависит от спроса на реализуемую продукцию, предложения на рынке и документов, ограничивающих его уровень (затратный метод расчета цены):
, (6.44)
где Р - планируемый уровень рентабельности продукции, %.
руб.
Налоги, включаемые в цену продукции и выплачиваемые из выручки:
— единый налог
, (6.45)
руб.
— налог на добавленную стоимость (НДС)
, (6.46)
где %НДС - ставка налога на добавленную стоимость, %
(18 % - для взрослого ассортимента).
руб.
Определяем Нвыр по формуле 6.44.
Нвыр = 3025,2 + 27227,1 = 30252,3 руб.
Таким образом, свободная отпускная цена изделия:
Ц = 125094,3 23142,4 + 30252,3 =178489 руб.
В результате расчета в дипломном проекте стоимость единицы изделия (женского демисезонного пальто) равна 178489 руб.
6.3 Производственная программа швейного цеха (потока) в стоимостном выражении
Производственная программа в стоимостном выражении в основном характеризуется общей суммой денежных средств, поступающих в распоряжение предприятия. Наибольший удельный вес в ней составляет выручка от реализации продукции, которая зависит от объема произведенной продукции, ее качества и уровня реализационных цен. От своевременности и полноты денежных поступлений, в первую очередь - выручки от реализации продукции, зависят финансовая устойчивость предприятия, его кредитоспособности, платежеспособность и репутация как делового партнера.
Производственная программа рассчитывается следующим образом:
ППст = Ргод * Цотп*Ксорт, (6.47)
где Ргод - годовой планируемый выпуск продукции в натуральном выражении;
Цотп - свободная отпускная цена изделия;
Ксорт - коэффициент сортности произведенной продукции.
Коэффициент сортности рассчитывается по формуле:
, (6.48)
где %1с – процент продукции 1-го сорта во всем выпуске продукции;
%2с - процент продукции 2-го сорта во всем выпуске продукции;
%ск – процент скидки к цене продукции второго сорта.
Тогда производственная программа в стоимостном выражении:
ППст = 110456*178489*0,999=19695465803 руб.
Производственная программа в стоимостном выражении представлена в таблице 6.9.
|
Показатель
|
Значение, руб.
|
|
Себестоимость единицы продукции
|
125094,3
|
|
Прибыль на единицу продукции
|
23142,4
|
|
Цена свободная отпускная
|
178489
|
|
Производственная программа в стоимостном выражении
|
19695465803
|
Выводы
Внедрение прогрессивных технологических процессов и их комплексная механизация, модернизация оборудования, оснастки и инструмента, автоматизация производства, применение новых технологий обеспечили ощутимое снижение трудоемкости выпускаемых изделий, что в свою очередь привело к увеличению выпуска продукции и производительности труда.
Снижение трудоемкости продукции привело не только к увеличению выпуска продукции и повышению производительности труда, но и к снижению сдельной расценки на изделие.
В результате проведенных экономических расчетов определена отпускная цена демисезонного пальто для женщин, путем определения затрат производства по каждой статье калькуляции.
По результатам анализа статей калькуляции можно сделать вывод о том, что наибольший удельный вес в стоимости изделия приходится на основные материалы.
Исходя из этого - основным путем снижения себестоимости является разработка методов экономичного использования основных материалов. Так же результаты проведенных расчетов показывают, что проектируемое изделие можно рекомендовать для внедрения в массовое производство, так как пальто является конкурентоспособным вследствие приемлемой для потребителя цены 178489 руб. при высоком качестве его изготовления. Уровень рентабельности при этом составляет 18,5%.
7 Охрана труда и промэкология
7.1 Охрана труда
Охрана труда - это система обеспечения безопасности жизни и здоровья работников в процессе трудовой деятельности, включающая правовые, социаль�но-экономические, организационные, технические, психофизические, лечебно-профилактические, реабилитационные и другие мероприятия и средства.
Охрана труда призвана устанавливать оп�тимальные сочетания между расходом энергии человека в процессе труда и восстановлением (накоплением) этой энергии, чтобы исключить нежелательные последствия труда. Труд как затрата энергии должен протекать в безвредных и безопасных условиях.
Большая роль в организации труда и контроля его условий на предпри�ятиях принадлежит администрации, советам трудовых коллективам и профсо�юзным организациям. Одной из основных задач этих административных и об�щественных органов является забота о законных интересах трудящихся, улуч�шений условий их труда и быта, усилении контроля за соблюдением трудового законодательства, правил и норм охраны труда, производственной санитарии, техники безопасности и пожарной безопасности, лучшей организации культур�ного и здорового отдыха. Выполнение требований по охране труда со стороны работников способствует предупреждению травм и заболевании, улучшению условий труда и общей культуры производства.
