Расчет калибровки квадратной полосы Раз. 12 ММ
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Южно-Уральский государственный университет» (НИУ)
Кафедра «Машины и технология обработки материалов давлением»
ЗАДАНИЕ
на курсовую работу (проект) студента
Перевозчикова Данила Викторовича
Группа ФМ129м
Тема: Расчет калибровки КВАдратной полосы Раз. 12 ММ
Задание на курсовую работу включает:
1. Исходные данные;
2. Перечень необходимых расчетных и графических материалов;
Для выполнения расчетного объема работ выполнить:
1. Привязать задание к конкретному прокатному стану;
2. Описать (кратко) основные технологические операции;
3. В соответствии с исходными данными разработать схему прокатки;
4. Рассчитать режимы обжатий и формоизменение металла в соответствии с выбранной схемой;
5. В соответствии с расчетом сконструировать калибры для прокатки заданного профиля;
6. Рассчитать температурные и скоростные режимы прокатки;
7. Определить энергосиловые параметры процесса прокатки;
8. Выполнить расчет производительности стана;
9. Оформить пояснительную записку;
10. Выполнить графическую часть работы:
10.1. Монтажный чертеж валка — А3;
10.2. Схема прокатки — А3;
10.3. Таблицы по результатам расчета — А3;
10.4. Схема расположения оборудования — А3;
ИСХОДНЫЕ ДАННЫЕ:
|
№ |
Заготовка, мм |
Готовый профиль, мм |
Условия прокатки |
Мате-риал |
Тип стана |
Т, 0С |
nВ, об/мин |
Dб |
|
21 |
кв. 15 |
кв. 12 |
Холодная |
Свинец |
Лабораторный |
- |
50 |
178 |
Руководитель работы (проекта) / Ф.С. Дубинский /
Студент /Д.В. Перевочиков /
(подпись)
Оглавление
|
ВВЕДЕНИЕ |
3 |
|
4 |
|
8 |
|
11 |
|
11 |
|
12 |
|
12 |
|
17 |
|
ЗАКЛЮЧЕНИЕ |
20 |
|
БИБЛИОГРАФИЧЕСКИЙ СПИСОК |
21 |
ВВЕДЕНИЕ
Сортовые профили прокатывают из заготовки за несколько проходов между валками. Число проходов зависит от соотношения размеров и формы заготовки и конечного сечения. В большинстве случаев заготовка для прокатки сортовых профилей имеет квадратное или прямоугольное сечение.
В валках для придания прокатываемому металлу необходимой формы выточены специальные вырезы, называемые ручьями. Ручьи, выточенные в верхнем и нижнем валках двухвалковой клети и расположенные на одной вертикальной оси, образуют калибр, форму которого и принимает прокатываемая полоса в каждом проходе.
В задачу калибровки входит определение формы и размеров калибров. От того, насколько правильно будет выбрана схема калибровки валков, зависят размеры и качество поверхности получаемого готового профиля [1].
Целью работы – научиться рассчитывать калибровку профилей простых форм и энергосиловых параметров процесса прокатки. По результатам расчетов этой курсовой работы проведена прокатка на непрерывном лабораторном стане ДУО-180.
1. ХАРАКТЕРИСТИКА ЛАБОРАТОРНОГО СТАНА ДУО-180
Стан ДУО-180 предназначен для учебной, научной работы и производства малотоннажных партий сортовых профилей [2], полос прокаткой и продольной резкой.
Схема расположения основного оборудования стана показана на рисунке 1.
Стан может работать как в режиме прокатного стана, так и в режиме агрегата продольной резки полос.
Характеристика стана:
- диаметр рабочих валков мм;
– длина бочки валка мм;
– максимальное усилие металла на валки 323кН (30т);
– нажимные винты приводятся в движение электродвигателем мощностью 1,1 кВт, 1500 об/мин через червячные редукторы, диаметр нажимных винтов 50, шаг нажимных винтов 8;
– привод от двигателя постоянного тока – П81, мощностью кВт, и числом оборотов об/мин;
– редуктор РМ-350 – передаточное число ;
– привод барабанов моталки и разматывателя: мотор-редуктор МЦ2С-125, кВт, об/мин.
