Повышение эффективности производства высокогерметичных муфт для обсадных труб из хладостойкой стали
СОДЕРЖАНИЕ
ВВЕДЕНИЕ……………………………………………………………………..7
1. ОБЗОР СОВРЕМЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА,
В ТОМ ЧИСЛЕ С ПОКРЫТИЕМ……………………………………………...10
1.1. Сверла ………………………………………………………………...17
1.2. Фрезы……………………………………………………….………….19
1.3. Неперетачиваемые пластины с износостойким покрытием.........21
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ…………………………………………...27
2.1. Служебное назначение………………………………………………29
2.2. Материал и способы получения заготовок…………………….….29
2.3. Выбор типа производства…………………… ……………………..32
2.4. Анализ заводского технологического процесс……………………33
2.4.1. Характеристика технологического процесса……………………33
2.4.2. Механическая обработка муфты на станке
SMF – RV 4/4 – NC -350 «HEID»…………………………………………………33
2.5. Программа для обработки муфт 245 OTTГ………………………40
2.6. Выводы.………………………………………………………………..51
3. ИСПЫТАНИЯ И ВНЕДРЕНИЕ РЕЖУЩЕГО ИНСТРУМЕНТА……..52
3.1. Карты производственных испытаний круглых
неперетачиваемых пластин……………………………………………………….53
3.2. Результаты испытаний трубных резьбонарезных пластин………54
3.3. Предложения по изменению существующего
технологического процесса……………………………………………………….61
3.4. Предлагаемая программа обработки муфт OTTГ 245……………..65
3.5. Выводы………………………………………………………………...76
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ……………………………………………...78
4.1. Расчет действительного фонда рабочего времени…………………78
4.2. Определение штучного времени……………………………………..79
4.3. Определение количества станков………………………………….…79
4.4. Расчёт технологической себестоимости детали…………………….81
4.4.1 Затраты на заработную плату основных рабочих………………...81
4.4.2. Затраты на электроэнергию………………………………………..83
4.4.3. Затраты на содержание и эксплуатацию
технологического оборудования………………………………………….……...83
4.4.4. Затраты на эксплуатацию инструмента…………………………...84
4.5. Определение годовой экономии от изменения техпроцесса……….85
4.6. Определение количества выпуска брака…………………………….85
4.7. Определение экономических показателей
разрабатываемого мероприятия…………………………………………………..86
4.7.1. Производительность труда……………………………………….87
4.7.2. Рост производительности труда………………………………….87
4.7.3.Вывод………………………………………………………………..88
5. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РАБОТЫ…………………….89
5.1. Введение……………………………………………………………….89
5.1.1. Безопасность труда………………………………………………….90
5.1.2. Требования к воздуху рабочей зоны……………………………..93
5.1.3. Производственное освещение…………………………………….95
5.1.4. Параметры шумового воздействия……………………………….97
5.1.5. Электробезопасность………………………………………………98
5.1.6. Пожарная безопасность…………………………………………..101
5.1.7. Вывод……………………………………………………………….104
5.2 Экологическая безопасность………………………………………..105
5.2.1 Анализ связей технологического процесса с
экологическими системами………………………………………………………108
5.2.2. Основные требования экологизации проекта…………………..111
5.2.3. Пути экологизации производства. Предложения по
экологизации технологического процесса………………………………………113
5.2.5. Вывод………………………………………………………………114
6. МЕТОДИЧЕСКАЯ ЧАСТЬ………………………………………………116
6.1. Анализ квалификационных характеристик ……………………….118
6.1.1. Квалификационная характеристика……………………………..119
6.2. Планирование и содержание курсов повышения
квалификации «Резчик труб и заготовок» 4-го разряда………………………120
6.3. Особенности обучения взрослых …………………………………124
6.4. План конспект занятия …………………………………………….126
6.5. Конспект занятия …………………………………………………..129
6.5.1. Нарезание резьбы сменными неперетачиваемыми пластинами..129
6.5.2. Применяемый резьбообразующий инструмент…………………..133
6.5.3. Основные элементы резьбы……………………………………….134
6.5.4. Основные дефекты резьбы и способы их устранения…………..136
6.5.5. Виды износа режущего инструмента…………………………139
6 .6. Итоговый контроль……………………………………………….144
6.7. Рекомендации для проведения занятия……………………………147
ЗАКЛЮЧЕНИЕ……………………………………………………………...148
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ…………………………..150
Приложение А. Задание на ВКР……………………………………………155
Приложение Б. Чертеж муфты ОТТГ………………………………………156
Приложение В. Чертеж резьбонарезной пластины………………………157
Приложение Г. Средства обучения………………………………………..158
Приложение Д. Демонстрационная часть
ВВЕДЕНИЕ
Мировая трубная промышленность не стоит на месте, остановившись на достигнутом, а продолжает развиваться. В ее структурной эволюции эксперты на сегодняшний день выделяют две основные тенденции развития – качественный и количественный рост.
Одной из важнейших задач, решаемых трубной промышленностью России является снабжение нефтегазового комплекса страны надежной и качественной трубной продукцией.
С переходом к рыночной экономике значительно сократились потребность в объемах трубной продукции, но возросло требование к качеству труб и их эксплуатационным возможностям.
Выпуск продукции высокого качества невозможен без постоянной работы по модернизации производственной базы, чему уделяется большое внимание. На обновление производственных фондов направляются значительные средства.
Но освоение новых видов продукции на предприятиях возможно лишь при условии модернизации производства. И в последние годы на трубных предприятиях Среднего Урала реализованы соответствующие программы, идёт реализация крупномасштабных проектов, направленных на расширение сортамента выпускаемой продукции, снижение её себестоимости, повышение качественных характеристик стальных труб, а также на увеличение объемов выпуска.
На территории Свердловской области ведут производственную деятельность Синарский и Северский трубный заводы, Первоуральский Hовотрубный завод, Уральский трубный завод. Трубная продукция является неотъемлемой и весьма важной частью различных отраслей промышленности. Поиск путей и возможностей изготовления новых видов труб, полностью удовлетворяющих требованиям потребителей, стал одной из главных задач предприятий области.
На Северском трубном заводе началась реконструкция сталеплавильного комплекса, включающая монтаж установки непрерывной разливки стали (УНРС) фирмы SMS Demag, которая позволит удешевить процесс производства и увеличить выпуск коррозионно и хладостойких труб для нефтяников в 2 раза.
Проводимая модернизация сталеплавильного цеха позволяет преодолеть технологические барьеры для выхода на новый уровень производства и делает возможным выпуск особовысококачественных труб и муфт к ним со специальными эксплуатационными свойствами.
Освоение новых запасов нефти и газа на арктическом шельфе влечет за собой увеличение глубин скважин, ужесточение условий эксплуатации труб на месторождении и вместе с этим растет уровень спроса на трубы с эксплуатационными свойствами, превышающими требования стандартов. Все больше на рынке становятся востребованными трубы в коррозионнстойком и хладостойком исполнении с высокогерметичными резьбовыми соединениями.
Дипломная работа разработана на основе базового технологического процесса механической обработки муфт. Механическая обработка происходит на площадях действующего цеха. В цехе применяется универсальное оборудование с числовым программным управлением.
Технология производства высокогерметичных муфт для обсадных труб из хладостойкой стали должна быть прогрессивной, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых и материальных затрат на её реализацию, уменьшение вредных воздействий на окружающую среду.
Исходя из вышеперечисленного, предлагается совершенствовать механическую обработку высокогерметичных муфт для обсадных труб из хладостойкой стали, с внедрением нового режущего инструмента.
Цель работы: Повышение эффективности производства высокогерметичных муфт для обсадных труб из хладостойкой стали.
Основные задачи дипломной работы:
- сделать обзор современного режущего инструмента с покрытием;
- проанализировать структуру заводского технологического процесса обработки муфт;
- испытать и внедрить новый режущий инструмент различных фирм производителей, представить результаты испытаний трубных резьбонарезных пластин;
- предложить изменения существующего технологического процесса, программу обработки муфт ОТТГ;
- определить экономию от изменения техпроцесса, рост производительности труда;
- предложить меры безопасности жизнедеятельности и охране окружающей среды;
- разработать методику проведения занятия по теме: «Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами», для курсов повышения квалификации рабочих по специальности: «Резчик труб и заготовок» 4 разряда.
1. ОБЗОР СОВРЕМЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА, В ТОМ ЧИСЛЕ И С ПОКРЫТИЕМ
Современное производство выдвигает новые требования к режущему инструменту. Важное значение, особенно для автоматизированного производства, станков с ЧПУ имеет его надежность. Этим требованиям отвечает сборный инструмент с механическим креплением режущих пластин.
Снижение износа и повышение периода стойкости режущего инструмента при обработке материалов, осо�бенно труднообрабатываемых, остаются наиболее важными и актуальными задачами технологии машинострое�ния и, в первую очередь, в автоматизированном произ�водстве и на станках с программным управлением.
Режущий инструмент является тем средством, без ко�торого невозможно полностью реализовать заложенные в станках технологические возможности и достичь высо�ких технико-экономических показателей обработки де�талей. Именно поэтому большое внимание уделяется совершенствованию режущего инструмента и инструмен�тальных материалов.
Создание новых и совершенствование старых кон�струкций режущих инструментов, применение новых инструментальных материалов (быстрорежущие стали повышенной износостойкости, мелкозернистые твердые сплавы, безвольфрамовые твердые сплавы, минерало-керамика, сверхтвердые материалы на основе кубического нитрида бора и др.) и использование научно обоснован�ных режимов резания являются решающими факторами в повышении периода стойкости режущего инструмента и производительности труда при обработке деталей.
В настоящее время применяют четыре группы инструмен�тальных материалов, каждая из которых подразделяется на несколько подгрупп (рисунок 1). В зависимости от обрабатываемого материала и вида образующейся стружки, в соответствии со стандартом ISO, инструментальные материалы подразделяют на 6 групп резания - Р, М, K,N,S и H, каждая из которых обозначается определенным цветом таблица1.

Рисунок 1 - Состав групп инструментальных материалов
В свою очередь группы резания подразде�ляют на группы применения, которые обозначают буквой (группы резания) и числовым индексом (группа применения). Чем ниже твердость и износостойкость инструментального материала, но выше его прочность (ударная вязкость), тем большее числовое значение индекса группы применения. С ростом значения индекса растут допустимая подача и глуби�на резания.
Таблица 1 - Группы резания по стандартам ISO
|
Группа
резания
|
Основная область применения
|
|
Р
|
Обработка материалов, дающих сливную стружку, в основном сталей
|
|
М
|
Обработка коррозионно - стойких сталей и сплавов дающих как сливную стружку, так и стружку скалывания.
|
|
К
|
Обработка чугунов дающих стружку скалывания
|
|
N
|
Обработка алюминиевых и медных сплавов
|
|
S
|
Обработка труднообрабатываемых материалов (жаропрочные стали и сплавы, титан и его сплавы)
|
|
Н
|
Обработка закаленных сталей и литейных чугунов
|
Меньшее значение числового индекса группы применения соответствует чистовым операциям с большими скоростями резания, когда от инструментального материала требуется высокая износостойкость. В связи с этим каждая марка имеет свою предпочтительную область применения, в которой она обеспечивает максимальную производительность процесса обработки.
В числе основных тенденций в современном развитии производства режущего инструмента следует назвать, прежде всего, нарастающее приобщение к общеприменимым инструментальным материалам на основе кубического нитрида бора (КНБ) и поликристаллических алмазов. В то же время широкая номенклатура твердых сплавов не теряет своего приоритетного значения. Этому способствует главным образом появление усовершенствованных технологий спекания и нанесения одно и многослойных покрытий, а также оптимизация их параметров, включая макро и микрогеометрию и структуру. Наличие покрытий позволяет применять более вязкую подложку, т. е. базовый твердый сплав. Это оказывает положительное влияние на надежность обработки и ведет к снижению ее стоимости. Еще одной очевидной тенденцией является расширение обработки закаленных сталей и других высокопрочных материалов лезвийными режущими инструментами. Применение инструментов из кубического нитрида бор и (до определенной твердости обрабатываемых материалов) твердых сплавов с покрытиями позволяет в ряде случаев исключить шлифование, что, безусловно, также удешевляет обработку [1].
Особый интерес среди новых инструментальных материалов представляет керамика. Немецкая фирма "Geram Tec" изготовляет смешанную (Al2O3 + TiC) керамику с регулируемой мелкозернистой субмикроструктурой, применимую для точения, растачивания и фрезерования высокопрочных чугунов и сталей, включая закаленные (hrc 54-64), без применения СОЖ. Для тонкого точения закаленных сталей, полностью заменяющего шлифование, в наибольшей степени подходит керамика SH2 этой фирмы. Ее субмикроструктура обеспечивает получение у инструментов прочных режущих кромок и в результате повышение их стойкости почти на 50%.
В современной отечественной промышленности потен�циальные преимущества режущей керамики реализуются в очень узкой области применения. В первую очередь из-за не�соответствия большей части имеющегося технологического оборудования требованиям эксплуатации инструмента, ос�нащенного режущей керамикой. Во-вторых, из-за устойчивых представлений заводских технологов о низкой прочности и природной хрупкости керамик в принципе, которые опре�деляют высокую вероятность внезапного разрушения инс�трумента. В результате в настоящее время объем режущей керамики, применяемой в отечественной металлообработке, не превышает 2 - 3 процента от общего числа инструментов. На самом деле достижения в деле совершенствования режущей керамики так велики, что она все более вытесняет твердые сплавы и даже сверхтвердые материалы при обра�ботке ковких, отбеленных и серых чугунов, жаропрочных и титановых сплавов, относящихся к группам обработки реза�нием К и S по ISO [42].
На (рисунке 2) показано место современной режущей керамики в группе инструментальных материалов.
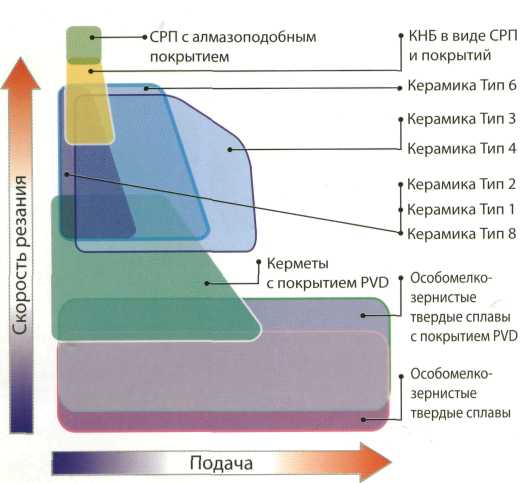
Рисунок 2 - Место современной режущей керамики в группе инстру�ментальных материалов для высокоскоростной обработки.
Активно ведутся работы по созданию новых или усовер�шенствованию известных марок керамики с целью повы�шения их прочностных характеристик. К таким разработкам относится керамика, армированная (вискерованная) «ните�видными кристаллами» SiC или легированная TiB2, ZrO2, Y2O3 и другими компонентами. Кроме того, наряду с совершенс�твованием составов керамики, для повышения ее эксплуа�тационных характеристик в промышленности используют различные способы нанесения износостойких покрытий и совершенствование технологий прессования сменных режу�щих пластин (СРП).
Таблица 2 - Типы и составы современной режущей керамики
|
Тип
|
Наименование
|
Состав
|
|
1
|
Оксидно-карбидная (смешанная или черная)
|
AI2O3+Ti(C,N)
|
|
2
|
Оксидная (белая)
|
AI2O3 + ZrO2
|
|
3
|
Нитридная (силинит)
|
Si3N4
|
|
4
|
Нитридная с покрытием CVD
|
Si3N4(TiN + AI,O, или TiCN + TiN)
|
|
5
|
Сиалон
|
Si-AI-O-N
|
|
6
|
Армированная (вискеризированная)
|
AI2O3+SiC
|
|
7
|
Оксидная с покрытием
|
A2,O3+ ZrO2(TiC)
|
|
8
|
На основе карбида титана
|
TiC
|
Традиционно керамика применялась для обработки чугу�нов и обработки закаленных сталей в благоприятных услови�ях. Современная керамика позволяет обрабатывать твердые материалы в неблагоприятных условиях (например, при чер�новом прерывистом резании), существенно повысить эффек�тивность обработки современных труднообрабатываемых чугунов, а также вывести на новый уровень производитель�ности обработку жаропрочных сплавов [42].
Оксидно-карбидная (смешанная, черная) керамика на ос�нове AI2O3 с добавками предназначена для чистовой, полу - чистовой и прерывистой обработки ковких, высокопрочных, отбеленных, модифицированных чугунов, сталей, закален�ных до 30...65 HRC.
Керамические режущие пластины на основе AI2O3-TiC очень устойчивы к воздействию высоких температур. Уменьшенная пластическая деформация обеспечивают ши�рокий диапазон использования, в том числе для чистовой обработки закаленных материалов.
Сфера применения: точение и растачивание серого чугуна; точение жаропрочных сплавов и твердых материалов (с твер�достью ниже 65 HRC).
Оксидная (белая) керамика предпочтительнее при точении заготовок из ферритных ковких чугунов и незака�ленных конструкционных сталей при скоростях резания свыше 250 м/мин (сверхтвердые материалы в этом случае не работоспособны).
Керамические режущие пластины, состоящие в основном из оксида алюминия с высокой степенью чистоты обладают очень плотной мелкозернистой структурой и имеют высокий уровень износо и трещиностойкости. Сфера применения: точение и растачивание серого чугуна; точение фасок на тру�бах. С целью совершенствования керамики применяют ее объемное легирование оксидами иттрия, магния и циркония, нитридом титана.
Применяемая без покрытий керамика "NS260", разработанная японской фирмой "Sumitomo Еlectric", наиболее эффективна при скоростной (непрерывной и прерывистой) обработки чугуна как всухую, так и с применением СОЖ. Высокая ударная вязкость и, следовательно, стойкость инструмента из этой керамики позволяют повысить скорость резания с общепринятых при точении стали 250 м/мин до 600, а при фрезеровании - со 150 до 400 м/мин. Еще более высокие качества инструментов из этой керамики достигаются при нанесении на них покрытий из Al2O3 и TiN. Представленные фирмой "Walter" неперетачиваемые пластины из керамики Si3N4 обладают высокой термической стойкостью и прочностью и предназначены для чернового фрезерования серого чугуна на тяжелых режимах со скоростью до 1000 м/мин. Для чистовой обработки закаленных материалов и чугуна фирма разработала пластины из кубического нитрида бора.
Новый вид керамики KY4300, армированной нитевидными карбидными кристаллами, фирмы "Kennametal Hertel" предназначен для обработки с повышенными скоростями таких жаропрочных сплавов, как "waspalloy", "hastelloy" или "inconel". Так, при обработке сплава "inconel 718" они достигают скорости 100 - 250 м/мин по сравнению с 50 м/мин при обработке твердосплавными инструментами с покрытиями. Максимальная скорость точения этой керамикой - 400 м/мин, фрезерования - 950 м/мин.
Важным направлением в области создания современной режущей керамики является создание градиентных структур. Градиентная керамика представляет собой многослойную режущую пластину, состоящую, например, из чередующих�ся слоев керамики на основе А12О3 или Si3N4 и слоев твер�дого сплава. Толщина каждого слоя (их количество обычно варьируется от двух до семи) составляет 0,1...3 мм. Такой инструментальный материал обладает всеми преимущест�вами режущей керамики, но при этом имеет более высокие прочностные характеристики и теплопроводность [42].
Отделение Ceram Tec компании SPK помимо марок смешан�ной, оксидной и нитридной керамики выпускает керамику сиалон с градиентной структурой типа X, Z в качестве трещиноустойчивой подложки для последующего многослой�ного износостойкого покрытия А1203. В результате получен спектр высокоэффективной режущей керамики. Для повы�шения надежности крепления СРП из этой керамики, на них отпрессованы углубления (рисунок 3).
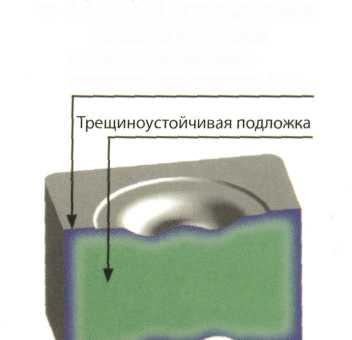
Рисунок 3 - Пластина из режущей керамики Ceram Tec с износостойким покрытием
Фирма "Guhring" (Германия) производит режущие инструменты с нанесенным на них принципиально новым покрытием F (от англ. "fire" - Огонь). Это покрытие лилового цвета, разработанное совместно со швейцарской фирмой "Platit", содержит слой TiAlN-TiN и наносится в заводских условиях по методу PVD (физическое осаждение паров) с применением новой технологии. Оно отличается значительно более высокой теплоизоляцией, чем покрытия Ti Al N, определенной упругостью вследствие многослойности, повышенной вязкостью, делающей инструменты с покрытием F вполне пригодными для прерывистого резания, а также высокой твердостью и износоустойчивостью, следствием чего является высокая стойкость инструментов с этими покрытиями. Покрытие F, твердость которого достигает 90 hrc, а максимальная рабочая температура 8000оС, объединяет в себе качества покрытий TiN, TiAlN и TiCN и выпускается во многих вариантах в зависимости от типа, материала и параметров инструментов, которые с этим покрытием можно использовать для высокоскоростной и сухой обработки. Путем комбинации покрытия F с мягким материалом "movic", действующим при неблагоприятных условиях охлаждения в качестве смазывающего слоя, получают инструменты, способные работать практически в любых режимах.
1.1. Сверла
Статистика показывает, что около 45% операций, производимых на многоцелевых станках, приходится на сверление и еще 35% - на нарезание резьбы метчиками, развертывание и снятие фасок. Поэтому инструменты для получения отверстий, преимущественно сверла, производят практически все ведущие инструментальные фирмы. Фирма "Кennametal Hertel", например, предлагает трехкромочное твердосплавное сверло с TiAlN-покрытием, защищающим это сверло от окисления и действующим в качестве теплового барьера. Основная проблема, решенная при разработке этого сверла, состояла в обеспечении надежного сцепления покрытия со сверлом, что позволило увеличить скорость сверления почти на 50% [45].
Сердцевиной твердосплавного сверла "Twin Grade" фирмы "Sandvik Coromant" является обладающий повышенной вязкостью твердый сплав на основе WC/CO. Он расположен в центре сверла, где скорость резания минимальна, благодаря чему сверло обладает определенной стабильностью. Наружная часть сверла выполнена из твердого сплава на основе WC/Ti(Ta)C/CO, причем содержание кобальта в этом сплаве довольно высокое, что обеспечивает сверлу в целом высокую жаропрочность при повышенной вязкости и износостойкости. К тому же внутри сверла выполнено два отверстия для подачи СОЖ, которые, кроме достаточного охлаждения сверла в процессе обработки, оптимизируют отвод стружки. Важнейшей областью его применения является сверление коррозионностойких аустенитных сталей с достаточно высокими скоростями и подачами, обеспечивающими повышенную производительность и экономичность сверла.
Сверло Wds фирмы "Sumitomo Electric" с новыми сменными неперетачиваемыми пластинами lpmx, обеспечивающими при сверлении плавное снятие стружки и минимальный шум, имеет минимальный диаметр 14 мм, а скорость подачи при сверлении достигает 0,2 мм/об. Максимально уменьшив ширину неперетачиваемых пластин для своих сверл, компания "Komet" создала новую серию "kub trigon" диаметром 12, 12,7, 13 и 13,7 мм с отношением диаметра к длине 2:1 и 3:1. Интересные конструкции сверл "magic drill" разработала фирма "Kyocera". Обе неперетачиваемые пластины этих сверл были спроектированы таким образом, чтобы они обеспечивали плавное без рывков сверление даже труднообрабатываемых материалов. Кроме того, эти пластины разделяют полученную стружку на 3 части, облегчая ее выход из просверленного отверстия. Конструкция сверла (а также пластин) такова, что угол его входа может достигать 450, что снижает усилия резания и позволяет сверлить отверстия в тонкостенных деталях и деталях сложного контура. Еще одной особенностью сверла "magic drill" является то, что в процессе сверления оно имеет некоторые отклонения под воздействием сил резания, что создает определенный зазор при выводе сверла из отверстия и предотвращает появление следов на его поверхности.
1.2. Фрезы
По объему применения фрезерование в настоящее время не уступает сверлению, чему способствовали, во-первых, широкомасштабное внедрение высокоскоростной обработки, а во-вторых, разработка и использование многокоординатных токарных многоцелевых станков, на которых производится обработка сложных деталей типа тел вращения, поэтому фрезерование на этих станках является обычной операцией. Фрезы изготавливают преимущественно со сменными неперетачиваемыми, большей частью твердосплавными, пластинами различной формы, с покрытиями и без них. В последнее время во фрезах так же, как и в сверлах, начали делать отверстия для подачи СОЖ. Такую универсальную фрезу "minimaster" диаметром 10 мм с тремя винтовыми зубьями для прорезывания шлицев, радиусных пазов, зенкерования, глубинного фрезерования и растачивания предлагает фирма "Seco Tools". В каждом из этих твердосплавных зубьев предусмотрено отверстие для подачи СОЖ, что позволяет, если учесть к тому же наличие на зубьях покрытий из поликристаллического алмаза, выполнять фрезерование с максимальными скоростями, подачами и припусками при свободном сходе стружки. Фирма производит также торообразные фрезы диаметром 12 и 20 мм с круглыми поворотными пластинами. Эти отличающиеся высокой жесткостью фрезы универсального назначения могут использоваться для черновой и получистовой обработки радиусов, плоскостей, угловых поверхностей и карманов, а также окружностей и профилей. Они выпускаются с различными хвостовиками или в насадном исполнении. Состоящая из двух частей - режущей твердосплавной с покрытием и припаянной к ней корпусной из инструментальной стали торообразная копировальная фреза "combimaster" со сменными фрезерными пластинами может быть использована как для силового обдирочного (торовое исполнение), так и для чистового (копировальное исполнение) фрезерования.
Ряд интересных конструкций фрез предлагает фирма "Fette". Ее фреза "multi-mill", базирующаяся на унифицированном корпусе из магниевого сплава, к которому могут быть прикреплены кассеты с 15 типами режущих пластин, имеющих различные размеры и параметры, предназначена как для правого, так и для левого вращения. Тонкая осевая настройка выполняется посредством геометрического замыкания с помощью винта с мелкой резьбой.
Наряду с круглыми и квадратными пластинами многие фрезы оснащаются восьмигранными, что, по мнению фирм, существенно увеличивает срок их службы. Такие фрезы изготовляют фирмы " Stellram ", "Iscar" и др. Оснащение торцевой фрезы "7745 vod" фирмы "Stellram" с углом установки 450 и диаметром 200 - 250 мм восьмигранными пластинами "octotool" толщиной 4,76 мм с полученными спеканием стружкоотводными ступеньками позволяет выполнять черновое и особенно чистовое фрезерование с подачами до 0,45 мм/зуб. При этом стоимость эксплуатации восьмигранной пластины при использовании всех ее граней значительно дешевле, чем, например четырехгранной. Восьмигранные пластины "heliocto", выпускаемые фирмой "Iscar", другого типа - спирального. Они предназначены для плоского и углового фрезерования заготовок с малыми припусками, а также для прорезывания у них канавок и снятия фасок. Они имеют большой передний угол и новую конструкцию передней поверхности, обеспечивающей автоматическую компенсацию износа. Новизна заключается в наличии вдоль передней поверхности нескольких насечек для уменьшения площади контакта между стружкой и пластиной и, соответственно, нагрева пластины. Специальная плоская фаска на каждой из восьми режущих граней пластины обеспечивает высокое качество обрабатываемой поверхности. В том числе при обработке вязких материалов. Эти пластины рекомендуются для получистового и чистового фрезерования и устанавливаются на хвостовых или насадных фрезах диаметром 32 - 125 мм.
1.3. Неперетачиваемые пластины с износостойким покрытием
Для повышения работоспособности твердосплавных инс�трументов используют методы нанесения на них износостой�ких покрытий.
Сменные режущие пластины из твердых сплавов с износостойкими покрытиями позволяют повысить скорость резания на 20... 40% при той же стойкости или позволяют увеличить в 1,8...5 раз стойкость инструментов при той же скорости, что и у пластин без пок�рытий. Имеются некоторые ограничения при эксплуатации твердосплавных пластин с нанесенными покрытиями. Их нельзя применять для чернового прерывистого резания из-за выкрашивания и сколов режущих кромок. Из-за увеличения радиуса скругления режущей кромки пластин (до 40 мкм) в процессе нанесения покрытия ограничивается их применение для чистовых операций [43].
Покрытия, наносимые на инструменты, обычно представ�ляют собой нитриды, карбиды, карбонитриды и оксиды ту�гоплавких металлов - Al 2O3, TiN, TiC, TiCN TiAIN и др.
В настоящее время в производстве инструмента использу�ют два основных метода нанесения износостойких покрытий: метод химического осаждения покрытий из газовой фазы Chemical Vapour Deposition (CVD) и метод физического осаж�дения покрытий в вакууме Physical Vapour Deposition (PVD) [43].
К разновидностям метода CVD относятся: высокотемпера�турное осаждение покрытий - high-temperature (HT-CVD) и среднетемпературное осаждение покрытий - medium-tem�perature (MT-CVD). Методы CVD и PVD различаются по темпе�ратуре нанесения покрытия и давлению (рисунок 4). С их помо�щью можно получать различные по составам покрытия для разных областей применения. Методами CVD в основном получают покрытия AI2O3, TiN, TiC и TiCN.
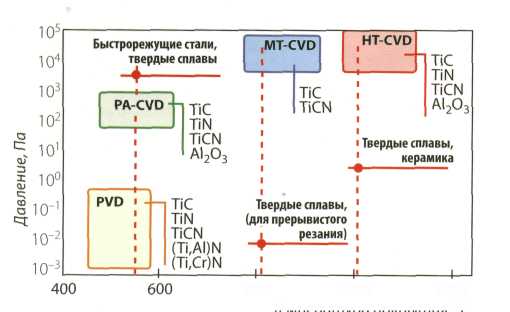
Рисунок 4 - Условия формирования покрытий CVD и PVD методами
Существенное значение для стойкости режущих кромок, передних и задних поверхностей имеет материал основы (подложки) для нанесения покрытия. Применение одинако�вого по параметрам метода нанесения покрытий для различ�ных по характеристикам основ из твердых сплавов приводит к большому разбросу показателей стойкости. Поэтому разра�ботке специальных твердых сплавов для подложек изготовители инструмента уделяют особое внимание.
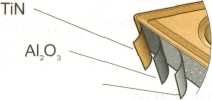
Помимо однослойных покрытий TiN, TiC и TiCN широко ис�пользуются и многослойные покрытия. Типичным представителем таких покрытий является покрытие TiC-TiCN-AI2O3. Наружный слой из А12О3 служит своеобразным термоизолирующим барьером и снижает окисление инструментального материала при повышенных температурах резания. Карбид титана TiC обладает кристаллохимической совместимостью с твердосплавной подложкой, а карбонитрид титана TiCN по�вышает прочности адгезионной связи между инструменталь�ным материалом и наружным слоем покрытия.
PVD-методы нанесения покрытий универсальны с точки зрения получения гаммы однослойных, многослойных и ком�позиционных покрытий на основе нитридов, карбидов, карбонитридов, оксидов и боридов тугоплавких металлов. Они позволяют реализовывать процессы нанесения покрытий при температурах 500...600°С, что обеспечивает нанесение покры�тий на быстрорежущие стали, твердые сплавы и керамику.
При использовании PVD-метода, перевод металлов в пар осуществляется распылением их ионным пучком (магнетронное распыление), испарением в тигле электронным лу�чом (электронно-лучевое испарение)или путем испарения из небольшой зоны («пятна») на катоде при образовании ва�куумной дуги.
В качестве испаряемых (распыляемых) используют тугоп�лавкие металлы IV-VI групп периодической таблицы (Ti, Cr, Mo, Zr и др.), а в качестве реакционных газов - азот (N2), метан (СН4) и кислород (О2). Покрытия получают в виде нитридов, карбидов, карбонитридов или оксикарбидов тугоплавких ме�таллов.
Многие фирмы предлагают неперетачиваемые пластины для различных видов обработки, обеспечивающие в первую очередь ее выполнение без СОЖ и с высокими скоростями. Фирма "Plansee Tizit" выпустила новую серию из пяти видов пластин "goldmaster", предназначенных как для высокоскоростной обработки углеродистых сталей и чугунов (gm 517), так и для точения труднообрабатываемых коррозионностойких и жаропрочных сталей. Они были установлены на комбинированном инструменте "ecocut", которым можно сверлить по-целому, получая у глухих отверстий плоское основание, профилировать и растачивать фасонные отверстия, а также выполнять стандартные токарные операции. Две пластины фирмы "Sumitomo Electric" - ас304 с полученным методом CVD износоустойчивым покрытием TiN-Al203-TiCN на относительно вязкой твердосплавной подложке для непрерывной и прерывистой обработки коррозионностойких сталей.
Стойкость твердосплавных пластин с покрытием в среднем в 1,5-3 раза выше стойкости обычных пластин, скорость резания ими может быть увеличена на 25-80% [43].
Фирма Sandvik Coromant выпустила cплав GC4205 является заключительным звеном линейки новых высокопроизводительных токарных сплавов для обработки стали. Он создан для высокоскоростного удаления большого объема припуска и обеспечивает надежность обработки на черновых и получистовых этапах.
Максимально полно преимущества нового сплава проявляются в условиях повышенных температур, когда стойкость предшествующего ему сплава GC4215 недостаточна. Такие условия возникают при обработке сталей повышенной твердости, на высоких скоростях резания или при обработке без использования СОЖ. Своим появлением сплав GC4205 расширяет границы области эффективной обработки стали (рисунок 5).

