МОНТАЖ КАБЕЛЕЙ СВЯЗИ
ЛЕКЦИЯ 11, 12, 13. МОНТАЖ КАБЕЛЕЙ СВЯЗИ
Общие требования к монтажу кабелей связи.
Отдельные строительные длины, участки, пролеты проложенных кабелей сращивают, соединяют в одну линию и включают в оконечные устройства. Место соединения (монтажа) кабеля называют муфтой. Включение кабеля в оконечные устройства называют зарядкой.
Монтаж является ответственной работой в строительстве кабельных сооружений. Высокое качество монтажа обеспечивает надежность работы кабельной линии.
К спайкам кабеля предъявляют следующие требования:
- Омическое сопротивление жил не должно увеличиваться.
- Сопротивление изоляции не должно понижаться.
- Пары и повивы должны сохраняться. Разбивать пары и перепутывать их не допускается.
- В месте сростка должна быть обеспечена надежная механическая прочность соединения.
- Непрерывность экрана (если таковой имеется) должна быть восстановлена.
- Заделка оболочки должна быть прочной и герметичной.
- Место спайки не должно быть слишком утолщенным по сравнению с диаметром кабеля.
При сращивании кабелей необходимо:
- Сращивать друг с другом жилы в том же порядке, в каком они находятся в соответствующих повивах кабеля.
- Контрольные группы одного конца кабеля соединять с контрольными группами другого.
- Соединять друг с другом жилы, имеющие изоляцию одного и того же цвета.
До и после монтажа контролируют качество кабеля. Окончательно смонтированную линию подвергают контрольным электрическим измерениям.
Монтажные материалы, инструменты и приспособления.
Проверка кабелей перед монтажом.
Монтаж городских телефонных кабелей.
Разделка концов кабеля для монтажа
Концы кабеля укладываются в колодце и закрепляются на консолях так, чтобы конец одного кабеля перекрывал конец другого на требуемую длину, которая определяется емкостью кабеля и диаметром жил.
В месте снятия оболочек кабелей делают кольцевые надрезы. После выполнения надреза оболочки кабель марки ТГ малой емкости слегка перегибается 2-3 раза, от этого свинцовая оболочка ломается по надрезу и легко стягивается с кабеля. Оболочку кабеля емкостью 300 пар и больше снимают при помощи продольных одного или двух надрезов.
После снятия свинцовой оболочки с концов кабеля жилы у обреза свинцовой оболочки перевязываются миткалевой лентой или нитками, что предохраняет изоляцию жил кабеля от повреждения о края оболочки, после чего поясная изоляция удаляется.
При разделке полиэтиленовых оболочек стягивать оболочку не допускается. Для удаления ее достаточно сделать один или два продольных надреза. Снятие полиэтиленовой оболочки значительно облегчается, если ее предварительно нагреть. Поясную изоляцию, ленты экрана и экранную проволоку сохраняют, осторожно скрутив в рулончики и привязав их к краю оболочки.
На подготовленные концы надвигают муфту или ее части. Затем пары каждого повива разделяют на две части, плавно отгибают и крепят к оболочке . В кабелях пучковой скрутки каждый пучок отгибают и крепят к оболочке.
Сращивание жил кабеля
Жилы соединяют попарно цвет в цвет, повив в повив или пучок в пучок, контрольные пары каждого повива (пучка) соединяют с контрольными парами другого повива (пучка). Поврежденные пары соединяют в последнюю очередь.
Соединение жил начинается с нижней части верхнего повива. После соединения пар нижнего пучка сращивают нижнее пары следующего повива и т.д. Затем сращивают пары центрального повива и далее верхнее половины в порядке их следования от центра.
Сращивание пары жил с бумажной изоляцией производится следующим образом. Предварительно на обе жилы надеваются бумажные или полиэтиленовые гильзы. Жилы соединяются скруткой с захватом двух-трех оборотов бумажной изоляции. Затем с каждой жилы удаляют изоляцию и скручивают их между собой на длину 12-15 мм, причем в начале скрутка делается слабее, а в конце - плотнее. Как только жилы будут скручены на нужную длину, излишки жил откусываются и скрутка пригибается плотно к жиле. На место скруток надвигаются бумажные гильзы, после чего пара перевязывается с двух сторон нитками.
Дальнейшее соединение происходит тем же порядком, только необходимо скрутки и бумажные гильзы располагать в шахматном порядке по всей длине муфты.
Жилы кабелей ГТС с полиэтиленовой изоляцией сращиваются аналогичным образом с применением полиэтиленовых гильз.
Жилы кабелей с полиэтиленовой изоляцией могут скручивать при помощи приспособления ПСЖ-4 или соединяться индивидуальными или многопарными соединителями сжимаемого типа. При этих способах снимать изоляцию с соединяемых жил не требуется.
После окончания сращивания всех жил, изолированных бумагой (кабелей Т), сросток просушивается горячим воздухом от паяльной лампы или газовой горелки (с использованием металлического кожуха). Пластмассовую изоляцию просушивать не следует, так как она не теплостойка и негигроскопична. Затем восстанавливают поясную изоляцию. Сросток обматывают двумя-тремя слоями бумажной или миткалевой ленты (кабели Т) или пластиковой лентой (кабели ТП). Кроме того, необходимо восстановить электрическую целостность экрана. Для этого сросток обматывают сохраненными экранными лентами, которые соединяют в “замок”. Экранную проволоку соединяют скруткой на длине 15-20 мм.