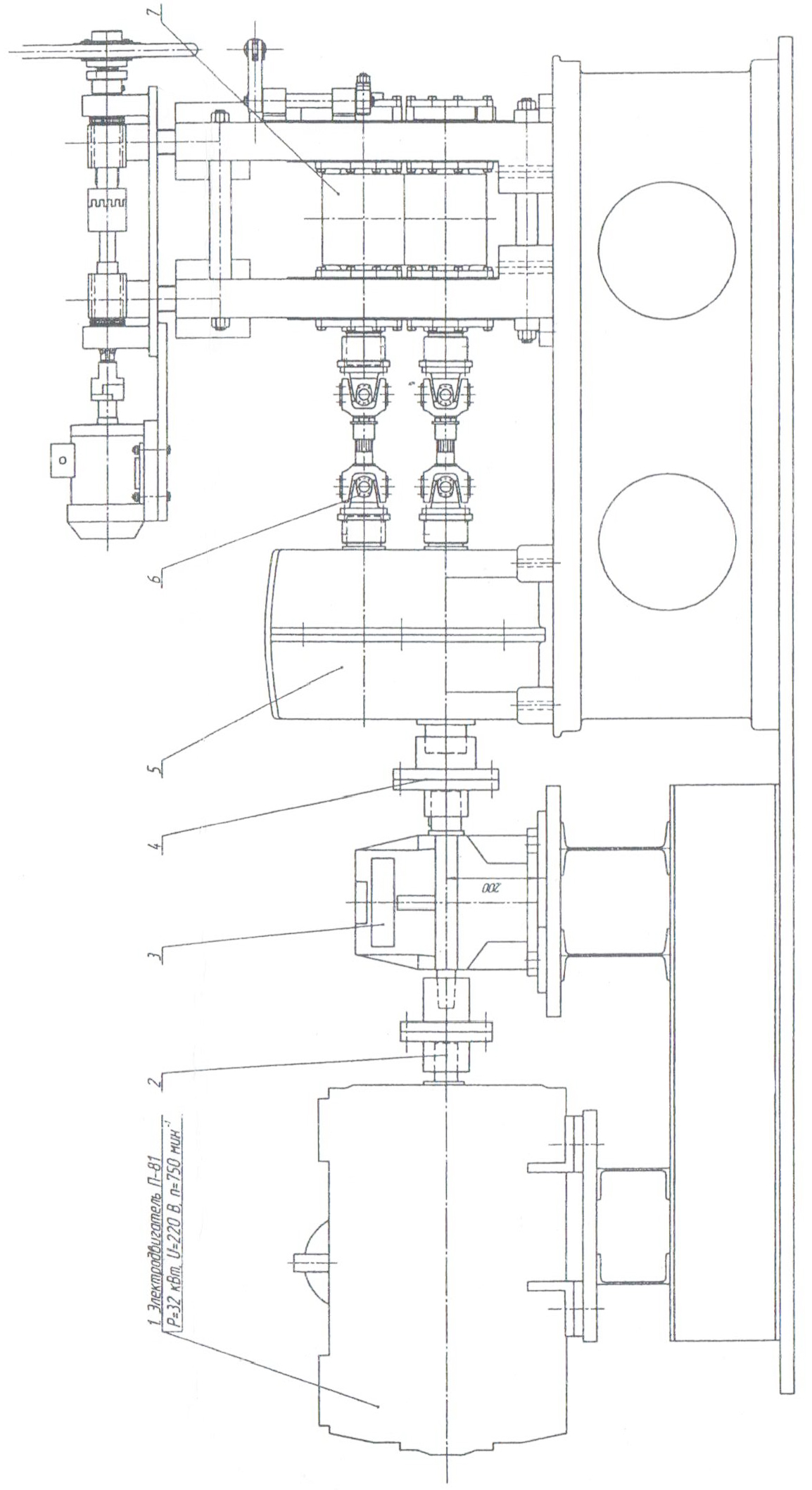
Главная линия прокатного стана показана на рисунок 2.
Вращающийся момент от электродвигателя 1 передается через муфту 2 к редуктору 3. От редуктора вращение передается через муфту 4 к шестеренной клети 5 и, далее, через шпиндели 6 к валкам прокатной клети 7.
Рабочая клеть состоит из двух рабочих станин 1 закрытого типа, укрепленных на чугунном основании 2 с помощью болтов 3. Подушки 4 рабочих валков 5 стольные (специальные для верхнего и нижнего валков). Установленные валки 5 на двухрядных роликовых сферических подшипниках качения 6 (по два подшипника на шейку валка).
Регулирование положения верхнего валка вдоль его оси производится с помощью устройства осевой регулировки, а вертикальной плоскости нажимным механизмом и уравновешивающим устройством.
Осевая регулировка валков производится следующим образом. Нижний валок закрепляется в клети от осевых перемещений жестко при помощи планки 7, прижимающей фланец нижней подушки 4 в рабочей клети. Верхний валок при помощи механизма устанавливается в соответствии с положением нижнего валка.
