Механизмы двигателя: ответы к экзамену
- Назначение, общее устройство и работа механизмов двигателя. Основные их неисправности, признаки и причины.
Системы и механизмы двигателя, и их назначение.
Кривошипно-шатунный механизмвоспринимает давление газов в цилиндрах и преобразует возвратно-поступательное движение поршней во вращательное движение коленчатого вала. Он состоит из цилиндра, головки, поршня, поршневого пальца, шатуна, картера, коленчатого вала и других деталей.
Система питания производит подготовку новой порции рабочей смеси, состоящей из воздуха и топлива, и ее подвод в цилиндры двигателя. У карбюраторного двигателя она состоит из воздухоочистителя, фланца, карбюратора, впускного трубопровода, топливного насоса с фильтром-отстойником, бензопровода и бензобака.
Механизм газораспределения управляет своевременным впуском свежего заряда топлива и выпуском отработавших газов. Он состоит из распределительных шестерен, кулачкового вала, толкателя, пружины и клапанов.
Система зажигания карбюраторных двигателей обеспечивает подачу импульса электротока высокого напряжения на контакты свечи для получения искры, необходимой для воспламенения рабочей смеси.
Система охлажденияпредотвращает перегрев двигателя отводом тепла от стенок цилиндров и головок. Она состоит из водяных рубашек, блока и головок, радиатора, вентилятора водяного насоса и других элементов.
Система смазки обеспечивает подачу масла к трущимся поверхностям и отвод продуктов износа. Она состоит из масляного поддона, насоса, фильтров грубой и тонкой очистки масла, маслопроводов и масляных клапанов.
Кроме перечисленных систем и механизмов двигатель оборудуется пусковым устройством, приборами контроля и управления и вспомогательными механизмами, например подогревателями.
К неисправностям кривошипно-шатунного механизма относятся:
- износ коренных и шатунных подшипников;
- износ поршней и цилиндров;
- износ поршневых пальцев;
- поломка и залегание поршневых колец.
Основными причинами данных неисправностей являются:
- выработка установленного ресурса двигателя;
- нарушение правил эксплуатации двигателя (использование некачественного масла, увеличение сроков технического обслуживания, длительное использование автомобиля под нагрузкой и др.)
Практически все неисправности кривошипно-шатунного механизма (КШМ) могут быть диагностированы по внешним признакам, а также с помощью простейших приборов (стетоскопа, компрессометра). Неисправности КШМ сопровождаются посторонними шумами и стуками, дымлением, падением компрессии, повышенным расходом масла.
Основными неисправностями газораспределительного механизма (ГРМ) являются:
- нарушение тепловых зазоров клапанов (на двигателях с регулируемым зазором);
- износ подшипников, кулачков распределительного вала;
- неисправности гидрокомпенсаторов (на двигателях с автоматической регулировкой зазоров);
- снижение упругости и поломка пружин клапанов;
- зависание клапанов;
- износ и удлинение цепи (ремня) привода распределительного вала;
- износ зубчатого шкива привода распределительного вала;
- износ маслоотражающих колпачков, стержней клапанов, направляющих втулок;
нагар на клапанах.
Можно выделить следующие причины неисправностей ГРМ (они, в основном, аналогичны причинам неисправностей кривошипно-шатунного механизма):
- выработка установленного ресурса двигателя и, как следствие, высокий износ конструктивных элементов;
- нарушение правил эксплуатации двигателя, в том числе использование некачественного (жидкого), загрязненного масла, применение бензина с высоким содержанием смол, длительная работа двигателя на предельных оборотах.
Самой серьезной неисправностью газораспределительного механизма является т.н. зависание клапанов, которое может привести к серьезным поломкам двигателя. Причин у неисправности две. Применение некачественного бензина, сопровождающееся отложением смол на стержнях клапана. Другой причиной является ослабление или поломка пружин клапанов. В этом случае на высоких оборотах двигателя клапан не успевает сесть в «седло», искривляется и заклинивает (зависает) в направляющей втулке.
Внешние признаки неисправностей:
- металлический стук в головке блока цилиндров на малых и средних оборотах;
- металлический стук в головке блока цилиндров на холодном двигателе;
- шум в районе привода распределительного вала;
Различают следующие неисправности системы охлаждения:
- неисправности радиатора (засорение сердцевины, загрязнение наружной поверхности, нарушение герметичности);
- неисправности центробежного насоса (ослабление привода, нарушение герметичности, износ);
- неисправности термостата;
- неисправности привода вентилятора (в зависимости от типа привода - ослабление механического привода, неисправность термореле или электродвигателя в электрическом приводе, низкое давление масла в гидравлическом приводе);
- трещины в рубашке охлаждения головки блока или блоке цилиндров;
- прогорание прокладки и коробление головки блока цилиндров; неисправности патрубков (нарушение герметичности крепления, механические повреждения, засорение);
- неисправность датчика температуры;
- неисправность указателя температуры;
- низкий уровень охлаждающей жидкости.
Основными причинами неисправностей системы охлаждения являются:
- нарушение правил эксплуатации двигателя (применение некачественной охлаждающей жидкости, нарушение периодичности ее замены);
- применение некачественных комплектующих;
- предельный срок службы элементов системы;
- неквалифицированное проведение работ по техническому обслуживанию и ремонту системы. Возникающие неисправности системы охлаждения могут послужить причинами более серьезных неисправностей. Так, загрязнение наружной поверхности радиатора приводит к увеличению температуры охлаждающей жидкости и дальнейшему перегреву двигателя. Это, в свою очередь, может привести к прогоранию прокладки и короблению головки блока цилиндров, а также появлению трещин.
Внешними признаками неисправностей системы охлаждения являются:
- перегрев двигателя;
- переохлаждения двигателя;
- наружная утечка охлаждающей жидкости;
- внутренняя утечка охлаждающей жидкости.
- Типы систем охлаждения, их общее устройство и работа. Особенности привода вентиляторов. Охлаждающие жидкости для систем охлаждения, их свойства, показатели качества и обозначение.
Система охлаждения предназначена для охлаждения деталей двигателя, нагреваемых в результате его работы. На современных автомобилях система охлаждения, помимо основной функции, выполняет ряд других функций, в том числе:
- нагрев воздуха в системе отопления, вентиляции и кондиционирования;
- охлаждение масла в системе смазки;
- охлаждение отработавших газов в системе рециркуляции отработавших газов;
- охлаждение воздуха в системе турбонаддува;
- охлаждение рабочей жидкости в автоматической коробке передач.
В зависимости от способа охлаждения различают следующие виды систем охлаждения:
- жидкостная (закрытого типа);
- воздушная (открытого типа);
- комбинированная.
В системе жидкостного охлаждения тепло от нагретых частей двигателя отводится потоком жидкости. Воздушная система для охлаждения использует поток воздуха. Комбинированная система объединяет жидкостную и воздушную системы. На автомобилях наибольшее распространение получили система жидкостного охлаждения. Данная система обеспечивает равномерное и эффективное охлаждение, а также имеет меньший уровень шума. Конструкция системы охлаждения бензинового и дизельного двигателей подобны. Система охлаждения двигателя имеет следующее общее устройство:
радиатор системы охлаждения;
масляный радиатор;
теплообменник отопителя;
расширительный бачок;
центробежный насос;
термостат;
вентилятор;
элементы управления;
«рубашка охлаждения» двигателя;
патрубки.
Вентилятор служит повышения интенсивности охлаждения жидкости в радиаторе. Вентилятор может иметь различный привод:
- механический (постоянное соединение с коленчатым валом двигателя);
- электрический (управляемый электродвигатель);
- гидравлический (гидромуфта).
Наибольшее распространение получил электрический привод вентилятора, обеспечивающий широкие возможности для регулирования.
Охлаждающая жидкость в системе имеет принудительную циркуляцию, которую обеспечивает центробежный насос. Движение жидкости осуществляется через «рубашку охлаждения» двигателя. При этом происходит охлаждение двигателя и нагрев охлаждающей жидкости. Направление движения жидкости в "рубашке охлаждения" может быть продольным (от первого цилиндра к последнему) или поперечным (от выпускного коллектора к впускному).
В зависимости от температуры жидкость циркулирует по малому или большому кругу. При запуске двигателя сам двигатель и охлаждающая жидкость в нем холодные. Для ускорения прогрева двигателя охлаждающая жидкость движется по малому кругу, минуя радиатор. Термостат при этом закрыт. По мере нагрева охлаждающей жидкости термостат открывается, и охлаждающая жидкость движется по большому кругу - через радиатор. Нагретая жидкость проходит через радиатор, где охлаждается встречным потоком воздуха. При необходимости жидкость охлаждается потоком воздуха от вентилятора. После охлаждения жидкость снова поступает в «рубашку охлаждения» двигателя. В ходе работы двигателя цикл движения охлаждающей жидкости многократно повторяется.
Наиболее распространенной жидкостью, применяемой для охлаждения, является вода. Она имеет самую высокую теплоем�кость 4,19 кДж/(кг- °С), большую теплопроводность, небольшую кинематическую вязкость (v20°c = 1 мм2/с) и большую теплоту ис�парения.
Однако вода обладает и существенными недостатками, затруд�няющими ее применение в качестве охлаждающей жидкости. При О °С она замерзает, увеличиваясь в объеме примерно на 10 % и вы�зывая разрушение системы охлаждения при дальнейшем пониже�нии температуры окружающего воздуха.
В зимний период эксплуатации в системах охлаждения приме�няют низкозамерзающие охлаждающие жидкости - антифризы являющиеся смесью этиленгликоля с водой.
Иногда в простые антифризы вводят молибденовый натрий в ко�личестве 7,5... 8,0 г на литр, предотвращающий коррозию цинковых и хромовых покрытий на деталях системы охлаждения. При этом в обозначении антифриза добавляют букву М.
3. Назначение термостата. Конструктивные особенности и способы проверки. Причины перегрева двигателя.
Термостат предназначен для регулировки количества охлаждающей жидкости, проходящей через радиатор, чем обеспечивается оптимальный температурный режим в системе. Термостат устанавливается в патрубке между радиатором и «рубашкой охлаждения» двигателя. На мощных двигателях устанавливается термостат с электрическим подогревом, который обеспечивает двухступенчатое регулирование температуры охлаждающей жидкости. Для этого в конструкции термостата предусмотрено три рабочих положения: закрытое, частично открытое и полностью открытое. При полной нагрузке на двигатель с помощью электрического подогрева термостата производится его полное открытие. При этом температура охлаждающей жидкости снижается до 90°С, уменьшается склонность двигателя к детонации. В остальных случаях температура охлаждающей жидкости поддерживается в пределах 105°С.
Необходимость в замене термостата может возникнуть при нестабильном температурном режиме двигателя: перегреве или недостаточном прогреве.
Для проверки термостата на автомобиле пустите холодный двигатель и потрогайте рукой правый (отводящий) шланг радиатора — он должен быть холодным. После того как температура охлаждающей жидкости достигнет 60 °С, шланг должен начать быстро нагреваться, что указывает на начало циркуляции жидкости по большому контуру. Если этого не происходит, а датчик температуры охлаждающей жидкости и блок управления двигателем исправны, замените термостат.
Причины перегрева двигателя:
- недостаточно охлаждающей жидкости.
- Наличие картонки и т.п. перед радиатором, которая была вставлена, чтобы двигатель меньше остывал.
- малая эффективность воздушного охлаждения радиатора. Этому может быть тоже несколько причин. Если вентилятор приводится ремнем от коленчатого вала, то может ослабнуть натяжение этого ремня. Если привод вентилятора электрический, то может дурить датчик температуры. А еще это может быть следствием сильного загрязнения ребер радиатора системы охлаждения. Грязь — очень плохой проводник тепла, а под капотом ее обычно достаточно. Кстати, о сильном загрязнении радиатора говорит малая скорость нормализации температуры при начале движения после длительной стоянки. В нормальном состоянии обдув радиатора при движении даже со средней скоростью приводит к очень быстрому снижению температуры до нормальной. Если этого нет, радиатор надо мыть или вообще менять!
- нарушения в работе термостата.
- Следующая причина лежит в области неправильной регулировки системы зажигания или впрыска.
- длительная работа бензинового двигателя в условиях детонации.
- длительная работа двигателя в нерасчетных режимах.
- прогар выпускного клапана.
- большое количество отложений в полостях охлаждения.
- большой уровень отложений в камере сгорания
- нерациональное использование ряда присадок к моторному маслу, тех, что относятся к классу автохимии.
4. Конструктивные особенности предпусковых подогревателей. Правила пользования.
Подогреватель представляет собой достаточно мощную (4-5 кВт) горелку, работающую на жидком топливе, с камерой сгорания, окруженной теплообменником. Она "упрятана" в прочный металлический корпус – в едином блоке с электронным блоком управления, системами забора воздуха и топлива, автономным электрическим жидкостным насосом. Этот блок устанавливается в моторном отсеке, а если в нем слишком тесно - под капотом или бампером. Теплообменник подогревателя через жидкостной насос подсоединяется к охлаждающему контуру двигателя, электроника – к бортовой сети, а система подачи топлива - к топливному баку автомобиля.
Особенностью горелки подогревателей Thermo Top является специальная металлокерамическая прокладка, на которой происходит образование топливовоздушной смеси. После включения с таймера или пульта ДУ на испарительную прокладку горелки отдельным топливным насосом подается топливо; забираемое из бака через специальный топливозаборник. Через ту же прокладку электрический нагнетатель прокачивает воздух, который забирается "с улицы" через воздухозаборную трубку. При включении металлокерамического штифта накаливания прокладка нагревается, топливо с нее испаряется и уносится потоком воздуха в камеру сгорания. Когда топливовоздушная смесь достигает нужной концентрации, штифт, разогретый к этому моменту более чем до 1,5 тысяч градусов, поджигает ее. Далее горение поддерживается автоматически, а штифт выполняет роль "сторожа": как только он охлаждается ниже нормальной температуры пламени (это значит, что пламя погасло), он снова выполняет свою "зажигательную" работу.
Пламя в камере сгорания нагревает охлаждающую жидкость в теплообменнике. Она прокачивается насосом отопителя по охлаждающему контуру автомобиля, прогревая двигатель и радиатор штатного отопителя ("печки"). Отопитель автоматически включает вентилятор автомобиля, подающий тёплый воздух от радиатора в салон (поэтому "печка" должна быть установлена на "тепло").
Подогреватель управляется с таймера, установленного в салоне. Таймер автоматически включает прибор в ближайший из трёх запрограммированных моментов. Включённый подогреватель в пустой машине не представляет никакой опасности благодаря многоступенчатой системе защиты, которая в нештатной ситуации немедленно и гарантированно отключает его. Подогреватель можно, безусловно, запустить и непосредственно - нажав кнопку на таймере и, повторно запуская его каждые 60 мин., прогревать машину в течение практически неограниченного времени (сидя в машине, например, на стоянке).
основной блок подогревателя Thermo Top имеет габариты всего 214 х 106 х 168 мм. Его конструкция позволяет установку в наклонном и даже вертикальном и "лежачем" положении; топливный насос также имеет широкий диапазон установочных положений и устанавливается отдельно, ближе к топливному баку. Кроме того, водостойкие разъёмы и штекеры также облегчают выбор места для установки.
5. Назначение системы смазки двигателя. Общее устройство системы смазки. Назначение и расположение клапанов систем смазки.
Система смазки (другое наименование смазочная система) предназначена для снижения трения между сопряженными деталями двигателя. Кроме выполнения основной функции система смазки обеспечивает:
- охлаждение деталей двигателя;
- удаление продуктов нагара и износа;
- защиту деталей двигателя от коррозии.
Система смазки двигателя имеет следующее устройство:
- поддон картера двигателя с маслозаборником;
- масляный насос;
- масляный фильтр;
- масляный радиатор;
- датчик давления масла;
- редукционный клапан;
- масляная магистраль и каналы.
Для поддержания постоянного рабочего давления в системе устанавливается один или несколько редукционных (перепускных) клапанов. Клапаны устанавливаются непосредственно в элементах системы: масляном насосе, масляном фильтре.
- Общее устройство и принцип работы системы питания карбюраторного двигателя. Конструктивные особенности топливных фильтров. Требования к качеству автомобильных бензинов. Свойства, показатели качества и ассортимент бензинов.
Система питания карбюраторного двигателя должна обеспечивать приготовление горючей смеси в правильном соотношении бензина и воздуха и необходимого количества горючей смеси в зависимости от режима работы двигателя. В работающем двигателе различают следующие режимы: пуск холодного двигателя, работа на малой частоте вращения коленчатого вала (режим холостого хода), работа при средних нагрузках, работа при полных нагрузках, работа при резком увеличении нагрузки. Для всех режимов работы двигателя состав горючей смеси должен быть разным.
От технического состояния системы питания зависят мощность двигателя, легкость его запуска, приемистость, экономичность, долговечность.
К топливной системе карбюраторных двигателей относят: топливный бак, топливопроводы, топливные фильтры, топливный насос, карбюратор, воздушный фильтр, впускной коллектор, глушитель шума выпуска отработанных газов, датчики.
Принцип действия карбюраторной системы питания следующий. При вращении коленчатого вала начинает действовать топливный насос, который через сетчатый фильтр засасывает бензин из бака и нагнетает его в поплавковую камеру карбюратора. Перед насосом или уже после него бензин проходит через фильтр тонкой очистки топлива. При движении поршня в цилиндре вниз из распылителя поплавковой камеры вытекает топливо, а через воздушный фильтр засасывается очищенный воздух.
Струя воздуха смешивается с топливом в смесительной камере и образует горючую смесь. Впускной клапан открывается, и горючая смесь поступает в цилиндр, где на определенном такте сгорает. После сгорания открывается выпускной клапан и продукты сгорания по трубопроводу поступают в глушитель, а оттуда выводятся в атмосферу.
Топливопроводы представляют собой стальные трубки, которые соединяют все приборы системы топлива двигателя.
Для приготовления смеси мельчайших частиц или паров бензина с воздухом - горючей смеси - служит карбюратор, который может состоять из поплавковой камеры с поплавком и игольчатым клапаном; камеры распылителя; входной камеры с воздушной заслонкой; смесительной камеры с диффузором; дроссельной заслонки.
Для уплотнения разъемов между системами карбюратора применяют картонные прокладки или прокладки из маслобензостойкой резины.
Устройство, регулирующее подачу топлива, находится в топливной камере. Состоит оно из поплавка и игольчатого клапана. В смесительной камере, выполненной в виде трубы, имеется сужающаяся горловина - диффузор, в которую введена трубка из поплавкой камеры - распылитель.
Со стороны поплавковой камеры распылитель имеет строго определенной формы и сечения отверстие -жиклер. Ниже диффузора расположена дроссельная заслонка. Расположение дроссельной заслонки регулирует количество подаваемой горючей смеси в камеру сгорания. Кроме нее количество подаваемой горючей смеси регулируется путем увеличения оборотов коленчатого вала. Уровень топлива в поплавковой камере снижается, вместе с ним опускается поплавок, открывая доступ к топливу.
Чем больше открывается дроссель, тем больше увеличивается скорость потока воздуха и растет разряжение на конце распылителя. Количество топлива, поступающего через топливный жиклер, будет увеличиваться. Однако обогащению смеси препятствует поступление воздуха через воздушный жиклер, снижающее разряжение у топливного жиклера. В результате через распылитель в смесительную камеру поступает не бензин, а его эмульсия (смесь бензина с воздухом) и в диапазоне от режима холостого хода до полных нагрузок горючая смесь будет необходимого обедненного состава.
Все приборы системы топлива двигателя соединены стальными трубками - топливопроводами. На малых оборотах коленачатого вала для приготовления горючей смеси предназначена система холостого хода. Так как дроссельная заслонка почти закрыта, разряжение у распылителя настолько мало, что топливо из главной дозирующей системы поступать не будет. В режиме холостого хода в цилиндрах остается много отработанных газов в отношении к поступающему количеству горючей смеси. Такая рабочая смесь горит медленно, поэтому для устойчивой работы двигателя ее нужно обогатить топливом. Для обогащения топливо подводят за дроссельную заслонку, в область наибольшего разряжения.
Состоит система холостого хода из топливного жиклера холостого хода, воздушного жиклера и регулировочного винта. Под дроссельной заслонкой создается большее разряжение. Под действием этого разряжения топливо переходит через жиклер холостого хода и смешивается с воздухом из воздушного жиклера, а затем в виде эмульсии вытекает из отверстия под дросселем. Система холостого хода имеет два отверстия: одно отверстие находится над дросселем, другое ниже его. При малых оборотах коленчатого вала через нижнее отверстие вытекает топливная эмульсия, а через верхнее отверстие подсасывается воздух.
Если дроссельная заслонка открыта, эмульсия поступает в камеру сгорания через оба отверстия, что дает возможность плавно переходить от оборотов холостого хода к малым нагрузкам. Проходное сечение нижнего отверстия изменяется вращением регулировочного винта. За счет изменения сечения эмульсионного канала можно менять качество подаваемой горючей смеси. При завертывании регулировочного винта смесь обедняется, при вывертывании - обогащается.
Упорный винт дроссельной головки регулирует количество поступающей смеси. Если винт ввертывать, дроссель будет открываться, увеличивая количество поступающей смеси, что приведет к увеличению частоты вращения коленчатого вала двигателя. Если винт дросселя вывертывать, дроссель закроется, количество поступающей смеси уменьшится, уменьшится и число оборотов коленчатого вала.
Для обогащения горючей смеси при полных нагрузках и разгоне автомобиля, когда дроссель открыт не полностью, служит экономайзер. Он состоит из клапана, который прижимается к седлу пружиной, жиклера и деталей привода. Рычаг привода клапана экономайзера неподвижно закреплен на оси дроссельной заслонки. Клапан срабатывает, когда дроссель открывается почти полностью и обеспечивает дополнительную подачу топлива к распылителю.
Так как главное дозирующее устройство обеспечивает плавное обеднение горючей смеси во время перехода от малых нагрузок двигателя к средним, т. е. отрегулировано для обеспечения приготовления горючей смеси обедненного состава, то для получения максимальной мощности двигателя смесь необходимо обогатить. Обогащение смеси достигается с помощью экономайзера, когда топливо поступает к распылителю не только через главный жиклер, но и через клапан экономайзера. В этом случае главная дозирующая система и экономайзер, действуя совместно, обеспечивают обогащенную смесь, которая необходима для получения большой мощности двигателя.
Для обогащения горючей смеси при резком открытии дроссельной заслонки, для обеспечения приемистости двигателя, т. е. для возможности резкого перехода от малых нагрузок к большим, служит ускорительный насос, который состоит из колодца, штока, тяги, рычага, нагнетательного клапана и обратного клапана. Когда дроссель быстро открывается, пружина сжимается и поршень, перемещаясь вниз, давит на топливо. Гидравлический удар топлива закрывает обратный клапан и открывает нагнетательный. Топливо через распылитель попадает в смесительную камеру. Пружина разжимается и продолжает перемещать поршень вниз еще 1-2 с, что дает возможность впрыснуть дополнительную порцию топлива.
При резком открытии дроссельной заслонки воздух в смесительную камеру поступает гораздо быстрее, чем происходит подача топлива через жиклеры и распылители, что приводит к резкому обеднению горючей смеси и может вызвать остановку двигателя. Чтобы этого не произошло, необходимо обеспечить принудительное впрыскивание бензина в смесительную камеру для кратковременного обогащения горючей смеси. Эту задачу и выполняет ускорительный насос.
Для обогащения смеси при пуске и прогреве пускового двигателя служит пусковое устройство. Оно представляет собой заслонку с приводом из кабины водителя. Для того чтобы не произошло чрезмерного обогащения смеси на воздушной заслонке, может быть предусмотрен клапан, который открывается под давлением атмосферы при возникновении значительного разрежения в смесительной камере карбюратора после пуска двигателя. Положение заслонки регулируется с помощью троса, выведенного в кабину. Одновременно с закрытием воздушной заслонки приоткрывшийся дроссель не дает двигателю остановиться. Ось воздушной заслонки во впускном клапане установлена несимметрично, чтобы под действием разницы давлений потока воздуха на обе части заслонки она стремилась открыться.
Такая конструкция заслонки предохраняет смесь от переобогащения при пуске двигателя, и в то же время это не дает двигателю остановиться, так как смесь автоматически обогащается при снижении числа оборотов коленчатого вала.
Автомобильные бензины (ГОСТ 2084—77) — топлива для кар�бюраторных двигателей должны отвечать следующим требованиям:
- бесперебойно поступать в систему питания двигателя;
- обеспечивать образование топливовоздушной смеси требуемого состава;
- обеспечивать нормальное и полное сгорание образуемой топ�ливовоздушной смеси в двигателе (без возникновения детонации);
- не вызывать коррозии и коррозионных износов деталей двига�теля;
- образовывать минимальное количество отложений во впускном трубопроводе, камерах сгорания и других частях двигателя;
- сохранять свои свойства при хранении, перекачке и транспор�тировке.
Основными показателями качества бензинов являются детона�ционная стойкость, фракционный состав, давление насыщенных паров и химическая стабильность.
Основную массу автомобильных бензинов в России вырабатывают по ГОСТ 2084-77 и ГОСТ Р51105-97 и ТУ 38.001165-97. В зависимости от октанового числа ГОСТ 2084-77 предусматривает пять марок автобензинов: А-72, А-76, АИ-91, АИ-93 и АИ-95. Для первых двух марок цифры указывают октановые числа, определяемые по моторному методу, для последних - по исследовательскому.
Все бензины, вырабатываемыепо ГОСТ 2084-77, в зависимости от показателей испаряемости делят на летние и зимние. Зимние бензины предназначеныдля применения в северных и северо-восточных районах в течение всех сезонов и в остальных районах с 1 октября до 1 апреля.Летние - для применения во всех районах кроме северных и северо-восточных в период с 1 апреля по 1 октября; в южных районахдопускается применять летний бензин в течение всех сезонов.
По составу автомобильные бензины представляют собой смесь компонентов,получаемых в результате различных технологических процессов: прямой перегонки нефти, каталитического риформинга,каталитического крекинга и гидрокрекинга вакуумного газойля, изомеризации прямогонных фракций, алкилирования,ароматизации термического крекинга, висбрекинга, замедленного коксования. Компонентный состав бензина зависит,в основном, от его марки и определяется набором технологических установок на нефтеперерабатывающем заводе.
Базовым компонентом для выработки автомобильных бензинов являются обычно бензины каталитического риформингаили каталитического крекинга. Бензины каталитического риформинга характеризуются низким содержанием серы, в ихсоставе практически отсутствуют олефины, поэтому они высокостабильны при хранении. Однако повышенное содержаниев них ароматических углеводородов с экологической точки зрения является лимитирующим фактором. К их недостаткам такжеотносится неравномерность распределения детонационной стойкости по фракциям. В составе бензинового фонда Россиидоля компонента каталитического риформинга превышает 50%.
Бензины каталитического крекинга характеризуются низкоймассовой долей серы, октановыми числами по исследовательскому методу 90-93 единицы.
7. Понятие о бедной и богатой смеси. Как осуществляется обогащение смеси в карбюраторах на различных режимах.
Обогащенная смесь содержит воздуха до 20% меньше, чем в нормальной смеси (соотношение бензина и воздуха 1:15 - 1:12); если же недостаток воздуха больше 20%, смесь называется богатой. В обедненной смеси избыток воздуха против нормы не превышает 10% (соотношение бензина и воздуха 1:15 - 1:16,5); при избытке воздуха более 10% смесь называется бедной.
Состав горючей смеси оказывает большое влияние на мощность и экономичность двигателя.
Наибольшую мощность на любом рабочем режиме двигатель развивает на обогащенной смеси, обладающей наибольшей скоростью сгорания. При малом открытии дроссельной заслонки (например, малые обороты холостого хода) требуется богатая смесь с соотношением горючего и воздуха 1:12 - 1:9, т. е. с недостатком воздуха 20-40%. Объясняется это тем, что при работе двигателя, у которого дроссельная заслонка открыта незначительно, ухудшаются условия горения смеси вследствие уменьшения весового наполнения цилиндров и относительного увеличения в смеси отработавших газов; количество отработавших газов остается при любом открытии дроссельной заслонки практически неизменным, а количество горючей смеси, поступающей в цилиндры при малом открытии дроссельной заслонки, уменьшается.
Наименьший удельный расход горючего (об удельном расходе горючего, характеризующем экономичность двигателя, на всех нагрузках (кроме малых) получается на обедненной смеси, с избытком воздуха 7-10%; при этом минимальном избытке воздуха происходит наиболее полное сгорание рабочей смеси в цилиндрах. Только при малых нагрузках и работе на малых оборотах холостого хода наименьший удельный расход горючего будет на обогащенной или даже богатой смеси по причинам, объясненным выше.
При богатой смеси (кроме работы на прикрытой дроссельной заслонке) мощность двигателя падает, а удельный расход горючего резко возрастает, так как по мере переобогащения смеси скорость сгорания ее уменьшается и значительная часть рабочей смеси не сгорает в цилиндрах из-за недостатка воздуха.
Работа двигателя на бедной смеси (избыток воздуха более 10%) невыгодна на всех режимах из-за значительной потери мощности и ухудшения экономичности. Это объясняется уменьшением скорости сгорания смеси и количества выделяющегося тепла.
Состав горючей смеси, приготовляемой карбюратором на различных нагрузочных режимах работы двигателя, регулируется автоматически посредством пневматического (воздушного) торможения истечения бензина из главного жиклера. Для принудительного обогащения смеси, необходимого при пуске холодного двигателя, в карбюраторе имеется воздушная заслонка с автоматическим предохранительным клапаном.
Современные карбюраторы обычно оснащаются такими типами дополнительных систем для обогащения смеси:
- эконостатом, служащим для коррекции характеристики главной дозирующей системы при высоких скоростях воздушного потока, соответствующих режимам полных нагрузок при среднем и большом значении п;
- эконостатом с управляемым клапаном, перекрывающим канал; экономайзером нагрузочного режима, подключенным к главной дозирующей системе и обогащающим состав смеси при переходе на мощиостную регулировку карбюратора;
- экономайзером или эконостатом с автономным выводом в малый диффузор;
- ускорительным насосом.
8. Классификация систем распределенного впрыска.
Распределённые системы впрыска топлива различаются по схеме работы впрыска топлива: параллельный впрыск, попарно-параллельный, фазированный (последовательный).
- Параллельный впрыск топлива
Топливные форсунки многих ранних распределённых систем впрыска топлива соединены параллельно. При такой схеме, управление форсунками двигателя происходит одновременно - все форсунки такой системы работают синхронно. В системах параллельного впрыска, за один полный цикл работы двигателя (за два оборота коленчатого вала 4-х тактного двигателя), каждая форсунка впрыскивает топливо дважды. То есть, каждая порция топлива, попадающего впоследствии в цилиндр во время такта впуска, впрыскивается "за два приёма". Из-за того, что подача каждой порции топлива осуществляется за два впрыска, в сравнении с точечным впрыском, точность дозирования получается несколько лучшей; но в сравнении с фазированным впрыском, точность дозирования получается несколько хуже, особенно на переходных режимах работы двигателя. Блок управления параллельной системы впрыска топлива должен учитывать инерционность открытия клапана форсунки, которая сильно зависит от величины напряжения в бортовой сети автомобиля. При больших порциях впрыскиваемого топлива, к примеру, во время ускорения автомобиля или во время холодного пуска, часть топлива оседает на стенках впускного коллектора и попадает в цилиндр с некоторой задержкой, что сказывается на приемистости двигателя. Но к качеству распыла топлива здесь предъявляются немного меньшие требования, так как отводится достаточно времени на испарение топлива и смешивание его с воздухом. Недостаток параллельного впрыска заключается в неодинаковом для всех цилиндров времени от начала впрыскивания топлива форсункой до момента открытия впускного клапана цилиндра. При одновременном впрыске топлива порядок работы цилиндров не учитывается, соответственно время подготовки топливовоздушной смеси (время испарения топлива) для каждого цилиндра получается разным.
- Попарно-параллельный впрыск топлива
Для уменьшения зависимости качества подготовки топливовоздушной смеси от момента впрыска топлива, а так же для улучшения точности дозирования топлива на переходных режимах работы двигателя, топливные форсунки были разделены на группы согласно порядку работы цилиндров и соединены попарно-параллельно - половина форсунок соединена параллельно и управляется своим выходным силовым транзистором блока управления двигателем, другая половина форсунок так же соединена параллельно и управляется своим, вторым выходным силовым транзистором блока управления двигателем. Управление форсунками одной группы происходит одновременно - все форсунки одной группы работают синхронно. Когда форсунки первой группы впрыскивают топливо, форсунки второй группы закрыты, и наоборот. При этом, первая и вторая группы форсунок, так же как и в системе параллельного впрыска топлива, впрыскивают топливо дважды за один цикл работы 4-х тактного двигателя (за два оборота коленвала).
Следует заметить, что в момент пуска двигателя блок управления двигателем переключается на параллельную схему впрыска топлива, то есть, включает и выключает все топливные форсунки одновременно.