Рисунок 5 - Неперетачиваемые пластины сплав GC4205
Ключевые преимущества сплава GC4205:
- эффективен для удаления большого объема металла в стабильных условиях;
- получистовая и черновая обработка в хороших условиях;
- сохранение работоспособности при повышении режимов резания, как с использованием охлаждения, так и без него;
- обеспечение надежности обработки при выделении большого количества тепла [38].
Тонкое покрытие Al203 с низкими напряжениями обеспечивает максимальную термическую и химическую защиту. Покрытие MT-CVD TiCN обеспечивает максимальную стойкость к механическому износу и адгезию к основе. Градиентная структура основы позволяет противостоять пластическим деформациям без потери прочности сплава. Совокупная толщина покрытий обеспечивает постоянство характеристик сплава в условиях повышенных температур.
На высоких режимах резания сплав GC4205 демонстрирует повышение производительности на 30% по сравнению со сплавом другого производителя, за счет высокой стойкости к пластическим деформациям и лункообразованию.
Так – же фирма Sandvik Coromant выпускает сплав GC4025- Р25 (Р10-Р35), который имеет покрытие CVD. Данный сплав используется при операциях от чистовой до черновой обработки деталей. Удачное сочетание износостойкого покрытия и механически прочной основы, позволяет использовать этот сплав, как для непрерывного точения, так и для обработки с ударом при высокопроизводительном съеме больших объемов металла.
Сплав GC4025 имеет покрытие с толстым слоем AI2O3, нанесенным на среднюю толщину слой TiCN. Тонкий верхний слой покрытия TiN желтого цвета облегчает наблюдение за процессом изнашивания режущей кромки. Общая толщина покрытия сплава составляет 12 мкм. Основа сплава имеет высокую твердость и градиентную зону с повышенным содержанием связки, которая повышает прочность режущей кромки. Такая комбинация покрытия и основы делает сплав очень универсальным. Сплав предназначен для работы в области Р25 (рисунок 6).
Ti (C4N)
Рисунок 6 - Структура сплава GC4025
Сплав GС4035 (НС) - Р35 (Р20-Р45) Сплав с покрытием CVD для черновой обработки стали и стального литья в неблагоприятных условиях. Высокопрочная основа позволяет сплаву работать в условиях прерывистого резания и обеспечивать большой удельный съем металла. Сплав GC4035 имеет покрытие того же типа, что и GC4025. Покрытие повышает износостойкость сплава. Основа сплава с градиентной зоной прочнее, чем у GC4025. Сплав GC4035 является первым выбором для операций, где требования к высокой прочности сплава сочетаются с необходимостью обеспечения стойкости к пластической деформации. Хорошо работает при прерывистом резании. Надежный сплав для высокопроизводительной обработки в тяжелых условиях. Также подходит для обработки нержавеющих сталей в области М25.
Из многообразия современного режущего инструмента, механическая обработка нефтепромысловых труб осуществляется неперетачиваемыми пластинами, из твердых сплавов с износостойкими покрытиями. Для повышения эффективности металлообработки и универсальных свойств инструмента в существующем технологическом процессе предложено испытание и внедрение нового режущего инструмента, а именно неперетачиваемых пластин разных фирм производителей.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
В практической части работы представлены испытания сменных неперетачиваемых пластин, различных марок сплавов круглых пластин, для обработки чистовой поверхности, и нарезания трапецеидальной резьбы на станке SMF – RV 4/4 – NC -350 «HEID», которые испытаны в научно - исследовательском центре Северского трубного завода - ОАО «СТЗ».
В связи с изменением технологии и выпуском новых видов стали, которые раньше в России не выпускались ТУ 14-162-70 в хладостойком исполнении, произошла модернизация мартеновского цеха и выпуск более качественного металла. При обработке стали по ТУ 14-162-70 в хладостойком исполнении в связи с повышенной вязкостью металла, добавлением легирующих элементов возникла проблема выпуска муфт на станке SMF – RV 4/4 – NC -350 «HEID». При обработке происходит повышение температуры в зоне резания и налипание металла на режущую кромку, что ведет к износу режущего инструмента, лункообразованию, появлению микротрещин с последующим выкашиванием и изломом неперетачиваемой пластины. Особенно это выражается при чистовой обработке металла.
Были испытаны съемные неперетачиваемые круглые пластины с задним углом 7о класса точности is ± 0,05 специальной конструкции RCMX, фирмы Sandvik –МКТС марка сплава МА 3, фирмы Cerametal, марка сплава НС – Р25 LР 2002, фирмы Московского инструментального завода (МИЗ), марка серии МС 2210 ТТ10К8 БГТ Р20, фирмы Pramet, марка сплава 6630 МОS – 331, и МОS – 37.
Для нарезания резьбы также были испытаны и установлены вместо резьбонарезных блоков С 47, С48 и резьбонарезных пластин ТI – 22.1 NR – 5.08 TRO СP-20, TI-22.1 NL – 5.08 TRO CP -20 фирмы «Sandvik – Coromant», резцы фирмы « Ceratizit» С30121 и С 84797.1 с резьбонарезными пластинами 4.338-А TRO и 4.240-Е TRO сплава АSC 150 производства фирмы «Cerametal» , и были испытаны резьбонарезные пластины ТI – 22.1 NR – 5.08 ТRO, серии МС2215ВН и ВР27ВН фирмы МИЗ.
Важным средством повышения эффективности испытаний и рас�ширения объема получаемой информации является проведение испытаний в условиях производства на конкретной операции, которые позволяют избежать всех затрат на испытания, кроме труда исследователя. Произ�водственные испытания незаменимы, когда речь идет об уникальном обо�рудовании, специальных заготовках (по размерам, форме, материалу), производственные испытания служат для решения следующих задач: наблюдение за работой инструмента на определенных операциях с целью контроля его качества; сравнительные испытания инструмента (оценка новых конструкций, процессов изготовления инструмента и инструментальных материалов); опти�мизационные испытания с целью оптимизации параметров инструмента, процессов его изготовления и эксплуатации; испытания с целью опти�мизации состава СОЖ, обрабатываемости материалов и др.
Производственные испытания имеют следующие преимущества: не требуют дополнительных материальных затрат на оборудование, обра�батываемый материал, инструмент; технологические критерии затупле�ния инструмента позволяют более полно и правильно оценивать его ка�чество; получать зависимости в реальных условиях операции путем соот�ветствующему результату испытания.
Однако для производственных испытаний характерны ограничение выбора условий и режимов испытаний условиями данной операции; невозможность изменять параметры инструмента и режимов резания в требуемых пределах; нестабильность свойств оборудования, загото�вок, охлаждения и др. [3, c.109].
Порядок проведения производственных испытаний включает в себя следующие этапы: формулирование цели работы и разработка плана выполнения; отбор или изготовление инструмента и подготовка его к испытаниям.
2.1. Служебное назначение
Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени от правильного выбора варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоёмкость изготовления детали оказывают особое влияние её конструкция и технические требования на изготовление.
Обсадной называется труба, опускаемая с поверхности для крепления стенок бурильной скважины.
2.2. Материал и способы получения заготовок
Муфты предназначены для высоко герметичного резьбового соединения обсадных труб.
Для производства муфт используют горячекатаную трубную заготовку различных групп прочности и марок стали. По ГОСТ у ст40 группа прочности «Д», «Е», сталь 32Г2 группа прочности «Л», «М», «Р».
Трубы обсадные и муфты к ним в хладостойком исполнении предназначены для эксплуатации на газовых, газоконденсатных и нефтяных месторождений в холодном макроклиматических районах при температуре окружающей среды до минус 600 С, стойкие к ударным нагрузкам, также для скважин с повышенным содержании сероводорода по ТУ 14-162-70, для обсадных труб, где изменен химический состав стали, добавлены элементы алюминий и молибден, данные взяты из технической инструкции ТИ 162-СТ.М-15
Таблица 3 – Химический состав стали по ТУ 14-162-70 с новыми требованиями
|
Марка
стали, НД
|
Содержание элементов %
|
Примечание
|
|
|
С
|
Mn
|
Si
|
V
|
Mo
|
Al
|
не более
|
|
|
|
|
|
|
|
|
|
P
|
S
|
Cr
|
Ni
|
Cu
|
As
|
N
|
|
|
25ГФА
трубная
(гр.пр. Д)
|
0,23
-
0,26
|
0,85-1,05
|
0,17-0,37
|
0,03-0,04
|
__
|
0,02-0,05
|
0,015
|
0,010
|
0,30
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для обсадных труб гр. пр. Д
|
|
27ХГА
муфтовая
(гр.пр. Д)
|
0,24-
0,29
|
1,0 –1,30
|
0,17-0,37
|
0,02-0,03
|
__
|
0,02-0,05
|
0,015
|
0,010
|
0,50-0,60
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для муфт гр. пр. Д
|
|
20ХМФА
Трубная
(гр пр Е,Л)
|
0,20-0,24
|
0,50-0,80
|
0,17-0,37
|
0,03-0,04
|
0,15-0,20
|
0,02-0,05
|
0,015
|
0,010
|
0,55-0,70
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для обсадных труб гр. пр. Е, Л
|
|
22ХМФА
муфтовая (гр пр Е,Л)
|
0,22-0,27
|
0,50-0,80
|
0,17-0,37
|
0,06-0,08
|
0,25-0,35
|
0,02-0,05
|
0,015
|
0,010
|
1,0-1,20
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для муфт гр. пр. Е, Л
|
|
20Х1МФА трубная (гр. пр. М)
|
0,20-0,23
|
0,50-0,80
|
0,17-0,37
|
0,05-0,07
|
0,20-0,25
|
0,02-0,05
|
0,015
|
0,010
|
0,70-0,90
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для обсадных хладостойких труб
|
|
20Х1МФА муфтовая
(гр. пр. М)
|
0,23-0,26
|
0,50-0,80
|
0,17-0,37
|
0,08-0,11
|
0,30-0,40
|
0,02-0,05
|
0,015
|
0,010
|
1,10-1,30
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для муфт гр. пр. М
|
|
22Х1МФА трубная (гр. пр. Р)
|
0,19-0,25
|
0,50-0,80
|
0,17-0,37
|
0,07-0,12
|
0,40-0,50
|
0,02-0,05
|
0,015
|
0,010
|
1,20-1,40
|
0,30
|
0,30
|
0,08
|
0,011
|
металл для обсадных труб гр. пр. Р
|
Обсадные трубы и муфты к ним в хладостойком исполнении должны быть изготовлены из стали, подвергаемой вне печной обработке, продувке аргоном и обработке силикокальцием, содержание серы в стали не более 0,012%, фосфора не более 0,015%, азота не более 0,009% (допускается отклонение при определении +0,002%).
Трубы и муфтовая заготовка групп прочности «Е» и выше поставляются термически улучшенном состоянии (после закалки и отпуска).
Трубы и муфтовая заготовка должны иметь механические свойства, указанные в таблице 4.
Таблица 4 - Механические свойства труб и муфт в хладостойком исполнении
|
Показатель
|
Значения для групп прочности
|
|
|
Д
|
Е
|
Л
|
М
|
Р
|
|
Временное сопротивление разрыву в Н/мм2 не менее
|
655
|
689
|
758
|
862
|
1000
|
|
Предел текучести т Н/мм2 не менее
не более
|
420
630
|
552
758
|
655
862
|
758
965
|
930
1137
|
|
Относительное удлинение %
не менее
|
14,3
|
13,0
|
12,3
|
11,3
|
9,5
|
|
Ударная вязкость КСV Дж/см2
- на продольных образцах при t – 600С не менее
- на поперечных образцах при t – 600С не менее
|
40,0
35,0
|
40,0
35,0
|
40,0
35,0
|
40,0
35,0
|
40,0
35,0
|
|
Доля вязкой составляющей, на продольных образцах при t – 600С % не менее
|
50
|
50
|
50
|
50
|
50
|
2.3. Выбор типа производства
Структура технологического процесса, выбор оборудования, технологической оснастки и инструмента во многом зависят от типа производства.
Тип производства это классификационная категория производства, определяемая по признакам широты номенклатуры, регулярности и объема выпуска изделий. Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется малым объемом выпуска изделий, повторное изготовление которых, как правило, не предусматривается.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени.
Серийное производство характеризуется изготовлением изделий периодически повторяющимися партиями. Серийное производство занимает промежуточное положение между единичным и массовым производством.
В машиностроении и металлообработке наибольшее распространение имеет серийное производство.
В зависимости от количества деталей в партии, их характера и трудоёмкости, частоты повторяемости серий в течение года различают мелкосерийное, среднесерийное и крупносерийное производства.
Однако такое подразделение является условным, так как производство деталей различных размеров, сложности и трудоёмкости при одном и том же их количестве в партии может быть отнесено к разным видам серийности. Используются специальные и универсальные приспособления и режущий инструмент, а также мерительный инструмент в виде калибров, шаблонов, скоб, обеспечивающих взаимозаменяемость обработанных деталей.
Данный тип производства позволяет обрабатывать одноимённые и однотипные по конструкции детали и достигать при этом большого экономического эффекта, за счёт оптимальных трудовых и материальных затрат на изготовление продукции требуемого качества.
По своей конструкции деталь представляет среднюю по сложности форму, что удобно для механической обработки детали.
Данная работа выполнена с учётом работы участка в условиях среднесерийного производства. Выпуск продукции производится партиями (1000 штук в партии).
Масса детали 23,7кг, объем выпуска 11000шт/год. Производство данной партии относится к среднесерийному производству. Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. В таком производстве используется высокопроизводительное оборудование.
Широко используются переналаживаемые универсальные и специальный режущий и измерительный инструмент, увеличивающий производительность.
2.4. Анализ заводского технического процесса
2.4.1. Характеристика технического процесса
По признакам технический процесс относят:
- по числу охватываемых изделий – единичный.
- по назначению – рабочий
- по документации – маршрутно-операционный.
2.4.2. Механическая обработка муфты на станке SMF – RV 4/4 – NC -350 «HEID»
На станке SMF -350 «HIED» обрабатываются муфты ОТТМ – обсадные трубы с трапецеидальной резьбой, ОТТГ – обсадные трубы с высокогерметичной резьбой, ВТС – обсадные трубы с упорной резьбой Батресс. Согласно ГОСТ 632 – 80, ТУ 14-162-70 и плановому заданию.
Механическая обработка муфт на станке производится одновременно с двух сторон, режущим инструментом, оснащенным твердосплавными неперетачиваемыми пластинами, установленными в резцовые головки левого и правого суппорта станка, с применением смазывающее – охлаждающей жидкости (СОЖ – раствор эмульсола в воде). Содержание эмульсола в СОЖ должна быть не менее 1,0%, рН не менее 7,8.
Одновременно выполняются переходы на противоположном суппорте.
Расточка заготовок производится с подачей режущего инструмента к центру заготовки.
Нарезание резьбы инструментом правого суппорта – с подачей инструмента к центру, а инструментом левого суппорта с подачей от центра. Резьбообразующий инструмент для левого и правого суппортов различный.
Настройка режущего инструмента производится на приборе вне станка. После настройки на резцовой головке с режущей пластинкой наклеена этикетка с данными для ввода коррекции по осям X и Z в систему ЧПУ станка. Операционная карта обработки муфт ОТТГ (таблица 5).
Резьбонарезные пластинки проходят 100% входной контроль на соответствие геометрических параметров и состояния режущих поверхностей требованиям технических условий в Центральной лаборатории метрологии (ЦЛМ) и имеют маркировку их пригодности.
После окончания механической обработки муфты поступают на операцию «контроль ОТК». Контроль муфт производят гладким и резьбовым калибром.
Параметры муфты ОТТГ и геометрические размеры показаны на чертеже (Приложение Б).
Механическая обработка муфты на станке SMF – 350 завершена, затем муфты складываются в контейнер и отправляются в цинковальное отделение.
Таблица 5 – Операционная карта обработки муфт
|
Операционная карта
|
Операция
|
|
|
Токарная
|
|
Тип соединения
|
Наименование изделия
|
Модель станка
|
|
ОТТГ
|
Муфта
|
SMF - 350
|
|
№
пер
|
Содержание перехода
|
Усл.
диам.,
мм
|
№ Режущ.
инструм.
|
Глубина
резания
мм
|
Длина
раб.
хода
мм
|
Число прохо-дов
|
Пода-ча
резца
мм/об
|
Частота
врашен
об/мин
|
№
коррек-тора
|
Резцы державки блоки
|
|
1.
1.1
|
Загрузка заготовки
Расточить конус под резьбу(1), уплотнительный поясок(2) и внутренний диаметр (3) начерно
|
245
245
|
Т0100
|
8
|
130
|
1
|
0,9
|
190
|
1
|
Блок С41,С42
SNMM 190624-НА US 6010
|
«Продолжение таблицы 5»
|
Операционная карта
|
Операция
|
|
|
Токарная
|
|
Тип соединения
|
Наименование изделия
|
Модель станка
|
|
ОТТГ
|
Муфта
|
SMF - 350
|
|
№
пер
|
Содержание перехода
|
Усл.
диам.,
мм
|
№ Режущ.
инструм.
|
Глубина
резания
мм
|
Длина
раб.
хода
мм
|
Число прохо-дов
|
Пода-ча
резца
мм/об
|
Частота
врашен
об/мин
|
№
коррек-тора
|
Резцы державки блоки
|
|
1.2.
1.3.
|
Обточить наружную фаску(4) и подрезать торец (5)
Расточить внутреннею фаску (6), конус под резьбу (7) и притупить кромку (8) начисто
|
245
245
|
Т011
Т0200
|
2,5
0,5
|
12,5
28,0
90,0
|
1
1
|
0,6
1,5
3,0
|
190
275
|
11
2
|
Блок С37,С38
SNMM 190624-НА US 6010
Блок С43,С44
Р 20
1606
|
«Окончание таблицы 5»
|
Операционная карта
|
Операция
|
|
|
Токарная
|
|
Тип соединения
|
Наименование изделия
|
Модель станка
|
|
ОТТГ
|
Муфта
|
SMF - 350
|
|
№
пер
|
Содержание перехода
|
Усл.
диам.,
мм
|
№ Режущ.
инструм.
|
Глубина
резания
мм
|
Длина
раб.
хода
мм
|
Число прохо-дов
|
Пода-ча
резца
мм/об
|
Частота
врашен
об/мин
|
№
коррек-тора
|
Резцы державки блоки
|
|
1.4
1.5
|
Расточить уплотнительный поясок (9) и уплотнительный торец (10) начисто
Нарезать резьбу (11) начисто
|
245
245
|
Т212
Т214
Т0300
|
0,5
1
0.53
0.45
0.30
0.25
0.17
|
16
5,5
115
|
1
5
|
0,25
0,15
5.08
|
275
145
|
12
14
3
|
Блок С43,С44
TNMG 1604
Блок С47,С48 ТI – 22.1 NR – 5.08 TRO СP-20, ТI-22.1 NL – 5.08 TRO CP-20
|
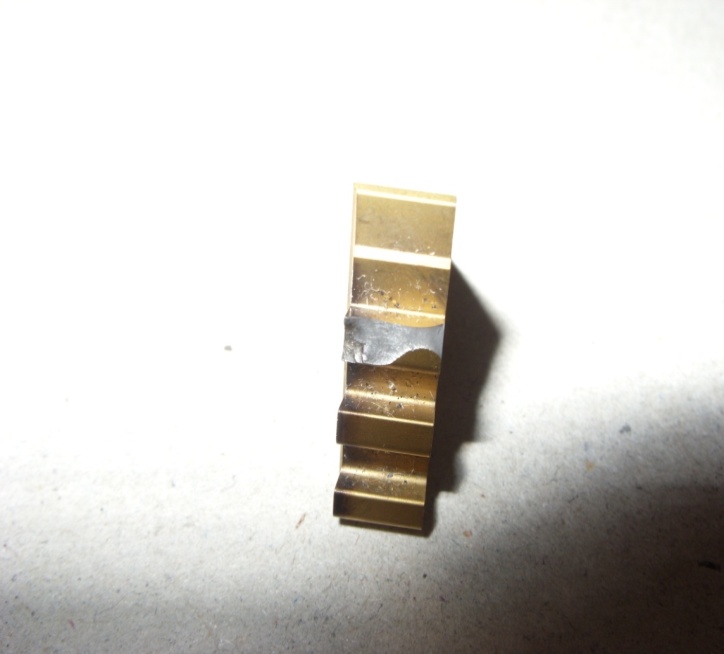
При обработке стали по ТУ 14-162-70 предусмотрена остановка станка в связи с удалением стружки из зоны резания после инструмента Т0200 съемной неперетачиваемой пластиной фирмы МИЗ серии МС2210 сплава ТТ10К8БГТ Р 20, так-так данный инструмент быстро изнашивается. Стойкость неперетачиваемой пластины серии МС2210 Р 20 при обработке муфты ОТТГ стали 22ХМФА группы прочности «Е» 15 – 20 штук, износ по передней поверхности составляет 0,6 мм лунка образование размером 22,5 мм, износ задней поверхности 0,2 мм (рисунок 7).

Рисунок - 7 Круглая неперетачиваемая пластина фирмы МИЗ сплава МС2210 Р 20
Износ режущей кромки ведет к уменьшению заданного размера и образованию сливной стружки (рисунок 8).

Рисунок 8 - Сливная стружка
Сливная стружка препятствует обработке уплотнительного пояска чистотой поверхности Ra 2.5 и нарезанию резьбы. Также ведет к поломке резьбообразующего инструмента и выпуску бракованной продукции.
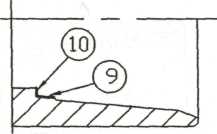
Скол при работе инструмента Т0212 при обработке уплотнительного пояска съемной не перетачиваемой треугольной пластины с задним углом 0о класса точности is ± 0,05 TNMG 1604 (рисунок 9).