Регулировка параллельности валка производится с помощью уравновешивающего и нажимного устройства, расположенных в верхней части клети. Пружины уравновешивающего устройства подтягиваются четырьмя тягами с гайками до тех пор, пока подушки валков с установленными на них месдозами не упрутся в нажимные винты.
Нажимные винты вращаются с помощью штурвала через зубчатую передачу. Для раздельной работы нажимных винтов имеется рычажное устройство, позволяющее рассоединять зубчатое зацепление привода с любым винтом. Чтобы отключить один из винтов, рычаг соответствующего винта, опускается вниз. Зубчатое колесо, установленное на хвостовике нажимного винта, поднимается вверх и выходит из зацепления с шестерней, закрепленной на хвостовике штурвала.
На зубчатое колесо переднего нажимного винта нанесена шкала, показывающая вертикальное перемещение валка, а на станине клети установлена индикаторная стрелка. Поворот винта одно деление соответствует перемещение валка на 0,1мм.
Для измерения усилия прокатки между подушками верхнего валка и нажимными винтами установлены месдозы.
Вращение валками 5 передается от шестеренной клети через шпиндели. Шпиндели универсального типа снабжены датчиками для измерения крутящего момента на валке.
Шестеренная клеть представляет из себя раздаточную коробку с передаточным числом i = 1 и служит для передачи вращения от одного электродвигателя к двум валкам.
Понижающий редуктор установлен между электродвигателем и шестеренной клетью и предназначен для уменьшения скорости вращения и увеличения крутящего момента.
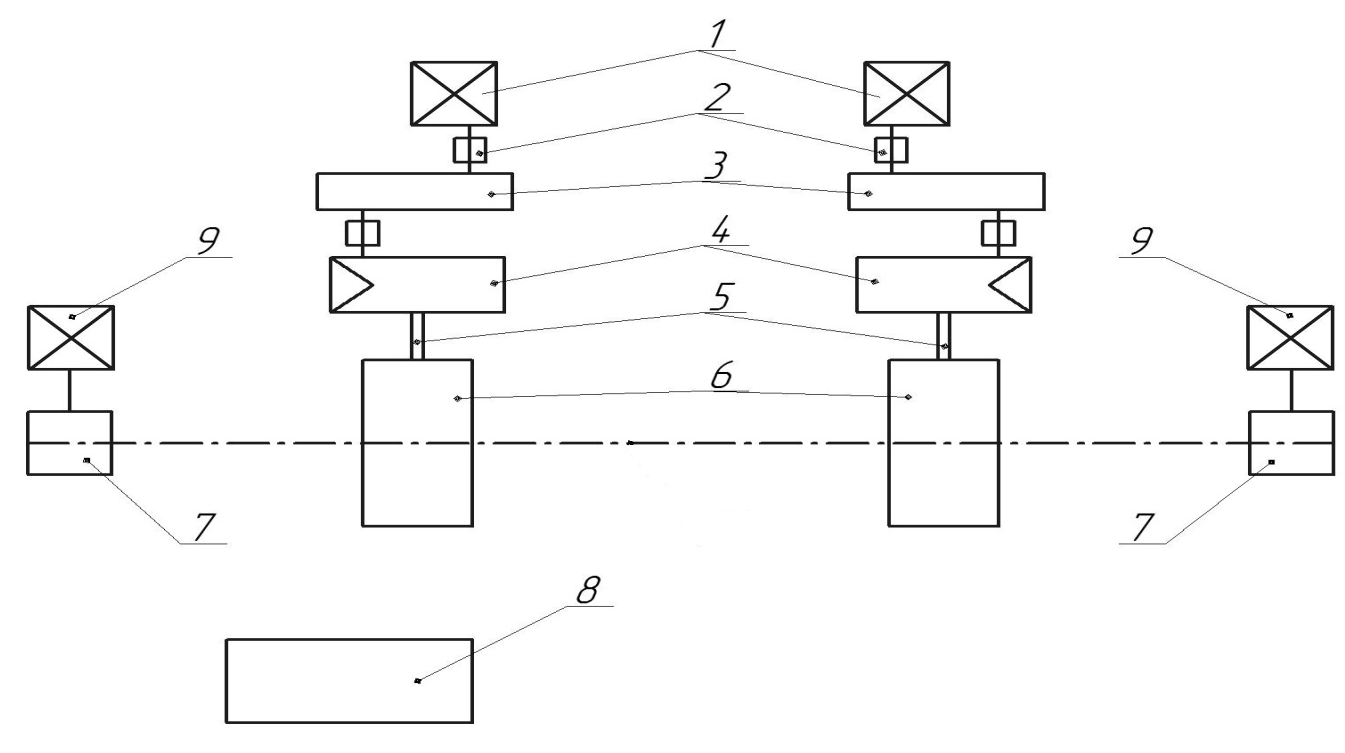
Рисунок 1 – Схема расположения оборудования
1 – электродвигатель П81; 2 – муфта; 3 – редуктор; 4 – шестеренная клеть;
5 – шпиндели; 6 – прокатная клеть ДУО-180; 7 – моталка;
8 – пульт управления; 9 – мотор-редуктор МЦ2С.