- Фазированный впрыск топлива
Для дальнейшего повышения точности дозирования впрыскиваемого топлива при малых длительностях впрыска путём уменьшения негативного влияния инерционности электромагнитных топливных форсунок, каждую форсунку стали обслуживать собственным выходным транзистором блока управления двигателем. Такая схема впрыска называется фазированным впрыском или последовательным впрыском топлива. За счёт уменьшения частоты срабатывания форсунки по сравнению с параллельным и попарно-параллельным впрыском в два раза, потребовалось уже более продолжительное открытие форсунки для обеспечения подачи того же количества топлива. То есть, схема управления форсунками была модернизирована так, что вместо двух коротких впрысков топлива осуществляется один более продолжительный впрыск. Таким образом, замена параллельной схемы впрыска топлива на фазированную позволила заметно повысить точность дозирования впрыскиваемого топлива при малых длительностях
Здесь, впрыск топлива осуществляется тогда, когда обслуживаемый данной форсункой цилиндр находится на такте выпуска отработавших газов, то есть, незадолго до такта впуска. За два полных оборота коленчатого вала двигателя соответствующих одному полному циклу работы четырёхтактного двигателя, каждая форсунка впрыскивает топливо только один раз. То есть, по сравнению с параллельным и попарно-параллельным впрыском, здесь частота срабатывания форсунки уменьшена в два раза. За счёт этого, для обеспечения подачи заданного количества топлива потребовалось более продолжительное открытие форсунки, а за счёт увеличения продолжительности открытого состояния форсунки уменьшилось негативное влияние инерционности электромагнитных топливных форсунок на точность дозирования топлива. Таким образом, замена попарно-параллельной схемы впрыска топлива на фазированную позволила ещё больше повысить точность дозирования впрыскиваемого топлива при малых длительностях впрыска.
Для реализации фазированной схемы впрыска топлива потребовались заметные доработки системы управления двигателем, обеспечивающие привязку алгоритма управления форсунками к фазам рабочего цикла цилиндров. По этому, двигатели, оборудованные фазированным впрыском топлива, дополнительно оснащены датчиком положения распределительного вала (датчиком фаз). Кроме того, блок управления такого двигателя потребовалось дооснастить ещё несколькими силовыми транзисторами, для управления каждой форсункой индивидуально. Кроме внесения изменений в блок управления двигателем, потребовалось применение форсунок с более тонким распылом топлива, так как уменьшилась продолжительность процесса испарения топлива и смешивания его с воздухом. На некоторых двигателях, дополнительно, это позволило использовать режим работы при более бедной смеси (дополнительно потребовалось изменение конструкции впускного коллектора и применение заслонок завихрителей, для формирования вертикальных потоков воздуха в цилиндре).
Следует заметить, что в момент пуска двигателя блок управления двигателем переключается на параллельную схему впрыска топлива, то есть, включает и выключает все топливные форсунки одновременно до тех пор, пока не распознает сигнал от датчика положения распределительного вала.
Дополнительно применяется асинхронный режим впрыска. В момент, когда водитель очень резко нажимает на педаль акселератора, некоторые блоки управления могут осуществлять впрыскивание дополнительного количества топлива несколькими малыми порциями в цилиндры, которые в данный момент находятся перед или вначале такта впуска.
9. Общее устройство и принцип работы систем распределенного впрыска, определяемые параметры, управляемые устройства.
Система распределенного впрыска (многоточечная система впрыска) относится к системам впрыска топлива бензиновых двигателей. Работа системы основана на впрыске топлива в каждый цилиндр отдельной форсункой.
По принципу действия системы распределенного впрыска топлива разделяются на системы непрерывного и импульсного впрыска.
В зависимости от вида управления различают системы распределенного впрыска с механическим и электронным управлением.
Многоточечные системы впрыска подают топливо ко впускным каналам двигателя возле впускных клапанов. Это означает, что впускной коллектор подводит только воздух, в отличие от карбюраторов или одноточечных систем впрыска топлива, в которых впускной коллектор подводит смесь. В результате эти система предлагают следующие преимущества:
• Большая мощность, избегая потерь в карбюраторе и допуская использование настройки впускных рабочих шкивов для лучших рабочих характеристик;
• Улучшенная общая характеристика управляемости автомобиля, уменьшение изменения задержки дросселя, которое происходит во время, когда топливо проходит от корпуса дросселя к впускным каналам;
• Увеличение экономии топлива, избегая смачивания коллектора;
• Упрощенное использование турбогенератора; компрессору турбогенератора нужен только воздух.
Импульсные системы иногда называют «Электронная система впрыска топлива» (EFI), это система, которую подразумевают под «Системой впрыска топлива». Существует несколько вариантов импульсных систем, но их основные функции одинаковы.
Во всех импульсных системах поступающий воздух измеряется датчиком, который передает электронный сигнал, уровень которого пропорционален воздушному потоку. Электронное устройство управления (ECU), отвечая на сигналы от датчика воздушного потока и других датчиков, подает топливо к двигателю посредством электрически управляемых соленоидальных клапанов инжектора.
Топливо нагнетается серией импульсов, всегда управляемых электроникой. В системах Bosch, число импульсов пропорционально числу оборотов двигателя в минуту. Отрезок времени каждого импульса управляется с помощью электроники, так что инжекторы подводят топливо импульсами, в зависимости от требований к смеси.
Системы непрерывного впрыска иногда называются как механические или гидромеханические, потому что измерение топлива определяется механической связью между датчиком воздушного потока и топливным распределителем. Первые непрерывные системы явно отличались от EFI систем, пока не было введено электронное управление основной подачей топлива. Семейство систем впрыска выросло и породило более совершенные версии, начиная с 1980-го года электронное управление стало частью почти всех систем впрыска топлива CIS.
В непрерывных системах поступающий воздух измеряется сенсорной пластиной воздушного потока, которая соединена механически с топливным распределителем. Количество топлива отмеряется в пропорции к потоку поступающего воздуха и подается в двигатель через приводимые в действие давлением инжекторы.
Топливо нагнетается все время непрерывным потоком, пока двигатель работает. Эта непрерывная подача топлива дала системе название «Система непрерывного впрыска» (CIS). Топливный распределитель управляется давлением, регулируя объем топлива, требуемого для различных условий эксплуатации.
Все системы непрерывного впрыска обеспечивают основную функцию – измерение количества воздуха и топлива в дозаторе-распределителе. Большая часть систем распределенного впрыска являются системами дискретного действия, т.е. используют электромагнитные форсунки, управляемые специальными электронными блоками. Существует также довольно многочисленное семейство систем распределенного впрыска, использующие в основе своей работы механические и гидравлические принципы.
10. Назначение, устройство и работа электронного блока управления.
В зависимости от величины сигналов электронный блок управляет работой устройства индикации.
Устройство индикации (индикаторное устройство) служит для предупреждения о приближении препятствия. В устройствах применяются следующие виды индикации:
- звуковая;
- светодиодная;
- цифровая;
- оптическая.
Величина необходимой в настоящий момент дозы топлива вычисляется электронным блоком управления в зависимости от массы всасываемого воздуха (объем, давление, температура), температуры двигателя и режима его работы.
Большую часть времени двигатель работает в режиме частичных нагрузок, поэтому программа, заложенная в электронный блок управления, обеспечивает минимально возможный расход топлива при приемлемой концентрации вредных веществ в отработавших газах.
Электронный блок управления сглаживает колебания напряжения бортовой сети и осуществляет регулировку холостого хода. Регулировка холостого хода достигается вращением дроссельной заслонки специальным электродвигателем. При этом увеличивается или уменьшается количество воздуха в зависимости от отклонения мгновенного значения частоты вращения коленчатого вала от номинального значения, заложенного в память электронного блока управления. Блоком управления воспринимается и скорость вращения дроссельной заслонки. При режиме ускорения, рабочая смесь обогащается.
Блок управления включает исполнительные механизмы (форсунки, различные реле, и т.д.) путем замыкания их на массу через выходные транзисторы блока управления. Единственное исключение - цепь реле топливного насоса. Только на обмотку этого реле блок управления подает напряжение +12 В. Электронный блок управления имеет встроенную систему диагностики. Он может распознавать неполадки в работе системы, предупреждая о них водителя через контрольную лампу "CHECK ENGINE". Кроме того, он хранит в оперативной памяти диагностические коды, указывающие области неисправности, чтобы помочь специалистам в проведении ремонта. Информацию о неполадках в работе системы впрыска можно получить через колодку диагностики, к которой подключается специальный диагностический прибор "ТЕСН 1"(GM) или ДСТ-2М (Россия).
В ЭБУ заложены следующие типы памяти:
– программируемое постоянное запоминающее устройство (ППЗУ);
– оперативное запоминающее устройство (ОЗУ);
– электрически репрограммируемое запоминающее устройство (ЭРПЗУ).
Программируемое постоянное запоминающее устройство (ППЗУ).
В нем находится общая программа, в которой содержится последовательность рабочих команд (алгоритмы управления) и различная калибровочная информация. Эта информация представляет собой данные управления впрыском, зажиганием, холостым ходом и др., которые зависят от массы автомобиля, типа и мощности двигателя, передаточного отношения трансмиссии и других факторов. ППЗУ называют еще запоминающим устройством калибровок. Содержимое ППЗУ не может быть изменено после программирования. Эта память не нуждается в питании для сохранения записанной в ней информации, которая не стирается при отключении питания, т.е. эта память является энергонезависимой.
Оперативное запоминающее устройство (ОЗУ).
Это «блокнот» ЭБУ. Микропроцессор контроллера использует его для временного хранения измеряемых параметров, которые он использует для расчетов, и промежуточной информации. Микропроцессор может по мере необходимости вносить в него данные или считывать их.
Микросхема ОЗУ смонтирована на печатной плате контроллера. Эта память энергозависимая и требует бесперебойного питания для сохранения. При прекращении подачи питания содержащиеся в ОЗУ диагностические коды неисправностей и расчетные данные стираются.
Электрически репрограммируемое запоминающее устройство (ЭРПЗУ).
Используется для временного хранения кодов-паролей противоугонной системы автомобиля (иммобилизатора). Коды-пароли, принимаемые ЭБУ от блока управления иммобилизатором, сравниваются с кодами, хранимыми в ЭРПЗУ, в результате чего разрешается или запрещается пуск двигателя.
В ЭРПЗУ записываются такие эксплуатационные параметры автомобиля, как общий пробег автомобиля, общий расход топлива и время работы двигателя.
ЭРПЗУ регистрирует и некоторые нарушения работы двигателя и автомобиля:
– время работы двигателя с перегревом;
– время работы двигателя на низкооктановом топливе;
– время работы двигателя с превышением максимально допустимой частоты вращения;
– время работы двигателя с пропусками воспламенения топливовоздушной смеси, на наличие которых указывает сигнальная лампа системы управления двигателем;
– время работы двигателя с неисправным датчиком детонации;
– время работы двигателя с неисправным датчиком концентрации кислорода;
– время движения автомобиля с превышением максимально разрешенной скорости в период обкатки;
– время движения автомобиля с неисправным датчиком скорости;
– количество отключений аккумуляторной батареи при включенном замке зажигания.
ЭРПЗУ энергонезависимо, оно может хранить информацию без подачи питания на контроллер.
ЭБУ расположен под консолью панели приборов.
11. Назначение датчиков в системе распределенного впрыска. Классификация и типы применяемых датчиков.
ДПКВ - датчик положения коленчатого вала;
ДС - датчик скорости;
ДТОЖ - датчик температуры охлаждающей жидкости;
ДМРВ - датчик массового расхода воздуха;
ДД - датчик детонации;
ДК - датчик кислорода;
ДПДЗ - датчик положения дроссельной заслонки;
ДФ - датчик фаз;
Датчик положения коленвала служит для общей синхронизации системы, расчета оборотов двигателя и положения коленвала в определенные моменты времени.
Датчик кислорода предназначен для определения концентрации кислорода в отработавших газах.
Датчик детонации служит для контроля за детонацией.
Датчик массового расхода воздуха расположен между воздушным фильтром и шлангом впускной трубы. Он термоанемометрического типа. В датчике используются три чувствительных элемента. Один из элементов определяет температуру окружающего воздуха, а две остальных нагреваются до заранее установленной температуры, превышающей температуру окружающего воздуха. Во время работы двигателя про-ходящий воздух охлаждает нагреваемые элементы. Массовый расход воздуха определяется путем измерения электрической мощности, необходимой для поддержания заданного превышения температуры нагреваемых элементов над температурой окружающего воздуха. Сигнал датчика частотный. Большой расход воздуха вызывает сигнал высокой частоты, а малый расход - сигнал низкой частоты. Датчик массового расхода воздуха служит для расчета циклового наполнения цилиндров.
Датчик скорости автомобиля устанавливается на коробке передач между приводом спидометра и наконечником гибкого вала привода спидометра. Принцип действия датчика основан на эффекте Холла. Датчик выдает на ЭБУ прямоугольные импульсы напряжения с частотой, пропорциональной скорости вращения ведущих колес.
Датчик температуры охлаждающей жидкости представляет собой термистр (резистор, сопротивление которого изменяется от температуры). Датчик завернут в выпускной патрубок охлаждающей жидкости на головке цилиндров. При низкой температуре датчик имеет высокое сопротивление (100 кОм при -40 °С), а при высокой температуре - низкое (177 Ом при 100 °С). Датчик температуры охлаждающей жидкости служит для определения коррекции топливоподачи и зажигания по температуре и для управления электровентилятором.
Датчик положения дроссельной заслонки установлен на корпусе 1 дроссельного патрубка и связан с осью дроссельной заслонки. Датчик представляет собой потенциометр, на один конец которого подается напряжение питания 5 В, а другой конец соединен с "массой". С третьего вывода потенциометра (от ползунка) идет выходной сигнал к ЭБУ. Датчик положения дроссельной заслонки служит для расчета фактора нагрузки на двигатель и его изменения в зависимости от угла открытия дроссельной заслонки, оборотов двигателя и циклового наполнения.
В случае неисправности датчика фаз распредвала двигатель неустойчиво работает на холостых оборотах, затруднен запуск двигателя.
Комплектации датчиков на различных автомобилях зависят от системы впрыска, от норм токсичности и пр.
12. Назначение, устройство и работа системы топливоподачи.
В системе топливоподачи без ветви возврата топлива в бак давление подачи топлива не зависит от нагрузки двигателя.
Система состоит из следующих элементов:
– рампы без штуцера сливного топливопровода и без регулятора давления топлива;
– единственного трубопровода, идущего от топливного бака;
– узла подачи топлива «насос – датчик уровня топлива – топливный фильтр», в состав которого входит регулятор давления, насос и топливный фильтр (узел находится в топливном баке);
– адсорбера системы улавливания паров бензина.
Служит для подачи топлива из расходной цистерны к топливоподкачи-вающему насосу и топливным насосам высокого давления (ТНВД) дизелей. Система позволяет главному дизелю и дизель-генераторам работать на тяжелом или на дизельном топливе. Топливо подается:
- под определенным давлением, обеспечивающим гарантированное наполнение ТНВД;
- при определенной температуре, обеспечивающей вязкость 10-15 сСт (cSt), необходимую для хорошего распыла топлива форсункой;
- через фильтр, гарантирующий очистку частиц топлива для предотвращения абразивного износа и заклинивания прецизионных частей топливной аппаратуры дизеля.
Кроме окончательной подготовки и подачи топлива к ТНВД, система осуществляет непрерывную циркуляцию топлива через ТНВД и форсунки. Это позволяет независимо от режима работы дизеля и даже при остановленном дизеле:
1. поддерживать готовность системы к работе на тяжелом топливе;
2. поддерживать требуемый тепловой режим и деаэрацию форсунок и ТНВД.
Системы топливоподачи строятся по двум схемам: по так называемому "длинному" топливному кольцу (с возвратом неиспользованного форсунками топлива в бензобак от места их установки) и "короткому" топливному кольцу (с возвратом топлива в бензобак от начала топливной системы). В первом случае после бензонасоса стоит магистральный топливный фильтр (может быть расположен внутри бензобака как у MAZDA -323F, возле бензобака или в моторном отсеке), далее идет подающий топливопровод до моторного отсека, топливная рамка с форсунками, регулятор давления и топливопровод обратного слива топлива в бензобак, так называемая "обратка". Такую схему топливоподачи имеет подавляющая часть современных автомобилей. Достоинства такой схемы: форсунки охлаждаются потоком топлива, в топливопроводе и рамке с форсунками не образуются бензиновые паровые "пробки" , есть определенные удобства при диагностике. Недостатки: длинная "обратка" удорожает систему, топливо возвращается в бензобак сильно подогретым и ухудшает охлаждение бензонасоса, в бензобаке образуется больше топливных паров. Во втором случае после бензонасоса также стоит магистральный топливный фильтр, после него топливо по топливопроводу идет в моторный отсек на рамку с форсунками и одновременно в начале топливопровода ответвляется на регулятор давления, а после него сразу на слив в бензобак. Топливный фильтр и регулятор давления в таком случае располагаются рядом с бензобаком, иногда они совмещаются в одной общей конструкции, например, MERCEDES Е-220. Достоинства такой схемы: отсутствует длинная "обратка", топливо возвращается в бензобак без подогрева и охлаждает бензонасос, в бензобаке меньше образуется топливных паров. Недостатки: появляется возможность образования бензиновых паровых "пробок", особенно при некачественном топливе и высокой температуре воздуха или когда не работает обратный клапан бензонасоса. В таких случаях затрудняется горячий пуск двигателя, а при езде могут быть "дергания" автомобиля. Топливный фильтр, совмещенный с регулятором давления, более сложный и дорогой чем обычный, появляются неудобства при диагностике, так как из моторного отсека нет доступа к "обратке" и регулятору давления.
13. Устройство и работа системы питания дизельного двигателя. Смесеобразование в дизельных двигателях. Требования к качеству дизельных топлив. Свойства, показатели качества и ассортимент дизельных топлив.
Система питания дизельного двигателя состоит:
- бак;
- насос;
- фильтр;
- вспрыскивающий насос;
- инжектор (форсунка);
- педаль газа
Система подачи горючего осуществляет в дизельных двигателях часть функций системы зажигания бензиновых двигателей. В дизельном двигателе имеется 2 насоса горючего.
Главный насос перекачивает горючее из бака по направлению ко второму насосу, выполняющему роль
распределителя и называемого "инжектором".
Топливный насос высокого давления (инжектор) предназначен для равномерной подачи строго
дозированных порций топлива в определенный момент и в течение определенного промежутка времени под
высоким давлением. Довольно распространённая неисправность насоса возникает вследствие попадания в
него или в трубки воздуха, что приводит к остановке двигателя.
Инжектор распыляет и под большим давлением впрыскивает солярку в камеру сгорания через отверстия
в его внутренней части, соединенной с камерой сгорания.
Фильтры обеспечивают нормальную работу инжектора и распылителей, т.к. каналы, по которым проходит в них горючее, очень узкие. Солярка проходит через фильтр, установленный между основным насосом и
насосом инъекции.
Механизм ускорения: увеличение числа оборотов мотора осуществляется с помощью педали газа, прикреплённой к топливному насосу посредством системы рычагов и пружин. Когда водитель давит на педаль газа (акселератор), возрастает количество горючего, поступающего в камеру сгорания, вследствие чего увеличивается количество оборотов. Уменьшение давления на педаль приводит и к снижению количества горючего, поступающего в камеру сгорания, и к снижению скорости.
Прекращение работы дизельного двигателя осуществляется механизмом, останавливающим приток горючего из топливного насоса в каналы, прикреплённые к инжекторам. В бензиновых двигателях тот же эффект достигается размыканием электрических цепей.
В дизельном двигателе в цилиндры всасывается и там сильно сжимается чистый воздух. Благодаря этому температура в цилиндрах поднимается выше температуры самовоспламенения дизельного топлива. Когда поршень подходит к верхней мертвой точке (ВМТ), в сильно сжатый и нагретый до температуры примерно 600 °С воздух впрыскивается дизельное топливо. Дизельное топливо воспламеняется под действием высокой температуры, таким образом, свечи зажигания не нужны. В очень холодном двигателе необходимая для самовоспламенения топлива температура только за счет сжатия воздуха может не достигаться. В этом случае двигатель должен предварительно разогреваться. Для этого в каждую камеру сгорания устанавливается свеча накаливания, которая эту камеру нагревает. Продолжительность предварительного разогрева зависит от температуры окружающего воздуха и регулируется системой управления двигателем через реле системы предварительного разогрева.
Впрыскивание в дизельном двигателе осуществляется тремя различными способами: впрыскивание в вихревую камеру или предкамеру (вихрека-мерное или предкамерное смесеобразование) и впрыскивание прямо в камеру сгорания (непосредственное смесеобразование). При вихрекамерном или предкамерном смесеобразовании топливо впрыскивается в предкамеру соответствующего цилиндра. Образующаяся смесь топлива с воздухом тотчас самовоспламеняется. Количества кислорода, имеющегося в предкамере, достаточно для сгорания только части впрыснутого топлива. Остальная, не сгоревшая, часть выбрасывается под действием образовавшегося при сгорании высокого давления в основную камеру сгорания, расположенную над поршнем. Здесь топливо сгорает полностью.
При непосредственном смесеобразовании топливо впрыскивается прямо в камеру сгорания, расположенную в поршне.
Дизельные топлива должны отвечать следующим требованиям:
- бесперебойно поступать в цилиндры при любых температурах и обеспечивать легкий пуск двигателя;
- хорошо распыливаться и обеспечивать хорошее смесеобразова�ние в цилиндрах двигателя;
- образовывать минимальное количество нагара и отложений, а также не вызывать коррозии и коррозионных износов деталей, соприкасающихся с ним и продуктами его сгорания.
Чистоту топлива оценивают коэффициентом фильтруемости по ГОСТ 19006-73, который представляет собой отношение времени фильтрования через фильтр из бумага БФДТ при атмосферном давлении десятой порции фильтруемого топлива к первой. На фильтруемость топлива влияет наличие воды, механических примесей, смолистых веществ, мыл нафтеновых кислот. В товарных дизельных топливах содержится, в основном, растворенная вода от 0,002 до 0,008 % (гидрид-кальциевый метод определения), которая не влияет на коэффициент фильтруемости. Нерастворенная в топливе вода – 0,01 % и более – приводит к повышению коэффициента фильтруемости. Однако влияние этого фактора неоднозначно. Присутствие в топливе поверхностно-активных веществ мыл нафтеновых кислот, смолистых соединений усугубляет отрицательное влияние эмульсионной воды на фильтруемость топлив. Достаточно (15-20)-10-4 % мыл нафтеновых кислот, образующихся при защелачивании топлив, чтобы коэффициент фильтруемости повысился с 2 до 5.
Содержание механических примесей в товарных дизельных топливах, выпускаемых нефтеперерабатывающими предприятиями, составляет 0,002-0,004 % (отсутствие по ГОСТ 6370-83) [28]. Это количество не отражается на коэффициенте фильтруемости при исключении других отрицательных факторов. Коэффициент фильтруемости дизельных топлив, отправляемых с предприятий, находится в пределах 1,5-2,5.
В зависимости от типа дизелей дизельные топлива имеют различную маркировку. Топлива, применяемые в двигателях с воспламенением от сжатия, подразделяются на три группы. К первой группе относятся топлива для быстроходных дизелей, среди которых различают марки ДА, ДЗ, ДЛ, ДС. Ко второй группе принадлежат дизельные топлива для автотракторных, тепловозных и судовых двигателей, они имеют маркировку А, С, 3, Л. Третью группу составляют топлива для среднеоборотных дизелей, их маркировка-ДТ и ДМ. Все дизельные топлива, выпускаемые в нашей стране в соответствии с действующим стандартом, предназначены для использования их в дизельных двигателях, которые установлены на тракторах, тепловозах, морских и речных судах, тяжеловесных грузовых автомобилях.
В настоящее время отечественной нефтеперерабатывающей промышленностью вырабатывается дизельное топливо по ГОСТ 305-82 трех марок: Л – летнее, применяемое при температурах окружающего воздуха 0 °С и выше; 3 – зимнее, применяемое при температурах до -20 °С (в этом случае зимнее дизельное топливо должно иметь tз < -35 °С и tп < -25 °С), или зимнее, применяемое при температурах до -30 °С, тогда топливо должно иметь tз < -45 °С и tп < -35 °С), марки А – арктическое, температура применения которого до -50 °С. Содержание серы в дизельном топливе марок Л и 3 не превышает 0,2 % – для I вида топлива и 0,5 – для II вида топлива, а марки А – 0,4 %. Для удовлетворения потребности в дизельном топливе разрешаются по согласованию с потребителем выработка и применение топлива с температурой застывания 0 °С без нормирования температуры помутнения.
В соответствии с ГОСТ 305-82 принято следующее условное обозначение дизельного топлива: летнее топливо заказывают с учетом содержания серы и температуры вспышки (Л-0,2-40), зимнее – с уче¬том содержания серы и температуры застывания (3-0,2-минус 35). В условное обозначение на арктическое дизельное топливо входит только содержание серы: А-0,2.
14. Назначение и классификация механизмов и приводов фрикционных сцеплений, их общее устройство. Основные неисправности сцеплений, их признаки и причины.
Назначение сцепления - разъединять двигатель и коробку передач во время переключения передач и вновь плавно соединять их, не допуская резкого приложения нагрузки, а также обеспечивать плавное трогания автомобиля с места и его остановку без остановки двигателя. При резком торможении без выключения сцепления оно, пробуксовывая, предохраняет трансмиссию от перегрузок инерционным моментом. Во включенном состоянии сцепление должно надежно соединять двигатель с трансмиссией, не пробуксовывая. Подавляющее большинство сцеплений, применяемых на отечественных автомобилях, относится к фрикционным сухим дисковым сцеплениям, в которых используются силы трения сухих поверхностей. На автомобилях наибольшее применение получили фрикционные сцепления. Однодисковые сцепления применяются на легковых автомобилях, автобусах и грузовых автомобилях малой и средней грузоподъемности, а иногда и большой грузоподъемности.
Однодисковое сцепление состоит из ведущих и ведомых деталей, а также из деталей включения и выключения сцепления. Ведущими деталями являются маховик двигателя, кожух и нажимной диск, ведомыми – ведомый диск, деталями включения – пружины, деталями выключения – рычаги и муфта с подшипником.
Кожух прикреплен болтами к маховику. Нажимной диск соединен с кожухом упругими пластинами. Это обеспечивает передачу крутящего момента от кожуха на нажимной диск и перемещение нажимного диска в осевом направлении при включении и выключении сцепления. Ведомый диск установлен на шлицах первичного (ведущего) вала коробки передач. Сцепление имеет привод, в который входят педаль , тяга , вилка и муфта с выжимным подшипником. При отпущенной педали сцепление включено, так как ведомый диск прижат к маховику нажимным диском усилием пружин . Сцепление передает крутящий момент от ведущих деталей к ведомым через поверхности трения ведомого диска с маховиком и нажимным диском. При нажатии на педаль сцепление выключается, так как муфта с выжимным подшипником перемещается к маховику, поворачивает рычаги , которые отодвигают нажимной диск от ведомого диска . В этом случает ведущие и ведомые детали сцепления разъединены, и сцепление не передает крутящий момент.
Однодисковые сцепления просты по конструкции, дешевы в изготовлении, надежны в работе, обеспечивают хороший отвод теплоты от трущихся поверхностей, чистоту выключения и плавность включения. Они удобны в обслуживании при эксплуатации и ремонте.
В однодисковых сцеплениях сжатие ведущих и ведомых деталей может производиться несколькими цилиндрическими пружинами, равномерно расположенными по периферии нажимного диска. Оно также может осуществляться одной диафрагменной пружиной или конической пружиной, установленной в центре нажимного диска.
Приводы фрикционных сцеплений могут быть механическими, гидравлическими и электромагнитными. Наибольшее применение на автомобилях получили механические и гидравлические приводы.
Механические приводы просты по конструкции и надежны в работе. Однако они имеют меньший КПД, чем гидравлические приводы сцеплений.
Гидравлические приводы, имея большие КПД, обеспечивают более плавное включение сцепления и уменьшают усилие, необходимое для выключения сцепления. Но гидравлические приводы сложнее по конструкции и в обслуживании, менее надежны в работе, более дорогостоящи и требуют больших затрат при обслуживании в эксплуатации.
Для облегчения управления сцеплением в приводах часто применяют механические усилители в виде сервопружин, пневматические и вакуумные. Так, сервопружины уменьшают максимальное усилие выключения сцепления на 20…40%.
Неисправности:
- Неполное включение (пробуксовка) сцепления проявляется при трогании автомобиля с места или при движении на подъем, когда педаль сцепления отпущена и при нажатии на педаль дросселя коленчатый вал двигателя увеличивает число оборотов, а автомобиль не развивает соответствующей скорости или она уменьшается (при движении на подъем).
- Неполнота выключения сцепления обнаруживается по шуму при включении передачи автомобиля, несмотря на полное «выжимание» педали сцепления, и является следствием увеличения ее свободного хода, заедания (склеивания) ведомых дисков и перекоса рычажков выключения сцепления, а также следствием попадания воздуха в систему гидравлического привода или износа уплотнительных манжет поршней главного и рабочего цилиндров.
- Резкое включение сцепления указывает на заедание муфты включения на ведущем валу коробки передач вследствие износа и задиров рабочих поверхностей или на разрушение поверхности фрикционных накладок, а также может явиться результатом неправильной регулировки зазоров (зазоры неодинаковы) между рычажками выключения сцепления и подшипником муфты выключения.
- Неполное возвращение педали сцепления в начальное положение может возникать в результате повышенного трения в шарнирах промежуточного вала привода сцепления или во втулках вала педали, поломки или ослабления отжимных пружин привода.
- Преждевременный износ и разрушение подшипника муфты выключения может произойти в результате несвоевременной его смазки или слишком частого и длительного нахождения сцепления в выключенном состоянии.
15. Типы трансмиссий современных автомобилей. Их общее устройство. Основные неисправности агрегатов механической трансмиссии и их причины. Классификация, свойства и показатели качества трансмиссионных масел.
Трансмиссии разделяют на механические, гидрообъемные, электрические и комбинированные (гидромеханические, электромеханические).
Наибольшее распространение на современных автомобилях получили механические трансмиссии, которые выполняют по различным схемам в зависимости от назначения автомобиля, расположения на нем двигателя и ведущих колес. Для характеристики автомобиля и оценки трансмиссии применяют колесную формулу автомобиля, в которой первая цифра показывает число колес автомобиля, а вторая — число ведущих колес. Например, для автомобиля ЗИЛ-130 колесная формула 4x2, для автомобиля ГАЗ-66 4 X 4, для автомобиля ЗИЛ-131 6X6.
|
Механические трансмиссии.:
|
|
Для автомобилей с колесной формулой 4x2 наиболее часто применяется схема с передним размещением двигателя, задними ведущими колесами и с центральным относительно продольной оси расположением основных частей трансмиссии (автомобили ВАЗ-2101, ГАЗ-24 «Волга», ЗИЛ-130, МАЗ-500 и др.). Крутящий момент от двигателя 1 (рис. 81, а) через сцепление 2 передается к коробке передач 3.
В коробке передач крутящий момент изменяется в соответствии с включенной передачей . Водитель выбирает передачу в зависимости от дорожных условий. Сцепление и коробка передач конструктивно объединены в один блок-с двигателем, образуя силовой агрегат. От коробки передач крутящий момент через карданную передачу 4 передается к главной передаче 6, в которой он увеличивается, и далее через дифференциал 7 и полуоси 9 подводится к ведущим колесам. Дифференциал распределяет момент М
между правым и левым колесами (моменты Ма и Мя). Главная передача, дифференциал и полуоси, размещенные в общем картере, составляют ведущий мост 5.
Механические трансмиссии автомобилей 4x2 могут быть выполнены и по другим схемам. Например, на автомобиле ЗАЗ-968 «Запорожец» двигатель, сцепление, коробка передач, главная передача объединены в один блок и расположены в задней части кузова. Привод от дифференциала на ведущие колеса осуществлен на этом автомобиле валами с карданными шарнирами. В такой трансмиссии отсутствует карданная передача между коробкой передач и главной передачей. Некоторые легковые автомобили имеют переднее расположение двигателя и передние ведущие колеса.
Все более широкое распространение на автомобилях получают гидромеханические коробки передач, в которые входят гидротрансформатор и механическая коробка передач. Гидротрансформатор устанавливают вместо сцепления 2. Крутящий момент от гидротрансформатора передается к механической коробке передач, в которой передачи включаются с помощью фрикционов (автомобили ЗИЛ-114, БелАЗ-540, автобусы ЛиАЗ-677 и др.). Такая трансмиссия называется комбинированной (гидромеханической).
