оршаан ортаа антропогендік серлер. Ластану жне орау дістері
азастан Республикасы Білім жне ылым министрлігі
орыт Ата атындаы ызылорда мемлекеттік университеті
Практикалы жмыс
Таырыбы: оршаан ортаа антропогендік серлер. Ластану жне орау дістері
Орындаан: Серікбаева , Тасабаева Л, Тотамысов С.
абылдаан: Раимбекова Б. Т.
ызылорда, 2011 жыл
Жоспары
Бет
Жобаа берілген тапсырма . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I. Кіріспе . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
II. Бйымны номенклатурасы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
IІІ. Технологиялы блім . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1. Зауыт орналасан аланы климатты жадайы . . . . . . . . . . . . . . . . . . . .
3.2. ндірісті технологиялы схемасы мен дісін тадау . . . . . . . . . . . . .
3.3.Зауытты жмыс істеу режимі . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4. Зауытты уаттылыын есептеу . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5. Шикізаттар мен жартылай фабрикаттар . . . . . . . . . . . . . . . . . . . . . . . . .
3.6. Негізгі техникалы, кліктік ондырыларды тадау жне есептеу . . .
3.7. Бункер жне оймаларды есептеу . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.8. Дайын нім сапасын жне технологиялы процесті адаалау . . . . . . .
ІV. оршаан ортаны жне ебекті орау . . . . . . . . . . . . . . . . . . . . . . . . . . .
ауіпсіздік техникасы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
V. орытынды . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VІ. Пайдаланылан дебиеттер . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I. Кіріспе
рылысты керамика – бл трын й жне ндірістік имараттар мен ймереттер трызуа олданылатын керамикалы бйымдар тобы. Керамикалы абыралы бйымдар – те кне материал болып табылады. Керамика сзі грек тілінен «keramos» деген сзден шыан,саз деген маынаны білдіреді. Керамикалы бйымдар саз оспасынан, топыратан жне баса табии материалдардан ралады. оспа дайын боланнан кейін, оан белгілі бір форма беріледі, содан кейін ол белгілі бір температурада кйдіріледі. Керамикалы материалдар азіргі кезде те белгілі материал болып саналады. Олар ышыла тзімді, олдануда затылыымен ерекшеленеді. рылысты керамика ндірісі халы шаруашылыындаы е маызды сала болып саналады. Соы он жылдыта механикаландырылан керамикалы кірпіш жне тастар ндіретін зауыттар пайда болуда. Бл зауыттар уатты саз дейтін жне алыптайтын машиналармен, жаа кептіргіш ондырылармен жне пештермен жабдыталан. рылысты керамикалы тастар цемент, аз кездесетін металл, сонымен атар тасымалдау ондырыларын немдеуге септігін тигізетін е кп тараан абыралы материал болып саналады. Тастар з бойына кнні энергиясын сііріп, бірте-бірте оны бліп отырады, сондытан да жаз мезгілінде аптап ыстытан жне ыс мезгілінде блме ішіндегі жылуды сатайды. абыралы тастар зіні алыдыы арылы бу ткізеді. Нтижесінде имарат ішінде ылалдылыты тепе-тедікте стап тра алады.
азіргі кезде рылысты керамикалы тастар ндірісінде басты назар німні сапасын жасарту мен ндірісте жаа технологияларды пайдалану болып табылады. Жаа ндіріс орындарын трызуда автоматтандырылан жне жоары механикаландырылан жергілікті жне шетелдік ондырылармен жабдытау ескерілуде. Сонымен атар кдімгі керамикалы тастарды алмастыратын жаа эффективті ірі уысты тастар абыра трызуда олданылып келеді. Бл тек шикізатты немдетіп ана оймай, тастарды жылу орау асиетін сатай отырып абыраларды массасы мен алыдыын тмендетеді.
Ешандай материалдар керамикалы материалдарды орнын толы ауыстыра алмайды. Мысалы, еденге арналан плиталар, зіні беріктілігімен атар, адама жасы сер береді. азіргі уаытта рынокта кптеген дизайндаы материалдар бар. Соны ішінде итальянды технологиялы діспен жасалынан керамикалы тастар да бар. Оны зі лкен олданыста. Оны едендерге, терассалара, жолдара, ішкі абыраа, баспалдатара жне т.б. жерлерде олданады.
Керамикалы бйымны таайындалуына байланысты олданылуы: кірпіш пен керамикалы тастар – аз жне кп абатты имараттар мен салулар шін; керамикалы плита мен беттік кірпіш – ішкі жне сырты аптама жмыстары кезінде; жолды кірпіш пен керамикалы трубалар – жол рылысына жне жер асты коммуникацияларына; черепица – жамылты рылысына; жеіл керамикалы бйымдар – жылу ошаулау шін.
рылысты керамика – керамикалы бйымны лкен тобы, олар й рылысы, нерксіпті имаратты рылысында жне салуларда олданылады. Керамикалы абыралы бйымдар – ертедегі жасанды материалдарды бірі, оларды жасы 5 мы жыл.
азіргі уаытта керамикалы рылыс материал ндірісінде технологияны толы жетілдіруіне, сапа жасаруына назар аударылан. Автоматтандырылан, жоары механикаландырылан технологиялы ксіпорындарды ру кзделіп отыр.
II. Бйымны номенклатурасы
Керамикалы тастар сырты жне ішкі абыраларды алау шін жне абыралы панельдер мен блоктар дайындау шін олданылады. Керамикалы тастарда тік немесе клдене кеуектер – кеістіктер бар. рылыста олданылып жрген керамикал тастарда кбіне тік кеістіктер кездеседі, біра абыраны осындай тастардан трызу кезінде ерітіндіні шыыны лаяды. Тік уыстары бар тастарды мынадай маркалары ндіріледі: 150, 120, 100, 75. Оларды тыыздыы 1,4 г/см3 кп емес, ал су жтуы 6,5%-дан аз емес.
Керамикалы тастан аланан абыра алыдыы , кдімгі кірпіштерден салынан абыра алыдыымен салыстыранда 20-25% кп. Керамикалы тастан аланан абыраны 1 м3 массасы кдімгі кірпіштен салынан абыраны массасынан шамамен 2 есе аз.