Монтаж междугородных симметричных кабелей связи.
МОНТАЖ СЕРДЕЧНИКА СИММЕТРИЧНОГО КАБЕЛЯ
До разделки концов кабеля проверяется герметичность и сопротивление изоляции шланговых изолирующих покровов сращиваемых отрезков кабеля. Затем производится электрическая проверка сердечника кабеля; концы сращиваемых кабелей укладывают на монтажные козлы, закрепляют и разделывают по заданным размерам. Около обреза джута (наружного шланга) бронь зачищают до блеска и залуживают на одну треть окружности захватом обеих лент. На залуженные места накладывают бандаж из медной проволоки, концы которой не обрезают, так как они используются для перепайки брони сращиваемых кабелей, а в кабелях - без изолирующих покровов и с оболочкой (муфтой). Бандаж припаивается к броне. По от�меткам среза оболочки делают кру�говые надрезы и от них к концам ка�беля — по два продольных надреза с расстоянием между ними 5—6 мм. Надрезанную полоску свинцовой обо�лочки снимают плоскогубцами (рис. 11.1), оболочку раздвигают и удаля�ют. Разделка концов кабеля перед монтажом показана на рис. 11.2. До начала монтажа цилиндрическую муф�ту надвигают на один из концов кабе�ля. Четверки и пары разбивают по повивам. Сращивание жил начинают с центрального повива. Технология сра�щивания и изоляция сростка показа�ны на рис. 11.3. В многочетверочных кабелях места скрутки смежных чет�верок сдвигают друг с другом относи�тельно друг друга так, чтобы они рас�пределялись равномерно по всей длине сростка. Пропайка скрутки жил производится в стаканчиковом оловянном-свинцовым припоем типа ПОС.
После просушки над пламенем паяльной лампы (особенно кабелей с бумажной изоляцией жил) сросток обматывают двумя слоями кабельной бумаги, между которыми укладывается паспорт на смонтированную муфту (рис. 11.4).
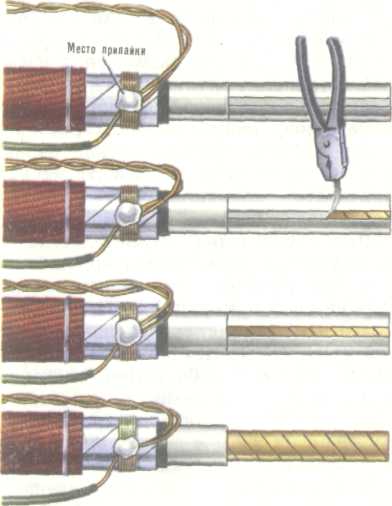
Рис. 11.1. Удаление свинцовой оболочки

Рис. 11.2. Разделка концов кабеля перед мон�тажом муфты:
1 — джут; 2 — проволочный бандаж; 3 — броня; 4 — оболочка; 5 - бандаж из ниток; 6 — жилы; 7 - провода для перепайки брони и оболочки; 8 - пропайка бандажа

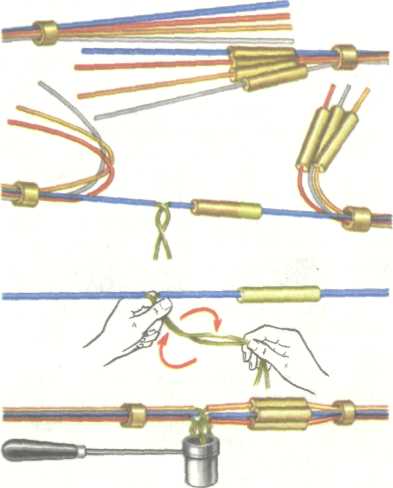
Рис. 11.3. Сращивание жил междугороднего кабеля

Сращивание жил кабелей ГТС производится либо скруткой, либо соединителями сжимаемого типа. Горячая пайка жил, как правило, применяется. На рис. 11.5 показано сращивание жил способом скрутки Известно много разновидностей соединителей сжимаемого типа, но наибольшее использование находит многопарный соединитель. На рис 11.6 показан соединитель на 20 жил кабеля. Контактирование сращиваемых жил обеспечивается сжатием соединителей с помощью пресс-техники. При этом изоляция жил прорезается на остриях контактов и происходит надежное электрическое соединение одновременно всех жил. Достоинством таких соединителей являются хорошее и стабильное контактное сопротивление и надежная изоляция жил. Многопарные соединители особенно эффективны при монтаже крупных кабелей связи (свыше 500X2).