Рисунок 9 - Скол пластины TNMG 1604

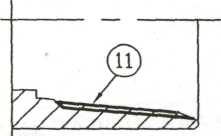
Поломка резьбообразующий гребенки инструмента ТI – 22.1 NR – 5.08 TRO СP-20 (рисунок 10).
Рисунок 10 - Поломка гребенки при наличии стружки ТI – 22.1 NR – 5.08 TRO СP-20
2.5. Программа для обработки муфт 245 OTTG
Таблица 6 - Карта обработки муфт 245 ОТТГ левым суппортом
|
Кодированная информация, содержание кадра
|
Содержание перехода
|
|
1
|
2
|
|
N1 (MUFFE 245 OTTG LINKS 5DG)
N2 R49 X.2 M32
N3 G49 550
N4 G90 GO G53 Z750 R49
N5 G90 GO G53 X600
N6 G92 S400
N7 M6
N8 S195 M4
N9 G53 Z750
N10 G59 X-98 Z320
N11 T101
N12 G4 X.2
N13 GO X237.381
N213 Z137
N14G1 X235.014 Z127 F.6 M8
N15 X232.417 Z116.031 F.9
N16 X224.79 Z6.918
N17 GO X221.75 Z6.777
N18 G1 Z5.5
N19 GO X219.75
N20 Z137
N21 X251.65
N22 G1 X241.049 Z114.921
|
Останов на 0,2 сек левым суппортом
Быстрый ход программирование базовой точки по Z
Быстрый ход программирование базовой точки по X
Ограничение частоты вращения шпинделя
Включение вращения шпинделя против часовой стрелки
блокировка смешения нулевой точки
смешение нулевой точки, наладочный размер
позиция револьверной головки Т0100
выдержка времени 0,2 сек
быстрый подход на точку 1 по оси Х
быстрый подход на точку 1 по оси Z
движение подачи со скоростью 0,6 мм/об в точку 2 по осям Х, Z включение СОЖ
движение подачи со скоростью 0,9 мм/об в точку 3 по осям Х,Z
движение подачи со скоростью 0,9 точку 4 по осям Х.Z
быстрый подход на точку 5 по осям Х.Z
линейная интерполяция по Z
быстрый подход на точку 6 по оси Х
быстрый подход на точку 6 по оси Z
быстрый подход на точку 7 по оси Х
движение подачи со скоростью 0,9 мм/об в точку 8 по осям ХZ
|
«Продолжение таблицы 6»
|
1
|
2
|
|
N23 G2 X240.935 Z114.496 I2.042 K-.49
N24 G1 X235.125 Z20.401
N25 X235.07 Z20.353
N26 G2 X234.509 Z19.371 I1.819 K-1.05
N27 G1 X233.782 Z8.123
N28 G0 X222.75 Z7.136
N29 G1 Z-2.6
N30 G59 X-132 Z191.5
N31 X273.9 Z123 F.6 T111
N32 Z127 F3.2
N33 X244.448 F.6
N34 GO Z148.5
N35 G4 Х.1 М80
N36 G53 Z750 T100
N37 @31
/N38 G4 X.1 M81
/N39 G53 X600
/NG4 X.1 M82
/N41 M0
/N42 M4
N43G59 Х-93 Z320
N44 T206
N45 G4 X.2 M83
N46 GO X250.554 S275
N146 Z128
N47 G1 X240.413 Z96 F1.5 M8
|
круговая интерполяция по осям Х,Z
движение подачи со скоростью 0,9 мм/об точку 9 по осям Х Z
движение подачи со скоростью 0.9 мм/об точку 10 по осям Х Z
круговая интерполяция по осям Х Z
движение подачи со скоростью 0.9 мм/об точку 11 по осям Х Z
быстрый подход по Х Z в точку 12
движение подачи со скоростью 0.9 мм/об точку 13 по оси Z
смешение нулевой точки, наладочный размер
выход на точку 14 со скоростью подачи 0,6 мм/об инструментом Т 0111
выход по оси Z c подачей 3.2 мм/об
выход в точку 15 по оси Х с подачей 0,6 мм/об
быстрый подход по оси Z
время выдержки 0,1 сек синхронизация программы двух систем выход на опорную точку инструментом Т0100
очищение буферной памяти
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
наладочный размер
смена инструмента Т0206
выдержка времени 0,2 сек синхронизация программы двух систем
быстрый подход на точку 17 по оси Х вращение шпинделя
быстрый подход на точку 17 по оси Z
движение подачи со скоростью 1,5 мм/об в точку 18 включение СОЖ
|
«Продолжение таблицы 6»
|
1
|
2
|
|
N147 Z101.04 F3
N247 X241.5 T202
N48 X236.195 Z15.223 F3.
N49 G2 X235.515 Z13.161 I7.656 K-2.32
N50 G1 X232.3 Z10.377
N151 GO Z128.377
N152 M0
N153 M4
N51 GO Z60
N251 G4 X.1 М81
N351 G59 X7 Z320
N52 GO X-220.75 T214
N53 Z4.732
N54 G1 X-223.819 Z6.266 F.15
N55 G2 X-224.95 Z6.5 I-.566 K-.566
N56 G1 X-233.627 F.25
N57 X-231.627 Z7.5 T212
N58 Z21.129
N59 X-235.573
N60 G1 X-234.600 Z6.5 F.2
N61 X-233.627
N62 G59 X-93 Z320
N63 GO Z125.887 T216
N64 X249.287
N65 G1 X251.887 Z124.657 F.25
N66 GO G53 Z750 T200 M9
N67 @31
/N68 G4 X.1 M84
|
движение подачи по оси Z со скоростьюF3
движение инструмента Т0200 по оси Х в точку 19
движение в точку по осям ХZ c подачей F3 мм/об в точку 20
круговая интерполяция по осям Х Z в точку 21
линейная интерполяция по осям Х Z в точку 22
ускоренный выход по оси Z в точку 23
стоп программы
включение вращения шпинделя против часовой стрелки
ускоренный подход по оси Z в точку 24
время выдержки 0,1 сек синхронизация программы двух систем
наладочный размер
ускоренный подход инструментом Т0214 по осиХ
ускоренный подход по оси Z в точку 25
линейная интерполяция по осям Х Z с подачей F.15 мм/об в точку 26
круговая интерполяция по осям Х Z
линейная интерполяция по осям Х Z с подачей F.25 мм/об в точку 27
движение инструмента Т0212 по осям Х Z в точку 28
движение инструмента осиZ в точку 29
движение инструмента оси Х в точку 30
линейная интерполяция по осям Х Z с подачей F.2 мм/об в точку 31
движение инструмента оси Х
наладочный размер
ускоренный подход инструментом Т0216 по осиZв точку 32
движение инструмента оси Х в точку 33
линейная интерполяция по осям Х Z с подачей F.25 мм/об в точку 34
ускоренный выход инструмента Т0200 выкл СОЖ
очищение буферной памяти
исключаемый кадр
|
«Продолжение таблицы 6»
|
1
|
2
|
|
/N69 G53 X600
/N70 G4 X.1 M85
/N71 M0
/N72 M4
N73 G59 X-93 Z320.42
N74 T303
N75 G4 X.2 M86
N76 G0 X244.237 S145
N176 Z142
N77 G4 X.1 M87
N78 G33 X237.419 Z30 I.155 K5.08 M8
N79 G33 X228.6 Z25.64 I5.138 K5.08
N80 Z142
N81 X245.037
N82 G4 X.1 M88
N83 G33 X238.219 Z30 I.155 K5.08
N84 X229.4 Z25.64 I5.138 K5.08
N184 GO Z242
N85 GO Z142
N86 X245.797
N87 G4 X.1 М80
N88 G33 X238.970 Z30 I.155 K5.08
N89 G33 X230.16 Z25.64 I5.138 K5.08
N189 GO Z242
N90 GO Z142
N91 X246.397
N92 G4 X.1 M81
N93 G33 X239.541 30 I5.155 K5.08
|
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
наладочный размер
смена инструментаТ0300
время выдержки 0,2 сек. синхронизация программы двух систем
ускоренный подход по оси Х вращение шпинделя в точку 35
ускоренный подход по оси Z в точку 35
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом вкл.СОЖ в точку 36
нарезание резьбы с постоянным шагом в точку 37
отход инструмента по оси Z в точку 38
отход инструмента по оси Х в точку 39
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку 40
нарезание резьбы с постоянным шагом в точку 41
быстрый ход инструмента по оси Z в точку 42
быстрый ход инструмента в точку43 по оси Z
подход инструмента по оси Х в точку 44
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку 45
нарезание резьбы с постоянным шагом в точку 46
быстрый ход инструмента по оси Z в точку 47
быстрый ход инструмента по оси Z в точку 48
подход инструмента к точку 49 по оси Х
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку 50
|
«Окончание таблицы 6»
|
1
|
2
|
|
N94 G33 X230.76 Z25.64 I5.138 K5.08
N194 GO Z242
N95 GO Z142
N96 X246.837
N97 G4 X.1 M82
N98 G33 X240.019 Z30 I.155 K5.08
N99 G33 X231.2 Z25.64 I5.138 K5.08
N100 M10
N101 GO Z142 M9
N102 G53 Z750 T300
N202 G53 X600 M19
N103 @31
/N104 G4 X.1 M83
/N105 MO
N106 T100 M11
N107 M7
N108 G4 X.2 M84
N109 GO G53 Z750 R49
N110 M2
|
нарезание резьбы с постоянным шагом в точку51
быстрый ход инструмента по оси Z в точку52
быстрый ход инструмента по оси Z в точку53
подход инструмента по оси Х в точку 54
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку55
нарезание резьбы с постоянным шагом в точку56
включение промывки патрона
быстрый ход по оси Z выкл. СОЖ
выход инструментом Т0300 на опорную точку по оси Z
выход инструментом Т0300 на опорную точку по оси Х
очищение буферной памяти
исключаемый кадр
исключаемый кадр
смена инструмента Т0100 выкл. промывки патрона
время выдержки 0,2 сек. синхронизация программы двух систем
блокировка смешения нулевой точки по Z
конец программы
|
Таблица 7 - Карта обработки муфт 245 ОТТГ правым суппортом
|
Кодированная информация, содержание кадра
|
Содержание перехода
|
|
1
|
2
|
|
N1(MUFFE 245 OTTG RECHTS 5DG)
N2 G4 X.2 M31
N3 G49 550
N4 G90 GO G53 Z750 R49
|
Останов на 0,2 сек правым суппортом
Быстрый ход программирование базовой точки по Z 750
|
«Продолжение таблицы 7»
|
1
|
2
|
|
N5 G90 GO G53 X600
N6 G92 S400
N7 M6
N8 S195 M4
N9 G53 Z750
N10 G59 X-98 Z320
N11 T101
N12 G4 X.2
N13 GO X237.381
N213 Z137
N14G1 X235.014 Z127 F.6 M8
N15 X232.417 Z116.031 F.9
N16 X224.892 Z10
N17 X224.79 Z6.918
N18 GO X221.75 Z6.777
N19 G1 Z5.8
N20 GOX219.75
N21 Z137
N22 X251.65
N23 G1 X241.049 Z114.921
N24 G2 X240.935 Z114.496 I2.042 K-.49
N25 G1 X235.125 Z20.401
N26 X235.07 Z20.353
N27 GO X233.07 Z21.353
N28 G4 X.1 M80
N29 G1 X235.07 Z20.35
N30 G2 X234.509 Z19.371 I1.819 K-1.05
|
Быстрый ход программирование базовой точки по X 600
Ограничение частоты вращения шпинделя
Включение вращения шпинделя против часовой стрелки
блокировка смешения нулевой точки
наладочный размер
позиция инструмента Т0100
время выдержки 0,2 сек.
быстрый ход инструмента по оси Х в точку1I
движение инструмента к точке по оси Z в точку1I
линейная интерполяция по осям Х Z с подачей F.6 мм/об вкл. СОЖ в точку 2I
движение инструмента по осям Х Z с подачей F.9 в точку3I
движение инструмента по осям Х Z в т.4I
движение инструмента в координаты по осям Х,Zв точку5I
быстрый ход в координаты по осям Х,Z
линейная интерполяция по оси Z
быстрый ход в координату по оси Х в точку6I
быстрый ход в координату по оси Z в точку6I
быстрый ход в координату по оси Х в точку7I
линейная интерполяция по осямХZ в точку8I
круговая интерполяция по осям Х,Z в точку8I
линейная интерполяция по осям Х,Z в точку9I
линейная интерполяция по осям Х,Z в точку10I
быстрый ход в координаты по осям Х,Z в точку11I
время выдержки 0.1 сек синхронизация программ двух систем
линейная интерполяция по осям Х,Z в точку12I
круговая интерполяция по осям Х,Z в точку12I
|
«Продолжение таблицы 7»
|
1
|
2
|
|
N31 G1 X233.782 Z.8123
N32 GO X22.75 Z7.136
N33 G1 Z-2.6
N34 G59 X-132 Z191.5
N35 G1 X273.9 Z123 F.6 T111
N36 Z127 F3.2
N37 X244.448 F.6
N38 GO G53 Z750 T100 M9
N39 @31
/N40 G4 X.1 M81
/N41 G53 X600
/N42 G4 X.1 M82
/N43 MO
/N44 M4
N45 G59 X-93 Z320
N46 T206
N47 G4 X.2 M83
N48 GO X250.554
N148 Z128 S275
N49 G1 X240.413 Z96 F1.5 M8
N149 Z101.04 F3
N249 X241.5 T202
N50 G1 X236.195 Z15.223 F3
|
линейная интерполяция по осям Х,Z в точку13I
быстрый ход в координаты по осям Х,Z в точку14I
линейная интерполяция по оси Z
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
линейная интерполяция по осям Х,Z с подачей F0.6 мм/об инструментом Т0111 в точку15I
линейная интерполяция по оси Z с подачей F3,2 мм/об
линейная интерполяция по осям Х,Z с подачей F0.6 мм/об в точку 16I
быстрый ход, блокировка смещения нулевой точки по оси Z инструментом Т0100 выкл СОЖ
очищение буферной памяти
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
смена инструмента Т0206
время выдержки 0.2 сек синхронизация программ двух систем
быстрый ход по оси Х в точку 17I
быстрый ход по оси Z в точку 17задача оборотов шпинделя
линейная интерполяция по осям Х,Z с подачей F1.5 мм/об вкл. СОЖ в точку 18I
линейная интерполяция по оси Z с подачей F3 мм/об в точку 19I
линейная интерполяция по оси Х инструментом Т0202 в точку 20I
линейная интерполяция по осям Х,Z с подачей F3 мм/об в точку 21I
|
«Продолжение таблицы 7»
|
1
|
2
|
|
N51 G2 X235.515 Z13.161 I7.656 K-2.32
N52 G1 X223.0 Z2.5 F2.5
N152 Z-18
N252 G0 X222
N253 GO Z128.337
N254 M0
N255 M4
N352 GO Z10.377
N452 G4 X.1 M81
N53 G59 X7 Z320
N54 GO X-220.75 T214
N55 Z4.732
N56 G1 X-223.819 Z6.266 F.15
N57 G2 X-224.95 Z6.5 I-.566 K-.566
N58 G1 X-233.627 F.25
N59 G0 X-231.637 Z7.5 T212
N60 Z21.129
N61 X-235.573
N62 G1 X-234.507 Z6.5 F.2
N63 X-233.627
N64 G59 X-93 Z320
N65 GO Z125 Х975 T216
N66 X249.287
NG1 X251.887 Z124.657 F.25
N68 GO G53 Z750 T200 M9
N69 @31
/N70 G4 X.1 M84
/N71 G53 X60
|
круговая интерполяция по осям Х,Z в точку 21I
линейная интерполяция по осям Х,Z с подачей F2,5 мм/об в точку 22I
линейная интерполяция по оси Z
быстрый ход по оси Х в точку 23I
ускоренный выход по оси Z
стоп программы
включение вращения шпинделя против часовой стрелки
ускоренный ход по оси Z
время выдержки 0.1 сек синхронизация программ двух систем
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
быстрый ход по оси Х инструментом Т0214 в точку 24I
быстрый ход по оси Z в точку 25I
линейная интерполяция по осям Х,Z с подачей F.15 мм/об в точку 26I
круговая интерполяция по осям Х,Z в точку 27I
линейная интерполяция по оси Х, с подачей F.25 мм/об в точку 28I
быстрый ход в координаты по осям Х,Z инструментом Т0212 в точку 29I
быстрый ход по оси Z в точку 30I
быстрый ход по оси Х в точку 30I
линейная интерполяция по осям Х,Z с подачей F.2 мм/об в точку 31I
линейная интерполяция по оси Х в точку 32I
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
быстрый ход по осям Х Z инструментом Т0216 в точку 33I
быстрый ход по оси Х
линейная интерполяция по осям Х,Z с подачей F.25 мм/об в точку 34I
быстрый ход инструментомТ0200, блокировка смещения нулевой точки выкл. СОЖ
очищение буферной памяти
исключаемый кадр
исключаемый кадр
|
«Продолжение таблицы 7»
|
1
|
2
|
|
/N72 G4 X.1 M85
/N73 MO
/N74 M4
N75 G59 X-93 Z308.97
N76 T300
N77 G4 X.2 M86
N78 GO X218.321 S145
N178 Z142
N79 Z17.005
N80 G4 X.1 M87 M8
N81 G33 X233.271 Z24.505 I5.08 K5.08
N82 G33 X237.271 Z30 I1.849 K5.08
N83 G33 X243.545 Z132 I.165 K5.08
N84 X219.121
N85 Z17.005
N86 G4 X.1 M88
N87 G33 X234.071 Z24.505 I5.08 K5.08
N88 G33 X238.071 Z30 I1.849 K5.08
N89 G33 X244.345 Z132 I.156 K5.08
N189 GO Z232
N289 Z132
N90 GO X219.881
N91 Z17.005
N92 X.1 M80
N93 G33 X234.831 Z24.505 I5.08 K5.08
N94 G33 X238/831 Z30 I1.849 K5.08
N95 G33 X245.105 Z132 I.156 K5.08
|
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
смена инструмента Т0300
время выдержки 0,2 сек. синхронизация программы двух систем
ускоренный подход по оси Х вращение шпинделя
ускоренный подход по оси Z в точку 35I
ускоренный подход по оси Z в точку 36I
время выдержки 0,1 сек. синхронизация программы двух систем вкл.СОЖ
нарезание резьбы с постоянным шагом в точку 37I
нарезание резьбы с постоянным шагом в точ.38I
нарезание резьбы с постоянным шагом в точ.39I
отход инструмента по оси Х в точку.40I
отход инструмента по оси Z в точк41I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точ.42I
нарезание резьбы с постоянным шагом в точ.43I
нарезание резьбы с постоянным шагом в точ.44I
быстрый ход инструмента по оси Z в точ.45I
быстрый ход инструмента к точке46I по оси Z
быстрый ход инструмента к точке 47I по оси Х
подход инструмента по оси Z в точку 48I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точ.49I
нарезание резьбы с постоянным шагом в точ.50I
нарезание резьбы с постоянным шагом в точ.51I
|
«Окончание таблицы 7»
|
1
|
2
|
|
N195 GO Z232
N295 Z132
N96 GO X220.481
N97 Z17.005
N98 G4 X.1 M81
N99 G33 X235.431 Z24.505 I5.08 K5.08
N100 G33 X239.431 Z30 I1.849 K5.08
N101 G33 Х245.705 Z132 I.156 K5.08
N201 GO Z232
N301 Z132
N102 G0 X220.921
N103 Z17.005
N104 G4 X.1 M82
N105 G33X235.871Z24.505I5.08 K5.08
N106 G33 X239.871 Z30 I81.849 K5.08
N107 G33 X246.145 Z132 I.156 K5.08
N109 M10
N110 GO Z142 M9
N111 G53 Z750 T300
N211 G53 X600 M19
N112 @31
/N113 G4 X.1 V83
N114 T100 M11
N115 M7
N116 G4 X.2 M84
N117GO G53 Z750 R49
N118 M16
N119 M2
|
быстрый ход инструмента по оси Z в точ.52I
быстрый ход инструмента по оси Z в точ.53I
подход инструмента к точке 54I по оси Х
подход инструмента по оси Z в точку 55I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точ.56I
нарезание резьбы с постоянным шагом в точ.57I
нарезание резьбы с постоянным шагом в точ.58I
быстрый ход инструмента по оси Z к точке 59I
быстрый ход инструмента по оси Z к точке 60I
подход инструмента к точке 61I по оси Х
подход инструмента к точке по оси Z в точку 62I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точ.63I
нарезание резьбы с постоянным шагом в точ.64I
нарезание резьбы с постоянным шагом в точ.65I
включение промывки патрона
быстрый ход по оси Z выкл. СОЖ
выход инструментом Т0300 на опорную точку по оси Z
выход инструментом на опорную точку по оси Х позиционирование шпинделя
очищение буферной памяти
исключаемый кадр
смена инструмента Т0100 выкл. промывки патрона
время выдержки 0,2 сек. синхронизация программы двух систем
блокировка смешения нулевой точки по Z
Цикл загрузки выгрузки детали
Конец программы
|
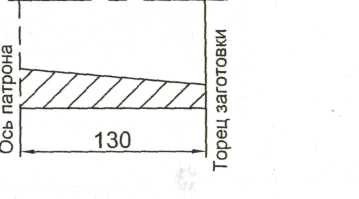
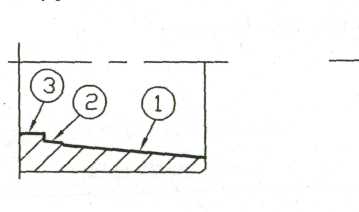
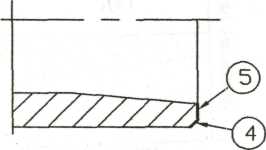
Схемы обработки муфт ОТТГ на станке SMF – 350
Рисунок 11 - Схема растачивания конуса под резьбу, уплотнительного пояска и внутренний диаметра инструмента Т0100 и обтачивание наружной фаски и подрезка торца инструментом Т0111
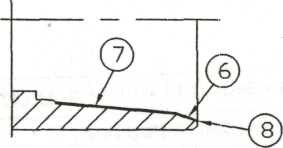
Рисунок 12 - Схема растачивания конуса под резьбу инструментов Т0200, уплотнительного пояска инструментами Т0214, Т0212
Рисунок 13 - Схема нарезание резьбы инструментом Т0300
2.6. Выводы
Данная механическая обработка муфт по ТУ 14-162-70 неэффективна и является проблемной для производства:
- т.к. технологический процесс трудоёмкий, связан с большим образованием сливной стружки;
- уменьшением объемов производства;
- устаревшим режущим инструментом;
- увеличением выпуска бракованной продукции;
- большой амортизацией оборудования;
- устаревшей технологией металла обработки;
- опасной трудовой деятельностью, возникновению микротравм;
- простои оборудования из-за поломки инструмента.
На заводе идет поэтапная реконструкция производства в условиях действующего предприятия, замена оборудования не предвидится, но в данный момент целесообразно усовершенствование режущего инструмента на более высококачественный.
3. ИСПЫТАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Чтобы изменить механическую обработку на более эффективную и безопасную были проведены производственные испытания режущего инструмента различных фирм и марок производителей. В работе представлены карты испытаний круглых неперетачиваемых пластин и резьбообразующих пластин, которые свидетельствуют об оптимальных свойствах режущего инструмента для механической обработки стальных труб и муфт к ним.
Цель испытаний: Подобрать оптимальный режущий инструмент для механической обработки стали по ТУ 14-162-70 в хладостойком исполнении.
Испытания режущего инструмента проводились в Трубопрокатном цехе №1 муфтонарезном отделении на станках SMF – RV 4/4 – NC -350 «HEID», без вмешательства в производственный процесс. Режущий инструмент испытывался на разных группах прочности стали на различном сортаменте выпускаемой продукции, при применении разных режимов обработки.
Отбор режущего инструмента для испытаний производился в случайном порядке из партии, принятой группой по калибровочному хозяйству метрологической службы (ЦЛМ).
Режущий инструмент должен соответствовать следующим требованиям стойкость, износ режущего инструмента, стружкообразование.
Для определения стойкости инструмента необходимо учитывать критерий затупления режущего инструмента. За критерием затупления инструмента принимался: изменение ширины фаски износа вдоль передней и задней главной поверхности, выкрашивание или образование развитой трещины, глубина, ширена лунки износа на передней поверхности, состояние нанесенного покрытия.
3.1. Карты производственных испытаний круглых неперетачиваемых пластин
|
ОАО «Северский трубный завод»
|
Карта испытаний инструмента
|
|
|
|
Карта № 1
|
Дата
|
|
|
Наименование операции: Растачивание конуса под резьбу
|
|
Твердый сплав: НС – Р25 LР 2002
|
Цех
|
ТПЦ - 1
|
|
|
Оборудование
|
SMF – RV 4/4 – NC -350 «HEID»
|
|
Фирма
|
Cerametal
|
№ оборудования
|
№ 11 №12 №13 №14
|
|
Формо – размер пластины
|
RCMX 1606 MO
Ст 25 М
|
Материал
|
«Е» ГОСТ 632 - 80
|
|
Наименование
детали: Муфта для обсадной трубы
|
Д усл. 324
|
|
|
Марка
испытываем.
сплава
|
n
мин-1
|
t
мм
|
S
мм/об
|
L
мм
|
Стойкость режущей
кромки, дет.
|
Т ср.,
мин/ дет
|
|
|
|
|
|
|
|
Вид износа
|
|
|
|
|
V
м/мин
|
|
колич.
проход
|
время
обраб.
1 дет
|
I
|
II
|
III
|
IV
|
|
|
1
|
LP 2002
1)
LP 2002
2)
|
150
|
2.2
|
1.5
|
100
|
201
|
1ч28I 26II
|
|
|
|
152
|
|
1
|
0.44
|
188
|
1ч22I 43II
|
|
2
|
LP 2002
3)
LP 2002
4)
|
150
|
2.2
|
1.5
|
100
|
192
|
1ч24I 29II
|
|
|
|
152
|
|
1
|
0.44
|
208
|
1ч31I 26II
|
|
3
|
LP 2002
5)
LP 2002
6)
|
150
|
2.2
|
1.5
|
100
|
235
|
1ч43I 16II
|
|
|
|
152
|
|
1
|
0.44
|
176
|
1ч17I 26II
|
|
4
|
MC 2210
1)
MC 2210
(МИЗ) 2)
|
150
|
2.2
|
1.5
|
100
|
132
|
58I 05II
|
|
|
|
152
|
|
1
|
0.44
|
108
|
47I 31II
|
Выводы: Средняя стойкость пластин марки сплава LP 2002 получилась
Тср мин LP 2002 = 87мин. 58 сек. ; Тср дет = 200 деталей
Средняя стойкость пластин сплава МС 2210 соответственно
Тср мин МС 2210 = 52мин. 48сек.; Тср дет = 120 деталей
|
ОАО «Северский трубный завод»
|
Карта испытаний инструмента
|
|
|
|
Карта № 2
|
Дата
|
|
|
Наименование операции: Растачивание конуса под резьбу
|
|
Твердый сплав:
МА З
|
Цех
|
ТПЦ - 1
|
|
|
Оборудование
|
SMF – RV 4/4 – NC -350 «HEID»
|
|
Фирма
|
Sandvik -МКТС
|
№ оборудования
|
№ 11 №12 №13 №14
|
|
Формо – размер пластины
|
RCMX 1606 MO
|
Материал
|
«Д» ГОСТ 632 - 80
|
|
Наименование
детали: Муфта для обсадной трубы
|
Д усл. 245
|
|
|
Марка
испытываем.
сплава
|
n
мин-1
|
t
мм
|
S
мм/об
|
L
мм
|
Стойкость режущей
кромки, дет.
|
Т ср.,
мин/ дет
|
|
|
|
|
|
|
|
Вид износа
|
|
|
|
|
V
м/мин
|
|
колич.
проход
|
время
обраб.
1 дет
|
I
|
II
|
III
|
IV
|
|
|
1
|
МА З 1)
МА З 2)
|
250
|
2,2
|
1,5
|
100
|
248
|
64I 29II
|
|
|
|
192
|
|
1
|
0,26
|
221
|
57I 27II
|
|
2
|
МА З 3)
МА З 4)
|
250
|
2,2
|
1,5
|
100
|
215
|
55I 15II
|
|
|
|
192
|
|
1
|
0,26
|
195
|
50I 42II
|
|
3
|
МА З 5)
МА З 6)
|
250
|
2,2
|
1,5
|
100
|
236
|
61I 21II
|
|
|
|
192
|
|
1
|
0,26
|
208
|
54I 05II
|
|
4
|
LP 2002
1)
LP 2002
2)
|
250
|
2,2
|
1,5
|
100
|
212
|
55I 07II
|
|
|
|
192
|
|
1
|
0,26
|
238
|
61I 53II
|
|
5
|
MC 2210
1)
MC 2210
2)
|
250
|
2,2
|
1,5
|
100
|
121
|
31I 27II
|
|
|
|
192
|
|
1
|
0,26
|
115
|
29I 54II
|
Выводы: Средняя стойкость пластин марки сплава МА З получилась:
Тср мин МАЗ = 57мин. 22сек. Тср дет = 200 деталей
Средняя стойкость пластин марки сплава LP 2002:
Тср мин LP 2002 = 58мин. 05сек. ; Тср дет = 225 деталей
Средняя стойкость пластин марки сплава МС 2210
Тср мин МС 2210 = 30мин.56сек.; Тср дет = 118 деталей
|
ОАО «Северский трубный завод»
|
Карта испытаний инструмента
|
|
|
|
Карта № 3
|
Дата
|
|
|
Наименование операции: Растачивание конуса под резьбу
|
|
Твердый сплав:
НС – Р25 LР 2002
|
Цех
|
ТПЦ - 1
|
|
|
Оборудование
|
SMF – RV 4/4 – NC -350 «HEID»
|
|
Фирма
|
Cerametal
|
№ оборудования
|
№ 11 №12 №13 №14
|
|
Формо – размер пластины
|
RCMX 1606 MO
Ст 25 М
|
Материал
|
гр. Д ; Е ТУ 14-162-70
|
|
Наименование
детали: Муфта для обсадной трубы
|
Д усл. 245 324
|
|
|
Марка
испытываем.
сплава
|
n
мин-1
|
t
мм
|
S
мм/об
|
L
мм
|
Стойкость режущей
кромки, дет.
|
Т ср.,
мин/ дет
|
|
|
|
|
|
|
|
Вид износа
|
|
|
|
|
V
м/мин
|
|
колич.
проход
|
время
обраб.
1 дет
|
I
|
II
|
III
|
IV
|
|
|
1.
245
Е
|
НС – Р25
1)
НС – Р25
(LP 2002) 2)
|
195
|
2,2
|
1,8
|
100
|
146
|
50%
|
36I 30II
|
|
|
|
150
|
|
1
|
0,28
|
125
|
50%
|
35I
|
|
2.
245
Е
|
НС – Р25
3)
НС – Р25
4)
|
195
|
2,2
|
1,8
|
100
|
136
|
50%
|
38I 05II
|
|
|
|
150
|
|
1
|
0,28
|
137
|
50%
|
38I 22II
|
|
3.
324
Е
|
НС – Р25
5)
НС – Р25
6)
|
150
|
2,2
|
1,5
|
100
|
201
|
1ч28I 26II
|
|
|
|
152
|
|
1
|
0,44
|
192
|
1ч24I 29II
|
|
4.
324
Е
|
НС – Р25
7)
НС – Р25
8)
|
150
|
2,2
|
1,5
|
100
|
235
|
1ч43I 16II
|
|
|
|
152
|
|
1
|
0,44
|
176
|
1ч17I 26II
|
|
5.
324
Е
|
МС2210 1)
(МИЗ)
2)
|
150
|
2,2
|
1,5
|
100
|
132
|
58I 05II
|
|
|
|
152
|
|
1
|
0,44
|
108
|
47I 31II
|
Выводы: Стойкость НС – Р25 выше чем МС2210 в 1,67 раза на муфтах прочности Д, Е 324 Тср Cerametal = 200 деталей Тср МС2210 = 120 деталей
Не требуется никакой коррекции не при работе, не при смене режущей кромки.
Практически нет сколов, только микротрещины.
|
ОАО «Северский трубный завод»
|
Карта испытаний инструмента
|
|
|
|
Карта № 4
|
Дата
|
|
|
Наименование операции: Растачивание конуса под резьбу
|
|
Твердый сплав:
6630
|
Цех
|
ТПЦ – 1 ОПМ
|
|
|
Оборудование
|
SMF – RV 4/4 – NC -350 «HEID»
|
|
Фирма
|
Pramet
|
№ оборудования
|
№ 11 №14
|
|
Формо – размер пластины
|
RCMX1606 MOS-37
RCMX1606 MOS-331
|
Материал
|
гр. Д ;
|
|
Наименование
детали: Муфта для обсадной трубы
|
Д усл. 245 324
|
|
|
Марка
испытываем.
сплава
|
n
мин-1
|
t
мм
|
S
мм/об
|
L
мм
|
Стойкость режущей
кромки, дет. шт
|
Т ср.,
мин/ дет
|
|
|
|
|
|
|
|
Вид износа
|
|
|
|
|
V
м/мин
|
|
колич.
проход
|
время
обраб.
1 дет
|
I
|
II
|
III
|
IV
|
|
|
1.
324
«Д»
|
RCMX1606 MOS-37
L
|
180
|
2,2
|
2,5
|
100
|
33
|
27
|
– 0.7-0.15
– 0.3-0.15
(L-6 мм; L-2,6)
|
6.6
|
|
|
|
183
|
|
1
|
0,22
|
Дробления стружки нет
|
|
|
2.
324
«Д»
|
RCMX1606 MOS-37
R
|
180
|
2,2
|
1,5
|
100
|
37
|
23
|
– 0.4-0.1
(L-3 мм)
|
10.9
|
|
|
|
183
|
|
1
|
0.37
|
Дробления стружки нет
|
|
|
3.
245
«Д»
|
RCMX1606 MOS-331
R
|
250
|
2,2
|
2,0
|
100
|
98
|
|
– 0.1
начало лункообразование
(L-1,3 мм)
|
21.56
|
|
|
|
192
|
|
1
|
0,22
|
Дробления стружки есть
|
|
|
4.
245
«Д»
|
RCMX1606 MOS-331
L
|
250
|
2,2
|
3,0
|
100
|
98
|
|
– 0.1
начало лункообразование
(L-1,2 мм)
|
14.7
|
|
|
|
192
|
|
1
|
0,15
|
Дробления стружки есть
|
|
|
5.
324
«Д»
|
RCMX1606 MOS-331
L
|
180
|
2,2
|
2,5
|
100
|
45
|
|
– 0,15-0.1
по передней поверхности начало лункообразование снятия покрытия
|
9.9
|
|
|
|
183
|
|
1
|
0,22
|
Дробления стружки есть
|
|
|
ОАО «Северский трубный завод»
|
Карта испытаний инструмента
|
|
|
|
Карта № 5
|
Дата
|
|
|
Наименование операции: Растачивание конуса под резьбу
|
|
Твердый сплав:
МА З
|
Цех
|
ТПЦ - 1
|
|
|
Оборудование
|
SMF – RV 4/4 – NC -350 «HEID»
|
|
Фирма
|
Sandvik -МКТС
|
№ оборудования
|
№ 11 №12 №13 №14
|
|
Формо – размер пластины
|
RCMX 1606 MO
Ст 25 М
|
Материал
|
« Д» ГОСТ 632 - 80
|
|
Наименование
детали: Муфта для обсадной трубы
|
Д усл. 245
|
|
|
Марка
испытываем.
сплава
|
n
мин-1
|
t
мм
|
S
мм/об
|
L
мм
|
Стойкость режущей
кромки, дет.
|
Т ср.,
мин/ дет
|
|
|
|
|
|
|
|
Вид износа
|
|
|
|
|
V
м/мин
|
|
колич.
проход
|
время
обраб.
1 дет
|
I
|
II
|
III
|
IV
|
|
|
1
|
МА З №1
МА З №2
|
250
|
2,2
|
1,5
|
100
|
248
|
1ч04I 29II
|
|
|
|
192
|
|
1
|
0,26
|
215
|
55I 15II
|
|
2
|
МА З №3
МА З №4
|
250
|
2,2
|
1,5
|
100
|
221
|
57I 27II
|
|
|
|
192
|
|
1
|
0,26
|
195
|
50I 42II
скол реж. кромки
|
|
3
|
МА З №5
МА З №6
(Sandvik –МКТС)
|
250
|
2,2
|
1,5
|
100
|
236
|
1ч01I 21II
|
|
|
|
192
|
|
1
|
0,26
|
208
|
54I 05II
|
|
4
|
НС – Р25
1)
НС – Р25
(Cerametal) 2)
|
250
|
2,2
|
1,5
|
100
|
212
|
55I 07II
скол реж. кромки
|
|
|
|
192
|
|
1
|
0,26
|
238
|
1ч01I 53II
|
|
5
|
Р 20
1)
Р 20 (МИЗ) МС2210 2)
|
250
|
2,2
|
1,5
|
100
|
121
|
31I 27II
|
|
|
|
192
|
|
1
|
0,26
|
115
|
29I 54II
поломка
|
Выводы:
Тср МА З = 57мин.13сек.; Тср НС – Р25 = 58мин. 30сек; Тср МС2210 Р20 = 30мин. 40сек.
Стойкость пластин из сплава МА З приблизительно как у пластин из сплава НС – Р25 (LP 2002), фирмы Cerametal Тср дет МА З = 220,5 ; Тср дет НС – Р25 = 225 ; Тср дет МС2210 Р20 = 118 Стойкость МА З выше чем МС2210 в 1,87 раза при скорости резания V = 192 м/мин
3.2. Результаты испытаний трубных резьбонарезных пластин
Заключение по результатам испытания №1 трубных резьбонарезных пластин 4.338А класса ASC 150 производства фирмы «Cerametal».
Все пластины были проверены группой по калибровочному хозяйству метрологической службы (ЦЛМ).
Испытание пластин на стойкость проводилось при нарезании резьбы на муфтах ОТТГ 245 мм групп прочности "Д" и "Е" по ТУ 14-162-70 по отработанной технологии на трубонарезном станке модели SMF – RV 4/4 – NC -350 «HEID» №14, для сравнения одновременно испытывались пла�стины TI-22.1ER-5,08 TRO из сплава СР 20 производства фирмы "Sandvik-Coromant".
Скорость резания для пластин ASC 150 составляла 122 м /мин для муфт 245 мм, а для сплава СР 20 - 97 м/мин и соответственно.
Количество проходов при резьбонарезании: пять на муфтах 245 мм.
При проведении испытаний выявлено:
- средняя стойкость пластин из класса ASC 150 при обработке муфт
группы прочности "Е" составила:
по ТУ14-162-70 - 26 мин;
- средняя стойкость пластин из сплава СР 20 при обработке муфт группы
прочности "Е" составила:
по ТУ 14-162-70 - 17 мин;
- коэффициент стойкости пластин из класса ASC 150 по отношению к
пластинам СР 20 на муфтах группы "Е" составил:
по ТУ14-162-70 - Кст=1,53;
количество сколов у пластин из класса ASC 150 при обработке муфт из
стали группы прочности "Е" по ТУ 14-162-70 получилось равным 33%, из сплава СР 20 соответственно - 42,8%;
скорость резания при обработке муфт по ТУ 14-162-70 с использованием
пластин класса ASC 150 была на 20% выше, чем у пластин из сплава СР 20.
В случае увеличения скорости резания при применении пластин из сплава СР20, их стойкость резко уменьшалась из-за интенсивного износа по задней поверх�ности калибрующего зуба;
отмечена низкая склонность к выкрашиванию на радиусах при верши�нах калибрующего зуба у пластин из класса ASC 150 по сравнению с пластинами
из сплава СР 20.
Выводы:
- Коэффициент стойкости пластин класса ASC 150 по отношению к
пластинам из сплава СР 20 составил:
- на трубах из стали группы прочности "Е" по ТУ 14-162-70
Кст=1,53.
- Скорость резания при применении пластин класса ASC 150 была на
20% выше, чем при нарезании пластинами СР 20 .
- При увеличении скорости резания стойкость пластин из сплава
СР 20 рез�ко снизилась из-за интенсивного износа по задней поверхности калибрующего зуба.
Количество сколов у пластин класса ASC 150 составило от 0 до 33%,
у пластин из сплава СР 20 соответственно от 30% до 42.8% в зависимости от
группы прочности стали и её вязкости.
Заключение по результатам исследования № 2 стойкости трубных резьбовых пластин TI-22.1ER-5.08 TRO из сплавов МС2215ВН и ВР27ВН производства НПФ «Инструментальные технологии», при механической обработке муфт из стали группы прочности «Р» по ТУ 14-162-70.
Входной контроль
Все пластины были проверены группой по калибровочному хозяйству метрологической службы (ЦЛМ). Все размеры соответствуют требованиям чертежа ТI-22.1ER-5.08 TRO.
Испытание резьбовых пластин из сплавов МС2215ВН и ВР27ВН.
Испытание пластин на стойкость проводилось при нарезании резьбы на муфтах ОТТГ 245 мм из стали группы прочности "Р" по ТУ 14-162-70 по отработанной технологии за пять проходов на муфтонарезных станках модели SMF – RV 4/4 – NC -350 «HEID» №14, для сравнения одновременно в одинаковых условиях испытывались пластины из сплава СР20 производства "Sandvik-Coromant".
При проведении испытаний выявлено:
средняя стойкость пластин из сплава марки МС2215ВН составила -
12,72 мин; у пластин ВР27ВН - 11,48 мин; у пластин СР20 - 12,37 мин
соответственно;
коэффициент стойкости пластин из сплава МС2215ВН по отношению к
пластинам из сплава СР20 составил Кст-1,03;
коэффициент стойкости пластин из сплава ВР27ВН по отношению к
пластинам из сплава СР20 составил КСт=0,93;
основной причиной выхода из строя резьбовых пластин всех сплавов
явилось выкрашивание на радиусах при вершине калибрующего зуба или его
скалывание.
Выводы:
Резьбовые пластины из сплавов МС2215ВН и ВР27ВН по размерам изготовлены в соответствии с требованиями чертежа TI-22.1ER-5.08 TRO.
- Основной причиной выхода из строя пластин из сплавов МС2215ВН и ВР27ВН явилось выкрашивание на радиусах при вершине калибрующего зуба или его скалывание.
- Средняя стойкость пластин из сплава марки МС2215ВН составила -12,72 мин; у пластин ВР27ВН - 11,48 мин; у пластин СР20 - 12,37 мин.
- Коэффициент стойкости пластин по отношению к пластинам из сплава СР20 составил: сплав МС2215ВН - Кст=1,03; сплав ВР27ВН - Кст=0,93.
3.3. Предложения по изменению существующего технологического процесса
По результатам производственных испытаний предлагаем на инструмент Т0200 вместо круглой не перетачиваемой пластины фирмы МИЗ МС2210 ТТ10К8 БГТ Р20 установить круглую не перетачиваемую пластину RCMX1606 MO НС – Р25 (LP 2002), фирмы Cerametal (рисунок 14).
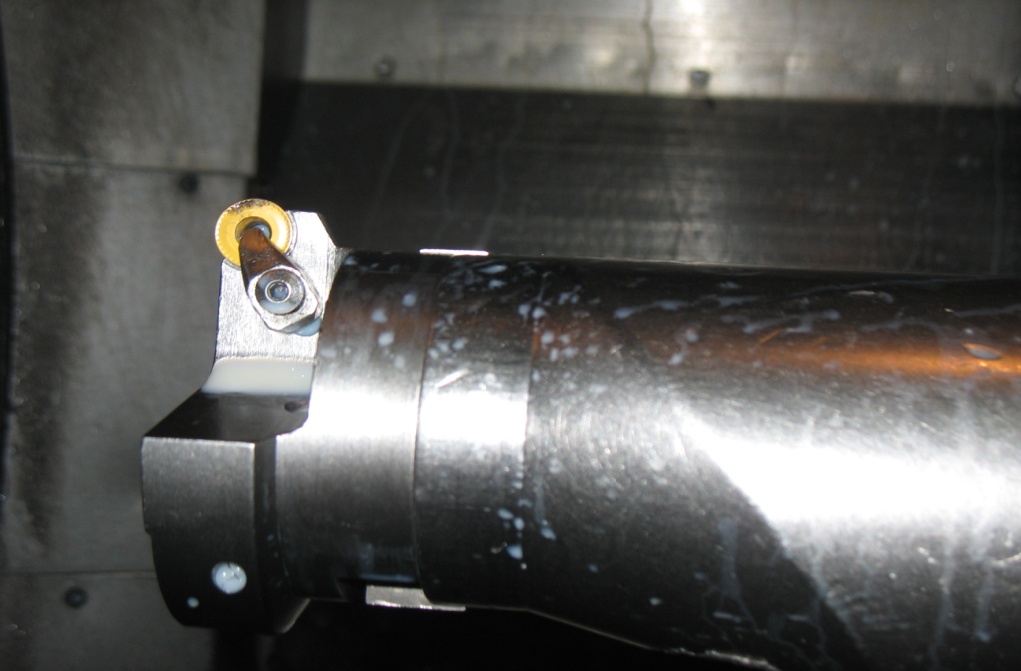
Рисунок 14 - Круглая не перетачиваемая пластина RCMX1606 MO НС – Р25 (LP 2002), фирмы Cerametal
Круглая неперетачиваемая пластина RCMX (односторонняя) - для чистового, получистового и чернового точения крупногабаритных деталей из стали, нержавеющих сталей, чугуна и жаропрочных сплавов. Подача: 0.25 - 3.2 мм/об; глубина резания: 2.5 - 8 мм [35]. Неперетачиваемые пластины RCMX1606 MO НС – Р25 (LP 2002) предназначены для работы в областях Р20 – Р30, имеют покрытие CVD - MTWA / MT35 -TiN - TiCN - Al203 – TiN. При рекомендуемой скорости резания Vc = 100 – 200 м/мин.
Режущий инструмент выбирают с учетом:
- твердости обрабатываемого материала;
- необходимого качества поверхности детали;
- стойкости, режущих свойств и прочности инструмента.
Стойкость неперетачиваемой пластины RCMX1606 MO НС – Р25 (LP 2002), фирмы Cerametal при обработке муфты ОТТГ стали 22ХМФА группы прочности «Е» 35 – 40 штук, износ по передней поверхности составляет начальная стадия лунка образования размером 0.80.5 мм, износ задней поверхности нет. Стойкость RCMX1606 MO НС – Р25 (LP 2002), выше чем неперетачиваемой пластины Фирмы МИЗ МС 2210 Р 20 в 1,67 раза на муфтах прочности « Е» При скорости резания V = 188 м/мин.
по формуле:
(1)
где, D – диаметр обрабатываемой поверхности
nст – заданное число оборотов шпинделя
м/мин
Время работы неперетачиваемой пластины на одной детали tоп = 0,29мин. Определяется по формуле:
(2)
где, L – длина обрабатываемой поверхности
S - подача
nст – заданное число оборотов шпинделя
мин
При замене или при повороте на другую режущую плоскость на станке не требуется никакой коррекции инструмента. Так – же уменьшаются простои оборудования в результате факторов показанных на ( рисунке15).
Рисунок 15 - Схема факторов влияющие на простой оборудования в результате поломки режущего инструмента
Для резьбообразующего инструмента Т300 предлагаем установить вместо блоков С47, С48 (рисунок 16).