рылыста брінен кп олданылатын жеті жне он уысты тастар. Сондай-а аптаыш профильді абыралы тастарды баса да трлері олданылады. Тиімді абыралы тастара ажет балшы рамына диатомит пен трепел сияты оспалары бар топыратар енеді. Тиімді кірпішті жетістігі сол, оны олдану кезінде абыра алыдыын 40%-а кемітуге болады, соны нтижесінде шикізат пен клікке жмсалатын аражат шыыны немделеді. Е басты жетістігі имарат массасыны азаюы салдарынан оны зілзала серіне шыдамдылыы артады.
Шет елдерде олданылатын абыралы керамикалы материалдар лшемдерімен, пішінімен жне асиеттерімен ерекшеленеді. Оларда маркасы М125-тен – М600 дейін шектегі тастар ндіріледі. Мысалы, Германияда арапайым абыралы жне тиімді керамикалы тастарды лшемдері бойынша 14 трі болады. Олар (24011552 – 490300238 мм), маркалары М140-тан М280 дейін кездеседі. Ішкі абыраларды алауда кеуекті тастар, кірпіштер жне лшемдері 33017040 – 945320115 мм плиталар олданылады.
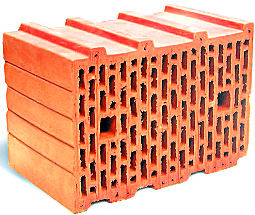
Керамикалы тастар шет елдерде брынан кеінен пайдаланылады. з елімізде керамикалы тастарды ндіру соы кездері жасы дамуда жне кеінен олданылады. Керамикалы тастар – бл тыыздыы 790 кг/м3 жне габариттік лшемдері 512922 см болатын керамикадан жасалан уысденелі кірпіш. Керамикалы тастарды клеміні жартысын уыстар раандытан, жылуткізгіштігі тмен болады да, ал жылуа арсылыы жоары болады. Керамикалы тастарда уыстылыыны клемі 13% болады. уысты формасы мен лшемдері р трлі болады. Кбінесе уыстары вертикальді трде орналасады. Керамикалы тастарды лшемдері р трлі болады. Олар дара абыралы бйымдар 250120138 мм жне мыты атты тасты бйымдар 510260219 мм болады. Керамикалы тастар уыстарына байланысты вертикальді жне горизонтальді орналасан уысты керамикалы тастар болып блінеді. Тастар тегіс жне рифленді бетті, уысты немесе жабы болуы ммкін. Керамикалы тастарда вертикальді орналасан уыстарыны ені 12 мм-ден аспауы керек. Ал, тастарда горизонтальді орналасан кладкадаы уыстарды лшемі нормаланбайды. Сырты абыраларды алыдыы 15 мм-ден кем болмауы керек. Тастарды су сіірімділігі 6%-дан кем болмауы тиіс. Керамикалы тастарды беріктігі жне аяза тзімділігі бойынша маркасы кдімгі керамикалы кірпіштерді маркасымен бірдей. Керамикалы тастарды беріктігі бойынша маркалары: М75-300. Аяза тзімділігі бойынша маркалары: Г15, Г25, Г35, Г50, Г75. Керамикалы тастарды бетон алау шін, подвал, цоколь жне имаратты баса да су ткізетін бліктеріне олдануа болмайды. йткені олар сумен рекеттесуі ммкін жне керамикалы тастарды уыстарында алып ойан су атып, имаратты бірден бзылуына келіп сотырады.
Кдімгі керамикалы кірпішті екі кемшілігі бар. Олар: 1) те жоары тыызды; 2) габариттік лшемдеріні кіші болуы. Жоары тыыздытан абыралар алы болады жне салмаы ауыр болады. Бл проблеманы шешуді бірден-бір жолы іріклемді, уысденелі керамикалы бйымдарды алыптау арылы дайындау болып табылады. уыстарды болуы тек ана массаны азайтып ана оймай, сонымен атар тыыздыын да азайтады жне кептіру, кйдіру процестерін жылдамдатады. уысденелі кірпіштерді, яни керамикалы тастарды кептіру кезінде уыстары арылы тез кебеді жне кйдіру процесі кезінде сырты жне ішкі беттері біралыпты кйеді. Керамикалы тастарды уыстылыы 45%-ды раанына арамастан, толыденелі кірпіштер сияты дефектілері аз болады да, беріктігі жоары болады. Керамикалы тастарды осындай асиеттеріне байланысты оларды «эффективті керамика» деп атап кеткен.
IІІ. Технологиялы блім
3.1. Алматы аласыны климатты жадайы
Алматы облысы азастан Республикасыны отстік-шыыс блігінде орналасан. Аумаы 223,9 мы шаршы шаырымды райды.
Алматы облысыны табии жадайы шл даладан мгі ар жататын аумаа дейінгі 5 климатты айматан трады. Климаты тым континенталды, жазы далада атардаы орташа температура -15 С, таулы аймата - 6-8 С; маусымда сйкесінше - +16 С жне +24 +25 С. Жазы далада жыл бойы тсетін жауын-шашын клемі - 300 мм дейін, аулы айматар мен тауда - 500-700-ден 1000 мм дейін.
1-кесте. Орташа айлы жне жылды ауа температурасы, С
|
ала
|
І
|
ІІ
|
ІІІ
|
І
|
|
І
|
ІІ
|
ІІІ
|
ІХ
|
Х
|
ХІ
|
ХІІ
|
жыл
|
|
Алматы
|
-7,4
|
-5,6
|
1,8
|
10,5
|
16,2
|
20,6
|
23,3
|
22,3
|
16,9
|
9,5
|
0,8
|
-4,8
|
1
|
Керамикалы тастарды физикалы сипаттамасы
|
Керамикалы тастар
ГОСТ 530-95
|
лшемдері
|
Массасы
|
Тыыздыы
|
Жылуткізгіштігі
|
Аязат-зімділігі
|
Сусіірім-ділігі
|
|
|
250120138
|
4,6кг
|
1200 кг/м3
|
0,34 Вт/мС
|
Г35
|
9,3%
|
|
|
510260219
|
6,3 кг
|
790 кг/м3
|
0,41 Вт/мС
|
Г25
|
7,2%
|
|
Орт.жылд
ішіндегі max атар айына
|
атар
|
Штиль
|
Шілде
|
Штиль
|
Орт.жылд.