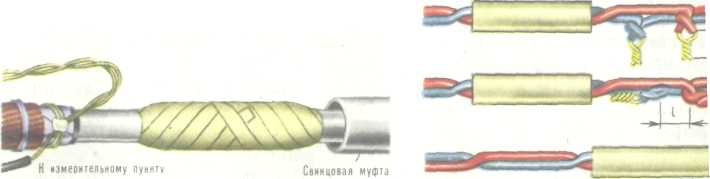
Рис. 11.4. Сросток перед запайкой свинцовой муфты
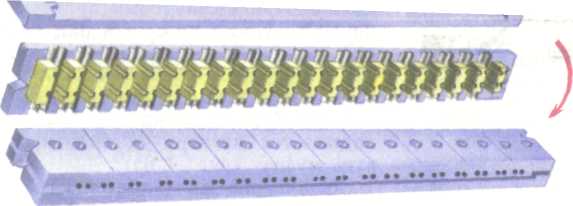
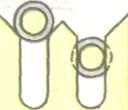
Рис. 11.5. Сращивание жил кабеля ГТС
Рис. 11.6. Десятипарный соединитель для кабелей ГТС
Особенности монтажа кабелей с алюминиевыми жилами состоят в сварке концов скрученных жил на пламени паяльной лампы или газовой горелки с применением специального флюса, например флюса Ф-54А при рабочей температуре плавления 200°С. Соединение алюминиевых жил с мед�ными осуществляют с помощью медно-алюминиевой вставки, представляю�щей собой отрезок алюминиевой про�волоки, покрытой на одном конце сло�ем меди
МОНТАЖ КОАКСИАЛЬНЫХ КАБЕЛЕЙ
Особенности монтажа коаксиаль�ных кабелей сводятся к способам сра�щивания коаксиальных пар, которые, в отличие от симметричных, требуют особой осторожности при выкладке и монтаже, исключающей попадание в сросток металлических опилок, образование вмятин, пережимов и других деформаций, приводящих к нарушению электрических характеристик.
Сращивание пар производится на-прямое, т. е. первая с первой, вторая со второй и т. д. Для удобства монта�жа симметричные четверки и пары от�гибаются в сторону, а между коакси�альными парами устанавливаются рас�порные диски.
Разделка коаксиальных пар произ�водится по шаблону (рис. 11.7). Из каждой пары с помощью нагретой спе�циальной вилки удаляются по три-четыре полиэтиленовые шайбы. Вме�сто них устанавливаются термостой�кие фторопластовые шайбы, предохра�няющие коаксиальные пары от дефор�мации при последующих процессах монтажа (пайке, обжиме).
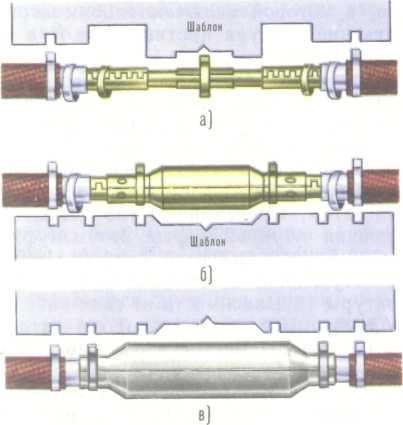
Рис. 11.7. Монтаж коаксиальной пары типа 2,6/9,5: о) сращивание внутреннего проводни�ка; б) сращивание внешнего проводника; восстановление экрана; в) сросток
Сращива�ние внутреннего проводника произво�дится с помощью медной гильзы с прорезью, а внешнего проводника и экрана — с помощью медных и сталь�ных разрезных муфт, шейки которых обжимаются кольцами. Сросток изо�лируется полиэтиленовой гильзой. Затем сращиваются симметричные четверки. После ремонта симметрич�ных четверок сросток обматывают тремя-четырьмя слоями кабельной бу�маги или стеклоленты, между которы�ми укладывают паспорт. Запайка свинцовой муфты, установка и залив�ка чугунной муфты проводятся так же, как и на симметричных кабелях.
Для монтажа малогабаритных коак�сиальных пар типа 1,2/4,6 используют�ся специальные инструменты и дета�ли, в основном, подобные применяе�мым на парах типа 2,6/9,5. Особен�ность монтажа пар типа 1,2/4,6 со�стоит в том, что после разделки коак�сиальных пар на каждую из них на�двигается латунная опорная втулка (рис. 11.8), скрепляющая концы эк�ранных лент и создающая опору для медных и стальных резервных муфт при их обжиме в процессе сращивания внешнего проводника и экранных лент
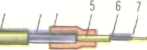
Рис. 11.8. Разделка малогабаритного коакси�ального кабеля типа 1,2/4,6 (показана одна коаксиальная и одна симметричная пара): / — оболочка; 2 — изоляция коаксиальной пары; 3 — экран; 4 — опорная втулка; 5 — внешний проводник; 6 — полиэтиленовая изоляция; 7 — внутренний про�водник; S — симметричная пара
Кроме того, для создания опоры под внешними проводниками в местах их обреза на внутренние проводники надвигаются пластмассовые трубки до упора в пережим баллонной изоляции.
Монтаж коаксиальных пар комбинированного кабеля осуществляется инструментами и деталями, применяемыми для кабелей КМБ-4 и МКТСБ-4. Для удобства разделки и сращивания коаксиальных пар 2,6/9,5 используется распорный конус со сквозным продольным отверстием, сквозь которое пропускают повив из малогабаритных коаксиальных пар. После разделки пар 2,6/9,5 и удаления распорного конуса пары 1,2/4,6 и одиночные жилы выводятся из внутреннего повива в промежутки между парами 2,6/9,5 и временно огибаются. Сначала сращивают пары 2,6/9,5 потом пары 1,2/4,6 и в последнюю очередь симметричные элементы. Для монтажа используется свинцовая муфта с отрезными конусами.
ЗАПАЙКА СВИНЦОВОЙ МУФТЫ И ЗАСЫПКА КОТЛОВАНА
Свинцовая муфта надвигается на сросток и с помощью деревянного мо�лотка ее края формируются в виде конусов, плотно прилегающих к обо�лочке кабеля. При использовании раз�резной муфты края продольного шва располагаются друг над другом, при этом нахлест свинца делается сверху вниз, чтобы припой не попадал внутрь муфты. Для запайки муфты использу�ется припой типа ПОС.