Рисунок 16 - Резьбонарезной блок С47 с резьбонарезной пластиной ТI – 22.1 NR – 5.08 TRO СP-20
Резцы фирмы « Ceratizit» - резцы С30121 и С84797.1 (рисунок 17).
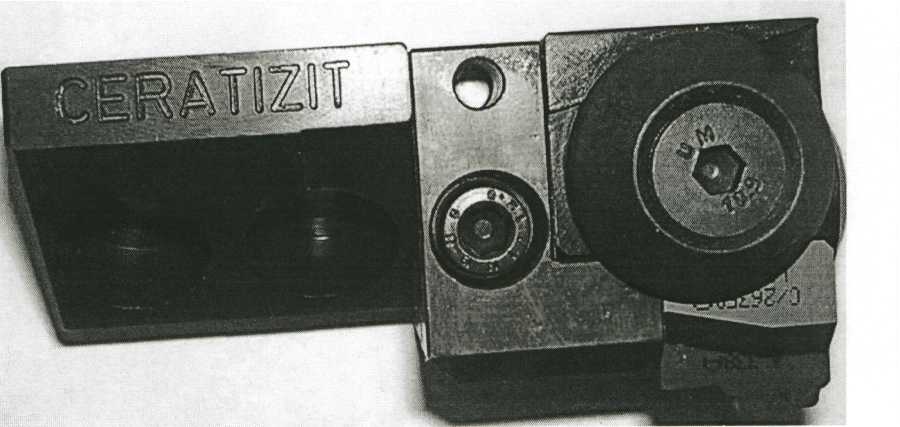
Рисунок 17 - Резец С 84797.1
Резцы фирмы « Ceratizit» C30121 и С84797.1, для которых разработана борштанга. Резцы оснащенные резьбонарезными пластинами 4.338А класса ASC 150 фирмы «Cerametal», (рисунок 18), класс АSC 150 имеет состав СО 5,8% (Ti, Ta, Nb)C 7.4% остальное WC [39]. Геометрические размеры пластины 4.338А представлены в (Приложении В).
Размер зерна 1-2m.
Твердость HV 1620.
Покрытие: класс с PVD покрытием. Износостойкий класс, который является основным элементом, предназначенным для высокой скорости резания.
Крепление резьбовых пластин в державках осуществляется сверху и сбоку прихватами круглой формы. Для дробления стружки устанавливаются стружколомы С/ 26355-С.
Конструкция державок опорных пластин, резьбовых пластин и стружколомов предусматривает подвод смазывающе-охлаждающей жидкости (СОЖ) из-под стружколома и из-под резьбовой пластины через отверстия диаметром менее 1 мм.