Гидрообъемные и электрические трансмиссии имеют одинаковые схемы. В первом случае насос, приводимый в работу от двигателя внутреннего сгорания, соединен трубопроводами с гидромоторами , установленными у ведущих колес автомобиля. Гидростатический напор жидкости, создаваемый насосом, реализуется в виде крутящего момента на валах гидромоторов. В электрических трансмиссиях двигателем внутреннего сгорания приводится в работу генератор, ток от которого поступает к электродвигателям. Ведущие колеса с гидромоторами или электродвигателями, устанавливаемыми в них, называют гидромотор-колесами или электромотор-колесами. При применении быстроходных гидромоторов и электродвигателей в ведущих колесах используют зубчатые понижающие передачи — колесные редукторы
|
Неисправности:
- Не включается передача при выключенной муфте сцепления, не передвигается рычаг управления
- Самопроизвольно выключается передача во время работы под нагрузкой
- Нет давления масла в системе смазки
- Заедание шестерен
- Подтекание масла из коробки передач
- Муфта сцепления пробуксовывает
Возможные причины выключения передач:
- Износ торцов и рабочей поверхности зубьев муфт и шестерен
- Ослаблены пружины фиксаторов
- Значительный износ вилок и пазов муфт переключения, валиков переключения передач
Причины затруднения переключения передач:
- Неполное выключение муфты сцепления
- Замаслился диск тормозка
- Значительный износ вилок, муфт или валиков переключения передач
- Заедание валиков переключения передач
- Не отрегулирован блокировочный механизм
В зависимости от уровня кинематической вязкости при 100 °С трансмиссионные масла разделяют на четыре класса.
|
Классы трансмиссионных масел по ГОСТ 17479.2-85
|
|
Класс вязкости
|
Кинематическая вязкость при 100 °С, мм2/с
|
Температура, при которой динамическая вязкость не превышает 150 Па·c, °С, не выше
|
|
9
|
6,00-10,99
|
-35
|
|
12
|
11,00-13,99
|
-26
|
|
18
|
14,00-24,99
|
-18
|
|
34
|
25,00-41,00
|
-
|
В соответствии с классом вязкости ограничены допустимые пределы кинематической вязкости при 100 °С и отрицательная температура, при которой динамическая вязкость не превышает 150 Па·с. Эта вязкость считается предельной, так как при ней еще обеспечивается надежная работа агрегатов трансмиссий.
В зависимости от эксплуатационных свойств и возможных областей применения масла для трансмиссий автомобилей, тракторов и другой мобильной техники отнесены к пяти группам: ТМ-1 - ТМ-5, указанным в таблице.
Группу масел устанавливают по результатам оценки их свойств по ГОСТ 9490-75 при разработке новых трансмиссионных масел и постановке их на производство, а также при периодических испытаниях товарных масел 1 раз в 2 года.
По классификации ГОСТ 17479.2-85 масла маркируют по уровню напряженности работы трансмиссии и классу вязкости. Например, в маркировке масла ТМ-5-18 ТМ означает начальные буквы русских слов "трансмиссионное масло", первая цифра - группа масла по эксплуатационным свойствам, вторая цифра - класс вязкости масла.
В агрегатах трансмиссий смазочное масло является неотъемлемым элементом конструкции. Способность масла выполнять и длительно сохранять функции конструкционного материала определяется его эксплуатационными свойствами. Общие требования к трансмиссионным маслам определяются конструкционными особенностями, назначением и условиями эксплуатации агрегата трансмиссии.
Трансмиссионные масла работают в режимах высоких скоростей скольжения, давлений и широком диапазоне температур. Их пусковые свойства и длительная работоспособность должны обеспечиваться в интервале температур от -60 до +150 °С. Поэтому к трансмиссионным маслам предъявляют довольно жесткие требования.
Показателям тр. Масел служат: вязкость, температура, массовая доля.
|
Характеристики трансмиссионных масел класса вязкости 9
|
|
Показатели
|
ТСзп-8
|
ТСз-9гип
|
ТСп-10
|
МТ-8п
|
|
Вязкость:
|
|
Кинематическая, мм2/с, при 100 °С, не менее
|
7,5-8,5
|
9,0
|
10,0
|
8,0-9,0
|
|
динамическая, Па·с, при -45 (-35) °С, не более
|
-
|
150
|
(300)
|
-
|
|
Индекс вязкости, не менее
|
140
|
140
|
90
|
90
|
|
Температура, °С:
|
|
вспышки в открытом тигле, не ниже
|
164
|
160
|
128
|
180
|
|
застывания, не выше
|
-50
|
-50
|
-40
|
-30
|
|
Массовая доля, %:
|
|
механических примесей, не более
|
0,025
|
0,05
|
0,02
|
0,015
|
|
воды
|
Следы
|
|
серы (хлора), не менее
|
0,7
|
(2,8)
|
1,6
|
-
|
|
фосфора, не менее
|
0,08
|
-
|
-
|
-
|
|
Кислотное число, мг КОН/г, не более
|
-
|
1,0
|
-
|
0,01
|
|
Испытание на коррозию пластинок из стали и меди
|
Выдерживает
|
|
Смазывающие свойства на ЧШМ:
|
|
индекс задира, Н, не менее
|
392
|
490
|
470
|
343
|
|
показатель износа при 20 °С, 1 ч, и нагрузке 392 Н, мм, не более
|
0,50
|
0,90
|
-
|
-
|
|
Нагрузка сваривания, Н, не менее
|
2764
|
3283
|
3479
|
-
|
|
критическая нагрузка, Н, не менее
|
823
|
1235
|
|
|
16. Назначение подвески. Типы подвесок, особенности их конструкции.
Подвеска автомобиля предназначена для обеспечения упругой связи между колесами и кузовом автомобиля за счет восприятия действующих сил и гашения колебаний. Подвеска входит в состав ходовой части автомобиля.
Подвеска автомобиля имеет следующее общее устройство:
- направляющий элемент;
- упругий элемент;
- гасящее устройство;
- стабилизатор поперечной устойчивости;
- опора колеса;
- элементы крепления.
Типы подвесок
Различают следующие типы независимых подвесок:
- подвеска на двойных поперечных рычагах;
- подвеска МакФерсон;
- многорычажная подвеска;
- подвеска на продольных рычагах;
- торсионная подвеска.
В качестве задней подвески автомобиля используются подвеска на продольных рычагах и торсионная подвеска. Остальные типы подвесок могут использоваться как на передней, так и на задней оси автомобиля. Наибольшее распространение на легковых автомобилях получили следующие типы подвесок:
- на передней оси – подвеска МакФерсон;
- на задней оси – многорычажная подвеска.
На некоторых дорогих внедорожных автомобилях устанавливается пневматическая подвеска, в которой используются пневматические упругие элементы. Особое место в конструкции подвесок занимает гидропневматическая подвеска, разработанная фирмой Citroen. Конструкция пневматической и гидропневматической подвески построена на известных типах подвесок.
В настоящее время многие автопроизводители оборудуют свои автомобили активной подвеской (другое наименование - адаптивная подвеска). В адаптивной подвеске предусмотрено автоматическое регулирование демпфирующей способности амортизаторов. Ряд моделей пневматической и гидропневматической подвесок являются адаптивными.
17. Общее устройство колес. Классификация шин, их устройство и маркировка. Неисправности, с которыми запрещается эксплуатация колес. Каким нормативным документом это регламентировано?
Колесо современного автомобиля представляет собой устройство, на которое в конечном итоге поступает крутящий момент, вырабатываемый ДВС. За счет принимаемого крутящего момента и сцепления с поверхностью дороги колеса обеспечивают движение автомобиля, попутно воспринимая и частично компенсируя толчки, передаваемые на кузов от неровностей дороги. Колеса самым непосредственным образом влияют на мягкость и плавность хода автомобиля, его устойчивость и управляемость, способность разгоняться и тормозить, а также на безопасность движения.
Автомобильное колесо состоит из двух основных компонентов: резиновой шины и металлического диска, на который надевается шина.
Колесные шины бывают двух видов: камерные и бескамерные. Камерная шина состоит из двух частей: резиновой камеры, которая наполняется воздухом, и покрышки, внутри которой находится камера.
На современных автомобилях используются бескамерные шины: в них нет камеры и воздух накачивается в пространство между покрышкой и колесным диском. Бескамерные шины считаются намного более удобными и надежными в эксплуатации.
Покрышка включает в себя следующие составные элементы:
- металлический каркас — корд;
- протектор;
- боковины;
- борта.
Несущей частью покрышки и ее силовой основой является корд, который внешне представляет собой нечто вроде металлической сетки, сплетенной из тонкой проволоки. Корд принимает на себя давление как изнутри покрышки, производимое сжатым воздухом, так и снаружи, со стороны дороги.
В современных колесах используются каркасы (корды) двух видов: с диагональным и радиальным расположением нитей. В покрышках с диагональными нитями они располагаются перекрестно по отношению друг к другу под углом примерно 35–45°. В результате боковины покрышки соединяются по диагоналям. Такие шины отличаются высокой надежностью и хорошей сопротивляемостью при наезде на препятствия (бордюры, камни и т. п.). Однако они не столь эластичны, как радиальные.
В покрышках с радиальными нитями они располагаются почти перпендикулярно по отношению к бортам.
Все шины в обязательном порядке имеют маркировку, которая содержит информацию об их основных характеристиках. Эта маркировка имеет четыре реквизита, таких как:
- ширина профиля покрышки, выраженная в миллиметрах;
- отношение высоты профиля покрышки к ее ширине в процентном выражении;
- вид покрышки — с диагональным или радиальным расположением нитей корда;
- посадочный диаметр шины, выраженный в дюймах. Вот пример маркировки шины: 185/75R14.
Это означает, что ширина профиля данной шины составляет 185 мм, соотношение высоты профиля и ширины — 75 %, расположение нитей корда — радиальное (R), а посадочный диаметр шины равен 14 дюймам (1 дюйм — 2,54 см).
В инструкции по эксплуатации каждого автомобиля указывается, какие именно шины должны быть установлены. В соответствии с ПДД запрещается эксплуатация транспортного средства, шины которого не соответствуют характеристикам, установленным для данного автомобиля заводом-изготовителем. В соответствии с действующими ПДД запрещается эксплуатация автомобиля, шины которого имеют порезы, разрывы и иные мест ные повреждения, которые обнажают корд покрышки. Кроме того, нельзя ехать на машине, если у покрышки имеются расслоения корда, а также отслоения протектора и боковины. Запрещается установка на одну ось автомобиля радиальных шин совместно с диагональными, а также шин с разным рисунком протектора. Эксплуатация автомобиля с изношенными колесами запрещена ПДД. Изношенными признаются покрышки, у которых остаточная высота рисунка протектора составляет менее 1,6 мм (имеются в виду легковые автомобили; для автобусов, грузовиков, мотоциклов и мопедов иные нормы допуска). ПДД запрещают эксплуатацию автомобиля, у которого хотя бы на одном колесе отсутствует хотя бы один болт, а также имеются трещины колесного диска или ободьев.
18. Назначение и классификация усилителей рулевого управления. Их общее устройство и принцип действия.
На автомобилях применяются рулевые управления без усилителей и с усилителями: гидравлическими и реже пневматическими. Усилители рулевого управления облегчают работу водителя и повышают безопасность движения, т.е. движение автомобиля осуществляется с наименьшей вероятностью дорожно-транспортных происшествий и аварий.
Гидравлический усилитель не только облегчает рулевое управление, но и воспринимает обратные удары и сохраняет направление движения автомобиля при наезде на неровность одним колесом или проколе шины. Эти качества уменьшают утомляемость водителя и повышают безопасность движения автомобиля.
В связи с этим гидравлические усилители за последнее время стали широко применяться не только на грузовых автомобилях и автобусах, но и на легковых автомобилях. Так как усилие, прилагаемое к рулевому колесу таких автомобилей, невелико, диаметр силового цилиндра получается небольших размеров.
Гидравлические усилители применяются на всех новых грузовых автомобилях ЗИЛ и грузовых автомобилях большой грузоподъемности МАЗ, КрАЗ и УРАЛ. Они установлены на автомобилях ГАЗ-66 и его модификациях, на автопогрузчиках, на новых автобусах ЛАЗ-698, ЛиАЗ-677 и легковых автомобилях ЗИЛ-114 и ГАЗ-13 «Чайка».
Недостатки, выявившиеся в процессе эксплуатации автомобилей, снабженных пневматическим усилителем, постепенно устранялись, и они к настоящему времени получили несравненно большее распространение, чем раньше и, в частности, на автобусах. Пневматические усилители применяются преимущественно на грузовых автомобилях, автобусах и троллейбусах, снабженных пневматической системой, установленной для работы других механизмов (тормозов, дверей и др.).
. По действию усилителя на рулевое колесо Усилители бывают с реактивным действием или без него.
В усилителях без реактивного действия усилие, прилагаемое к рулевому колесу, преодолевает только силу центрирующей пружины и остается постоянным при повороте.
В усилителях с реактивным действием усилие, прилагаемое к рулевому колесу, преодолевает силу центрирующей пружины и усилие, возникающее от реактивного элемента, встроенного в распределитель, и увеличивающееся с повышением сопротивления колес повороту.
По конструкции распределителя Усилители бывают с осевым золотником и тангенциальным (поворачивающимся) золотником.
По конструкции силового цилиндра Усилители бывают прямого и дифференциального действия.
В усилителях прямого действия рабочая среда направляется только в одну полость силового цилиндра, и давление рабочей жидкости действует только на одну площадь поршня. В усилителях дифференциального действия рабочие площади поршня различны, и рабочая среда направляется или в одну штоковую полость с меньшей рабочей площадью поршня или в обе полости одновременно
По принципу действия рабочей среды Усилители бывают с распределителями, имеющими непрерывную циркуляцию и периодическую подачу рабочей среды. В первом случае рабочая среда (обычно жидкость) постоянно циркулирует от насоса к распределителю усилителя и далее идет от него на слив в бак насоса. При этом давление жидкости получается сравнительно небольшим и необходимым только для преодоления сопротивления ее перетеканию.
Во втором же случае рабочая среда, находящаяся под давлением, периодически подается в силовой цилиндр усилителя после открытия клапана, сообщающего его с аккумулятором или ресивером давления.
По компоновке основных элементов Усилители бывают с силовым цилиндром, выполненным в одном блоке с рулевым механизмом или отдельно от него; с распределителем, расположенным после рулевой передачи или до нее. Рулевые механизмы со встроенными силовым цилиндром и распределителем выпускаются обычно специализированными фирмами (Геммер, Росс, Сагинау и др.) и немногими автомобильными фирмами (Крайслер, Линкольн и др.).
Если распределитель располагается после рулевой передачи, то его встраивают в рулевую колонку, в продольную тягу, в следящий рычаг сдвоенной рулевой сошки и др., и он приводится в действие при осевом перемещении рулевого вала, продольной тяги или при взаимном перемещении рычагов сдвоенной сошки. Распределитель, размещенный за рулевым колесом, до рулевой передачи, встраивают в рулевой механизм. При этом он приводится в действие не при осевом, а при тангенциальном перемещении рулевого вала или рулевого колеса.
19. Классификация рулевых механизмов, их общее устройство, принцип действия. Неисправности рулевого управления, с которыми запрещена эксплуатация транспортных средств. Каким нормативным документом это регламентировано?
По передаточному числу Рулевые механизмы разделяются на две группы: с постоянным и переменным передаточными числами.
По конструктивным, признакам Рулевые механизмы разделяются на пять основных групп.
1. С шестеренчатой передачей: цилиндрическими шестернями; коническими шестернями; реечной парой.
2. С кулачной передачей: улитками; кулаком специальной формы.
3. С винтовой передачей: вильчатым рычагом; кривошипом; качающимся рулевым валом; шатунно-кривошипной парой; поворачивающейся гайкой; зубчатой парой; двуплечим рычагом.
4. С кривошипной передачей: одним скользящим пальцем; одним скользящим поворачивающимся пальцем; двумя скользящими пальцами; одним вращающимся пальцем; двумя вращающимися пальцами.
5. С червячной передачей с винтовой нарезкой: на цилиндре (зубья на торце сектора); на внутренней поверхности шара; на глобоиде.
Общее устройство рулевого механизма с глобоидальным червяком и двугребневым роликом:
На верхнем конце трубчатого рулевого вала укреплено рулевое колесо, а на нижний конец напрессован глобоидальный червяк 6, опорами которого служат два роликовых конических подшипника .
С нарезкой червяка находится в зацеплении двугребневый ролик , вращающийся на оси в шариковых подшипниках; ролик установлен в вырезе вала, соединенного на мелких шлицах с рулевой сошкой. Вал рулевой сошки опирается на бронзовую втулку и роликовый подшипник.
Рулевой механизм помещается в картере, который заполняется маслом. Картер посредством фланца с болтами крепится к продольной балке рамы, а снизу закрыт крышкой.
В данном рулевом механизме регулируются:
а) зазоры в подшипниках червяка при помощи прокладок , установленных под крышкой;
б) зазоры в зацеплении червяка с роликом посредством винта 13, ввернутого в боковую крышку 12; положение винта фиксируется стопорной шайбой, штифтом и гайкой.
На автомобилях ЗИС-150 применяется аналогичный рулевой механизм, но с трехгребневым роликом для увеличения угла поворота рулевой сошки при малой длине червяка. Когда колеса повернуты до отказа, тот или иной из крайних гребней ролика выходит из зацепления с червяком.
Зазоры в подшипниках червяка регулируются так же, как и на автомобилях ГАЗ-51, при помощи прокладок под нижней крышкой, а зазоры в зацеплении червяка с роликом - прокладками, установленными на выступающем из боковой крышки хвостовике вала рулевой сошки.
Рулевой механизм, состоящий из цилиндрического червяка и зубчатого сектора, (автомобиль МАЗ-200). На нижний конец рулевого вала , вращающегося в двух конических роликовых подшипниках и , напрессован цилиндрический червяк . Червяк находится в зацеплении со спиральными зубьями сектора
. Зубчатый сектор выполнен как одно целое с валом , вращающимся в двух игольчатых подшипниках и соединенным на мелких шлицах с рулевой сошкой. Зазоры в подшипниках червяка регулируются втулкой, ввернутой в горловину картера рулевого механизма, и прокладками; зазоры в зацеплении червяка с зубчатым сектором не регулируются в процессе эксплуатации.
Распространенной неисправностью рулевого управления является слишком большой свободный ход рулевого колеса (или люфт).
ПДД запрещают эксплуатацию транспортных средств, у которых:
- суммарный люфт в рулевом управлении превышает 10°;
- в рулевом управлении имеются не предусмотренные конструкцией перемещения деталей и узлов;
- в рулевом управлении резьбовые соединения не затянуты или не зафиксированы;
- отсутствует или неисправен усилитель рулевого управления (если он предусмотрен конструкцией автомобиля).
20. Типы тормозных систем, применяемых на автомобилях, их назначение, принцип действия. Неисправности тормозных систем, с которыми запрещено дальнейшее движение. Каким нормативным документом это определено?
Тормозная система предназначена для управляемого изменения скорости автомобиля, его остановки, а также удержания на месте длительное время за счет использования тормозной силы между колесом и дорогой. Тормозная сила может создаваться колесным тормозным механизмом, двигателем автомобиля (т.н. торможение двигателем), гидравлическим или электрическим тормозом-замедлителем в трансмиссии.
Для реализации указанных функций на автомобиле устанавливаются следующие виды тормозных систем:
- рабочая;
- запасная;
- стояночная.
Рабочая тормозная система обеспечивает управляемое уменьшение скорости и остановку автомобиля.
Запасная тормозная система используется при отказе и неисправности рабочей системы. Она выполняет аналогичные функции, что и рабочая система. Запасная тормозная система может быть реализована в виде специальной автономной системы или части рабочей тормозной системы (один из контуров тормозного привода).
Стояночная тормозная система предназначена для удержания автомобиля на месте длительное время.
Тормозная система имеет следующее устройство:
- тормозной механизм;
- тормозной привод.
В зависмости от конструкции фрикционной части различают:
- барабанные тормозные механизмы;
- дисковые тормозные механизмы.
Тормозной механизм состоит из вращающейся и неподвижной частей. В качестве вращающейся части барабанного механизма используется тормозной барабан, неподвижной части – тормозные колодки или ленты.
Вращающаяся часть дискового механизма представлена тормозным диском, неподвижная – тормозными колодками. На передней и задней оси современных легковых автомобилей устанавливаются, как правило, дисковые тормозные механизмы.
Дисковый тормозной механизм состоит из вращающегося тормозного диска, двух неподвижнах колодок, установленных внутри суппорта с обеих сторон.
В тормозных системах автомобилей применяются следующие типы тормозных приводов:
- механический;
- гидравлический;
- пневматический;
- электрический;
- комбинированный.
Принцип работы тормозной системы рассмотрен на примере гидравлической рабочей системы.
При нажатии на педаль тормоза нагрузка передается к усилителю, который создает дополнительное усилие на главном тормозном цилиндре. Поршень главного тормозного цилиндра нагнетает жидкость через трубопроводы к колесным цилиндрам. При этом увеличивается давление жидкости в тормозном приводе. Поршни колесных цилиндров перемещают тормозные колодки к дискам (барабанам).
При дальнейшем нажатии на педаль увеличивается давление жидкости и происходит срабатывание тормозных механизмов, которое приводит к замедлению вращения колес и поялению тормозных сил в точке контакта шин с дорогой. Чем больше приложена сила к тормозной педали, тем быстрее и эффективнее осуществляется торможение колес. Давление жидкости при торможении может достигать 10-15 МПа.
При окончании торможения (отпускании тормозной педали), педаль под воздействием возвратной пружины перемещается в исходное положение. В исходное положение перемещается поршень главного тормозного цилиндра. Пружинные элементы отводят колодки от дисков (барабанов). Тормозная жидкость из колесных цилиндров по трубопроводам вытесняется в главный тормозной цилиндр. Давление в системе падает.
Эффективность тормозной системы значительно повышается за счет применения систем активной безопасности автомобиля.
Неисправности:
- При дорожных испытаниях не соблюдаются следующие нормы эффективности торможения рабочей тормозной системой (для легковых автомобилей):
Тормозной путь не более 12,2 метра.
Установившееся замедление не менее 6,8 м/с2.
- Нарушена герметичность гидравлического тормозного привода.
- Стояночная тормозная система не обеспечивает неподвижное состояние:
- транспортных средств с полной нагрузкой - на уклоне до 16% включительно,
- легковых автомобилей в снаряженном состоянии — на уклоне до 23% включительно.
При неисправности рабочей тормозной системы запрещается дальнейшее движение транспортных средств в соответствии с пунктом 2.3.1. Правил дорожного движения.
21. Типы тормозных механизмов рабочей тормозной системы с гидравлическим приводом. Их общее устройство, принцип действия.
Гидравлический привод является основным типом привода в рабочей тормозной системе. Конструкция гидравлического привода включает:
- тормозную педаль;
- усилитель тормозов;
- главный тормозной цилиндр;
- колесные цилиндры;
- шланги и трубопроводы.
Тормозная педаль передает усилие от ноги водителя на главный тормозной цилиндр.
Усилитель тормозов создает дополнительное усилие, передоваемое от педали тормоза. Наибольшее применение на автомобилях нашел вакуумный усилитель тормозов.
Главный тормозной цилиндр создает давление тормозной жидкости и нагнетает ее к тормозным цилиндрам. На современных автомобилях применяется сдвоенный (тондемный) главный тормозной цилиндр, который создает давление для двух контуров.
Над главным цилиндром находится расширительный бачок, предназначенный для пополнения тормозной жидкости в случае небольших потерь.
Колесный цилиндр обеспечивает срабатывание тормозного механизма, т.е. прижатие тормозных колодок к тормозному диску (барабану).
Для реализации тормозных функций работа элементов гидропривода организована по независимым контурам. При выходе из строя одного контура, его функции выполняет другой контур. Рабочие контура могут дублировать друг-друга, выполнять часть функций друг-друга или выполнять только свои функции (осуществлять работу определенных тормозных механизмов). Наиболее востребованной является схема, в которой два контура функционируют диагонально.
На современных автомобилях в состав гидравлического тормозного привода включены различные электронные компоненты:
- антиблокировочная система тормозов;
- усилитель экстренного торможения;
- система распределения тормозных усилий;
- электронная блокировка дифференциала;
- антипробуксовочная система.
Принцип работы тормозной системы рассмотрен на примере гидравлической рабочей системы.
При нажатии на педаль тормоза нагрузка передается к усилителю, который создает дополнительное усилие на главном тормозном цилиндре. Поршень главного тормозного цилиндра нагнетает жидкость через трубопроводы к колесным цилиндрам. При этом увеличивается давление жидкости в тормозном приводе. Поршни колесных цилиндров перемещают тормозные колодки к дискам (барабанам).
При дальнейшем нажатии на педаль увеличивается давление жидкости и происходит срабатывание тормозных механизмов, которое приводит к замедлению вращения колес и поялению тормозных сил в точке контакта шин с дорогой. Чем больше приложена сила к тормозной педали, тем быстрее и эффективнее осуществляется торможение колес. Давление жидкости при торможении может достигать 10-15 МПа.
При окончании торможения (отпускании тормозной педали), педаль под воздействием возвратной пружины перемещается в исходное положение. В исходное положение перемещается поршень главного тормозного цилиндра. Пружинные элементы отводят колодки от дисков (барабанов). Тормозная жидкость из колесных цилиндров по трубопроводам вытесняется в главный тормозной цилиндр. Давление в системе падает.
Эффективность тормозной системы значительно повышается за счет применения систем активной безопасности автомобиля.
22. Конструктивные особенности тормозных механизмов рабочей тормозной системы с пневматическим приводом. Регулировки, точки смазки.
Общее устройство:
- Компрессор с регулятором давления.
- Трубки и шланги.
- Тормозной кран.
- Манометр.
- Воздушные баллоны (ресивера).
- Предохранительный клапан.
- Разобщительный кран прицепа.
- Разобщительная головка прицепа.
- Пневмокамеры.
- Тормозные механизмы.
Устройство тормозного механизма:
- Тормозной барабан.
- Тормозные колодки.
- Разжимной кулак.
- Стяжные пружины.
- Опорные пальцы колодок.
- Механизм развода колодок.
Принцип действия: При работающем двигателе и отпущенной педали компрессор накачивает воздух в баллоны, где он хранится под давлением. Из баллонов воздух поступает к тормозному крану, от тормозного крана воздух поступает через верхнюю секцию в баллоны прицепа. При нажатии на педаль тормоза верхняя секция закрывается, и воздух прекращает поступать к прицепу. Тормозной кран прицепа открывается, и воздух из баллонов прицепа поступает в пневмокамеры прицепа, и прицеп начинает затормаживать. Нижняя секция тормозного крана автомобиля открывается, и воздух поступает из баллонов автомобиля к пневмокамерам автомобиля, и автомобиль начинает затормаживать. Воздух, поступая в пневмокамеры, давит на диафрагму, она, сжимая пружину, смещается и давит на толкатель, а он передаёт усилие на рычаг и валик разжимного кулака. Разжимной кулак поворачивается и разводит колодки. Колодки прижимаются к барабану, и за счёт трения затормаживают его. При отпускании педали тормоза всё возвращается в исходное положение за счёт возвратных пружин, а воздух из пневмокамер выходит в атмосферу через кран.
23. Назначение, устройство и маркировка аккумуляторных батарей. Основные неисправности и их причины.
Для питания приборов электрооборудования при малой частоте вращения коленчатого вола или при неработающем двигателе используется химический источник тока - аккумуляторная батарея.
Аккумуляторная батарея обладает свойством после разряда восстанавливать свою способность отдавать ток во внешнюю цепь, если через нее пропустить ток в обратном направлений, т. е произвести ее заряд.
Аккумуляторная батарея состоит из шести свинцово-кислотных двухвольтовых аккумуляторов соединенных между собой последовательно, что обеспечивает получение в цепи номинального напряжения 12В. Все аккумуляторы размещаются в общем баке, разделенном внутренними перегородками на шесть ячеек. На дне бака имеются ребра, на которые опираются пластины аккумуляторов. Материалом для бака является кислотоупорная пластмасса или эбонит.
Аккумулятор состоит из полублоков плюсовых и минусовых пластин, изолированных друг от друга сепараторами, изготовленных из пористых пластмасс. Пластмассы отливаются в виде решеток из свинца с добавлением 7-8% сурьмы, для механической прочности. В решетку пластин впрессовывают активную массу, приготовленную на водном растворе серной кислоты из окислов свинца - свинцового сурика и свинцового глета для положительных пластин и свинцового порошка - для отрицательных пластин.
Для увеличения емкости аккумулятора и уменьшение его внутреннего сопротивления одноименные пластины соединяют в полублоки, заканчивающиеся выводными полюсными штырями.
Полублоки с положительными и отрицательными пластинами собираются в блок таким образом, что положительные пластины располагаются между отрицательными, поэтому последних всегда на одну больше. Это позволяет лучшее использовать активную массу положительных пластин и предохраняет крайние положительные пластины от коробления и разрушения.
Сепараторы устанавливаются между пластинами так, чтобы их ребристая сторона была обращена к поверхности положительных пластин, обеспечивая тем самым лучшее поступление к ним электролита. Собранный аккумулятор помещают в отделение бака, закрываемой крышкой, имеющий отверстие для выхода полюсных штырей и для заливки электролита, последнее закрывается резьбовой пробкой. В пробке имеется вентиляционное отверстие, сообщающие внутреннюю полость аккумулятора с атмосферой. Зазор между крышкой и стенками бака заполняются битумной мастикой.
Аккумуляторы соединяются между собой свинцовыми перемычками. Полюсные штыри крайних аккумулятор предназначены для включения батареи в цепь электрооборудования автомобиля.
В аккумуляторы заливают электролит, состоящий из аккумуляторной серной кислоты и дистиллированной воды.
При пропускание через батарею постоянного тора в аккумуляторах происходит процесс преобразование электрической энергий в химическую, что выражается в изменений состава активной массы, (на положительных пластин образуется перекись свинца, а на отрицательных - губчатый свинец) и увеличении плотности электролита.
При разряде происходит обратный химический процесс, при котором понижается плотность, активная масса на тех и других пластин превращается в сернокислый свинец. Поскольку плотность электролита определяет развиваемую аккумулятором ЭДС, ее величина позволяет судить о степени зараженности батареи.
Проверяют плотность электролита ареометром. По мере разрядки аккумулятора плотность электролита уменьшается.
Уровень и плотность электролита проверяют в каждом элементе батареи. Уровень электролита должен быть на 12-14 мм выше верхнего края пластин.
Плотность зависит от температуры электролита, уменьшаясь приблизительно на 0.01 г/см? при повышении температуры на 15?. При расчетах плотность электролита обычно приводят к температуре плюс 25?. Для аккумуляторной батарей в условиях низких температур плотность регламентируется в зависимости от климатических условий в соответствии с данной таблицей 1.
Разность напряжения отдельных аккумуляторов батареи не должна превышать 0.1В. Если разность больше этого значения или батарея разряжена на более чем на 50% летом и более чем на 25% зимой, ее необходимо отправить на зарядку. Нельзя допускать длительного пребывания батареи в полузаряженном состоянии во избежание ее порчи.
Номинальная емкость аккумуляторной батарей - количество электричества, которое может отдать полностью заряженная батарея при разряде током 20 - часового режима, температуре электролита 18?...27? и начальной его плотности 1.28±0.01 г/см? до напряжения 10.5В. Емкость измеряется в ампер - часах (А*Ч) и зависит от количества, и размера параллельно соединенных пластин, силы разрядного тока, а так же от температуры электролита.
Чем больше размер и количество пластин, меньше сила разрядного тока, и выше температура электролита, тем больше емкость может отдать аккумуляторная батарея при разряде. При понижения температуры электролита, емкость уменьшается приблизительно на 1% на каждый градус. Емкость одного аккумулятора нескольких аккумуляторов, соединенных последовательно, одинаково.
Аккумуляторные батареи имеют на перемычках обозначения определяющие их характеристику. Первая цифра маркировки указывает число аккумуляторов в батарее, буквы СТ - батарея стартерного типа, число после букв - номинальная емкость батареи в А*Ч. Последние буквы обозначают материал бака (Э ? эбонит, П? пластмасса) и материал сепаратора (Р ? мипор, М ? мипласт) например 6СТ-55ЭР
Неисправности аккумуляторной батареи
В процессе эксплуатации автомобиля в аккумуляторной батареи могут возникнуть следующие неисправности:
- Сульфатация пластин. В результате систематического недозаряда, длительного хранения незаряженной аккумуляторной батареи с электролитом, заряда батареи ниже допустимого предела, понижения уровня или увеличения плотности электролита на пластинах образуется белый налет из крупных кристаллов сернокислого свинца, называемый сульфатом. Сульфатированные пластины перестают участвовать в химической реакций.
- Ускоренный саморазряд батареи при ее эксплуатации и хранения возникает вследствие образования в активной массе пластин местных токов. Местные токи появляются при возникновении электродвижущей силы между окислами активной массы и решеткой пластин.
Кроме того, при длительном хранении аккумуляторной батареи плотность электролита в нижних слоях становиться больше, чем в верхних. Это приводит к появлению разности потенциалов и
возникновению уравнительных токов на поверхности пластин.
Причинами ускоренного саморазряда могут быть: загрязнения
поверхности батареи; применения для доливки обычной воды; попадания внутрь металлических частиц и других веществ.
- Короткое замыкание. Разрушение сепаратора, выпадение активной массы, а так же ее оплавление могут вызвать не посредственное соприкосновение разноименных пластин ? замыкание, в результате чего прекращается работа аккумуляторов.
Признаками короткого замыкание внутри аккумулятора является "кипение" электролита и резкое падение напряжения. Аккумуляторная батарея, имеющая хотя бы один короткозамкнутый аккумулятор, к дальнейшей эксплуатации непригоден.
- Окисление полюсных штырей приводит к увеличению сопротивления во внешней цепи и даже прекращению тока.
