Расчет длительности производственного цикла изготовления заказа при трех видах движения предметов труда
Нижегородский государственный технический университет
им. Р.Е. Алексеева
Автозаводская высшая школа управления и технологий
Практические работы
по дисциплине «Производственный менеджмент и маркетинг»
Вариант 33
Выполнил:
Ст.гр. А12-ЭТКз
Балакин А.С.
№ зачетки 125033
Проверил:
Абрамов С.Б.
Нижний Новгород
2014
Практическая работа № 1
«Расчет длительности производственного цикла изготовления заказа при трех видах движения предметов труда»
Задание:
В цех поступил заказ на изготовление n изделий. Изделия с операции на операцию будут передаваться по p шт. На первой операции предполагается три рабочих места, на четвертой – два, на всех остальных – по одному. Между каждой операцией межоперационное время tмо мин, общая длительность естественных процессов Тест мин. Рабочие работают в 2 смены по 8 часов. Коэффициент сменности f=0,7.
Определить длительность технологического и производственного циклов при всех трех видах движения предметов труда и построить графики.
Таблица 1. Исходные данные
|
№ опера-ции |
Первая цифра варианта |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Норма времени tшт,мин |
||||||||||
|
1 |
12 |
6 |
15 |
18 |
9 |
12 |
6 |
15 |
6 |
21 |
|
2 |
8 |
4 |
10 |
7 |
3 |
7 |
8 |
11 |
10 |
2 |
|
3 |
6 |
8 |
9 |
2 |
4 |
6 |
3 |
9 |
9 |
8 |
|
4 |
10 |
5 |
6 |
5 |
16 |
8 |
4 |
8 |
8 |
9 |
|
5 |
5 |
7 |
12 |
10 |
8 |
15 |
11 |
6 |
5 |
7 |
|
6 |
3 |
9 |
4 |
6 |
5 |
3 |
5 |
7 |
2 |
3 |
|
7 |
4 |
3 |
8 |
4 |
6 |
5 |
9 |
5 |
7 |
12 |
Таблица 2. Исходные данные
|
Показатель |
Вторая цифра варианта |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
размер заказа n, шт |
250 |
150 |
135 |
140 |
120 |
100 |
160 |
180 |
90 |
120 |
|
размер передаточной партии p, шт |
25 |
15 |
15 |
20 |
15 |
10 |
20 |
20 |
10 |
20 |
|
межоперационное время tмо, мин |
5 |
3 |
2 |
4 |
6 |
3 |
4 |
5 |
2 |
4 |
|
длительность естественных процессов Тест, мин |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
850 |
Последовательность выполнения работы:
- Выполнить предварительные расчеты и данные занести в табл.3.
|
№ операции |
tшт, мин |
С (раб.места) |
|
|
1 |
18 |
3 |
=18/3 = 6 |
|
2 |
7 |
1 |
= 7/1 = 7 |
|
3 |
2 |
1 |
= 2/1 = 2 |
|
4 |
5 |
2 |
= 5/2 = 2,5 |
|
5 |
10 |
1 |
= 10/1 = 10 |
|
6 |
6 |
1 |
= 6/1 = 6 |
|
7 |
4 |
1 |
= 4/1 = 4 |
|
Итого |
= 52 мин |
= 10 |
=37,5 |

- Рассчитать технологические и производственные циклы для трех видов движения предметов труда.
- Построить графики технологических циклов.
- Сделать выводы.
Решение
Длительность производственного процесса, то есть календарный период времени, в течение которого выполняется производственный процесс, называется производственным циклом. Основу производственного цикла составляет технологический цикл, который в свою очередь состоит из операционных циклов. Операционный цикл, т.е. продолжительность обработки партии деталей (мин) на одной операции процесса, равен:
,
где n - размер заказа, шт.; n = 140.
tшт - норма штучного времени на i-й операции, мин; из таблицы;
сi - количество оборудования или рабочих мест на i-й операции, из таблицы.
Выполним расчет:







При последовательном виде движения
Операции производственного процесса над отдельным изделием или количеством изделий (партией) передается с одного рабочего места на другое после окончания обработки над всей партией, эти изделия передаются на следующую операцию, причем все вместе.
m - количество технологических операций, m = 7.
p - размер передаточной партии, р = 20.
Основу производственного цикла составляет технологический цикл, который в свою очередь состоит из операционных циклов. Операционный цикл – это продолжительность обработки партии деталей на 1-й операции процесса.
Строим график технологического цикла при последовательном виде движения предметов труда:
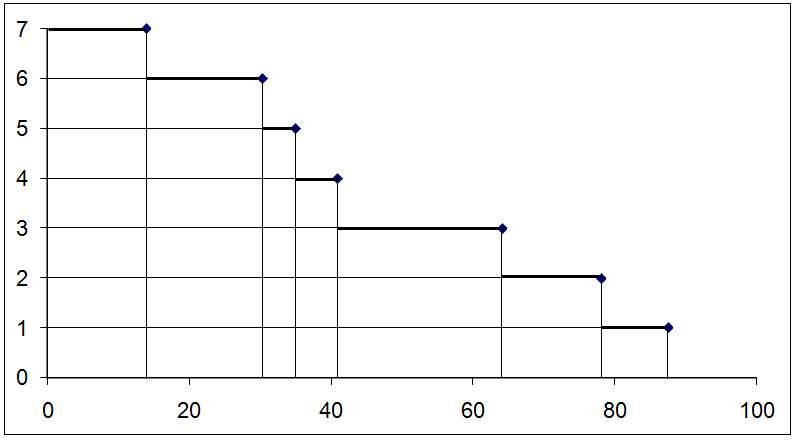
Вывод. Средние временные затраты на один технологический цикл, но большие простои оборудования, т.к. первое оборудование снова начинает использоваться только после того, как закончиться последняя операция.
При параллельном виде движения
Передаточная партия - это количество изделий, одновременно обрабатываемых на одном рабочем месте. Полностью загружена в этом случае наиболее трудоемкая операция с самым длительным операционным циклом, менее трудоемкие имеют перерывы. Правило построения графика:
- Строим график для первой передаточной партии как при последовательном виде движения.
- От максимального главного времени откладываем вправо остальные передаточные партии и достраиваем график симметрично первой передаточной партии вверх и вниз.

где p - размер передаточной партии;
max – цикл операций с максимал. продолжительностью, мин.
Вычисляем А,В и С.
А = 840 + 980 + 350 + 1400 = 3570 мин = 59,5 час.
В = 1400 + 840 + 560 + 840 = 3640 мин = 60,6 час.
С = 560 мин = 9,33 час
Ттех пар = 3570 + 3640 + 560 = 7770 мин = 129,5 час
Строим график технологического цикла при параллельном виде движения предметов труда.
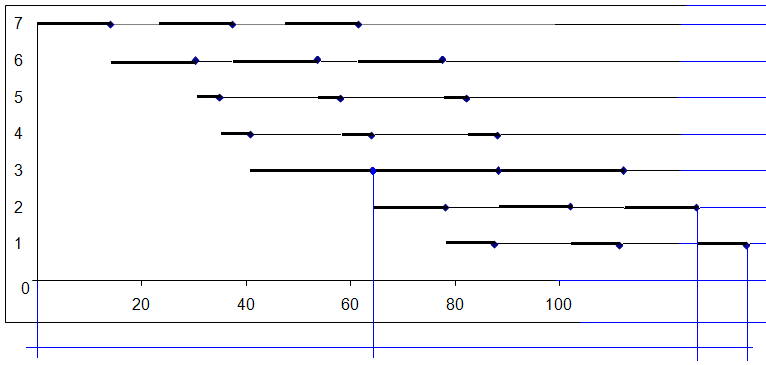
Вывод: Некоторое сокращение времени на обработку, но появление простоев. Применяется в массовом, крупносерийном производстве, в том числе на поточных линиях при синхронизации операций.
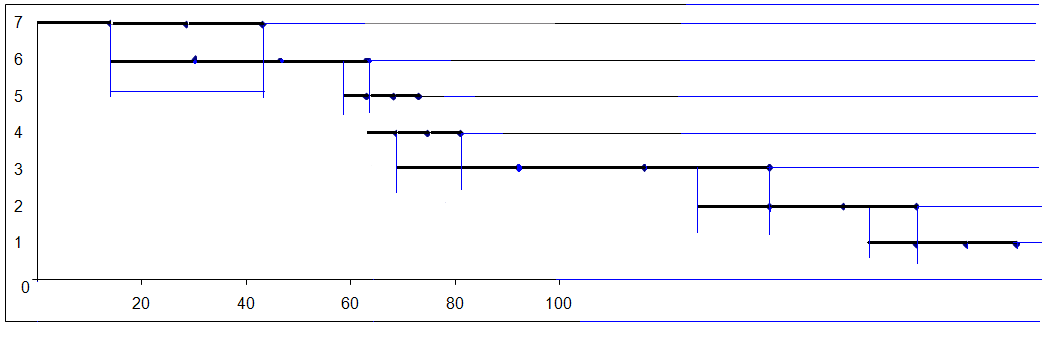
При последовательно-параллельном (смешанном) виде движения
Сущность его в том, что детали с операции на операцию передаются поштучно или передаточными партиями, но на каждой операции весь заказ изделий обрабатывается без перерывов. Строим график технологического цикла при последовательно-параллельном виде движения предметов труда.