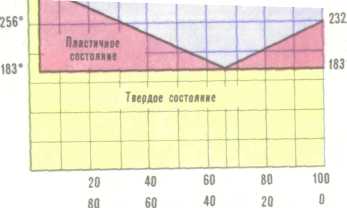
Припои маркируются в зависимо�сти от процентного содержания в них олова, например ПОС-30 (30% оло�ва), ПОС-40 (40%) и т. д. Кроме то�го, в марке припоя указывается содержание в нем сурьмы, например ПОССу-40-0,5 (т. е. сурьмы 0,5%). На рис. 11.9 показана диаграмма состоя�ния оловянно-свинцового сплава в за�висимости от соотношения компонен�тов и температуры. При содержании менее 16% олова ПОС крупнозернист и спайка оказывается непрочной. Наи�более прочной и мелкозернистой полу�чается спайка свинца при 29—31% олова (ПОС-30). (При спайке токопроводящих элементов кабеля исполь�зуется припой марок ПОС-40 и ПОС-61.)
При спайке свинцовых муфт темпе�ратура припоя должна быть близкой к температуре плавления свинца — при этом достигается наилучшее молеку�лярное сцепление. Но так как в дан�ном случае ПОС-30 очень жидкий (см. рис. 11.9), необходимо при тем�пературе порядка 250—260°С залудить спаиваемые поверхности, а потом, по�степенно снижая температуру, придать спайке необходимую форму. Это до�стигается сравнительно легко, так как интервал пластичного состояния ПОС-30 равен 73°С (256—183°С).
Запайка муфты производится сле�дующим образом: места, подлежащие пайке, подогревают пламенем паяль�ной лампы (газовой горелки) и проти�рают стеарином; над местом спайки подогревают пруток припоя (одновре�менно подогревают место спайки) до размягчения, накладывая его на будущий шов. После запайки проверяется герметичность швов путем накачки муфты воздухом (через впаянный в нее вентиль) и покрытия шва мыльной пеной. После проверки вентиль удаляется и отверстие запаивается.
% олова О
% свинца 100
Рис. 11.9. Диаграмма состояния оловянно-свинцовых сплавов

Рис. 11.10. Перепайка брони и оболочки кабеля
На кабелях без изолирующих покровов концы медных проволок от бандажей на броне скручиваются между собой и припаиваются к муфте (рис. 11.10). При монтаже муфт с изолирующими покровами с целью контроля за их состоянием в процессе эксплуатации перепайки брони с муфтой не производится: к муфте припаивается конец выводного проводника, восстанавливается изолирующий покров, поверх которого укладываются проводники от бандажей и перепаиваются между собой.
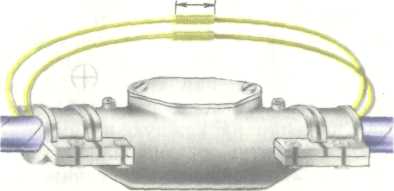
Рис. 11.11. Чугунная муфта
Чугунная муфта (рис. 11.11) предназначена для защиты свинцовой муфты от механических повреждений, а также от почвенной коррозии. Перед установкой муфты на кабель наматывают смоляную ленту с таким расчетом, чтобы он плотно лежал в шейках чугунной муфты. Затем муфта заливается разогретой до 130-140 °С и остуженной до необходимой температуры (в зависимости от типа кабеля и допустимой температуры его нагрева) битумной массой через имеющийся в верхней половине муфты лючок. Затем лючок закрывается, а все болты, гайки и места выхода кабеля из муфты заливаются этой же массой.
До засыпки котлована фиксируют место расположения замерного столбика, который обычно устанавливается против середины муфты кабеля № 1 на расстоянии 10 см оси трассы в сторону поля.
В местах, где замерный столбик установить нельзя (например, на ули�цах городов и т. п.), до засыпки кот�лована необходимо зафиксировать рас�положение муфт в котловане с нане�сением на эскизный чертеж расстоя�ний до постоянных ориентиров. Затем котлован засыпают примерно на по�ловину глубины, устанавливают замер�ный столбик и в котлован укладывают ранее вынутый грунт
МОНТАЖ КАБЕЛЕЙ В АЛЮМИНИЕВОЙ ОБОЛОЧКЕ
Кабели в алюминиевой оболочке по сравнению с кабелями в оболочках из других материалов и особенно из свин�ца имеют ряд существенных преиму�ществ: улучшаются экранирующие свойства, повышается механическая прочность, уменьшается масса, снижа�ется стоимость и т. п. К недостаткам алюминиевых оболочек следует отне�сти их низкую коррозийную стойкость и сложность монтажа.
Сращивание алюминиевых оболочек может осуществляться следующими основными методами: горячей пайкой, склеиванием и опрессованием.
При горячей пайке на алюминиевую оболочку в местах сочленения со свин�цовой муфтой наносится слой цинково-оловянного припоя (ЦОП), а по�верх него слой оловянно-свинцового припоя (ПОС). Этот процесс называ�ется залуживанием. Затем свинцовая муфта припаивается к залуженной оболочке с помощью ПОС обычным способом.