ішіндегі min шілде айына
|
|
1,9
|
Солтстік
|
Сол. шыыс
|
Шыыс
|
О. шыыс
|
Отстік
|
О. батыс
|
Батыс
|
Сол. батыс
|
34
|
Солтстік
|
Сол. шыыс
|
Шыыс
|
О. шыыс
|
Отстік
|
О. батыс
|
Батыс
|
Сол. батыс
|
13
|
0
|
|
|
9
__
1,4
|
12
__
1,5
|
7
__
1,4
|
23
__
1,8
|
16
__
1,8
|
20
__
1,9
|
7
__
1,7
|
6
__
1,3
|
|
5
__
1,9
|
11
__
2
|
6
__
1,6
|
45
__
2,8
|
17
__
2,8
|
8
__
2,4
|
4
__
2,2
|
4
__
1,9
|
|
|
2-кесте. Алматы аласында желді баытыны айталануы (алым) %, баыт алуы бойынша желді орташа жылдамдыы (блім) м/с, желді max жне min жылдамдыы, м/с.
3-кесте. МСН 2.04-01-98
|
ала
|
Суы тулікті ауа t
|
Бес кндік суыты ауа t
|
Ауа t (С) 0,94
|
Абсолюттік минималды ауа t (С)
|
Суы айлардаы ауа t орташа туліктік камплитудасы
|
Орташа ауа температурасыны периоды мен орташа туліктік ауа температурасыны айталануы
|
Орташа айлы ылал ауаны суы айлара атысы
|
Орташа айлы 15 сааттаы ылал ауаны суы айлара атынасы
|
араша-наурыз айларындаы желді соу баыты, м/с
|
Желтоса-апан айындаы желді соу баыты, м/с
|
Апан айындаы желді орташа жылдамдыыны максималдылыы
|
Жылулы периодтаы желді орташа жылдамдыы, м/с
|
|
|
0.98
|
0.92
|
0,98
|
0,92
|
|
|
|
айталануы
|
Орташа t
|
айталануы (жылды период)
|
Орташа t
|
айталануы (жылды период)
|
Орташа t
|
|
|
|
|
|
|
|
Алматы
|
-30
|
-28
|
-23
|
-21
|
–11
|
-
|
9,8
|
111
|
-4,6
|
168
|
-1,6
|
182
|
-0,8
|
75
|
75
|
213
|
От
|
1,3
|
1,1
|
3.2. ндірісті технологиялы схемасы мен дісін тадау
Керамикалы бйымдарды трлі болуына байланысты ртрлі технологияы дістермен дайындайды, біра ндіруді негізгі кезедері шамамен бірдей. Олара сазды алу, массаны алыптау шін дайындау, шикізатты формалау, бйымды кептіру мен кйдіру жатады.
Керамикалы материалдар мен бйымдарды алыптау дістері бойынша келесі трге жіктейді:
1) Иілімділік діспен дайындалан материалдар (кірпіштер, абыралы тастар, черепица, канлизациялы бырлар).
2) Жартылай ра дісімен дайындалан материалдар (кірпіштер, абыралы тастар, едендік плиткалар мен абыра аптаыштар).
3) Сйы массадан (шликерлі) йылан материалдар (санитарлы техникалы жне крделі пішінді снді кркемдік бйымдар).
Негізінен абыралы керамикалы материалдарды осы ш діспен жасайды. Керамикалы тастарды дайындау кезінде негізінен иілімді жне жартылай ра діс олданылады. Технологиялы ондырыларды олданылуына байланысты саздарды опсытатын жне сазды массаны 18-22% ылалдылыпен дайындайтын; сазды брусты алыптау жне кесу шін; кептіру жне кйдіру кезінде бйымдарды орналастыру, жылжыту жне тасымалдауа арналан болып блінеді.
Сазды масса опсыту арылы дайындалады: негізгі шикізатты дезинтеграциясы, ылалдандыру, араластыру, бумен деу, вакуум арылы жне т.б. тсілдермен дайындау. Шикізатты деу оны зауыта алып келген сттен-а басталады. Бл масата те ыайлы кпожаулы экскаваторлар болып табылады. Кпожаулы экскаваторлар алдын-ала шихтаны орташалау арылы бір мезгілде сазды жа абаттара бледі. оспаларды дайындау жне жіберу шін араластырыш ондырылар мен арнайы транспортты рылылар олданылады. Барлы компоненттер аяына дейін екі-валды сазараластырышта араластырылып, ылалдандырылады.
алыптау. Іс жзінде таспалы тыыздатыштарды (шнек) жрдемімен иілгіштік жадайдаы балшыты массаны алыптау ке тараан. Тасымалдап жеткізілген топыра балшы езетін машиналарда 18-28 % - а дейін ылалданып, біртекті иілгіштік рамдаы масса алынанша ыпты трде араластырылады. Осындай жолмен дайындалан балшы, бйымдара керекті пішін беретін, соына мундштук орныан, таспалы тыыздайтын рылыа тскен дайын балшы ысымны серінен жылжып, мундштуктегі тран саылаулар арылы алыпталады. Осы заманы ныыздайтын машиналар 1,6-7,0 МПа аралыында ысым тсіре алады. Мундштуктегі саылаулар ртрлі пішіндегі жне лшемдегі бйымдара оны ішінде зын лшемділерге бейімделген.
Балшыты ерітіндіні иілімділігін арттыру жне оны уыстыын кеміту шін, конструкторлар таспалы вакуумды ныыздатышты жаа жетілдірілген трін ойлап тапты. Осындай машиналарда алыпталан кірпіштер, балшы массасындаы ауа кпіршіктері мен арты ылалды, вакуумды ондырыны шыарып жіберуіне орай, ктерікі беріктілік пен тыыздыа ие болады.
Ныыздатыштан шыан балшы кірпіш лшеміне сай машинаа орнытырылан пыша немесе жіішке сым арылы кесіледі. Вакуумды тыыздатышты ебек німділігін саатына 1000-нан 5000-а дейін дана кірпіш шыара алады.
Аз иілімді, ылалдылыы 13-18 % балшыты массадан бйымды алыптау – иілімді дісті бір трі. Мндай жадайда алыптау жоарыда крсетілген діспен іске асырылады, біра ысымдау жоары дрежеде 10-20 МПа жргізіледі.