Подтекание электролита обнаруживают осмотром бака. Для устранения неисправности батареи сдают в ремонт. При вынужденной временной эксплуатации батарею с этой неисправностью необходимо периодически добавлять в неисправное отделение бака электролит.
24. Правила приготовления электролита и способы заряда аккумуляторных батарей.
Для приготовления электролита необходимо иметь следующее оборудование:
• сосуд, стойкий к действию серной кислоты, емкостью 4—5л;
- ареометр с заборной трубкой;
- термометр с диапазоном от 0 до 50°С;
- резиновые груши (большая и малая) с кислотостойкими наконечниками;
- мензурки на 1 л и на 0,1 —0,2 л с мелкими делениями;
- стеклянную или эбонитовую палочку для размешивания раствора;
- стеклянную воронку.
Компонентами электролита являются кислота серная аккумуляторная (ГОСТ 667—73) и дистиллированная вода, специально предназначенная для аккумуляторов.
Плотность изготавливаемого электролита должна соответствовать климатической зоне.
Во время приготовления электролита необходимо строго выполнять меры безопасности при обслуживании и эксплуатации аккумуляторных батарей. Серная кислота обычно хранится в стеклянных бутылях с притертыми стеклянными пробками. Выливать кислоту нужно только с помощью приспособлений, не допуская ее проливания. Рядом обязательно должен быть готовый 10% раствор питьевой соды на случай нейтрализации пролившейся кислоты.
В начале целесообразно приготовить электролит плотностью 1,4 г/см3. Кислота заливается в дистиллированную воду тонкой струей при непрерывном помешивании раствора стеклянной или эбонитовой палочкой. После приготовления электролита плотностью 1,4 г/см3 его надо остудить до температуры +25°С, проверить еще раз плотность электролита и только после этого приступить к составлению электролита необходимой плотности. Количество серной кислоты и дистиллированной воды, потребных для приготовления электролита плотностью 1,40 г/см3 с последующей доводкой до 1,26 г/см3 или другой плотности, определяется согласно таблице климатической зоны.
Заряд аккумуляторных батарей
Необходимы: зарядное устройство с амперметром и вольтметр.
Присоедините положительный вывод батареи к « + » клемме зарядного устройства, а отрицательный к «—» клемме.
Включите батарею на заряд током величиной 1/10 от номинальной емкости при температуре электролита не выше 30°С в условиях холодного и умеренного климата и не выше 35°С в условиях жаркого и теплого климата,
Подзарядка батареи ведется до тех пор, пока не наступит обильное газовыделение во всех аккумуляторах (аккумуляторы «кипят») и в течение 2 ч напряжение и плотность электролита останутся постоянными.
Во время подзарядки периодически через каждые 2 ч нужно проверять напряжение, плотность и температуру электролита и следить, чтобы температура не поднималась выше 45 °С (в жаркой и тепловлажной зоне до 50°С). В этом случае нужно уменьшить вдвое зарядный ток на время, необходимое для снижения температуры до 30—35° С, или временно отключить зарядное устройство для охлаждения электролита до 30°С.
Степень заряженности аккумулятора определяется измерением величины плотности электролита. Плотность электролита измеряется ареометром. При замере плотности к показаниям ареометра следует прибавить или отнять температурную поправку, которая равна 0,01 г/см3 на каждые 15 °С, для уточнения реального состояния электролита по отношению к положенному согласно плотностям по климатическим зонам.
В конце подзарядки, если плотность электролита с учетом температурной поправки будет отличаться от нормы для данной климатической зоны, проводится корректировка плотности электролита доливкой дистиллированной воды при плотности выше нормы и доливкой кислоты плотностью 1,4 г/см3, когда она ниже нормы. После корректировки заряд нужно продлить на 30 мин для полного перемешивания электролита.
Окончательно замер уровня электролита проводится через 30 мин после конца подзарядки. Если уровень ниже нормы, то в аккумулятор добавляют электролит такой же плотности, которая должна быть при полностью заряженном аккумуляторе, при избытке излишек отбирается резиновой грушей.
Почему нельзя длительно перезаряжать аккумуляторную батарею?
При длительном перезаряде батареи происходит электролиз воды электролита на кислород и водород. Кислород сильно окисляет решетки положительных пластин и этим вызывает их разрушение. Одновременно при перезарядке в порах активной массы пластин накапливается большое количество газов кислорода и водорода, которые увеличивают давление в порах, это вызывает разрыхление и выкрашивание активной массы. Разрушение пластин вызывает уменьшение емкости батареи и короткое замыкание разноименных пластин. Характерным признаком перезарядки является сильное газовыделение (кипение) из электролита и быстрое уменьшение его уровня.
25. Назначение, устройство и работа генератора переменного тока. Основные неисправности.
Самая основная часть системы зарядки автомобиля - генератор переменного тока. Он расположен недалеко от передней части двигателя и приводится в действие коленчатым валом через ременную передачу. Генератор преобразовывает механическую энергию, производимую двигателем, в электрическую энергию.
Генератор переменного тока состоит из двух основных частей: статора с неподвижной обмоткой, в которой индуцируется переменный ток, и ротора, создающего подвижное магнитное поле, а также крышек, приводного шкива с вентилятором и встроенного выпрямительного блока.
Переменный ток генератора выпрямляется двухполупериодным трехфазным выпрямителем с полупроводниковыми диодами.
Генераторы переменного тока имеют ряд преимуществ по сравнению с генераторами постоянного тока. Ротор генератора переменного тока может вращаться с большей частотой, чем якорь генератора постоянного тока.
При большой частоте вращения якоря генератора постоянного тока ухудшается контакт между щетками и ламелями коллектора вследствие колебаний щеток при скольжении их по коллектору. Кроме того, под действием центробежных сил возможен выход обмоток из пазов якоря.
Для того чтобы напряжение при увеличении частоты вращения якоря не изменялось, необходимо пропорционально уменьшать магнитный поток возбуждения. При применении в генераторе электромагнитов это можно обеспечить, уменьшая силу тока в обмотках возбуждения. На этом принципе основано регулирование напряжения автомобильных генераторов. Оно осуществляется с помощью электромагнитных вибрационных реле, называемых реле-регулятором.
Диагностика реле-регулятора генератора осуществляется с помощью диагностических стендов, где определяют напряжение включения генератора и зарядный ток. Напряжение, регулируемое реле-регулятором должно быть в пределах 13,9 - 14,5 В.
Следует проверять натяжение ремня привода генератора. При проскальзывании ремня генератор не развивает полной мощности, что приводит к разряду аккумуляторной батареи.
В генераторах также проверяют износ щеток, усилие пружин щеткодержателей и состояние контактных колец и подшипников ротора.
Высоту щеток измеряют при снятом щеткодержателе. Если щетки износились до высоты 8 - 10мм, их заменяют.
Усилие пружин щеткодержателей должно соответствовать нормам марки Вашего автомобиля, например, для ВАЗ - 4,2± 0,2 Н (420±20гс).
Контактные кольца должны быть чистыми, без следов масла.
Состояние подшипников можно проверить, вращая вал ротора от руки при снятых щетках. Вал должен вращаться легко, без заеданий, шумов и стуков.
26. Типы и принцип действия регуляторов напряжения, применяемых на автомобилях. Их достоинства и недостатки.
Регуляторы поддерживают напряжение генератора в определенных пределах для оптимальной работы электроприборов, включенных в бортовую сеть автомобиля. Все регуляторы напряжения имеют измерительные элементы, являющиеся датчиками напряжения, и исполнительные элементы, осуществляющие его регулирование.
В вибрационных регуляторах измерительным и исполнительным элементом является электромагнитное реле. У контактно-транзисторных регуляторов электромагнитное реле находится в измерительной части, а электронные элементы - в исполнительной части. Эти два типа регуляторов в настоящее время полностью вытеснены электронными.
Полупроводниковые бесконтактные электронные регуляторы, как правило, встроены в генератор и объединены со щеточным узлом. Они изменяют ток возбуждения путем изменения времени включения обмотки ротора в питающую сеть. Эти регуляторы не подвержены разрегулировке и не требуют никакого обслуживания, кроме контроля надежности контактов.
Регуляторы напряжения обладают свойством термокомпенсации - изменения напряжения, подводимого к аккумуляторной батарее, в зависимости от температуры воздуха в подкапотном пространстве для оптимального заряда АКБ. Чем ниже температура воздуха, тем большее напряжение должно подводиться к батарее и наоборот. Величина термокомпенсации достигает до 0,01 В на 1°С. Некоторые модели выносных регуляторов (2702.3702, РР-132А, 1902.3702 и 131.3702) имеют ступенчатые ручные переключатели уровня напряжения (зима/лето).
Принцип действия регулятора напряжения
В настоящее время все генераторные установки оснащаются полупроводниковыми электронными регуляторами напряжения, как правило встроенными внутрь генератора. Схемы их исполнения и конструктивное оформление могут быть различны, но принцип работы у всех регуляторов одинаков. Напряжение генератора без регулятора зависит от частоты вращения его ротора, магнитного потока, создаваемого обмоткой возбуждения, а, следовательно, от силы тока в этой обмотке и величины тока, отдаваемого генератором потребителям. Чем больше частота вращения и сила тока возбуждения, тем больше напряжение генератора, чем больше сила тока его нагрузки - тем меньше это напряжение.
Функцией регулятора напряжения является стабилизация напряжения при изменении частоты вращения и нагрузки за счет воздействия на ток возбуждения. Конечно можно изменять ток в цепи возбуждения введением в эту цепь дополнительного резистора, как это делалось в прежних вибрационных регуляторах напряжения, но этот способ связан с потерей мощности в этом резисторе и в электронных регуляторах не применяется. Электронные регуляторы изменяют ток возбуждения путем включения и отключения обмотки возбуждения от питающей сети, при этом меняется относительная продолжительность времени включения обмотки возбуждения. Если для стабилизации напряжения требуется уменьшить силу тока возбуждения, время включения обмотки возбуждения уменьшается, если нужно увеличить — увеличивается.
Стабилитрон не пропускает через себя ток при напряжениях, ниже величины напряжения стабилизации. При достижении напряжением этой величины, стабилитрон "пробивается" и по нему начинает протекать ток. Таким образом, стабилитрон в регуляторе является эталоном напряжения с которым сравнивается напряжение генератора. Кроме того известно, что транзисторы пропускают ток между коллектором и эмиттером, т.е. открыты, если в цепи "база - эмиттер" ток протекает, и не пропускают этого тока, т.е. закрыты, если базовый ток прерывается. Напряжение к стабилитрону VD2 подводится от вывода генератора "D+" через делитель напряжения на резисторах R1(R3 и диод VD1, осуществляющий температурную компенсацию. Пока напряжение генератора невелико и напряжение на стабилитроне ниже его напряжения стабилизации, стабилитрон закрыт, через него, а, следовательно, и в базовой цепи транзистора VT1 ток не протекает, транзистор VT1 также закрыт. В этом случае ток через резистор R6 от вывода "D+" поступает в базовую цепь транзистора VT2, который открывается, через его переход эмиттер - коллектор начинает протекать ток в базе транзистора VT3, который также открывается. При этом обмотка возбуждения генератора оказывается подключена к цепи питания через переход эмиттер - коллектор VT3.
Соединение транзисторов VT2 и VT3, при котором их коллекторные выводы объединены, а питание базовой цепи одного транзистора производится от эмиттера другого, называется схемой Дарлингтона. При таком соединении оба транзистора могут рассматриваться как один составной транзистор с большим коэффициентом усиления. Обычно такой транзистор и выполняется на одном кристалле кремния. Если напряжение генератора возросло, например, из-за увеличения частоты вращения его ротора, то возрастает и напряжение на стабилитроне VD2, при достижении этим напряжением величины напряжения стабилизации, стабилитрон VD2 "пробивается", ток через него начинает поступать в базовую цепь транзистора VT1, который открывается и своим переходом эмиттер - коллектор закорачивает вывод базы составного транзистора VT2, VT3 на "массу". Составной транзистор закрывается, разрывая цепь питания обмотки возбуждения. Ток возбуждения спадает, уменьшается напряжение генератора, закрываются стабилитрон VT2, транзистор VT1, открывается составной транзистор VT2,VT3, обмотка возбуждения вновь включается в цепь питания, напряжение генератора возрастает и процесс повторяется. Таким образом регулирование напряжения генератора регулятором осуществляется дискретно через изменение относительного времени включения обмотки возбуждения в цепь питания. При этом ток в обмотке возбуждения изменяется так, как показано на рис.10. Если частота вращения генератора возросла или нагрузка его уменьшилась, время включения обмотки уменьшается, если частота вращения уменьшилась или нагрузка возросла - увеличивается. В схеме регулятора (см. рис.9) имеются элементы, характерные для схем всех применяющихся на автомобилях регуляторов напряжения. Диод VD3 при закрытии составного транзистора VT2,VT3 предотвращает опасные всплески напряжения, возникающие из-за обрыва цепи обмотки возбуждения со значительной индуктивностью. В этом случае ток обмотки возбуждения может замыкаться через этот диод и опасных всплесков напряжения не происходит. Поэтому диод VD3 носит название гасящего. Сопротивление R7 является сопротивлением жесткой обратной связи.
При открытии составного транзистора VT2, VT3 оно оказывается подключенным параллельно сопротивлению R3 делителя напряжения, при этом напряжение на стабилитроне VT2 резко уменьшается, это ускоряет переключение схемы регулятора и повышает частоту этого переключения, что благотворно сказывается на качестве напряжения генераторной установки. Конденсатор С1 является своеобразным фильтром, защищающим регулятор от влияния импульсов напряжения на его входе. Вообще конденсаторы в схеме регулятора либо предотвращают переход этой схемы в колебательный режим и возможность влияния посторонних высокочастотных помех на работу регулятора, либо, ускоряют переключение транзисторов. В последнем случае конденсатор, заряжаясь в один момент времени, разряжается на базовую цепь транзистора в другой момент, ускоряя броском разрядного тока переключение транзистора и, следовательно, снижая его нагрев и потери энергии в нем.
При неработающем двигателе автомобиля замыкание контактов выключателя зажигания SA позволяет току от аккумуляторной батареи GA через эту лампу поступать в обмотку возбуждения генератора. Этим обеспечивается первоначальное возбуждение генератора. Лампа при этом горит, сигнализируя, что в цепи обмотки возбуждения нет обрыва. После запуска двигателя, на выводах генератора "D+" и "В+" появляется практически одинаковое напряжение и лампа гаснет. Если генератор при работающем двигателе автомобиля не развивает напряжения, то лампа HL продолжает гореть и в этом режиме, что является сигналом об отказе генератора или обрыве приводного ремня. Введение резистора R в генераторную установку способствует расширению диагностических способностей лампы HL. При наличии этого резистора в случае обрыва цепи обмотки возбуждения при работающем двигателе автомобиля лампа HL загорается. В настоящее время все больше фирм переходит на выпуск генераторных установок без дополнительного выпрямителя обмотки возбуждения. В этом случае в регулятор заводится вывод фазы генератора. При неработающем двигателе автомобиля, напряжение на выводе фазы генератора отсутствует и регулятор напряжения в этом случае переходит в режим, препятствующий разряду аккумуляторной батареи на обмотку возбуждения. Например, при включении выключателя зажигания схема регулятора переводит его выходной транзистор в колебательный режим, при котором ток в обмотке возбуждения невелик и составляет доли ампера. После запуска двигателя сигнал с вывода фазы генератора переводит схему регулятора в нормальный режим работы. Схема регулятора осуществляет в этом случае и управление лампой контроля работоспособного состояния генераторной установки.
Аккумуляторная батарея для своей надежной работы требует, чтобы с понижением температуры электролита, напряжение, подводимое к батарее от генераторной установки, несколько повышалось, а с повышением температуры - уменьшалось. Для автоматизации процесса изменения уровня поддерживаемого напряжения применяется датчик, помещенный в электролит аккумуляторной батареи и включенный в схему регулятора напряжения. Но это удел только продвинутых автомобилей. В простейшем же случае термокомпенсация в регуляторе подобрана таким образом, что в зависимости от температуры поступающего в генератор охлаждающего воздуха напряжение генераторной установки изменяется в заданных пределах.
27. Устройство контактной системы зажигания и принцип её работы.
Контактная система зажигания в настоящее время применяется на некоторых моделях отечественных автомобилей (т.н. «классике»).
Создание высокого напряжения и распределение его по цилиндрам в данной системе происходит с помощью контактов.
Контактная система зажигания имеет следующее устройство:
- источник питания;
- выключатель зажигания;
- механический прерыватель тока низкого напряжения;
- катушка зажигания;
- механический распределитель тока высокого напряжения;
- центробежный регулятор опережения зажигания;
- вакуумный регулятор опережения зажигания;
- высоковольтные провода;
- свечи зажигания.
Механический прерыватель предназначен для размыкания цепи низкого напряжения (цепи первичной обмотки катушки зажигания). При размыкании контактов во вторичной цепи катушки зажигания наводится высокое напряжение. Для защиты контактов от обгорания в цепь параллельно контактам включен конденсатор.
Катушка зажигания служит для преобразования тока низкого напряжения в ток высокого напряжения. Катушка имеет две обмотки – низкого и высокого напряжения.
Механический распределитель обеспечивает распределение тока высокого напряжения по свечам цилиндров двигателя. Распределитель состоит из ротора (обиходное название «бегунок») и крышки. В крышке выполнены центральный и боковые контакты. На центральный контакт подается высокое напряжение от катушки зажигания. Через боковые контакты высокое напряжение передается на соответствующие свечи зажигания.
Прерыватель и распределитель конструктивно объединены в одном корпусе и приводятся в действие от коленчатого вала двигателя. Данное устройство имеет общее название прерыватель-распределитель (обиходное название – «трамблер»).
Центробежный регулятор опережения зажигания служит для изменения угла опережения зажигания в зависимости от числа оборотов коленчатого вала двигателя. Конструктивно центробежный регулятор состоит из двух грузиков. Грузики воздействуют на подвижную пластину, на которой расположены кулачки прерывателя.
Углом опережения зажигания называется угол поворота коленчатого вала двигателя, при котором происходит подача тока высокого напряжения на свечи зажигания. Для того, чтобы топливно-воздушная смесь полностью и эффективно сгорела зажигание производится с опережением, т.е. до достижения поршнем верхней мертвой точки.
Установка угла опережения зажигания производится регулировкой положения прерывателя-распределителя в двигателе.
Вакуумный регулятор опережения зажигания обеспечивает изменение угла опережения зажигания в зависимости от нагрузки на двигатель. Нагрузка на двигатель определяется степенью открытия дроссельной заслонки (положением педали газа). Вакуумный регулятор соединен с полостью за дроссельной заслонкой и, в зависимости от степени разряжения в полости, изменяет угол опережения зажигания.
Высоковольтные провода служат для подачи тока высокого напряжения от катушки зажигания к распределителю и от распределителя на свечи зажигания.
Свеча зажигания предназначена для воспламенения топливно-воздушной смеси путем образования искрового разряда.
Принцип работы контактной системы зажигания
При замкнутом контакте прерывателя ток низкого напряжения протекает по первичной обмотке катушки зажигания. При размыкании контактов во вторичной обмотке катушки зажигания индуцируется ток высокого напряжения. По высоковольтным проводам ток высокого напряжения подается на крышку распределителя, от которой распределяется по соответствующим свечам зажигания с определенным углом опережения зажигания.
При увеличении оборотов коленчатого вала двигателя, увеличиваются обороты вала прерывателя распределителя. Грузики центробежного регулятора опережения зажигания под действием центробежной силы расходятся, перемещая подвижную платину с кулачками прерывателя. Контакты прерывателя размыкаются раньше, тем самым увеличивается угол опережения зажигания. При уменьшении оборотов коленчатого вала двигателя угол опережения зажигания уменьшается.
Дальнейшим развитием контактной системы зажигания является контактно-транзисторная система зажигания. В цепи первичной обмотки катушки зажигания применен транзисторный коммутатор, управляемый контактами прерывателя. В данной системе за счет применения транзисторного коммутатора уменьшена сила тока в цепи первичной обмотки, тем самым увеличен срок службы контактов прерывателя.
28. Устройство контактно-транзисторной системы зажигания и принцип её работы.
Основной особенностью такой систе�мы является то, что через контакты прерывателя проходит небольшой по силе ток управле�ния транзистором. Ток первичной обмотки при этом прерывается не контактом прерывателя, а переходом эмиттер—коллектор транзистора. Так как транзистор разгружает контакты прерывателя, отпадает необходимость в искрогасящем конденсаторе.
Работает схема следующим образом. При замыкании контактов прерывателя база транзистора через корпус соединяется с отрицатель�ным выводом аккумуляторной батареи. По цепи базы пойдет ток, и .транзистор откроется. Открытый транзистор замкнет цепь первичной обмотки катушки зажигания 3 и по ней пойдет ток.
При размыкании контактов прерывателя транзистор закроется, разрывая цепь обмотки катушки зажигания. При этом во вторичной обмотке индуктируется э. д. с. большой величины. Посредством рас�пределителя высокое напряжение подается на электроды свечи, про�исходит пробой искрового промежутка и воспламенение смеси.
В реальной схеме контактно-транзисторной системы зажигания для коммутации первичной цепи применяется транзисторный коммутатор, в котором, кроме транзистора, имеется ряд элементов. Они служат для защиты транзистора от перенапряжений и улучшения условий его пе�реключений.
Как правило, системы зажигания снабжаются устройствами для уменьшения радиопомех. Ими являются подавительные резисторы в наконечниках, соединяющих высоковольтные провода со свечами, или подавительный резистор в роторе и крышке распределителя. Эту роль могут также выполнять высоковольтные провода с распределенным сопротивлением.
Контактно транзисторная система зажигания:
Схема включения. Основной отличительной особенностью схемы контактно-транзисторной системы зажигания от классической явля�ется наличие транзисторного коммутатора. Поэтому особенности схе�мы и работы контактно-транзисторной системы определяются схемным решением коммутатора.
На отечественных автомобилях применяют контактно-транзистор�ную систему с коммутатором ТКЮ2, добавочным резистором СЭ107, катушкой зажигания Б314 и распределителями ряда типов (Р4-Д, Р13-Д, Р133, Р137 — все 8-искровые).
Основным элементом транзисторного коммутатора ТК102 являет�ся мощный германиевый транзистор Т (ГТ701А), эмиттерно-коллекторный переход которого включен в цепь первичной обмотки катушки зажигания Б114. База транзистора через первичную обмотку импульс�ного трансформатора ИТ соединена с прерывателем распределителя, а через вторичную — с эмиттером.
включенном выключателе Вз транзистор коммутатора может находиться в открытом или закрытом состоянии в зависимости от то�го, замкнуты или разомкнуты кон�такты прерывателя.
Если контакты прерывателя разомкнуты, транзистор находится в закрытом состоянии, так как по�тенциалы базы и эмиттера одинаковы. Сопротивление транзистора при этом составляет сотни Ом и тока в первичной обмотке катушки зажигания не будет.
Если контакты прерывателя замкнуты, в схеме ток идет по цепи: положительный вывод аккумуляторной батареи - амперметр — контакты выключателя зажигания — добавочный резистор — первичная обмотка катушки зажигания — резистор R коммутатора — первичная обмотка импульсного трансформатора — контакты прерывателя — корпус автомобиля — отрицательный вывод аккумуляторной батареи. В результате падения напряжения на резисторе R потенциал базы ста�реет меньше потенциала эмиттера и транзистор откроется. При этом сопротивление транзистора составляет доли Ома, благодаря чему ток, протекающий через первичную обмотку катушки зажигания, достигает максимальной величины (около 8А).
С возрастанием частоты вращения коленчатого вала из-за уменьшения времени замкнутого состояния контактов прерывателя ток уменьшается до ЗА. Через контакты прерывателя проходит лишь ток базы транзистора, не превышающий 0,9 А при неработающем двига�теле и уменьшающийся до 0,3 А с увеличением частоты вращения.
При размыкании контактов прерывателя исчезает ток в первичной обмотке импульсного трансформатора ИТ, что приводит к резкому уменьшению магнитного потока в его сердечнике. В результате во вторичной обмотке этого трансформатора индуктируется э. д. с., приложенная к переходу эмиттер—база в обратном направлении, т. е. потенциал базы становится больше потенциала эмиттера, и транзистор закрывается. Применение импульсного трансформатора обеспечивает так называемое активное запирание транзистора, благодаря чему уско�ряется процесс переключения транзистора.
Когда транзистор переходит в закрытое состояние, прерывается ток первичной обмотке катушки зажигания, а во вторичной обмотке индуктируется э. д. с. от 17 до 30 кВ. Высокое напряжение от вторичной обмотки катушки зажигания подается через распределитель к очеред�ной свече.
При прерывании тока в первичной обмотке катушки зажигания индуктируется э. д. с. самоиндукции величиной до 100 В. При низкой частое вращения коленчатого вала или при обрыве цепи высокого напряжения величина э. д. о. самоиндукции значительно возрастает, что может привести к пробою эмнгтерио-коллекторного перевода тран�зистора. Для предохранения транзистора от пробоя параллельно пер�вичной обмотке катушки зажигания включен стабилитрон Д2 (Д817В), напряжение стабилизации которого составляет около 80 В. Если 9. д. с. самоиндукции превысит указанное значение, стабилитрон проби�вается и ток, вызнанный э. д. с. самоиндукции, замыкается через ста�билитрон Д2 г диод Д/. Диод Д1 (Д220) препятствует прохождению через стабилитрон тока от аккумуляторной батареи.
При величине э. д. с. самоиндукции, меньшей напряжения пробоя стабилитрона Д2, ток, ею вызванный, идет на заряд конденсатора С1. В результате этого резко уменьшается выделяемая на транзисторе мощность в момент его запирания, а следовательно, и его нагрев.
Электролитический конденсатор С2 служит для сглаживания им�пульсов, возникающих в источниках питания, и тем самым защищает схему от перенапряжений. Такие импульсные перенапряжения могут достигать значительных величин при неисправности генераторной установки переменного тока.
Добавочный резистор СЭЮ7 выполнен из двух секций RД1 и RД2. Секция RД2 включена в цепь первичной обмотки катушки зажигания постоянно. Секция ЯД1 при пуске закорачивается контактами реле стартера или дополнительного реле. Таким образом компенсируется (как и в классической системе зажигания) уменьшение напряжения аккумуляторной батареи при питании стартера. В наконечниках, со�единяющих высоковольтные провода со свечами, устанавливают подавительные резисторы.
29. Устройство бесконтактно-транзисторной системы зажигания с магнитоэлектрическим датчиком, принцип работы.
Бесконтактная система зажигания является конструктивным продолжение контактно-транзисторной системы зажигания. В данной системе зажигания контактный прерыватель заменен бесконтактным датчиком. Бесконтактная система зажигания стандартно устанавливается на ряде моделей отечественных автомобилей, а также может устанавливаться самостоятельно вместо контактной системы зажигания.
Применение бесконтактной системы зажигания позволяет повысить мощность двигателя, снизить расход топлива и выбросы вредных веществ за счет более высокого напряжения разряда (30000В) и соответственно более качественного сгорания топливно-воздушной смеси.
Бесконтактная система зажигания имеет следующее устройство:
- источник питания;
- выключатель зажигания;
- датчик импульсов;
- транзисторный коммутатор;
- катушка зажигания;
- распределитель;
- центробежный регулятор опережения зажигания;
- вакуумный регулятор опережения зажигания;
- провода высокого напряжения;
- свечи зажигания.
Датчик импульсов предназначен для создания электрических импульсов низкого напряжения. Различают датчики импульсов следующих типов:
- датчик Холла;
- индуктивный датчик;
- оптический датчик.
Наибольшее применение в бесконтактной системе зажигания нашел датчик импульсов использующий эффект Холла (возникновение поперечного напряжения в пластине проводника с током под действием магнитного поля). Датчик Холла состоит из постоянного магнита, полупроводниковой пластины с микросхемой и стального экрана с прорезями (обтюратора).
Прорезь в стальном экране пропускает магнитное поле и в полупроводниковой пластине возникает напряжение. Стальной экран не пропускает магнитное поле, и напряжение на полупроводниковой пластине не возникает. Чередование прорезей в стальном экране создает импульсы низкого напряжения.
Датчик импульсов конструктивно объединен с распределителем и образуют одно устройство – датчик-распределитель. Датчик-распределитель внешне подобен прерывателю-распределителю и имеет аналогичный привод от коленчатого вала двигателя.
Транзисторный коммутатор служит для прерывания тока в цепи первичной обмотки катушки зажигания в соответствии с сигналами датчика импульсов. Прерывание тока осуществляется за счет отпирания и запирания выходного транзистора.
Принцип работы бесконтактной системы зажигания:
При вращении коленчатого вала двигателя датчик-распределитель формирует импульсы напряжения и передает их на транзисторный коммутатор. Коммутатор создает импульсы тока в цепи первичной обмотки катушки зажигания. В момент прерывания тока индуцируется ток высокого напряжения во вторичной обмотке катушки зажигания. Ток высокого напряжения подается на центральный контакт распределителя. В соответствии с порядком работы цилиндров двигателя ток высокого напряжения подается по проводам высокого напряжения на свечи зажигания. Свечи зажигания осуществляют воспламенение топливно-воздушной смеси.
При увеличении оборотов коленчатого вала регулирование угла опережения зажигания осуществляется центробежным регулятором опережения зажигания.
При изменении нагрузки на двигатель регулирование угла опережения зажигания производит вакуумный регулятор опережения зажигания.
В случае работы системы с датчиком Холла время накопления энергии в катушке зажигания остается постоянным независимо от частоты вращения коленчатого вала, т.е. энергия искры практически не зависит от оборотов двигателя и напряжения бортовой сети. КПД этих систем очень высокий.
30. Назначение, устройство и работа стартера модели 29.3708. Основные неисправности и их причины.
На автомобилях 2115 с карбюраторным двигателем может быть установлен стартер типа 29.3708. Он представляет собой электродвигатель постоянного тока со смешанным возбуждением и с электромагнитным двухобмоточным тяговым реле. Стартер представляет собой четырехполюсный электродвигатель постоянного тока со смешанным возбуждением, с дистанционным электромагнитным включением и роликовой муфтой свободного хода. Особенностью стартера 29.3708 является торцевой коллектор 18, напрессованный на заднюю часть вала якоря. Применение его позволило уменьшить длину и "массу" стартера. Кроме того, торцевой коллектор способствует более стабильной и длительной работе щеточного контакта. Коллектор выполнен -в виде пластмассового диска с залитыми в нем медными пластинами.
Стартер 29.3708 включает в себя:
ограничительное кольцо, шестерня привода, ролик обгонной муфты, обгонная муфта, рычаг привод, крышка со стороны привода, якорь реле, обмотка реле, контактная пластина, крышка реле, контактные болты, коллектор, щетка, крышка со стороны коллектора, кожух, корпус, полюс статора, якорь, поводковое кольцо.
Работа стартера: Стартер включается с помощью вспомогательного реле типа 111.3747-10, установленного в моторном отсеке. При повороте ключа в положение II ("Стартер") замыкаются контакты "30" и "50" выключателя зажигания, и подается напряжение на обмотку вспомогательного реле 40. Оно срабатывает, и через его замкнутые контакты идет ток в обмотки тягового реле стартера. Под действием этого тока возникает магнитное усилие (около 10-12 кгс), втягивающее якорь 9 до соприкосновения с сердечником 14. Якорь втягивается и толкает шток 13 с контактной пластиной 15, которая замыкает контактные болты 17. Размеры штока подобраны так, что замыкание контактных болтов происходит еще до соприкосновения якоря с сердечником, и при дальнейшем ходе якоря сжимается пружина контактной пластины, сильнее прижимая ее к контактным болтам. Одновременно якорь реле рычагом 8 передвигает вперед муфту свободного хода с шестерней 2 и вводит ее в зацепление с венцом маховика.
При замыкании контактных болтов втягивающая обмотка реле обесточивается, так как оба ее конца оказываются соединенными с "плюсом" аккумуляторной батареи 44. Но поскольку якорь реле уже втянут, то для его удержания в этом положении требуется сравнительно небольшой магнитный поток, который обеспечивается одной удерживающей обмоткой 12.
Через замкнутые контакты тягового реле идет ток, питающий обмотки статора и якоря. Якорь стартера начинает вращаться, и его вращение через винтовые шлицы передается ступице 35 и связанному с ней наружному кольцу 34 муфты. Поскольку ролики 4 смещены пружинами в узкую часть паза наружного кольца, то они заклиниваются между наружным и внутренним кольцами муфты. Поэтому крутящий момент от вала якоря передается через муфту и шестерню к венцу маховика.
После пуска двигателя маховик начинает вращать шестерню стартера, и частота вращения шестерни начинает превышать частоту вращения якоря стартера. Внутреннее кольцо муфты (объединенное с шестерней) увлекает ролики в широкую часть паза наружного кольца 34, сжимая пружины плунжеров 38. В этой части паза ролики свободно вращаются, не заклиниваясь, и крутящий момент от маховика двигателя не передается на вал якоря стартера.
При выключении стартера контакты вспомогательного реле размыкаются, и ток питания обмоток стартера идет по следующему пути: "плюс' аккумуляторной батареи -замкнутые контакты тягового реле - втягивающая 11, а затем удерживающая 12 обмотки тягового реле - "масса". Так как направление тока в витках обмоток противоположное, то магнитные потоки, создаваемые обмотками, компенсируют друг друга, и сердечник реле размагничивается. Якорь реле пружинами отжимается в исходное положение, и контакты реле размыкаются, отключая питание обмоток якоря и статора стартера.
