Технологический процесс с и оборудование на рабочем месте слесаря механосборочных работ
Содержание:
ВВЕДЕНИЕ…………………………………………………………………….….4
- Характеристика производственного объекта………………………………..6
- Общая характеристика производства……………………………………..6
- Характеристика изготавливаемой продукции……………………………6
- Описание технологического процесса……………………………………8
- Обеспечение безопасности технологического процесса…………………..14
- Планировочное решение участка……………………………….…….....14
- Организация рабочего места……………………………………………..15
- Режим труда и отдыха……………………………………………………18
- Агрегаты, находящиеся под давлением…………………………………19
- Обеспечение электробезопасности………………………………………23
- Оценка и улучшение условий труда……………………………………….27
- Характеристика основных вредных и опасных факторов……………..27
- Физические факторы……………………………………………………...27
- Шум и вибрация……………………………………………………….28
- Микроклимат…………………………………………………………..28
- Освещение……………………………………………………………..29
- Химические факторы…………………………………………………..…29
- Психофизиологические факторы…………………………………...........30
- Характеристика тяжести трудового процесса……………………......…31
- Характеристика напряженности трудового процесса …………………32
- Итоговая оценка условий труда по степени вредных и опасных факторов…………………………………………………………………...36
- Травматизм и профессиональные заболевания…………………………36
- Средства индивидуальной защиты………………………………………37
- Мероприятия по улучшению условий труда……………………………38
- Пожарная безопасность ………………………………..…………………...43
- Охрана окружающей среды………………………...………………………44
- Предложения по защите окружающей среды…………………...………47
- Социально-экономическое обоснование…………………………………..47
- Определение экономической эффективности мероприятий по улучшению условий труда……………………………………….………47
- Экономический анализ потерь от производственных травм и профессиональных заболеваний…………………………………………48
ЗАКЛЮЧЕНИЕ…………………………………………………….……………50
СПИСОК ЛИТЕРАТУРА……………………………………………….………52
Приложения……………………………………………………………………...53
Введение
Деятельность человека является основой его существования.
Трудовая деятельность составляет не менее 50% жизни человека. Именно в процессе трудовой деятельности человек подвергается наибольшей опасности.
Безопасность условий труда – это совокупность факторов, которые оказывают влияние на работоспособность и здоровье работника, при этом исключено воздействие вредных и (или) опасных производственных факторов, либо уровни их воздействия не превышают установленных нормативов.
Современное общество характеризуется высоким уровнем использования технических средств, предназначенных для удовлетворения жизненных потребностей человека. Однако по-прежнему ключевым элементом на производстве остается человек, призванный обслуживать, управлять, контролировать технические системы и технологические процессы.
В большинстве предприятий технологические процессы сопровождаются значительным уровнем шума, вибрации, ультразвука и инфразвука, многие операции проводятся в условиях высокого зрительного напряжения, запыленности и загазованности.
Основу любого производства составляет разработанный и проверенный технологический процесс. И только строгое соблюдение регламента технологического процесса обеспечивает безопасные условия труда на производственном участке.
Уже в глубине веков зародилось слесарное дело. Слесари прошлого вручную изготавливали металлические детали и механизмы. Поиск новых способов обработки привели к тому, что изобрели металлорежущие станки, что не привело к исчезновению древней профессии. Станки стали выполнять тяжелые и трудоемкие работы, а слесари же стали отвечать за точные и ответственные операции, завершающие процесс изготовления деталей.
Более, сорока специальностей слесаря, насчитывается в наши дни, и конечно на любом промышленном предприятии не обойдется без слесаря механосборочных работ. Множество типов ручной работы выполняется с применением тяжелого оборудования и материалов. Так как работа является взаимосвязанной, результаты одного процесса могут подвергать опасности рабочих, задействованных на выполнение другого процесса.
Объектом моего исследования является группа предприятий «РЕДУКТОР» — машиностроительный инжиниринговый холдинг, занимающийся производством приводной техники. За основу исследования мной выбрано рабочее место слесарь механосборочных работ, профессия подразумевает среднюю физическую нагрузку. Но иногда трудиться приходится в таких производственных условиях, где на него воздействует большинство вредных и опасных производственных факторов.
Цель курсовой работы: технологический процесс с и оборудование на рабочем месте слесаря механосборочных работ, а также его безопасность.
Для достижения поставленной цели решаются следующие задачи:
- Краткое исследование производственной деятельности предприятия
- Анализ наличия вредных и опасных факторов на рабочем месте слесаря механосборочных работ, и их воздействие.
- Разработка плана мероприятий по улучшению условий труда слесаря механосборочных работ.
- Оценка экономической эффективности предлагаемых мероприятий.
- Характеристика производственного объекта
- Общая характеристика производства
Группа предприятий «РЕДУКТОР» — машиностроительный инжиниринговый холдинг, занимающийся производством приводной техники. Основным направлением деятельности предприятий холдинга является выпуск:
- редукторов и мотор-редукторов общемашиностроительного применения (цилиндрических, конических, червячных, планетарных, комбинированных),
- нефтепромыслового (станки-качалки, нефтянные редукторы) и
- подъемно-транспортного оборудования (кранов козловых и мостовых, лебедок грузовых планетарных, механизмов поворота платформы кранов, механизмов перемещения кран-балок, средств специализированного рельсового транспорта),
- специальных приводных механизмов, муфт, ЗИПа к редукторам.
Продукция объединения нашла применение в различных областях промышленности и сельского хозяйства, в частности, машиностроении, металлургии, горнодобывающей, атомной, химической, деревообрабатывающей, пищевой, легкой промышленности, железнодорожном транспорте, топливно-энергетическом, военно-промышленном и аграрном комплексах.
- Характеристика изготавливаемой продукции
Редуктор РМ-650-25-11МУ2 - цилиндрический двухступенчатый горизонтальный общемашиностроительного применения предназначен для увеличения крутящего момента и уменьшения частоты вращения.
Редуктор РМ-650-25-11МУ2, где:
- РМ - тип редуктора;
- 650 - общее межосевое расстояние;
- 25 - номинальное передаточное число;
- 11 - схема сборки;
- М - с выходным валом в виде зубчатой муфты;
- У - характеристика климатического исполнения;
- 2 - категория размещения.

Рис 1. Редуктор РМ-650-25-11МУ2
Модификации РМ-250…500 в основном предназначены для оборудования грузоподъемностью до 10-ти тонн, в оборудовании приводных механизмов колесных пар на кранах или грузовых тележках, а также на подъемных лебедках.
Основным отличительным признаком модификации РМ-650… 1000 является картер для сбора масла, который находится в нижней части редуктора. В этом диапазоне РМ хорошо работает с высокооборотистыми двигателями, поэтому используются в основном для оборудования грузоподъемностью более 10-ти тонн.
Условия применения редуктора РМ-650-25-11МУ2:
— нагрузка постоянная и переменная, одного направления и реверсивная;
— работа длительная или с периодическими остановками, вращение валов в любую сторону;
— частота вращения входного вала редукторов РМ не должна превышать 1500 об/мин.;
— температура внешней среды от - 40°C до + 50°С;
— повышенная запыленность, неагрессивная среда;
— редуктор РМ может иметь климатическое исполнение У и Т, категорию размещения 1-4 по ГОСТ 15150-69.
- Описание технологического процесса
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Разработка технологического процесса входит в комплекс взаимосвязанных работ, предусмотренных Единой системной технологической подготовки производства (ЕСТПП). Она выполняется в соответствии с требованиями ГОСТ 14.004 «Технологическая подготовка производства».
В зависимости от годовой программы выпуска изделий и принятого типа производства решение технологических задач осуществляется различно. Технологические процессы классифицируются следующим образом (рис 2.)
Рис 2. Виды технологических процессов
Технологическая схема сборки редуктора
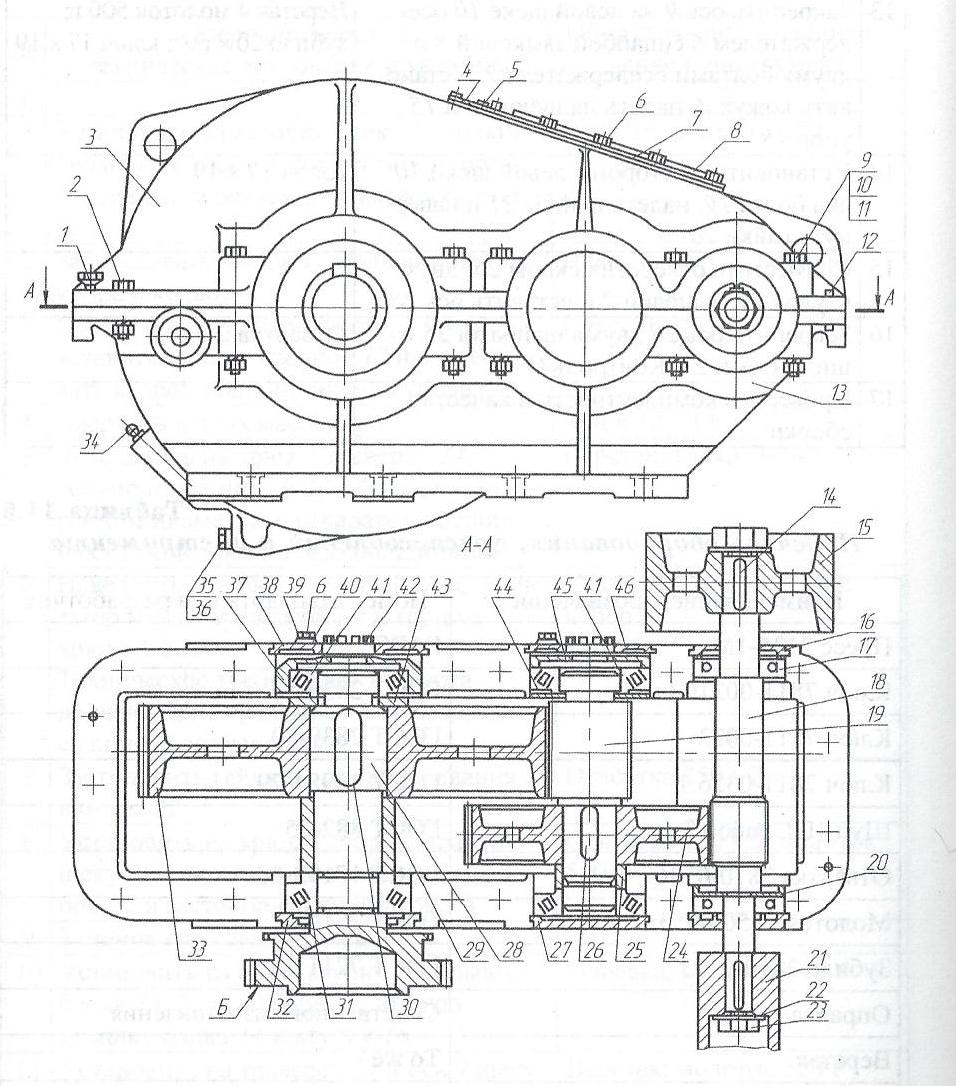
Рис3. Технологическая схема сборки редуктора РМ-650-25-11МУ2
Комплектовочная ведомость редуктора РМ-650-25-11МУ2
Таблица1
|
Поз. по рис.