Основополагающим законодательным актом, регулирующим правоот�ношения в области охраны труда, является Конституция Республики Беларусь. Она гарантирует права граждан на здоровые и безопасные условия труда. Тру�довой кодекс Республики Беларусь гарантирует льготы женщинам и молодёжи. В нём так же определены обязанности работников по вопросам охраны труда и их ответственность за нарушение законодательства о труде в целом и норм ох�раны труда в частности. Всё это нашло отражение в главе 16 Трудового кодекса Республики Беларусь. Законом Республики Беларусь «Об основах государствен�ного и социального страхования» предусмотрены вопросы страхования граждан от несчастных случаев на производстве и проблемы профзаболеваний. Закон Республики Беларусь «О санитарно-эпидемиологическом благополучии населе�ния» направлена предупреждение воздействия неблагоприятных факторов сре�ды на здоровье населения. Закон Республики Беларусь «О сертификации продукции, работ, услуг» обеспечивает безопасность продукции для жизни и здоро�вья населения. Законодательно определено, что государственный надзор и кон�троль за соблюдением законодательства о труде осуществляют специально уполномоченные государственные органы и инспекции.
В лёгкой промышленности мероприятия по охране труда направлены на снижение производственного травматизма и профзаболеваний трудящихся, со�кращение ручного и тяжёлого труда, обеспечение трудящихся спецодеждой, обувью и средствами индивидуальной защиты, обеспечение здоровых условий труда женщин, повышение их квалификации, на использование достижений науки и техники для улучшений условий труда, па охрану окружающей среды, а так же усиление надзора за соблюдением норм по охране и гигиене труда.
7.1.1 Характеристика производства с точки зрения охраны труда (безопасности работы)
Все планируемые мероприятия по охране пруда обеспечивают безопасные и здоровые условия труда рабочих и разрабатываются исходя из конкретных особенностей швейного производства.
Данные о них собраны при прохождении преддипломной практики в ОАО "Элема" город Минск.
Швейный цех оснащён сложным технологическим оборудованием, к ли�цам, обслуживающим это оборудование, предъявляются высокие требования по обеспечению эффективности, надёжности и безопасности работы машин и ап�паратов. Причины производственного травматизма и профессиональных заболе�ваний определяются факторами зависящих от надёжности и безопасности ма�шин (технологического процесса), поведения человека, управляющего этой ма�шиной, и состоянием окружающей среды.
Причинами производственного трав�матизма и профессиональных заболеваний могут быть опаснее и вредные про�изводственные факторы, которые подразделяются по природе воздействия на: физические, химические, биологические и психофизические; отказы в работе оборудования систем, обеспечивающих его работу; неправильная организация рабочего места и технологического процесса; ошибка в действиях человека, управляющего технологическим процессом; недостатки в подборе и обучении персонала.
Более 10 % всех несчастных случаев происходит в подготовительно - раскройном производстве при транспортировании сырья, полуфабрикатов и готовой продукции. В подготовительно-раскройном производстве опасными факторами являются движущие контейнеры, тележки, подвески, ножи раскройных ленточных машин, передвижной настилочный комплекс, передвижной раскройный комплекс. В пошивочных цехах - движущиеся тележки, контейнеры, не огражденные вращающиеся детали оборудования, движущиеся части машин и механизмов. Технологическая обработка материалов сопровождается выделением органической и минеральной пыли; влажно - тепловая обработка способствует образованию избыточного тепла и влаги в производственных помещениях.
Создание безопасных условий труда на производстве должно учитываться ещё на стадии его планирования. Поэтому при проектировании помещения экспериментального цеха на швейных предприятиях необходимо учитывать потенциальную опасность, которую могут создавать вредные факторы, воздействуя на организм человека в результате процесса производства.
Техника безопасности – это система экономических, технических, организационных мероприятий и средств, представляющих воздействие на работающих опасных производственных факторов.
Пожарная безопасность – это состояние предприятия, при котором исключаются возможности пожара, а также в случае его возникновения предотвращается воздействие опасных факторов пожара на людей, обеспечивается защита материальных ценностей.
Анализ опасных и вредных факторов швейного производства и общая характеристика этого производства представлена в таблице 7.1.
Таблица 7.1 Анализ опасных и вредных факторов проектируемого производства и общая характеристика
|
Исходные параметры
|
Значение
реализуемого параметра
|
Ссылка
|
|
Класс помещения по опасности поражения персонала электрическим током
|
С повышенной опасностью
|
[23]
|
|
Класс помещения по пожаро- и взрывоопасности
|
П- а, В- а
(пожароопасное вещество – пыль, волокнистые вещества)
|
[24]
|
|
Категория производства по пожароопасности
|
В (пожароопасное, наличие горючей пыли и волокон, твердых сгораемых веществ)
|
[24]
|
|
Санитарная классификация производства
|
V
|
[24]
|
|
Размер санитарно-защитной зоны, м
|
50
|
[23]
|
К наиболее распространенным видам вредных факторов относят: производственный шум, температуру, влажность, производственную пыль.
Действие на человека одновременно сильного шума и вибрации вызывает заболевания сердечно — сосудистой системы, расширение вен, дыхательных путей, заболевания плечевых суставов, слуховое аппарата, потерю равновесия. Предельно допустимый уровень шума на рабочем месте не должен превышать 80 дБА.