2. СХЕМА ПРОКАТКИ
При сортовой прокатке калибровка валков включает определение формы и размеров калибров, расчеты режима обжатий по проходам, определение переходных сечений от заготовки до конечного профиля, расположение калибров на валках. Выберем схему прокатку и число проходов, в соответствии с исходными данными. Необходимо получить из квадратной заготовки с размером сечения 15 мм, получить изделие с квадратным поперечным сечением размером 12 мм ГОСТ 2591-2006 на квадратный профиль, данного размера предлагает предельные отклонения: «+0,1» и «-0,5». Вычислим площади поперечного сечения до прокатки и после последнего прохода:
Вычислим суммарную вытяжку:
(1)
где, — площадь поперечного сечения полосы после последнего прохода, — площадь поперечного сечения заготовки.
Для того чтобы прокатать из квадрата 15, квадрат 12 необходимо использовать систему калибров ромб-квадрат или гладкая бочка. Мы выберем систему калибров «гладкая бочка», по рекомендации преподавателя и в связи с тем, что валки с данными калибрами уже имеются в наличии.
Вычислим число приближенно число необходимых проходов.
(2)
где, — суммарная вытяжка, — средняя вытяжка системы калибров [1].
Получили примерно 3 прохода, но предпочтительнее конструировать калибровку с четным числом проходов. Таким образом, пусть
3. РАСЧЕТ РЕЖИМОВ ОБЖАТИЙ И ФОРМОИЗМЕНЕНИЕ МЕТАЛЛА
Рассчитаем режимы обжатий и формоизменение металла. Зададим обжатия, пусть
Вычислим высоту после первого прохода по формуле:
(3)
где — высота полосы перед проходом, — высота полосы после прохода.
мм
Для вычисления ширины полосы после прохода необходимо определить уширение, вычислим его по формуле Бахтинова [3]:
(4)
где — радиус валка, по дну калибра, — коэффициент трения, который принимаем равным 0,5.
Вычислим ширину полосы после прохода по формуле:
(5)
где — ширина полосы перед проходом.
После первого прохода необходимо осуществить кантовку полосы на 900, то есть
Вычислим высоту полосы после второго прохода по формуле 3:
Определим уширение по формуле (4):
Вычислим ширину после второго прохода по формуле (5):
Между вторым и третьим проходом кантовку выполнять не будем, тогда:
Вычислим высоту полосы после второго прохода по формуле 3:
Определим уширение по формуле (4):
Вычислим ширину после третьего прохода по формуле (5):
После третьего прохода необходимо осуществить кантовку полосы на 900, то есть
Необходимо получить высоту полосы после 4-ого прохода
Вычислим обжатие в 4-ом проходе.
Определим уширение по формуле (4):
Вычислим ширину после третьего прохода по формуле (5):
Определим площадь поперечного сечения полос после проходов [1] по формуле:
(6)
Вычислили вытяжку после каждого прохода по формуле:
(6)
Все полученные данные занесли в таблицу 1.
Таблица 1 — Формоизменение металла по проходам
|
Номер прохода |
1 |
2 |
3 |
4 |
|
Высота полосы перед проходом, мм |
15 |
17,28 |
13,28 |
14,19 |
|
Ширина полосы перед проходом, мм |
15 |
11 |
12,98 |
10,96 |
|
Обжатие, мм |
4 |
4 |
2,32 |
2,19 |
|
Уширение, мм |
2,28 |
1,98 |
1,21 |
1,04 |
|
Высота полосы после прохода, мм |
11 |
13,28 |
10,96 |
12 |
|
Ширина полосы прохода, мм |
17,28 |
12,98 |
14,19 |
12 |
|
Площадь поперечного сечения полосы, мм2 |
190,1 |
172,4 |
155,5 |
144,1 |
|
Вытяжка |
1,18 |
1,10 |
1,11 |
1,08 |
4. КОНСТРУИРОВАНИЕ КАЛИБРОВ