Жартылай ра діс бойынша шикізат материалдарын алдын-ала кептіреді, содан со сатайды жне електен ткізеді, кейіннен осымша нтатайды, ылалдандырады жне массаны араластырады, шикізатты престейді, ажет болан жадайда айтадан кептіреді жне кйдіреді. Сумен немесе бумен араластырылып бір масса тріне келтірген кезде керамикалы массасыны ылалдылыы 7 .... 12 % иілімділігі аз пресстелген нта трінде болуы керек. Сондытан мндай массалардан бйымды арнайы пресстерде жоары ысыммен алыптау арылы алады. Керамикалы тастарды ндіруге ажет негізгі шикізаттар ретінде иілімді саздар (60%) жне дегидратталан саздар (40%) олданылады. Барлы шикізатты компоненттері нтаталады, кептіріледі жне мият араластырылады. Кптеген зауыттарда айта делген шихталар осымша ретінде саталады. Сазды массаны сатау шін сазсатаыштар (10 кнге осымша ретінде есептелген) жне силосты-сазосымшалар олданылады. Сазараластырышта дайындалан нтатрізді массадан алынатын бйымды гидравликалы престе кпсатылы престеу арылы дейді. Бйымды гидравликалы немесе механикалы прессте 14,5 МПа дейінгі ысымда алыптайды (керамикалы тастар, кірпіш ндірісінде) немесе 19,5-29,5 МПа (еденге арналан керамикалы плиткалар ндірісі кезінде). Престелген шикізат туннельді немесе саиналы (кольцевой) пеште кйдіріледі. Жартылай ра дісі аз иіліміді саздарды олдануа, шикізат кептіргішіне отын шыынын азайтуа, німні баасын тмендетуге ммкіндік береді. Біра бл технологиямен шикізаттты престеу, иілімді престеу дісінде олданылатын ленталы преске араанда крделі яни бйымны орташа тыыздыы біршама жоары. Сонымен атар ра дісті жартылай ра дістен айырмашылыы оны пресс – нтаыны ылалдылыы 2-6%, шикізат кептіргіштен толы шыарылады. Оны тыыз бйымдарды дайындауда олданылады яни кірпіш клинкері, еденге арналан плиткалар, фаянсты бйымдар даярлауда.
Керамикалы тастарды кептіру. Иілімді діспен алыпталан тастарды, кірпіштерді рамында жеткілікті трде ылал болады, сондытан оны кйдірерден брын дейі кептіреді, себебі тастарды кйдіру кезінде ырлары ішкі абаттарына араанда жылдамыра кебеді, осыны салдарынан кптеген сызаттар мен жарышалар пайда болады. Жаадан алыпталан тастар, табии жадайа араанда, тастар 3-4 есе жылдамыра кебетін здікті жне здіксіз имылдаы арнайы кептіргіш камераларында кептіріледі. Кірпіш зауыттарында туннельді камераларда, вагонеткаа аланып, зындыы 70 метрлік туннельде, ысты ауа немесе ттінді газды баытына арсы жылжи отырып, 15-36 сааттан кейін, туннельді арама-арсы соынан кйдірілген дайын бйым алынады.
Керамикалы тастарды кйдіру ш кезенен трады: материалмен химиялы осылыс тземеген, бос ылалды біртіндеп бзылуы; тастарды кйдіру, бірте-бірте салындату. Керамикалы бйымдарды кйдіру кезінде, балшыты асиеттері мен алыпталан бастапы бйымны пішініне орай, температура згереді. Туннельді пеште ысты ауаны жіберетін арнайы ондыры бар. Тменгі жаына тар табанды теміржол салынан. Онымен жретін вагонетка зіне толтыра отырызылан кірпішпен бір баытта озала отырып, біртіндеп ыздыру, кйдіру жне салындату айматары арылы теді. Туннельді пештерде керамикалы тастарды 30-70 саат бойына кйдіреді. Отын ретінде газды, коксты жне сйы жаныштарды олданады.
Керамикалы тастарды дайындауды технологиялы схемасы
Шикізатты жартылай-ра діспен дайындау схемасы
Млшерлеу
(жшікті бергіш)
Майдалау
(дезинтеграторлар, стругачтар, дезинтеграторлы дестелер)
Кептіру (кептіргіш барабан)
Аралы сатау (бункер)
Тасымалдаыш (жшікті трелкелі)
Жа майдалау
(дезинтеграторлар, аэробильді немесе роторлы диірмендер)
Елеу (цито-бурат, шекті торлар)
Сатау (бункер)
Млшерлеу (тарелкелі оректендіргіш автоматты таразылар)
Араластыру (екі-валды араластырыш)
3.3. Зауытты жмыс істеу режимі
алыптау, кептіру жне кйдіру цехтарыны жмыс істеу режимі
1. Уаытты календарлы фонды 365 кн
2. Мейрам кндеріні саны 11 кн
3. Ауысым 1 тулік ішінде 3 ауысым
4. Ауысым затылыы 8 саат
5. Жоспарлы жндеу жмыстары 18 тулік
6. Ттенше жадай 1%
7. ондырыны тазалау жне жндеу 0,5 са/ауысым
ондырыны жмыс уаытыны жылды фонды:
саат
3.4. Зауытты уаттылыын есептеу
Керамикалы тастар зауытыны уаттылыын шикізат базасы жне ауданны керамикалы тастарды ажет етуіне байланысты орнатады. Совет Одаы кезіндегі керамикалы тастар зауытыны орташа уаттылыы 2 млн.т райтын. Ал, жаа зауыттарда цемент ндіруді німділігі жылына 5 млн.т немесе одан да кп болуы ммкін. Алматы аласында орналасан керамикалы тастар зауытыны ебек німділігіні негізгі крсеткіші болып бір жмысшыны 1 жыл ішінде орта есеппен ндіретін керамикалы тастарды клемі 250000 т. болып табылады. Бл керамикалы тастар зауыты жоары ндіргіш жабдытармен амтамасыз етілгендіктен, зауытта рбір жмысшыа шаанда керамикалы тастарды ндіру 1,5-2,5 есеге жеілдейді.
Жылды німділігі 25 млн. шартты дана керамикалы тастар зауытында жне баса да керамикалы заттар мен бйымдарды ндіретін зауыттарда бір аппараттан екіншісіне лкен салматы саздарды, нтатарды жне сйы материалдарды ауыстыруа тура келеді. Оларды тасымалдау шін кпожаулы экскаватор, шмішті элеватор; иірліктер; таспалы, табаты ырыш тасымалдаыштар; тасымалдаыш науаша; сорылар; грейферлі крандар олданылады.
Кйдіру кезінде отын шыынын азайту шін, шикізатты ылалдылыын тмедетуге тырысады, ал оны тасымалдаыштыын жасарту шін, рамындаы суды клемін кбейту ажет.