|
Обозначение номера, стандарта
|
Наименование
|
Количество на единицу
|
|
1
|
ГОСТ 7796-70
|
Болт М2040.58
|
4
|
|
2
|
ГОСТ 7795-70
|
Болт М2480.58
|
2
|
|
3
|
10675
|
Крышка
|
5
|
|
4
|
ГОСТ 12971-67*
|
Табличка 10060
|
1
|
|
5
|
ГОСТ 10299-80
|
Заклепка 38
|
1
|
|
6
|
ГОСТ 7798-70
|
Болт М816.58
|
4
|
|
7
|
42479
|
Прокладка
|
18
|
|
8
|
35433
|
Крышка смотровая
|
1
|
|
9
|
ГОСТ 7795-70
|
Болт М24200.58
|
1
|
|
10
|
ГОСТ 5915-70
|
Гайка М24.5
|
10
|
|
11
|
ГОСТ 6402-70
|
Шайба 24.65Г
|
15
|
|
12
|
ГОСТ 3129-70
|
Штифт 1370
|
15
|
|
13
|
10679
|
Корпус
|
2
|
|
14
|
ГОСТ 8789-68
|
Шпонка 1811100
|
1
|
|
15
|
162-309-00-09Б
|
Шкив
|
2
|
|
16
|
42482
|
Крышка проходная
|
1
|
|
17
|
ГОСТ 8338-75
|
Подшипник 412
|
2
|
|
18
|
32249
|
Вал входной mn=5, z=13
|
2
|
|
19
|
32258
|
Вал промежуточный mn=8, z=14
|
1
|
|
20
|
42384
|
Маслоотражатель
|
1
|
|
21
|
162-309-00-46
|
Муфта соединительная
|
1
|
|
22
|
167023
|
Шайба стопорная
|
1
|
|
23
|
167022
|
Гайка М423
|
2
|
|
24
|
32260
|
Колесо зубчатое mn=5, z=86
|
2
|
|
25
|
36493
|
Втулка распорная
|
1
|
|
26
|
ГОСТ 8789-68
|
Шпонка 281690
|
1
|
|
27
|
46283
|
Крышка глухая
|
1
|
|
28
|
20856
|
Вал зубчатый
|
1
|
|
29
|
36941
|
Втулка распорная
|
1
|
|
30
|
ГОСТ 10748-79
|
Шпонка 2825140
|
1
|
|
31
|
ГОСТ 333-71
|
Подшипник 7526
|
1
|
|
32
|
42459
|
Крышка проходная
|
1
|
|
33
|
20716
|
Колесо зубчатое mn=8, z=85
|
1
|
|
34
|
СТП-1-71
|
Игла масломерная 1402590
|
1
|
|
35
|
42399
|
Прокладка уплотнительня
|
1
|
|
36
|
Д10-2-63
|
Пробка М242
|
1
|
|
37
|
26940
|
Стакан
|
1
|
|
38
|
46283
|
Крышка
|
1
|
|
39
|
ГОСТ 6402-70
|
Шайба 8.65Г
|
4
|
|
40
|
42470
|
Замок
|
2
|
|
41
|
ГОСТ 333-71
|
Подшипник 7318
|
3
|
|
42
|
42478
|
Винт регулировочный
|
2
|
|
43
|
42458
|
Кольцо рапорное
|
1
|
|
44
|
42455
|
Маслоотражатель
|
1
|
|
45
|
42460
|
Крышка упорная
|
1
|
|
46
|
46285
|
Крышка
|
1
|
Технологический процесс сборки редуктора РМ-650-25-11МУ2 (трудоемкость 4 чел.-ч, слесарь 4-го разряда)
Таблица 2
|
№
|
Операция, переход, технические требования и указания
|
Оборудование, приспособление и инструмент
|
|
Сборка вала выходного
|
|
1
|
Установить на подставку, расположенную на столе пресса, вал зубчатый 28 зубчатым венцом вниз на плоскость Б и надеть на шейку вала крышку проходную 32 и наружную обойму подшипника 31
|
Таль ТЭ1; строп; пресс 2135-1М; подставка
|
|
2
|
Напрессовать внутреннюю обойму подшипника 31 на шейку вала зубчатого 28 до упора в бурт вала
|
Оправка
|
|
3
|
Надеть на вал зубчатый 28 втулку распорную 29 и запрессовать в паз шпонку 30
|
Молоток 500 г; оправка
|
|
4
|
Надеть на вал зубчатый 28 зубчатое колесо 33 и напрессовать до упора в распорную втулку 29
|
Строп; оправка
|
|
5
|
Поставить на вал зубчатый 28распорное кольцо 43 и напрессовать внутреннюю обойму подшипника 41 до упора в кольцо распорное
|
Оправка
|
|
6
|
Запрессовать наружную обойму подшипника 41 в стакан 37
|
Пресс 2135-1М; оправка
|
|
Сборка промежуточного вала
|
|
7
|
Установить на подставку промежуточный вал 19 шестерней вверх, протереть посадочные места под посадку подшипников и шестерни
|
Таль ТЭ1; строп; подставка
|
|
8
|
Напрессовать внутреннюю обойму подшипника 41 на вал 19 до упора в маслоотражатель 44
|
Ванна масляная с электроподогревом; молоток 500 г; оправка; захват
|
|
9
|
Развернуть вал на 180 и установить его на подставку на столе пресса. Установить в шпоночный паз промежуточного вала 19 шпонку 26 и напрессовать зубчатое колесо 24 до упора
|
Таль ТЭ1; строп; пресс 2135-1М; молоток 500 г; оправка
|
|
10
|
Поставить на промежуточный вал 19 распорную втулку 25
|
Оправка медная
|
|
11
|
Напрессовать внутреннюю обойму подшипника 41 на вал 19 до упора в распорную втулку 25
|
Стеллаж; ванна масляная с электроподогревом; молоток 500 г; оправка; захват
|
|
Сборка вала входного
|
|
12
|
Установить на подставку вал входной 18 шестерней вверх и протереть посадочные места под подшипники и шкивы
|
Подставка
|
|
13
|
Установить на вал входной 18 маслоотражатель 20. Напрессовать на вал подшипник 17 и надеть на вал крышку 16
|
Ванна масляная с электроподогревом; молоток 500 г; оправка; захват
|
|
14
|
Установить в шпоночный паз вала входного 18 шпонку 14 и напрессовать на вал соединительную муфту 21, поставить шайбу стопорную 22, навернуть до отказа гайку 23 и законтрить ее
|
Молоток 500г; оправка медная; зубило 2060; ключ торцевой 65; кувалда 5кг
|
|
15
|
Развернуть вал на 180 и установить его на подставку
|
Таль ТЭ1; строп
|
|
16
|
Выполнить переходы 13,14 (в переходе 14 на вал входной 18 установить шкив 15)
|
Согласно переходам 13,14
|
|
Сборка редуктора
|
|
17
|
Установить корпус редуктора 13 на подставку и закрепить его
|
Таль ТЭ1; строп; подставка
|
|
18
|
Внутреннюю полость корпуса редуктора 13 продуть сжатым воздухом, посадочные места под подшипники протереть
|
Шланг для сжатого воздуха
|
|
19
|
Заполнить полости подшипников валов 18,19,28 смазкой УС
|
Банка для смазки; деревянная лопатка
|
|
20
|
Надеть на вал зубчатый 28 стакан 37 и крышку 38. Установить вал зубчатый 28 в постель корпуса редуктора, совместив выступы крышек 32 и 38 с пазами корпуса редуктора
|
Таль ТЭ1; строп; молоток 1000 г; ломик монтажный; оправка
|
|
21
|
Установить промежуточный вал в сборе 19 в постель корпуса редуктора 13 вместе с наружными обоймами подшипников, установить крышку опорную 45 и вставить в пазы корпуса редуктора крышки 46 и 27
|
Таль ТЭ1; строп; ломик монтажный; молоток 500 г
|
|
22
|
Установить вал входной в постель корпуса редуктора 13, совместив выступы крышки 16 с пазами корпуса редуктора 13
|
Таль ТЭ1; строп; ломик монтажный; молоток 500 г
|
|
23
|
Установить в крышки 46 и 38 регулировочные винты 42 и произвести регулировку валов. Законтрить двумя замками 40, закрепить их четырьмя болтами 6с шайбами 39
|
Гайковерт ИП-3103; сменная головка 14; щуп 100; набор 3
|
|
|
Технические требования
|
|
|
|
Суммарный осевой зазор подшипников выдержать в пределах:
быстроходного вала 0,4±0,2
промежуточного вала 0,12-0,2
тихоходного вала0,16-0,25
|
|
|
24
|
Завернуть в корпус редуктора 13 пробку 36 с прокладкой 35 и установить масломерную иглу 34
|
Ключ 2730
|
|
25
|
Установить крышку редуктора 3 на корпус редуктора 13, совместить отверстия под болты, предварительно покрыть плоскость разъема корпуса 13 и крышки 3 редуктора шеллаком или суриком, запрессовать два штифта 12 в корпус редуктора 13 через крышку редуктора 3
|
Таль ТЭ1; строп; банка с лаком; кисть волосяная; оправка; молоток 500г
|
|
26
|
Закрепить крышку редуктора 3 с корпусом 13 десятью болтами 9, пятью болтами 2 с гайками 10 и шайбами 11
|
Гайковерт ИП-3103; сменная головка 32; щуп 100; набор 3
|
|
|
Технические требования
|
|
|
|
В собранном редукторе зазор по плоскости разъема в любом месте не должен превышать 0,03 мм
|
|
|
27
|
В резьбовые отверстия крышки редуктора 3 ввернуть два выжимных болта 1 до упора в корпус редуктора 13
|
Ключ 3236
|
|
28
|
Контроль ОТК. Проверить комплектность и качество сборки
|
|
|
Обкатка редуктора
|
|
29
|
Установить редуктора на стенд, залить в редуктор 15л индустриального масла ГОСТ 20799-75, установить крышку смотровую 8 с прокладкой 7 и закрепить ее болтами 6
|
Таль ТЭ1; стенд для обкатки; набор инструмента; строп; ведро
|
|
30
|
Произвести обкатку редуктора без нагрузки в течение 2ч в обе стороны при частоте вращения вала 1000 мин-1
|
Стенд для обкатки
|
|
|
Технические требования
|
|
|
|
Шум шестерен должен быть равномерным, без стука
|
|
|
|
Нагрев масла допускается не более 333К при температуре окружающего воздуха 293К
|
|
|
|
Уплотнения и фланцевые соединения не должны пропускать масло
|
|
|
|
Добавление в масло каких-либо абразивных веществ для приработки зубчатых передач категорически запрещается
|
|
|
31
|
После устранения обнаруженных дефектов редуктор должен быть подвергнут поворотной обкатке
|
|
|
32
|
Отвернуть пробку 36 в корпусе редуктора 13, слить масло
|
Набор инструмента
|
|
33
|
Отвернуть болты 6, снять смотровую крышку 8 с прокладкой 7
|
Ключ 1213
|
|
34
|
Промыть корпус редуктора 13 керосином до полного удаления образовавшихся при обкатке осадков
|
Ведро; воронка; ванна для керосина
|
|
35
|
Через смотровой люк продуть воздухом зубья шестерен редуктора, во время продувки воздухом необходимо проворачивать валы
|
Шланг для сжатого воздуха
|
|
36
|
Проверить качество зацепления цилиндрических пар шестерен редуктора на краску
|
Кисть волосяная, банка под краску
|
|
|
Техническое требование
|
|
|
|
Площадь контакта рабочих поверхностей пары зубьев для цилиндрических шестерен должна быть по длине зуба не менее 60%, по высоте зуба не менее 20%
|
|
|
|
При недостаточной величине контакта редуктор обкатать дополнительно до получения пятна касания
|
|
|
37
|
Повторить переходы 24,29 и произвести обкатку редуктора под нагрузкой по 5 мин в каждую сторону
|
Согласно переходам 24,29; стенд для обкатки
|
|
|
Технические требования
|
|
|
|
Шум работающего редуктора должен быть ровным, без стуков и перекатов
|
|
|
|
Не допускается утечка масла в местах уплотнений и ослабление креплений
|
|
|
|
Чрезмерный нагрев редуктора не допускается
|
|
|
38
|
Контроль ОТК. Проверить качество и комплектность сборки и обкатки редуктора
|
|
В данной работе я рассмотрю операцию по сборке вала входного массой 16,5 кг.