Одновременно якорь тягового реле рычагом 8 передвигает муфту свободного хода назад и выводит шестерню из зацепления с венцом маховика. Якорь стартера тормозится силами трения щеток о коллектор, и он быстро останавливается.
Неисправности стартера 29.3708 такие же, как у стартера 5712.3708 (описан в разделе 7), исключая неисправности, связанные с редуктором. Но возможна еще дополнительная неисправность: замыкание или обрыв в обмотках статора в случае если якорь стартера не вращается или вращается слишком медленно.
31. Как влияет угол опережения зажигания и искровой зазор свечи на экономичность двигателя.
Момент зажигания принято определять по положению коленчатого вала относительно ВМТ и обозначать его в градусах до ВМТ. Этот угол называют углом опережения зажигания (УОЗ). Сдвиг момента зажигания в сторону ВМТ считается поздним (УОЗ уменьшается), а сдвиг от ВМТ — ранним (УОЗ увеличивается). Чем выше частота вращения коленвала, тем более ранним должен быть угол опережения зажигания (УОЗ).
Момент зажигания является наиболее важным показателем в работе двигателя. Ведь от него зависят такие праметры как экономичность мотора, максимальная мощность, а также содержание вредных веществ в выхлопных газах. В впрысковых моторах система самостоятельно рассчитывает угол опережения зажигания в зависимости от работы мотора в определенный период. УОЗ определяется на основании скорости вращения коленвала, режима работы мотора и нагрузки на двигатель. На основании этих данных и трехмерной функции, система управления двигателем (СУД) подбирает оптимальный УОЗ.
Процесс сгорания рабочей смеси разделяется на три фазы: начальную, когда формируется пламя, возникающее от искрового разряда в свече, основную, кoгда пламя распространяется на большей части камеры сгорания, и конечную, когда пламя догорает у стенок камеры. Этот процесс требует определенного времени. Наиболее полное сгорание рабочей смеси достигается своевременной подачей сигнала на воспламенение, т.е. установкой оптимального угла опережения зажигания в зависимости от режима работы двигателя.
Угол опережения зажигания определяется по углу поворота коленчатого вала двигателя от момента возникновения искры до момента достижения поршнем верхней мертвой точки.
Если угол опережения зажигания больше оптимального, то зажигание раннее. Давление в камере сгорания при этом достигает максимума до достижения поршнем верхней мертвой точки и оказывает противодействующее воздействие на поршень. Раннее зажигание может явиться причиной возникновения детонации. Если угол опережения зажигания меньше оптимального, зажигание позднее, в этом случае двигатель перегревается.
На начальную фазу сгорания влияет энергия и длительность искрового разряда в свече. В современных системах энергия разряда достигает 50 МДж, а его длительность 1 - 2,5 мс.
32. Устройство и характеристика электрофакельного подогревателя.
На дизелях устанавливают электрофакельные подогреватели воздуха во впускном трубопроводе, что в сочетании с маловязким моторным маслом позволяет снизить минимальную температуру пуска холодного дизеля на 10-15°С. В электрофакельных подогревателях через электрическую спираль проходит ток небольшой силы, так как она служит только для подогрева, испарения и зажигания топлива. Воздух во впускном трубопроводе подогревается за счет теплоты сгорания топливо-воздушной смеси.
Электрофакельное устройство дизелей, автомобилей ЗИЛ моделей 133ГЯ, 133ВЯ cоcтоит из двухфакельных штифтовых свечей, электромагнитного топливного клапана, добавочного резистора с термореле, кнопочного выключателя, реле электрофакельного устройства, реле отключения обмотки возбуждения генератора, контрольной лампы и топливопроводов.
Дозирование топлива, его испарение, смешивание с воздухом, воспламенение и сгорание происходят в факельной штифтовой свече. Топливо подаваемое к свече, очищается фильтром, дозируется жиклером, проходит по кольцевой полости между кольцевой вставкой и нагревателем. Объемная испарительная сетка в нижней части факельной свечи имеет большую поверхность и облегчает испарение топлива. Сетка окружена защитным экраном с отверстиями для прохода воздуха. Экран предотвращает затухание пламени при увеличении скорости воздушного потока во впускном трубопроводе после пуска двигателя.
Электромагнитный топливный клапан открывает подачу топлива к факельным штифтовым свечам при подключении катушки к аккумуляторной батарее. При отключении, электромагнитный клапан закрывается под действием пружины. Топливо к электромагнитному клапану подводится из системы питания дизеля.
Термореле имеет контакты и биметаллическую пластину, расположенные внутри спирали добавочного резистора. По мере прогрева за счет теплоты, выделяемой добавочным резистором, биметаллическая пластина деформируется и замыкает контакты реле. Добавочный резистор уменьшает силу тока во время предварительного нагрева штифта факельной свечи и замыкается накоротко в момент включения стартера.
Техническая характеристика факельных свечей
|
Параметры
|
11.3740 (Камаз, Урал, Вольво) 111.3740 (БелАЗ, МАЗ, КрАЗ)
|
13.3740
(ЗИЛ-133)
|
|
Номинальное напряжение, В
Сила потребляемого тока, А
Температура нагрева при номинальной силы тока, С
Время нагрева, с
Пропускная способность по топливу, см3/мин
Масса, кг
|
19
11-12
1040-1230
90
5,5-6,5
0,13
|
9,5
21-23
1080-1150
90
7,5-8,5
0,13
|
33. Общие сведения о приборах освещения, коммутационная аппаратура. Система обозначения световых приборов.
Коммутационная аппаратура включает центральный и ножной переключатели света фар, переключатель указателей поворота с автоматическим выключением, выключатель массы, выключатель ламп указателей поворота задних фонарей, включатель света «стоп», переключатели и выключатели в электрических цепях освещения, розетки прицепа или полуприцепа, монтажно-соединительные устройства и предохранители. Переключатель П39, предназначенный для переключения света фар с ближнего на дальний и наоборот, устанавливается на полу кабины. Клемма переключателя с обозначением БАТ соединяется с центральным переключателем света. Остальные две клеммы соединяются: одна с нитью дальнего света, другая — с нитью ближнего света ламп накаливания фар. Центральный переключатель П305 предназначен для включения, переключения и выключения осветительных приборов автомобиля. Контактная часть переключателя ползункового типа имеет вытяжное управление.
Предохранитель и реостат изменения накала ламп не устанавливаются. Включатель массы ВК318-Б включен в цепь провода, соединяющего минус аккумуляторных батарей с массой автомобиля, предохраняет батареи оттоков утечки при неработающем двигателе либо обеспечивает отключение потребителей при неисправностях в электрической цепи. Включатель массы установлен слева от сиденья водителя на полу кабины. Включение контактов производится нажатием на центральную кнопку, выключение — на боковую кнопку. Включатель, ВК700 предназначен для включения или выключения сигнальных ламп задних указателей поворота на автомобиле при его работе в составе автопоезда и установлен на задней поперечине рамы автомобиля. Переключатель П105А предназначен для включения правых или левых указателей поворотов.
По окончании поворота автомобиля рычаг и контактная система автоматически возвращаются в нейтральное положение Корпус переключателя с помощью специального кронштейна крепится к рулевой колонке. Включение в цепь сигнализации осуществляется шестью проводами ПГВА: провод зеленого цвета подключается к включателю стоп-сигнала; белого цвета — к правому переднему указателю поворота; желтого цвета — к левому переднему указателю; розового цвета — к правому заднему указателю; голубого цвета -— к левому заднему указателю; серого цвета, питающий, подключается к реле поворота РС401. Предохранители служат для защиты электропроводов, агрегатов и приборов электрооборудования от резкого увеличения токов в случае короткого замыкания.
На автомобиле установлены два блока предохранителей с плавкими вставками ПР13-А (на 10, 20, 40 А) и ПР107 (на 6, 20, 40 А), два кнопочных биметаллических предохранителя ПР2-Б и один предохранитель с плавкой вставкой на 2 А в стеклянной трубке. Сгоревшую вставку можно перезарядить закреплением в лапках держателя отрезка медной проволоки, взятой из запасной намотки. Диаметр проволоки для каждой вставки указан в таблице на внутренней стороне крышки блока предохранителей. Для вставок на 6 А он равен 0,2 мм, на 10 А —0,25 мм, на 20 А —0,36 мм, на 40 А — 0,51 мм.
К приборам освещения и световой сигнализации автомобилей МАЗ и КрАЗ относятся: фары, подфарники /, противо-туманные фары, задние габаритные фонари , лампы освещения приборов, контроль�ная лампа «Дальний свет», центральный переключатель света, ножной переключатель света, включатель противотуманных фар, включатель сигнала «Стоп», переключатель указателей поворота, реле-прерыватель ука�зателей поворота, конт�рольная лампочка указателей поворота, блок предохранителей .
Фары служат для освещения пути движе�ния автомобиля в ноч�ное время. Они установ�лены в панели передка автомобиля. Фара состоит из двух основных частей: полуразборного опти�ческого элемента и штампованного стального корпуса. Рефлектор оптического элемента изготовлен из стали и покрыт тонким слоем алюминия. Источником света в оптическом элемен�те является двухнитевая электрическая лампа на 40 и 60 св. Она прижимается к рефлектору пружинными контактами патрона. Включение нити 60 "ев дает дальний свет, а на 40 ев — ближний. Фары с дальнего света на ближний могут переключаться нож�ным переключателем, расположенным на наклонной панели пола кабины. При включении дальнего света загорается контрольная лампочка в спидометре на панели при�боров.
|
Подфарники служат для обозначе�ния габаритов автомобиля и являются передними ука�зателями поворотов благо�даря наличию в них ламп с двумя нитями 32 и 4 св. Нить на 32 ев служит для сигнала поворота, а на 4 св.—для обозначения габаритов автомобиля.
Над кругом знака официального утверждения фар головного освещения наносят квадрат, в который вписывают буквы С, Я, S, Н. Единичные буквы С или же Я означают, что фара удовлетворяет международным нормам только в отношении ближнего или же дальнего света. Присутствие в квадрате двух букв CR говорит про то, что оптическая система фары рассчитана на работу в режимах как ближнего, так и дальнего света. Для обозначения цельностеклянного оптического элемента (лампы-фары) в квадрат вводят букву S. Отсутствие буквы S говорит об использовании металлостеклянного элемента. Фары с дополнительной буквой Н в квадрате рассчитаны на применение только галогенных ламп. Цифры справа от круга на фарах с галогенными лампами соответствуют округленному маркировочному значению максимальной силы света галогенного оптического элемента при дальнем свете.
Для противотуманных фар и фонарей над кругом проставляют букву В. На рассеивателях задних габаритных огней в квадрате над кругом стоит буква Я. Передние габаритлые огни обозначают буквой А. На фонарях заднего хода проставляют символ. Для фонарей освещения номерного знака добавочные надписи над кругом не предусмотрены.
Знак официального утверждения указателей поворота отличается тем, что над кругом дано обозначение категории светового прибора. К категории 7 относят передние указатели поворота, к категориям 2а и 2Ь поэтому одно- и двухрежимные задние указатели поворота. Всевозможные типы боковых указателей поворота разделены на категории 3, 4 и 5. К категории 3 относятся передние боковые указатели поворота, предназначенные для использования на транспортном средстве, не имеющем других указателей поворота. Передние боковые указатели поворота категории 4 устанавливают в том случае, в случае если на транспортном средстве уже установлены указатели поворота категорий 2а или же 2б. На. транспортных средствах, где есть указатели поворота категорий 1 \л2(2а или же 2б), имеют все шансы устанавливать добавочные боковые указатели поворота категории 5.
34. Действительный цикл карбюраторного двигателя.
Рассмотрим схему, индикаторную диаграмму в р V-координатах (рис. 3.4, а) и диаграмму фаз газораспределения (рис. 3.4, б) четырехтактного карбюраторного двигателя. Для наглядности и лучшего понимания процессов цикла в pV-координатах их продолжительность отмечена и на диаграмме фаз газораспределения.
Процесс впуска горючей смеси теоретически проходит от точки г до точки а. Фактически он начинается в точке А, соответствующей началу открытия впускного клапана, и заканчивается после н.м.т. в точке Б. Это необходимо для дозарядки цилиндра горючей смесью за счет использования инерции массы заряда, поступающего с большой скоростью через систему впуска. Горючая смесь в цилиндре двигателя смешивается с остаточными газами и образует рабочую смесь. Она сжимается по политропному процессу: рс =раn1.
Процесс сжатия происходит от точки а до точки С. В конце сжатия рабочая смесь с некоторым опережением по отношению к в.м.т. (точка В) зажигается искрой от свечи зажигания. Пламя от очага воспламенения распространяется по всему объему камеры сгорания с большой скоростью (30...50 м/с), обеспечивая выделение теплоты вблизи в.м.т. При этом давление и температура газов существенно возрастают. Процесс сгорания происходит от точки В до точки z'. Продолжительность процесса сгорания соответствует углу поворота коленчатого вала 30...40°; при этом резко повышаются давление и температура.
В процессе расширения газы совершают полезную работу; давление и температура их понижаются по закону политропы: pв = pz/n2. К моменту открытия выпускного клапана (точка Г) давление газов в цилиндре больше давления окружающей среды. Поэтому в начальной стадии выпуска отработавшие газы выходят из цилиндра со скоростью до 500 м/с, что в 1,5 раза больше скорости звука, а после н.м.т. выталкиваются поршнем.
Процесс выпуска (очистки цилиндра) отработавших газов (линия ГАrД) заканчивается к моменту закрытия выпускного клапана (точка Д).
На рисунке 3.4 изображена индикаторная диаграмма, характеризующая протекание действительного цикла четырехтактного карбюраторного двигателя при нормальных его регулировках и техническом состоянии. Вид диаграммы может существенно измениться при нарушении регулировок состава смеси и опережения зажигания, применении бензиновых топлив с низкой детонационной стойкостью и по другим причинам.
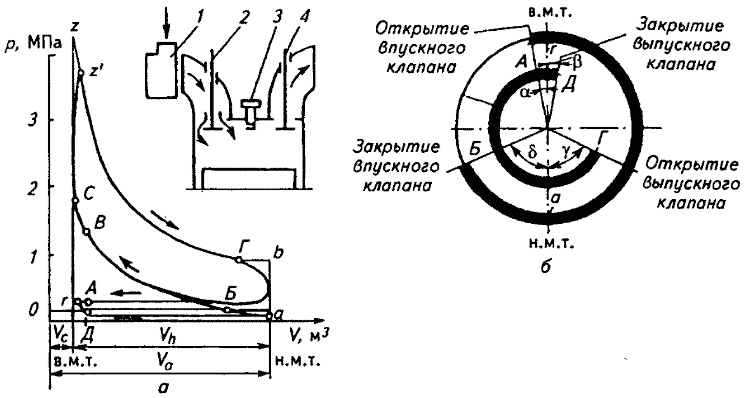
Рис. 3.4. Схема, индикаторная диаграмма (о) и диаграмма фаз газораспределения (б) четырехтактного карбюраторного двигателя:
1 — карбюратор; 2 — впускной клапан; 3 — свеча зажигания; 4 — выпускной клапан
|
|
|
|
|
35. Действительный цикл дизельного двигателя.
Действительный цикл работы тихоходных дизельных двигателей близок к теоретическому. Однако рабочий процесс быстроходных дизельных двигателей, к которым относятся автомобильные двигатели, имеет свои особенности. Для воспламенения первых частиц топлива, впрыскиваемых в цилиндр, требуется некоторый период времени, называемый периодом задержки воспламенения.
Такая задержка необходима для подготовки топлива к самовоспламенению. В нем под действием высокого давления и температуры происходят определенные физические и химические процессы, предшествующие воспламенению. Чем выше давление и температура, тем быстрее протекают эти процессы. За период задержки воспламенения в камеру сгорания успевает поступить значительная часть порции впрыскиваемого топлива, поэтому в результате его воспламенения и сгорания давление и температура в камере резко повышаются.
Благодаря этому создаются более благоприятные условия для воспламенения частиц топлива, поступающих вслед за сгоревшими: они сгорают почти сразу же после впрыскивания в цилиндр. Давление в этот период процесса сгорания остается почти неизменным. Поскольку в первый период сгорания давление резко возрастает, а затем остается постоянным, цикл работы быстроходного дизельного двигателя называют смешанным.
Следовательно, при работе двигателя по смешанному циклу часть топлива сгорает при постоянном объеме, а часть — при постоянном давлении. Действительный рабочий процесс быстроходного дизельного двигателя может быть графически изображен диаграммой (рис. 5).
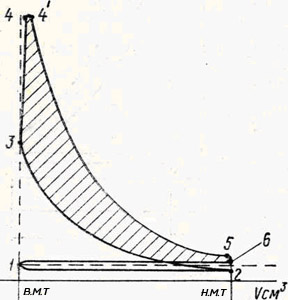
Рис. 5. Диаграмма рабочего процесса четырехтактного дизельного двигателя
Пользуясь диаграммой, рассмотрим процесс работы четырехтактного дизельного двигателя.
Такт впуска. Поршень движется от верхней мертвой точки (в.м.т.) к нижней мертвой точке (н.м.т.). Впускной клапан открыт, и под действием разрежения из впускного трубопровода в цилиндр поступает воздух (линия 1-2 на диаграмме). При этом давление в цилиндре составляет 0,085—0,095 МПа, а температура воздуха - 40-60°С.
Такт сжатия. Поршень движется от н.м.т. к в.м.т. После закрытия впускного клапана цилиндр разобщается с внешней средой и в нем происходит сжатие воздуха. Благодаря высокой степени сжатия давление в цилиндре к концу этого такта повышается до 4,0-5,0 МПа (линия 2-3), а температура сжатого воздуха достигает 620-700°С.
Когда поршень приближается к в.м.т., в цилиндр через форсунку впрыскивается под большим давлением мелко распыленное топливо, самовоспламеняющееся под действием высокой температуры сжатого воздуха. В результате сгорания топлива давление газов в цилиндре повышается до 6,0-8,0 МПа (линия 3-4), а температура газов достигает 1800-2000°С.
Такт расширения. Поршень движется от в.м.т. к н.м.т. Оба клапана закрыты, и в цилиндре происходит расширение продуктов сгорания, сопровождающееся падением давления и температуры. При этом расширяющиеся газы выполняют полезную работу. Под их действием поршень совершает поступательное движение, преобразуемое кривошипно-шатунным механизмом во вращательное движение коленчатого вала. К моменту открытия выпускного клапана давление в цилиндре снижается до 0,3-0,4 МПа (линия 4-5), а температура газов - до 600-700°С.
Такт выпуска. При открытии выпускного клапана (точка 5 на диаграмме) давление в цилиндре сразу резко падает. Поршень, совершая движение от н.м.т. к в.м.т., вытесняет отработавшие газы через открытый выпускной клапан и выпускной трубопровод в атмосферу. Вследствие сопротивления отработавших газов давление в цилиндре превышает атмосферное и составляет в среднем около 0,12 МПа (линия 6-1). Отработавшие газы сохраняют высокую температуру (около 600°С).
Величина давления в цилиндрах дизельного двигателя в период сжатия и сгорания значительно выше, чем у карбюраторных двигателей, поэтому конструкция дизельных двигателей должна быть более прочной.
36. Индикаторные показатели ДВС.
Индикаторные показатели характеризуют работу газов внутри цилиндра двигателя. К ним относятся среднее индикаторное давление, индикаторная мощность, индикаторный КПД и индикаторный удельный расход топлива.
Среднее индикаторное давление
Среднее индикаторное давление pi — это значение условного постоянного давления в цилиндре двигателя, при котором работа, произведенная рабочим телом за один такт, равнялась бы индикаторной работе реального цикла. Исходя из этого определения, индикаторная работа цикла
Li = piFs,
где F— площадь поршня; s — ход поршня.
Вместе с тем среднее индикаторное давление — величина, равная индикаторной работе цикла, приходящейся на единицу рабочего объема цилиндра
pi = Li/Vh,
где Vh = Fs.
Обычно pi измеряют в единицах удельной работы: Дж/л или МПа.
При номинальном режиме работы двигателей значения pi находят в следующих пределах: для четырехтактных двигателей с искровым зажиганием без наддува, работающих на бензине (карбюраторных, с впрыском легкого топлива), 0,8... 1,2 МПа; для четырехтактных газовых с искровым зажиганием 0,5...0,7 МПа; для четырехтактных дизелей без наддува 0,75...1,05 МПа, с наддувом до 2,2 МПа; для двухтактных карбюраторных с кривошипно-ка-мерной продувкой 0,25—0,45 МПа; для двухтактных дизелей без наддува 0,35...0,7 МПа, с наддувом до 1,2 МПа.
В автомобильных дизелях с низким и средним наддувом pi = = 1,2...1,5 МПа.
Индикаторная мощность
Индикаторная мощность Ni — это работа, совершаемая газами внутри цилиндра в единицу времени, или мощность, соответствующая индикаторной работе цикла. Индикаторная работа:
за цикл Li = piVh,
в минуту Liмин = Li • 2n/дв,
где n — частота вращения двигателя, мин-1; 2л/тдв — число циклов в минуту в одном цилиндре; тдв — коэффициент тактности двигателя (число ходов поршня за один цикл).
Индикаторная мощность двигателя
Ni = Li • 2ni/(дв • 60 • 103) = piVhni/(3 • 104дв),
где i — число цилиндров двигателя.
Принимая pi в мегапаскалях, a Vh в литрах, получаем мощность в киловаттах (кВт)
Ni=piVhni/(30дв).
Индикаторный КПД
Индикаторный КПД ni — это отношение работы L-, действительного цикла к подведенной теплоте >,, равной низшей теплоте сгорания цикловой дозы топлива:
ni = Li/Qi
Индикаторную работу цикла Li,- определяют по индикаторной диаграмме в рV-координатах.
По значению ni оценивают степень использования теплоты в действительном цикле.
Индикаторный удельный расход топлива
Индикаторный удельный расход топлива gi — количество топлива, расходуемого в двигателе за 1 ч, отнесенное к индикаторной мощности, развиваемой двигателем. По значению gi оценивают эффективность теплоиспользования при работе на топливе одного вида. При работе на топливах с различной удельной теплотой сгорания QH такая оценка возможна только по значению ni. Единица измерения gi: г/(кВт • ч).
При известных индикаторной мощности Ni и расходе топлива GT индикаторный удельный расход топлива определяют по формуле
gi = 103GT/Ni,
Для современных автомобильных двигателей, работающих на номинальном режиме, значения индикаторного КПД находятся в пределах: для карбюраторных двигателей 0,28...0,38; для дизелей 0,42...0,52. При этом удельный индикаторный расход топлива составляет: для карбюраторных двигателей 235...290 г/(кВт • ч); для дизелей 175...220 г/(кВт • ч).
37. Эффективные показатели ДВС.
Эффективные показатели работы двигателя: среднее эффективное давление, эффективная мощность, механический КПД и эффективный удельный расход топлива.
Среднее эффективное давление
Среднее эффективное давление ре — условное постоянное давление в цилиндрах двигателя, при котором работа, производимая в них за один такт, равна эффективной работе за цикл. Оно, так же как и среднее индикаторное давление, — мера удельной работы. Единица измерения: МПа или Дж/л.
Среднее эффективное давление можно представить как отношение эффективной работы Le двигателя за один цикл к рабочему объему цилиндра Vh:
ре = Le/Vh.
Это давление можно также представить как разность между средним индикаторным давлением рi- и средним давлением механических потерь рм, т. е.
ре = рi-рм
При работе автомобильных двигателей на номинальном режиме значения ре находятся в следующих пределах: для четырехтактных карбюраторных двигателей 0,6...1,1 МПа; для четырехтактных дизелей без наддува 0,55...0,85 МПа; с наддувом до 2 МПа; для газовых двигателей 0,5...0,75 МПа; для двухтактных высокооборотных дизелей 0,4...0,75 МПа.
Эффективная мощность
Эффективная мощность Ne — это мощность на коленчатом валу двигателя, передаваемая трансмиссии. Эффективная мощность меньше индикаторной на величину мощности Nм, затрачиваемой на преодоление механических потерь:
Ne = Ni - Nм
По аналогии с индикаторной мощностью эффективную мощность (кВт) можно рассчитать по следующей формуле:
Ne = реVhni/(30дв).
Механический КПД
Механический КПД nм — оценочный показатель механических потерь в двигателе:
nм = LeLi = ре/рi = Me/Mi = Ne/Ni.
При работе автомобильных двигателей на номинальном режиме значение находится в следующих пределах: для четырехтактных карбюраторных двигателей 0,7...0,85; для четырехтактных дизелей без наддува 0,7...0,82, с наддувом 0,8—0,9; для газовых двигателей 0,75...0,85; для двухтактных высокооборотных дизелей 0,7-0,85.
Эффективный удельный расход топлива
Эффективный удельный расход топлива ge при известных эффективной мощности Ne и расходе топлива GT определяют по формуле:
ge = 103Gт/Ne
Единица измерения эффективного удельного расхода топлива: г/(кВт • ч).
При работе двигателя на жидком топливе связь между ge и nе следующая:
nе = 3,6 • 103/(geQн)
Для автомобильных двигателей, работающих на номинальном режиме, значения эффективного КПД находятся в следующих пределах: для карбюраторных двигателей 0,25...0,33; для дизелей 0,35—0,4. При этом значение эффективного удельного расхода топлива составляет: для карбюраторных двигателей 300...370 г/ (кВт • ч); для дизелей с неразделенными камерами сгорания 245...270 г/(кВт • ч).
38. Показатели экономичности двигателя. Способы улучшения экономичности.
Склонность бензинов к калильному зажиганию. При полной оценке качества автобензинов определяют также их способность к калильному зажиганию — косвенный показатель склонности к нагарообразованию. Калильное число — показатель, характеризующий вероятность возникновения неуправляемого воспламенения горючей смеси в цилиндрах двигателя вне зависимости от момента подачи искры свечей зажигания. Оно связано с появлением "горячих" точек в камере сгорания . Калильное зажигание делает процесс сгорания неуправляемым. Оно сопровождается снижением мощности и топливной экономичности двигателя и т.д. Калильное зажигание принципиально отличается от детонационного сгорания. Сгорание рабочей смеси после калильного зажигания может протекать с нормальными скоростями без детонации. КЧ выше у ароматических углеводородов и низкое у изопарафинов. ТЭС и сернистые соединения повышают склонность бензина к отложениям нагара. Основные направления борьбы с калильным зажиганием — это снижение содержания ароматических углеводородов в бензине, улу1 шение полноты сгорания путем совершенствования конструкций ДВС и применение присадок .
Ускоренное окисление бензинов при применении в карбюраторных двигателях вызывает образование смолистых отложений во впускном трубопроводе. Здесь благодаря действию воздуха, повышенной температуры и металла создаются наиболее благоприятные условия для окисления бензина, причем происходит энергичное радикально-цепное окисление не только углеводородной части бензина, но и ранее накопившихся смолистых веществ с образованием продуктов, не растворяющихся в бензине. Отложения во впускном трубопроводе уменьшают его проходное сечение и затрудняют подвод тепла к рабочей смеси. Вследствие этого ухудшается наполнение цилиндров и затрудняется испарение топлива, что, в свою очередь, приводит к снижению мощности и экономичности двигателя. Состав отложений по ходу впускного тракта не постоянен. Отложения, образующиеся непосредственно за карбюратором, в основном состоят из асфальте-нов. В отложениях на тюльпанах впускного клапана всего 3— 5% асфальтенов, а 2/з отложений составляют карбены и карбо-иды .
Преждевременное воспламенение горючей смеси сопровождается снижением мощности и топливной экономичности двигателя, а в ряде случаев приводит к прогоранию и механическому разрушению поршней, залеганию колец и другим механическим повреждениям деталей цилиндро-поршневой группы . Оценку склонности бензина к калильному зажиганию проводят по двум, принципиально разным методикам.
Таким образом, калильное зажигание нарушает нормальное протекание процесса сгорания, делает его неуправляемым, приводит к снижению мощности и ухудшению экономичности двигателя. Интенсивное калильное зажигание вызывает прогорание и механическое разрушение поршней, залегание поршневых колец, ~обгорание кромок поршней и клапанов, разрушение подшипников, обрыв шатунов и поломку коленчатых валов. В последнее время зарубежные специалисты расценивают борьбу с преждевременным воспламенением в двигателях Рис. 25. Калильные свойства углеводородов : с ВЫСОКОЙ степенью сжатия
Отложения, образующиеся во впускном трубопроводе, обладают плохой теплопроводностью, что затрудняет подвод тепла к рабочей смеси и тем самым ухудшает условия испарения топлива. Огложения такого типа, образующиеся на штоках и тарелках впускных клапанов, нарушают нормальную работу клапанного механизма и могут привести к зависанию клапанов. Все эти явления сопровождаются снижением мощности и экономичности двигателя.
При окислении нестабильных углеводородов и неуглеводородных примесей в бензинах образуются высокомолекулярные смолистые вещества. При испарении бензина в диффузоре карбюратора и впускном трубопроводе смолистые соединения могут отлагаться на стенках и под действием высокой температуры превращаться в твердые отложения. Слой таких отложений на стенках впускного трубопровода создает дополнительное сопротивление для горючей смеси, затрудняет подвод тепла к смеси и ухудшает условия испарения. Подобные отложения на штоках и тарелках клапанов нгзру-шают работу клапанного механизма и могут привести к «зависанию» клапанов. Все эти явления сопровождаются снижением мощности и экономичности двигателя. -"—' Для оценки склонности бензинов к образованию отложений во впускной системе разработаны специальные лабораторные методы. Суть методов состоит в определении массы смолистых веществ, остающихся в стаканчиках после испарения бензина в струе воздуха или в струе водяного пара . Смолы, определенные такими методами, называют фактическими, т. е. присутствующими в бензине в данное время. Между содержанием фактических смол в бензине и массой отложений, образующихся во впускном трубопроводе двигателя, установлена прямолинейная зависимость {ртгсГТ). В связи с тем, что содержание фактических смол во время хранения возрастает, установлены две нормы — одна на g зво месте производства бензина, другая ^ 2дА господство в воздухе, стремление летать выше, дальше и быстрее всех определили бурное развитие двигателя этого типа. Совершенствование двигателя шло по пути снижения его удельного веса , повышения литровой мощности , увеличения общей мощности, повышения к.п.д. и экономичности двигателя.
Во впускном трубопроводе двигателя и на клапанах, они приводят к падению мощности и экономичности двигателя, а иногда и к полной его аварийной остановке .
Детонация вызывает резкое уменьшение мощности и экономичности двигателя и действует разрушительно на ряд основных деталей. Борьба с детонацией прежде всего является борьбой за рациональную организацию сгорания топлива, в которой проблема подбора топлива играет решающую роль в качестве одного из наиболее эффективных методов уменьшения склонности двигателя к детонации. Чрезвычайная сложность явления детонации обусловила то, что, несмотря на огромное число исследований, посвященных этому явлению, природа его до сих пор еще не вполне установлена, как равно еще. недостаточно учтена степень влияния на детонацию различных факторов. Несомненно, что детонация представляет собою особый характер протекания сгорания в двигателе, сопровождающегося очень быстрым воспламенением горючей смеси и связанной с этим большой скоростью выделения тепловой энергии. Переход нормального сгорания в детонацию может быть связан не только с громадным увеличением скорости протекания реакций, но также и с изменением характера реакций сгорания. Процесс детонации включает одновременно достаточно быстрое протекание реакций, обусловливающих бурное выделение энергии, и связанные с этим физические явления, влияющие как на состояние рабочего тела, так и на протекание самих исходных реакций. Явление детонации, обусловленное процессами, происходящими в газах, зависит почти от всех параметров работы двигателя, так как они отражаются на характере этих процессов, воздействуя или непосредственно на химический состав горючей смеси.
В то же время утяжеление топлива ухудшает условия распиливания, уменьшает скорость образования рабочей смеси, приводит к повышенному дымлению и снижению экономичности двигателя. Оптимальный фракционный состав диктуется конструктивными особенностями дизелей и условиями их эксплуатации. Так, стандартом на дизельное топливо для автотракторных, тепловозных и судовых дизелей установлены следующие температуры перетопки 50% топлива: летнего—не выше 2?0°С, зимнего —не выше 250 °С, арктического — не выше 240 °С.
Совершенствование ВРД и реактивных самолетов всегда было направлено на дальнейшее увеличение высоты и скоростей полета, повышение моторесурса, надежности и экономичности двигателей, обеспечение безопасности полетов. В зависимости от развиваемых скорости и высоты полета принято классифицировать ВРД и соответственно топлива на два типа: для дозвуковых и сверхзвуковых реактивных самолетов.
Некоторые данные свидетельствуют о том, что углеводороды и углеводородные топлива лишь незначительно различаются по теплоте сгорания, поэтому повышение мощности или экономичности двигателей за счет использования бензинов с каким-то повышенным «энергозапасом» не представляется возможным. Каких-либо присадок или добавок, резко повышающих теплоту сгорания, пока не найдено. Для некоторых специальных целей теплоту сгорания углеводородных топлив увеличивают за счет использования индивидуальных углеводородов ацетиленового ряда, добавления металлических суспензий, боргидридов и т. п. Однако такие способы слишком дороги, ограничены ресурсами.