Рисунок 18 - Резьбонарезные пластина 4.338 А класса ASC 150
3.4. Предлагаемая программа обработки муфт OTTG -245
По результатам производственных испытаний режущего инструмента предложена программа для обработки муфт ОТТГ из стали ТУ 14-162-70.
Таблица 8 - Карта обработки муфт 245 ОТТГ левым суппортом
|
Кодированная информация, содержание кадра
|
Содержание перехода
|
|
1
|
2
|
|
N1 (MUFFE 245 OTTG LINKS 5DG)
N2 R49 X.2 M32
N3 G49 550
N4 G90 GO G53 Z750 R49
N5 G90 GO G53 X600
N6 G92 S400
N7 M6
N8 S195 M4
N9 G53 Z750
N10 G59 X-98 Z320
N11 T101
N12 G4 X.2
N13 GO X237.381
|
Останов на 0,2 сек левым суппортом
Быстрый ход программирование базовой точки по Z 750
Быстрый ход программирование базовой точки по оси X
Ограничение частоты вращения шпинделя
Включение вращения шпинделя против часовой стрелки
блокировка смешения нулевой точки
смешение нулевой точки, наладочный размер
позиция револьверной головки Т0100
выдержка времени 0,2 сек
быстрый подход на точку1 по оси Х
|
«Продолжение таблицы 8»
|
1
|
2
|
|
N213 Z137
N14G1 X235.014 Z127 F.6 M8
N15 X232.417 Z116.031 F.9
N16 X224.79 Z6.918
N17 GO X221.75 Z6.777
N18 G1 Z5.5
N19 GO X219.75
N20 Z137
N21 X251.65
N22 G1 X241.049 Z114.921
N23 G2 X240.935 Z114.496 I2.042 K-.49
N24 G1 X235.125 Z20.401
N25 X235.07 Z20.353
N26 G2 X234/509 Z19.371 I1.819 K-1.05
N27 G1 X233.782 Z8.123
N28 G0 X222.75 Z7.136
N29 G1 Z-2.6
N30 G59 X-132 Z191.5
N31 X273.9 Z123 F.6 T111
N32 Z127 F3.2
N33 X244.448 F.6
N34 GO Z148.5
N35 G4 Х.1 М80
N36 G53 Z750 T100
N37 @31
/N38 G4 X.1 M81
/N39 G53 X600
|
быстрый подход на точку1 по Z
движение подачи со скоростью 0,6мм/об в точку 2по осям ХZ включение СОЖ
движение подачи со скоростью 0,9 мм/об в точку 3 по осям ХZ
движение подачи со скоростью 0,9 мм/об точку 4 по осям Х Z
быстрый подход на точку 5 по осям . ХZ
линейная интерполяция по Z
быстрый подход на точку 6 по оси Х
быстрый подход на точку 6 по оси Z
быстрый подход на точку 7 по оси Х
линейная интерполяция со скоростью 0,9 мм/об в точку 8 по координатам Х Z
круговая интерполяция по осям Х,Z
линейная интерполяция по осям Х,Z точку 9
движение по осям Х ,Z с подачей F 0.9 мм/об в точку 10
круговая интерполяция по осям Х,Z
линейная интерполяция по осям Х ,Z с подачей F0.9 мм/об в точку 11
быстрый подход на точку12 по Х Z
движение подачи со скоростью 0.9 мм/об по оси Z в точку 13
смешение нулевой точки, наладочный размер
выход на точки со скоростью подачи 0,6 инструмент Т0111 в точку 14
отход по оси Z c подачей 3.2 мм/об
выход в точку15по оси Х с подачей 0,6 мм/об
быстрый подход по оси Z в точку 16
время выдержки 0,1 сек синхронизация программы двух систем
выход на опорную точку инструментом Т0100
очищение буферной памяти
исключаемый кадр
исключаемый кадр
|
«Продолжение таблицы 8»
|
1
|
2
|
|
/N39 G53 X600
/N40 X.1 M82
/N41 M0
/N42 M4
N43G59 Х-93 Z320
N44 T206
N45 G4 X.2 M83
N46 GO X250.554 S275
N146 Z128
N47 G1 X240.413 Z96 F1.5 M8
N147 Z101.04 F3
N247 X241.5 T202
N48 X236.195 Z15.223 F3.
N49 G2 X235.515 Z13.161 I7.656 K-2.32
N50 G1 X232.3 Z10.377
N51 GO Z60
N151 G4 X.1 М81
N251 G59 X7 Z320
N52 GO X-220.75 T214
N53 Z4.732
N54 G1 X-223.819 Z6.266 F.15
N55 G2 X-224.95 Z6.5 I-.566 K-.566
N56 G1 X-233.627 F.25
N57 X-231.627 Z7.5 T212
N58 Z21.129
N59 X-235.573
N60 G1 X-234.600 Z6.5 F.2
|
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
наладочный размер
смена инструмента Т0206
выдержка времени 0,2 сек синхронизация программы двух систем
быстрый подход на точку17 по оси Х вращение шпинделя
быстрый подход на точку17 по оси Z
движение подачи со скоростью 1,5 мм/об включение СОЖ в точку 18
движение подачи по оси Z со скоростьюF3
движение инструмента Т0200 по оси Х в точк 19
движение в точку 20 по осям ХZ c подачей F3 мм/об
круговая интерполяция по осям Х Z в точке 21
линейная интерполяция по осям Х Z в точку 22
ускоренный подход по оси Z в точку 2 3
время выдержки 0,1 сек синхронизация программы двух систем
наладочный размер по осям Х, Z
ускоренный подход инструментом Т0214 по осиХ в точку 24
ускоренный подход инструментом Т0214 по осиZ в точку 24
линейная интерполяция по осям Х Z с подачей F.15 в точку 25
круговая интерполяция по осям Х Z в точке25
линейная интерполяция по осям Х Z с подачей F.25 в точку 26
движение инструмента Т0212 по осям Х Z в точку27
движение инструмента осиZ в точку28
движение инструмента оси Х в точку 29
линейная интерполяция по осям Х Z с подачей F.2 в точку30
|
«Продолжение таблицы 8»
|
1
|
2
|
|
N61 X-233.627
N62 G59 X-93 Z320
N63 GO Z125.887 T216
N64 X249.287
N65 G1 X251.887 Z124.657 F.25
N66 GO G53 Z750 T200 M9
N67 @31
/N68 G4 X.1 M84
/N69 G53 X600
/N70 G4 X.1 M85
/N71 M0
/N72 M4
N73 G59 X-93 Z320.42
N74 T303
N75 G4 X.2 M86
N76 G0 X244.237 S145
N176 Z142
N77 G4 X.1 M87
N78 G33 X237.419 Z30 I.155 K5.08 M8
N79 G33 X228.6 Z25.64 I5.138 K5.08
N80 Z142
N81 X245.037
N82 G4 X.1 M88
N83 G33 X238.219 Z30 I.155 K5.08
N84 X229.4 Z25.64 I5.138 K5.08
N85 GO Z142
N86 X245.797
|
движение инструмента оси Х в точку31
наладочный размер
ускоренный подход инструментом Т0216 по осиZ в точку32
движение инструмента оси Х в точку32
линейная интерполяция по осям Х Z с подачей F.25 в точку33
ускоренный выход инструмента Т0200 выкл СОЖ
очищение буферной памяти
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
наладочный размер
смена инструмента 0300
время выдержки 0,2 сек. синхронизация программы двух систем
ускоренный подход по оси Х вращение шпинделя в точку34
ускоренный подход по оси Z в точку34
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом вкл. СОЖ в точку35
нарезание резьбы с постоянным шагом в точ.36
отход инструмента по оси Z в точку37
отход инструмента по оси Х в точку38
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку39
нарезание резьбы с постоянным шагом в точку40
быстрый ход инструмента к точке 41 по оси Z
подход инструмента к точке 42 по оси Х
|
«Окончание таблицы 8»
|
1
|
2
|
|
N86 X245.797
N87 G4 X.1 М80
N88 G33 X238.970 Z30 I.155 K5.08
N89 G33 X230.16 Z25.64 I5.138 K5.08
N90 GO Z142
N91 X246.397
N92 G4 X.1 M81
N93 G33 X239.541 Z30 I.155 K5.08
N94 G33 X230.76 Z25.64 I5.138 K5.08
N95 GO Z142
N96 X246.837
N97 G4 X.1 M82
N98 G33 X240.019 Z30 I.155 K5.08
N99 G33 X231.2 Z25.64 I5.138 K5.08
N100 M10
N101 GO Z142 M9
N102 G53 Z750 T300
N202 G53 X600 M19
N103 @31
/N104 G4 X.1 M83
/N105 MO
N106 T100 M11
N107 M7
N108 G4 X.2 M84
N109 GO G53 Z750 R49
N110 M2
|
подход инструмента к точке 42 по оси Х
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку43
нарезание резьбы с постоянным шагом в точку44
быстрый ход инструмента к точ 45по оси Z
подход инструмента к точке 46 по оси Х
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку47
нарезание резьбы с постоянным шагом в точку48
быстрый ход инструмента по оси Z к точке49
подход инструмента по оси Х к точке 50
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом в точку51
нарезание резьбы с постоянным шагом в точку52
включение промывки патрона
быстрый ход по оси Z выкл. СОЖ в точку 53
выход инструментом Т0300 на опорную точку по оси Z
выход инструментом Т0300 на опорную точку по оси Х позиционирование патрона
очищение буферной памяти
исключаемый кадр
исключаемый кадр
смена инструмента Т0100 выкл. промывки патрона
время выдержки 0,2 сек. синхронизация программы двух систем
блокировка смешения нулевой точки по Z
конец программы
|
Таблица 9 - Карта обработки муфт 245 ОТТG правым суппортом
|
Кодированная информация, содержание кадра
|
Содержание перехода
|
|
1
|
2
|
|
N1 (MUFFE 245 OTTG RECHTS 5DG)
N2 G4 X.2 M31
N3 G49 0
N4 G90 GO G53 Z750 R49
N5 G90 GO G53 X600
N6 G92 S400
N7 M6
N8 S195 M4
N9 G53 Z750
N10 G59 X-98 Z320
N11 T101
N12 G4 X.2
N13 GO X237.381
N213 Z137
N14G1 X235.014 Z127 F.6 M8
N15 X232.417 Z116.031 F.9
N16 X224.892 Z10
N17 X224.79 Z6.918
N18 GO X221.75 Z6.777
N19 G1 Z5.8
N20 GOX219.75
N21 Z137
N22 X251.65
N23 G1 X241.049 Z114.921
N24 G2 X240.935 Z114.496 I2.042 K-.49
|
Останов на 0,2 сек правым суппортом
Быстрый ход программирование базовой точки по Z 750
Быстрый ход программирование базовой точки по X 600
Ограничение частоты вращения шпинделя
Включение вращения шпинделя против часовой стрелки
блокировка смешения нулевой точки
наладочный размер
позиция револьверной головки Т0100
время выдержки 0,2 сек.
быстрый ход инструмента по оси Х к точке 1I
подход инструмента по оси Z к точке1I
линейная интерполяция по осям Х Z с подачей F.6 мм/об вкл. СОЖ к точке2I
движение инструмента по осям Х Z с подачей F.9 мм/об к точке3I
движение инструмента по осям Х Z к точке 4I
движение инструмента по осям Х,Z к точке 5I
быстрый ход в координаты по осям Х,Z
линейная интерполяция по оси Z
быстрый ход в координату по оси Х к точке 6I
быстрый ход в координату по оси Z к точке 6I
быстрый ход в координату по оси Х к точке 7I
линейная интерполяция по осям Х,Z к точке 8I
круговая интерполяция по осям Х,Z в точке 8I
|
«Продолжение таблицы 9»
|
1
|
2
|
|
N25 G1 X235.125 Z20.401
N26 X235.07 Z20.353
N27 GO X233.07 Z21.353
N28 G4 X.1 M80
N29 G1 X235.07 Z20.35
N30 G2 X234.509 Z19.371 I1.819 K-1.05
N31 G1 X233.782 Z.8123
N32 GO X22.75 Z7.136
N33 G1 Z-2.6
N34 G59 X-132 Z191.5
N35 G1 X273.9 Z123 F.6 T111
N36 Z127 F3.2
N37 X244.448 F.6
N38 GO G53 Z750 T100 M9
N39 @31
/N40 G4 X.1 M81
/N41 G53 X600
/N42 G4 X.1 M82
/N43 MO
/N44 M4
N45 G59 X-93 Z320
N46 T206
N47 G4 X.2 M83
N48 GO X250.554
N148 Z128 S275
|
линейная интерполяция по осям Х,Z к т 9I
движение инструмента по осям Х,Z к точке 10I
быстрый ход в координаты по осям Х,Z к точку 11I
время выдержки 0.1 сек синхронизация программ двух систем
линейная интерполяция по осям Х,Z к т12I
круговая интерполяция по осям Х,Z в точке 12I
линейная интерполяция по осям Х,Z к точке 13I
быстрый ход по осям Х,Z к точке 14I
линейная интерполяция по оси Z
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
линейная интерполяция по осям Х,Z с подачей F0.6 мм/об инструментом Т0111 к точке 15I
линейная интерполяция по оси Z с подачей F3,2
линейная интерполяция по осям Х,Z с подачей F0.6 мм/об к точке 16I
быстрый ход, блокировка смещения нулевой точки по оси Z инструментом Т0100 выкл СОЖ
очищение буферной памяти
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
смена инструмента Т0206
время выдержки 0.2 сек синхронизация программ двух систем
быстрый ход в координату по оси Х к точке 17I
быстрый ход в координату по оси Z к точке 17I задача оборотов шпинделя
|
«Продолжение таблицы 9»
|
1
|
2
|
|
N49 G1 X240.413 Z96 F1.5 M8
N149 Z101.04 F3
N249 X241.5 T202
N50 G1 X236.195 Z15.223 F3
N51 G2 X235.515 Z13.161 I7.656 K-2.32
N52 G1 X223.0 Z2.5 F2.5
N152 Z-18
N252 G0 X222
N352 GO Z10.377
N452 G4 X.1 M81
N53 G59 X7 Z320
N54 GO X-220.75 T214
N55 Z4.732
N56 G1 X-223.819 Z6.266 F.15
N57 G2 X-224.95 Z6.5 I-.566 K-.566
N58 G1 X-233.627 F.25
N59 G0 X-231.637 Z7.5 T212
N60 Z21.129
N61 X-235.573
N62 G1 X-234.507 Z6.5 F.2
N63 X-233.627
N64 G59 X-93 Z320
N65 GO Z125 Х975 T216
N66 X249.287
NG1 X251.887 Z124.657 F.25
N68 GO G53 Z750 T200 M9
|
линейная интерполяция по осям Х,Z с подачей F1.5 мм/об вкл. СОЖ к точке 18I
линейная интерполяция по оси Z с подачей F3 мм/об к точке 19I
линейная интерполяция по оси Х инструментом Т0202 к точке 20I
линейная интерполяция по осям Х,Z с подачей F3 мм/об к точке 21I
круговая интерполяция по осям Х,Zв точке 21I
линейная интерполяция по осям Х,Z с подачей F2,5 мм/об к точке 22I
линейная интерполяция по оси Z
быстрый ход по оси Х к точке 23I
быстрый ход по оси Z к точке 23I
время выдержки 0.1 сек синхронизация программ двух систем
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
быстрый ход по оси Х инструментом Т0214 к точке 24I
быстрый ход по оси Z к точке 24I
линейная интерполяция по осям Х,Z с подачей F.15 мм/об к точке 25I
круговая интерполяция по осям Х,Z в точке 25I
линейная интерполяция по оси Х, с подачей F.25 мм/об к точке 26I
быстрый ход в координаты по осям Х,Z инструментом Т0212 к точке 27I
быстрый ход по оси Z к точке 28I
быстрый ход по оси Х к точке 29I
линейная интерполяция по осям Х,Z с подачей F.2 мм/об к точке 30I
линейная интерполяция по оси Х к точке 31I
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
быстрый ход по осям Х Z инструментом Т0216 к точке 32I
быстрый ход по оси Х
линейная интерполяция по осям Х,Z с подачей F.25 мм/об к точке 33I
быстрый ход инструментомТ0200, блокировка смещения нулевой точки выкл. СОЖ
|
«Продолжение таблицы 9»
|
1
|
2
|
|
N69 @31
/N70 G4 X.1 M84
/N71 G53 X600
/N72 G4 X.1 M85
/N73 MO
/N74 M4
N75 G59 X-93 Z308.97
N76 T300
N77 G4 X.2 M86
N78 GO X218.321 S145
N178 Z142
N79 Z17.005
N80 G4 X.1 M87
N81 G33X233.271Z24.505I5.08K5.08 M8
N82 G33 X237.271 Z30 I1.849 K5.08
N83 G33 X243.545 Z132 I.165 K5.08
N84 X219.121
N85 Z17.005
N86 G4 X.1 M88
N87 G33 X234.071 Z24.505 I5.08 K5.08
N88 G33 X238.071 Z30 I1.849 K5.08
N89 G33 X244.345 Z132 I.156 K5.08
N90 GO X219.881
N91 Z17.005
N92 X.1 M80
N93 G33 X234.831 Z24.505 I5.08 K5.08
N94 G33 X238/831 Z30 I1.849 K5.08
|
очищение буферной памяти
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
исключаемый кадр
программируемое добавочное смещение нулевой точки по координатам осей Х,Z
смена инструмента Т0300
время выдержки 0,2 сек. синхронизация программы двух систем
ускоренный подход по оси Х к точке 34I вращение шпинделя
ускоренный подход по оси Z к точке 34I
ускоренный подход по оси Z к точке 35I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом вкл. СОЖ к точке 36I
нарезание резьбы с постоянным шагом к точке 37I
нарезание резьбы с постоянным шагом к точке 38I
отход инструмента по оси Х к точке 39I
отход инструмента по оси Z к точке 39I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом к точ 40I
нарезание резьбы с постоянным шагом к точ 4I
нарезание резьбы с постоянным шагом к точ 42I
подход инструмента по оси Х к точке 43I
подход инструмента к точке по оси Z к точке 43I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом к точ 44I
нарезание резьбы с постоянным шагом к точ 45I
|
«Окончание таблицы 9»
|
1
|
2
|
|
N95 G33 X245.105 Z132 I.156 K5.08
N96 GO X220.481
N97 Z17.005
N98 G4 X.1 M81
N99 G33 X235/431 Z24.505 I5.08 K5.08
N100 G33 X239/431 Z30 I1.849 K5.08
N101 G33 [245.705 Z132 I.156 K5.08
N102 G0 X220.921
N103 Z17.005
N104 G4 X.1 M82
N105 G33 X235.871 Z24.505I5.08 K5.08
N106 G33 X239.871 Z30 I81.849 K5.08
N107 G33 X246.145 Z132 I.156 K5.08
N109 M10
N110 GO Z142 M9
N111 G53 Z750 T300
N211 G53 X600 M19
N112 @31
/N113 G4 X.1 M83
/N114 MO
N115 T100 M11
N116 M7
N117 G4 X.2 M84
N118GO G53 Z750 R49
N119 M16
N120 M2?
|
нарезание резьбы с постоянным шагом к точке 46I
быстрый ход инструмента по оси Х к точке 47I
подход инструмента по оси Z к точке 47I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом к точке 48I
нарезание резьбы с постоянным шагом к точке 49I
нарезание резьбы с постоянным шагом к точке 50I
быстрый ход инструмента по оси Х к точке 51I
быстрый ход инструмента по оси Z к точке 52I
время выдержки 0,1 сек. синхронизация программы двух систем
нарезание резьбы с постоянным шагом к точке 53I
нарезание резьбы с постоянным шагом к точке 54I
нарезание резьбы с постоянным шагом к точке 55I
включение промывки патрона
быстрый ход по оси Z выкл. СОЖ к т. 56I
выход инструментом Т0300 на опорную точкупо оси Z
выход инструментом на опорную точку по оси Х позиционирование шпинделя
очищение буферной памяти
исключаемый кадр
исключаемый кадр
смена инструмента Т0100 выкл. промывки патрона
время выдержки 0,2 сек. синхронизация программы двух систем
блокировка смешения нулевой точки по Z
Цикл загрузки выгрузки детали
Конец программы
|
Рисунок 19 - Схема изменённая схема обработки инструментов Т0200, Т0212, Т0214
Рисунок 20 - Схема изменённая схема обработки инструмента Т0300
Из представленных схем видно, что в предлагаемом варианте обработки высоко герметичных муфт из стали по ТУ 14-162-70 с внедрением нового режущего инструмента сократились перемещение режущего инструмента, а именно перемещение инструментов Т0200, Т0300 из рабочей зоны с последующим остановом станка. Что ведет к сокращению штучного времени обработки детали и увеличению к росту производительности оборудования.
3.5. Выводы
Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. На трудоёмкость изготовления детали оказывают особое влияние её конструкция и технические требования на изготовление.
Трубы обсадные и муфты к ним в хладостойком исполнении предназначены для эксплуатации на газовых, газоконденсатных и нефтяных месторождений в холодном макроклиматических районах, где изменен химический состав стали, добавлены лидирующие элементы молибден, алюминий.
Механическая обработка муфт по ТУ 14-162-70 нецелесообразна и является проблемной для производства, т.к. режущий инструмент фирмы МИЗ серии МС 2210 ТТ10К8 БГТ Р20 не подходит для обработки данной стали. Для изменения технологического процесса были предложены испытания неперетачиваемых пластин фирмы Sandvik –МКТС марки сплава МА 3, фирмы Cerametal марки сплава НС – Р25 LР 2002. В результате исследования неперетачиваемые пластины фирмы Cerametal марки сплава НС – Р25 LР 2002 стойкость выше, чем фирмы МИЗ МС2210 в 1,67 раза. Данные пластины не требуется никакой коррекции не при работе, не при смене режущей кромки, практически нет сколов, только микротрещины.
Так же были испытаны резьбонарезные пластины 4.338-А TRO и 4.240-Е TRO сплава АSC 150 производства фирмы «Cerametal» , гребёнки ТI – 22.1 NR – 5.08 ТRO, серии МС2215ВН и ВР27ВН фирмы МИЗ. Средняя стойкость пластин 4.240-Е TRO сплава АSC 150 производства фирмы «Cerametal» выше в 1,53раза, чем у пластин ТI – 22.1 NR – 5.08 TRO СP-20 фирмы"Sandvik-Coromant".
При проведении испытаний выявлено:
- данный режущий инструмент подходит для обработки муфт по ТУ 14-162-70 из хладостойкой стали;
- уменьшилось время обработки одной детали, что привело к повышению эффективности производства;
- уменьшился риск получения микротравм у рабочих;
- уменьшился простой оборудования;
- уменьшился выпуск бракованной продукции.
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
В экономической части выполняется расчёт капитальных затрат и определяется экономическая эффективность внедрения нового режущего инструмента. Размер капитальных вложений определяется по формуле:
К = Коб + Кпрс +Кпрг; (3)
где Коб- капитальные вложения в оборудование,
Кпрс- капитальные вложения в приспособления,
Кпрг - капитальные вложения в программное обеспечение.
Так как разрабатываемый технологический процесс предполагает использование станков с ЧПУ, то затраты на программное обеспечение приняты по данным предприятия.
4.1. Расчет действительного фонда рабочего времени
Расчёт действительного фонда рабочего времени оборудования ведется по формуле:
(4)
где, Fн - номинальный фонд времени работы единицы оборудования,
Kр - потери номинального времени работы оборудования на ППР, %.
Номинальный фонд времени работы оборудования.
365 - календарное количество дней в году,
365 рабочих дней при трехсменной работе продолжительностью 8 часов.
Fнч.
Потери рабочего времени оборудования на ППР (планово-предупредительный ремонт) составляют 6% рабочего времени оборудования.
Тогда действительный фонд времени работы оборудования будет равен
Fоб ч.
4.2. Определение штучного времени
Штучное время определяется по формуле:
(5)
где, Тца - время цикла автоматической работы станка по программе;
Тв – время технологических пауз, остановок;
Твп - вспомогательное время на установку и снятие детали.
Тца = 6,27 мин [по данным предприятия]
Тв = 1,03 мин [по данным предприятия]
Твп = 0,39 мин [по данным предприятия]
Базовый вариант

Проектный вариант

4.3. Определение количества станков
Расчёт количества станков ведется по формуле:
; (6)
где, Nгод- годовая программа выпуска деталей,
, t- штучное время операции, час,
Fоб- действительный фонд рабочего времени оборудования, час,
Kвн- коэффициент выполнения норм,
Kз- коэффициент загрузки оборудования.
Полученные данные сводятся в таблицу.
Базовый вариант
Таблица 10 - Необходимое количество станков
|
№ операции
|
Штучное время, ч.
|
Годовая программа выпуска, шт.
|
Расчётное количество станков, шт.
|
|
005
|
0,14
|
11000
|
0,20
|
Проектный вариант
Таблица.11 - Необходимое количество станков
|
№ операции
|
Штучное время, ч.
|
Годовая программа выпуска, шт.
|
Расчётное количество станков, шт.
|
|
005
|
0,13
|
11000
|
0,20
|
Данные по загрузке станков сводятся в таблицу 12.
Таблица 12 - Загрузка станков
|
Оборудование
|
Количество станков расчётное
|
Количество станков принятое
|
% загрузки
|
|
SMF–350 “HEID»
|
0,20
|
1
|
20
|
Определение единовременных вложений в приспособления (оснастку, инструмент). Единовременные вложения в приспособления определяются по формуле
(7)
где qр - расчётное количество оборудования, шт.;
Нпрс - количество приспособлений на единицу оборудования, шт.;
Цпрс - стоимость приспособления, р.;
косн - коэффициент занятости технологической оснастки, равен 0.3 т.к. оснастка используется для изготовления других деталей.
р.
4.4. Расчёт технологической себестоимости детали
Расчёт себестоимости детали ведётся по формуле:
С=Зм+Ззп+Зэ+Зоб +Зи, ; (8)
где, Зм- затраты на материал, р. ;
Ззп- затраты на заработную плату, р.;
Зэ- затраты на технологическую электроэнергию, р.;
Зоб- затраты на содержание и эксплуатацию оборудования, р.;
Зи- затраты инструмент, р.
4.4.1. Затраты на заработную плату основных рабочих
Расчет заработной платы при сдельной оплате труда на единицу продукции рассчитывается по формуле:

где, Ст – часовая тарифная ставка производственного рабочего на операции, р;
t шт – штучное время на операцию, ч;
Кмн – коэффициент учитывающий многостаночное обслуживание;
Кесн- коэффициент, учитывающий единый социальный налог;
Кдоп- коэффициент, учитывающий дополнительную заработную плату;
Кр- районный коэффициент.
Базовый вариант:

Проектный вариант:

4.4.2. Затраты на электроэнергию
Затраты на электроэнергию, расходуемую на выполнение одной деталеоперации, рассчитывается по формуле:
(10)
где, Nу- установленная мощность главного электродвигателя, кВт;
kN- средний коэффициент загрузки электродвигателя по мощности станка (0,3);
kвр – средний коэффициент занрузки электродвигателя по времени (для крупносерийного и массового производства – 0,7)
kод- средний коэффициент одновременной работы всех электродвигателей станка (при одном двигателе = 1);
kW- коэффициент, учитывающий потери электроэнергии в сети предприятия (1,06);
- коэффициент полезного действия;
kвн- коэффициент выполнения норм;
Цэ- стоимость 1 кВт/ч электроэнергии, р.
Рассчитываем затраты на электроэнергию для SMF – 350.
Базовый вариант
Зэ =
Проектный вариант
Зэ =
4.4.3. Затраты на содержание и эксплуатацию технологического оборудования
Затраты на содержание и эксплуатацию оборудования рассчитываются по формуле:
Зоб = Сам + Срем, (11)
где, Сам- амортизационные отчисления от стоимости оборудования, р.;
Срем- затраты на ремонт оборудования, р.
Амортизационные отчисления на оборудования определяется следующим образом:
(12)
где Цоб- цена оборудования, р.;
Нам - норма амортизационных отчислений;
F об - годовой действительный фонд времени;
Кз – нормативный коэффициент загрузки оборудования;
Квн – коэффициент выполнения норм;
t шт – штучное время на операцию.
Базовый вариант


Зоб = 1,73 + 1,04 = 2,77 р
Проектный вариант


Зоб = 1,39 + 0,76 = 2,15 р.
4.4.4. Затраты на эксплуатацию инструмента
Затраты на эксплуатацию инструмента на единицу продукции вычисляются по формуле:

где Цпл – цена сменной многогранной пластины, р;
Цкор – цена корпуса сборного инструмента, Р;
Q – количество сменных поворотных пластин, используемых на 1 державке сборного инструмента;
N – количество граней многогранной пластины ;
bфи - коэффициент фактического использования, связанный со случайной убылью инструмента, bфи = 0,95 для чистовой операции;
Тшт – штучное время время, мин;
Тст – период стойкости инструмента, мин.
Базовый вариант

Проектный вариант

Таблица 13 - Технологическая себестоимость обработки детали по измененным статьям
|
Статья затрат
|
Базовый вариант
|
Проектный вариант
|
|
Заработная плата с начислениями
Затраты на технологическую энергию
Затраты на содержание и эксплуатацию оборудования
Затраты на эксплуатацию инструмента
|
3,75
1,80
2,77
0,33
|
3,32
1,65
2,15
0,04
|
|
Итого
|
8,65
|
7,15
|
4.5. Определение годовой экономии от изменения техпроцесса
Одним из показателей экономического эффекта от спроектированного варианта технологического процесса является годовая экономия, полученная в результате снижения себестоимости:
где Сб; Спр – технологическая себестоимость одной детали по базовому и проектированному вариантам соответственно;
Nгод – годовая программа выпуска деталей.
4.6. Определение количества выпуска брака
По данным предприятия коэффициент выпуска брака за одну смену не должен превышать Н = 2,2%.
Расчет нормы выпуска брака определяется формулой:
(15)
где G – выпущено брака за смену;
Nсм – выпуск продукции за смену.
Базовый вариант

Проектный вариант

По данным предприятия составляет 0,23% - 1495 р.
4.7. Определение экономических показателей разрабатываемого мероприятия
В этом разделе рассчитаем несколько обобщающих коэффициентов, характеризующих технико-экономический эффект от совершенствования технологического процесса.
4.7.1. Производительность труда
Производительность труда на программных операциях определяются по формуле:
(16)
где Fp – действительный фонд времени работы одного рабочего, ч;
Квн – коэффициент выполнения норм.
Определим действительный годовой фонд рабочего времени при непрерывном производстве.
365 - календарное количество дней в году,
90 – количество выходных,
275 – рабочих дней, из них,
35 – отпуск очередной,
2 - потери по больничному листу,
6 - прочие потери,
232 - количество рабочих дней за вычетом потерь.
Итого рабочих часов 1740 ч.
Базовый вариант

Проектный вариант

4.7.2. Рост производительности труда

Где Впр, Вб – производительность труда соответственно проектируемого и базового вариантов.