- Обеспечение безопасности технологического процесса
- Планировочное решение участка
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к другим рабочим местам в цехе, расположению оборудования, местоположению рабочего и оснастки, размещению инструментов, приспособлений.
При планировке рабочих мест должны учитываться зоны досягаемости рук в горизонтальной и вертикальной плоскостях; количество сочленений тела, участвующих в движениях.
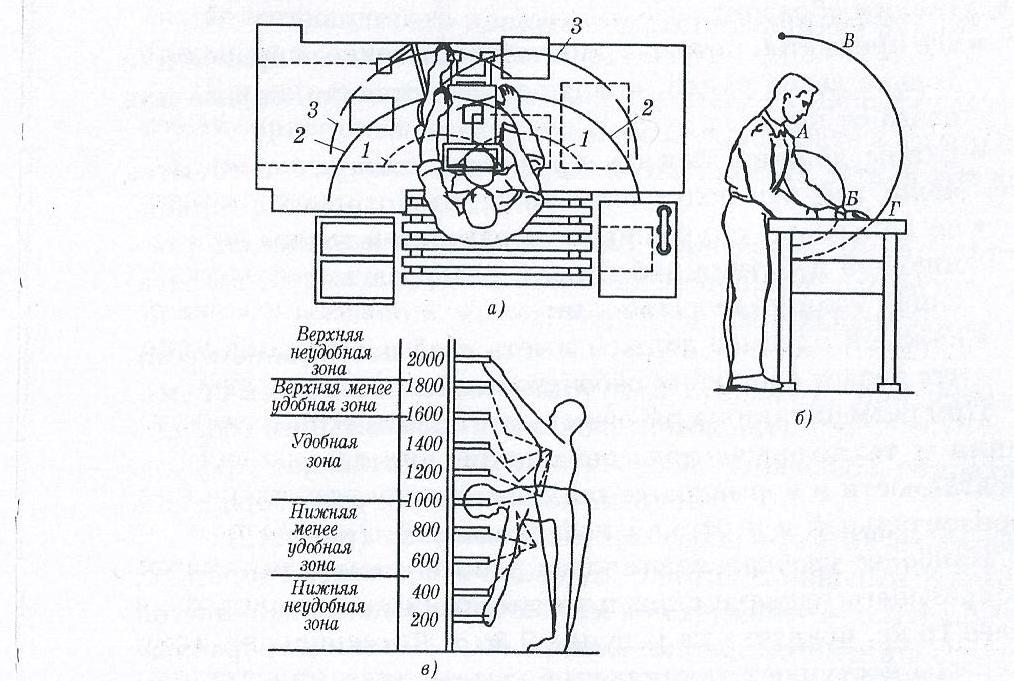
Рис 4. Схема организации рабочего места слесаря механосборочных работ: а – пределы досягаемости рук в рабочей плоскости: 1 – нормальная зона, 2 – максимальная зона, 3 – максимальная зона досягаемости рук при наклоне корпуса вперед не более 30; б, в – в вертикальной плоскости.
Наиболее удобная планировка рабочего места сборщика, собирающего изделие с комплектующими деталями массой более 16 кг, показана на рисунке 5. Детали и сборочные единицы поступают на стеллаж 5, затем слесарь с помощью электротельфера 2 на монорельсе устанавливает их пресс 3, производит сборку и перемещает собранное изделие на стеллаж 1. В стеллаже 4 находятся мелкие детали для сборки.
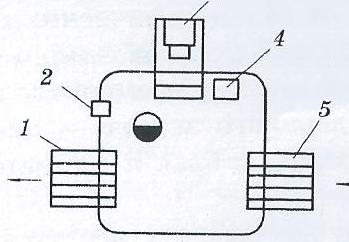
Рис 5. Планировка рабочего места слесаря механосборочных работ для сборки крупногабаритных изделий
- Организация рабочего места
Рабочим местом называется определенный участок производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания.
Обеспечение высокой производительности труда в значительной мере зависит от правильной организации рабочего места.
Организация рабочего места является важнейшим звеном организации труда. Правильный выбор и размещение оборудования, инструментов и материалов создают наиболее благоприятные условия работы.
Правильно организованным считается такое рабочее место, на котором при наименьшей затрате сил и средств благодаря рациональной и культурной организации труда достигаются наивысшая производительность и высокое качество продукции.
Правильной организации рабочего места можно достигнуть рационализацией трудовых приемов, механизацией процессов работы, устранением непроизводительных затрат рабочего времени, применением передовых методов труда.
К организации рабочего места предъявляются следующие требования:
1) рабочее место должно быть чистым, на нем должны находиться только те предметы, которые необходимы для выполнения данного задания;
2) инструмент, заготовки и документация должны располагаться на рабочем месте на расстоянии вытянутой руки; при этом те предметы, которыми рабочий пользуется более часто, следует класть ближе, на площади, ограниченной дугами небольшого радиуса, и наоборот (рис. 6);
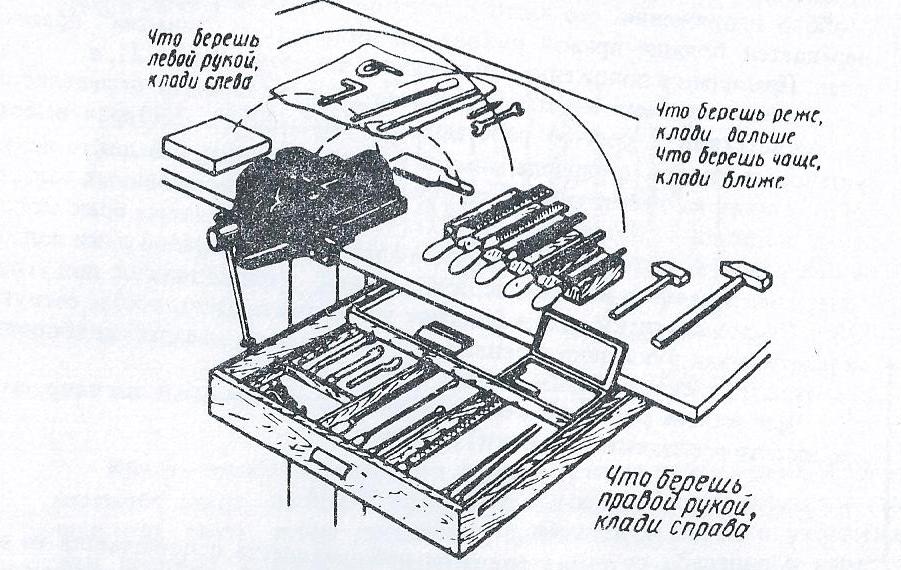
Рис 6. Расположение инструмента на слесарном верстаке
3) режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой,- с левой стороны;
4) инструмент, который работающий берет обеими руками, следует располагать возможно ближе к его корпусу, чтобы удобнее было его брать;
5) приспособления, материалы и готовые изделия нужно располагать в различных ящиках на отведенных для них местах, причем более мелкие и часто употребляемые нужно помещать в верхних, а более тяжелые или же редко применяемые - в нижних ящиках;
6) точные и измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках;
7) режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения, не разбрасывать и не накладывать друг на друга, а укладывать на деревянные подставки (планшеты);
8) после окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла, протереть. Верстак очистить щеткой от стружки и мусора.
Рабочее место слесаря может быть организовано по-разному, в зависимости от характера производственного задания. Однако большинство рабочих мест слесаря должно быть оборудовано слесарными верстаками, на которых устанавливают тиски и раскладывают необходимые инструменты, приспособления, материалы, документацию (технологические карты, чертежи, наряды) и пр.
Для работы механизированным инстументом к верстаку подводятся силовая электрическая линия и магистраль сжатого воздуха.