Стремление к более полному использованию детонационной стойкости топлива и улучшению топливной экономичности двигателей на частичных нагрузках привело к созданию ряда конструкций дви-, гателей с переменной степенью сжатия . Предлагаемые конструкции предусматривают увеличение степени сжатия двигателя при работе на частичных нагрузках, когда это не лимитируется детонацией. К сожалению, конструктивные усложнения, вводимые в двигателях с переменной степенью сжатия, пока столь велики, что они не компенсируются получаемыми преимуществами.
Образование нагара в цилиндрах приводит к снижению мощности и топливной экономичности двигателей и сокращает срок их службы. 'Уменьшение нагарообразования может быть достигнуто улучшением качества применяемых топлив, совершенствованием
камерах других типов, может оставаться на уровне 100— 130 кг,'см2. Экономичность этих двигателей приближается к экономичности двигателей с неразделенной камерой.
В зависимости от функционального назначения и условий эксплуатации техника комплектуется двигателями внутреннего сгорания с разными технико-эксплуатационными параметрами и мощностью — карбюраторными, дизельными, воздушно-реактивными, газотурбинными. В результате определяется объем потребления моторных топлив по их видам и качественной характеристике— автомобильные и авиационные бензины, реактивные, дизельные, моторные , газотурбинные топлива. Качественные требования к этим топливам функционально зависят от условий эксплуатации техники, в том числе природно-климатических, и степени форсирования двигателей. Потребность в моторных топливах даже при условии роста объемов работ и парка технических средств может быть снижена за счет улучшения топливной экономичности двигателей и технических средств .
В связи с этим в ведущих капиталистических странах — крупных продуцентах автомобилей — в период энергетического кризиса был широко развернут комплекс научно-технических работ по повышению топливной экономичности двигателей и автомобиля в целом. Эти работы ведутся в следующих основных направлениях: повышение эффективного к. п. д. двигателя и трансмиссии, снижение собственной массы автомобиля, применение электронной системы контроля режима работы двигателя, уменьшение аэродинамического сопротивления, снижение сопротивления качению. Большое значение придается также мастерству вождения автомобиля, качеству автомобильных дорог и оптимальной организации рабочих процессов при эксплуатации.
Карбюраторная система приготовления смеси претерпела длительный путь развития и усовершенствования отдельных узлов вплоть до применения систем современных многокамерных карбюраторов. Относительная простота конструкции и технического обслуживания карбюратора, высокая эксплуатационная надежность все еще обусловливают массовое применение его в автомобильной технике. Однако в связи с необходимостью повышения топливной экономичности двигателей и уменьшения их экологической опасности в последние годы электронная промышленность освоила микросхемы и микропроцессоры для создания надежного и оптимального дозирования топлива на всех режимах работы двигателя.
Некоторые данные свидетельствуют о том, что углеводороды и углеводородные топлива лишь незначительно различаются по теплоте сгорания, поэтому повышение мощности или экономичности двигателей за счет использования бензинов с каким-то повышенным «энергозапасом» не представляется возможным. Стремление к более полному использованию детонационной стойкости топлива и улучшению топливной экономичности двигателей на частичных нагрузках привело к созданию ряда конструкций двигателей с переменной степенью сжатия. Предлагаемые конструкции предусматривают увеличение степени сжатия двигателя при работе на частичных нагрузках,
Ужесточение экологических требований к качеству смазочных материалов в первую очередь сказалось на стремлении эксплуатационников к выбору высококачественных моторных масел с повышенным ресурсом для снижения их удельного расхода, увеличения сроков смены и снижения содержания токсичных компонентов в выхлопных газах автомобильных двигателей. Высокие темпы дизелизации транспорта привели к качественному обновлению ассортимента потребляемых масел, не увеличив объема их производства. Формулирование требований к качеству смазочных материалов исходит, таким образом, из необходимости повышения экономичности двигателей и снижения экологической опас ности при их эксплуатации.
Повышение экономичности и мощности двигателей всех типов может быть осуществлено за счет снижения механических потерь, на преодоление которых затрачивается 8... 12 % теплоты сгорании топлива. Значение механического КПД можно увеличить, уменьшая потери на трение деталей КШМ и на приведение вспомогательных механизмов двигателя и увеличивая индикаторную мощность Р. Необходимо также учитывать, что наибольшая величина Мм имеет место при работе двигателя на полной нагрузке при малых скоростных режимах. Для уменьшения механических потерь в приводе, например, вентилятора системы охлаждения там устанавливают автоматически отключаемую муфту, что позволяет уменьшать потери мощности на привод вентилятора путем его отключения на некоторых режимах работы. Увеличение коэффициента наполнения в современных быстроходных двигателях обеспечивается применением верхнего расположения клапанов, двухкамерных карбюраторов, автоматического регулирования фаз газораспределения, уменьшением сопротивления впускной системы. Одним из наиболее эффективных мероприятий, увеличивающих литровую мощность двигателя, является наддув. Под наддувом понимается принудительная подача свежего заряда в цилиндры двигателя под давлением, превышающим давление окружающей среды. Из формулы (5.8) видно, что чем больше давление и меньше температура окружающей среды, определяющие давление и температуру при наполнении цилиндра, тем больше масса свежего заряда, а следовательно, мощность двигателя. Плотность, а значит, и массу свежего заряда можно значительно увеличить, повышая давление перед поступлением в цилиндры, что и делается при наддуве. Для наддува двигателей применяются центробежные и объемные нагнетатели. Привод центробежных нагнетателей осуществляется или от коленчатого вала двигателя, или от специальной газовой турбины, использующей энергию отработавших газов (газотурбинный наддув). Для охлаждения наддувочного воздуха применяют специальные охладители. Увеличение индикаторной мощности при газотурбинном наддуве приводит к некоторому росту х\ы и снижает удельный расход топ¬лива. При величине давления наддува рк = 0,15.. .0,2 МПа степень повышения эффективной мощности составляет |/ек =1,4...1,7, при рк > 0,2 МПа ieK > 2,0. В карбюраторных двигателях наддув почти не применяется из-за опасности возникновения детонации. Влияние частоты вращения коленчатого вала на литровую мощность двигателя необходимо оценивать по комплексному множителю лг)Учм- При повышении частоты вращения для фор¬сирования двигателя необходимо, чтобы этот множитель был максимальным. На развиваемую двигателем мощность и его экономичность оказывают влияние условия технической эксплуатации. Здесь прежде всего надо отметить необходимость организации оптимального технического обслуживания, соблюдения рекомендованных заводом-изготовителем технических регулировок в механизмах и системах двигателя. Оценка различных путей реализации рассмотренных направлений приводит к выводу, что наиболее эффективными методами повышении экономических показателей двигателя являются:
- повышение степени сжатия и использование бедных горючих смесей;
- совершенствование качества смесеобразования и повышение механического КПД;
- соблюдение условий технической эксплуатации двигателя. Повышения мощности двигателя, кроме того, можно достичь следующими способами:
- увеличением объема двигателя;
- повышением частоты вращения коленчатого вала;
- переходом с четырехтактного цикла на двухтактный;
- увеличением массы циклового заряда за счет совершенствования процесса газообмена и за счет наддува и промежуточного охлаждения заряда.
39. Механические потери в ДВС.
Часть индикаторной мощности двигателя затрачивается на преодоление механических потерь (внутренние потери и привод компрессора или продувочного насоса). Внутренние потери включают все виды механического трения, потери при газообмене и на привод вспомогательных механизмов (вентилятор, генератор, топливный и прочие насосы), вентиляционные потери, обусловленные движением деталей двигателя при больших скоростях в среде воздушно-масляной эмульсии и воздуха, газодинамические потери при протекании заряда в дизелях с разделенными камерами сгорания. Среднее давление механических потерь - удельная работа механических потерь при осуществлении одного цикла или работа механических потерь, приходящаяся на единицу рабочего объема цилиндра. Среднее давление механических потерь можно представить в виде суммы средних давлений потерь на трение, на газообмен, на привод вспомогательных механизмов, на привод компрессора и вентиляционных. pмл=Pт+pr+pв.м.+pk+pв. Мощность механических потерь : Nм.п.=Nт+Nr+Nв.м.+Nв+Nк
Для преодоления своих внутренних механических потерь даже самые безупречные двигатели внутреннего сгорания (далее - ДВС) затрачивают 12 – 20 % горючего. А если прибавить к этому не менее 10% потерь в трансмиссиях машин, то получится, что около 30 % топлива в ДВС расходуется для преодоления силы трения и на износ деталей машины.
Помимо миллионов автомобилей на сегодняшний день в мире существует миллионы единиц другой техники – дорожностроительной, сельскохозяйственной, специального назначения, электростанций, а также речной и морской транспорт. Сотни миллионов тонн топлива ежегодно сжигается в двигателях. А если учесть, что треть горючего расходуется для преодоления внутренних механических потерь, то одна из приоритетных задач – свести к минимуму этот расход. Даже снижение внутренних механических потерь в механизмах и машинах на 1 % позволят сэкономить миллиарды литров горючего, а в воздух не будут выбрасываться десятки миллионов тонн вредных веществ и парниковых газов. Будет сэкономлено миллионы тонн ограниченных и невосполняемых запасов, таких как нефть, природный газ.
40. Смесеобразование в дизельных двигателях.
дв Способ смесеобразования определяет устройство камеры сгорания дизельного двигателя.
В зависимости от устройства камеры сгорания существует несколько типов быстроходных дизельных двигателей, которые делятся на двигатели с неразделенными камерами сгорания, получившими название двигателей с непосредственным впрыском топлива, и двигатели с разделенными камерами предкамерного и вихревого типов.
У двигателей с непосредственным впрыском топлива весь объем камеры сгорания сосредоточен в надпоршневом пространстве, причем камеру сгорания часто располагают в днище поршня. В этом случае конфигурация камеры сгорания должна способствовать лучшему смесеобразованию. Основной объем камеры сгорания находится в выемке, расположенной в средней части днища поршня. Между выступающей периферийной частью поршня и головкой цилиндра в конце хода сжатия образуется кольцевой зазор, воздух из которого вытесняется в направлении камеры сгорания. При этом создаются вихревые потоки воздуха, обеспечивающие лучшее распыливание впрыскиваемого топлива и хорошее перемешивание его с воздухом.
Для наиболее равномерного распределения топлива по всему объему камеры сгорания применяют многодырчатые форсунки, создающие не одну, а несколько струй топлива: эти струи образуют общий факел распыливания.
Относительно небольшая поверхность камеры сгорания у двигателей с непосредственным впрыском топлива способствует снижению тепловых потерь и соответственно увеличению количества тепла, превращаемого в полезную работу. Поэтому двигатели с непосредственным впрыском топлива отличаются наибольшей топливной экономичностью и хорошими пусковыми качествами.
К недостаткам дизельных двигателей этого типа относится более жесткая работа, вызываемая высокими темпами нарастания давления.
Жесткость работы двигателя тем меньше, чем короче период задержки воспламенения топлива. Чтобы ускорить процесс подготовки топлива к самовоспламенению и, следовательно, уменьшить жесткость работы двигателя, факел распыливания поступающего в цилиндр топлива направляют так, чтобы частицы топлива попадали на наиболее нагретые участки камеры. Если камера сгорания расположена в днище поршня, топливо направляют на стенки углубления в днище, имеющие высокую температуру.
Компактные камеры сгорания двигателей с непосредственным впрыском топлива позволяют получить быстрое протекание процесса смесеобразования, что необходимо при повышении частоты вращения. С ростом быстроходности дизельных двигателей повышается их литровая мощность, поэтому они получили широкое применение в современных автомобилях.
У предкамерных дизельных двигателей камера сгорания разделена на две части: большая, основная, ее часть 2 находится над поршнем, а меньшая (около 30%) вынесена в предкамеру 1. Особенность рабочего процесса таких двигателей заключается в том, что топливо впрыскивается не в основное пространство камеры сгорания, а в предкамеру, соединенную с ним одним или несколькими отверстиями. Частично сгорая в предкамере, оно значительно повышает давление в ней. Под действием этого давления остальное топливо поступает в основную камеру сгорания. При этом оно хорошо распыливается и интенсивно перемешивается с воздухом в надпоршневом пространстве.
Благодаря высокой температуре в предкамере топливо хорошо подготавливается к сгоранию в основной камере, куда оно выбрасывается с большой силой, способствующей эффективному внутреннему смесеобразованию и наиболее полному сгоранию.
При этом давление в цилиндре нарастает равномерно, и предкамерный дизельный двигатель работает более мягко, чем двигатели с непосредственным впрыском топлива.
Дизельные двигатели предкамерного типа обеспечивают устойчивую работу без дымления в широком диапазоне частоты вращения, допускают меньшее давление впрыска топлива и весьма нетребовательны к сорту применяемого топлива.
К недостаткам описываемых двигателей относятся затрудненный их пуск в холодном состоянии и повышенный расход топлива.
В двигателях с вихревыми камерами сгорания предусматривается наибольшее завихрение воздуха в процессе сжатия. Вихревая камера 1 чаще всего представляет собой тело вращения. Она соединяется с надпоршневой полостью горловиной 2, направленной тангенциально по отношению к днищу поршня. Во время такта сжатия воздух, протекающий из надпоршневого пространства в камеру сгорания 3, сильно завихряется. Форсунку надо располагать так, чтобы струи впрыскиваемого топлива попадали в поток протекающего в камеру воздуха и интенсивно перемешивались с ним.
Вихревая камера занимает от 50 до 70% всего объема камеры сгорания. Топливо, попадая в вихревую камеру, частично сгорает в ней, а остальная часть под действием высокого давления выбрасывается в надпоршневое пространство, где полностью сгорает.
Повышение скорости перетекания воздуха улучшает смесеобразование, что позволяет увеличить быстроходность и повышает эффективность работы двигателя при любой частоте вращения вала.
Поскольку внутреннее смесеобразование осуществляется в основном в результате интенсивного завихрения воздуха, уменьшаются требования к тонкости распыливания топлива форсункой и равномерному распределению его по всему объему камеры. Благодаря этому на двигателях с вихревыми камерами можно устанавливать форсунки с одним отверстием в распылителе. Допускается также меньшее давление впрыска топлива. Для лучшего смесеобразования в надпоршневом пространстве на днище поршня под выходным отверстием соединительной горловины делают выемку.
В отличие от предкамерных дизельных двигателей двигатели с вихревыми камерами обладают лучшими пусковыми качествами.
Однако, как и у других двигателей с разделенной камерой, у них бывают дополнительные тепловые и газодинамические потери, вызываемые увеличенной поверхностью камеры сгорания и сопротивлением перетеканию воздуха и газов через горловину с относительно небольшим поперечным сечением. Поэтому полезная отдача у них ниже, чем у двигателей с неразделенной камерой.
41. Кинематика и динамика КШМ.
В автомобильных поршневых двигателях применяются в основном КШМ трех конструктивных схем: а) центральный, или оксиальный, — ось цилиндра пересекается с осью коленчатого вала; б) смещенный, или дезаксиальный, — ось цилиндра смещена на некоторое расстояние относительно оси коленчатого вала; в) с прицепным шатуном — два или более шатунов размещены на одной кривошипной шейке коленчатого вала. Наибольшее распространение в автомобильных двигателях получил центральный КШМ.
Проанализируем кинематику и динамику его работы. Задачей кинематического анализа КШМ является установление законов движения поршня и шатуна при известном законе движения кривошипа коленвала. При выводе основных закономерностей пренебрегают неравномерностью вращения коленчатого вала, считая, что его угловая скорость постоянна. За исходное принимают положение поршня, соответствующее ВМТ. Все величины, характеризующие кинематику механизма, выражают в функции угла поворота коленчатого вала.
Для современных автомобильных двигателей величина v колеблется в пределах 8...15 м/с. Чем выше средняя скорость поршня, тем быстрее изнашиваются направляющие поверхности цилиндра и поршня. Во время работы двигателя на каждый кривошип коленчатого вала действуют непрерывно и периодически изменяющиеся тангенциальные и нормальные силы, вызывающие в упругой системе узла коленвала переменные деформации кручения и изгиба.
Относительные угловые колебания сосредоточенных на валу масс, вызывающие закручивание отдельных участков вала, называются крутильными колебаниями. При известных условиях знакопеременные напряжения, вызываемые крутильными и изгибными колебаниями, могут привести к усталостной поломке вала. Расчеты и экспериментальные исследования показывают, что для коленчатых валов изгибные колебания менее опасны, чем крутильные. Поэтому в первом приближении при расчетах изгибными колебаниями можно пренебречь. Крутильные колебания коленчатого вала опасны не только для деталей КШМ, но и для приводов различных агрегатов двигателя и для агрегатов силовой передачи автомобиля.
Обычно расчет на крутильные колебания сводится к определению напряжений в коленчатом валу при резонансе, т.е. при совпадении частоты возбуждающей силы с одной из частот собственных колебаний вала. Если возникает необходимость в уменьшении возникающих напряжений, то на коленчатом валу устанавливают гасители крутильных колебаний (демпферы).
В авто¬тракторных двигателях наибольшее распространение имеют гасители внутреннего (резиновые) и жидкостного трения. Они работают на принципе поглощения энергии колебаний с последующим рассеиванием ее в виде тепла. Резиновый гаситель состоит из инерционной массы, привулканизированной через резиновую прокладку к диску. Диск жестко соединен с коленчатым валом. На резонансных режимах инерционная масса начинает колебаться, деформируя резиновую прокладку. Деформация последней способствует поглощению энергии колебаний и «расстраивает» резонансные колебания коленчатого вала. В гасителях жидкостного трения свободная инерционная масса помещается внутри герметически закрытого корпуса, жестко связанного с коленвалом. Пространство между стенками корпуса и массой заполнено специальной силиконовой жидкостью большой вязкости. При нагревании вязкость этой жидкости меняется незначительно. Гасители крутильных колебаний следует устанавливать в том месте вала, где имеется наибольшая амплитуда колебаний.
42. Эксплуатационные свойства автомобиля и их показатели.
Скоростная характеристика - графическое изображение зависимости мощности и крутящего момента от частоты вращения коленчатого вала двигателя. Если скоростную характеристику строят при полном открытии дроссельной заслонки (карбюраторный двигатель) или полной подаче топлива (дизельный двигатель) , то её называют внешней скоростной характеристикой двигателя.
На внешней скоростной характеристике двигателя отметим характерные точки:
- частота вращения коленчатого вала при максимальной мощности двигателя();
-минимальная частота вращения коленвала, при которой двигатель работает устойчиво;
-частота вращения коленчатого вала при максимальном крутящем моменте(M);
-текущая частота вращения коленчатого вала;
Тяговой характеристикой называется зависимость силы тяги на ведущих колесах автомобиля от скорости движения. Тяговую характеристику строят для всех передач переднего хода.
Динамическая характеристика- зависимость динамического фактора от скорости при полном открытии дроссельной заслонки, представленная для всех его передач.
С помощью динамической характеристики могут быть найдены:
- по заданным дорожным условиям определяем максимальную скорость установившегося движения и номер передачи
-определяем наибольший угол подъёма, преодолеваемый автомобилем
Ускорение, время и путь разгона
Графиком ускорений называется зависимость ускорений от скорости автомобиля для всех передач при полном открытии дроссельной заслонки.
При расчете графика времени и пути разгона в качестве исходных данных принимаем:
1) скорость и ускорение определенных при построении тяговой характеристики и графика ускорений;
2) определяем изменение скорости в i-том интервале;
3) определяем среднюю скорость в интервале;
4) определяем время изменения скорости на каждом интервале;
5) определяем среднюю скорость в i-том интервале;
6) определяем приращение пути на каждом интервале;
Топливо-экономической характеристикой называют зависимость путевого расхода топлива от скорости установившегося движения автомобиля при различных значениях коэффициента суммарного сопротивления дороги.
Расчет топливно-экономической характеристики проводим по методу профессора Н.А. Яковлева. Этот метод заключается в использовании безразмерных характеристик, пригодных для всех двигателей.
Тормозные свойства - способность автомобиля быстро снижать скорость вплоть до полной остановки.
В качестве измерителей тормозных свойств используют следующие показатели: замедление jТ, (м/с2); время торможения фс, (с); путь торможения ST,(м).
Проходимость - это эксплуатационное свойство, характеризующее способность автомобиля передвигаться по опорной поверхности, создающей большие сопротивления движению, обусловленные ее реологическими свойствами, сложным рельефом или наличием на ней локальных препятствий.
Геометрическая (профильная) проходимость характеризуется рядом показателей:
1) дорожный просвет hп=180 (мм);
2) передний свес lпс=785 (мм);
3) задний свес lзс=960 (мм);
4) угол переднего свеса впс=23°
5) угол заднего свеса взс=20°
6) продольный радиус проходимости спр=4,388 (м);
7) поперечный радиус проходимости спп=1,188 (м);
Показатели опорных свойств:
- Коэффициент сопротивления качения
- Величина среднего давления шин на грунт
К показателям сцепных свойств относят:
1) сцепная масса, приходящаяся на ведущие колеса
2) коэффициент сцепной массы
3) коэффициенты сцепления шин с опорной поверхностью
К показателям тяговых свойств относятся:
1) удельная сила тяги
2) удельная мощность
3) Относительный запас по силе тяги
4) Угол перекоса мостов представляет собой угол, образованный осями переднего и заднего моста при их предельном перекосе.
Угол перекоса мостов характеризует способность автомобиля двигаться по неровностям без потери контакта колес с опорной поверхностью. Это значительно снижает неравномерность распределения вертикальной нагрузки между колесами, способствует сохранению управляемости автомобиля и предотвращает падение силы тяги, создаваемой ведущими колесами.
Управляемость - свойство автомобиля точно следовать положению управляемых колес.
Устойчивость - свойство автомобиля двигаться в различных условиях без поперечного или продольного опрокидывания, без поперечного или продольного скольжения колес.
43. Требования, предъявляемые к конструкции автомобиля.
К конструкции автомобиля предъявляют производственные, эксплуатационные, потребительские требования и требования безопасности.
Производственные требования — это соответствие конструкции технологическим возможностям завода или передовым тенденциям перспективной технологии, минимальный расход материалов, минимальная трудоемкость, минимальная себестоимость.
Эксплуатационные требования — это топливная экономичность, курсовая устойчивость, управляемость, маневренность, плавность хода, проходимость, надежность, технологичность обслуживания и ремонта, минимальная себестоимость транспортных работ.
Потребительские требования — это малая стоимость автомобиля и его эксплуатации, безотказность и ремонтопригодность, безопасность, комфортабельность, легкость управления.
Требования безопасности распространяются на активную, пассивную, послеаварийную и экологическую безопасность автомобиля.
Активная безопасность автомобиля — свойство снижать вероятность возникновения дорожно-транспортных происшествий.
Это свойство заложено в конструкцию автомобиля (отсюда термин — конструктивная безопасность) и проявляется постоянно при движении и в аварийной ситуации. Этот вид безопасности характеризуется обзорностью, сигнализацией, освещенностью, эргономическими условиями рабочего места водителя, маневренностью, управляемостью, устойчивостью, скоростными и тормозными свойствами и др. Пассивная безопасность автомобиля— свойство снижать тяжесть последствий дорожно-транспортных происшествий. Внутреннюю пассивную безопасность характеризуют мероприятия, направленные на снижение травматизма водителя и пассажиров, обеспечение сохранности грузов, а внешнюю пассивную безопасность — снижение травматизма людей, находящихся вне автомобиля в процессе дорожно-транспортного происшествия.
Послеаварийная безопасность зависит от возможностей снизить тяжесть последствий аварии (аптечка, огнетушитель), эвакуации пострадавших и др.
Экологическая безопасность автомобиля __ свойство автомобиля уменьшать вредное влияние на окружающую среду (загазовывание атмосферы, запыление, осадки вредных веществ на придорожную полосу, нарушение травяного покрова, порча деревьев и кустарников, загрязнение почвы и водоемов, шум и вибрации и др.).
Параметры безопасности регламентируются ГОСТами, стандартами СЭВ и требованиями ЕК ООН и требуют внимания в процессе, как конструирования, так и эксплуатации автомобиля.
Все перечисленные требования не могут быть удовлетворены полностью. Отдельные входят в противоречие как между собой, так и с требованиями снижения стоимости, поэтому процесс конструирования автомобиля основан на принятии компромиссных решений, обеспечивающих оптимальное на момент разработки сочетание различных свойств, совокупность которых определяет качество автомобиля.
Международными соглашениями и законодательствами стран к автомобилям предъявляются отдельные ограничения: по габаритным размерам, по полной массе одиночного автомобиля и автопоезда, по осевой нагрузке на дорогу. Эти законодательные ограничения учитываются при проектировании дорог и дорожных сооружений.
В нашей стране законодательно ограничивается уровень шума автомобиля (ГОСТ 12.1.003—83).
Регламентируются сроки службы и ресурс автомобиля в зависимости от условий эксплуатации. Нормированные пробеги (ресурсы) до первого капитального ремонта отражены в типажах, применительно к первой категории условий эксплуатации: для легковых автомобилей индивидуального пользования — 125...150 тыс. км, для грузовых автомобилей — 250...700 тыс. км. Для карьерных автомобилей — 150...250 тыс. км (третья категория условий эксплуатации).
44. Силы, действующие на автомобиль при прямолинейном движении.
Независимо от того, движется автомобиль, или он неподвижен, на него действует сила тяжести (вес), направленная отвесно вниз. Сила тяжести прижимает колеса автомобиля к дороге. Равная ей и направленная вверх действует сила реакции дороги.
Равнодействующая этих сил размещена в центре тяжести. Распределение веса автомобиля по осям зависит от расположения центра тяжести. Чем ближе к одной или другой оси центр тяжести, тем большей будет нагрузка на эту ось. На груженых легковых автомобилях нагрузка на оси распределяется поровну. Большое влияние на устойчивость и управляемость автомобиля имеет расположение центра тяжести. Чем выше центр тяжести, тем менее устойчивым будет автомобиль.
Если автомобиль находится на горизонтальной поверхности, то сила тяжести направлена отвесно вниз. На наклонной поверхности она раскладывается на две силы, одна из которых прижимает колеса к поверхности дороги, а другая стремится опрокинуть автомобиль.
Во время движения, кроме силы тяжести, на автомобиль действует и ряд других сил, на преодоление которых затрачивается мощность двигателя.
Сила инерции движения - величина, которая состоит из силы, необходимой для ускорения движения, и силы, необходимой для углового ускорения вращающихся частей автомобиля. Движение автомобиля возможно только при условии, что его колеса будут иметь достаточное сцепление с поверхностью дороги. Если сила сцепления будет недостаточной (меньше величины силы тяги ведущих колес), то колеса пробуксовывают.
Сила сцепления с дорогой зависит от веса, приходящегося на колесо, от состояния покрытия дороги, давления воздуха в шинах и рисунка протектора.
Коэффициент сцепления зависит от вида покрытия дороги и от его состояния: наличие влаги, грязи, снега, льда.
На дорогах с асфальтобетонным покрытием коэффициент сцепления резко уменьшается, если на поверхности имеется влажная грязь, пыль. В жаркую погоду на асфальте появляется маслянистая пленка из выступающего битума, которая снижает коэффициент сцепления.
Уменьшение коэффициента сцепления колес с дорогой наблюдается также при увеличении скорости движения на сухой дороге с асфальтобетонным покрытием с 30 до 60 км/час, коэффициент сцепления уменьшается на 0,15.
Сила сопротивления качению - сила, затрачиваемая на:
- деформирование шины и дороги;
- трение шины о дорогу;
- трение в подшипниках ведущих колес.
Сила сопротивления воздуха - величина этой силы зависит от формы или обтекаемости автомобиля, относительной скорости движения и плотности воздуха.
Значение коэффициента лобового сопротивления и лобовая площадь определяется заводом-изготовителем. Изменение этих параметров может произойти из-за установки на кузове-кабине автомобиля разных вспомогательных устройств: дополнительное зеркало заднего вида, багажник на крыше автомобиля.В большинстве случаев это отрицательно сказывается на эксплуатационных свойствах автомобиля.
Установка на крыше автомобиля багажника и езда с ним без груза увеличивает силу сопротивления воздуха настолько, что расход топлива возрастает на 5% - 10%.
Особенно опасно изменение обтекаемости автомобиля при его движении. Если при движении автомобиля со скоростью более 80 км/час открыть, а затем захлопнуть боковую дверь, то весьма вероятна, даже на сухой дороге, потеря автомобилем курсовой устойчивости.
Сила сопротивления подъему - зависит от веса автомобиля и угла подъема.
Опрокидывающая сила - действует на автомобиль при торможении и разгоне.
45. Понятие о торможении автомобиля. Показатели интенсивности торможения.
Торможение как вид изменения движения - это снижение скорости движения, которое может осуществляться по различным причинам и разными способами. Основными видами снижения скорости движения являются:
- Снижение скорости за счет потери инерции - при движении на подъеме, при движении накатом;
- Торможение двигателем - когда крутящий момент на двигателе уменьшается (убираем ногу с педали <Газ>), и при включенном сцеплении это вызывает снижение скорости движения автомобиля.
- Торможение тормозной системой - снижение скорости с использованием тормоза.
46. Понятие об устойчивости автомобиля и ее показатели. Силы, действующие на автомобиль при движении на повороте.
Само понятие устойчивости или устойчивого движения автомобиля определяется его способностью сохранять постоянный контакт всех колес с дорогой при отсутствии бокового скольжения. Автомобиль может потерять устойчивость под действием центробежной и разворачивающей силы.
Центробежная сила - возникающая во время движения автомобиля на повороте и направленная в сторону, противоположную приложенной центростремительной силы. Если центробежная сила не превышает центростремительную силу, то автомобиль движется по устоявшейся кривой поворота. Если же центробежная сила превышает центростремительную силу, то автомобиль выбрасывает с дороги по результирующему вектору, направленному от центра поворота.
Разворачивающая сила является следствием несоответствия силы инерции движения и коэффициенту сцепления колес с дорогой. В этом случае она будет направлена в сторону колес с меньшим коэффициентом сцепления, а рычагом разворота автомобиля будет его база. Центром вращения (разворота) будут колеса с большим коэффициентом сцепления.
Результатом действия этой силы будет возникновение бокового заноса автомобиля, а в некоторых случаях, кроме того бокового вращения.
В большинстве случаев скользят колеса заднего моста, но с этим можно и нужно бороться. Причинами возникновения бокового заноса чаще всего на скользкой дороге является разгон и торможение. Поэтому для предотвращения тяжелых последствий начинающегося заноса необходимо прекратить начатый разгон или торможение. Необходимо помнить, что при торможении ВСЕГДА задние колеса разгружаются, коэффициент их сцепления с дорогой уменьшается тем больше, чем сильнее мы тормозим! При таком торможении они более всего подвержены блокировке, а автомобиль начинает движение юзом (с заблокированными колесами). При движении юзом автомобиль ВСЕГДА становится неуправляемым, так как невозможно осуществить поворот не вращающимися управляемыми колесами, а при заблокированных колесах тормозной путь ВСЕГДА (в том числе и на сухой дороге) увеличивается!
Если не принять своевременных мер для прекращения бокового заноса и вывода автомобиля из него он, как правило, переходит в неуправляемое боковое вращение. Это гораздо опаснее бокового заноса.
Для прекращения бокового заноса и вывода автомобиля из него нужно повернуть рулевое колесо в сторону заноса. Как только амплитуда заноса станет уменьшаться нужно плавно, опережающими действиями, вернуть рулевое колесо в нейтральное положение, а при необходимости, когда занос пойдет в обратную сторону, и в сторону, противоположную другой амплитуде заноса.
Помимо бокового заноса в повороте на скользкой дороге может возникнуть боковое скольжение. Если при боковом заносе от прямолинейного движения уходит одна, как правило, задняя ось, то при боковом скольжении автомобиль уходит от траектории движения (кривой поворота) всем корпусом (всеми колесами). Да и причины возникновения бокового скольжения иные. Оно возникает тогда, когда водитель повернет управляемые колеса на угол больший, чем способен повернуть автомобиль при текущем коэффициенте сцепления и действующем крутящем моменте на колесах. Особенно ярко это проявляется в повороте с торможением. Для прекращения бокового скольжения необходимо увеличить траекторию движения, и плавно уменьшить подачу топлива.
Во всех случаях возникновения бокового заноса или бокового скольжения, для вывода автомобиля из этих ситуаций водитель должен пользоваться только рулем и педалью <Газ>. Запомните: НИКОГДА не нажимать на педаль тормоза, как бы Вам этого не хотелось, не выключать сцепление, и не переключать передачи. Это ВСЕГДА только ухудшает ситуацию!
Влияние центробежной силы на движение автомобиля в повороте столь велико, что водитель просто обязан четко представлять, как действует эта сила на автомобиль. Она будет тем больше, чем больше будет скорость движения, и чем на больший угол будут повернуты управляемые колеса (когда траектория движения будет очень крутой).
Следовательно, влияние этой силы можно уменьшить, зная, чем она вызвана.
Для этого необходимо заблаговременно, до входа в поворот, уменьшить скорость движения до безопасной, а поворот проходить по более пологой кривой, уменьшив угол поворота управляемых колес.