Многие технологические операции производств легкой промышленности сопровождаются образованием пыли. Производственная пыль образуется при механическом измельчении твердых тел, заточке инструментов, шлифовании, полировании, при погрузке, упаковке, сортировке и перемещении предметов Пыль ухудшает условия труда и является причиной профессиональных заболеваний, гак как загрязненный пылью воздух способствует передаче различного рода инфекций. Пыль вызывает патологические изменения в верхних дыхательных путях, гортани, засоряет поры и вместе с потом создаёт благоприятную среду для развития различных болезнетворных микроорганизмов. При выполнении работ с образованием большого количества пыли, работающие должны защищать не только органы дыхания, но и глаза, а также поверхность тела.
Правильно спроектированные и надлежащим образом эксплуатируемые вентиляционные и отопительные устройства способствуют созданию здоровых условий груда, уменьшению утомляемости работающих, повышению производительности труда и качества выполняемых работ. Поэтому при охране труда не последнее место уделяется воздухообмену в помещениях, отоплению и кондиционированию воздуха [23].
Промышленная вентиляция и кондиционер являются одними из самых мощных средств оздоровления условий работы, повышения безопасности и производительности труда.
Основное назначение промышленной вентиляции — создавать и поддерживать в производственных помещениях воздушную среду, соответствующую условиям гигиены труда. Чтобы поддерживать в помещении состояние воздушной среды, удовлетворяющее нормам, необходимо осуществить воздухообмен, т. е. удалить из помещений загрязненный воздух (вытяжная вентиляция), вводить свежий, чистый воздух (приточная вентиляция).
Характеристика имеющихся на производстве опасных, вредных, токсичных, пожаро- и взрывоопасных веществ сведена в таблицу 7.2.
Таблица 7.2 Характеристика опасных и вредных веществ, используемых в технологии
|
Исходные положения и
характеристики
|
Значения характеристики
|
Ссылка
|
|
Наименование веществ
|
Ткань
|
[25]
|
|
Агрегатное состояние вещества
|
Твердое
|
[25]
|
|
Класс опасности вещества
|
VI (малоопасное)
|
[25]
|
|
Предельно-допустимая концентрация вредных веществ,
мг/м"
|
6
|
[23]
|
|
Количество вредных веществ, выделяющихся в воздух рабочей зоны, мт/м3
|
Не более 2
|
[23]
|
|
Действие вещества на организм человека
|
Аллергия, бронхиальная астма, раздражение слизистой оболочки дыхательных путей
|
[23]
|
7.1.2 Требования к безопасному осуществлению технологии производства
Использование электрической энергии связано с опасностью
воздействия электрического тока на организм человека и может привести
при нарушении правил эксплуатации и устройств электроустановок к
серьезным травмам или даже к смертельному исходу. Действие тока на
человека проявляется в сложных и многообразных формах, вызывая
нарушение физиологических, биологических и электрических процессов
жизнедеятельности организма. Поэтому большое внимание уделяется
электробезопасности помещений. ГОСТ 12.1.09-91 "Электробезопасность. Общие требования" устанавливает, что опасное и вредное воздействие на человека электрического тока, электрической дуги и электромагнитных полей зависит от рода, силы, напряжения, частоты электрического тока, пути его прохождения через тело человека, продолжительность воздействия, условий внешней среды, а также состояния человека. Электробезопасность человека должна обеспечиваться конструкцией электроустановок, техническими способами и средствами защиты, организационными и техническими мероприятиями.
Данные требования сведены в таблицу 7.3.
Таблица 7.3 Мероприятий по безопасности осуществления технологии производства
|
Исходные параметры
|
Значение реализуемого параметра
|
Ссылка
|
|
1
|
2
|
3
|
|
Документ, определяющий порядок работы производства
|
Технологическая карта, регламент работы
|
[23]
|
|
Характер технологических процессов по непрерывности
|
Прерывный
|
[23]
|
|
Степень автоматизации и механизации производства
|
Частичная
|
[23]
|
|
Ручные операции в технологии производства
|
Снижены до минимума
|
[23]
|
|
Методы контроля наличия вредных веществ в воздухе рабочих зон
|
Экспресс анализ, автоматические, лабораторно - аналитические, санитарно-эпидемиологическая служба центра гигиены, эпидемиологии и общественного здоровья.