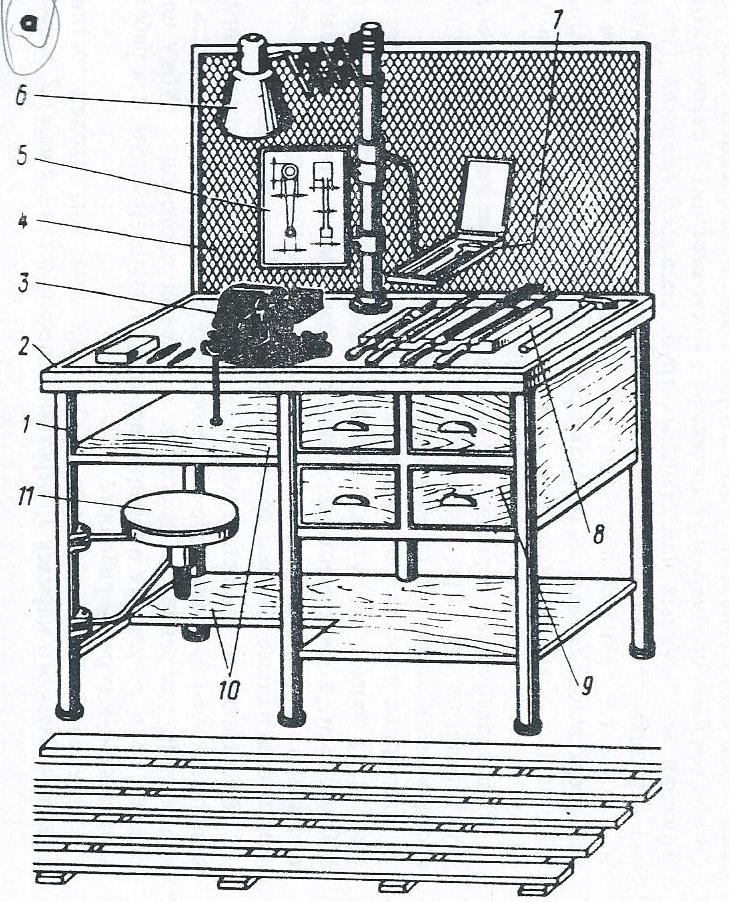
Рис 7. Слесарный одноместный верстак с поворотными тисками: 1 – каркас, 2 – столешница, 3 – тиски, 4 – защитный экран, 5 – планшет для чертежей, 6 – светильник, 7 – полочка для инструмента, 8 – планшет для рабочего инструмента, 9 – ящики, 10 – полки, 11 – сиденье.
Хорошее помещение, отведенное для слесарных мастерских, в значительной мере способствует правильной организации рабочего места слесаря, а также повышению производительности труда и качества выполнения работ.
Расстояние между отдельными рабочими местами, а также проходы (1,5-1,6 пог. м) между слесарными верстаками устанавливаются в зависимости от технических и технологических требований и условий техники безопасности. Рабочие места должны иметь хорошее освещение и вентиляцию; полы возле верстаков должны быть ровными и исправными.
- Режим труда и отдыха
Правильный режим труда и отдыха обеспечивает поддержание высокой работоспособности и здоровья человека. Одним из основных показателей работоспособности является уровень производительности труда.
Работоспособность повышается при правильном выборе темпа и ритма. Как при заниженных, так и при завышенных темпах работы ослабляется внимание, снижается качество работы и точность движений. Определяя ритм работы, учитывают, что операции, требующие концентрации внимания, не должны чередоваться с операциями, в которых применяют быстрые движения.
Утомление – результат малопродуктивного, плохого, организованного труда. Одним из факторов, увеличивающим усталость, является монотонность труда.
Утомление в зависимости от условий труда может наступать быстрее и медленнее. Если в процессе рабочего дня приходится часто нагибаться или высоко поднимать руки, а также работать в неудобной позе, утомляемость наступает быстрее и производительность труда значительно снижается.
Работоспособность человека претерпевает значительные изменения на протяжении дня, недели. В течение рабочего дня работоспособность характеризуется тремя периодами: 1) рабочий «входит» в работу, постепенно растет производительность труда; 2) период устойчивости работоспособности; 3) период появления и нарастания усталости.
Кривая производительности труда в течение первых двух часов поднимается вверх. высокий уровень работоспособности держится около полутора часов. Затем постепенно снижается в связи с утомлением. После обеденного перерыва работоспособность восстанавливается не сразу. Вновь наступает период «врабатываемости», сменяющийся периодом устойчивой работоспособности (несколько ниже дообеденного). На пятом-шестом часу работы перед окончанием рабочего дня снова отмечается снижение работоспособности. На седьмом и восьмом часах нарастает утомление.
Короткие перерывы и отдых во время работы предупреждают нарастание утомления. Если рабочий работает стоя (в данном случае слесарь механосборочных работ), необходимо отдыхать сидя.при работе также необходимо время от времени менять положение корпуса. Для восстановления сил и борьбы с утомлением и сутулостью рекомендуется заниматься производственной гимнастикой и спортом. Утренняя зарядка и физические упражнения в процессе рабочего дня способствуют более совершенной работе нервно-мышечного аппарата, повышают работоспособность организма.
- Агрегаты, находящиеся под давлением
- Пневматический гайковерт ИП-3103
Таблица 3. Характеристики гайковерта ИП-3103
|
Наибольший диаметр резьбы, мм
|
20
|
|
Наибольший момент затяжки, кгс·м
|
20
|
|
Давление сжатого воздуха, кгс/см2
|
5
|
|
Расход воздуха, м3/мин
|
0,9
|
|
Габаритные размеры, мм
|
214x185x80
|
|
Масса, кг
|
2,5
|

Рис 8. Пневматический гайковерт ИП-3103
- Пневматический гайковерт ИП-3106
Таблица 4. Характеристики гайковерта ИП-3106
|
Наименование параметра
|
ИП-3106
|
|
Максимальный диаметр затягиваемой резьбы, мм
|
27-36
|
|
Давление сжатого воздуха, МПа
|
0,49
|
|
Время затяжки, не более, с:
|
10
|
|
Расход воздуха,м*мин, не более
|
1,0
|
|
Масса (без сменной головки), кг не более
|
8,8
|

Рис 9. Пневматический гайковерт ИП-3106
Как и другие механизмы, при использовании гайковерта нужно строго соблюдать правила техники безопасности. Работая с ним в обязательном порядке нужно одевать: перчатки, очки которые защищают от мелких частиц и наушники, не пропускающие шум или можно заменить берушами. Не надо носить часы и браслеты, а также широкую одежду это может привести к чрезвычайным ситуациям.
Во время работы с гайковертом необходимо соблюдать следующие требования охраны труда:
- Перед тем как подсоединять прибор к фильтру, нужно убедиться, что устройство выключено;
- В любом техническом процессе, в котором используется гайковерт, необходимо в обязательном порядке отделить его от воздушной магистрали;
- В строгом порядке гайковерт нужно держать в полной чистоте;
- Перед включением всегда обязательно делать проверку инструмента на герметичность и работоспособность. Также постоянно надо проверять шланг оборудования, особенно, не перекручен ли он. До начала работы, давление воздуха должен соответствовать требуемому напору;
- Для работы с ударным устройством, использовать к нему необходимо только специальные гаечные головки. Они отличаются своим черным цветом. Другие категорически нельзя использовать по технике безопасности;
- Обязательно не упускайте из виду, что при отпускании кнопки гайковерта с пневматикой, так называемый - шпиндель продолжает свою работу, вращаясь еще немного времени. А у электрических устройств есть кнопка для торможения;
- Каждый раз, включая прибор, по-новому убедитесь, что реверсивная кнопка стоит в правильном направлении.
- Пресс "2135-1М"
Технические характеристики:
Плунжер пресса со вставным механическим домкратом
Эл/двигатель 2,2 ктв; 220/380 в
Наибольший ход плунжера, мм 250
Наибольший ход винта, мм 90
Габариты, мм, не более:
а) высота полная 2090
б) высота без манометра 1940
в) длина 1470
г) ширина (без рукоятки и пускателя) 640

Рис 10. Пресс "2135-1М"
При работе с гидравлическими прессами необходимо строго соблюдать требования охраны труда.
1. Прежде чем начать работать, следует провести тщательный осмотр оборудования на предмет наличия неисправностей. При этом происходит проверка ограждений, шарнирных соединений труб и гребенок, а также загрузочного стола. Лишь после того, как гидропресс будет проверен, можно начинать работу.
2. В процессе загрузки пресса следует обратить внимание на тот факт, чтобы навески в пакете не были сдвинуты.
3.Загрузку и разгрузку гидропресса нужно проводить в специальной одежде, которая предназначена для данной процедуры.
4. Масса пакетов, которые будет поднимать разгрузочный стол, не должна превышать допустимые значения, обусловленные расчетами.
5. При работе гидравлического пресса необходимо внимательно контролировать показания манометра. При этом нельзя допустить, чтобы давление оборудования стало выше, чем положено нормами.
6. Во избежание нарушений и возникновения несчастных случаев на производстве, при работе устройства возле него не должны находиться посторонние лица.
7. Во время подъема или спуска плит гидропресса, запрещено выполнять какие-либо поправки в положении пакетов. Также в этот момент строго запрещено очищать плиты.
8. Разгрузка готовой продукции из гидропресса должна выполняться лишь в рукавицах.
9. Доски слоистых пластиков необходимо класть в стопы очень ровно. При этом высота должна быть не больше 150 см.
10. Листы стали во время разгрузки необходимо укладывать тщательно, дабы их не повредить.
11. При работе пресса запрещено выключение вентиляции.
12. Требуется всегда содержать в чистоте рабочее место возле пресса, а также само оборудование.
- Обеспечение электробезопасности
В условиях мастерских всегда много энергетических установок: открытых электросетей, выключателей, рубильников и т. п. При непосредственном соприкосновении с токоведущими частями или металлическими предметами, случайно оказавшимися под напряжением, возникает опасность поражения электрическим током. В целях предупреждения опасности в этих местах размещают предупредительные надписи: «Опасно, под током» - или же ставятся условные обозначения в виде ломаных линий, указывающих на наличие электрического напряжения.
Электроинструменты (кроме инструментов со встроенными двигателями с напряжением 36 в) должны присоединяться к электрической сети при помощи шлангового кабеля, имеющего специальную жилу, служащую для заземления и зануления.
Присоединение электроинструментов к сети должно производиться через штепсельную розетку, одно гнездо которой соединено с землей или с нулевым проводом. На штепсельной вилке контакт для соединения корпуса электроинструмента с землей делается более длинным, чем все остальные токоведущие контакты. Благодаря такому устройству при включении электро-инструмента сначала происходит заземление или зануление, а потом включаются токоведущие контакты. Выключается электро-инструмент в обратном порядке.