При движении с прицепом нужно помнить о том, что на прицеп большее воздействие оказывает центростремительная, а не центробежная сила. Именно центростремительная сила перемещает прицеп к центру поворота. Четкое представление водителем того, как поведет себя, управляемый им автомобиль в сложной ситуации, облегчает управление им, предотвращая ДТП.
47. Влияние конструктивных и эксплуатационных факторов на поперечную устойчивость автомобиля.
Под устойчивостью понимают способность автомобиля противо�стоять заносу (боковому скольжению) и опрокидыванию. Более веро�ятно нарушение поперечной устойчивости, возникающее вследствие действия боковых сил и поперечной составляющей силы тяжести.
Устойчивость движущегося автомобиля зависит от многих факто�ров: массы автомобиля, высоты его центра тяжести, ширины колеи, базы размера шин, их конструкции и состояния; радиусов кривизны дороги и состояния ее поверхности, скорости и направления движе�ния; умения управлять автомобилем и др.
Установлено, что чем выше расположен центр тяжести автомобиля и чем уже колея и база, тем выше вероятность опрокидывания на ко�согоре или подъеме. Оно наступает, когда вектор силы тяжести прохо�дит через точку контакта колеса с дорогой.
Наличие груза в кузове, особенно крупногабаритного, увеличивает высоту центра тяжести, снижая тем самым устойчивость.
На повороте существенное влияние на устойчивость оказывает так�же скорость поворота управляемых колес. Резкий их поворот чаще всего приводит к опрокидыванию автомобиля. Движение по косогору увеличивает вероятность опрокидывания из-за возможного смещения груза и пассажиров.
Автомобили в зависимости от конструкции различаются по так на�зываемой поворачиваемости, т.е. они по-разному ведут себя при движе�нии на повороте. Большинство заднеприводных автомобилей имеет недостаточную поворачиваемость, т. е. стремятся перейти на больший радиус поворота, поэтому приходится дополнительно поворачивать рулевое колесо, чтобы автомобиль следовал на закруглении заданному направлению. Однако некоторые конструкции автомобилей, наоборот, на повороте стремятся перейти на дугу меньшего радиуса, поэтому приходится понемногу возвращать руль обратно. Сложнее управлять автомобилем с избыточной поворачиваемостью, так как он более склонен к заносу.
На управляемость автомобиля определенное влияние оказывают некоторые эксплуатационные факторы. Например, снижение давле�ния воздуха в шинах высокого давления увеличивает угол увода, а в ши�рокопрофильных — уменьшает. Радиальные шины лучше противостоят уводу, чем диагональные. Поэтому при установке, к примеру, сзади ра�диальных шин, а впереди диагональных недостаточная поворачиваеость автомобиля увеличивается, и наоборот.
Повышение нагрузки на ось уменьшает величину увода колес, поэто�му опытные водители проходят поворот с небольшим ускорением. Это приводит к увеличению нагрузки на заднюю ось, повышается сцепле�ние задних колес с дорогой, автомобиль более устойчив на поворо�тах. Тормозить же на повороте не следует, резко возрастает опасность заноса.
Скользкое покрытие ухудшает управляемость автомобилем с задним приводом, переднеприводные и полноприводные автомобили менее чувствительны к изменению коэффициента сцепления.
Под маневренностью понимается способность автомобиля выпол�нять разворот на возможно малой площади. Маневренность автомо�биля зависит от его габаритных размеров, величины колесной базы, ширины колеи, предельных углов поворота передних колес. Основной параметр, характеризующий маневренность автомобиля, — его мини�мальный радиус поворота. Легковые автомобили обладают лучшей маневренностью (радиус поворота меньше 6 м) по сравнению с гру�зовыми и требуют гораздо меньше площади для маневрирования и разворотов. Автопоезда, наоборот, требуют больше места для маневри�рования, чем одиночные автомобили.
48. Понятие о проходимости автомобиля и ее показатели. Способы повышения проходимости автомобиля.
Проходимость автомобиля — это его конструктивные свойства, по�зволяющие ему работать в тяжелых дорожных условиях и вне дорог. У автомобилей повышенной проходимости обычно все оси ведущие, кроме того, они имеют увеличенный дорожный просвет (клиренс).
Известно, что проходимость автомобиля увеличивается за счет улучшения его тягово-динамических свойств, применения систем регулирования давления воздуха в шинах, шин сверхнизкого давления большого профиля, одинарных колес и т. д.
Само собой разумеется, все то, что способствует увеличению силы тяги и снижению сил сопротивления движению повышает проходимость автомобиля. Существует много возможных способов повышения проходимости. Остановимся лишь на некоторых из них.
В процессе движения на труднопроходимых участках опытные водители включают передних ведущий мост. Это позволяет максимально использовать вес всего автомобиля в качестве сцепного, а вместе с тем и увеличить силу сцепления колес с дорогой. На труднопроходимых участках целесообразно пользоваться и пониженными передачами, так как тяговая сила, развиваемая ведущими колесами на повышенных передачах, оказывается недостаточной для преодоления сил сопротивления качению.
С целью увеличения тяговой силы не на буксующем колесе на скользких дорогах рекомендуется применять блокировку дифференцалов. Улучшение качества сцепления шин ведущих колес с дорогой на сильно загрязненных и заснеженных дорогах, снежной целине, слабых грунтах достигается применением систем регулирования давления воздуха в шинах колес на ходу автомобиля в зависимости от состояния дороги.
Ясно, что с уменьшением давления воздуха в шинах колес снижается удельное давление на грунт, увеличивается количество грунтозацепов в работе шин, уменьшается сопротивление качению . Во избежание быстрого износа шин давление рекомендуется снижать до 50% против установленного нормального. Из практики известно, что автомобили могут преодолеть снежный покров, заболоченную местность с рыхлым и очень увлажненным торфом, если удельное давление на грунт равняется 0,5 кг/см2 и менее.
Очень часто на грунтовых размокших дорогах и снежной целине используются одинарные колеса и шины большого профиля. Способ надежный и эффективный. Применение одинарных колес и шин большого профиля приводит к снижению сопротивления качению, т. к. происходит совпадение колеи передних и задних колес и улучшается сцепление шин большого профиля с грунтом. С увеличением площади отпечатка шин уменьшается давление на грунт.
На мягких влажных грунтах можно снимать внешние колеса с задних мостов и устанавливать сдвоенные колеса на передний мост.
Двигаться на мягких грунтах рекомендуется по колее и на повышенных скоростях, так как колеса не успевают срезать верхний покров грунта.
Труднопроходимые участки пути рекомендуется своевременно укреплять подручными средствами (камни, хворост, солома и т. д.), иначе говоря, применять средства, уменьшающие удельное давление на грунт.
Чтобы не застрять на плохой дороге или вне ее, целесообразнее всего избегать разгонов автомобиля, стараться объезжать подъемы, так как при этом возникают дополнительные силы сопротивления движению.
Для грамотного вождения автомобиля водитель должен хорошо знать и умело использовать эксплуатационные свойства своего автомобиля, а также, при необходимости, средства, повышающие его проходимость.
Из средств, повышающих проходимость автомобиля в сложных дорожных условиях, широкое распространение получили металлические цепи противоскольжения. По своей конструкции они бывают: мелкозвенчатые, траковые, гусеничные.
Мелкозвенчатые цепи противоскольжения применяются для движения по мягким грунтовым, скользким, обледенелым дорогам, по снежной целине и в горах.
Траковые цепи используются при движении по грунтовым дорогам в распутицу, по заболоченному грунту или снежной целине. Натяжение траковой цепи считается правильным, если один из траков может быть поднят рукой над крышкой на 5-8 мм.
Гусеничные цепи противоскольжения применяются для движения трехосных автомобилей также по грунтовым дорогам в период распутицы, по снежной целине и заболоченному грунту. Натяжение гусеничной цепи считается правильным, если провисание их верхней ветви между колесами не превышает 10-15 мм. Необходимо помнить, что во избежание износа покрышек, разрушения дорог, в целях экономии горючего цепи сразу же снимаются, как только преодолен труднопроходимый участок дороги.
Очень часто выезд автомобиля из препятствия обеспечивается с помощью простого универсального приспособления – противобуксаторов. Перед тем как укладывать противобуксаторы под задние ведущие колеса, рекомендуется надеть цепи-браслеты на задние сдвоенные колеса. В период движения автомобиля цепи захватывают цепи противобуксаторов, обеспечивая этим самым вывод автомобиля с места застревания.
Для вывода застрявшего автомобиля из углубления в грунте (снегу) можно применить якорь-самовытаскиватель. Устанавливают его перед передними колесами автомобиля по ходу движения. Для этого цепи якорей свободным концом закрепляют на ступицах сдвоенных колес. Если ведущие колеса односкатные, то для наматывания цепей устанавливают фланцы и съемные барабаны. Ведущие колеса, вращаясь, наматывают цепи между дисками или на съемные барабаны, подтягивая якори под передние колеса. Якори, погружаясь в грунт (снег) от наезда колес автомобиля, увеличивают зацепление с грунтом.
Для увеличения проходимости автомобилей используются также браслеты противоскольжения, противобуксовочные колодки и другие приспособления.
Дисциплина «Автомобильные эксплуатационные материалы»
1. Требования к качеству автомобильных бензинов. Свойства, показатели качества и ассортимент бензинов.
Требования, предъявляемые к качеству современных автомобильных бензинов, подразделяют на четыре группы:
- От производителей автомобилей для обеспечения нормальной работы двигателя;
- От производителей бензинов, обусловленные возможностями нефтеперерабатывающей промышленности;
- Связанные с транспортированием и хранением автомобильных бензинов;
- Экологические.
Требования, которые предъявляют производители двигателей с искровым зажиганием к качеству применяемых бензинов: сжигание бензина в смеси с воздухом в камере сгорания должно происходить с нормальной скоростью без возникновения детонации на всех режимах работы двигателя в любых климатических условиях. Это требование устанавливает нормы на детонационную стойкость бензина.
Необходимо, чтобы бензин имел высокую теплоту сгорания, минимальную склонность к образованию отложений в топливной и впускной системах, а также нагара в камере сгорания. Продукты сгорания не должны быть токсичными и коррозионно-агрессивными.
Испаряемость бензинов должна обеспечивать приготовление горючей смеси при любых температурах эксплуатации двигателей.
Это требование регламентирует такие свойства и показатели качества бензина, как фракционный состав, давление насыщенных паров, склонность к образованию паровых пробок.
Производство автомобильных бензинов осуществляется на сложном комплексе различных технологических процессов переработки нефти.
Требования к качеству вырабатываемых автобензинов, обусловленные техническими возможностями отечественной нефтепереработки, накладывают ограничения на показатели фракционного и углеводородного состава, содержание серы и различных антидетонаторов.
Условия массового производства требуют обеспечения возможности использования нефтяного сырья с возможно более широким варьированием по углеводородному и фракционному составам и содержанию различных сернистых соединений, что определенным образом влияет на установление норм в спецификациях на соответствующие показатели качества бензинов.
В целях увеличения выхода бензина из перерабатываемого нефтяного сырья производство заинтересовано в повышении температуры конца кипения, а эффективное использование бензина в двигателе возможно при определенном ограничении содержания высококипящих фракций.
Нормы на показатель детонационной стойкости устанавливаются на уровне, достижимом с использованием имеющихся технологических процессов, компонентов и присадок, допущенных к применению в составе бензинов.
Требования производителей автомобилей очень часто идут вразрез с требованиями нефтепереработчиков, и в этих случаях необходимо определить оптимальный экономически целесообразный уровень этих требований.
Примером такого компромисса является октановый индекс, характеризующий детонационную стойкость американских автобензинов.
Автомобилестроители США предлагали внести в спецификации оценку октанового числа бензина по исследовательскому методу, а нефтепереработчики – по моторному методу.
В результате в спецификацию был внесен показатель, равный полусумме октановых чисел по исследовательскому и моторному методам.
Основную массу автомобильных бензинов в России вырабатывают по ГОСТ 2084-77 и ГОСТ Р51105-97 и ТУ 38.001165-97. В зависимости от октанового числа ГОСТ 2084-77 предусматривает пять марок автобензинов: А-72, А-76, АИ-91, АИ-93 и АИ-95. Для первых двух марок цифры указывают октановые числа, определяемые по моторному методу, для последних - по исследовательскому. В связи с увеличением доли легкового транспорта в общем объеме автомобильного парка наблюдается заметная тенденция снижения потребности в низкооктановых бензинах и увеличения потребления высокооктановых. Бензин А-72 практически не вырабатывается ввиду отсутствия техники, эксплуатируемой на нем.
2. Требования к качеству дизельных топлив. Свойства, показатели качества и ассортимент дизельных топлив.
Дизельные топлива должны отвечать следующим требованиям:
- бесперебойно поступать в цилиндры при любых температурах и обеспечивать легкий пуск двигателя;
- хорошо распыливаться и обеспечивать хорошее смесеобразова�ние в цилиндрах двигателя;
- образовывать минимальное количество нагара и отложений, а также не вызывать коррозии и коррозионных износов деталей, соприкасающихся с ним и продуктами его сгорания.
Степень чистоты топлива – показатель определяет эффективность и надежность работы двигателя, особенно топливной аппаратуры. Для плунжеров и гильз топливных насосов зазоры составляют 1,5-4,0 мкм. Частицы загрязнений, размер которых более 4,0 мкм, вызывают повышенный износ деталей топливной аппаратуры, что предопределяет и соответствующие требования к очистке топлива.
Чистоту топлива оценивают коэффициентом фильтруемости по ГОСТ 19006-73, который представляет собой отношение времени фильтрования через фильтр из бумага БФДТ при атмосферном давлении десятой порции фильтруемого топлива к первой. На фильтруемость топлива влияет наличие воды, механических примесей, смолистых веществ, мыл нафтеновых кислот. В товарных дизельных топливах содержится, в основном, растворенная вода от 0,002 до 0,008 % (гидрид-кальциевый метод определения), которая не влияет на коэффициент фильтруемости. Нерастворенная в топливе вода – 0,01 % и более – приводит к повышению коэффициента фильтруемости. Однако влияние этого фактора неоднозначно. Присутствие в топливе поверхностно-активных веществ мыл нафтеновых кислот, смолистых соединений усугубляет отрицательное влияние эмульсионной воды на фильтруемость топлив. Достаточно (15-20)-10-4 % мыл нафтеновых кислот, образующихся при защелачивании топлив, чтобы коэффициент фильтруемости повысился с 2 до 5.
Содержание механических примесей в товарных дизельных топливах, выпускаемых нефтеперерабатывающими предприятиями, составляет 0,002-0,004 % (отсутствие по ГОСТ 6370-83) [28]. Это количество не отражается на коэффициенте фильтруемости при исключении других отрицательных факторов. Коэффициент фильтруемости дизельных топлив, отправляемых с предприятий, находится в пределах 1,5-2,5.
В зависимости от типа дизелей дизельные топлива имеют различную маркировку. Топлива, применяемые в двигателях с воспламенением от сжатия, подразделяются на три группы. К первой группе относятся топлива для быстроходных дизелей, среди которых различают марки ДА, ДЗ, ДЛ, ДС. Ко второй группе принадлежат дизельные топлива для автотракторных, тепловозных и судовых двигателей, они имеют маркировку А, С, 3, Л. Третью группу составляют топлива для среднеоборотных дизелей, их маркировка-ДТ и ДМ. Все дизельные топлива, выпускаемые в нашей стране в соответствии с действующим стандартом, предназначены для использования их в дизельных двигателях, которые установлены на тракторах, тепловозах, морских и речных судах, тяжеловесных грузовых автомобилях.
В настоящее время отечественной нефтеперерабатывающей промышленностью вырабатывается дизельное топливо по ГОСТ 305-82 трех марок: Л – летнее, применяемое при температурах окружающего воздуха 0 °С и выше; 3 – зимнее, применяемое при температурах до -20 °С (в этом случае зимнее дизельное топливо должно иметь tз < -35 °С и tп < -25 °С), или зимнее, применяемое при температурах до -30 °С, тогда топливо должно иметь tз < -45 °С и tп < -35 °С), марки А – арктическое, температура применения которого до -50 °С. Содержание серы в дизельном топливе марок Л и 3 не превышает 0,2 % – для I вида топлива и 0,5 – для II вида топлива, а марки А – 0,4 %. Для удовлетворения потребности в дизельном топливе разрешаются по согласованию с потребителем выработка и применение топлива с температурой застывания 0 °С без нормирования температуры помутнения.
В соответствии с ГОСТ 305-82 принято следующее условное обозначение дизельного топлива: летнее топливо заказывают с учетом содержания серы и температуры вспышки (Л-0,2-40), зимнее – с уче¬том содержания серы и температуры застывания (3-0,2-минус 35). В условное обозначение на арктическое дизельное топливо входит только содержание серы: А-0,2.
С учетом ужесточающихся требований по содержанию ароматических углеводородов введена норма по этому показателю: для топлива марки ДЛЭЧ-В – не более 20 %, для топлива марки ДЗЭЧ – не более 10 %. Экологически чистые топлива вырабатывают гидроочисткой дизельного топлива, допускается использование в сырье гидроочистки дистиллятных фракций вторичных процессов.
3. Классификация по ГОСТ, SAE, API моторных масел, их свойства и показатели качества.
Существует два основных принципа классификации масел: по вязкостно-температурным свойствам и классификация масел по эксплуатационным свойствам (назначению и качеству). Что касается вязкости, то ориентир номер один — спецификация SAE. В классификации масел по качеству и назначению такого единства нет: в настоящее время существует одновременно несколько систем — API, ACEA, JASO, ILSAC и ГОСТ (для стран СНГ). Наряду с общепринятыми системами классификации масел Военное ведомство США (MIL) и крупные производители автомобилей и техники (OEM) выдвигают дополнительные требования (спецификации) к качеству масел.
Вязкость масла — это основной показатель качества, который является общим для всех масел. Для двигателя или любого другого механизма необходимо применять масла с оптимальной вязкостью, величина которой зависит от конструкции, режима работы и степени износа, температуры окружающей среды и других факторов.
В настоящее время основной системой классификации автомобильных моторных масел является спецификация SAE J300. SAE — это аббревиатура Общества автомобильных инженеров США (Society of Automotive Engineers), организации, основанной в далеком 1911 году. SAE J-300 содержит 6 зимних классов и 5 летних классов моторных масел. Классы вязкости SAE OW, 5W, 10W, 15W, 20W, 25W относятся к зимним, а SAE 20, 30, 40, 50, 60 — к летним.
Когда двигатель холодный, масло обладает тенденцией сгущаться. В этом случае важно, чтобы оно оставалось жидким даже при низких температурах, чтобы протекать через двигатель, защищать его детали и способствовать пуску. Холодная вязкость обозначается в нормах SAE «зимней степенью вязкости» (с буквой W – winter).
Чем больше число летней вязкости (без буквенного обозначения), тем в большей степени масло будет сохранять свою вязкость при нагревании. В условиях городского движения и при спортивном вождении, а также когда высока температура воздуха, двигатель подвергается воздействию высоких температур. Важно пользоваться маслом, которое при высокой температуре в большой степени сохраняет свою вязкость для защиты двигателя.
Летнее масло имеет достаточную вязкость, чтобы обеспечить надежное смазывание при высокой температуре, но оно слишком вязкое при низкой температуре, в результате чего при низкой температуре воздуха затрудняется пуск двигателя. Маловязкое зимнее масло облегчает холодный пуск двигателя при низкой температуре, но не обеспечивает его смазывание летом, когда температура масла в двигателе превышает 100°С. Именно поэтому у нас сейчас «засилье» всесезонных масел, которые обозначаются двойным индексом, например 10W-40. Как же сделать масло, обладающее такими «двоякими» свойствами, ведь вязкость минеральных масел в интервале температур от –30 до 150°С изменяется в тысячи раз?
Для этого в них добавляют полимерные присадки (полиметакрилаты, сополимеры олефинов, полиизобутилены, гидрированные сополимеры стирола с диенами и так далее). Эти присадки хитрым образом почти не влияют на вязкость базового масла при низких температурах, зато в жару увеличивают ее очень сильно (одна из причин – увеличение объема макрополимерных молекул с повышением температуры).
В отличие от сезонных масел, загущенные всесезонные масла изменяют вязкость не только под влиянием температуры, но и скорости сдвига, причем изменение это временное. С уменьшением скорости перемещения смазываемых деталей вязкость возрастает, а с увеличением – снижается. Этот эффект больше проявляется в мороз, но сохраняется и в жару, что имеет два плюса: снижение вязкости в начале проворачивания холодного двигателя облегчает пуск, а небольшое снижение вязкости масла в зазорах между поверхностями трения деталей прогретого двигателя уменьшает потери энергии на трение и дает экономию топлива.
В классификации SAE цифры – это «условные единицы, отвечающие показателям вязкости проворачиваемости и прокачиваемости при низких температурах (низкотемпературная вязкость), а также значения вязкости при температуре 100°С и минимальной вязкости при температуре 150°С при высокой скорости сдвига (высокотемпературная вязкость).
Но поскольку мы находимся в российских реалиях, то и тест наш пришлось проводить по «нашему» ГОСТу. Мы измеряли следующие «вязкостные» параметры.
КИНЕМАТИЧЕСКАЯ ВЯЗКОСТЬ (по ГОСТ 33): определяется в капиллярных вискозиметрах при температурах 40°С и 100°С. Измерение проводится в термостате, в котором поддерживается заданная температура. Вискозиметр погружается в термостат, и когда масло нагрелось до нужной температуры, засекается время прохождения маслом известного объема вискозиметра (изогнутой трубки). Вязкость рассчитывается по формуле.
ДИНАМИЧЕСКАЯ ВЯЗКОСТЬ: определяется при различных градиентах скорости сдвига в ротационных вискозиметрах (ASTM D5293). Мы тестировали низкотемпературную вязкость проворачиваемости, от которой зависит число оборотов коленвала двигателя во время «зимнего пуска».
ТЕМПЕРАТУРА ЗАСТЫВАНИЯ (по ГОСТ 20287): температура, при которой масло не течет под действием силы тяжести, то есть теряет текучесть. Масло в пробирке помещается в термостат с сухим льдом, где по достижении им заданной температуры проводится нехитрый опыт: пробирку наклоняют под углом 45 градусов и если через минуту сдвиг уровня есть – значит, масло не застыло. Температура застывания должна быть на 5—7°С ниже той температуры, при которой масло должно обеспечивать прокачиваемость. В большинстве случаев моторные масла застывают из-за выпадения кристаллов парафинов. Требуемая нормативной документацией температура застывания достигается депарафинизацией базовых компонентов и/или введением в состав депрессорных присадок (полиметилакрилаты, алкилнафталины и т. д.).
По классификации SAE показатели ВЫСОКОТЕМПЕРАТУРНОЙ ВЯЗКОСТИ моторных масел оцениваются на основе следующих значений:
• минимальной и максимальной вязкости масла (сСт) при температуре 100°С (по стандарту ASTM D 445);
• минимальной вязкости при температуре 150°С и высокой скорости сдвига (10^6 с^-1) (метод ASTM D 4683 или, в Европе, метод СЕС L-36-А-90).
Почему важна высокотемпературная вязкость при большой скорости сдвига? Дело в том, что она показывает поведение масла в узких узлах трения двигателя — в подшипниках коленчатого и распределительного валов, кривошипно-шатунного механизма и т.д.
Максимальная НИЗКОТЕМПЕРАТУРНАЯ ВЯЗКОСТЬ проворачиваемости определяется на имитаторе запуска холодного двигателя (CCS) по стандарту ASTM D 5293 и измеряется в сантипуазах (мПа с). Установлено, что от этой вязкости зависит число оборотов коленвала двигателя во время «зимнего пуска».
Вязкость прокачиваемости определяется по стандарту ASTM D 4684 и характеризует возможность притока масла в масляный насос и создания нужного давления в системе смазки при запуске двигателя. Определение вязкости прокачиваемости было введено после того, как было замечено, что некоторые масла (SAE 10W-30 и SAE 10W-40) после пребывания определенного времени (более 24 часов) при низкой температуре теряют текучесть и становятся желеобразными.
Система классификации масел API разработана в 1947 году Американским институтом нефти (American Petroleum Institute). Она подразделяет масла согласно их назначению и качеству. Качество масла – вещь относительная, а именно комплекс свойств, который необходим для выполнения работы масла по назначению. Одни свойства, такие как вязкостные, являются основными для всех масел, независимо от их назначения, а другие необходимы только в определенных условиях применения и в каждом конкретном случае характеризуются обособленными показателями качества.
Стандарты рабочих характеристик API указываются при помощи сокращений типа API: SJ и API: CE: первая буква означает тип двигателя (S = бензиновый, а C = дизельный), вторая буква означает уровень рабочих характеристик, и чем ниже уровень характеристик, тем ближе буква к началу алфавита.
SL — это новейший стандарт для бензиновых двигателей. CF — это последний стандарт для легких дизельных автомобилей. CD-II И CF-2 классификация для 2-тактных дизельных двигателей. От CF-4 до CH-4 это стандарты для тяжелых дизельных двигателей.
Для достижения уровней рабочих характеристик API: смазочные материалы должны успешно пройти четыре испытания, во время которых учитывается следующее:
— повышение температуры масла в работающем двигателе;
— удлинение периода между заменой масла, рекомендованного изготовителем; усилия для достижения рабочих характеристик двигателя; стандарты по охране окружающей среды, требования которых все время ужесточаются.
Для некоторых масел также учитывается более низкий расход топлива, благодаря низкой вязкости (энергосберегающая категория ЕС).
Отечественный ГОСТ, по которому можно тестировать еще одну группу свойств, позволяющих судить о качестве масла. Это:
ПЛОТНОСТЬ ПРИ 20°С (ГОСТ 3900) – определяется ареометром.
ТЕМПЕРАТУРА ВСПЫШКИ В ОТКРЫТОМ ТИГЛЕ (по ГОСТ 4333), для определения которой есть специальный прибор. Тигель, в который наливается масло, подогревают, при этом за 1 минуту температура масла не должна подниматься больше, чем на 2 градуса. Затем над тиглем проводят зажженным фитильком и фиксируют температуру, если масло вспыхивает (именно вспыхивает и гаснет, но не горит – чтобы масло загорелось, нужна температура куда большая).
4. Классификация по ГОСТ, SAE, API трансмиссионных масел, их свойства и показатели качества.
На трансмиссионные масла, применяемые для смазывания агрегатов трансмиссий автомобилей, тракторов, сельскохозяйственных, дорожно�строительных машин и другой техники, введено обозначение, состоящее . из групп знаков, первая из которых — ТМ — трансмиссионное масло. Вторая группа знаков — цифры, харак�теризующие принадлежность к определенной группе по эксплуа�тационным свойствам. И, наконец, третья — тоже цифры, но указыва�ющие класс вязкости (среднюю вязкость при 100°С в мм2/с). Например, обозначение масла ТМ5-18: ТМ —трансмиссионное масло, 5 — группа По эксплуатационным свойствам, 18 —класс вязкости. В зависимости от среднего значения кинематической вязкости масла при 100°С, трансмиссионные масла делятся на следующие классы (цифра, которая стоит в маркировке масла): 9, 12, 18, 34.
Лучшим классом вязкости трансмиссионных масел для автомобилей, эксплуатируемых на территории Украины, является 18.
В зависимости от эксплуатационных свойств трансмиссионные масла делятся на пять групп: 1, 2, 3, 4, 5. В группу ТМ1 входят масла без присадок для цилиндрических, конических и червячных передач, работа�ющих при малых контактных напряжениях и температурах. К этой группе относится, например, масло под названием нигрол, которое можно применять в современных автомобилях в лучшем случае как антикор�розионное покрытие порогов.
В группу ТМ2 входят масла с противозадирными присадками для тех же передач, что и масла группы ТМ 1. Эти масла невысокого качества.
В группу ТМЗ входят масла для всех видов передач, кроме гипоидных. К ней относятся, например, масла ТСп-15К (масло для КамАЗов высоко�го качества) и ТАп-15В (с невысокими противозадирными и плохими низкотемпературными свойствами. Его лучше применять летом).
В группу ТМ4' входят масла для цилиндрических, спирально-конических, .червячных передач, а также некоторых гипоидных, работа�ющих при умеренных контактных напряжениях и температурах. В эту группу входит, например, маслоТС-14ГИП.
В группу ТМ5 входят масла с противозадирными присадками высо�кой эффективности и многофункционального действия, а также универ�сальные масла для гипоидных передач, работающие с ударными нагруз�ками и при повышенной температуре. Это, например, масла для легко�вых автомобилей ТАД-17 и. ТАД-17И (с импортными присадками), универсальные масла ТМ5-18 и ТМ5-12РК, последнее —с высокими рабоче-консервационными свойствами, для зимней эксплуатации на территории Украины.
Импортные трансмиссионные масла, появившиеся на украинском рынке, так же, как и моторные, имеют самые разные названия, включа�ющие обозначения в буквах, цифрах, названия фирм, ведомств. Но среди всей этой информации должна быть международная классификация SAE и API, если качество масла соответствует их требо�ваниям.
Согласно классификации SAE, трансмиссионные масла делятся на зимние (с буквой W около цифры, например, 85W), летние (имеющие только цифру, без всякой буквы, например, 90) и всесезонные, имеющие двойное обозначение (например, 85W/90, 80W/90). При выборе необ�ходимого масла по вязкостным свойствам следует знать (или сравнить по таблице) класс вязкости по нашей классификации и классификации SAE (табл. 8).
Таблица 8
Примерное соответствие классов вязкости наших и импортных трансмиссионных масел
|
Класс вязкости наших масел
|
Кинематич еская вязкость при 100 С, ммг/с
|
Класс вязкости по SAE
|
|
12
|
11, 00... 13,99
|
80W/85
|
|
12
|
—
|
85W
|
|
18
|
14.00...24.99
|
( .90
|
|
34
|
25,00. ..41 ,00
|
140
|
Согласно классификации API, трансмиссионные масла для автомобилей делятся на пять эксплуа�тационных групп (некоторые фирмы имеют еще шестую группу, отлича�ющуюся от пятой более высоким качеством благодаря введению до�полнительных присадок), которые обозначаются GL-1, GL-2, GL-3, GL-4 и GL-5. Масла групп GL-1 и GL-2 для автомобилей не применяют ввиду низкого качества. Для всех видов передач, за исключением гипоидных, подходят масла группы GL-3, можно использовать и более качественные масла группы GL-4. Лучшими маслами для гипоидных передач являют�ся масла группы GL-5 (или GL-6). Правило взаимозаменяемости трансмиссионных масел (наших и импортных) такое же, как для мотор�ных масел: заменяют маслами по качеству группой выше.
Многообразие вырабатываемых трансмиссионных масел, предназначенных для разнообразной техники, вызвало необходимость разработки и использования классификаций масел, которые позволяют правильно решить вопрос выбора сорта масла для данной конструкции трансмиссии.Отечественная классификация трансмиссионных масел отражена в ГОСТ 17479.2-85.
В зависимости от уровня кинематической вязкости при 100 °С трансмиссионные масла разделяют на четыре класса.
В соответствии с классом вязкости ограничены допустимые пределы кинематической вязкости при 100 °С и отрицательная температура, при которой динамическая вязкость не превышает 150 Па·с. Эта вязкость считается предельной, так как при ней еще обеспечивается надежная работа агрегатов трансмиссий.
В зависимости от эксплуатационных свойств и возможных областей применения масла для трансмиссий автомобилей, тракторов и другой мобильной техники отнесены к пяти группам: ТМ-1 - ТМ-5, указанным в таблице.
Группу масел устанавливают по результатам оценки их свойств по ГОСТ 9490-75 при разработке новых трансмиссионных масел и постановке их на производство, а также при периодических испытаниях товарных масел 1 раз в 2 года.
По классификации ГОСТ 17479.2-85 масла маркируют по уровню напряженности работы трансмиссии и классу вязкости. Например, в маркировке масла ТМ-5-18 ТМ означает начальные буквы русских слов "трансмиссионное масло", первая цифра - группа масла по эксплуатационным свойствам, вторая цифра - класс вязкости масла.
5. Классификация, свойства и область применения пластичных смазок.
Пластичные смазки (консистентные смазки, от лат. consisto – состою, застываю, густею) — мазе- или пастообразные смазочные материалы, получаемые введением твердых загустителей в жидкие нефтяные или синтетич. масла и их смеси. Как правило, пластичные смазки (в литературе их для краткости часто наз. просто смазками) — трехкомпонентные коллоидные системы, содержащие дисперсионную среду (жидкая основа), дисперсную фазу (загуститель), модификаторы структуры и добавки (наполнители, присадки). Благодаря высокой концентрации, коллоидные частицы загустителя образуют пространств. структурный каркас, в ячейках к-рого прочно удерживается масло. Большинство пластичных смазок имеет волокнистое строение.
Основные свойства:
Предел прочности на сдвиг — миним. нагрузка, вызывающая переход от упругопластич. деформации к течению смазки. С повышением т-ры он обычно уменьшается. Т-ра, при к-рой предел прочности приближается к нулю, характеризует верх. предел работоспособности пластичных смазок. Оценка прочности производится на пластометре: сдвиг смазки осуществляется в спец. оребренном капилляре под давлением термически расширяющейся жидкости. Для большинства П. с. предел прочности на сдвиг 0,1-1 кПа (при 200°C).