Совокупность разных металлов (алюминий, свинец, олово, цинк и др.) при данном методе монтажа приводит часто к коррозии, разрушению спайки и разгерметиза�ции муфт, что усложняет содержание кабеля при избыточном давлении. Учитывая эти недостатки, метод го�рячей пайки получил ограниченное применение.
Особенность клеевого метода заклю�чается в том, что отрезные конусы свинцовой муфты соединяются с алю�миниевой оболочкой с помощью клея путем ручного обжима (рис. 11.12). Затем, после монтажа сердечника, к свинцовым конусам обычным спосо�бом припаивается свинцовый цилиндр муфты (рис. 11.13).
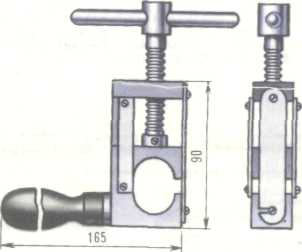
Рис. 11.12. Ручной обжим для клеевого метода
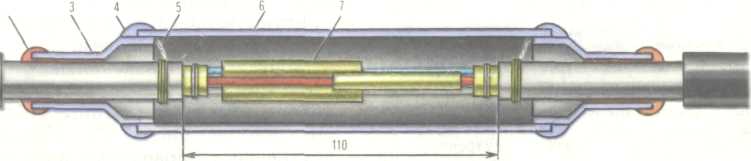
Рис. 11.13. Монтаж кабеля в алюминиевой оболочке клеевым методом:
1 — оболочка кабеля; 2 — клеевой шов; 3 — свинцовый конус; 4 — место пайки; 5 — перепайка обо�лочки с муфтой; 6 — свинцовый цилиндр; 7 — сросток сердечника
По методу опрессования (рис. 11.14) сращивание концов алюминиевой трубки-муфты с алюминиевой оболоч�кой кабеля производится путем опрес�сования. Перед опрессованием концы оболочки с помощью специального устройства расширяются примерно до диаметра алюминиевой трубки-муф�ты. Для предохранения сердечника кабеля от деформации в процессе оп�рессования и создания необходимой опоры под расширенную часть обо�лочки вводятся стальные опорные втулки. Контактирующие поверхности оболочки и трубки тщательно зачи�щаются.
Опрессование производится с по�мощью ручного гидравлического прес�са и специальных пуансона и мат�рицы, обеспечивающих механически прочное, герметичное соединение.

Рис. 11.14. Монтаж кабеля в алюминиевой обо�лочке методом опрессования:
1 — шланг; 2 —оболочка; 3 — место опрессования; 4 — опорная втулка; 5—алюминиевая трубка; 6 — сросток сердечника
МОНТАЖ КАБЕЛЕЙ В СТАЛЬНОЙ ОБОЛОЧКЕ
Для монтажа используется обычная свинцовая муфта, припайка которой производится после предварительного облуживания стальной оболочки спе�циальной пастой марки ПМКН-40.
Технология монтажа сводится к сле�дующему: после удаления шланга по вершине гофра делают круговой над�рез оболочки напильником, тщатель�но зачищают ее щеткой, протирают ветошью, смоченной в бензине, просу�шивают, торец шланга защищают двумя-тремя слоями стеклоленты; на за�чищенную поверхность оболочки наносят слой пасты толщиной 0,5 - 1 мм, прогревают равномерно паяльной лампой до воспламенения пасты и изменении ее цвета до коричневого, осторожно снимают с поверхности шлак и процесс залуживания. Монтаж сердечника кабеля и запайка свинцовой муфты выполняются обычным способом.
Восстановление ИЗОЛИРУЮЩИХ ПОКРОВОВ
Для защиты оголенной алюминиевой или стальной оболочки и смонтированной муфты от коррозии, вне зависимости от метода сращивания оболочек, производится восстановление изолирующих покров. Восстановление осуществляется горячим или холодным способом, а также с помощью термоусаживаемых трубок. Горячий способ предусматривает нанесение на оголенную оболочку нескольких слоев влагоотталкивающего липкого полиизобутиленового компаунда (ЛПК), чередующихся с обмоткой полиэтиленовыми лент сросток надвигаются детали пластмассовой муфты, свариваемые с оболочкой кабеля.
Холодный способ отличается от горячего тем, что после нанесения на сросток ЛПК вместо пластмассовой муфты на него наносится несколько слоев разогретой битумно-резиновой мастики (МБР), чередующихся с обмоткой пластмассовыми лентами и защищенных слоем стеклоленты. Способы сращивания пластмассовых шланговых покровов с помощью пластмассовых муфт или термоусаживаемых трубок изложены в следующем параграфе.
МОНТАЖ КАБЕЛЕЙ В ПЛАСТМАССОВЫХ ОБОЛОЧКАХ
Полиэтиленовые оболочки восстанавливаются:
сваркой деталей полиэтиленовой муфты с оболочкой кабеля путем об мотки места сварки несколькими слоями полиэтиленовой ленты и стеклоткани; сквозь которую открытым пламенем паяльной лампы (горелки) разогреваются свариваемые поверхности до вязкотекучего состояния, образуя моно�литное соединение;
опрессованием сростка сердечника кабеля с захватом оболочки разогретым до вязкотекучего состояния низ�комолекулярным полиэтиленом (рис. 11.15);
сваркой деталей полиэтиленовой муфты с оболочкой при помощи электроспирали, размещенной между свариваемыми поверхностями (способ электронагрева);
многослойной обмоткой сростка сердечника с захватом оболочки, с про�мазкой полиизобутиленовым компаундом, т. е. холодным способом.