Наибольшую опасность на рабочем месте слесаря-сборщика редуктора представляют испытательные стенды. Вновь проектируемые и реконструируемые испытательные стенды и защитные устройства должны выполняться в соответствии с требованиями «Правил устройства электроустановок».
Испытательные стенды устанавливают на прочных основаниях, а обкатываемые агрегаты, детали и сборочные единицы машин тщательно закрепляют на стендах. Вращающиеся части испытательных стендов ограждают защитными кожухами, а корпуса стендов заземляют.
При работе с электроинструментами следует применять индивидуальные средства защиты: резиновые перчатки и калоши, резиновые коврики, изолирующие подставки и т. п.
Все работы на токоведущих частях (или вблизи них) должны производиться при снятом напряжении.
Для обеспечения защиты от случайного соприкосновения к токоведущим частям оборудования применять защитные ограждения, изоляцию токоведущих частей, изоляцию рабочего места, предупредительную сигнализацию, а также знаки безопасности.
Запрещается прикасаться к арматуре общего освещения, к оборванным электропроводам, клеммам и другим легкодоступным токоведущим частям, открывать дверцы электрораспределительных шкафов (сборок) и снимать ограждения и защитные кожухи с токоведущих частей оборудования.
Во избежание поражения электрическим током запрещается работать электроинструментом с оголенными проводами и открытыми частями.
Напряжение переносного инструмента должно быть не выше 220 В. В помещениях с повышенной опасностью, особо опасных и вне помещений напряжение должно быть не выше 42 В; допускается пользование электроинструментом напряжением 220 В, если он имеет двойную изоляцию.
При пользовании переносным электрическим светильником необходимо наличие на нем защитной сетки, исправность шнура и изоляционной резиновой трубки. Напряжение переносного светильника допускается не выше 12В.
Слесарю запрещается устанавливать или заменять электролампы местного и общего освещения. Эту работу должен выполнять дежурный электрик.
При обнаружении неисправных выключателей, электрических проводов с поврежденной изоляцией, а также при всех случаях ударов электротоком необходимо немедленно прекратить работы и. об обнаруженных неисправностях сообщить мастеру (бригадиру).
При поражении электрическим током необходимо:
- быстро отключить рубильник или быстро отстранить пострадавшего от соприкосновения с токоведущей частью;
-чтобы, прервать ток, идущий через пострадавшего, надо отстранить провод сухой палкой, сухой одеждой или каким-либо другим предметом( не металлическим и не мокрым, не пропускающим ток);
- при оказании помощи следует соблюдать осторожность- не касаться проводов с поврежденной изоляцией и неисправных приборов;
- оказывающий помощь, особенно когда необходимо коснуться тела пострадавшего, неприкрытого одеждой, должен надеть диэлектрический перчатки, либо опустить рукав пиджака, либо использовать прорезиновую или просто сухую материю.
- Оценка и улучшение условий труда
- Характеристика основных вредных и опасных факторов
В соответствии со ст.13 Федерального законоа от 28.12.13 №426-ФЗ «О специальной оценке условий труда» в целях проведения специальной оценки условий труда исследованию (испытанию) и измерению подлежат следующие вредные и (или) опасные факторы производственной среды
1) физические факторы
2) химические факторы
3) биологические факторы
2. В целях проведения специальной оценки условий труда исследованию (испытанию) и измерению подлежат следующие вредные и (или) опасные факторы трудового процесса:
1) тяжесть трудового процесса
2) напряженность трудового процесса
- Физические факторы
К физическим вредным и (или) опасным факторам относят: аэрозоли преимущественно фиброгенного действия, шум, инфразвук, ультразвук воздушный, вибрация общая и локальная, неионизирующие излучения (электростатическое поле, постоянное магнитное поле, в том числе гипогеомагнитное, электрические и магнитные поля промышленной частоты (50 Герц), переменные электромагнитные поля, в том числе радиочастотного диапазона и оптического диапазона (лазерное и ультрафиолетовое), ионизирующие излучения, параметры микроклимата (температура воздуха, относительная влажность воздуха, скорость движения воздуха, инфракрасное излучение), параметры световой среды (искусственное освещение (освещенность) рабочей поверхности).
- Шум и вибрации
Шум и вибрации приводят к быстрой утомляемости, снижают производительность труда и качество изделий, оказывают вредное влияние на органы слуха человека (вызывают глухоту), а также на нервную систему, нарушают нормальное функционирование других органов. Шум приводит к гипертоническому и другим заболеваниям. Особенно вредны высокочастотные шумы, возникающие при работе агрегатов ударного действия, движения потоков воздуха и газа.
Источниками шума при сборке редуктора являются: гайковерт, молоток, кувалда, стенд для обкатки редуктора, шланг, подающий сжатый воздух, гидравлический пресс.
Вибрации (механические колебания), возникающие при движении транспортных средств или работе машин, вызывают быстрое утомление людей и их заболевание (вибрационная болезнь).
Источниками вибрации на рабочем месте слесаря являются: пневматический гайковерт, молоток, кувалда, конвейер, стенд для обкатки редуктора.
- Микроклимат
Воздушная среда – состав, температура и влажность воздуха, то есть микроклимат – имеет важное значение для создания здоровых условий труда. Наблюдения показывают, что при соответствии чистоты и влажности воздуха гигиеническим требованиям производительность труда увеличивается примерно на 10%.
Для помещений с незначительным избытком теплоты рекомендуются следующие температуры воздуха: при выполнении легких работ 18…20С, работ средней тяжести – 16…18С и тяжелых работ – 14…16С.
Сборка редуктора относится к работам, поэтому на рабочем месте слесаря должна быть …
- Освещение
Рабочее место слесаря должно иметь достаточную освещенность; освещение должно быть постоянным в течение рабочего времени, равномерно распределенным по яркости, не оказывать слепящего действия.
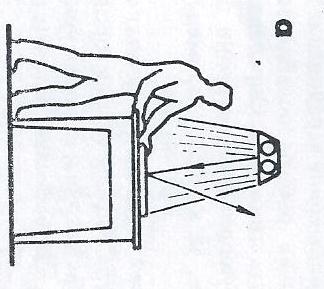
Рис 11. Расположение светильника, при котором нет тени и ослепления
Оптимальность освещения зависит прежде всего от расположения источника света. Правильное расположение источника света показано на рисунке. Здесь светильник помещен слева над головой работающего и освещает рабочий стол, не вызывая ослепления и не бросая тени на рабочую зону. Причиной недостаточной освещенности рабочего места может быть неудовлетворительный уход за светильником, загрязненность ламп, отсутствие абажура или рефлектора. Наибольшему утомлению способствует освещенность 30 лк.
- Химические факторы
Выделение вредных веществ в воздушную среду возможно при проведении технологических процессов и производстве работ, связанных с применением, хранением, транспортированием химических веществ и материалов, их добычею и изготовлением.
Слесарь механосборочных работ выполняет такие работы как промывка, чистка, смазка деталей и при этом пользуется различными химическими средствами.
Для притирки сторон детали на притирочную плиту наносят микропорошок либо алмазную пасту.
Алмазные пасты, предназначены для шлифования, полирования и доводки металлов, сплавов и неметаллических материалов, изготовляемые для нужд народного хозяйства. В состав паст входят поверхностно-активные вещества, которые облегчают промывку деталей и выводят из зоны обработки легковоспламеняющиеся жидкости и образовавшиеся в процессе обработки шлаки и стружку. Это повышает производительность труда за счет повышения абразивной способности и улучшает качество обрабатываемой поверхности.
В состав микропорошка входит в малых количествах оксид алюминия, что никак не влияет на здоровье человека.
Также после притирки деталь промывают с помощью керосина. В зависимости от химического состава и способа переработки нефти, из которой получен керосин, в его состав входят: предельные алифатические углеводороды 20 – 60 %, нафтеновые углеводороды 20—50 %, бициклические ароматические 5—25 %, непредельные углеводороды — до 2 %, примеси сернистых, азотистых или кислородных соединений.
- Психофизиологические факторы
Психофизиологические факторы - это физические и эмоциональные перегрузки, умственное перенапряжение, монотонность труда.
К физическому труду относятся работы в неудобной позе. Рабочий также может нервничать при усиленных работах с ограниченным временем, где нужно предельно напрягать силы.
Некоторые детали при сборке довольно малы, и при плохой освещенности постоянное напряжение глаз, что негативно сказывается на остроте зрения, так и на нервной системе. Кроме этого, на работника действует повышенный раздражающий шум. Эти факторы влияют на психологическое состояние работника. В конце дня ощущается разбитость, снижение работоспособности и концентрации.
- Характеристика тяжести трудового процесса
Тяжесть труда харктеризует энергетическую нагрузку на организм при физическом труде.
На данном рабочем месте слесарь механосборочных работ переносит входной вал редуктора массой 16,5 кг, на расстояние до 1 метра, время удержания груза до 2 сек, количество подъемов и перемещения груза 2 раза. Находится в рабочей позе стоя 60% времени смены.
Оценка тяжести трудового процесса
Тяжесть трудового процесса оценивается по следующим показателям:
- Физическая динамическая нагрузка:
Слесарь механосборочных работ поднимает груз до 16,5 кг, количество подъемов 2 раза за смену.

Вывод: работа относится к классу 1.
- Масса поднимаемого и перемещаемого груза вручную
Слесарь механосборочных работ поднимает груз до 35 кг, 2 раз за смену.

Вывод: работа относится к классу 2.
- Стереотипные рабочие движения (количество за смену)
Монотонные повторяющиеся движения до 1500 за рабочую смену.
Вывод: работа относится к классу 1.
- Статическая нагрузка - величина статической нагрузки за смену (при удержании груза, приложении усилий, кгсс).
Слесарь механосборочных работ удерживает груз весом до 16,5 кг, в течение 2 секунд двумя руками 2 раза за смену.

Вывод: работа относится к классу 1.
- Рабочая поза.
Рабочая поза стоя 60% времени смены.
Вывод: работа относится к классу 2.
- Наклоны корпуса
Слесарь механосборочных работ 2 раза поднимает груз, следовательно - 2 наклона.
Вывод: работа относится к классу 1.
- Перемещение в пространстве
Слесарь механосборочных работ перемещается в пространстве до 500 метров.
Вывод: работа относится к классу 1.