|
[23]
|
|
Мероприятия по оздоровлению воздушной среды в рабочих зонах
|
Влажная уборка, кондиционирование воздуха; приточно-вытяжная и естественная вентиляция, местные отсосы
|
[23]
|
|
Виды производственных сточных вод и загрязняющих их вещества
|
Производственные и хозяйственно-бытовые
|
[23]
|
|
Методы очистки (утилизации) сточных вод
|
Производственное, хоз. очистительные сооружения, фильтры, предочистка производственной сточной воды
|
[23]
|
Окончание таблицы 7.3
|
1
|
2
|
3
|
|
Производственные и вентиляционные выбросы в атмосферу
|
Пыль, пары от ВТО
|
[23]
|
|
Методы очистки выбросов производства в атмосферу
|
Фильтры, электрофильтры
|
[23]
|
|
Технологические операции, способствующие накоплению зарядов статического электричества
|
Стачивание, разрезание, настилание тканей с содержанием синтетики
|
|
|
Места (зоны) накопления зарядов
|
Столы швейного оборудования, стеллажи для хранения кроя
|
[23]
|
|
Методы защиты от разрядов статического электричества
|
Заземление оборудования, ионизация воздуха, антистатическое покрытие полов, повышение относительной влажности в рабочей зоне
|
[23]
|
7.1.3 Требования безопасности к производственному оборудованию
Швейная фабрика оснащена разнообразным оборудованием, облегчающим труд человека. Это швейные машины и полуавтоматы, гладильные прессы, утюги и утюжильные столы, паровые манекены и механические щётки. Действие этого оборудования связано с использованием различных источников энергии (газа, пара, электричества).
Многие из механизмов совершают в процессе сложные виды движения (прямолинейное, криволинейное, возвратно-поступательное, вращательное). Поэтому процесс работы машины несет в себе потенциальные опасности, и пребывание человека в зоне действия агрегата, особенно при непосредственном контакте с отдельными его элементами, сопряжено с возможностью возникновения несчастного случая или профессионального заболевания. Безопасность работы машин, аппаратов и механизмов в значительной степени зависит от рационально спроектированной конструкции, качества применяемых материалов, наличия предохранительных устройств и ограждений, целесообразности размещения оборудования и соблюдения режимов эксплуатации.
Требования безопасности к производственному оборудованию представлены в таблице 7.4
Таблица 7.4 Мероприятия по безопасности обслуживанию швейных машин
|
Исходные параметры
|
Значение реализуемого параметра
|
Ссылка
|
|
1
|
2
|
3
|
|
Наличие опасных в вредных зон в конструкции оборудования
|
Электропривод, ременные передачи, движущиеся рабочие органы машин
|
[23]
|
|
Источники производственного шума и вибрации
|
Основное и вспомогательное оборудование
|
[25]
|
|
Допустимые уровни звукового давления, дБ
|
До 80
|
[25]
|
|
Уровни звукового давления па проектируемом участке, дБ
|
75-85
|
[25]
|
|
Нормируемые
среднегеометрические частоты при вибрации.Гц
|
63, 125, 250, 500, 1000, 2000, 4000, 8000
|
[23]
|
|
Реальные величины параметров вибрации, Гц/Дб
|
Не более 63/85
|
[25]
|
|
Допустимые величины параметров вибраций, Гц
|
63
|
[25]
|
|
Мероприятия по достижению нормируемых параметров производственного шума и вибрации
|
Своевременный осмотр, планово-предупредительный ремонт оборудования, смазка, чистка, установка кожухов, звукоизолирующих устройств, амортизация машин
|
[23]
|
|
Средства механизации трудоемких операций
|
Тележки, средства механизации
|
|
Продолжение таблицы 7.4
|
1
|
2
|
3
|
|
Знаки безопасности на оборудовании
|
Сигнальные знаки, предупредительные таблицы, указатели, надписи
|
[25]
|
|
Наличие установок местного
освещения
|
Светильники
|
[25]
|
|
Требования к рабочим органам и механизмам
|
Исправность, надежность работы, наличие ограждений вокруг опасных частей машины
|
[23]
|
|
Требования к рабочим площадкам и лестницам
|
Соблюдение норм площадок и лестниц, отсутствие загромождений, освещение, ограждение лестниц.
|
[23]
|
|
Требования к органам управления и сигнализации
|
Исправность, проста в эксплуатации
|
[23]
|
|
Требования к ограждениям и блокировкам, вентиляции, аспирации, герметизации, теплоизоляции, пневматического транспортирования
|
Должны обеспечивать максимальную безопасность работы, должны быть прочными и предупреждать травмирование работников, не мешать обслуживанию машин, не усложнять процесс работы. Стационарное ограждение должно устанавливаться и сниматься только с применением инструмента и при выключенной машине. Удаление вредных веществ, теплого воздуха.
|
[23]
|
|
Требования электробезопасности: напряжение электрического тока в сетях питания; электросистем основного технического оборудования, В
|
220, 380
|
[23]
|
|
Тин исполнения электрооборудования
|
П – 1, закрытый
|
[23]
|
|
Класс электрооборудования по способу защиты человека от поражения электрическим током
|
0,1 электрооборудование, имеющее рабочую изоляцию, элемент заземления.
1 электрооборудование, имеющее
|
[25]
|
Окончание таблицы 7.4
|
1
|
2
|
3
|
|
|
рабочую изоляцию, элемент заземления, с проводом для заземляющей жилы.
|
|
|
Способ отключения электрооборудования от сети.
|
Тройной: 1 – общий рубильник; 2 – автоматический; 3 – ручной (кнопка «стоп»)
|
[25]
|
|
Средства коллективной защиты от поражения электрическим током
|
Заземление, зануление, ограждение, защитное отключение и недоступность токоведущих частей
|
[25]
|
|
Сопротивление изолюции токоведущих частей, МОм
|
0,5
|
[25]
|
|
Тип защиты от заземления
|
Контурное
|
[25]
|
|
Нормируемое значение сопротивления защитного заземления, Ом
|
4
|
[25]
|
|
Способ уборки (очистки) оборудования
|
Ручной и пневмочистка
|
[23]
|
- Санитарно – гигиенические мероприятия
Санитарные нормы являются тем эталоном, выполнение которого обеспечивает жизнедеятельность человека в процессе труда.