Вычисляем все
= 840*2 = 1680 мин = 28 час
= 280 = 4,6 час
= 350*2 = 700 мин = 11,6 час
= 840 = 14 час

Рассчитаем длительность производственного цикла по следующим формулам:



где S - количество смен работы в сутки S=2 смены;
а - продолжительность смены а= 8 часов.
f - коэффициент календарности:
Тест - естественных процессов в минутах; Тест =550 мин
tмо - межоперационное время между двумя соседними операциями. tмо =4



Вывод. При последовательном построении технологического цикла общее время равно 8,5 дней (100%), при параллельном построении – 10,544 дней (увеличение относительно последовательного построения на 27,8%, появление простоя оборудования), при смешанном технологическом цикле – 17,23 дня (увеличение относительно последовательного построения на 102,7%). Полученные графики отображают эту зависимость.
ПРАКТИЧЕСКАЯ РАБОТА № 3
Расчет поточных линий. Многопредметные линии
Задание 4.1. На многопредметной поточной линии изготавливаются детали А, В и С. Линия работает 21 день в месяц. Продолжительность смены составляет 8.2 ч. Определить частные такты поточной линии. Остальные исходные данные представлены в табл. 4.1 и 4.2.
Таблица 4.1. Исходные данные
|
Показатель |
Первая цифра варианта |
||||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
|
Месячная про-грамма запус-ка, тыс. шт. |
А |
8 |
7,2 |
2 |
2,2 |
6 |
3 |
1,9 |
4 |
7 |
2 |
|
В |
5,6 |
4 |
4 |
9,1 |
3,3 |
8,3 |
9,4 |
6,4 |
7,8 |
3,8 |
|
|
С |
3 |
1,8 |
6,5 |
5 |
8,7 |
4,5 |
6 |
2 |
3,1 |
9 |
|
|
Коэффициент допус-тимых потерь време-ни на переналадку |
0,04 |
0,05 |
0,03 |
0,08 |
0,07 |
0,06 |
0,11 |
0,09 |
0,1 |
0,04 |
|
|
Количество смен |
2 |
2 |
1 |
3 |
2 |
1 |
3 |
2 |
2 |
1 |
Таблица 4.2. Исходные данные
|
№ операции |
Изделия |
Вторая цифра варианта |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
|
Норма времени, мин |
|||||||||||
|
1 |
А |
1,2 |
1,1 |
1,09 |
1,5 |
1,6 |
3,2 |
7,5 |
3,6 |
8,5 |
1,9 |
|
В |
1,2 |
1,15 |
1,21 |
1,35 |
1,35 |
1,5 |
8,6 |
3,4 |
5,7 |
1,3 |
|
|
С |
1,2 |
1,22 |
1,03 |
1,4 |
1,21 |
2,0 |
5,8 |
3,3 |
7,1 |
3,2 |
|
|
2 |
А |
5,7 |
7,15 |
5,8 |
5,2 |
3,65 |
3,15 |
1,8 |
2,0 |
3,9 |
1,15 |
|
В |
8,4 |
6,0 |
8,3 |
6,9 |
3,0 |
3,5 |
3,0 |
1,5 |
3,5 |
1,1 |
|
|
С |
7,2 |
8,45 |
6,95 |
7,0 |
3,2 |
3,7 |
1,5 |
2,9 |
3,35 |
1,2 |
|
|
3 |
А |
3,2 |
3,1 |
4,0 |
1,9 |
7,1 |
1,22 |
3,72 |
1,2 |
2,85 |
3,3 |
|
В |
3,4 |
3,0 |
3,5 |
1,8 |
5,6 |
1,1 |
3,4 |
1,1 |
2,0 |
3,3 |
|
|
С |
3,7 |
3,64 |
3,6 |
1,3 |
8,4 |
1,3 |
3,16 |
1,12 |
1,4 |
3,6 |
|
|
4 |
А |
1,9 |
2,0 |
1,8 |
3,7 |
7,2 |
7,2 |
1,3 |
5,8 |
1,1 |
5,8 |
|
В |
3,1 |
1,5 |
3,0 |
3,1 |
5,7 |
8,3 |
1,2 |
8,2 |
1,25 |
8,3 |
|
|
С |
1,3 |
3,2 |
1,2 |
3,2 |
8,4 |
5,8 |
1,2 |
7,2 |
1,2 |
7,4 |
Решение. Пусть трудоемкость детали А принимаем за единицу (1), тогда рассчитаем для других деталей коэффициент приведения:
,
где k - коэффициент приведения i-й детали к условной единице;
ti – трудоемкость i-й детали;
ty – трудоемкость условной детали.
1 операция
2 операция
3 операция
4 операция
Определим программу в приведенных единицах: Nпрi=Ni kпрi,
где Nпрi – приведенная программа по i-й детали;
Ni - программное задание по i-й детали.
1 опер. NпрА=2,2 1 = 2,2 NпрВ=9,1 0,9 = 8,19 NпрС=5 0,93 = 4,65
2 опер. NпрА=2,2 1 = 2,2 NпрВ=9,1 1,32 = 12,01 NпрС=5 1,34 = 6,7
3 опер. NпрА=2,2 1 = 2,2 NпрВ=9,1 0,94 = 8,55 NпрС=5 0,68 = 3,4
4 опер. NпрА=2,2 1 = 2,2 NпрВ=9,1 0,83 = 7,55 NпрС=5 0,86 = 4,3
На основании этих данных рассчитаем условный общий такт линии:

где FД - действительный фонд времени работы линии; Д =21*8,2= 172,2 час
- коэффициент потерь времени на переналадку линии; = 0,08
Тогда частные (рабочие) такты обработки отдельных изделий будут равны

1 операция
2 операция
3 операция
4 операция
Задача 4.2. В цехе выпускается изделия А, В, С с различной трудоемкостью изготовления. Цех работает в 2 смены по 8 часов 20 дней в месяц. Плановые простои оборудования 7%. Определить скорость движения конвейера при изготовлении каждого изделия.
Таблица 4.3. Исходные данные (первая цифра варианта)
|
Показатели |
0 |
1 |
2 |
3 |
||||||||
|
А |
В |
С |
А |
В |
С |
А |
В |
С |
А |
В |
С |
|
|
Трудоемкость изготовления, н мин |
17 |
12 |
20 |
16 |
9 |
14 |
21 |
17 |
12 |
19 |
11 |
8 |
|
Программа выпуска отливок, тыс. шт. |
3 |
4 |
5 |
8 |
12 |
19 |
6 |
8 |
14 |
7 |
18 |
6 |
Таблица 4.4. Исходные данные (вторая цифра варианта)
|
Показатели |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Шаг конвейера, м |
1,2 |
0,9 |
1,1 |
0,8 |
1,3 |
0,7 |
1,2 |
1,4 |
0,9 |
1,1 |
Скорость конвейера (ленточного) определим по формуле V = L / r
где L – общий такт линии.
r – шаг конвейера r = 0.8
Потери
Действительный фонд времени Д = 20*2*8 = 320 часов.
Коэффициент приведения
Программа в приведенных единицах
NпрА=7 1 = 7,000ед. NпрВ=18 0,957 = 17,226ед. NпрС=6 0,421 = 2,526

Тогда:

Скорость движения конвейера V = 5.986 / 0.8 = 7.482 м/мин или 449 м/час.
Задание 4.3. Рассчитать параметры поточной линии по производству изделия и необходимое количество рабочих при следующих исходных данных. Цех работает в 2 смены по 8 часов. В месяце 20 рабочих дней. Плановые простои оборудования 5%. Одну единицу оборудования обслуживает 1 рабочий, на остальных рабочих местах норма численности 0,5. Шаг конвейера 0,8 м.
Таблица 4.9. Исходные данные (первая цифра варианта)
|
Операции технологического процесса |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Норма штучного времени, tшт, мин |
||||||||||
|
1-я операция Токарная обработка |
1,8 |
1,7 |
2,8 |
2,9 |
1,7 |
3,1 |
3,7 |
1,9 |
1,1 |
1,7 |
|
2-я операция Сверление / Тэфф |
0,4 |
1,6 |
0,7 |
0,5 |
0,6 |
0,5 |
0,6 |
1,1 |
0,7 |
0,4 |
|
3-я операция Фрезерование |
1,1 |
1,3 |
0,6 |
0,7 |
0,7 |
0,5 |
0,8 |
1,3 |
0,5 |
0,6 |
|
5-я операция Промывка |
1,3 |
1,2 |
1,3 |
2,1 |
2,3 |
0,7 |
1,5 |
2,3 |
1,1 |
0,6 |
|
6-я операция Термообработка |
36 |
32 |
40 |
60 |
68 |
20 |
44 |
60 |
36 |
48 |
|
7-я операция Приемка БТК |
0,5 |
0,4 |
0,4 |
0,5 |
0,6 |
0,3 |
0,4 |
0,6 |
0,4 |
0,2 |
Таблица 4.10. Исходные данные (вторая цифра варианта)
|
Показатели |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Выпуск годных отливок в месяц, тыс. шт. |
33 |
34 |
39 |
29 |
26 |
58 |
33 |
24 |
41 |
68 |
Расчетное число единиц оборудования опред. по формуле: Х = Тгод / Тэфф
где Тгод – годовой объем работ, Тэфф – эффективный годовой фонд оборудования (в случае при 2-х сменной работе Тэфф = 3975 часов.)
Тгод = Вып. в месяц тыс. шт *12 месяцев * трудоемкость на 1 шт.
Выпуск в 1 месяц = 29 тыс. шт.
Действительный фонд времени Д = 20*2*8 = 320 час
Простои – 0,05
Принимаем 6 операцию «Термообработка» за одну единицу трудоемкости. Тогда:
1 операция токарная
2 операция сверление
3 операция фрезерование
5 операция промывка
6 операция термообработка
7 операция приемка
Определи программу в определенных единицах
1 операция Nпр1=29 0,048 = 1,392
2 операция Nпр2=29 0,008 = 0,232
3 операция Nпр3=29 0,011 = 0,319
5 операция Nпр5=29 0,035 = 1,015
6 операция Nпр6=29 1 = 29
7 операция Nпр7=29 0,008 = 0,232

Тогда:

В месяц 29 тыс. единиц продукции
Тгод = 29000 шт*12 мес* 9,538час = 3,319224 тыс. час.
Х = Тгод / Тэфф = 3319224 / 3975 = 835 ед. оборуд.
Если на 1 единицу оборудования нужен 1 рабочий, то всего потребуется при заданном плане работы 835 рабочих.
ПРАКТИЧЕСКАЯ РАБОТА № 4
Организация поточного производства. Прерывно-поточные линии (прямоточные)
Задание: На прямоточной линии обрабатывается корпус изделия. Определить такт линии; рассчитать число рабочих мест и число рабочих на линии; составить план-график работы оборудования и рабочих; рассчитать межоперационные за делы и построить график их движения. Исходные данные для расчета приведе ны в табл. 5.2 и 5.3.
Таблица 5.2. Исходные данные
|
№ опе-рации |
Первая цифра варианта |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Норма времени на операции tшт, мин |
||||||||||
|
1 |
2,9 |
4,9 |
1,2 |
3,0 |
2,8 |
4,8 |
5,1 |
3,0 |
1,2 |
2,5 |
|
2 |
2,3 |
2,1 |
5,2 |
2,4 |
2,2 |
2,2 |
2,3 |
1,3 |
5,3 |
1,2 |
|
3 |
2,7 |
1,0 |
2,5 |
2,8 |
2,6 |
2,0 |
2,5 |
2,7 |
2,1 |
2,3 |
|
4 |
5,1 |
1,5 |
2,9 |
1,8 |
5,0 |
0,9 |
1,0 |
1,8 |
0,6 |
1,6 |
|
5 |
2,3 |
3,0 |
2,3 |
5,2 |
1,1 |
1,4 |
3,0 |
5,2 |
3,2 |
2,9 |
|
6 |
1,7 |
2,2 |
2,6 |
2,6 |
1,5 |
2,6 |
1,8 |
2,3 |
2,3 |
5,2 |
Таблица 5.3. Исходные данные
|
Показатель |
Вторая цифра варианта |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Количество смен |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
|
Суточная программа выпуска,шт |
190 |
350 |
550 |
185 |
375 |
510 |
175 |
365 |
535 |
180 |
Решение. Определим такт определяется по формуле:
где Fд – действительный фонд времени работы линии за период выполнения задания, мин; Fд = 20дней*1 смену*8 час = 160 час.
fp – регламентированные перерывы в работе линии для отдыха рабочих; Возьмем средние физические нагрузки (30 мин в день) и время на обед (45 мин), тогда регламентированные перерывы fp = 75 мин*20 дней = 1500 мин = 25 час в месяц.
NГ – программа запуска деталей на рассчитываемый период, шт;
NГ = 185шт. * 20 дней = 3700 шт. в мсяц.
Тогда такт:
Расчетное количество рабочих мест на каждой операции поточной линии:

На 1 операции
На 2 операции
На 3 операции
На 4 операции
На 5 операции
На 6 операции
Для полного использования фонда времени рабочего разработаем и зададим оптимальный и постоянный режим обслуживания с пе риодом работы оборудования и рабочих, порядком и временем переходов рабочих, обслуживающих несколько станков на протяжении смены.
Выбор рационального периода комплекто вания и установление режима работы линии производится при составлении плана-графика.
План-график работы оборудования и рабочих на прямоточной линии
|
№ опе- ра- ции |
Штучная норма времени ti, мин |
Ср |
Спр |
№ станка |
Загрузка станка, % |
Испол- нитель |
Период комплектования задела R= 60 мин*8 час = 480 мин |
|
1 |
3,0 |
15,24 |
2 |
1 2 |
100 40 |
А Б |
100% 40% 60% 70% |
|
2 |
2,4 |
12,2 |
2 |
1 2 |
60 70 |
Б С |
|
|
3 |
2,8 |
14,23 |
2 |
1 2 |
30 100 |
С D |
30% 100% |
|
4 |
1,8 |
9,15 |
1 |
1 |
50 |
E |
50% |
|
5 |
5,2 |
26,42 |
3 |
1 2 3 |
50 40 40 |
E G G |
50% 40%
40% |
|
6 |
2,6 |
13,21 |
2 |
1 2 |
20 100 |
G F |
20% 100% |
Вследствие различной производительности смежных операций между ними на линии образуются оборотные заделы. Максимальная величина оборотного задела определяется:
где Т – период совместной работы неизменного числа оборудования на смежных операциях;
Сi, Сi+1 – количество оборудования, работающих на смежных операциях в течение периода Т;
ti, ti+1 – нормы времени на смежных операциях.
1-2 операция нет задела
2-3 операция
3-4 операция
4-5 операция нет задела
5-6 операция нет задела
Вывод. Использование оборудования и план-график работы необходимо перераспределить.
Движение оборотных заделов на линии может быть показано графически в виде эпюр.
|
№ операции |
R= 480 мин |
|
1 |
40% 100%
60% |
|
Задел между операциями 1 и 2 |
|
|
2 |
Рис. Примерный график движения межоперационных оборотных заделов.
Практическая работа № 5
Экономическое обоснование технологического процесса
Задание. Для детали сложной формы можно выбрать в качестве заготовки отливку из ковкого чугуна (1 вариант) или пруток углеродистой стали (2 вариант). Косвенные расходы составляют по литейному цеху 140%, по механическому 200% от заработной платы. Определить критическую программу, и какой вариант заготовки экономически целесообразен при изготовлении 1000 шт.
Таблица 13.1. Исходный вариант
|
Первая цифра варианта |
1 вариант |
|||||
|
Расход металла, кг |
Цена металла, руб. |
Зарплата на 1 шт., руб. |
Расход энергии на 1 шт., руб. |
Годовые затраты на оснастку, тыс. руб. |
||
|
по литей-ному цеху |
по механи-ческому цеху |
|||||
|
0 |
3,8 |
1,76 |
0,12 |
0,03 |
0,34 |
50 |
|
1 |
4,18 |
1,94 |
0,13 |
0,03 |
0,37 |
55,00 |
|
2 |
4,60 |
2,13 |
0,15 |
0,04 |
0,41 |
60,50 |
|
3 |
5,06 |
2,34 |
0,16 |
0,04 |
0,45 |
66,55 |