Таблица 5. Общая оценка тяжести трудового процесса
|
Показатели тяжести трудового процесса
|
Класс условий труда
|
|
Физическая динамическая нагрузка
|
1
|
|
Масса поднимаемого и перемещаемого груза вручную
|
2
|
|
Стереотипные рабочие движения
|
1
|
|
Статическая нагрузка
|
1
|
|
Рабочая поза
|
2
|
|
Наклоны корпуса
|
1
|
|
Перемещение в пространстве
|
1
|
Общая оценка тяжести труда равна 2.
- Характеристика напряженности трудового процесса
Описание выполняемой работы на данном рабочем месте: сборка, установка деталей входного вала редуктора; промывка, чистка, смазка деталей; слесарная обработка деталей и узлов.
Таблица 6. Фактические и нормативные значения измеряемых параметров:
|
Показатели напряженности трудового процесса
|
Фактическое значение показателя
|
Предельно-допустимое
значение показателя
|
Класс условий труда
|
|
1. Интеллектуальные нагрузки:
|
|
|
|
|
1.1. Содержание работы
|
Решение простых задач по инструкции
|
Решение простых задач по инструкции
|
2
|
|
1.2. Восприятие сигналов (информации) и их оценка
|
Восприятие сигналов с последующей коррекцией действий и операций
|
Восприятие сигналов с последующей коррекцией действий и операций
|
2
|
|
1.3. Распределение функций по степени сложности задания
|
Обработка, выполнение задания и его проверка
|
Обработка, выполнение задания и его проверка
|
2
|
|
1.4. Характер выполняемой работы
|
Работа по установленному графику с возможной его коррекцией по ходу деятельности
|
Работа по установленному графику с возможной его коррекцией по ходу деятельности
|
2
|
|
2. Сенсорные нагрузки
|
|
|
|
|
2.1. Длительность сосредоточенного наблюдения (в % от времени смены)
|
30
|
26-50
|
2
|
|
2.2. Плотность сигналов (световых, звуковых) и сообщений в среднем за 1 ч работы
|
30
|
76-175
|
1
|
|
2.3. Число производственных объектов одновременного наблюдения
|
2
|
6-10
|
1
|
|
2.4. Размер объекта различения (при расстоянии от глаз работающего до объекта различения не более 0.5 м) в мм при длительности сосредоточенного наблюдения (% времени смены)
|
Более 5 мм 90%;
5-1,1 мм 5%;
1-0,3 мм 5%;
|
5-1,1 мм более 50%;
1-0,3 мм до 50%;
менее 0,3 мм до 25%
|
2
|
|
2.5. Работа с оптическими приборами (микроскопы, лупы и т.п.) при длительности сосредоточенного наблюдения (% времени смены)
|
0
|
26-50
|
1
|
|
2.6. Наблюдение за экранами видеотерминалов (часов в смену):
|
|
|
|
|
при буквенно-цифровом типе отображения информации:
|
0
|
до 3
|
1
|
|
при графическом типе отображения информации:
|
0
|
до 5
|
1
|
|
2.7. Нагрузка на слуховой анализатор (при производственной необходимости восприятия речи или дифференцированных сигналов)
|
Разборчивость слов и сигналов от 90% до 70%. Имеются помехи, на фоне которых речь слышна на расстояние до 3,5м
|
Разборчивость слов и сигналов от 90% до 70%. Имеются помехи, на фоне которых речь слышна на расстояние до 3,5м
|
2
|
|
2.8. Нагрузка на голосовой аппарат (суммарное количество часов, наговариваемое в неделю)
|
8
|
до 20
|
1
|
|
3. Эмоциональные нагрузки
|
|
|
|
|
3.1. Степень ответственности за результат собственной деятельности. Значимость ошибки
|
Несет ответственность за функциональное качество вспомогательных работ (заданий). Влечет за собой дополнительные усилия со стороны вышестоящего руководства (бригадира, мастера и т.п.)
|
Несет ответственность за функциональное качество вспомогательных работ (заданий). Влечет за собой дополнительные усилия со стороны вышестоящего руководства (бригадира, мастера и т.п.)
|
2
|
|
3.2. Степень риска для собственной жизни
|
Исключена
|
---
|
1
|
|
3.3. Степень ответственности за безопасность других лиц
|
Исключена
|
---
|
1
|
|
3.4. Количество конфликтных ситуаций, обусловленных профессиональной деятельностью, за смену
|
0
|
1-3
|
1
|
|
4. Монотонность нагрузок
|
|
|
|
|
4.1. Число элементов (приемов), необходимых для реализации простого задания или в многократно повторяющихся операциях
|
6
|
9-6
|
2
|
|
4.2. Продолжительность (в с.) выполнения простых производственных заданий или повторяющихся операций
|
60
|
100-25
|
1
|
|
4.3. Время активных действий (в % к продолжительности смены). В остальное время наблюдение за ходом производственного процесса.
|
100
|
19-10
|
1
|
|
4.4. Монотонность производственной обстановки (время пассивного наблюдения за ходом техпроцесса в % от времени смены)
|
0
|
76-80
|
1
|
|
5. Режим работы
|
|
|
|
|
5.1. Фактическая продолжительность рабочего дня
|
8
|
8-9 ч
|
2
|
|
5.2. Сменность работы
|
Односменная работа (без ночной смены)
|
Двухсменная работа (без ночной смены)
|
1
|
|
5.3. Наличие регламентированных перерывов и их продолжительность
|
Перерывы регламентированы, недостаточной продолжительности: 6,25% рабочего времени
|
Перерывы регламентированы, недостаточной продолжительности: от 3 до 7% рабочего времени
|
2
|
Класс условий труда -2.
- Итоговая оценка условий труда по степени вредности и опасности
Таблица7. Таблица по оценке условий слесаря механосборочных работ по показателям вредности и опасности факторов производственной среды и трудового процесса.
|
Факторы
|
Класс условий труда
|
|
|
Оптимальный
|
Допустимый
|
Вредный
|
Опасный
|
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
3.4
|
4
|
|
Химический
|
|
+
|
|
|
|
|
|
|
Шум
|
|
|
+
|
|
|
|
|
|
Вибрация общая
|
|
|
+
|
|
|
|
|
|
Тяжесть труда
|
|
+
|
|
|
|
|
|
|
Напряженность труда
|
|
+
|
|
|
|
|
|
|
Освещенность
|
|
|
+
|
|
|
|
|
|
Пыль
|
|
+
|
|
|
|
|
|
|
Микроклимат (хол)
Микроклимат (тепл)
|
|
+
|
|
|
|
|
|
Все показатели относятся к классу 2, значит общая оценка условий труда слесаря механосборочных работ по показателям вредности и опасности - класс 2.
- Травматизм и профессиональные заболевания
Травматизм - это повреждения, возникшие вследствие несчастного случая на производстве, что влечет за собой нарушение целостности тканей или нарушение функционирования отдельных органов.
У слесарей могут возникнуть травмы связанные с режущими, ударными и прочими инструментами. Слесарь может получить порезы, ссадины, попадание пыли и стружки в глаза.
В основном травмы возникают при несоблюдении требований безопасности. Если слесарь обрабатывает металлическую поверхность обязательно нужно надеть защитные очки и средства индивидуальной защиты органов дыхания, иначе приведет к раздражению слизистой носа, либо кровотечение, при попадании на слизистые глаза, может возникнуть раздражение, а далее конъюнктивит.
Профессиональные заболевания, возникающие вследствие действия пыли на организм, приводят к фиброзу легких.
Профзаболевания опорно-двигательного аппарата имеют медленное, постепенное начало. Наиболее часто страдают люди в возрасте от 30–40 лет.
При определенной длительности воздействия все эти факторы могут быть причиной профессиональных заболеваний и приводить к обострению заболеваний сердечнососудистой, нервной систем, органов дыхания, печени, снижению общей сопротивляемости организма.
- Средства индивидуальной защиты
Средствами индивидуальной защиты называют средства, предназначенные для обеспечения безопасности одного работающего.
Слесарь механосборочных работ должен быть обеспечен следующими средствами индивидуальной защиты:
- Костюм для защиты от общих производственных загрязнений и механических воздействий
- Ботинки кожаные с защитным подноском или сапоги кожаные с защитным подноском
- Сапоги резиновые с защитным подноском
- Перчатки с полимерным покрытием
- Очки защитные
- Каска защитная
- Подшлемник под каску
- Наушники противошумные или вкладыши противошумные
- Средство индивидуальной защиты органов дыхания (СИЗОД) противоаэрозольное
- Средства гидрофильного действия (впитывающие влагу, увлажняющие кожу)
- Мыло или жидкие моющие средства в том числе: для мытья рук
- Очищающие кремы, гели и пасты
- Мероприятия по улучшению условий труда
Разработка мероприятий по снижению воздействия уровня шума.
При необходимости работать в помещениях, где шум превышает допустимые нормы , пользуются противошумными наушниками (ГОСТ Р 12.4.210-99).
Наушники крепятся на голове или с помощью плотной хлопчатобумажной либо резиновой тесьмы, или металлической фурнитуры, или двухохватывающих голову металлических дуг, изготовленных из пружинной проволоки и поливинилхлоридной профилированной ленты.
При сборке редуктора самым эффективным и экономичным средством снижения шума являются СИЗ. На предприятии работает 4 слесаря механосборочных работ. Поэтому нужно приобрести четверо наушников.
При проведении сравнительного анализа различных моделей мной выбраны защитные наушники СОМЗ-1 ЯГУАР, так как они наиболее легкие, экономичные и защищают от шума не хуже других наушников.
Мероприятия по снижению воздействия вибрации
При работе с пневматическим инструментом пользуются рукавицами с накладками из мягкого материала на поверхности ладони; систематически проводят лечебную гимнастику пальцев и кистей рук.
Для уменьшения действия вибрации служат мягкая виброгасящая втулка для левой руки и мягкая виброгасящая пружинящая накладка на рукоятке молотка, предохраняющая правую руку рабочего.
Для уменьшения воздействия вибрации при работе с молотком покупаем новые молотки с виброгасящей рукояткой.
При проведении сравнительного анализа рынка молотков мною выбран молоток KRAFTOOL AutoKraft цельнокованый, маслобензостойкая виброгасящая эргономичная рукоятка, 500г в количестве 4шт.
Мероприятия по улучшению световой среды:
Оценка световой среды показала необходимость улучшения освещения до 200 лк, для создания оптимальных условий труда.
Для улучшения параметров искусственного освещения устанавливаем более эффективные лампы.