4.7.3. Вывод
Изменение технологического процесса а именно использование нового режущего инструмента, позволило снизить себестоимость обработки детали, сократить производственный цикл, уменьшить выпуск брака. Поэтому можно сказать, что внедрение нового режущего инструмента является более эффективным по сравнению с базовым. Условно годовая экономия составляет 52380 р. Технико - экономические показатели приведены в (таблице 14).
Таблица 14 - Технико – экономические показатели проекта
|
Наименование показателя
|
Значение показателя по вариантам
|
Изменения показателя
|
|
|
Базовый
вариант
|
Проектируемый вариант
|
|
|
Годовой выпуск деталей, шт.
|
11000
|
11000
|
__
|
|
Сумма единовременных вложений, р.
|
|
26687
|
__
|
|
Технологическая себестоимость обработки детали, р.
В том числе:
- затраты на эксплуатацию инструмента
- затраты на заработную плату рабочих
|
8.65
0,33
3.57
|
7.15
0,04
3.32
|
- 1.5
- 0,29
- 0.25
|
|
Технологическая себестоимость годового выпуска, р.
|
95150
|
78650
|
- 16500
|
|
Трудоемкость обработки, н. ч.
|
0,14
|
0,13
|
- 0,01
|
|
Потери от брака, р.*
|
364780
|
328900
|
- 35880
|
|
Условно годовая экономия, р.
|
|
52380
|
52380
|
|
Рост производительности труда %
|
|
11%
|
11%
|
|
Окупаемость единовременных вложений, г.
|
|
1
|
|
* данные предприятия
5. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РАБОТЫ
5.1. Введение
Наша деятельность протекает в мире опасностей – природных, технических и других. По различным причинам в России за год травмируется до 20 млн. человек, в том числе погибает около 200 тысяч. Уровень травматизма не снижается, а имеет тенденцию к росту. Одна из причин этого негативного явления – недостаточный уровень обучения на всех стадиях образования. Более широкая и комплексная проработка вопросов безопасности производства, его влияния на природную среду и организм человека позволит в определенной степени устранить этот пробел.
Обеспечение безопасности труда реализуется как при проектировании производственных процессов, так и в процессе их реализации.
Основными законодательными актами по охране труда является конституция и ТК. Конкретные мероприятия по созданию здоровых и безопасных условий труда, предупреждению несчастных случаев и заболеваний регламентируется системой стандартов безопасности труда (ССБТ).
ССБТ устанавливает общие требования и нормы по видам опасных и вредных производственных факторов, методы оценки безопасности труда, общие требования безопасности производственных процессов и оборудования [9].
Все большее значение в обеспечении безопасности труда приобретает строгое соблюдение требований системы стандартов безопасности труда (ССБТ).
В государственных стандартах сформулированы требования безопасности к производственным процессам, оборудованию, промышленной продукции, средствам защиты работающих, установлены нормы и требования на параметры, характеризующие шум, вибрацию, ультразвук, запыленность и загазованность воздуха рабочей зоны, электро и взрывобезопасность, пожарную безопасность и т.п.
Стандартизация в области безопасности труда охватывает все уровни управления народным хозяйством – государственный, отраслевой, республиканский и предприятия, а также все стадии разработки, производства и применения промышленной продукции, включающие проектирование, изготовление, эксплуатацию, ремонт и т.п.
Государственные стандарты на общие требования безопасности производственных процессов распространяются на все отрасли народного хозяйства и содержат конкретные указания по безопасной реализации процессов.
5.1.1. Безопасность труда
Оборудование трубных цехов, производственные процессы должны обеспечивать безопасность рабочих и безвредные условия труда. Для решения данных вопросов при проектировании технологических процессов следует руководствоваться «Санитарными правилами организации технологических процессов и гигиенических требований к производственному оборудованию».
Полностью безопасных и безвредных производств не существует. Задача охраны труда – свести к минимуму вероятность поражения или заболевания работающего, с одновременным обеспечением комфорта при максимальной производительности труда.
Темой дипломной работы является совершенствование технологического процесса обработки детали муфта, с тем, чтобы деталь была более производительной.
Обработка детали осуществляется в муфтонарезном отделении трубопрокатного цеха №1 ОАО «Северский трубный завод»
При механической обработке металлов на металлорежущих станках возникает ряд опасных и вредных факторов: движущиеся части оборудования, передвигающиеся заготовки, высокая температура в зоне обработки и стружки, повышенное напряжение в энергосети.
Металлическая стружка при механической обработке сталей имеет высокую температуру и представляет собой серьезную опасность не только для работающих на станке, но и для лиц, находящихся вблизи станка. Поэтому станки имеют ограничительные щитки зоны резания. Для защиты глаз станочников используются очки. Для удаления стружки используется шнековый конвейер. При помощи конвейера, стружка попадает в специальные контейнеры и отправляется в другой цех для переработки.
При работе на металлорежущем оборудовании возможны следующие основные опасные и вредные факторы:
– поражение электрическим током;
– шум внешних устройств;
– неверное расположение освещения;
– несоблюдение режима работы;
– неудовлетворительный микроклимат.
Все эти факторы могут привести к получению травм, зрительному и общему переутомлению, головной боли, ухудшению внимания, снижению работоспособности. Поэтому уделяется большое внимание правильной организации рабочих мест.
Помещения цехов должны удовлетворять согласно требованиям [24].
Все эксплуатируемое оборудование в цехе находится в полной исправности. Работа на неисправном оборудовании не производится.
Таблица 15 – Организация рабочего места
|
Требования
|
Существующее положение
|
Действия
|
|
1
|
2
|
3
|
|
Проезды и проходы внутри цехов должны иметь ясно обозначенные габариты, очерченные линиями или заменяющими их знаками
|
Ширина магистральных проездов 3500мм, очерченные линиями яркого цвета
|
__
|
«Продолжение таблицы 15»
|
1
|
2
|
3
|
|
Расстояние между производственным оборудованием:
- расстояние между тыльными сторонами станков, не менее:
средние станки – 800 мм
крупные станки – 1200 мм
- станки расположены «в затылок», не менее:
средние станки – 1500 мм
крупные станки – 2000 мм
- станки расположены фронтом друг к другу, не менее:
средние станки – 2500 мм
крупные станки – 3000 мм
- от стен или колонн здания, не менее:
средние станки – 800 мм
крупные станки – 900 мм
|
Расстояние между производственным оборудованием:
- расстояние между тыльными сторонами станков:
средние– 800 мм
крупные – 1200 м
- станки расположены «в затылок»:
средние станки – 1500 мм
крупные станки – 2000 мм
- станки расположены фронтом друг к другу:
средние станки – 2500 мм
крупные станки – 3000 мм
- от стен или колонн здания:
средние станки – 800 мм
крупные станки – 900 мм
|
___
|
|
Рабочее место должно находиться вне линии движения грузов, переносимых грузоподъемными средствами
|
Станки находятся от проезда на расстоянии 700мм боковой стороной.
|
__
|
|
Рабочее место должно быть оборудовано стеллажами для хранения приспособлений, инструмента и т.п.
|
Рядом с каждым рабочим местом находится тумбочка или стеллаж размером 400х400мм
|
__
|
|
Все органы управления на рабочем месте должны быть размещены на высоте 100-160 см над уровнем пола при обслуживании стоя; на высоте 60- 120 см – при обслуживании сидя.
|
Все органы управления установлены на высоте:
стоя – 150 см, сидя – 80 см, Тумбочки и стеллажи имеют высоту 80см.
|
__
|
|
Оборудование, работа которого связана с выделением пыли, должно находиться в отдельном помещении.
|
Обдирочно-шлифовальные станки, точила, наждаки, и очистные галтовочные барабаны находятся на территории участков
|
Предусмотрена общая приточная вентиляция и пылеотсасывание от каждого места выделения пыли
|
|
Площадь на одного работающего в производственном помещении должна составлять не менее 4,5 м2
|
В цехе расположено 300единиц оборудования: 4,5 х 310 = 1800 м2
Площадь цеха равна:
40 х 65 = 2600 м2
|
__
|
«Окончание таблицы 15»
|
1
|
2
|
3
|
|
Освещение должно быть смешанным (естественным и искусственным)
|
Естественное освещение представлено в виде бокового на крыше; искусственное – в виде светильников, расположенных в каждом пролете по три штуки в ряд и расстояние между ними 3м, между рядами – 6м.
|
__
|
|
Продолжительность рабочей смены не должна превышать 8ми часов
|
Рабочая смена на предприятии составляет 8 часов, из которых перерыв на обед 30мин.
|
__
|
Как видно из данной таблицы, существующее положение соответствует почти всем требованиям стандарта. Также приведены необходимые мероприятия, которые создают нормальные условия труда.
5.1.2. Требования к воздуху рабочей зоны
Одним из необходимых условий здорового и производительного труда является обеспечение нормальных метеорологических условий в рабочей зоне помещений и требуемой чистоты воздуха.
Под метеоусловиями на производстве понимается воздействие на человека температуры, влажности воздуха, скорости движения воздуха.
Воздух рабочей зоны должен соответствовать требованиям [18].
Поступающий воздух должен быть очищен от загрязнений, в том числе от пыли и микроорганизмов. Кондиционирование воздуха должно обеспечивать автоматическое поддержание параметров микроклимата в необходимых пределах в течение всех сезонов года [9].
Основными вредными факторами являются пары СОЖ (нефтяные минеральные масла) и технологических смазок, абразивная и металлическая пыль выделяющихся в процессе механической обработки металлов резанием.
Фактические и допустимые параметры микроклимата в рабочей зоне приведены в таблице 16.
Таблица 16 – Фактические и допустимые параметры микроклимата в рабочей зоне
|
Период года
|
Температура воздуха,
0С
|
Относительная влажность,
%
|
Скорость движения воздуха,
м/с
|
|
|
Допус-тимые
|
Факти-ческие
|
Допус-
тимые
|
Факти-
ческие
|
Допус-
тимые
|
Факти-ческие
|
|
холодный
|
18-20
|
19
|
40-60
|
60
|
0,2
|
0,2
|
|
теплый
|
21-23
|
23
|
60-40
|
40
|
0,3
|
0,3
|
По данным проведенных измерений можно сделать вывод, что температура воздуха и относительная влажность в производственном помещении соответствуют гигиеническим нормативам [26].
Требуемые согласно нормативным документам [27] параметры микроклимата обеспечиваются применением предусмотренной механической приточно-вытяжной вентиляции, а также соблюдением требований безопасности при хранении и использовании вредных и ядовитых веществ.
При проектировании системы отопления и вентиляции механических цехов основными вредными производственными факторами, как уже было сказано выше, являются пары СОЖ и технологических смазок, абразивная и металлическая пыль.
Вентиляция может быть общеобменная и местная. Действие общеобменной вентиляции основано на разбавлении загрязненного влажного воздуха помещений свежим воздухом [9].
Конструкция общеобменной вентиляции в цехе предусматривает приготовление воздуха вне обслуживаемых помещений, а местной – непосредственно в обслуживаемых помещениях. Кроме того, в производственном блоке предусмотрена приточно-вытяжная вентиляция сообщающихся между собой цехов, которая исключает возможность поступления воздуха из помещения с большими выделениями вредных примесей в другие помещения.
Так же в цехе оборудованы воздушные завесы с подогревом воздуха.
Они оборудованы для уменьшения поступления через них вредных веществ или холода. Скорость воздуха из щелей и отверстий воздушных завес не более 8 м/с для дверей, у ворот – 25 м/с. Предельно допустимая концентрация ПДК = 2 мг/м3 (алюминий и его сплавы).
Все вентиляционные установки подвергаются реконструкции и капитальному ремонту, после чего проходят испытание с целью определения их эффективности.
В данной дипломной работе предлагается использовать в технологическом процессе новый режущий инструмент в обрабатывающем центре, которые оборудованы закрытыми зонами обработки и устройствами для механизированного удаления стружки.
5.1.3. Производственное освещение
В современных условиях работы повышенная скорость станков, увеличение точности обработки детали, большое внимание к качеству изделия усложняет зрительную работу человека, поэтому освещение рабочего места – важнейший фактор создания благоприятных условий труда.
При освещении производственных помещений используют естественное освещение, создаваемое светом неба, искусственное – осуществляемое электрическими лампами и совмещенное, при котором в светлое время суток недостаточно по нормам естественного освещения и поэтому дополняют искусственным освещением.
Естественное освещение в цехе осуществляется через оконные проемы, расположенные на крыше здания. Этого освещения недостаточно для нормальной работы, поэтому еще используется искусственное освещение. В качестве источников света при искусственном освещении в цехе применяют светильники с лампами разрядными высокого давления типа ДРЛ (дуговая ртутная люминесцентная), предназначенные для внутреннего освещения промышленных объектов (минимальная продолжительность горения до 6000 часов). Светильники общего равномерного верхнего освещения имеют концентрированное светораспределение и подключены в электрическую сеть переменного тока напряжением 220В.
Оптимальное расстояние между светильниками, расположенными в шахматном порядке определяют по формуле:
Lопт = 3 · lb, (18)
где lb – расстояние по длине участка, м [39, с.268]
Lопт = 3 х 28 = 9, 17 м 9, 2 м
Принимаемая высота подвеса светильников h = 5,7 м [39, с.270]
Коэффициент отражения от потолка и стен п = 50%, с =30% [39, с.128]
Коэффициент использования светового потока = 58% [39, с.129]
В кладовых и конторах цеха используют лампы накаливания, отличительной особенностью которых является то, что они включаются в сеть без дополнительных приспособлений и могут работать при значительных изменениях в сети от номинала, а также практически не зависят от условий окружающей среды и температуры. Они компактны, световой поток их к концу срока службы снижается незначительно.
Для местного освещения в цехе применяют светильники, устанавливаемые на рабочем месте с непросвечиваемым отражателем, под светозащитным углом не менее 300 и освещенностью не ниже 150 лк.
Общее освещение расположено так, чтобы не ослеплять крановщиков, находящихся в кабинах кранов.
Чистка стекол оконных проемов и световых фонарей проводится три раза в год. Чистка ламп четыре раза в год. Освещенность на контрольных местах обеспечивается светильниками на верхнем горизонте и светильниками местного освещения.
Кроме того, в цехе предусмотрено аварийное освещение, которое автоматически включается при внезапном отключении рабочего освещения и
обеспечивает необходимую освещенность для безопасного выхода людей из помещений. Светильники аварийного освещения присоединены к сети, которая не зависима от сети рабочего освещения.
5.1.4. Параметры шумового воздействия
Шум, звук, который оказывает на человека нежелательное, неблагоприятное физиологическое или психологическое действие, вызывает снижение работоспособности и создает предпосылки для общих и профессиональных заболеваний и производственного травматизма.
Допустимые источники и уровень шума и вибрации устанавливаются соответственно [20], [21], [22].
Если на рабочее место попадает шум от разных по интенсивности источников, то учитывается уровень шума от наиболее громкого источника. При расчете общего уровня шума на рабочем месте, равномерно рассредоточенного в производственных помещениях, используют полученные опытные данные об общем уровне шума разных видов оборудования.
Источниками шума в механосборочном цехе могут быть двигатели станков, подвижные части оборудования, инструменты и т.д. При нормировании шума пользуются [20]. Нормируемая величина уровня звукового давления для рабочих мест в производственных помещениях не должна превышать 80 дБ [20].
По сравнению с базовым вариантом технологического процесса обработки деталей, имеет место снижения нормируемых параметров за счет применения обрабатывающих центров. В базовом варианте технологического процесса наибольший эквивалентный уровень шума составлял 83 дБ (у рабочего места фрезеровщика), что превышало уровень допустимого [21].
Для снижения уровня шума на муфтонарезных станках предусмотрены закрытые и шумопоглащающие зоны резания. Одним из путей снижения шума является рациональное построение технологического процесса, правильный выбор режущего инструмента и режимов резания.
Применяются индивидуальные защитные средства:
Беруши ЗМ1310
Противошумные вкладыши ГОСТ 12.4.209 - 99
Защита от вибрации
Вибрация характеризуется тремя параметрами: амплитудой перемещения, колебательной скоростью, колебательными ускорениями.
Для снижения колебаний при установке станков, под их станины применяют индивидуальные фундаменты.
Уровень вибрации в базовом технологическом процессе изготовления детали при использовании универсального оборудования составляют в среднем 90дБ [21].
Допустимые значения вибрации для производственных помещений установлены в [21] и составляет 92 дБ (общая) и 109 дБ (локальная).
В проектируемом технологическом процессе обработки детали за счет внедрения нового режущего инструмента уровень вибрации составит в среднем 80 дБ. Таким образом, уровень вибрации в проектируемом технологическом процессе не превышает допустимого, как и в базовом, и поэтому проектом специальных мер по защите от вибрации не предусмотрено.
5.1.5. Электробезопасность
Мероприятия по электробезопасности разработаны в соответствии с нормативными требованиями ГОСТ12.1.030-96 «ССБТ. Электробезопасность. Защитное заземление, «зануление» и ГОСТ 12.1.019-96 «Электробезопасность». Общие требования».
Участок, на котором ведется обработка муфт, относится к категории с повышенной опасностью. Все производственное оборудование работает от сети переменного тока с напряжением 380В. Для предупреждения поражения электрическим током и обеспечения безопасности в цехе используются следующие средства защиты:
– электрическая аппаратура и токопроводящие части надежно изолируются и укрываются в корпусе станков или в специальные закрытые шкафы;
– металлические конструктивные части станков, а также отдельно стоящие электрические устройства, которые могут оказаться под напряжением вследствие нарушения изоляции и замыкания, подвергаются заземлению (на станине станка устанавливается винт заземления с двумя оцинкованными шайбами, между которыми закрепляется заземляющий провод);
– электроаппаратура и электропровода защищены от воздействия керосина, масла, СОЖ, стружки, пыли, механических повреждений.
Сравнение фактических условий с требованиями электробезопасности
по ГОСТ 12.1.019-96 приведено в таблице 17.
Таблица 17 – Электробезопасность в производственном помещении
|
По нормам
|
Фактически
|
|
На всех розетках должна быть указана величина напряжения
|
Розетки имеют таблички с указанием напряжения и ответственным за пожарную безопасность.
|
|
При прекращении подачи электроэнергии электрооборудование должно быть отключено от сети.
|
Данный пункт выполняется работниками цеха.
|
|
Все работающие должны быть обеспечены средствами индивидуальной защиты.
|
Работающие в цехе получают спец. одежду: обувь на резиновой подошве, диэлектрические резиновые перчатки.
|
|
Каждое электрооборудование должно быть оснащено деревянными подставками или трапами, прорезиненными ковриками
|
Возле каждого станка имеются деревянные трапы
|
Необходимо обеспечить правильный подбор изоляции и периодичность проверки сопротивления изоляции, так как со временем, под действием различных факторов она потеряет свои свойства, кроме того, электропровода для удобной эксплуатации должны иметь цветную изоляцию, позволяющую различать название проводки и род электрического тока.
Заземление каждой единицы оборудования должно обеспечить надежный контакт с оборудованием.
При напряжении до 1000В допустимое по ГОСТ 12.1.030-96; ГОСТ 12.12.019-96 заземление не должно превышать 4 Ом.
Конструкция заземления должна удовлетворять условию:
Rи < R з.доп.
(19)
где Rв – сопротивление одиночного вертикального электрода, Ом; П;
Пв – коэффициент использования горизонтальных и вертикальных электродов;
П – количество вертикальных электродов.
(20)
где – удельное сопротивление земли, = 30 Ом·м;
L – длина электропровода, L = 3,0м;
D – диаметр электропровода, d = 0,01м.
По формуле (20) определим RВ:
Ом
(21)
где L – длина горизонтального электрода,
L = 1,05 х (n – 1) х а (22)
где n – количество электродов, n = 5;
а – расстояние между электродами, а = 1000мм = 1м.
L = 1,05 х (5 – 1) х 1 = 4,2м
Ом
Условие Rи = 3,7 Ом < R з.доп. = 4 Ом – соблюдается.
Видно, что фактические условия во всем соответствуют требования стандарта. Вопросам электробезопасности на предприятии уделяется большое внимание.
5.1.6. Пожарная безопасность
Предприятия трубной промышленности характеризуются наличием условий повышенной пожарной опасности, поэтому данному вопросу уделяется на предприятии особое внимание.
Правила пожарной безопасности ППБ-01-03 должны соответствовать требованиям ГОСТ 12.1.004-91 «Пожарная безопасность. Общие требования». Нередко причинами пожаров являются нарушение рабочими и служащими требований пожарной безопасности. Поэтому на предприятии каждый вновь принимаемый на работу, прежде чем приступить к выполнению своих обязанностей, проходит противопожарный инструктаж, т е знакомится с действующими на предприятии правилами и инструкциями, регламентирующими поведение рабочих и служащих на территории предприятия, а также с имеющимися на предприятии средствами вызова пожарной помощи и тушения пожара.
Причины возникновения пожаров технического характера: неисправность электрооборудования, самовозгорание промасленной ветоши, несоблюдение графиков ремонта электрооборудования. Причинами, нарушающими нормальную работу технологического оборудования, могут быть: короткое замыкание, перегрузка проводов сети, возникновение больших переходных сопротивлений.
Электрическое освещение представляет собой пожарную опасность при перегреве проводов и воспламенении их изоляции. Для защиты проводов от механических и химических повреждений, их прокладывают в резиновых трубах, имеющих внутри изоляцию.
Огнестойкость здания цеха относится к категории – Г пожароопасные: характеризуются наличием веществ и материалов в горячем, раскалённом или расплавленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр и пламени; твёрдых, жидких и газообразных веществ, которые сжигаются или утилизируются в качестве топлива.
Степень огнестойкости здания – 2. Под огнестойкостью здания понимают способность конструктивных элементов зданий и сооружений сохранять прочность в условиях пожара.
В качестве пожаротушения в цехе предусмотрены пожарные краны, укомплектованные рукавом и стволом. Кроме того, на участке предусмотрены современные средства тушения пожара: пожарный щит, на котором закреплены две лопаты, огнетушитель углекислотный, пенный; асбестовый тент; ведро и рядом стоит ящик с песком, который устанавливается из расчета один ящик на 500м2. Огнетушитель пенный должен находиться в доступных местах, где рабочие смогут свободно им пользоваться. На огнетушителях указан срок годности.
Кроме того, для тушения пожаров в начальной стадии внутри здания предусмотрены внутренние пожарные водопроводы, которые состоят из вводов, водомерных узлов, стояков, водоразборной и регулирующей арматуры. Внутренние пожарные краны с присоединенными к ним рукавами и стволами установлены в нишах или шкафчиках у входов, на площадях отапливаемых лестничных клеток и других доступных местах на высоте 1,35 м от уровня пола.
Анализ существующего положения на предприятии приведен в таблице18.
Таблица 18 – Пожарная безопасность в производственном помещении
|
Требования
|
Существующее положение
|
|
1
|
2
|
|
Прежде, чем приступить к работе, каждый работник должен пройти инструктаж по правилам пожарной безопасности, ознакомиться с имеющимися средствами пожаротушения и правилами их применения
|
При приеме на работу каждый работник проходит инструктаж по технике безопасности
|
|
Проходы и дороги должны обеспечивать беспрепятственный проход людей к выходу
|
Эвакуационными путями на участке являются проходы, которые выходят непосредственно наружу
|
|
Ко всем зданиям и сооружениям должен быть обеспечен свободный доступ
|
Поход, а также проезд пожарных машин к любому зданию при возникновении пожара свободный. При проектировании зданий предусмотрена безопасная эвакуация людей на случай возникновения пожара.
|
|
Не следует загромождать запасные выходы, проходы, рабочие места и доступы к противопожарному инвентарю.
|
Доступ к противопожарному инвентарю свободный. Первичные средства пожаротушения не препятствуют безопасной эвакуации людей, располагаются на видных местах у стен или колонн.
|
|
Пол на участке должен быть ровным и чистым, без мусора, без подтеков масла, эмульсии и других, способных к самовозгоранию веществ.
|
Уборка станков производится каждый день в конце рабочей смены, на места с подтеками масла и эмульсии используют посыпку опилом.
|
|
Использованный обтирочный материал должен собираться в металлический ящик, с плотно закрывающейся крышкой. Ящик должен очищаться каждый день.
|
Весь мусор собирают к металлический контейнер, который вывозят из цеха один раз в неделю.
|
«Окончание таблицы 18»
|
1
|
2
|
|
Курить разрешается только в специально отведенных для курения местах.
|
Для курения отведены специальные места с металлическими урнами.
|
|
Сети противопожарного водопровода должны находиться в исправном состоянии и обеспечивать требуемый по нормам расход воды на нужды пожаротушения.
|
Проверка работоспособности противопожарного водопровода осуществляется по графику 2 раза в год (весной и осенью)
|
Из вышеизложенного следует, что в цехе трубопрокатном цехе №1 муфтонарезном отделении соблюдаются все правила пожарной безопасности.
5.1.7. Вывод
При усовершенствовании технологического процесса механической обработки детали «муфта» за счет внедрения нового режущего инструмента улучшаются условия труда рабочих и его безопасность. Это приводит к снижению травматизма и влияет на качество и себестоимость выполняемой продукции.
В разделе рассмотрены вопросы: по организации рабочего места и микроклимату на рабочем месте, по проектированию системы отопления и вентиляции помещений в цехе, системы освещения, требования по электро и пожаробезопасности. Проведен расчет заземления.
Повышение производительности труда достигается за счет сохранения здоровья и работоспособности, работающих в цехе и экономии живого труда.
5.2 Экологическая безопасность
Проблема рационального использования природных ресурсов и охрана окружающей среды - одна из важнейших задач современности.
В настоящее время стихийное развитие взаимоотношений с природой представляет опасность для существования не только отдельных объектов, территорий, стран, но и для всего человечества.
Это объясняется тем, что человек тесно связан с живой при�родой происхождением, материальными и духовными потреб�ностями, но, в отличие от других организмов, эти связи приня�ли такие масштабы и формы, что это может привести (и уже приводит!) к практически полному вовлечению живого покро�ва планеты (биосферы) в жизнеобеспечение современного об�щества, поставив человечество на грань экологической ката�строфы.
Стадия взаимодействия между обществом и природой, на которой до предела обостряются противоречия между экономикой и экологией, а в зависимости сохранения потенциального гомеостаза, т.е. способности саморегуляции и экосистем в условиях антропогенного воздействия, серьезно подорваны, получила название экологического кризиса [8, c.414].
Экология - это наука о взаимоотношениях организмов и образуемых ими сообществ с абиотическими и биотическими экологическими факторами. Предметом изучения экологии являются экосистемы. Экосистема - это комплекс биотических и абиотических компонентов, между которыми происходит обмен веществом, энергией, информацией. Глобальной зкосистемой (в рамках планеты Земля), включающей в себя все живое вещество планеты и среду его обитания является биосфера.
Биосфера является также средой обитания человека, на которого действует ряд лимитирующих экологических факторов. Преодолевая эти лимитирующие факторы и обеспечивая себе широчайшую экологическую нишу, человек беспощадно эксплуатирует все имеющиеся на Земле ресурсы. Обладая разумом, создавая орудия труда и промышленность, человек превратился в мощную преобразующую силу, которую сравнивают с геологической силой. Эта сила в первую очередь направлена на удовлетворение своих все более возрастающих потребностей без учета разрушающего воздействия на биосферу. Мощное влияние человека на биосферу привело к выделению из биотических факторов антропогенных.
Социально-технические потребности человека связаны с отчуждением из окружающей среды веществ, которые не входят в биогенный круговорот и, следовательно, не возвращаются в исходное состояние и не возобновляются. Таким образом, возникает проблема невозобновимых природных ресурсов. С другой стороны, большая часть отходов производства также не включается в биотический круговорот: не имея специфических биологических деструкторов, они не разлагаются, а накапливаются как загрязнители биосферы. Токсичность многих веществ, попадающих в биосферу, нарушает структуру и функции естественных биологических систем, в том числе и человека.
В последнее время прогресс науки и техники привел к тому, что по масштабам влияния на биосферные процессы деятельность человека стала сопоставимой с естественными факторами, определявшими развитие биосферы на протяжении сотен тысяч лет. То есть человек, как социальная система, функционирует намного шире, чем биологическая, нарушая биотический круговорот, сбалансированный в ходе эволюции.
Таким образом, хозяйственная деятельность человека, в том числе и интенсивное развитие промышленности, привела к глобальному экологическому кризису. Среди множества составляющих этого кризиса следует выделить наиболее важные - те, которые необходимо преодолеть в ближайшее время. Это экологическая культура и обширный ряд антропогенных загрязнений биосферы. К антропогенным загрязнениям наиболее опасных для популяции любых организмов относятся: промышленные предприятия (химические, металлургические, целлюлозно-бумажные), теплоэнергетика, транспорт. Предприятия выбрасывают вместе с дымом в воздух оксиды азота, сероводорода, хлора, аммиака, соединения фосфора.
Преодоление первой выделенной составляющей экологического кризиса биосферы - экологической культуры - связано с решением проблем экологического воспитания и экологического образования. Вторая составляющая - антропогенные загрязнения биосферы - тесно связана с первой и может быть решена через всеобщую экологизацию промышленного производства и функционирования урбанистических экосистем.
Защита окружающей среды является составной частью концепции устойчивого развития человеческого общества, означающей длительное непрерывное развитие, обеспечивающее потребности ныне живущих людей без ущерба удовлетворению потребностей будущих поколений. Концепция устойчивого развития не сможет реализоваться, если не будут разработаны конкретные программы действий по предотвращению загрязнения окружающей среды, включающие в себя также организационные, технические и технологические разработки по развитию ресурсо-, энергосберегающих и малоотходных технологий, снижению газовых выбросов и жидкостных сбросов, переработки и утилизации хозяйственных отходов, уменьшению энергетического воздействия на окружающую среду, усовершенствованию и использованию средств защиты окружающей среды.