|
4 |
5,56 |
2,58 |
0,18 |
0,04 |
0,50 |
73,21 |
|
5 |
6,12 |
2,83 |
0,19 |
0,05 |
0,55 |
80,53 |
|
6 |
6,73 |
3,12 |
0,21 |
0,05 |
0,60 |
88,58 |
|
7 |
7,41 |
3,43 |
0,23 |
0,06 |
0,66 |
97,44 |
|
8 |
8,15 |
3,77 |
0,26 |
0,06 |
0,73 |
107,18 |
|
9 |
8,96 |
4,15 |
0,28 |
0,07 |
0,80 |
117,90 |
Таблица 13.2. Исходный вариант
|
Вторая цифра варианта |
2 вариант |
|||||
|
Расход металла, кг |
Цена металла, руб. |
Зарплата на 1 шт., руб. |
Расход энергии на 1 шт., руб. |
Годовые затраты на оснастку, тыс. руб. |
||
|
по литей-ному цеху |
по механи-ческому цеху |
|||||
|
0 |
5 |
0,89 |
- |
0,2 |
0,26 |
80 |
|
1 |
5,5 |
0,98 |
0,18 |
0,22 |
0,29 |
88,00 |
|
2 |
6,05 |
1,08 |
0,2 |
0,24 |
0,31 |
96,80 |
|
3 |
6,66 |
1,18 |
- |
0,27 |
0,35 |
106,48 |
|
4 |
7,32 |
1,30 |
0,21 |
0,29 |
0,38 |
117,13 |
|
5 |
8,05 |
1,43 |
- |
0,32 |
0,42 |
128,84 |
|
6 |
8,86 |
1,58 |
0,22 |
0,35 |
0,46 |
141,72 |
|
7 |
9,74 |
1,73 |
- |
0,39 |
0,51 |
155,90 |
|
8 |
10,72 |
1,91 |
0,23 |
0,43 |
0,56 |
171,49 |
|
9 |
11,79 |
2,10 |
- |
0,47 |
0,61 |
188,64 |
Решение. По заданию имеется два варианта технологического процесса. зависимость технологической себестоимости от объема производства записана уравнением:
С1=а1N+b1
С2=а2N+b2 Причем b2<b1 и a2<a1.
где а - постоянные затраты на единицу продукции;
Для ковкого чугуна (1 вар):
а лит цех =5,06*2,34 + 0,16 + 0,45 + 66,55 = 79
а мех цех =5,06*2,34 + 0,04 + 0,45 + 66,55 = 73,99
а1= 79 + 73,99 = 153
N - объем производства продукции; N =1000 шт.
Косвенные расходы К1лит = 0,16*140%= 0,224
К1мех = 0,04*200%= 0,08
b - постоянные затраты на весь выпуск продукции.
b1 = 1000*(74,11+73,99+0,224+0,08)= 148404 руб.
Для прутка углеродистой стали (2 вар):
а мех цех =6,65*1,18 + 0,27 + 0,35 + 106,48 = 114,94
N - объем производства продукции; N =1000 шт.
Косвенные расходы К2мех = 0,27*200%= 0,54
b – постоянные затраты на весь выпуск продукции.
b1 = 1000*(114,94+0,54)= 115487 руб.
Определим зависимость технологической себестоимости от объема производства:
С1=а1N+b1 = 153*1000 + 148404 = 301404
С2=а2N+b2 = 114,94*1000 + 115487 = 230427
Существует такой объем производства, при котором себестоимость продукции по вариантам одинаковая, т.е. С1=С2.
а1N+b1= а2N+b2,
N(a1-a2)=b2-b1,
где Nкр – критическая программа производства, при которой варианты экономически однозначны.
1 2
153*N + 148404 = 114,94*N + 115487 N = 864.87 шт.
Можно представить и графическое решение:
Вывод. Оптимальное количество выпуска N = 864.87 шт.
PAGE \* MERGEFORMAT 1
114,94N+115487
N
СТ


153N+148404
Nкр
b1
b2
2-й вариант
эффективнее
1-й вариант
эффективнее
Ст меньше
EMBED Equation.3 
EMBED Equation.3
Расчет длительности производственного цикла изготовления заказа при трех видах движения предметов труда