Зауытта шикізат материалдарын карьерден клемі 1000-1200 мм-ге дейінгі блшек трінде тасымалдайды. Кей кезде шикізат материалдарыны блімі карьерде орналасады, одан шикізат бірден зауыта тседі.
Бастапы берілгендер:
Зауыт уаттылыы – жылына 25 млн дана кірпіш
Бір бйымны орташа салмаы – 3,5 кг
Шыындар:
Арты лшеу - 2%
Кйдіру кезіндегі шыын- 3%
Кйдіру кезінде бйымны згеріске шырауы - 0,5%
Кептіру кезіндегі шыын-2%
Кептіру кезінде бйымны згеріске шырауы- 0,5%
алыптау - 0,5% ( айтып ораланы)
Шихта - 0,2%
Араластыру - 0,05%
Майдалау - 1%
Себу (дрсіл,сито-бурат)– 0,2%
Майдалау - 0,8%
Тас блетін вальцылар - 0,1%
Блу - 0,1%
Тасымалдау - 0,02%
Ааш жааларды айта деу - 1%
Бумен деу - 0,4%
Кептіруден кейін кірпіште алан ылалдылы- 6%
Сазды ылалдылыы - 21%
Шамот ылалдылыы - 9%
Ааш жааларыны ылалдылыы - 30%
алыптау кезіндегі ылалдылы - 21%
Сазды ыздыру кезінде кеткен шыын - 6,94%
Есептеу.
1.Зауыт уаттылыы
25000000*3,5=87500000 кг/жыл=87500 т/жыл
2. оймаа тсетін плитканы массасы
т/жыл
оймадаы шыын 89285,7-87500=1785,7 т/жыл
3. Кйдіруге кететін плитка массасы (шыынды есепке аланда)
т/жыл
Кйдіру кезіндегі шыын 92047,1 – 89285,7 = 2761,4 т/жыл
4. Кептіргеннен кейінгі кйдіруге тсетін плитка массасы
т/жыл
Кйдіру кезінде жоалан ылалдылы 117506.97–110456.56=7050.41 т/жыл
5. ыздыру кезіндегі шыынды есепке ала отырып кйдіруге тсетін плитка массасы
т/жыл
ыздыру кезіндегі шыын 128732.43-117506.97=11225.46 т/жыл
6. Кйдіруге тсетін кірпіш массасы
т/жыл
Кйдіру кезіндегі шыын 129379.32-128732.43=646.89т/жыл
7. Кептіруге тскен кірпіш массасы
т/жыл
Кептіру кезіндегі жарамсыздар 132019.71-129379.32=2640.39 т/жыл
8. Кептіруге тсетін плитка массасы
т/жыл
Кептіру кезінде кеткен ылалдылы 157086.73 – 132019.71 = 25067.02 т/жыл
9.Кептіру тскен плитка массасы
т/жыл
Кептіру кезіндегі шыын 157876.11 – 157086.73 = 789.38 T/жыл
10.алыптауа кезіндегі шихта массасы
т/жыл
алыптау кезіндегі жарамсыздар 158669.45 – 157876.11 = 793.34 т/жыл
11. Бумен ылалдатыш араластырыша тсетін шихта массасы т/жыл
Бумен ылалдату кезіндегі су 157870.1 – 158669.45 = -799.35 т/жыл
т/жыл
Араластыру кездегі шыын 157949,07 – 157870.1 = 78,97 т/жыл
12. Шыындарды есепке ала отырып майдалауа тсетін шихта массасы
т/жыл
Шыындар 159544,51 – 157949,07 = 1595,44т/жыл
13. Шыындарды есепке аланда дозалауа тсетін шихта массасы
т/жыл
Шыындар 159704,21 – 159544,51 = 159,7/жыл
14. Трызуа тсетін шихта массасы
т/жыл
Трызу кезіндегі шыындар 160024,25 – 159704,21 = 320,04 т/жыл
15. Саз араластырыша тсетін шихта массасы
т/жыл
Ылалдатуа кеткен су 159222,11 – 160024,25 = -802,14т/жыл
Шыынды есепке аланда т/жыл
Араластыру кезіндегі шыындар 159301,76 – 159222,11= 79,65 т/жыл
16. Шихта массасы
т/жыл
Шыындар 160910,86 – 159301,76 = 1609,1 т/жыл
17. Шыынды есепке аланда майдалауа тсетін шихта массасы
т/жыл
Шыындар 162536,22 – 160910,86 = 1625,36 т/жыл
18.Шыынды есепке аланда тас блгіш вальдара тсетін шихта массасы
т/жыл
Тас блінген кездегі шыындар 162698,91 – 162536,22 = 162,69 т/жыл
19. Шыынды есепке аланда дозалауа тсетін шихта массасы т/жыл
Шыындар 139930,83 – 162698,91 = -22768,08т/жыл
20. Шыындарды есепке аланда опсытыша тсетін саз массасы
т/жыл
опсыту кезіндегі шыындар 140000,83 – 139930,83= 70 т /жыл
21. Тасымалдау шыындарын есепке аланда саз массасы
т/жыл
Тасымалдау кезіндегі шыындар 140028,83 – 140000,83 = 28 т/жыл
Саз сатау бліміне тсетін саз массасы 140028,83 т/жыл
22. Шыындарды есепке аланда дозалауа тсетін ааш жааларыны массасы
т/жыл
Дозалау кезіндегі шыындар =4541.47 т/жыл
23. Шыынадарды есепке аланда тордан ткізуге ааш жааларыны массасы
т/жыл
ткізу кезіндегі шыындар 4550,57-4541,47 = 9,1 т/жыл
24. алдытарды есепке аланда ааш жааларыны массасы
т/жыл
алдытар 4596,53 – 4550,57 = 45,96 т/жыл
25. Шыындарды есепке аланда дозалауа тсетін ааш жааларыны массасы
т/жыл
Дозалау кезіндегі шыындар 4601,13 – 4596,53 = 4,6 т/жыл
26. Тасымалдау шыындарын есепке аланда ааш жааларыны массасы
т/жыл
Тасымалдау кезіндегі шыындар 4602,05 – 4601,13 = 0,92 т/жыл
Бункерге тсетін ааш жааларыны массасы 4602,05 т/жыл
27. Шыындарды есепке аланда дозалауа тсетін шамот массасы
т/жыл
Дозалау кезіндегі шыындар 499,36 – 460,20 = 39,16 т/жыл
28. Шыындарды есепке аланда тордан ткізуге тсетін шамот массасы
т/жыл
ткізу кезіндегі шыындар 5003,6 – 4993,61 = 9,99 т/жыл
29. Шыындарды есепке аланда майдалауа тсетін шамот массасы
т/жыл
Майдалау кезіндегі шыындар 5043,95 – 5003,6 = 40,35 т/жыл
30. Шыындарды есепке аланда майдалауа тсетін шамот массасы
т/жыл
Майдалау кезіндегі шыындар 5084,63-5043,95 = 40,68 т/жыл
31. шыындарды есепке аланда дозалауа тсетін шамот массасы т/жыл
Дозалау кезіндегі шыындар 5089,72 – 5084,63 = 5,09 т/жыл
32. Тасымалдау шыындарын есепке аланда шамот массасы т/жыл
Тасымалдау кезіндегі шыындар 5090,74 – 5089,72 =1,02 т/жыл
Бункерге тсетін шамот массасы 5090,74 т/жыл
3.5. Шикізаттар мен жартылай фабрикаттар
Керамикалы асбеттік аптама бйымдары шін саз олданылады, олар келесі талаптара жауап сай болуы керек. Бл саздардарды те жоары пластикалыасиеті, байланыстырыш асиеті жне кептіргішке жоары емес сезгіштігі, жасы алыптануы, жарылусыз кебуі, берік шикізат беруі, тмен температуралы болуы, кйдіргеннен кейін бірттас тс беруі, рамында зиянды зат болмауы керек.