В настоящее время наиболее про�грессивным и технологичным способом восстановления изолирующих покровов кабелей с металлическими обо�лочками и сращивания кабелей в пластмассовых оболочках является использование термоусаживаемых тру�бок, изготовленных из термопла�стичных материалов (полиэтилен, полипропилен) и подвергнутых радиа�ционной вулканизациии (облучению - и -лучами). Если изготовленную из такого материала трубку разогреть и растянуть, а затем в расширенном состоянии охладить, то приданная дета�ли форма окажется как бы «заморо�женной».
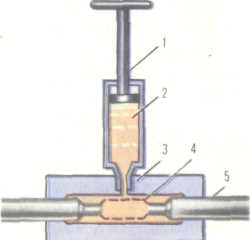
Рис. 11.15. Опрессование сростка расплавленным полиэтиленом:
1 — ручной пресс; 2 — расплавленный полиэтилен; 3 — пресс-форма; 4 — сросток; 5 — кабель
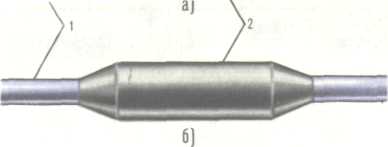
Рис. 11.16. Термоусаживаемая трубка: а) в ис�ходном положении; б) после нагревания; 1 — кабель; 2 — трубка
Если такую трубку надви�нуть на сросток кабеля и разогреть до температуры выше той, при кото�рой производилось расширение (раз�дув), трубка усаживается, принимая исходное состояние, и плотно обжи�мает сросток (рис. 11.16).
Для повышения герметичности и прочности стыка на внутреннюю по�верхность трубки наносят подклеиваю�щий слой, который в процессе нагрева размягчается, заполняя зазоры меж�ду трубкой и кабелем. Трубка постав�ляется потребителю в расширенном состоянии с «эластичной памятью фор�мы», радиальная усадка составляет не менее 50% от раздутого состояния.
Для сращивания ка�белей с разнородными оболочками — металлические с пластмассовыми. Для этой цели применяются трубки металлопластмассовые (ТМП), состоящие из стальных трубок, на наружную по�верхность которых методом горячего напыления нанесен слой полиэтилена (рис. 11.17).
При монтаже металлическую обо�лочку кабеля с помощью свинцового конуса спаивают со стальной трубкой, а полиэтиленовую оболочку сваривают с полиэтиленовым слоем трубки ТМП с помощью полиэтиленовой муфты.
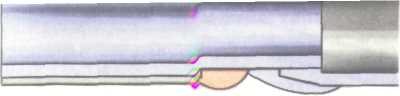
Рис. 11.17. Металлопластмассовая трубка:
1 - слой полиэтилена; 2 - стальная трубка; 3- эпоксидный компаунд; 4 — место пайки; 5 - свинцовый конус
ОСОБЕННОСТИ МОНТАЖА ОПТИЧЕСКИХ КАБЕЛЕЙ
Монтаж оптических кабелей явля�ется наиболее ответственной операци�ей, предопределяющей качество и дальность связи по оптическим кабель�ным линиям. Соединение волокон и монтаж кабелей производится как в процессе производства, так и при стро�ительстве и эксплуатации кабельных линий.
Монтаж ОК подразделяется на по�стоянный (стационарный) и времен�ный (разъемный). Постоянный мон�таж производится на стационарных кабельных линиях, прокладываемых на длительное время, а временный — на мобильных линиях, где приходит�ся неоднократно соединять и разъеди�нять строительные длины кабелей.
Соединитель оптических волокон, как правило, представляет собой арма�туру, предназначенную для юстировки и фиксации соединяемых волокон, а также механической защиты сростка. Основными требованиями к соедините�лю являются простота конструкции, малые переходные потери, устойчи�вость к внешним механическим и кли�матическим воздействиям, надежность. Дополнительно к разъемным соединителям предъявляются требования ста�бильности параметров при многократ�ной стыковке.
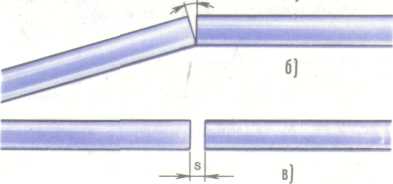
Рис. 11.18. Смещение сращиваемых волокон: а) радиальное смещение; б) угловое; в) осе�вое
Основной задачей соединения оди�ночных оптических волокон является обеспечение строгой их соосности, идентичности геометрии торцов, пер�пендикулярности поверхностей послед�них оптическим осям волокон и высо�кой степени гладкости торцов. Важ�ным требованием является также вы�сокая стабильность состояния опти�ческого контакта и малые потери, вносимые сростком. На рис. 7.81 при�ведены основные возможные дефекты смещения оптических волокон (ради�альное, угловое и осевое смещение). Наиболее жесткие требования предъ�являют радиальное б и угловое 0 сме�щения. Наличие зазора s между тор�цами волокон меньше влияет на ве�личину потерь.
СОЕДИНЕНИЕ ОПТИЧЕСКИХ ВОЛОКОН
Наиболее распространенными спосо�бами соединения оптических волокон (ОВ) являются:
применение соеди�нительных трубок;
разъемные соеди�нители;
механические сростки;
элект�росварка и применение металлических наконечников.