Необходимо, чтобы воздух в рабочих помещения был близок к атмосферному.
Допустимые нормы:
- в холодный период года - температура 20-25 С, относительная влажность не более 75 %, скорость движения воздуха – 0,1 м/с;- в теплый период года - температура 23-28 °С, относительная влажность - 40-60 %, скорость движения воздуха- 0,1-0,2 м/с.
Санитарно – гигиенические мероприятия представлены в таблице 7.5.
Таблица 7.5 Метеорологические условия и средства их обеспечения
|
Исходные параметры
|
Значение реализуемого
параметра
|
Ссылка
|
|
Наименование помещения
|
Швейный цех
|
|
|
Характеристика тяжести работы
Период года
|
Легкая, 1а
|
|
|
|
Холодный
|
Теплый
|
|
|
Параметры
микроклимата
|
Температура воздуха рабочей зоны, оС
|
22-24
|
23-25
|
|
|
|
Относительная влажность воздуха. %
|
40-60
|
61,5-75
|
|
|
|
Скорость движения воздуха, м/с
|
0,1
|
0,1
|
|
|
Вентиляция на участке
|
Предусматриваемые системы вентиляции
|
Приточно - вытяжная (при СКВ)
|
[25]
|
|
|
Кратность обмена воздуха в помещении, ч-1
|
Не менее 5
|
[25]
|
|
|
Баланс воздуха
|
Положительный
|
[25]
|
|
Отопление на участке
|
Система отопления в помещении
|
Водяное отопление
|
[23]
|
|
|
Теплоноситель и его параметры
|
Горячая вода t на входе 95-96 °С; t на выходе 70°С
|
[23]
|
Рациональное освещение производственных помещений и рабочих мест также имеет важное значение. Правильно устроенное освещение уменьшает зрительную и общую утомляемость работающего, обеспечивает хорошую видимость и создает благоприятные условия труда. Нерациональное освещение приводит к преждевременному утомлению, притуплению внимания, снижению производительности и качества труда, может явиться причиной несчастного случая. Недостаточное освещение может ухудшить зрение. Излишняя яркость может вызвать временное ослепление, резь в глазах и головную боль. Нормальные производственные условия обеспечиваются лишь при достаточном освещении рабочих зон, проходов и проездов.
Мероприятия по освещению представлены в таблице 7.6.
Таблица 7.6 Искусственное и естественное освещение на участке
|
Исходные параметры
|
Значение реализуемого параметра
|
Ссылка
|
|
Наименование помещения
|
Швейный цех
|
|
|
Площадь помещения, м2
|
1062
|
|
|
Наименование рабочего места
|
Швейная машина
|
|
|
Вид искусственного освещения
|
Рабочее
|
[23]
|
|
Система рабочего освещения (общая или комбинированная)
|
Комбинированная
|
[23]
|
|
Характеристика зрительной работы
|
Высокая точность
|
[24]
|
|
Разряд и подразряд зрительной работы
|
I I I а
|
[24]
|
|
Освещённость при рабочем освещении, лк
|
750
|
[24]
|
|
Источник света
|
Газоразрядные лампы ЛД-80
|
[24]
|
|
Мощность лампы светильника, Вт
|
80
|
|
|
Наличие и источник системы аварийного освещения
|
Подстанция
|
|
|
Освещённость на рабочих местах при аварийном освещении
|
5% от нормируемого рабочего освещения
|
[24]
|
|
Освещённость на путях эвакуации людей из помещения при аварийном освещении, лк.
|
На основных приходах, ступеньках не менее 5 лк, на открытой территории не менее 2 лк.
|
[24]
|
|
Исполнение естественного освещения (боковое или боковое и верхнее)
|
Двухсторонние
|
[25]
|
|
Коэффициент естественной освещенности
|
1,6
|
[24]
|
|
Периодичность чисток заполнений световых проемов в год
|
Два раза
(весна, осень)
|
|
7.1.5 Противопожарные мероприятия
Пожарная опасность технологических процессов в первую очередь зависит от параметров, характеризующих пожарную опасность веществ и материалов. Поэтому при анализе пожаро- и взрывоопасности технологического процесса производства необходимо установить качественные и количественные характеристики веществ, обращающихся в данном производстве; выявить степень пожаро- и взрывоопасности как внутри аппарата или машины, так и во внешней среде; определить причины возникновения источников воспламенения и условия их контактирования с горячими веществами; установить пути распространения пожара.
Противопожарные мероприятия отражены в таблице 7.7.