Жоарыда айтыландара сай келмейтін саздарды, оспаларда баса сапалы саздармен бірге, пайдалануы ммкін.
Керамикалы асбеттік аптама бйымдарын пластикалы алыптаумен, жартылай ра престеумен немесе шликерді ю арылы дістерімен дайындайды. Пластикалы алыптау дісі кеінен олданылады, йткені бл діспен керамикалы асбеттік аптама бйымыны кп трін дайындап шыаруа болады: беттік кірпіш жне беттік тастар, аптаыш плиталар мен плиткалар, сулеттік-нерлі блшектер. детте жартылай ра діспен кіші лшемді бйымдарды жне оай профильді бйымдарды алады: кдімгі жне профильді беттік кірпіштер, тегіс жне бедерлі бетті плиталар, асбетті аз габаритті плиткалар жне керамикалы тсегіш плиткалар жне т.б. бйымдар. ю тсілімен асбеттік кіші лшемді аптама плиткалары жасалынады. Бл толассыз діспен конвейерде орындалады, оны рамында шликер жне глазурь тсіруге арналан, кептіргіш жне сызатты доалаты пеш рылылары болады.
асбеттік аптама бйымдарын р трлі тсті ышты саздан алуа болады. Мысалы, никифоровский сазы кйдіруден кейін ызыл тс береді, николаевский сазы – сары тс жне т.б. ызыл тс беретін минералды бояыштар темір тотытары болып табылады, ал оыр тс – марганец кені, ср тс – хромды кені.
Керамикалы бйымдарды дайындау шін шикізат есебінде иілімді материалдар (саздар, каолиндер) жне иілімді емес материалдар (жанатын оспалар) олданылады. Саздар мен каолиндерді жалпы атауы сазды материалдар болып аталады. Кейбір жасанды кйдірілген материалдар ндірісінде диатомит, трепел, сонымен атар ождар, клдер, сланецтер осымша ретінде олданылады.
Саз негізінен р-трлі минералдардан трады. оларды ішіндегі кп тараланы каолиниттер (каолинит Al2O3*2SiO2*2H2O жне галлуазит Al2O3*2SiO2*4H2O), монтмориллониттер (монтмориллонит Al2O3*4SiO2*nH2O, бейделлит Al2O3*3SiO2*nH2O) жне гидрослюдалар (негізінен слюданы р-трлі гидратациялану дріжесінен пайда болан німдер). Сазды химиялы рамы тмендегі кестеде крсетілген.
Саз кірпішті химиялы рамы.
|
SiO2
|
Al2O3
|
Fe2O3
|
CaO
|
MgO
|
Na2O+K2O
|
|
60-75
|
10-15
|
2-12
|
2-15
|
1-6
|
2-6
|
Балшыты, керамикалы бйымдарды дайындауа жарамдылыы, бірінші кезекте, минералды рамымен, дисперсиялыымен, иілгіштігімен жне жылуа шыдамдылыымен аныталады. Балшытты химиялы рамы негізінен кремний, алюминий, темір тотытарыны растырылан (мас): SiO2 – 40-50; Al2O3 – 40-50; Fe2O3 – 9-15; MgO – 1-4; CaO – 0,5-2,5; Na2O, K2O – 1% дейін болады. Балшытаы химиялы жне минералогиялы асиеттеріні згеруіне орай керамиканы физикалы-механикалы рылысты асиеттері жне тсі басаша згереді. Балшы рамында
кремнеземні (SiO2) згеруіне арай оны иілгіштік асиеті азаяды. Балшытаы глинозем керамика тсін тссіздендіреді жне оны ота шыдамдылыын арттырады. Темір тотыыны балшытаы суі, шикізатты балу температурасы мен ота тзімділігін бседетеді. Одан баса, Fe2O3 млшері згерсе, керамиканы тсі ашы оырдан-кгірт ызыла дейін згереді. Керамика рамына карбонаттар кйінде енетін магний мен кальцийді тотытары, керамикалы бйымдарды кеуектілігін арттырады, осыны арасында оларды массасы мен жылу ткізу коэффициенттері азаяды. Натрий мен кальцийді тотытары (Na2O, K2O) кйдіру температурасын азайтады жне кп млшерде балыманы пайда болуына орай керамикалы бйымдарды тыыздыы артады. Керамикалы бйымдар ндірісінде р трлі рамдаы минералды балшытарды олданады: каолинитті, монтмориллонитті, монотермитті. Балшыта негізгі басты минералдардан баса кварц, слюда, дала шпаты, кальций мен магнийді карбонаттары болуы ммкін. Керамикалы шикізат рамындаы карбонатты оспалар зиянды деп саналады, себебі кйдіру кезінде пайда болан байланыспаан к, су серінен снгенде, клемі лаяды. Осыны салдарынан керамикада майда жарышалар (сызаттар) пайда болады да, бйым бзылады.
Балшыты маызды технологиялы асиеттеріні бірі – иілімділік. Осы крсеткіш балшы рамына, оларды дисперсиялыына байланысты. м, шамот, ож, тас кмір, кл, балшы иілгіштігін азайтады, біра осы материалдарды кептіру мен кйдіру процестеріне кететін шыынды азайтады.