Проведя сравнительный анализ различных видов ламп видим, что для рабочего места слесаря механосборочных работ при сборке входного вала подходят дуговые ртутные лампы мощностью 700 Вт, в количестве 3 штук, для достижении нормы в 200 лк.
Таблица 8. Итоговая таблица по оценке условий слесаря механосборочных работ по показателям вредности и опасности факторов производственной среды и трудового процесса
|
Факторы
|
Класс условий труда
|
|
|
Оптимальный
|
Допустимый
|
Вредный
|
Опасный
|
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
3.4
|
4
|
|
Химический
|
|
+
|
|
|
|
|
|
|
Шум
|
|
+
|
|
|
|
|
|
|
Вибрация общая
|
|
+
|
|
|
|
|
|
|
Тяжесть труда
|
|
+
|
|
|
|
|
|
|
Напряженность труда
|
|
+
|
|
|
|
|
|
|
Освещенность
|
|
+
|
|
|
|
|
|
|
Пыль
|
|
+
|
|
|
|
|
|
|
Микроклимат (хол)
Микроклимат (тепл)
|
|
+
+
|
|
|
|
|
|
- Пожарная безопасность
Пожарная безопасность – это система организованных и технических средств, направленных на профилактику и ликвидацию пожаров и взрывов, ограничение их последствий.
Источниками пожара могут быть: токи короткого замыкания, образующие электрическую дугу; перегрев электрических сетей и электрооборудования; теплота, образующаяся при трении дисков, подшипников, ременных передач; искровые разряды статического электричества; пламя; лучистая энергия; искры.
Причиной возникновения пожара может быть воспламенение производственных отбросов, промасленной ветоши, пакли, бумаги и других материалов, используемых для очистки механизмов, в результате неосторожного обращения с огнем. Пожары также возможны в результате самовозгорания твердого минерального топлива, промасленной ветоши, сложенной в кучи.
Основное предупредительное противопожарное мероприятие – это постоянное содержание в чистоте и порядке рабочего места, осторожное обращение с огнем, нагревательными приборами и легковоспламеняющимися веществами. Нельзя допускать скопления у рабочего места большого количества легковоспламеняющегося производственного сырья, полуфабрикатов и др. отходы производства, особенно горючие, складывают в специально отведенном для них месте.
По окончании работы рабочее место должно быть приведено в полный порядок. Промасленные обтирочные материалы убирают в специальные ящики. Сосуды с легвоспламеняющимися жидкостями, а также баллоны с газами переносят в места их постоянного хранения. Должны быть выключены все электроприборы и осветительные приборы, за исключением дежурного освещения.
К числу простейших средств тушения пожара относятся огнетушители, бачки с сводой, мешки или ящики с песком, ломы, топоры, лопаты, багры, ведра, пожарный кран, насосы. Противопожарный инвентарь запрещается использовать на какие бы то ни было хозяйственные нужды, его окрашивают в красный цвет, а также он должен быть всегда в наличии и в исправном состоянии.
При возникновении пожара необходимо быть на своем рабочем месте и выполнять распоряжения руководителей производства. Следует помнить, что при пожаре нельзя выбивать стекла в окнах, так как приток свежего воздуха усиливает горение. До прибытия пожарных команд тушить пожар согласно инструкции, действующей на предприятии.
К средствам пожаротушения относятся также ведра и гидропульты для воды, различные покрывала.
Для тушения пожаров и загораний применяют ручные пенные огнетушители ОП-3 или ОП-5. Также можно применять углекислотные огнетушители, имеющие баллоны вместимостью 2л (ОУ-2), 5л (ОУ-5) и 8л (ОУ-8).
В случае пожара необходимо сохранять спокойствие и беспрекословно выполнять распоряжения руководителей. Дисциплина и организованность – основное условие успеха борьбы с пожарами.
Согласно инструкции по охране труда требования пожарной безопасности на рабочем месте слесаря механосборочных работ:
- Не допускается загромождать материалами, заготовками, готовой продукцией рабочие места, места проходов к противопожарному инвентарю, огнетушителям и гидрантам.
- Не пользоваться открытым огнем ближе 10 м от работающего ацетиленового аппарата, так как это может вызвать взрыв.
- Запрещается курить и подходить с открытым огнем к газовым баллонам, легковоспламеняющимся жидкостям и материалам, к окрасочным камерам.
- Курить разрешается только в специально отведенных для этого местах, снабженных средствами пожаротушения.
- Не допускается выполнять производственные операции на оборудовании с неисправностями, которые могут привести к загораниям.
- Использованный обтирочный материал необходимо убирать в металлические ящики с плотно закрывающимися крышками и по окончании смены удалять из производственных помещений.
- При обнаружении пожара или признаков его появления необходимо сообщить в пожарную охрану и немедленно приступить к ликвидации очага пожара имеющимися для этого средствами.
- Охрана окружающей среды
Ижевск – промышленный город, в его черте расположено много заводов. И горожане осознают их негативное влияние на окружающую среду, стараясь выбрать место жительства экологически «чище» и комфортнее, подальше от заводских труб.
В Ижевске, как и во всей приуральской зоне, отмечают специалисты-экологи, природные условия таковы, что треть дней в году наблюдается штиль, то есть отсутствие ветра. В результате выбросы промышленных предприятий оседают в непосредственной близости от этих предприятий, в городской черте. Несомненно, ответственность за все эти выбросы должны нести предприятия-загрязнители. Чтобы условия жизни людей были благоприятными, «грязные» предприятия по возможности лучше выносить за городскую черту. Это позволит кардинально изменить состояние окружающей среды в силитебной части города. Как показывает практика, накладываемых на предприятия ограничений по выбросу вредных веществ бывает недостаточно.
ГП «Редуктор» поступила следующим образом: экологически вредное производство из центра города переехало за его черту, в п. Старки.
Таким образом, задумка перевести литейное производство помогла предприятию учесть и заинтересованность ижевчан в решении проблемы загрязнения окружающей среды города.
Надо отдать должное администрации и коллективу предприятия «Редуктор» в том, что при отсутствии опыта реализации столь глобальных проектов, производство перевезли, модернизировали и освоили новые технологии в сжатые сроки: для этого понадобилось меньше года.
Большую часть оборудования заводчане перевезли со старых площадей. Для производства приобрели новые вагранки, насосы, приборы и кабельную продукцию.
Сегодня микрорайон, расположенный вблизи предприятия «Редуктор», стал, пожалуй, одним из экологически благоприятных в городе. И его жители будут дышать чистым воздухом. Жилые кварталы Культбазы, улиц Тимирязева, Удмуртской и Восточного поселка далеко расположены от других промышленных предприятий Ижевска. Люди получают вредные вещества лишь от выбросов автотранспорта. Но и здесь предприятие «Редуктор» помогает горожанам решать проблему загазованности от автомобильных дорог. Работники завода совместно с жителями ближайших микрорайонов озеленяют дворы. Микрорайону помогают и зеленые насаждения вдоль дорог.
Завод «Редуктор» продолжает проводить большую целенаправленную работу по снижению вредных воздействий на окружающую среду. На эти цели предприятие ежемесячно выделяет более 70 тысяч рублей. Заводская химическая лаборатория постоянно делает анализ проб воздуха в санитарно-защитной зоне. Превышений предельно допустимых норм выбросов в атмосферу специалисты заводской лаборатории уже давно не обнаруживают. Все источники выбросов загрязняющих веществ в атмосферный воздух оснащены пылегазоочистным оборудованием.
Лаборатория оснащена необходимыми приборами и укомплектована высокопрофессиональными специалистами. Состояние сточных вод предприятия контролируют Водоканал и аккредитованная Центральная лаборатория аналитических и технических измерений.
В общем, уделяя должное внимание проблемам окружающей среды, ОАО «Редуктор» не только провело реконструкцию одного из своих старейших производств, но и, увеличив количество зеленых насаждений в микрорайоне, завод помог дать больше «зеленых легких» городу.
- Предложения по защите окружающей среды
Для более качественной очистки сточных вод ГП «Редуктор» предлагаю комплексную технологию биохимической очистки сточных вод.
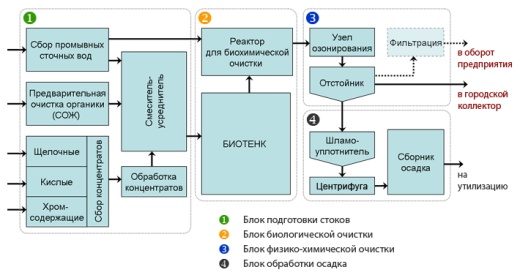
Рис 12. Схема комплексной биологической очистки сточных вод
Блок 1. Сбор и подготовка сточных вод
Сбор промывных сточных вод гальванического производства осуществляется отдельно от более концентрированных электролитов. Отработанные смазочно-охлаждающие жидкости (СОЖ) и моющие растворы подвергаются предварительной очистке- Часть промывных стоков поступает в смеситель-усреднитель, где в определенной пропорции смешивается с концентратами и СОЖ.
Блок 2. Биологическая очистка
Из смесителя-усреднителя сточные воды поступают в биотенк, представляющий собой герметичный аппарат, в котором на загрузке иммобилизована специализированная культура сульфатредуцирующих бактерий. Сульфатредукторы обладают способностью в анаэробных условиях восстанавливать сульфаты до сероводорода с одновременным окислением органических веществ и разрушением фосфатов, нитратов, ионов аммония. Насыщенные сероводородом сточные воды из биотенка подаются вместе с частью промывных стоков в реактор биохимической очистки, где сероводород реагирует с растворенными ионами металлов с образованием нерастворимых сульфидов. Поскольку растворимость большинства сульфидов металлов намного ниже по сравнению с гидроксидами металлов, в очищенной сточной воде достижимы очень низкие концентрации металлов.
Блок 3. Физико-химическая доочистка
Для дезодорации и дополнительного окисления органических веществ сточные воды подвергаются озонированию. Удаление осадка, содержащего сульфиды металлов, осуществляется в тонкослойных отстойниках. Очищенные сточные воды сбрасываются в систему городской канализации. В случае необходимости устройства оборотного водоснабжения комплекс дополнительно комплектуется блоком тонкой фильтрации.
Блок 4. Обработка осадка
Отделенный осадок обезвоживается механическим способом и направляется на утилизацию.
Преимущества
- повышение эффективности очистки сточных вод от ионов тяжелых металлов по сравнению с традиционными реагентными технологиями, без введения дополнительных реагентов
- снижение на 65-70 % общего солесодержания сточных вод
- возможность использования сточных вод в оборотном водоснабжении предприятия
- возможность автоматизированного контроля и управления процессом
- небольшой объем образующегося осадка
- низкая растворимость осадка, что облегчает его дальнейшую обработку
- простота и надежность в эксплуатации.