Организационно-технические методы охраны окружающей среды можно условно разделить на активные и пассивные методы.
Активные методы защиты окружающей среды представляют собой технологические решения по созданию ресурсосберегающих и малоотходных технологий. Использование многократного водоснабжения через очистные сооружения. Создание ветровых и солнечных источников электроэнергии.
Пассивные методы защиты окружающей среды делятся на две подгруппы:
A) рациональное размещение источников загрязнения;
Б) локализация источников загрязнения.
Рациональное размещение предполагает территориальное рациональное размещение объектов экономики, снижающее нагрузку на окружающую среду, а локализация по существу является флегматизацией источников загрязнений и средством снижения их выбросов. Локализация достигается применением различных средозащитных технологий, технических систем и устройств.
Поэтому, любое техническое нововведение должно приниматься не только с учетом технологических и экономических требований, но и в обязательном порядке должны учитываться экологические аспекты. При проектировании технологического процесса необходимо уделить особое внимание вопросам минимизации выбросов загрязняющих элементов, а также стремиться к совершенствованию самого источника загрязнения путем внедрения новых конструкторских и технологических решений.
5.2.1 Анализ связей технологического процесса с экологическими системами
Данный техпроцесс состоит в совершенствовании технологического процесса механической обработки «Муфт ОТТГ» из стали по ТУ 14-162-70 в хладостойком исполнении.
Совершенствование предусматривает:
Внедрение нового режущего инструмента. В базовом варианте применяется быстро изнашиваемый инструмент, что ведет к увеличению количества режущего инструмента и при его износе выпуск бракованной продукции которую отправляют на вторичную переработку. Этот фактор увеличивает загрязнение окружающей среды, так как переработка бракованной продукции и использованного режущего инструмента производится в мартеновской печи. В данной работе предлагается использование нового режущего инструмента, который увеличивает продолжительность работы режущего инструмента, следовательно, ведет к уменьшению выпуска бракованной продукции, также сокращается потребление электроэнергии и экономии сырья. Так как, в нашей стране электроэнергия в основном вырабатывается на тепловых электростанциях при сжигании угля, метана, то сокращение потребления электроэнергии позволяет сохранить природные исчерпаемые невозобновляемые ресурсы. Технологический процесс обработки муфт ОТТГ.
Рисунок 21 – Схема технологического процесса
Как следует из вышеизложенного, совершенствование технологического процесса механической обработки муфт ОТТГ позволяет сократить количество отходов и вредных выбросов в окружающую среду, экономит использование природных исчерпаемых и невозобновимых ресурсов.
Механическая обработка металлов сопровождается выделением пыли, стружки, паров масел и эмульсий.
При работе станка с ЧПУ используется СОЖ – эмульсионная жидкость смазочно-охлаждающая «Караидель – 2» ТУ 0258 – 005 – 12683932 – 99.
Годовой расход СОЖ 426,4 т/год. На долю испарений приходится 0,5% от этого количества:
(426,4 / 100) х 0,5 = 2,13 т/год.
Промышленная пыль затрудняет дыхание человека, затрудняет потоотделение и испарение, что мешает нормальному терморегуляционному процессу, снижает сопротивляемость кожи к проникновению микробов.
Энергетические отходы – шум и вибрация.
Длительное воздействие шума снижает остроту слуха, повышает кровяное давление, утомляет центральную нервную систему. Длительное воздействие вибрации ведет к развитию профессиональной вибрационной болезни.
В проектируемом технологическом процессе обработки детали за счет внедрения нового режущего инструмента уровень вибрации составит в среднем 80 дБ, что не превышает уровень допустимого, как и в базовом.
Жидкие отходы, так же, после предварительной очистки, вновь могут использоваться в производстве.
В качестве исходного сырья используется трубная заготовка из стали 22ХМФА полученная методом горячего проката. Данный способ получения заготовок позволяет получать минимальную величину припусков, что приводит к значительному уменьшению отходов механической обработки муфт.
Таблица 19 – Основные материально-энергетические показатели технологического процесса [7].
|
Показатели
|
Ед. изм.
|
Количество
|
|
Сырье:
- сталь
- сжатый воздух
-вода для технологических нужд
- вода для санитарно-бытовых нужд
|
т / год
м3 / год
м3 / год
м3 / год
|
370
800
15
15
|
|
Электрическая энергия
|
Вт / год
|
260929
|
|
Отходы материальные:
- металлическая стружка
- брак
|
т / год
т / год
|
72
15
|
|
Отходы энергетические:
- шум
- вибрация
|
дБ
дБ
|
80
80
|
5.2.2. Основные требования экологизации проекта
Таблица 20 – Санитарно-гигиенические нормы некоторых показателей технологического процесса
|
Показатели технологического процесса (параметрические загрязнения)
|
Санитарно-гигиеническая норма (ед. изм.)
|
Фактические показатели
|
|
Вибрация
|
92дБ
|
80дБ
|
|
Шум
|
80дБ
|
80дБ
|
Таблица 21 – Предельно допустимые концентрации токсичных веществ
|
Вредные вещества
|
ПДК,
мг / м
|
Фактические выбросы,
т / год
|
Класс опасности вещества
|
Коэффици -ент
a i
|
|
Свинец и его соединения
|
0,001
|
0,0039
|
1
|
1,7
|
|
Хром шестивалентный
|
0,0015
|
0,0000
|
1
|
1,7
|
|
Марганец и его соединения
|
0,01
|
0,0078
|
2
|
1,3
|
|
Серная кислота
|
0,30
|
0,1780
|
2
|
1,3
|
|
Железа оксид
|
0,40
|
1,3475
|
3
|
1,0
|
|
Пыль неорганическая
|
0,50
|
0,4570
|
3
|
1,0
|
|
Спирт пропиловый
|
0,30
|
0,0004
|
3
|
1,0
|
|
Спирт этиловый
|
5,00
|
0,0420
|
4
|
0,9
|
Примечание: ГОСТ 12.1.005-88
Технологический процесс предприятия исключает возможность залповых выбросов загрязняющих веществ в атмосферу.
(23)
где Мi – количество выбрасываемого в атмосферу i – го вещества, т / год;
ПДК i – предельно допустимая концентрация i – го вещества, мг / год;
a i – относительный коэффициент опасности, принимаемый в зависимости от класса опасности вещества.
В результате вычислений получаем, что КОП = 12,898.
5.2.3. Пути экологизации производства. Предложения по экологизации технологического процесса
Интенсивная эксплуатация природных богатств привела к необходимости рационального использования природных ресурсов.
Для изготовления необходимой детали используется заготовка максимально приближенная к размерам готовой детали, что значительно снизит затраты на сырье и энергоресурсы.
Энергосбережение - основная задача современных научных и инженерных разработок. Лишний металл, который снимается в процессе механообработки, в виде стружки собирается в специальные контейнеры и вывозится на переплавку.
Использование в данном проекте высокопроизводительных многооперационных станков позволяет применить режимы резания обработки деталей, при которых заданные размеры, шероховатость поверхностей получается за минимальное количество переходов. Это ведет к сокращению количества оборудования, количества переходов обработки. Уменьшение числа станков снизит токсичность воздуха цеха.
Закрытые зоны резания многооперационных станков не позволят рассеиваться вредным выбросам на рабочем месте. Установим местную вытяжную систему, которая позволит отработанным газам и парам поступать прямо на пылеуловители.
При обработке деталей используется СОЖ. Применение СОЖ не только положительно влияет на процесс резания, но и уменьшает тепловые выделения. Однако СОЖ и смазывающие масла тоже могут вызывать загрязнение цехов. Отработанную жидкость со всех станков направим на очистные сооружения, в которых происходит очистка сточных вод от взвешенных частиц и маслосодержащих примесей. Очищенная таким образом вода, снова поступает в работу, а отжатые загрязнения отводятся для дальнейшей переработки.
Стружка с участка удаляется шнековым транспортером, собирается в контейнер в конце линии и выводится из цеха колесным транспортером в отделение по переработке стружки. Стружка от станков должна удаляться своевременно, по мере накопления. Смешивание стружки с мусором не допускается.
Для спуска производственных и холодных вод предусмотрен канализационный участок, состоящий из внутренних канализационных участков, расположенных в здании наружной канализационной сети. Оттуда она поступает в сооружения для очистки вод.
Изменения технологической эффективности технологического процесса приведены в таблице 22.
Таблица 22 – Изменение технологической эффективности технологического процесса
|
Показатели
|
Базовая технология
|
Новая технология
|
Изменения показателей, %
|
|
Электроэнергия,
Вт / год
|
279887
|
260929
|
-16 %
|
|
Отходы:
- шум, дБ
- вибрация, дБ
-пыль абразивная
|
80
80
4,3526
|
80
80
2,038
|
-
-
53 %
|
5.2.5. Выводы
Совершенствованный технологический процесс механической обработки муфт ОТТГ из стали по ТУ 14-162-70 в хладостойком исполнении в условиях серийного производства ведет к уменьшению тепловых выбросов в атмосферу и к уменьшению шума и вибрации, что благоприятно сказывается на окружающей среде. Уменьшается число бракованных деталей за счет применения новых режущих инструментов.
Использование сточных и очистных сооружений защищает почву от загрязнений маслами и СОЖ, и также благоприятно сказывается на окружающей среде. Использование вентиляции, по которой вытягивается воздух из зоны обработки, а затем его очистка позволяет уменьшить загрязнение воздушного бассейна.
Рекомендуемые мероприятия в данном разделе дипломного проекта позволяют сделать данный технологический процесс более экономичным, так как наряду с ростом производительности труда, снижается объем вредных выбросов.
6. МЕТОДИЧЕСКАЯ ЧАСТЬ
Изделия трубной промышленности пользуются большим спросом в мире. В связи с высокой конкуренцией на рынке трубной продукции предприятия заботятся о выпуске более качественной и востребованной продукции для нефтегазового комплекса страны.
Для последовательного повышения уровня производственной квалификации рабочих, получение ими теоретических и экономических знаний, необходимых для овладения передовой технологией, научной организацией труда, высокопроизводительными методами выполнения сложных и ответственных работ, повышения эффективности производства высокогерметичных муфт на трубном производстве организуются курсы повышения квалификации резчиков труб и заготовок 4-го разряда.
Продолжительность обучения при повышении квалификации определяется предприятием.
Программа производственного обучения составлена так, чтобы по ней можно было обучать резчика труб и заготовок непосредственно на рабочем месте в процессе выполнения им различных производственных заданий.
К концу обучения каждый рабочий должен уметь выполнять работы, предусмотренные квалификационной характеристикой, в соответствии с техническими условиями и нормами, установленными на предприятии.
Количество часов, отводимых на изучение отдельных тем программы, последовательность их изучения, в случае необходимости, можно менять в пределах общего количества учебного времени.
В процессе обучения предусматриваются: текущий контроль качество обученности рабочих осуществляется в устной и письменных формах, выполнение самостоятельных работ, мини-зачет.
Промежуточный контроль - зачет, как итог обучения общих и частных вопросов теории по теме.
Итоговый контроль – экзамен по общим и частным вопросам производства, квалификационная работа.
Программы теоретического и производственного обучения необходимо систематически дополнять материалом о новом оборудовании и современных технологиях.
Цель образовательной программы: Повышение квалификации резчиков тру и заготовок 3-го разряда.
- Изучить технологический процесс механической обработки труб;
- Освоить методику нарезания резьбы на трубах и плазменной обработки труб;
- Выработать теоретические и практические умения и навыки работы на станках по обработке труб;
- Рассмотреть вопросы о повышении качества продукции и экономии режущего инструмента;
- Формировать у рабочих интерес к профессии.
Данные курсы предусматривают:
- повышение квалификации (разряда) рабочих до более высокого уровня в пределах данной профессии и специальности;
- изучение передовых методов труда;
- производственные умения и технические знания.
Курсы повышения квалификации организуются предприятием для обучения сложным профессиям, овладения которыми связано с изучением значительного объема специальных, общетехнических и экономических знаний. Теоретические занятия и производственное обучение при подготовке рабочих путем индивидуального, бригадного обучения на курсах проводится в пределах рабочего дня.
6.1. Анализ квалификационных характеристик
Резчик труб и заготовок 3-го разряда должен знать: [41]
- устройство, принцип работы и пра�вила технической эксплуатации обслуживаемых станков, станков-полуавтоматов и автоматов, прессов;
- правила на�ладки режущего инструмента;
- системы ручного и автоматического управления;
- правила регулировки кон�трольно-измерительного инструмента;
- слесарное дело;
- безопасные и санитарно-гигиенические методы труда, ос�новные средства и приемы предупреждения и тушения пожаров на своем рабочем месте, участке;
- план ликвида�ции аварий (ПЛА);
- производственную (по профессии) ин�струкцию и правила внутреннего трудового распорядка;
- инструкции по охране труда и технике безопасности.
Должен уметь:
- осуществлять резку труб и заготовок на станках-полуавтоматах и автоматах, разрубочных стан�ках, пилах "Геллера" механизированных аллигаторных ножницах, на станках с абразивным инструментом в по�точных линиях,
- резку (ломка) заготовок для труб на прес�сах усилием 500 тс. Резка (ломка) заготовок для труб на прессах усилием 500 тс и выше под руководством резчика труб и заготовок более высокой квалификации,
- снятие и зачистка "уса" на трубах на прессах,
- обрезку стальных труб большого диаметра на дисковых пилах,
- обрезку чу�гунных труб диаметром до 400 мм,
- торцовку труб на станках,
- обточка и расточку концов волноводных, про�фильных, насосно-компрессорных, бурильных и обсадных труб,
- заточку, установку и юстировку режущего инст�румента,
- проведение переходов, наладку станков, подналадку прессов, станков-полуавтоматов и автоматов.
6.1.1. Квалификационная характеристика
Резчик труб и заготовок 4-го разряда должен знать: [41]
- основы механики, электротехники;
- правила наладки и технической эксплуатации обслуживаемого оборудования;
- виды износа режущего инструмента,
- плазменную резку труб,
- нарезку резьбы на трубах и соединительных частях,
- способы устранения брака,
- безопасные и санитарно-гигиенические методы труда,
- основные средства и прие�мы предупреждения и тушения пожаров на своем рабочем месте, участке;
- план ликвидации аварий (ПЛА);
- производ�ственную (по профессии) инструкцию и правила внутрен�него трудового распорядка;
- инструкции по охране труда и технике безопасности.
Должен уметь:
- осуществлять резку и торцовку труб на станках и поточных линиях,
- резку (ломку) заготовок для труб на прессах усилием 500 т и выше,
- расточку и обточ�ку труб из нержавеющих и легированных марок стали и сплавов,
- обрезку чугунных труб диаметром 400 мм и вы�ше, плазменную резку труб и заготовок,
- обрезку труб на пилах трении,
- нарезку концов футерованных, насосно-компрессорных, бурильных, обсадных труб и соединитель�ных частей к ним,
- нарезку и накатку резьбы и предохранительных деталей к трубам на полуавтоматах и автоматах,
- навертку резьбовых соединительных частей к трубам на установках автоматической сборки,
- наладку обслуживаемого оборудования,
- выполнение те�кущих ремонтов оборудования.
Таким образом, резчик труб и заготовок 3-го разряда не осуществляет:
- резку труб и торцовку труб на станках и поточных линиях;
- нарезку и накатку резьбы и предохранительных деталей к трубам на полуавтоматах и автоматах;
- навертку резьбовых соединительных частей к трубам на установках автоматической сборки;
- плазменную резку труб и заготовок.
Принципиальными изменениями обусловлено большим количеством операций без присмотра резчика труб и заготовок более высокой квалификации и выполнением сложных и ответственных работ.
6.2. Планирование и содержание курсов повышения квалификации «Резчик труб и заготовок» 4-го разряда
Учебный план и программы для подготовки рабочих по профессии «Резчик труб и заготовок» 2-го, 3-го разряда. Срок обучения – 2 месяца.
Таблица № 23 - Учебный план
|
№
п/п
|
Курсы, предметы
|
Количество часов
|
|
1.
2.
|
Теоретическое обучение
- Экономический курс
1.2 Общетехнический курс
1.2.1 Материаловедение
1.2.2 Основы электротехники
1.2.3 Допуски, посадки и технические измерения
1.2.4 Чтение чертежей и схем
1.2.5 Основы технической механики и деталей машин
1.2.6 Охрана труда
1.3 Специальный курс
Производственное обучение
Консультации
Квалификационный экзамен
|
114
10
32
6
4
6
2
4
10
72
192
6
8
|
|
Итого
|
320
|
Тематический план специального курса представлен в (таб. 255)
Таблица № 24 - Тематический план специального курса «Резчик труб и заготовок» 2-го, 3-го разряда
|
№
п/п
|
Темы
|
Количество часов
|
|
1.
2.
3.
4.
5.
6.
7.
8.
9.
|
Введение
Основы понятия о способах производства труб
Основы слесарного дела
Основы резания металлов
Оборудование для резки труб и заготовок
Растачивание и обтачивание труб, обработка торцов.
Контрольно-измерительный инструмент и методы измерения
Стандартизация, сертификация и качество продукции
Охрана окружающей среды
|
2
10
8
10
16
8
10
4
4
|
|
Итого
|
72
|
Учебный план и программы для повышения квалификации рабочих профессий «резчик труб и заготовок» на 4-й разряд. Срок обучения – 1 месяц.
Таблица № 25 - Учебный план
|
№
п/п
|
Курсы, предметы
|
Количество часов
|
|
1.
2.
|
Теоретическое обучение
- Экономический курс
1.2 Общетехнический курс
1.3 Специальный курс
Производственное обучение
Квалификационный экзамен
|
64
8
26
30
88
8
|
|
Итого:
|
160
|
Тематический план специального курса представлен в (таб. 255)
Таблица № 26 - Тематический план специального курса «Резчик труб и заготовок» 4-го разряда
|
№
п/п
|
Темы
|
Количество часов
|
|
1.
2.
3.
4.
5.
6.
7.
8,
|
Введение
Теория резания металлов и режущий инструмент
Оборудование для нарезки трубной резьбы
Резьбовые соединения труб и виды износа резьбообразуещего инструмента
Техническая эксплуатация, обслуживание и наладка оборудования
Стандартизация, сертификация и качество продукции
Охрана окружающей среды
|
2
4
6
8
6
2
2
|
|
Итого
|
30
|
Сравним содержание тем и учебных планов для подготовки «Резчик труб и заготовок» 2-го, 3-го разряда и курсов повышения квалификации «Резчик труб и заготовок» 4-го разряда.
Для подготовки новых рабочих по профессии «Резчик труб и заготовок» 2-го, 3-го разряда по учебному плану предусмотрено 320 часов, срок обучения два месяца, для повышения квалификации рабочих по профессии «Резчик труб и заготовок» 4-го разряда по учебному плану предусмотрено 160 часов, срок обучения один месяц.
Новые рабочие по профессии «Резчик труб и заготовок» 2-го, 3-го разряда в теоретическом курсе изучают общетехнические темы, которые дают основу для изучения базовых знаний:
- материаловедение;
- основы электротехники;
- допуски, посадки и технические измерения;
- чтение чертежей и схем;
- основы технической механики и деталей машин.
Для повышения квалификации по профессии «Резчик труб и заготовок» 4-го разряда рабочие получают технические знания, где предусматривается более высокий и сложный уровень работ, выполнением специальных точных операций. Более глубоко изучаются темы не только с теорией резания металлов, но и с видами износа режущего инструмента и со способами устранения брака.
На специальный курс по подготовке рабочих «Резчик труб и заготовок» 3-го разряда отводится 72 часа, а на программу повышения квалификации «Резчик труб и заготовок» 4-го разряда 30 часов.
В специальном курсе повышения квалификации «Резчик труб и заготовок» 4-го разряда изучается тема: «Резьбовые соединения труб и виды износа резьбообруещего инструмента» в рамках 8 часов. Содержание тем может быть реализовано в следующей структуре уроков:
Тема 1. Применение труб с резьбовыми соеди�нениями - 1 час
Требования, предъявляемые к резьбовым соединени�ям. Конструкции соединений труб: муфтовые, замковые, беззамковые, ниппельные, гладкие, раструбные. Основные ГОСТы на нарезные трубы и муфты к ним.
Тема 2. Классификация и характеристика трубных резьб - 1 час
Резьба трубная цилиндрическая, ее основные параметры. Резьба трубная коническая. Трубные конические резьбы к обсадным, бурильным и насосно-компрессорным трубам.
Тема 3.Нарезание резьбы на трубах – 1час.
Основные виды режу�щего инструмента: резьбовые резцы, гребенки. Виды рез�цов и гребенок: стержневые, призматические и круглые. Элементы резьбы. Элементы режимов резания. Нарезание резьбы плашками. Виды плашек: трубона�резные, тангенциальные и круглые к трубонарезным па�тронам. Правила заточки режущего инструмента.
Тема 4. Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами – 2 часа.
Нарезание резьбы резцами и гребенками. Основные дефекты резьбы и способы их устранения. Виды износа режущего инструмента. Понятие о причинах затупления, износа, разрушения инструмента.
Тема 5. Стойкость режущего инструмента – 1 час.
Влияние на скорости резания на стойкость режущего инст�румента, геометрии режущей части резца. Геометрия режущего инструмента.
Тема 6. Типы станков, применяемых для нарезания цилинд�рической резьбы – 1час.
Типы станков, применяемых для нарезания цилинд�рической резьбы; устройство, техническая характери�стика. Трубонарезные станки для на�резания конической резьбы, их назначение, устройство, техническая характеристика; область применения.
Тема 7. Характеристика оборудования - 1 час.
Характеристика оборудования, применяемого для нарезания резьбы на трубах.
Резцовые трубонарезные станки. Одностороннее и двусторонние трубонарезные станки, их устройство и техническая характеристика. Операции технологического процесса нарезания резьбы.
В методической части разработан комплексный урок по теме: «Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами» в целях повышения квалификации рабочих по профессии «Резчик труб и заготовок» 4 разряда.
6.3. Особенности обучения взрослых
Взрослый обучаемый характеризуется рядом специфических личностных особенностей, связанных с повышением компетентности, личностным состоянием, определенными барьерами восприятия образовательной деятельности [46]. Взрослый сам творит свою образовательную ситуацию, то есть черпает знания из тех областей, которые необходимы ему для самореализации (лишь в этом случае происходит обогащение интеллектуального потенциала и эмоционально-волевой сферы, которое приводит к качественным изменениям, позволяющим человеку по-новому взглянуть на себя и окружающий мир).
Развитие взрослого не происходит само собой: если образование служит, лишь средством, способом пассивного приспособления к условиям жизни, оно исчерпывает свои возможности по мере удовлетворения человеком своих конкретных потребностей. Отсюда несколько условий, повышающих дидактический потенциал образования: возрастающая роль мотивации учения, когда образование становится условием жизнедеятельности.
Образование как сфера социальной жизни. В этом контексте оно не остается синонимом систематической учебы. Новый смысл заключается в том, что образование выходит из тисков отдаленности от реальной жизни. Любое место встреч, рабочее место, библиотека, общественное здание могут стать местом для образования. Лишь в определенные моменты жизни взрослый по тем или иным причинам становится "учащимся".
Программа для обучения взрослых предусматривает процесс, где в обучении является ориентация теоретических знаний на конкретный практический результат, требует особого внимания и подбор содержания.
Процесс обучения возможен при актуализации имеющего личного профессионального опыта взрослого обучающегося в процессе обучения, а наилучшим средством реализации является активный способ обучения.
6.4. План конспект занятия. Нарезание резьбы резцами и гребенками. Элементы резьбы. Основные дефекты резьбы и способы их устранения. Виды износа режущего инструмента.
Тема занятия «Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами»
Цели занятия: Сформировать представление о видах износа режущего инструмента, основных дефектах резьбы и способах их устранения.
Дидактическая: Формировать представление о значении режимов обработки и влияние их на износ режущего инструмента, умения различать виды износа режущего инструмента.
Развивающая: развивать внимание при анализе дефектов.
Воспитательная: воспитывать понимание необходимости бережного отношения к инструменту и соблюдения режимов обработки.
Методы: объяснительно- иллюстративный (объяснение, беседа, упражнения. письменный опрос).
Оснащение занятия: плакат «Профиль трапецеидальной резьбы», раздаточный материал: «Виды износа режущего инструмента», таблица: Основные дефекты резьбы и способы устранения. Карточки с заданием. Комплекты деталей с дефектами резьбы.
Таблица № 27 - Деятельность преподавателя и учащихся на занятии
|
Этапа
№ п/п
|
Деятельность преподавателя
|
Деятельность
учащихся
|
Время
t, мин
|
Средства
|
|
1
|
2
|
3
|
4
|
5
|
|
1
2
2.1
2.2
2.3
|
Организационная часть,
Проверка присутствующих на занятии
Сообщение о теме, цели занятия
Объяснение нового материала
Объяснение задания по схеме «Нарезание резьбы сменными неперетачиваемыми пластинами» с последующим ее обсуждением.
Применяемый режущий инструмент, резьба, процесс нарезания резьбы.
Беседа об основных элементах резьбы.
|
Слушают
Обучающие рассматривают схему «Нарезание резьбы сменными неперетачиваемыми пластинами» с последующим ее обсуждением.
Слушают, конспектируют, работают с плакатом
Слушают, конспектируют, отвечают на вопросы.
|
3
10
15
15
|
Схема«Нарезание резьбы сменными неперетачиваемыми пластинами».
Плакат
|
«Окончание таблицы 27»
|
1
|
2
|
3
|
4
|
5
|
|
2.4
2.5
3
|
Основные дефекты резьбы и способы их устранения. Решение проблемной ситуации
Виды износа режущего инструмента.
Итоговый контроль: выполнение карт заданий.
Подведение итогов
|
Слушают, конспектируют, работают по карточкам. Обсуждение вопросов по проблеме.
Слушают, конспектируют, работают с раздаточным материалом по износу режущего инструмента работа с таблицей.
Решение заданий
Вопросы по теме
|
15
17
12
3
|
Карточки, таблица
Комплекты деталей с дефектами.
Раздаточный материал.
Вопросы к заданиям.
|
Для наилучшего освоения темы предлагается комплексный урок, т.к. рассматриваемые темы взаимосвязаны между собой, и все понятия следует рассматривать в комплексном изучении.
Профессиональная жизнь рабочего циклична и каждый цикл имеет свои особенности (профессиональное самоопределение, профессиональная самоидентификация, опредмечивание профессионального опыта). Циклы профессионализации, содержание и характер труда, развивая систему требований, образовательных запросов, мотиваций предопределяют необходимый уровень образования взрослого, способствуют в кратчайшие сроки с минимальными финансовыми затратами оперативно и результативно освоить и нарастить свой профессиональный опыт [12].
Для того чтобы заинтересовать рабочего в изучении темы предусматривается проблемная ситуация с последующим решением вопросов, где подразумевается вовлечение взрослых учеников в процесс изучения. Благодаря беседе и данной проблеме возникает мотив, узнать решение в сложившейся ситуации, с последующим переходом, к теоретической части. Проблемная ситуация рассматривается в изучаемой теме «Основные дефекты резьбы и способы их устранения».
6.5. Конспект занятия по теме: «Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами»
6.5.1. Нарезание резьбы сменными неперетачиваемыми пластинами
Обучающие имеют первоначальные знания о резьбе, данная тема дополняет знания рабочих о нарезании резьбы сменными неперетачиваемыми пластинами.
Обучающимся предлагается рассмотреть схему «Нарезание резьбы сменными неперетачиваемыми пластинами» с последующим ее обсуждением, раскрыть особенности понятий (рисунок 22).
Резьба – один или несколько равномерно расположенных выступов постоянного сечения, образованных на боковой поверхности прямого кругового цилиндра или прямого кругового конуса [11].
Нарезание резьбы — операция, выполняемая со сня�тием стружки в результате которой образуются винтовые канавки на цилиндрических и конических поверхностях. Нарезание резьбы на деталях производится преимущественно на станках.
Для точения резьбы применяют простейший инструмент — резец, гребенку. Заготовку закрепляют в патроне, а инстру�мент устанавливают на суппорте, и он получает движение пода�чи на глубину и вдоль оси; подача вдоль оси численно равна ша�гу нарезаемой резьбы.
Резцы с напайными пластинами практически «отжили свой срок» т.к. их прочность и износостойкость не всегда устраивает передовые производства, ввиду того, что при сколе рабочей кромки приходиться вновь снимать резец, точить его, заново устанавливать и обнуляться, в то время как если использовать резцы с механическим креплением скорость и качество работы заметно увеличивается ввиду того, что сменные пластины одного типа, заведомо одного размера с точностью до 0,03мм, что избавляет рабочего от лишней траты времени.
Нарезание резьбы гребенками является производительным способом обработки, так как зубья гребенки - это ряд расположенных последовательно резцов, работающих одновременно. При этом полный профиль резьбы получают за один-два прохода. Направление резьбы гребенки в этом случае должно быть противоположным направлению нарезаемой резьбы.
Рисунок 22 – Схема нарезания резьбы сменными неперетачиваемыми пластинами.
Диаметр гребенки для нарезания внутренней резьбы, должен быть несколько меньше диаметра нарезаемой резьбы, а поэтому угол подъема винтовой линии гребенки должен быть несколько больше угла подъема винтовой линии нарезаемой резьбы.
Наибольшее распространение получили схемы многопроход�ного точения одним резцом, так как в этом случае легче всего подобрать оптимальные режимы обработки и осуществить рабо�ту оборудования в автоматическом цикле, в том числе и на стан�ках с ЧПУ. При этом наряду с быстрым автоматическим отводом резца предусматривается также ускоренное автоматическое ре�версирование продольного хода суппорта и последующий подвод резца к заготовке с учетом подачи на заданную глубину резания.
Процесс резьбонарезания характеризуется малыми сечениями среза, низкими скоростями резания, малыми задними углами профиля, а, следовательно, повышенным трением и износом задних поверхностей.
Нарезание резьб прямоугольного и трапецеидального профиля. Нарезание резьб такого профиля имеет ряд отличительных особенностей от нарезания треугольных резьб. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех - и с большим числом заходов, а следовательно, и угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьб. При нарезании резьб прямоугольного и трапецеидального профиля применяют стержневые резцы. Профиль резьбы зависит от формы режущей части инструмента, при помощи которого нарезается резьба. Форма профиля резца должна соответствовать профилю, который получается в пересечении винтовой поверхности резьбы с передней поверхностью резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний — 6—8°.
6.5.2. Применяемый резьбообразующий инструмент
Для уменьшения числа рабочих ходов применяют резцы с механическим креплением быстросменных пластин (гребенок), имеющих два или несколько режущих зубьев. Первый или начальные зубья пластины имеют неполную, а последний зуб – полную высоту профиля.
При нарезании резьбы используют гребенки разных фирм изготовителей для улучшения качества изделия. Предпочтения отданы фирмам “Sandvik Coromant” сплава СР 20 (рисунок 23) и фирмы “Cerametal'' сплава ASC150 (рисунок 24).