Керамикалы бйымдарды кйдіру температурасын азайтатын оспалара (флюстерге), дала шпатын, шыны, кварц жне басаларды жатызуа болады. Бйымны уыстылыыын сіру шін балшыа мергель, доломит, кальций, ааш нтаын, тас кмір, кокс жне басаларды осады.
Балшыты те тзімді ( балу температурасы 1580С жоары), иын балитын (1580-1350С) жне жеіл балитын (1350С тмен) трлерге жіктеледі.
Температура 100-110С-а дейін ыздыранда, балшыты массадан реакцияа тспеген бос сулар буланады, ал температура 450-650С аралыында химиялы осылан гидратты оспалар ыдырайды. Сулы каолинит (Al2O3*2SiO2*2H2O) сусыз жадайына ауысады. 650-800С температурада каолинит, глинозем (Al2O3) мен кремнеземге (SiO2) ыдырайды. рі арай температураны суімен сйы фаза (балыма) пайда болады жне реакцияа тседі. Осыны арасында магний мен кальцийді карбонаттары ыдырайды, органикалы заттар жанады. Кйдіруді температурасы 700-800С-а жеткенде, балшы беріктігі тмен, су серіне траты, уысты зата айналады. Кптеген керамикалы материалдарды 1000-1100С температурада кйдіреді. Керамикалы бйымдарды кйдіруді температурасын одан рі сіру, оларды тыыздыы мен беріктігіні суіне кеп соады: осындай жадайда пайда болан сйы фаза уыстарды толтырады жне йымны жйелерін тыыздайды. кйдіру кезінде бйым клемні біразы балшыты отты шгінуі деп аталатын былысты серінен кішірейді.
Егер балшы блшегіні диаметрі 0,005 мм-ден аз болса, онда балшы жоары иілгіштік асиетке ие. Балшы блшектеріні рамы мен лшемдеріне арай оларды жоары иілгіштік, иілгіш, тмен иілгіш жне иілмейтін деп жіктеуге болады. Жоары иілгіш балшыты рамында 80-90% балшыты минералдар бар. Мндай балшыты иілгіштік асиеті 25% жоары, су сіірімділігі 28%-дан кп, ауадаы шгінуі 10-15%-дан асады. Нормалды иілгіштігі бар балшытаы сазды минералдарды млшері 30-60% болса, балшыты иілгіштігі 15-25%, су сіірімділігі 20-25%, ауалы шгінуі 7-10%. Аз иілгіш балшытарды рамындаы балшыты минералдар млшері 5-30% ана. Оларды ауалы шгінуі 5-7%, иілгіштігі 7-15%, ал су сіірімділігі 20% жетеді. Иілімді емес сазды балшытар алыптау мен деуге берілмейді.
Иілімді сазды балшытар едуір шгінуге бейімді, сондытан осындай балшытан алынатын массаа ждеткіш оспаларды осады. Иілімді емес шикізатты иілімді саздармен араластырып тзетеді, мысала бетонитті саздары осылады.
Керамикалы материалдар ндіретін ндіріс орындарында иілімді балшытардан аптаыш кірпіш, плитка, керамикалы тастар, черепица, канализациялы бырлар, едендік плитка жне баса бйымдар ндіреді.
рылысты керамика ндірісінде олданылатын балшытарды рамында каолинит, сулы слюда, монтмориллонит, аз ана кварц, карбонаттар жне темір тотытары бар. Осындай балшытан абыралы тастар, кірпіш, шатырлы черепица, аптаыш татайшалар, жеіл керамикалы толтырыштар (керамзит, аглопорит) дайындайды. Кірпіштік балшыты, кірпішті алайтын рылысты ерітінділерде, сылаты ерітінділерде, шала кймеген кірпішті дайындауда, сабанды абыралы блоктарды дайындауда, ныыздалан балшаты абыраларды трызуда жне баса да масаттара олданады.
Бентонитті балшы – вулканды клдер, туфтар мен лаваларды химиялы ыдырау процесінде пайда болан, монтмориллонит тобындаы минералдардан шыан шгінді тау жынысы. Бентоитті балшыты рылыста жапсарларды бекітетін материалдарда толытырыш ретінде, жер асты рылыстарын бекітуде, аглопорит пен керамзитті ндіруде, керамикалы массаны иілгіштігін жасарту сияты баыттарда табысты пайдалануда.
Ота тзімді балшытар негізінен каолиннен шыан. Одан баса оларды рамында аз ана млшерде кварц, дала шпаты, сулы слюда, карбонаттар жне баса оспалап бар. Мндай шикізаттарды басым кпшілігі ота тзімді шамотты материлдар ндірісінде: ота тзімді сылатарда, сондай-а керамиканы кйдіретін пештерді трызуда олданып жр.
3.6. Негізгізгі техникалы, кліктік ондырыларды тадау жне есептеу
ондырыларды тадау зауытты ндірістік бадарламасына сйкес аныталады.
ондырылар саны:
 ,
,
мнда R- делетін материал саны;
P- ондыры німділігі.
Пайдалану коэффициенті ондырыны пайдалану белсенділігін анытайды:

Ленталы вакуумды пресс СМ-58
|
№
|
Элементтер
|
лшем бірлігі
|
Крсеткіштер
|
|
1
|
німділік
|
дана/саат
|
5000
|
|
2
|
Шыу кезіндегі тыыздатыш диаметрі
|
мм
|
450
|
|
3
|
Электроозалтышты
уаты
|
кВт
|
55
|
|
4
|
лшемдер:
зындыы
ені
биіктігі
|
мм
|
3650
1400
1500
|
n=1 деп абылдаймыз.
Алматы аласындаы керамикалы тастар ндіретін зауытты рылысы

1-сурет. Гидравликалы пресс

2-сурет. Кептіру вагонеткалары
Керамикалы тастарды кептіру
процесі осы кептіру вагонеткаларында жреді.
а)

б)

3-сурет. Кйдіру вагонеткалары
Керамикалы тастарды кйдіру
процесі осы кйдіру вагонеткаларында жреді.
а)

б) в)


4-сурет. Туннельді пеш – зына бойы крінісі.