Таблица 7.7 Противопожарные мероприятия
|
Исходные параметры
|
Значение реализуемого параметра
|
Ссылка
|
|
1
|
2
|
3
|
|
Наименование помещения
|
Швейный цех
|
[23]
|
|
Степень огнестойкости стен и покрытий
|
I I
|
[23]
|
|
Характеристика материалов стен по сгораемости
|
Несгораемые, железобетонные блоки
|
[23]
|
|
Огнестойкость стен, ч
|
2
|
[23]
|
|
Характеристика материалов перекрытий по сгораемости
|
Несгораемые, железобетонные блоки
|
[23]
|
|
Огнестойкость перекрытий, ч
|
0,75
|
[23]
|
|
Нормируемая площадь помещения между противопожарными стенами
|
Не нормируемая
|
[23]
|
|
Расстояние от наиболее удалённого места до эвакуационного выхода, м
|
Не более 50
|
[23]
|
|
Количество эвакуационных выходов, шт
|
Не менее 2
|
[23]
|
|
Стационарные установки огнетушения
|
Пожарные краны, автоматические системы пожаротушения
|
[23]
|
Продолжение таблицы 7.7
|
1
|
2
|
3
|
|
Тип извещений о пожаре.
|
Телефон,
пожарная сигнализация
|
[23]
|
|
Первичные средства огнетушения.
|
Огнетушитель ОУ-5, ОУ-3,
ОУП-10, песок и вода в емкостях, противопожарный щит (лопата, ведро).
|
[23]
|
|
Способ уборки помещения
|
Влажный
|
[23]
|
|
Категория молнезащиты
|
I I I
|
[23]
|
|
Тип молнеприёмника
|
Металлическая сетка
|
[23]
|
|
Сопротивление заземляющего устройства при молниезашите, Ом
|
Не более 20
|
[23]
|
7.1.6 Компенсация профессиональных вредностей. Средства индивидуальной защиты. Личная гигиена
Человек находится в постоянной взаимосвязи с окружающей его средой. По мере возможности он приспосабливается к ней, а при невозможности всеми доступными средствами приспосабливает её к себе, обеспечивая тем самым условия для своего нормального существования.
Для оздоровления условий труда на рабочих местах необходимо при проектировании обеспечивать нормируемый объём производственных помещений, позволяющий создать естественный достаточный воздухообмен, эффективно использовать современные системы отопления и вентиляции, теплоизолировать и экранировать горючие поверхности машин и аппаратов, защищать работающих от попадания холодного воздуха снаружи.
Компенсация профессиональных вредностей, средства индивидуальной защиты, личная гигиена, отражены в таблице 7.8.
Таблица 7.8 Компенсация профессиональных вредностей. Средства индивидуальной защиты и личная гигиена работающих
|
Исходные параметры
|
Значение реализуемого параметра
|
Ссылка
|
|
Профессия (должность)
|
Швея
|
|
|
Условия труда
|
Допустимые
|
|
|
Продолжительность дополнительного отпуска после грех лет работы, дни
|
3
|
|
|
Пенсионный возраст, лет
Женщин
Мужчин
|
55
60
|
|
|
Обеспечение ЛЛП (или спецжирами), спецодеждой, спецобовью, средствами
индивидуальной защиты органов зрения и дыхания
|
Халат х/б, профессональная обувь, косынки
|
[23]
|
|
Средства обеззараживания кожи
|
Мыло, вода
|
[23]
|
|
Метод обеззараживания кожи
|
Мытье рук
|
[23]
|
|
Периодичность медосмотра
|
Один раз в год
|
|
Вывод.
Важнейший социальный эффект реализации мер по охране труда - это сохранение жизни и здоровья работающих. Здоровье и безопасные условия труда способствуют повышению их производительности, удовлетворённости работников своим трудом, созданию хорошего психологического климата в трудовых коллективах, что ведёт к снижению текучести кадров, созданию стабильных трудовых коллективов. Недостатки в работе по охране труда имеют значительные отрицательные экономические последствия. Потери трудоспособности из-за заболеваемости и травматизма, затраты на компенсацию за работу в неблагоприятных условиях труда приводят к ухудшению экономических результатов работы предприятия. Кроме того, несчастные случаи, как правило, ведут к нарушению производственного цикла, при остановке или изменению технологических процессов, а зачастую к повреждению оборудования, машин и механизмов [25].
7.2 Промэкология
Работы по производственному экологическому контролю на предприятии осуществляются на основании приказов, распоряжении, инструкции, в ко�торых устанавливаются основные принципы организации производственного контроля и должностные лица, ответственные за надлежащее проведение данно�го вида работ.
Охрана природы и рациональное использование природных ресурсов является одной их важнейших экономических и социальных задач современного общества. Основное направление её решения - создание экологически безопасных, малоотходных и безотходных производств, органически вписывающихся в природные системы и отличающихся высокой степенью инженерно-экологического совершенства.
Можно выделить пять основных экологических аспектов на предприятии:
а) использование и охрана недр;
б) использование воды и производственный экологический контроль её качества;
в) выбросы, в атмосферный воздух, производственный экологический контроль за выбросами вредных веществ в атмосферу и охрана атмо�сферного воздуха;
г) обращение с отходами производства;
д) производственный контроль источников воздействия вредных физи�ческих факторов на рабочих местах.