Рисунок 23 - Резьбонарезная гребенка фирмы “Sandvik Coromant”

Рисунок 24 - Резьбонарезная гребенка фирмы “Cerametal'' сплава ASC150
При изготовлении твердосплавных резьбонарезных пластин и гребенок используются современные марки твердого сплава, специально подобранные с учетом специфики процесса резьбонарезания. Твердосплавные резьбовые пластины изготавливаются с многослойным композиционным износостойким покрытием.
6.5.3. Основные элементы резьбы
Для освоения основных элементов резьбы необходимо вспомнить понятия и термины.
Часть резьбы, образуемая при одном полном обороте профиля, называется - Ниткой (витком). Поясните на плакате (рисунок 25).
Обратимся к таблице, где показана трапецеидальная коническая резьба. Найдите на рисунке шаг резьбы, сформулируйте, что называется шагом резьбы?
Шагом резьбы P - называется расстояние между парал�лельными сторонами двух рядом лежащих витков, измеренное вдоль оси резьбы.
На плакате показан угол, за�ключенный между боковыми сторонами профиля резьбы, измерен�ный в плоскости, проходящей через ось болта, обозначен - . Как называется этот угол? Углом профиля резьбы .
Вершина резьбы — участок профиля резьбы, нахо�дящийся на наибольшем расстоянии от оси болта.
Высота профиля (глубина резьбы) h, — расстояние от вершины резьбы до основания профиля, измеряемое перпендику�лярно к оси болта.
Рассмотрите наружный, внутренний и средний диаметры, найдите их на плакате. Как измеряется каждый из диаметров?
Наружный диаметр резьбы d — диаметр цилиндра, описанного около резьбовой по�верхности. Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек по впадинам.
Внутренний диаметр d1, — диаметр ци�линдра, вписанного в резьбовую поверхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек по вершинам резьбы. Средний диаметр d2 — диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки.
Объясните понятия: неправильная форма резьбы, некалиброванная поверхность.
Неправильная форма резьбы – общее выражение, включающая в себя отклонение углов наклона боковых сторон и ширины впадины профиля резьбы, отсутствие радиусов.
Некалиброванная поверхность – резьба, которая не имеет полной высоты профиля, так как не была удалена вся поверхность внутреннего диаметра резьбы после черновой обработки резцом.
При изменении наружного диаметра резьбы в осевом направлении - характеризуется конусность, которая определяется как разность диаметра резьбы между двумя перпендикулярными оси сечениями, расстояние между которыми нормируется.
Риски или выступы на вершинах или на впадинах резьбы - это углубления или выступы в виде наклепа на вершинах, впадинах резьбы.
Длина резьбы с полным профилем – длина участка резьбы, на котором вершины и впадины резьбы соответствуют номинальному профилю и находятся в пределах полей допусков (до начала сбега резьбы).
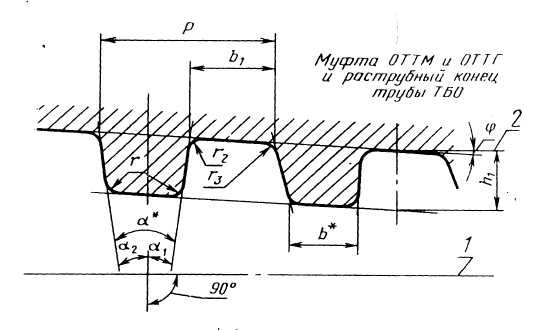
Рисунок 25 - Профиль трапецеидальной резьба
Трапецеидальная резьба имеет сечение в форме трапеции с углом профиля 30°. У нее малый коэффи�циент трения, а потому применяется эта резьба для передачи движения или больших усилий.
6.5.4. Основные дефекты резьбы и способы их устранения
Рабочий работает на станке 7 часов и за время работы выпускает 2-3 муфты брака. При навертывании резьбового калибра на первую забракованную муфту резьбовой калибр не закрутился до нужного размера.
Вторая муфту забраковали при измерении глубиномером высоты профиля.
- В чем причины выпуска брака?
- Назовите причины выпуска брака резьбы?
Обучающиеся называют дефекты и причины, по которым может выпускаться брак:
А) Натяг резьбы - причина: неправильно введена кор�рекция в ЧПУ, износ режущей пластины;
Б) Высота профиля - причина: неправильно подобрана резьбовая пластина, износ режущей пластины.
В процессе обучения обучающиеся продолжают рассматривать возможные варианты дефектов и причин бракованной продукции. Преподаватель объясняет, суть каждого дефекта и причины используя комплекты деталей с дефектами резьбы.
В) Следы дробления – причина: недостаточно жестко закреп�лена деталь в кулачках па�трона, нежесткое крепление инст�румента;
Г) Неправильная форма профиля резьбы (несоответствие углов наклона боковых сторон или ширины впадины профиля резьбы) – причина: износ режущей пластины;
Д) Шероховатость (чистота поверхностей обработки не соответст�вует) – причина: неверно выбрана режущая пластина.
После обсуждения вопросов, обучающимся для закрепления данного вопроса выдаются карточки, где предлагается сопоставить причину брака и вид дефекта:
Карточка №1 Причины и виды дефектов
Таблица № 28 - Задание: сопоставьте причину брака и вид дефекта
|
Причина брака
|
Вид дефекта
|
|
1 - неправильно подобрана резьбовая пластина,
2 - неправильно введена кор�рекция в ЧПУ,
3 - рассогласование конусности расточки и резьбы,
4 - недостаточно жестко закреп�лена деталь в кулачках па�трона,
5 - нежесткое крепление инст�румента,
6 - неверно выбрана режущая пластина,
7 - износ режущей пластины.
|
А) Натяг резьбы
Б) Неправильная форма профиля резьбы (несоответствие углов наклона боковых сторон или ширины впадины профиля резьбы)
В) Следы дробления
Г) Высота профиля
Д) Шероховатость (чистота поверхностей обработки не соответст�вует).
|
Ответы: 1 – Г 2 – В 3 – Д 4 – А 5 – Б 6 – Д 7 – Б
После выполнения задания по карточке предлагается продумать способы устранения дефектов.
Карточка №2 Способы устранения дефектов
Таблица № 29 - Задание сопоставить вид дефекта со способом ее устранения
|
Вид дефекта
|
Способ устранения
|
|
1) Натяг резьбы
2) Неправильная форма профиля резьбы (несоответствие углов наклона боковых сторон или ширины впадины профиля резьбы)
3) Следы дробления
4) Высота профиля
5) Шероховатость (чистота поверхностей обработки не соответст�вует).
|
А) правильно ввести коррек�цию в ЧПУ
Б) заменить режущую пласти�ну
В) надежно закрепить режу�щий инструмент
Г) заменить резец
|
Ответы: 1Б 2Б 3Б,В 4Г 5Б
Таблица № 30 - Дефекты резьбы и способы устранения.
|
Вид дефекта
|
Причина
|
Способ устранения
|
|
1
|
2
|
3
|
|
Высота профиля
|
неправильно подобрана резьбовая пластина, износ резца
|
заменить резьбовую пла�стин, заменить резец
|
|
|
износ режущей пластины
|
заменить режущую пласти�ну
|
|
Длина резьбы с полным профилем
|
неправильно введена кор�рекция в ЧПУ
|
правильно ввести коррек�цию в ЧПУ
|
|
|
рассогласование конусности расточки и резьбы
|
изменить конусность рас�точки
|
|
Следы дробления
|
недостаточно жестко закреп�лена деталь в кулачках па�трона
|
отрегулировать усилие за�жима патрона
|
|
|
нежесткое крепление инст�румента
|
надежно закрепить режу�щий инструмент
|
«Окончание таблицы 7»
|
1
|
2
|
3
|
|
Шероховатость (чистота поверхностей обработки не соответст�вует)
|
неверно выбрана режущая пластина
|
заменить режущую пласти�ну
|
|
Натяг резьбы
|
износ режущей пластины
|
заменить режущую пласти�ну
|
|
Неправильная форма профиля резьбы (несоответствие углов наклона боковых сторон или ширины впадины профиля резьбы)
|
износ резьбовой пластины
|
заменить резьбовую пластину
|
Износ режущего инструмента является в большом количестве дефектов резьбы связанного с режущим инструментом, его исправностью.
6.5.5. Виды износа режущего инструмента
Одним и наиболее важным показателем эксплуатации режущего инструмента является его работоспособность, определяющая состояние, при котором режущий инструмент выполняет свою работу, имея износ рабочих поверхностей, меньший критического значения. Обеспечить максимизацию работоспособности, значит повысить рост производительности труда, сэкономить дорогостоящий материал, энергию и трудовые ресурсы.
Работоспособность режущего инструмента может быть повышена благодаря такому изменению поверхностных свойств инструментального материала, при котором контактная поверхность инструмента будет наиболее эффективно сопротивляться абразивному, адгезионному, коррозийно-окислительному и др. видам износа как при комнатной, так и при повышенной температурах. Так же инструментальный материал должен обладать достаточным запасом прочности при сжатии, изгибе, приложении ударных нагрузок.
Большинство инструментальных материалов обладают лишь несколькими из указанных выше свойств, что резко снижает их область применения. Например, инструменты из быстрорежущей стали обладают относительно невысокой теплостойкостью, средней твердостью, небольшими прочностью при изгибе и ударной вязкостью; керамические режущие инструменты имеют повышенную твердость, износостойкость и высокую теплопроводность, но им присущи низкая ударная вязкость и повышенная хрупкость.
Износ - суммарный результат одновременного действия механических и тепловых нагрузок на режущую кромку.
Основные причины:
- Механический абразивный износ,
- Повреждение режущей кромки в результате налипания обрабатываемого материала,
- Термоокислительные процессы,
- Диффузия.
Виды износа:
Абразивный износ задней поверхности (рисунок 26).
Нормальный вид износа после стандартного машинного времени использования.
Рисунок 26 - Износ задней поверхности
Причины:
- Слишком большая скорость резания;
- Подача не соответствует условиям резания.
Рекомендации:
- Уменьшить скорость резания;
- Выбрать подачу, соответствующую скорости и глубине резания (уменьшить подачу).
Выкрашивание режущей кромки (рисунок 27).
Рисунок 27 - Выкрашивание режущей кромки
Выкрашивание – результат чрезмерных механических нагрузок на режущую кромку.
Причины:
- Вибрация;
- Большая подача или маленькая глубина резания;
- Резание при переменных нагрузках;
- Повреждение слишком мелкой стружкой.
Рекомендации:
- Использовать режущую кромку с отрицательной геометрией;
- Увеличить жесткость крепления инструмента и детали.
Образование лунок (рисунок 28).
Причина образования лунок - горячая стружка, которая движется по передней поверхности вставки.
Рисунок 28 - Образование лунок (кратеров)
Причины:
- Слишком большая скорость резания и/или подача;
- Слишком мал передний угол;
- Недостаточная подача СОЖ.
Рекомендации:
- Уменьшить скорость резания или подачи;
- Увеличить (оптимизировать) подачу или давление СОЖ.
Пластическая деформация (рисунок 29).
Высокая температура в зоне резания при однократном приложении значительных механических нагрузок могут приводить к пластической деформации.
Рисунок 29 - Пластическая деформация
Причины:
- Слишком высокая температура в зоне резания, приводящая к потере прочности;
- Повреждение покрытия.
Рекомендации:
- Уменьшить скорость резания;
- Выбрать класс с большей износостойкостью;
- Применить охлаждение.
Налипание обрабатываемого материала (рисунок 30).
Налипание обрабатываемого материала происходит в связи с нарушением процесса удаления стружки из-за слишком низкой температуры.
Рисунок 30 - Налипание обрабатываемого материала
Причины:
- Слишком низкая скорость резания;
- Слишком малый передний угол;
- Недостаточная подача СОЖ.
Рекомендации:
- Увеличить скорость резания;
- Увеличить передний угол;
- Использовать СОЖ повышенной концентрации.
6.6. Итоговый контроль по теме: «Нарезание резьбы сменными неперетачиваемыми пластинами, виды износа режущего инструмента»
Выполнение задания в таблице необходимы, для того чтобы определить взаимосвязь дефектов и причин брака, совершенствования знаний.
Таблица №31 - 1. Задание: Впишите в таблицу недостающие виды дефектов, причины брака, способы устранения в пустые колонки.
|
Вид дефекта
|
Причина брака
|
Способ устранения
|
|
Высота профиля
|
|
заменить резьбовую пла�стин, заменить резец
|
|
|
|
заменить режущую пласти�ну
|
|
Длина резьбы с полным профилем
|
неправильно введена кор�рекция в ЧПУ
|
|
|
|
рассогласование конусности расточки и резьбы
|
|
|
|
недостаточно жестко закреп�лена деталь в кулачках па�трона
|
отрегулировать усилие за�жима патрона
|
|
|
нежесткое крепление инст�румента
|
надежно закрепить режу�щий инструмент
|
|
Шероховатость (чистота поверхностей обработки не соответст�вует).
|
неверно выбрана режущая пластина
|
|
|
|
износ режущей пластины
|
заменить режущую пласти�ну
|
|
Неправильная форма профиля резьбы (несоответствие углов наклона боковых сторон или ширины впадины профиля резьбы)
|
|
заменить резьбовую пластину
|
2.Износ – это суммарный результат одновременно действия ______________ __ _____________ на режущую кромку.
3 . Определите соответствие износа режущего инструмента:
1. Абразивный износ задней поверхности
2. Выкрашивание режущей кромки
3. Образование лунок
4. Пластическая деформации
5. Налипание обрабатываемого материала
А Б В
Г Д
Ответы на итоговый контроль
Таблица 32 - Дефекты резьбы и способы устранения
|
Вид дефекта
|
Причина
|
Способ устранения
|
|
Высота профиля
|
неправильно подобрана резьбовая пластина, износ резца
|
заменить резьбовую пла�стин, заменить резец
|
|
|
износ режущей пластины
|
заменить режущую пласти�ну
|
|
Длина резьбы с полным профилем
|
неправильно введена кор�рекция в ЧПУ
|
правильно ввести коррек�цию в ЧПУ
|
|
|
рассогласование конусности расточки и резьбы
|
изменить конусность рас�точки
|
|
Следы дробления
|
недостаточно жестко закреп�лена деталь в кулачках па�трона
|
отрегулировать усилие за�жима патрона
|
|
|
нежесткое крепление инст�румент
|
надежно закрепить режу�щий инструмент
|
|
Шероховатость (чистота поверхностей обработки не соответст�вует).
|
неверно выбрана режущая пластина
|
заменить режущую пласти�ну
|
|
|
неверно выбраны режимы резания
|
изменить режимы резания
|
|
Натяг резьбы
|
износ режущей пластины
|
заменить режущую пласти�ну
|
|
Неправильная форма профиля резьбы (несоответствие углов наклона боковых сторон или ширины впадины профиля резьбы)
|
износ резьбовой пластины
|
заменить резьбовую пластину
|
2. Износ - суммарный результат одновременного действия механических и тепловых нагрузок на режущую кромку.
3 . Определите соответствие износа режущего инструмента
1 – А, 2 - В, 3 – Г, 4 – Б, 5 - Д
6.7. Рекомендации для проведения занятия
Для проведения занятия по теме: «Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами». Использовать каталог Ceratizit « Инструменты и вставки для токарной обработки», В. Я. Давыдов, Ю.В. Загудайлов. Механическая обработка муфт к обсадным трубам ОТТМ и ОТТГ на муфтонарезных станках с ЧПУ. «Технологическая инструкция ТИ 162-ТР.ТС – 133 – 2005», также использовать плакат: «Профиль трапецеидальной резьбы». Использовать для показа образцы бракованных деталей. Для наилучшего обзора натуральных средств обучения рекомендуется оборудовать учебный класс, где место посадки обучающегося должно быть по принципу круглого стола, данное предложение представлено (рисунок 31). Чтобы мотивировать обучаемых взрослых следует использовать проблемную ситуацию, наиболее успешного изучения рекомендуются карточки с заданиями.
- место преподавателя
-места для обучающихся
-образцы бракованных
деталей
Рисунок 31 – Схема учебного класса
ЗАКЛЮЧЕНИЕ
Трубная продукция, производимая на современном технологическом уровне, с каждым годом становится более наукоемкой. Это в свою очередь требует новых подходов к организации производственного процесса, внедрения мобильных ресурсосберегающих экологически чистых технологий, разработки и освоения высокопроизводительного, простого в обслуживании и надежного при эксплуатации оборудования. При этом необходимо стремиться максимально снизить издержки производства за счет существенного сокращения цикличности при изготовлении продукции и одновременного снижения расхода материалов.
Анализируя результаты работы по повышению эффективности производства высокогерметичных муфт для обсадных труб из хладостойкой стали можно выделить следующие:
- Режущий инструмент является тем средством, без ко�торого нельзя полностью реализовать заложенные в станках технологические возможности и достичь высо�ких технико-экономических показателей процесса изготовления де�талей.
- Технологический процесс в данное время на ОАО «СТЗ» в муфтонарезном отделении по производству муфт из стали ТУ 14-162-70 не эффективен, т.к. используемый режущий инструмент не подходит для обработки этой стали. В процессе механической обработки наблюдался быстрый износ и поломка режущего инструмента, что вело к увеличению трудоёмкости технологического процесса и выпуску брака.
- Во время производственных испытаний использовался новый режущий инструмент различных фирм производителей, таких как Sandvik Coromant, Sandvik –МКТС, Pramet, Cerametal, Московского инструментального завода. Наиболее оптимальным для механической обработки стали ТУ 14-162-70 в хладостойком исполнении является инструмент фирмы Cerametal. При внедрении нового режущего инструмента рекомендуется изменить программу обработки муфт ОТТГ и структуру механической обработки.
- Из многообразия современного режущего инструмента, более эффективен инструмент фирмы Cerametal, пластины RCMX марка сплава НС – Р25 LР 2002 и неперетачиваемые резьбанарезные пластины 4.338А класса ASC 150 производства фирмы «Cerametal», который применялся для механической обработки муфт из стали ТУ 14-162-70 в хладостойком исполнении на станке SMF – RV 4/4 – NC -350 «HEID».
- Экономия от внедрения нового режущего инструмента составит 52380 рублей, рост производительности труда с учетом повышения эффективности производства увеличится на 11%.
- При усовершенствованной обработке высокогерметичных муфт для обсадных труб уменьшается фактор получения микротравм, мероприятия, изложенные в данном дипломном проекте, позволят сделать технологический процесс более экологичным, т.к. наряду с ростом производительности труда, снижается объем затрат энергетических ресурсов.
- Разработана методика проведения занятия по теме: «Виды износа режущего инструмента, основные дефекты резьбы и способы их устранения при работе сменными неперетачиваемыми пластинами», для курсов повышения квалификации рабочих по специальности: «Резчик труб и заготовок» 4 разряда.
Следовательно, предложенный для внедрения новый режущий инструмент оптимально подходит для повышения эффективности производства высокогерметичных муфт для обсадных труб из хладостойкой стали на существующем оборудовании.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Баранчиков В.И., Жаринов Л.В., ЮдинаН.Д., Садыхов А.И. Прогрессивные режущие инструменты и режимы резания металлов. –М.:Машиностроение, 1990. 400 с.
2. Боровских Т.В., Григорьев С.Н., Маслов А.Р.Справочник инструментальщика / Под общей редакцией А.Р. Маслова. 2-е изд., испр. – М.:Машиностроение, 2007. 464 с.
3. Башков В.М., Кацев П.Г. Испытания режущего инструмента на стойкость. - М.:Машиностроение, 1985. – 136 с.
4. Вереака А.С, Третьяков И.П. Режущие инструменты с износостойкими покрытиями. - М.:Машиностроение, 1986. 192 с.
5. Грановских Г.И., Грановских В.Г.Резание металлов: Учебник для машиностр. и приборостр. Спец. Вузов. – М.: Высш. Шк., 1985. 304 с.
6. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: Учеб. пособие для машиностроит. спец. вузов.- 4-е изд., перераб. и доп. – Мн.: Высш. школа.1983. 256с.
7. Грузинов В.П., Грибов В.Д. Экономика предприятия: Учебное пособие. – 2-е изд., доп. – М.: Финансы и статистика, 2002. 208 с.
8. Коробкин В.И., Передельских Л.В. Экология. Изд. 5-е, доп. И переработ. – Ростов н/Д: изд-во №Феникс», 2003. 576 с.
9. Кукин П.П., Лапин Л.Л., Пономарев Н.Л. и др. Безопасность жизнедеятельности. Безопасность технологических процессов и производств (охрана труда). Изд. 2-е, испр. и доп. М.: «Высшая школа», 2001. 317с.
10. Макаров А.Д. Износ и стойкость режущих инструментов - М.:Машиностроение, 1966. 266с.
11. Макиенко Н.И.Общий курс слесарного дела: Учеб. Для проф. Учеб. Заведений. – 4-е изд., стереотип. – М.: Высшая школа; Издательский центр «Академия». 1998. 334 с.
12. Малштейн Л.К. Формы активного обучения: Учеб. Пособие для слушателей ФПК/Свердл. Инж.-пед. Ин-т. – Свердловск, 1991. 76с.
13. Панов Ф.С., Травин А.И. Работа на станках с числовым программным управлением. – Л.: Лениздат. 1984. 278с.
14. Поладзе Т.Н. Прочность и износостойкость режущего инструмента. - М.:Машиностроение, 1982. 320с.
15. Филипов Г.В. Режущий инструмент. - Л.: Машиностроение. Ленингр. от-ние, 1981. 392 с.
16. Хает Г.Л., Гах В.М., Громаков К.В. Сборный твердосплавный инструмент. - М.:Машиностроение, 1989. 256 с.
17. Чучкалова Е.И., Козлова Т.А., Суриков В.П. Технико – экономические расчеты в выпускных квалификационных работах(дипломных проектах): Учеб. Пособие. – Екатеринбург: Изд-во ГОУ ВПО «Рос. Гос. Проф.-пед. Ун-т», 2006. 66 с.
18. СанПиН 2.2.1/2.1.1.1278-03. Гигиенические требования к естественному, искусственному и совмещенному освещению общественных и жилых зданий.
19. СанПиН 2.24.548-69. Гигиенические требования к микроклимату производственных помещений.
20. СН 2.2.4/2.1.8.562-96. Шум на рабочих местах в помещениях жилых, общественных зданий и на территории жилой застройки.
21. СН 2.2.4/2.1.8.566-96. Производственная вибрация, вибрация в помещениях жилых и общественных зданий.
22. СНиП 23-03-2003. Защита от шума.
23. СНиП 23-05-95. Естественное и искусственное освещение.
24. СНиП 31-03-2001. Производственные здания.
25. ППБ-01-03. Правила пожарной безопасности Российской Федерации.
26. Протокол замеров вредных веществ, шумового воздействия, вибрации в рабочих зонах производственных помещений ОАО «СТЗ.2007.
27. Р 2.6.2006-05. Рекомендации по содержанию предельно допустимых концентраций вредных веществ в воздухе рабочей зоны для работников ОАО «СТЗ».
28. Справочник конструктора-инструментальщика./ Под общ. Ред. В.И. Баранчикова. – М.:Машиностроение, 1994. 560 с.
29. Якухин В.Г., Ставров В.А. Изготовление резьбы: Справочник. М: Машиностроение, 1989. 192 с.
30. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Ч 1. Нормативы времени. М.: Экономика. 1990.
31. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Ч 2. Нормативы режимов резания. М.: Экономика. 1990.
32. Общемашиностроительные укрупненные нормативы времени на работах, выполняемые на токарно-револьверных станках. Нормативы времени. М: Экономика 1989.
33. Каталог металлорежущего инструмента Сeratizit. Инструменты и вставки для токарной обработки. 2007.
34. Каталог металлорежущего инструмента Сeratizit. Резьбонарезные вставки для нефтедобывающей отрасли. 2007.
35. Каталог металлорежущего инструмента Cerametal. Токарная обработка. 2000.
36. Каталог металлорежущего инструмента Pramet. 2008.
37. Руководство по металлообработки Точение – фрезерование – растачивание- оснастка Sandvik Coromant. 2000.
38. Руководство по металлообработке. Технический справочник Sandvik Coromant 2008.
39. Русак О.Н., Малаян К.Р., Занько Н.Г. Безопасность жизнедеятельности: Учебное пособие. 5-е изд., стер. / Под ред. О.Н. Русака. СПб.: Издательство «Лань», 2002. 448с.
40. Давыдов В. Я., Загудайлов Ю.В. Механическая обработка муфт к обсадным трубам ОТТМ и ОТТГ на муфтонарезных станках с ЧПУ. «Технологическая инструкция ТИ 162-ТР.ТС – 133 – 2005» г. Полевской 2005 . 60с.
41. Учебные планы и программы для подготовки и повышения квалификации рабочих на производстве. Резчик труб. Екатеринбург 2006.
42. Маслов А.Р. Современная режущая керамика // Инструмент технология оборудование. 2008 № 3 С. 46 – 51.
43. Маслов А.Р. Выбор твердых сплавов для обработки резанием // Инструмент технология оборудование. 2008 № 4 С. 22 – 31.
44.www. Bibliotekar.ru
45. www. Voctok – tranzit. Ru
46. www. Vio. Fio..ru
PAGE \* MERGEFORMAT 148
Повышение эффективности производства высокогерметичных муфт для обсадных труб из хладостойкой стали