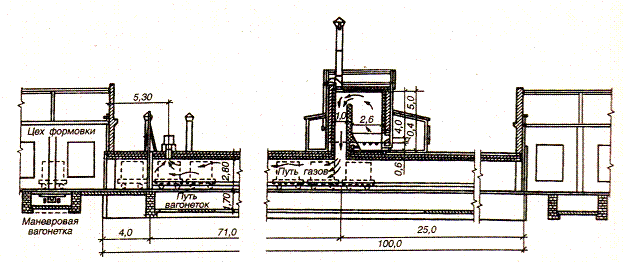
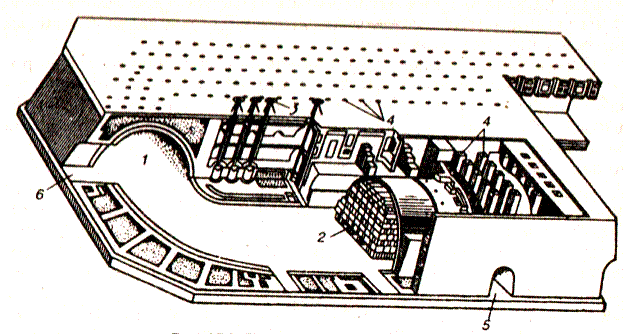
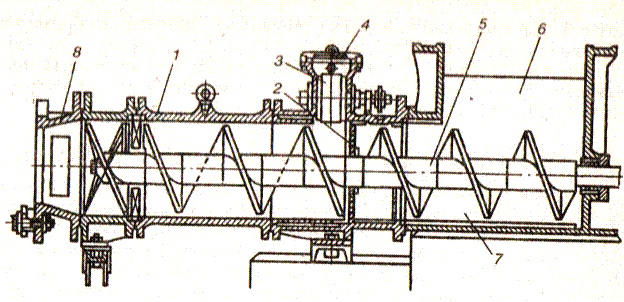
5-сурет. Саиналы пеш (гофманды) – 1-пеш каналы; 2- шикізат садкасы; 3-ттін конусын адаалау; 4-жанармай юа арналан саылаулар; 5-газ шыатын канал; 6- пешке шикізатты енгізу немесе кірпішті шыаруа арналан тесік.
6-сурет. «Кема» ленталы вакуумды-пресс ондырысыны схемасы.
- Престі негізгі цилиндрі; 2-перфорлы тор; 3-герметикалы апаты вакуумды камера; 4- тексеретін терезе; 5- шнекті винт; 6- тиейтін орап; 7- престі арты цилиндрі; 8- престі конусты блігі;
3.7. Бункер жне оймаларды есептеу
1. Ааш жааларын сатауа арналан бункер.
ндірістік баадарламаа сйкес 1,23 м3/са – та ену керек.
2 саатты шикізат орын амтамасыз ету керек:
1,232=2,46 м3
Толтырыш коэффициентін есепке ала отырып бункер клемі:
2,46/0,8=3,08 м3
2. Шамот сатауа арналан бункер.
ндірістік баадарламаа сйкес 0,9 м3/саат – та ену керек.
2 саатты шикізат орын амтамасыз ету керек:
0,92=1,8 м3
Толтырыш коэффициентін есепке ала отырып бункер клемі:
1,8/0,8=2,25 м3
3. Шихта сатаыш.
ндірістік баадарламаа сйкес 10,84 м3/саат – та ену керек.
10 туліктік шикізат орын амтамасыз ету керек:
10,84240=2601,6 м3
Толтырыш коэффициентін есепке ала отырып шихта сатаышты клемі:
2601,6/0,8=2352 м3
3.8. Дайын нім сапасын жне технологиялы процесті адаалау
Металл емес жне силикатты материалдарды ндіру жоары сапалылы жне технологияны уаттылыымен сипатталады. Мны брі ндіру тсіліні рылымын тпкілікті згертуді талап етеді. Техникалы баылау – бл объектіні (материал, бйым немесе процесс) бекітілген талаптара, стандарттау жне сертификаттау задарына сай болуы.
Стандарттау – бл сас объектілермен салыстырудаы лгі эталон модельге сйкес келінуіне баыттау. Нтижесінде нормативті жаттар дайындалады. Объектіні спецификациясына жне оан бекітілген талаптара байланысты стандарттау: жалпы стандарт, німге немесе ызметке, сонымен атар процеске арналан стандарт, сапаны баылауа арналан стандарт болып блінеді.
Сертификация – бл бйымны нормативтік талаптара сай келуі жне оан сйкес сертификатты берілуі.
рбір баылау 2 этаппен жзеге асады:
- объектіні жадайы, рамыны крсеткіштері жне белгілері туралы
апарат алу;
- бастапы апарата сйкес алдын-ала абылданан талаптара,
нормалара жне критерилерге сай боланы немесе сай болмааны жнінде екінші апарат беру.
Екінші апарат бйымны сапасын жоарылату шін олданылады.
Баылау жйесіні негізгі міндеттері болып табылады:
- зауыта тскен материалды сапасын анытау;
- ндіру процесі кезіндегі материал аымыны асиетін жне рамын таайындау;
- сапаны баылау жне бйымды сертификаттау;
- технологиялы процесті жзеге асыру шін баылау кезінде алынан нтижелер мен анализдер олданылады.
ндірісте баылау жйесі з ішінде жйелерден трады. Заводта
технологиялы баылау бастапы шикізатты рамын жне асиетін, толтырыштарды, осымша материалдарды, жартылай фабрикаттарды анытауды амтамасыз ету керек. Оперативті технологиялы баылау жйесі материалды рамы мен асиетін жне баылау нтижелеріні талаптара сай болуымен айналысыда. Анытау клеміні маызы аз болуы керек жне баылау те крделі ондырылармен жзеге аспау керек. Параметрлік баылау жйесі ондырыны жадайын жне оны жмыс істеу режимін баалайды, технологиялы параметрлерін баылайды, технологиялы аымды, сыйымдылы дегейіндегі шыынды лшейді.
Техникалы баылау жйесі сапаны баылау жне ндірілген материал мен бйымны нормативтік жаттара сай болуын амтамассыз етеді, сонымен атар бйымды сертификаттайды. Техниалы баылау блімі сапасыз бйымды анытап ана оймай, осы типтес фактілерді ескертеді. Осы масатпен техникалы баылау блімі ндіріске тсетін материал сапасын баылайды, жарамсыздарды пайда болуы мен бйымны сапасыны тмендеу себебін анытайды.
Техникалы баылау блімі заводтаы жне цехтардаы зертханалармен біріге жмыс жасайды.
ІV. оршаан ортаны жне ебекті орау