В последнее время для стационарно�го монтажа оптических кабелей прочно утвердился метод сварки электрической дугой, а для разъемного монтажа многократного использования - разъемные соединители.
Рассмотрим некоторые характерные способы соединения оптических воло�кон.
Применение соединительных тру�бок— один из самых распространен�ных способов постоянного соединения волокон. Он состоит в использовании прецизионных втулок или трубок, ко�торые, будучи изготовлены точно по наружному диаметру оптического во�локна, придают ему требуемое поло�жение и фиксируют его. Трубки чаще всего стеклянные. Конические концы трубок облегчают ввод оптического волокна. Конструкция одного из таких соединений показана на рис. 11.19. Соединитель состоит из полой стеклян�ной втулки / с отверстием для залив�ки иммерсионной жидкости 2, которая одновременно служит и для согласо�вания показателей преломления соеди�няемых волокон 3 и 4. Сросток вно�сит затухание около 0,3—0,4 дБ.
Разъемный соединитель многократ�ного использования, предназначенный для соединения оптических волокон, представлен на рис. 11.20. В гнездо и штыревую часть соединителя встав�ляются заранее подготовленные кон�цы оптических волокон. При выполне�нии операции сращивания торцы оп�тических волокон оказываются тесно соединенными друг с другом. Снару�жи имеется герметичный корпус штек-кера.
Наиболее характерная конструкция механического сростка приведена на рис. 11.21. В сростке соединяемые во�локна 1, 2 вводятся в пластмассовую втулку 3 и свободное пространство за�полняется иммерсионной жидкостью 4. оказывающей скрепляющее и иммер�сионное действие (уменьшение потерь на отражение от торцов). Снаружи сросток герметично закрыт и механи�чески защищен полумуфтами 5, 6.
Электросварка производится с помощью электрической дуги или лазера путем нагревания концов сращиваемых оптических волокон. Процесс сращивания ОВ состоит из следующих операций (рис. 11.22, а):
юстировка соосности расположения торцов ОВ, размещаемых на расстоянии нескольких миллиметров друг от друга;
предварительное оплавление торцов ОВ электрической дугой;
плотное прижатие друг к другу торцов ОВ, находящихся в непрерывном дуговом разряде;
окончательный этап сращивания
Рис. 11.20. Монтаж с помощью соединительных трубок:
1 — стеклянная трубка; 2 — имперсионная жидкость 3 и 4 — соединяемые волокна
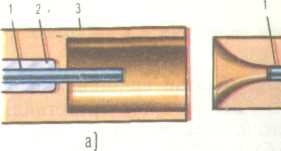
Рис. 11.21. Разъемное соединение: а) гнездо; Б) штырь
1 — волокно; 2 —покрытие волокна; 3 - корпус разъема
Рис. 11.22. Механический сросток: 1 и 2 волокна; 3 - пластмассовая трубка; 4, 5 - полумуфты
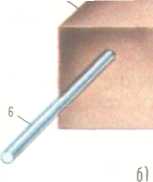
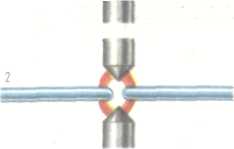
Рис. 11.23. Электродуговая сварка волокон: а) процесс сращивания; б) сварочный прибор;
1, 2, 3, 4 — этапы сращивания; 5 и 6 — волокна; 7— прибор; 8 —микроскоп
Устройство для сварки представля�ет собой легко переносимый прибор (рис. 11.23, б) с габаритными размера�ми 20X30X15 см. Снаружи распола�гается микроскоп для юстировки и визуального наблюдения за процессом сварки.
Такой метод сварки волокон позво�ляет получать соединение с потерями порядка 0,1—0,3 дБ и разрывной проч�ностью не менее 70% от целого во�локна. Он легко реализуем в полевых условиях, поскольку не требует пред�варительной обработки торцевых по�верхностей перед сращиванием.
На конце каждого оптического во�локна монтируется металлический наконечник (рис. 11.24,а).
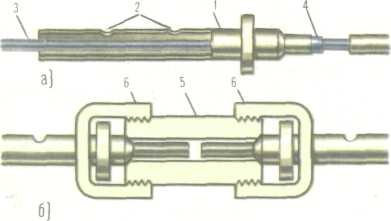
Рис. 11.24. Сращивание с помощью металличе�ских наконечников.: а) наконечник; б) соеди�нение волокна;
1 — наконечник; 2 — отверстие для заливки эпоксидной смолы; 3 — стекловолокно; 4 — капилляр; 5 — втулка; 6 — шайбы
Для этого с конца ОВ на расстоянии 44 мм снима�ется защитное покрытие. Затем одева�ют наконечник 1 так, чтобы стеклово�локно 3 выступало из него примерно на 15—20 мм. На выступающий конец ОВ одевают капилляр 4 (стеклянная труб�ка с отверстием) длиной 10 мм. Капил�ляр вводится в наконечник так, чтобы конец капилляра выступал на 1—2 мм. На стекловолокно и капилляр наносит�ся слой эпоксидной смолы 2. Эпоксид�ная смола также заливается в отвер�стия наконечника. Затем торец ОВ шлифуется на стеклянной плите с при�менением абразивного порошка и по�лируется на полировочном круге.
Соединение оптических волокон про�изводится с помощью втулки 5 и раз�резных шайб 6 (рис. 11.24, б). Втулка и шайбы имеют нарезки, с помощью которых плотно стыкуют сращиваемые ОВ.