- Социально-экономическое обоснование
- Определение экономической эффективности мероприятий по улучшению условий труда
Расчеты мероприятий по улучшению световой среды
Установка светильников с дуговыми ртутными лампами
Для того чтобы снизить класс условий труда с 3.1 (вредные степени 1) до 2 (допустимые) необходимо установить 3 светильника. Так как средняя продолжительность горения ламп составляет 18000 часов, то приобретение и монтаж будут относится к единовременным затратам.
- Капитальные затраты
Таблица 8
|
Наименование затрат
|
Количество,ед
|
Цена,руб/шт
|
Стоимость,
руб.
|
|
Приобретение светильников
|
3
|
1887
|
5661
|
|
Приобретение ламп
|
3
|
325
|
975
|
|
Монтаж
|
3
|
600
|
1800
|
|
|
|
|
7610
|
Затраты на монтажные работы :
З смр = 0,15 Ч · С матер =0,15*6636 =995,4 рублей
Расходы на реализацию проекта:
Р реализ. проекта = Сматер + Зсмр= 1800 +6636=8436 рублей
2. Расчет текущих расходов
В их расчет входят затраты на комплектующие изделия инструмента и затраты на электроэнергию:
Затраты на электроэнергию рассчитываются по формуле:
Э=N t C K
где N – установленная мощность инструмента, кВт; t – время работы инструмента; C – стоимость электорэнергии, руб/кВт ч; K – кэффициент использования оборудования (0,75…1,0).
Э= 0,7·4,02·8·0,8·22= 396 рублей в месяц.
Итоговые затраты:
Капитальные расходы + Текущие = 8436 + 396= 8832 рублей.
Расчеты на мероприятия по улучшению параметров шума
- Затраты на замену СИЗ
Данные наушники не имеют срока годности поэтому затраты на их приобретение – единовременные.
Таблица 9. Единовременные затраты
|
№
|
Наименование затрат
|
Количество,ед
|
Цена, руб/шт
|
Итого
|
|
1
|
Приобретение защитных наушников СОМЗ-1 ЯГУАР
|
4
|
130
|
520
|
Поскольку входной вал редуктора собирают 4 слесаря механосборочных работ, для того чтобы все были обеспечены СИЗ нужно рассчитать общие затраты на их обеспечение:
Затраты на наушники = 4·130= 520 рублей.
Расчеты на мероприятия по улучшению параметров вибрации
Для работы необходимо приобрести 4 молотка стоимостью 1400 руб за 1шт, поэтому затраты на молотки составят:
Затраты на молотки = 4·1400= 5600 рублей
Таблица 10. Общие затраты на мероприятия по улучшению условий труда
|
Наименование
|
Стоимость, руб.
|
|
Наушники СОМЗ-1 ЯГУАР
|
520
|
|
Монтаж светильников
|
8832
|
|
Молоток
|
5600
|
|
Итого
|
14952 рублей
|
6.2. Экономический анализ потерь от производственных травм и профессиональных заболеваний
1.Размер повышения оплаты труда работников, согласно ст.147 ТК РФ.(4% от оклада)
2.Ежегодный дополнительный оплачиваемый отпуск, согласно ст. 117 ТК РФ (7 дней).
3. Уменьшение времени с 40 часов в неделю до 36 часов, согласно ст. 92 ТК РФ.
3. Молоко или другие равноценные пищевые продукты.
Экономическая целесообразность вложения средств в проект состоит в том, что будут получены следующие результаты:
- улучшатся условия труда на данном рабочем месте;
- снизится вероятность возникновения заболеваний, приведет к уменьшению затрат на здравоохранение из-за снижения профзаболеваний и общих заболеваний, уменьшение выплат пособий по больничным листам и пенсий по инвалидности вследствие снижения заболеваемости, снижение доплат за работу во вредных условиях труда, что позволит сэкономить издержки производства на эти цели,
- повысится безопасность труда.
1. Компенсационные выплаты одному рабочему составляют 4 % от оклада. Оклад одного слесаря механосборочных работ 15000 руб.
Э = 0,04 · 15000 · 12 = 6000руб. (в год)
- Прибавление к отпуску 7 дней,
в день работник зарабатывает 650 рублей, тогда за 7 дней дополнительного отпуска работодатель доплачивает 4550 рублей за одного работника. На данном участке работают 4 слесаря механосборочных работ, т.е. за год затраты составят 18200 рублей
При внедрении мероприятий по улучшению условий труда, класс условий труда снизится с 3.1 до 2. В связи с этим затраты на внедренные мероприятия окупятся за счет отмены льгот.
Заключение
В данной работе было рассмотрено рабочее место слесаря механосборочных работ на предприятии ГП «Редуктор».
В ходе выполнения курсовой работы был рассмотрен технологический процесс слесаря механосборочных работ по сборке редуктора, а именно операция сборки входного вала. Данное рабочее место относится к классу 3.1. Изучены опасные и вредные производственные факторы. На рабочем месте слесаря мср вредными и опасными факторами являются шум, световая среда и вибрация. Необходима разработка мероприятий по улучшению условий труда. Для улучшения условий труда предложены следующие мероприятия:
-установка более эффективных дуговых ртутных ламп;
-приобретение СИЗ для снижения уровня вибрации;
-приобретение СИЗ для снижения воздействия шума.
После реализации мероприятий предполагаются следующие результаты.
Таблица 11. Итоговая таблица по оценке условий слесаря механосборочных работ по показателям вредности и опасности факторов производственной среды и трудового процесса
|
Факторы
|
Класс условий труда
|
|
|
Оптимальный
|
Допустимый
|
Вредный
|
Опасный
|
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
3.4
|
4
|
|
Химический
|
|
+
|
|
|
|
|
|
|
Шум
|
|
+
|
|
|
|
|
|
|
Вибрация общая
|
|
+
|
|
|
|
|
|
|
Тяжесть труда
|
|
+
|
|
|
|
|
|
|
Напряженность труда
|
|
+
|
|
|
|
|
|
|
Освещенность
|
|
+
|
|
|
|
|
|
|
Пыль
|
|
+
|
|
|
|
|
|
|
Микроклимат (хол)
Микроклимат (тепл)
|
|
+
+
|
|
|
|
|
|
Проанализировав таблицу, можно сказать, что данные мероприятия улучшили класса труда снизив его до допустимого. В связи с этим дополнительный тариф взносов в ПФР составят 0%.
Таким образом, специальная оценка условий труда на рабочем месте слесаря механосборочных работ составила - 2/0%
В экономическом плане расходы на все мероприятия составили 14952 рублей.
Вследствие внедрения данных мероприятий снизятся выплаты предприятия работникам за вредные условия труда, также отменятся выплаты в ПФР, что приведет к приросту прибыли предприятия в результате экономии на компенсационных выплатах за вредные условия труда.
Список литературы
- Конституция Российской Федерации
- Трудовой кодекс Российской Федерации
- ГОСТ 3.1109-82 Единая система технологической документации. Термины и определения основных понятий
- ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация
- ГОСТ 14.004-83 Технологическая подготовка производства. Термины и определения основных понятий
- ГОСТ 15150-69 МАШИНЫ, ПРИБОРЫ И ДРУГИЕ ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
- Газета «Известия Удмуртской Республики» № 149(3161) статья «ОАО»Редуктор»:Инвестиция в экологию»
- Единый тарифно-квалификационный справочник работ и профессий рабочих (ЕТКС). Выпуск №2. Часть 2. Утвержден постановлением Минтруда РФ от 15.11.99 №45.
- Макиенко Н.И. Общий курс слесарного дела. Учебник для ПТУ. 3-е издание, исправленное. Москва: Издательство «Высшая школа», 2001г.
- Правила устройства электроустановок 2015г.
- Стирхиладзе А.Г.Основы механосборочного производства: учебное пособие. Старый Оскол: ТНТ, 2012.
- Слесарное дело / Н. Подгорный. - Ростов н/Д : Феникс, 2000. - 320 с.
- Стирхиладзе А.Г. Технологические регламенты процессов металлообработки и сборки в машиностроении: учебное пособие/А.Г. Стирхиладзе, В.П. Борискин, А.И. Пульбере [и др.] - Старый Оскол: ТНТ, 2012.
- Макиенко, Н. И. Практические работы по слесарному делу : Учеб. пособ. для проф. учеб. заведений / Н.И. Макиенко. - 3-е изд., испр. - Москва : Высшая школа, 1999. - 192 с.
- Глебова Е.В. Производственная санитария и гигиена труда: Учеб. пособ. Для вузов / Е.В Глебова. – М.:Высш.шк., 2005.-383 с.
Приложение 1
Основные термины и определения
Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий - операций.
Операция - часть технологического процесса, выполняемая на од�ном рабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действий над каждым предметом труда или группой совместно обраба�тываемых предметов.
Технологические процессы делятся на фазы.
Фаза - комплекс работ, выполнение которых характеризует завер�шение определенной части технологического процесса и связано с пере�ходом предмета труда из одного качественного состояния в другое.
Техногенной опасностью называется состояние, внутренне присущее технической системе, промышленному или транспортному объекту, ре�ализуемое в виде поражающих воздействий источника техногенной опас�ности на человека и окружающую среду при его возникновении, либо в виде прямого или косвенного ущерба для человека и окружающей сре�ды в процессе нормальной эксплуатации этих объектов.
Производственной средой считается пространство, в котором совер�шается трудовая деятельность человека.
Рабочей зоной является про�странство высотой до 2 м над уровнем пола или площадки, на которой расположено рабочее место.
Рабочим местом называется зона постоян�ной или временной (более 50% рабочего времени или более двух часов непрерывно) деятельности работающего.
Опасным производственным фактором является производственный фактор, воздействие которого на работающего в определенных усло�виях приводит к травме или другому внезапному резкому ухудшению здоровья.
Вредным производственным фактором считается производственный фактор, воздействие которого на работающего в определенных услови�ях приводит к заболеванию или снижению работоспособности. В зави�симости от уровня и продолжительности воздействия вредный произ�водственный фактор может стать опасным.
Маршрутно-операционный ТП
аршрутный ТП
Операционный ТП
Временный ТП
Проектный ТП
Стандартный ТП
Рабочий ТП
Технологический процесс(ТП)
Унифицированный ТП
Единичный ТП
Перспективный ТП
Типовой ТП
Групповой ТП
Комплексный ТП
Технологический процесс с и оборудование на рабочем месте слесаря механосборочных работ