На предприятии действуют следующие СТБ:
- СТБ ИСО 14001-2005. Системы управления окружающей средой. Требования и руководство по применению.
- СТБ ИСО 14004-2005. Системы управления окружающей средой. Общие руководящие указания по принципам, системам и средствам обеспечения функционирования.
- СТБ ИСО 14050-2004 Управление окружающей средой. Термины и определения.
7.2.1 Защита атмосферного воздуха от вентиляционных выбросов
Объектами производственного экологического контроля за выбросами вредных веществ в атмосферный воздух, подлежащими наблюдению и оценке их воздействия на его состояние являются:
а) стационарные источники выбросов загрязняющих веществ в атмо�сферный воздух (вытяжная вентиляция) - основная масса выбросов - пыль ме�ховая, контроль за выбросами производится один раз в пять лет, если техноло�гические процессы не претерпевают изменении, производственный экологический контроль вентиляционных систем на санитарно-гигиенические требования к воздушной среде проводится один раз в три года;
б) передвижные источники выбросов загрязняющих веществ в атмо�сферный воздух (автотранспорт) - контроль за выбросами производится не реже трёх раз в год (один раз при прохождении ежегодного технического осмотра, один раз в полгода при проведении сезонного технического обслуживания);
в) пылегазоулавливающие установки - контроль за эффективностью их работы производится одни раз в год.
Отходы производства на предприятии можно подразделить на две группы. К первой группе относятся отходы, которые идут на утилизацию и захоро�нение, а ко второй группе, отходы, которые используются как вторичное сырьё.
Размещению для захоронения подлежат промышленно-бытовые от�ходы, для которых отсутствуют эффективные технологии переработки и или не обходимые производственные мощности переработки. Размещение вторичного сырья на захоронение запрещено.
7.2.2 Охрана водных ресурсов от загрязнения и истощения
Учёт потребления воды на предприятии осуществляется по водомерам, установленным на границе раздела: предприятие - городская водопроводная сеть. Вода на предприятии используется на хозяйственно-бытовые нужды и сбрасывается в фекальную канализацию. В технологических процессах используется конденсат пара, который собирается в специальный бак, а затем там ос�тывает. Производственный контроль качества воды в системе водоснабжения осуществляет районный центр гигиены и эпидемиологии на основании разработанных им планов-графиков. Производственный контроль качества состава сточных вод, сбрасываемых в фекальную канализацию проводится два раза в год, а в ливневую канализацию один раз в квартал. Отработавшая вода предпри�ятия попадает в городской коллектор (канализацию), где проходит очистку, и только за тем ее сбрасывают в водоёмы города.
Вывод
Наиболее совершенным способом зашиты окружающей среды от промышленных выбросов является разработка и внедрение технологических процессов, обеспечивающих уменьшение отходов, их вторичное использование и их максимальную утилизацию.
Особую важность приобретает создание безотходных и малоотходных технологических процессов, сбор, хранение и использование отходов производства, создание специальных устройств и сооружений по утилизации и обезвреживанию вредностей.
На данном предприятии, благодаря принятым мерам по очистке отходов, предприятие не оказывает вредного экологического воздействия на окружающую среду.
К тому же предприятия швейной промышленности выбрасывают наименьшее количество отходов по сравнению с предприятиями других сфер деятельности.
ВЫВОДЫ
В дипломной работе в качестве новых образцов одежды была выбрана коллекция женских молодежных демисезонных пальто для младшей возрастной группы. Выбранные модели не только отвечают существенному направлению моды, но и благодаря своей новизне будут востребованы и конкурентоспособны и в последующих сезонах.
В техническом задании были определены основные требования, предъявляемые к данному виду одежде, которые в дальнейшем были учтены при разработке проектно-конструкторской документации.
Осуществлён выбор ткани для изделий и представлена их характеристика и исследован комплекс свойств. В качестве основного материала выбрана пальтовая ткань SLARY.
В разделе технического предложения представлена коллекция женских пальто, дана её характеристика и обоснован выбор модели для дальнейшей разработки.
Для построения рациональной конструкции женского демисезонного пальто, с учётом их свойств, была использована система ЕМКО СЭВ. Определены исходные данные для построения чертежей и разработаны БК, ИМК и МК. В ходе работы выбраны оптимальные конструктивные композиционные прибавки. Был изготовлен образец изделия, который отвечает всем потребительским и технологическим требованиям.
В техническом проекте определены методы и параметры технологической обработки. Были предложены рекомендации для ниточного соединения деталей, режимов ВТО и рекомендуемое оборудование, а также разработаны чертежи сборочных схем основных конструктивных узлов изделия, которые иллюстрируют состав узла, материалы, способ технологической обработки, величины швов и последовательность выполнения операций.
Рабочая документация была разработана на основе конструкторской документации эскизного и технического проектов. Для внедрения разработанного изделия была подготовлена рабочая документация, а именно:
- выполнены лекала-оригиналы, производные, вспомогательные лекала;
- разработано техническое описание на модель.