МЕТОДЫ МОНТАЖА ОПТИЧЕСКИХ КАБЕЛЕЙ
При монтаже оптического кабеля ОК в целом необходимо обеспечить высокую влагостойкость сростка, на�дежные механические характеристики на разрыв и смятие и пригодность сростка для длительного нахождения в земле.
В настоящее время получила развитие различные методы монтажа ОК. Рассмотрим наиболее характерные их них.
Каркасный монтаж. Для монтажа оптического кабеля используется металлический каркас с числом продоль�ных стержней, равным числу сращиваемых волокон (рис. 7. 87, а). Оптиче�ские волокна сращиваются одним из вышеуказанных способов. Сростки волокон размещаются на эбонитовых пластинках и крепятся так, чтобы сро�сток не испытывал продольного воз�действия на разрыв (рис. 11.25,6). Поверх каркаса накладывают несколь�ко слоев полиэтиленовой ленты, а за�тем одевают термоусаживаемую муфту с подклеивающим слоем (рис. 11.25,в). Достоинством муфты является плот�ное обжатие конусов сростка.
Монтаж плоских оптических кабелей. Монтаж кабелей, выполненных в виде многоволоконных плоских лент с общим пластмассовым покрытием, осуществляется следующим образом. Во�локна на конце ленты оголяют на расстояние 1 см, и ленту помещают в матрицу, как показано на рис. 11.26, а. Концы волокон укладывают на участ�ке, имеющем прецизионные канавки, и в матрицу заливают пластическим материалом. Волокна, залитые пластмассой, выдерживают в матрице до ее застывания и затем разрывают путем их изгиба и растяжения. Застывшая пластмасса фиксирует волокна в торце ленты. Концы двух лент закладывают в шаблон (рис. 11.26, б), а в зазор между торцами для скрепления лент друг с другом заливают эпоксидным компаундом с соответствующим коэффициентом преломления. Пресс - форма разъемная и выполнена из латуни. По результатам испытаний потери в таких соединителях составляют не более 0,2 дБ.
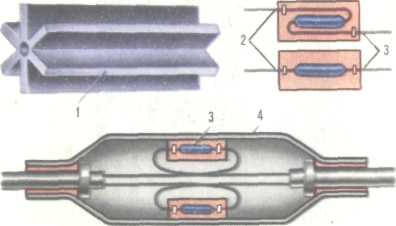
Рис. 11.25. Каркасный монтаж: а) каркас на шесть сростков; б) крепление сращиваемых волокон; в) кабельная муфта;
1 — каркас; 2 — волокна; 3 — сростки; 4 — защитная оболочка
Рис. 11.26. Монтаж плоских кабелей процесс монтажа; б") муфта;
1 — прецизионные канавки; 2- шаблон; 3 - лента волокнами; 4 — сросток
Применение фигурного соединителя.
Соединитель, предназначенный для многоволоконных кабелей и не требующий операций шлифования, поли�рования и склеивания волокон, приве�ден на рис. 11.27.
Рис. 11.27. Фигурный соединитель: 1 —волокно; 2 — эластичная пластмасса; 3 — каркас
Каждое стеклово�локно 1 надежно удерживается в про�странстве, образованном тремя цилин�дрическими поверхностями 2, изготов�ленными из эластичной пластмассы. Эти поверхности создают направлен�ное к центру давление на волокно по�добно трехкулачковому патрону дрели, который держит сверло. После того, как две половины соединителя уста�новлены, они скрепляются вместе, и каждое волокно занимает надлежащее положение между тремя цилиндриче�скими поверхностями. Снаружи распо�лагается каркас 3. Потери в соедини�теле не превышают 0,3 дБ, переходные превышают 70 дБ. Снаружи сросток изолируется термоусаживающей муф�той с предварительной обмоткой пласт�массовыми лентами.
Техника безопасности при выполнении монтажных работ
Монтажные работы. К спаечным ра�ботам допускаются лица не моложе 18 лет. Особое внимание должно быть уделено выполнению требований по безопасному обращению с паяльными лампами и газовыми горелками. Мас�са для заливки чугунных муфт долж�на разогреваться на жаровнях без открытого огня, при этом следует пользоваться ведром с носиком и крышкой. Температура массы должна контролироваться термометром.
Клеящие составы необходимо хранить в закрывающейся посуде: нельзя допускать попадания клея на ко�жу или в органы дыхания.
Руководитель работ дает распоря�жение приступить к работе только пос�ле личной проверки отсутствия напря�жения на кабеле. При разрезании кабеля ножовка должна быть зазем�лена на металлический штырь, вби�тый в землю на глубину 0,5 м.
На кабельных линиях, имеющих сближения с электрифицированной же�лезной дорогой переменного тока, не�обходимо: а) выполнять работы толь�ко по предварительно выданному на�ряду, в котором указываются основ�ные меры по безопасности; б) про�верять наличие и исправность защит�ных средств, приспособлений и инст�румента; в) выполнять работы бригадой в составе не менее двух человек, один из которых назначается ответст�венным за выполнение правил техни�ки безопасности; г) все работы по строительству и ремонту вести с при�менением перчаток, галош, ковриков и инструмента с изолирующими руч�ками; д) контролировать отсутствие напряжения на жилах и оболочках кабеля с помощью указателя напряжения с неоновой лампой или вольтметра.
МОНТАЖ КАБЕЛЕЙ СВЯЗИ