Женское молодежное демисезонное пальто выполнено в соответствии с техническим заданием на разработку, имеет рациональное конструктивное решение и может изготавливаться в условиях промышленного производства. Конструкция изделия технологична и экономична.
В разделе технико-экономических показателей представлена плановая калькуляция единицы изделия, а так же расчёт экономического эффекта, который был, достигнут за счёт рациональности конструкции.
Таким образом, разработанная модель может быть рекомендована к запуску в массовое производство.
ЛИТЕРАТУРА
- Ассортимент, свойства и технические требования к материалам для одежды / К.Г.Гущина [и др.]. – Москва : Легкая индустрия, 1977.- 160 с.
- Шершнева, Л.П. Качество одежды / Л. П. Шершнева. - Москва : Легкая индустрия, 1975. - 168 с.
- Бузов, Б. А. Материаловедение швейного производства / Б. А. Бузов, Т. А. Модестова, Н. Д. Алыменкова. - Москва : Легкая индустрия, 1986. - 424 с.
- Эксплутационные свойства материалов для одежды и методы оценки их качества / К.Г. Гущиной [и др.]. - Москва : Легкая индустрия, 1984. - 312 с.
- Конструирование. / Женская одежда осень 2008. – БЦМ, 2008. – 70 с.
- Единая методика конструирования одежды СЭВ (ЕМКО СЭВ). Теоретические основы. Том 1. – Москва : ЦНИИТЭИлегпром, 1988. – 124 с.
- Единая методика конструирования одежды СЭВ (ЕМКО СЭВ). Базовые женские одежды. Том 2. – Москва : ЦНИИТЭИлегпром, 1988. – 118 с.
- Единая методика конструирования одежды СЭВ (ЕМКО СЭВ). Градация деталей мужской и женской одежды. Том 4. – Москва : ЦНИИТЭИлегпром, 1984. - 231 с.
- Конструирование одежды с элементами САПР / Е. Б. Кобляковой [и др.] – Москва : Легкая индустрия, 1988. - 464 с.
- Мартынова А. И. Конструктивное моделирование одежды : учебное пособие для вузов / А. И. Мартынова, Е. Г. Андреева. – Москва : МГА-Легпром, 2006. – 209 с.
- ГОСТ 175522 – 72. Типовые фигуры женщин. Размерные признаки для проектирования одежды. – Москва : Издательство стандартов, 1972. – 32 с.
- Лабораторный практикум по конструированию одежды с элементами САПР / Е. Б. Коблякова. - Москва : Легкая индустрия, 1992. 320 с.
- Матвеева, О. В. Прогнозирование деятельности конструкторской подготовки производства новых изделий / О. В. Матвеева // Швейная промышленность – 2003. - № 6. С. 40-44.
- ГОСТ 12807 – 88. Изделия швейные. Классификация стежков, строчек и швов. – Введ. 01.01.91. – Москва : Издательство стандартов, 1989. – 41 с.
- ГОСТ 25295 – 2003. Одежда пальто – костюмного ассортимента. Общие технические условия. – Минск, 2004. – 30 с.
- Савостицкий, А. В. Технология швейных изделий / А. В. Савостицкий, Е. Х. Меликов. – Москва : Легкая и пищевая промышленность, 1982. – 440 с.
- Технология изготовления швейных изделий костюмно-пальтового ассортимента : учебное пособие / Н. П. Гарская и др.] – Витебск : УО «ВГТУ», 2002 – 164 с.
- Зак, И. С. Справочник по швейному оборудованию / И. С. Зак. - Москва : Легкая индустрия, 1984. – 272 с.
- Афанасьева А. И. Управление швейными предприятиями. Организация и планирование производства / А. И. Афанасьева, С. И. Овчинноков, Л. Н. Смирнова. – Москва : Легпромбытиздат, 1990.-432с.
- Афитов, Э. А. Планирование на предприятии / Э. А. Афитов. – Минск : Высшая школа, 2001. – 285 с.
- Комментарии к трудовому кодексу Республики Беларусь. / Под общей редакцией Г .А. Василевича .- Минск, Амалфея, 2000. – 172 с.
- Охрана труда на швейных предприятиях : справочное пособие / В. Я. Франц. – Москва : Легпромбытиздат, 1987. – 1985 с.
- СТБ ИСО 14004-2005. Системы управления окружающей средой. Общие руководящие указания по принципам, системам и средствам обеспечения функционирования.- Взамен СТБ ИСО 14001-2000; введ. 2005-07-19.- Минск: Госстандарт, 2005.- 37 с.
- СТБ ИСО 9000-2000. Системы менеджмента качества. Основные положения и словарь.- Введ. 2000-12-27.- Минск: Госстандарт, 2000.- 28 с.
- СТБ 18001-2005. Системы управления охраной труда. Общие требования.- Введ. 2005-06-24.-Минск: Госстандарт, 2005.- 19 с.
Исследовать и разработать серию моделей и рациональную конструкцию женских молодежных пальто