Вязкость определяет прокачиваемость при низких т-рах и др. эксплуатац. св-ва смазок, возможность заправки ими узлов трения. Для измерения вязкости используют, напр., капиллярные и ротац. вискозиметры. При миним. рабочих т-рах и скорости деформации 10с-1 вязкость пластичных смазок не должна превышать 2 кПа*с.
Мех. стабильность характеризует реологич. св-ва смазок, т.е. их способность восстанавливаться после разрушения. Вследствие неблагоприятного влияния изменения мех. св-в пластичных смазок на функционирование узлов трения (затруднены их запуск, ухудшены рабочие характеристики, поступление смазочного материала к контактным пов-стям и увеличено его вытекание), стремятся приготовлять механически стабильные смазки. Для этого, напр., уменьшают (до определенных пределов) размеры частиц загустителей и увеличивают их концентрацию, изменяют хим. состав масел, вводят соответствующие добавки. Мех. стабильность оценивается на ротац. приборе — таксометре изменением прочности пластичных смазок при их деформировании.
Пенетрация — показатель прочности смазок. Глубина погружения конуса (стандартной массы) в течение 5 с в смазку, выраженная в десятых долях мм, наз. числом пенетрации. Чем смазка мягче, тем глубже в нее погружается конус и тем выше число пенетрации. Этот показатель используют для установления идентичности рецептур и соблюдения технологии получения смазок. Число пенетрации пластичные смазки составляет 170-420.
Коллоидная стабильность характеризует способность смазок при хранении и эксплуатации сопротивляться выделению масла (под действием т-ры, давления и др. факторов или самопроизвольному вследствие структурных изменений, напр. под воздействием собственной массы). Коллоидная стабильность смазок определяется степенью совершенства их структурного каркаса и вязкостью дисперсионной среды: чем выше вязкость масла, тем труднее ему вытекать из объема смазки. Mн. пром. смазки на основе маловязких масел или с малым содержанием загустителей недостаточно коллоидостабильны. Для предотвращения либо понижения выделения масла из таких смазок их расфасовывают в небольшую тару. Коллоидная стабильность оценивается по массе масла (в %), отпрессованного из смазки при комнатной т-ре в течение 30 мин; для пластичных смазок она не должна превышать 30% во избежание резкого упрочнения, нарушения их нормального поступления к смазываемым пов-стям и ухудшения вязкостных и смазывающих св-в.
Хим. стабильность — стойкость смазок к окислению кислородом воздуха (в широком смысле — отсутствие изменения св-в смазок при воздействии на них к-т, щелочей и др.). Окисление приводит к образованию и накоплению кислородсодержащих соед. в смазках, снижению их прочности и коллоидной стабильности и ухудшению иных показателей. Хим. стабильность П. с. удается повысить тщательным подбором масляной основы и загустителей, введением антиокислит. присадок, изменением технол. режимов приготовления. Стойкость к окислению особенно важна для таких смазок, к-рые заправляются в узлы трения 1-2 раза в течение 10-15 лет, работают при высоких т-рах, в тонких слоях и в контакте с цветными металлами. Большинство методов определения этого показателя для пластичных смазок основано на их окисляемости в тонком слое на к.-л. пов-сти (стекло, сталь, медь) при повыш. т-ре, оцениваемой по величине индукц. периода и скорости поглощения кислорода.
Термич. стабильность — способность смазок не изменять св-ва и не упрочняться при кратковрем. воздействии высоких т-р. Термоупрочнение затрудняет поступление к узлам трения смазок, ухудшает их адгезионные св-ва. Термич. стабильность пластичных смазок оценивается на приборе, наз. прочномером, по изменению предела их прочности до и после выдерживания при повыш. т-рах.
Испаряемость — показатель стабильности состава смазок при хранении и применении; зависит гл. обр. от испаряемости масла, к-рая тем выше, чем ниже хим. стабильность смазочного материала, тоньше слой и больше его пов-сть. Количеств. оценка испаряемости смазок основана на измерении потери массы (в %) образца, к-рый выдерживается в стандартных условиях в течение определенного времени при постоянной т-ре.
Микробиол. стабильность — стойкость смазок к изменению состава и св-в под действием микроорганизмов. Для предотвращения микробиол. поражения смазок в них вводят бактерицидные препараты-антисептики (напр., салициловую к-ту, фенолы, орг. производные Hg, Sn и др.) и нек-рые присадки. Этот показатель оценивают по отсутствию или росту, напр., грибков на пов-сти пластичные смазки в чашках Петри либо на металлич. пластинках.
Радиац. стойкость — показатель стабильности смазок при воздействии излучений высоких энергий (?- и ?-частицы, ?-кванты, своб. электроны). Стойкость пластичных смазок к облучению в значит. степени определяется составом дисперсионной среды и м. б. представлена след. рядом: полисилоксаны < сложные эфиры < нефтяные масла < простые эфиры. В зависимости от типа загустителей смазки могут приобретать «наведенную» радиоактивность; наиб. легко становятся радиоактивными Na-смазки (см. ниже). О радиац. стойкости пластичных смазок судят по изменению их св-в после облучения определенной интенсивности. Суммарная доза 5*(104-106) Гр вызывает, как правило, разрушение волокон загустителей и изменение св-в смазок.
Температура каплепадения — миним. т-ра, при к-рой происходит падение первой капли нагреваемой смазки; условно характеризует т-ру плавления загустителя. Макс. т-ру применения смазок обычно принимают на 15-20°C ниже их т-ры каплепадения. Однако далеко не для всех пластичных смазок она позволяет правильно судить об их высокотемпературных св-вах. Так, т-ра каплепадения Li-смазок (см. ниже) отличается от т-р, соответствующих верх. пределу их работоспособности, на 40-70°C.
Для оценки антикоррозионных св-в пластичных смазок металлич. пластинку погружают в них при повыш. т-ре, зависящей от т-ры каплепадения; об агрессивности смазок судят по изменению состояния пов-сти пластинки.
Противоизносные св-ва пластичных смазок определяют на четырехшариковой машине трения; предельно допустимые значения износа шариков устанавливают в зависимости от назначения смазок и условий их эксплуатации.
Защитные (консервационные) св-ва пластичных смазок оценивают при воздействии на смазку, нанесенную на металлич. пластинку, повышенных влажности и т-ры, SO2, тумана HCl и др. агрессивных сред.
Оценка эксплуатац. св-в пластичных смазок включает также определение в них содержания воды, к-т и своб. щелочей.
Повышение требований к надежности и долговечности работы совр. машин и механизмов, а также ужесточение условий применения пластичные смазок обуславливают необходимость регулирования и улучшения их качества путем тщательного подбора дисперсионных сред, дисперсных фаз, введения добавок и их композиций, совершенствования технологии приготовления.
Дисперсионная среда
Жидкая основа в значит. мере определяет вязкостно-температурные характеристики, стабильность и др. св-ва пластичных смазок. В качестве дисперсионной среды, содержание к-рой в смазках составляет 70-90% по массе, используют товарные нефтяные масла малой и средней вязкости (не более 50 мм2/с при 50°C). При подборе жидкой основы учитывают также хим. состав (содержание смол, полициклич. ароматич. углеводородов, кислородных соед.), заметно влияющий на формирование структуры смазок. Для приготовления пластичных смазок, работоспособных при высоких т-рах (150-200°C и более), служат обычно синтетич. масла (полисилоксаны, полигликоли, сложные эфиры, перфтор- и перхлоруглероды и др.). Регулирование эксплуатац. св-в смазок и более эффективное их использование достигаются применением композиций синтетич. и нефтяных масел.
Св-ва пластичных смазок определяют их преимущества перед жидкими смазочными материалами:
- малый уд. расход (иногда в сотни раз меньший);
- возможность создания более простых конструкций машин и механизмов, больший их «межсмазочный» период
- эксплуатации и значительно более низкие затраты на обслуживание.
Благоприятное сочетание св-в жидкости и твердого тела позволяет использовать пластичные смазки в разнообразных узлах трения: открытых, негерметизированных, труднодоступных, расположенных под углом к горизонту, работающих в широких диапазонах т-р и скоростей, а также в вакууме; в механизмах с редко сменяемыми смазками, при недопустимости загрязнения ими среды или попадания на детали и перерабатываемые материалы, при вынужденном контакте с водой и др.
По назначению различают пластичные смазки (см. также табл.):
- для снижения трения и износа деталей машин и механизмов (см. Антифрикционные смазки, Металлоплакирующие смазочные материалы);
- для защиты металлич. изделий от коррозии и предотвращения износа (см. Канатные смазки, Консерва-ционные смазки);
- для герметизации резьбовых соед., сальников, щелей, зазоров и т. д. (см. Уплотнительные смазки);
- для спец. целей увеличения трения для предотвращения проскальзывания трущихся пов-стей (фрикционные смазки), улучшения их приработки (приработочные смазки) и др.
Кроме этих осн. ф-ций, смазки выполняют роль электро-изоляц. материалов, защищают детали узлов трения от ударных нагрузок, снижают вибрации и шум.
Мировое произ-во пластичные смазки составляет ок. 1 млн. т/год, или примерно 4% выработки нефтяных масел (1989).
Пластичные смазки, консистентные смазки, смазочные материалы, проявляющие в зависимости от нагрузки свойства жидкости или твёрдого тела. При малых нагрузках они сохраняют свою форму, не стекают с вертикальных поверхностей и удерживаются в негерметизированных узлах трения. Пластичные смазки состоят из жидкого масла, твёрдого загустителя, присадок и добавок. Частицы загустителя в составе П. с., имеющие коллоидные размеры, образуют структурный каркас, в ячейках которого удерживается дисперсионная среда (масло). Благодаря этому пластичные смазки начинают деформироваться подобно аномально-вязкой жидкости только при нагрузках, превышающих предел прочности пластичные смазки (обычно 0,1-2 кн/м2, или 1-20 гс/см2). Сразу после прекращения деформирования связи структурного каркаса восстанавливаются и смазка вновь приобретает свойства твёрдого тела. Это позволяет упростить конструкцию и снизить вес узлов трения, предотвращает загрязнение окружающей среды. Сроки смены пластичных смазок больше, чем смазочных материалов. В современных механизмах пластичные смазки часто не меняют в течение всего срока их службы. Промышленность СССР в 1974 выпускала около 150 сортов пластичных смазок. Их мировое производство составляет около 1 млн. т в год (3,5% выпуска всех смазочных материалов).
По области применения ГОСТ 23258-78 разделяет смазки на антифрикционные, консервационные, уплотнительные и канатные. Такая классификация более удобна для разработчиков техники. Антифрикционные смазки уменьшают износ и трение сопряженных деталей. Консервационные смазки снижают коррозионное разрушение металлоизделий. Уплотнительные смазки герметизируют зазоры и неплотности узлов и деталей. Канатные смазки наряду со снижением коррозионного разрушения стальных канатов также снижают износ отдельных проволок при их трении друг о друга.
6. Охлаждающие жидкости для систем охлаждения, их свойства, показатели качества и обозначение.
Двигатель внутреннего сгорания необходимо охлаждать для обеспечения нормального теплового режима работы его узлов и деталей. Наиболее распространены системы охлаждения с принудительной циркуляцией жидкости. В процессе работы она может нагреваться до 100°C и иногда выше, а на стоянке остывать до температуры окружающего воздуха. От свойств жидкости во многом зависит эффективность системы охлаждения, надежность и долговечность двигателя. Она должна иметь высокую теплоемкость, теплопроводность, температуру кипения, подвижность, а также низкую температуру кристаллизации и коэффициент объемного расширения. Охлаждающая жидкость не должна вызывать коррозию металлов, разрушать резину уплотнений и вспениваться в процессе работы.
Вода обладает наибольшей охлаждающей способностью, имеет максимальную теплоемкость, пожаробезопасна, нетоксична и дешевая. Но вода имеет сравнительно низкую температуру кипения и относительно быстро испаряется, а если при этом она жесткая (содержит минеральные примеси и растворенные соли), то активно образуется накипь. При температуре ниже 0°C вода замерзает и превращается в лед (кристаллизуется) со значительным, до 10%-ным увеличением объема. Это приводит к «размораживанию» двигателя – разрушению его основных деталей и узлов. Поэтому ее нельзя использовать в холодное время года без слива из автомобиля при длительной стоянке вне теплого гаража.
Низкозамерзающие охлаждающие жидкости – антифризы (от англ. «antifreeze» – незамерзающий) заменили воду в системах охлаждения двигателей современных автомобилей. Наиболее широкое распространение получили низкозамерзающие жидкости на гликолевой основе, представляющие собой смесь этиленгликоля с водой. Иногда встречаются жидкости на основе пропиленгликоля – их нельзя смешивать с этиленгликолевыми.
Состав и свойства антифриза
Этиленгликоль (моноэтиленгликоль) – маслянистая желтоватая жидкость без запаха, умеренно вязкая, с плотностью 1,112-1,113 г/смз (при 20°С), температурой кипения 197°С и кристаллизации -11,5°С. При нагревании этиленгликоль и его водные растворы сильно расширяются. Для предотвращения выброса жидкости из системы охлаждения ее снабжают расширительным бачком и заполняют на 92–94% от общего объема.
Водный раствор этиленгликоля химически агрессивен и вызывает коррозию стальных, чугунных, алюминиевых, медных и латунных деталей системы охлаждения, а также припоев, используемых для пайки ее узлов. Кроме того, этиленгликоль очень токсичен.
Пропиленгликоль – по свойствам аналогичен этиленгликолю и менее токсичен, но примерно в 10 раз дороже. При низких температурах он более вязкий, чем этиленгликоль, и в связи с этим прокачиваемость у него хуже.
Смесь этиленгликоля с водой характерна тем, что температура ее кристаллизации зависит от соотношения этих двух составляющих. У смеси она значительно ниже, чем по отдельности у воды и этиленгликоля. При различных пропорциях можно получить растворы с температурой кристаллизации от 0 до -75°С. Температура кристаллизации и кипения, а также плотность смеси этиленгликоля и воды в зависимости от содержания в ней этиленгликоля представлены на рисунке. Самое низкое значение температуры замерзания соответствует составу, в котором этиленгликоля 66,7% и воды 33,3%. В других случаях одну и ту же температуру замерзания можно получить при двух значениях соотношений этиленгликоля и воды. Экономически выгодно использовать вариант с большим количеством воды.
Определение соотношения этиленгликоля и воды в антифризе осуществляют по плотности, измеренной с помощью ареометра или гидрометра. На специальных приборах для удобства вместо шкалы плотности применяется двойная шкала, одновременно показывающая содержание этиленгликоля в процентах и температуру кристаллизации. При проверке нужно учитывать температурные поправки к показаниям прибора, указанные в инструкции к нему.
Комплекс присадок включает в себя противокоррозионные, антивспенивающие, стабилизирующие и красящие вещества. Антифризы не должны содержать в своем составе нитрит-нитраты, которые, взаимодействуя с аминами, образуют токсичные соединения, причем некоторые из них канцерогенны (провоцируют онкологические заболевания).
Требования к антифризам в России установлены по ГОСТу 28084-89 «Жидкости охлаждающие низкозамерзающие. Общие технические условия». Стандарт нормирует основные показатели охлаждающих жидкостей на основе этиленгликоля: внешний вид, плотность, температуру начала кристаллизации, коррозионное воздействие на металлы, вспениваемость, набухание резины и т. д. Обязательной сертификации охлаждающие жидкости не подлежат.
7. Требования безопасности при работе с автомобильными эксплуатационными материалами.
1. Механические транспортные средства и прицепы должны быть зарегис�трированы в Государственной автомобильной инспекции в течение срока дей�ствия регистрационного знака «Транзит» или 5 суток после их приобретения или таможенного оформления.
2. На механических транспортных средствах... и прицепах должны быть установлены на предусмотренных для этого местах регистрационные знаки со�ответствующего образца, а на автомобилях, кроме того, размещаются в правом нижнем углу ветрового стекла талон о прохождении государственного техниче�ского осмотра и в установленных случаях лицензионная карточка.
Цифры и буквы регистрационных знаков должны быть повторены на зад�ней стенке кузовов грузовых автомобилей, прицепов... Высота цифр — не ме�нее 300 мм, ширина — не менее 120 мм, толщина штриха — 30 мм, размер букв 2/3 от размера цифр...
3. Техническое состояние и оборудование участвующих в дорожном движе�нии транспортных средств в части, относящейся к безопасности дорожного дви�жения и охране окружающей среды, должно отвечать требованиям соответству�ющих стандартов, правил и руководств по их технической эксплуатации.
4. Грузовой автомобиль с бортовой платформой, используемый для перевозки людей, должен быть оборудован сиденьями, закрепленными на высоте 0,3— 0,5 м от пола и не менее 0,3 м от верхнего края борта, а при перевозке детей, кроме того, борта должны иметь высоту не менее 0,8 м от уровня пола.
Сиденья, расположенные вдоль заднего или бокового борта, должны иметь прочные спинки.
5. На транспортных средствах должны быть установлены опознавательные знаки:
«Автопоезд» — в виде трех фонарей оранжевого цвета, расположенных го�ризонтально на крыше кабины с промежутками между ними от 150 до 300 мм — на грузовых автомобилях и колесных тракторах (класса 1,4 т и вы�ше) с прицепами, а также на сочлененных автобусах и троллейбусах;
«Шипы» — в виде равностороннего треугольника белого цвета, в который вписана буква «Ш» черного цвета (сторона треугольника не менее 200 мм, ширина каймы 710 стороны) — сзади механических транспортных средств, имею�щих ошипованные шины;
«Ограничение скорости» — в виде уменьшенного цветного изображения до�рожного знака 3.24 с указанием разрешенной скорости (диаметр знака не менее 160 мм, ширина каймы — 710 диаметра) — на задней стороне кузова слева у механических транспортных средств, управляемых водителями с водитель�ским стажем менее 2 лет, перевозящих тяжеловесные грузы, а также в слу�чаях, когда максимальная скорость транспортного средства по технической ха�рактеристике ниже определенной пунктом 10.3 Правил дорожного движения Российской Федерации;
«Опасный груз» — в виде прямоугольника размером 690x300 мм, правая часть которого размером 400x300 мм окрашена в оранжевый, а левая — в белый цвет с каймой черного цвета (ширина 15 мм) и обозначениями, характеризующи�ми опасные свойства груза — спереди и сзади транспортных средств, пере�возящих такие грузы;
«Крупногабаритный груз» — в виде щитка размером 400x400 мм с нанесен�ными по диагонали красными и белыми чередующимися полосами шириной 50 мм со световозвращающей поверхностью;
«Длинномерное транспортное средство» — в виде прямоугольника размером не менее 1200x200 мм желтого цвета с каймой красного цвета (шириной 40 мм), имеющего световозвращающую поверхность — сзади транспортных средств, длина которых с грузом или без груза более 20 м, и автопоездов с двумя и бо�лее прицепами. При невозможности размещения знака указанного размера до�пускается установка двух одинаковых знаков размером не менее 600x200 мм симметрично оси транспортного средства.
6. Предупредительные устройства для обозначения гибких связующих звень�ев при буксировке механических транспортных средств должны выполняться в виде флажков или щитков размером 200x200 мм с нанесенными по диагонали красными и белыми чередующимися полосами шириной 50 мм со световозв�ращающей поверхностью.
На гибкое связующее звено должно устанавливаться не менее двух преду�предительных устройств.
7. Конструкция жесткого буксирующего устройства должна соответствовать требованиям ГОСТа 25907—89.
8. Запрещается эксплуатация:
автомобилей, автобусов, автопоездов, прицепов, мотоциклов, мопедов, тракторов и других самоходных машин, если их техническое состояние и обо�рудование не отвечают требованиям Перечня неисправностей и условий, при которых запрещается эксплуатация транспортных средств (согласно прило�жению);
транспортных средств, не прошедших государственный технический осмотр, а также переоборудованных без соответствующего разрешения;
транспортных средств, оборудованных без разрешения Государственной автомобильной инспекции проблесковыми маячками и специальными звуковы�ми сигналами, с нанесенной на боковую поверхность кузова без согласования с Государственной автомобильной инспекцией наклонной белой полосой, без ук�репленных на установленных местах регистрационных знаков, имеющих скры�тые, поддельные, измененные номера узлов и агрегатов, или регистрационные знаки.
9. Должностным и иным лицам, ответственным за техническое состояние и эксплуатацию транспортных средств, запрещается:
выпускать на линию транспортные средства, имеющие неисправности, с которыми запрещается их эксплуатация, или переоборудованные без соответ�ствующего разрешения, или не зарегистрированные в установленном порядке, или не прошедшие государственный технический осмотр;
допускать к управлению транспортными средствами водителей, находящих�ся в состоянии опьянения (алкогольного, наркотического или иного), под воз�действием лекарственных препаратов, ухудшающих реакцию и внимание, в бо�лезненном или утомленном состоянии, ставящим под угрозу безопасность дви�жения, или лиц, не имеющих права управления транспортным средством данной категории;
направлять для движения по дорогам с асфальто- и цементобетонным по�крытием тракторы и другие самоходные машины на гусеничном ходу.
10. Соответствующие должностные и иные лица в случаях, предусмотрен�ных действующим законодательством, в установленном порядке согласовыва�ют:
маршруты движения и расположение остановочных пунктов маршрутных
транспортных средств;
переоборудование транспортных средств, установку на них специальных световых и звуковых сигналов, нанесение наклонных белых полос на боковые поверхности кузовов транспортных средств;
перевозку тяжеловесных, опасных и крупногабаритных грузов;
движение автопоездов общей длиной более 20 м или автопоездов с двумя или более прицепами.
Дисциплина «Техническое обслуживание автомобилей»
1. Планово-предупредительная система ТО и ремонта подвижного состава АТ, ее назначение. Основные понятия.
Для поддержания подвижного состава автомобильного транспорта в технически
исправном состоянии, необходимом для нормальной эксплуатации, принята
планово-предупредительная система технического обслуживания и ремонта.
Технически исправное состояние подвижного состава достигается путем
технического обслуживания и ремонта.
Техническое обслуживание проводится принудительно в плановом порядке через
определенные пробеги или время простоя подвижного состава.
Ремонт предназначен для восстановления и поддержания работоспособности
подвижного состава, устранения отказов и неисправностей, возникших при
работе или выявленных в процессе технического обслуживания. Ремонтные
работы выполняются как по потребности (после появления соответствующего
отказа или неисправности), так и по плану через определенный пробег или
время работы подвижного состава - предупредительный ремонт.
Техническое обслуживание и ремонт подвижного состава производят с
предварительным контролем или без него. Основным методом проведения
контрольных работ является диагностика, которая служит для определения
технического состояния автомобиля и агрегатов без разборки.
Цель диагностики при техническом обслуживании заключается в определении
действительной потребности в производстве работ, выполняемых при каждом
обслуживании, и прогнозировании момента возникновения отказа или
неисправности.
Цель диагностики при ремонте заключается в выявлении причин отказа или
неисправности и установлении наиболее эффективного способа их устранения.
2. Виды технических обслуживаний и ремонтов, их назначение.
Техническое обслуживание подвижного состава по периодичности, перечню и
трудоемкости выполняемых работ подразделяется на:
- ежедневное техническое обслуживание (ЕО);
- первое техническое обслуживание (ТО-1);
- второе техническое обслуживание (ТО-2);
- сезонное техническое обслуживание (СО).
3. Организация ежедневного технического обслуживания автомобилей. Примерный перечень основных операций.
Ежедневное обслуживание (ЕО) включает в себя: проверку прибывающего с линии
и выпускаемого на линию подвижного состава, внешний уход за ним и
заправочные операции. Для проверки подвижного состава в автотранспортном
предприятии создается контрольно-технический пункт (КТП) с осмотровой
канавой и комплектом необходимых, инструментов, приспособлений и
оборудования. Проверка подвижного состава входит в обязанности водителя и
работников отдела технического контроля (ОТ К).
При проверке подвижного состава, прибывающего с линии, устанавливаются:
время прибытия, показания счетчика пройденного расстояния и остаток топлива
в баке автомобиля; комплектность подвижного состава; наличие
неисправностей, поломок, повреждений; потребность в текущем ремонте.
В случае необходимости составляется заявка на текущий ремонт с перечнем
неисправностей, подлежащих устранению, и акт о повреждении подвижного
состава с указанием характера, причин поломки и лиц, ответственных за нее.
При выпуске на линию подвижного состава проверяется его внешний вид,
комплектность и техническое состояние, а также выполнение назначенного для
него накануне обслуживания или ремонта (по данным внешнего осмотра и
учетной документации).
Проверка производится по определенному перечню операций, составляемому в
автотранспортном предприятии с учетом конструкции нспользуемого подвижного
состава и условий его эксплуатации. Перечень должен предусматривать
обязательную проверку исправности систем, агрегатов, узлов и деталей
подвижного состава, влияющих на безопасность движения, в том числе рулевого
управления, тормозов, подвески, колес и шин, кузова и кабины, приборов
наружного освещения, световой и звуковой сигнализации, стеклоочистителей.
При смене водителей на линии техническое состояние подвижного состава на
момент его передачи проверяется водителем, закончившим смену, совместно с
водителем, приступающим к работе. Исправность подвижного состава
подтверждается подписями водителей в путевом листе с указанием времени
передачи и показаний спидометра.
Для выполнения операций внешнего ухода за подвижным составом, заключающихся
в уборке кузова и кабины, мойке и обтирке или обсушке, в автотранспортном
предприятии создаются посты или линии внешнего ухода с моечными установками
и другим необходимым оборудованием.
Заправочные операции ЕО — заправку автомобилей топливом, доливку масла в
картер двигателя и охлаждающей жидкости в радиатор производят водители за
счет своего рабочего времени, предусмотренного режимом их работы. Заправка
топливом производится, как правило, на автозаправочных станциях по талонам,
доливка масла и воды в автотранспортном предприятии.
Сроки проведения ЕО обусловливаются пробегом подвижного состава за рабочий
день.
4. Организация технического обслуживания № 1. Примерный перечень основных операций.
Первое техническое обслуживание (ТО-1) включает контрольные, крепежные,
регулировочные и смазочные операции, выполняемые, как правило, без снятия с
подвижного состава или частичной разборки (вскрытия) обслуживаемых
приборов, узлов и механизмов.
ТО-1 выполняется в течение промежутка времени между рабочими сменами
подвижного состава (в межсменное время).
Примерный перечень операций:
- Проверить ' внешним осмотром герметичность соединений систе-мы питания;
- при необходимости устранить неисправности;
- Проверить присоединение рычага педали к оси дроссельной заслонки и троса к рычагу воздушной заслонки, действие приводов и полноту открытия и закрытия дроссельной и воздушной заслонок. Педаль привода должна перемещаться в обе стороны плавно.
После работы автомобиля по пыльным дорогам промыть воздушными фильтр карбюратора и сменить в нем масло.
5. Организация технического обслуживания №2. Примерный перечень основных операций.
Второе техническое обслуживание (ТО-2) включает в себя все операции ТО-1,
производящиеся в расширенном объеме, причем в случае необходимости
обслуживаемые приборы, узлы и механизмы вскрывают или снимают с подвижного
состава.
Для проведения ТО-2 подвижной состав может сниматься с эксплуатации.
Техническое обслуживание ТО-1 и ТО-2 выполняется через определенный пробег,
устанавливаемый в зависимости от условий эксплуатации подвижного состава.
Примерный перечень основных операций:
- Проверить герметичность топливного бака и соединений. трубопроводов системы питания, крепление карбюратора и топливного насоса;
- при необходимости устранить неисправность.
- Проверить присоединение тяги к рычагу дроссельной заслонки и троса к рычагу воздушной заслонки, действие приводов, полноту открытия и закрытия дроссельной и воздушной заслонок.
- Проверить при помощи манометра работу топливного насоса (без снятия его с двигателя). Давление, создаваемое насосом, должно быть в пределах 0,3-0,4 кгс/см2.
- Проверить уровень топлива в поплавковой камере карбюратора при работе двигателя с малой частотой вращения коленчатого вала на холостом ходу.
- Промыть воздушный фильтр двигателя и сменить в нем масло.
6. Примерный перечень основных операций сезонного обслуживания.
Сезонное техническое обслуживание (СО) проводится 2 раза в год. Оно
является подготовкой подвижного состава к эксплуатации в холодное и теплое
время года, преимущественно совмещается с ТО-2 с соответствующим
увеличением трудоемкости работ.
Два раза в год снять карбюратор с двигателя, разобрать и очистить его. Промыть и проверить действие ограничителя частоты вращения коленчатого вала двигателя.
При подготовке к зимней эксплуатации проверить на специальных приборах карбюратор, его узлы и детали, включая жиклеры. Снять топливный насос, разобрать его; очистить и проверить состояние деталей. После сборки проверить топливный насос на специальном приборе.
Проверить исправность и установить заслонку регулирования подогрева смеси в положение, соответствующее времени года. Два раза в год выпустить отстой из топливного бака и один раз в год (при переходе на зимнюю эксплуатацию) промыть бак.
Проверка исправности бензинового насоса осуществляется по следующим показателям: по максимальному давлению, создаваемому насосом, по производительности насоса, по герметичности клапанов. Все эти параметры проверяются на приборе, который состоит из бачка и панели. На лицевой сто-роне панели при помощи шпилек крепится проверяемый насос. С тыльной стороны панели установлен эксцентриковый вал с маховиком. При вращении эксцентрикового вала приводится в действие насос, подсоединенный при помощи двух шлангов к прибору. Манометр на приборе показывает давление, созда-ваемое насосом, и герметичность его клапанов, а производительность насоса определяется по -количеству топлива, поступившего в стеклянный .мерный цилиндр за десять ходов коромысла.
Карбюратор проверяется на герметичность клапана, заглушек и соединений, уровень топлива в поплавковой камере и пропускную способность жиклеров. Пропускная/способность жиклеров проверяется на специальном приборе и оценивается по количеству воды (в см3), протекающей через жиклер за одну минуту, под напором водяного столба высотой в 1 м и температуре ее 20° С. Все остальные параметры проверяются на приборе, состоящем из бака и стойки о кронштейном для крепления карбюратора. 'Топливо в поплавковую камеру карбюратора поступает из топливного бачка под давлением сжатого воздуха, которое контролируется манометром и должно соответствовать давлению, создаваемому исправным топливным насосом. Повышение уровня топлива в поплавковой камере свидетельствует о негерметичности запорного клапана.
7. Неисправности системы питания карбюраторных двигателей, их признаки и причины. 8. Способы проверки и регулировки уровня топлива в поплавковой камере карбюраторов.
Неисправности системы питания заключаются в образовании смеси несоответствующего качества и, как следствие, повышенном расходе топлива. К наиболее часто встречающимся неисправностям системы питания относится образование богатой или бедной смеси.
Богатая рабочая смесь обладает пониженной скоростью горения и вызывает перегрев двигателя, работа его при этом сопровождается резкими хлопками в глушителе. Хлопки появляются в результате неполного сгорания смеси в цилиндре (не хватает кислорода воздуха). Догорание ее происходит в глушителе и сопровождается появлением черного дыма из него.
Длительная работа двигателя на богатой смеси приводит к перерасходу топлива .и большому отложению нагара на стенках камеры сгорания в электродах свечи зажигания, снижению мощности двигателя и увеличению его износа. Образованию богатой смеси способствует уменьшение количества поступающего воздуха или увеличение количества подаваемого топлива.
В изучаемых карбюраторах, имеющих главную дозирующую систему с пневматическим торможением топлива, в случае засорения воздушного жиклера происходит образование богатой горючей смеси. Эта неисправность устраняется продувкой воздушных жиклеров, главной дозирующей системы сжатым воздухом.
Увеличение количества поступающего топлива возможно в результате повышенного уровня топлива в поплавковой камере из-за неполного прилегания запорного клапана, засорения седла клапана, применения более легких сортов топлива, разработки отверстий жиклеров, неплотного закрытия клапана экономайзера и неполного открытия воздушной заслонки.
Уровень топлива в поплавковой камере регулируют одним из ранее описанных способов. При неплотном прилегании клапанов к седлу их следует притереть или заменить. Если отверстия жиклеров разработаны, то жиклеры заменяют.
Неплотно закрывающийся клапан экономайзера необходимо разобрать и притереть или заменить. Полное открытие воздушной заслонки регулируют изменением длины троса привода.
Бедная рабочая смесь также обладает пониженной скоростью сгорания, двигатель перегревается, и его работа сопровождается резкими хлопками в карбюраторе. Хлопки в карбюраторе появляются в результате того, что смесь еще догорает в цилиндре, когда уже открыт впускной клапан, пламя распро-страняется во впускной трубопровод и смесительную камеру карбюратора.
Длительная работа двигателя на бедной смеси также вызывает перерасход топлива вследствие того, что мощность двигателя в этом случае падает и чаще приходится пользоваться пониженными передачами.
Образованию бедной горючей смеси способствует либо уменьшение количества поступающего топлива, либо увеличение количества поступающего воздуха. Уменьшение количества поступающего топлива возможно в результате заедания воздушного клапана в пробке горловины топливного бака, засорения топливопроводов и фильтров-отстойников, неисправности топливного насоса, низкого уровня топлива в поплавковой камере, засорения жиклеров. Увеличение количества поступающего воздуха возможно из-за подсоса воздуха в местах соединения отдельных частей карбюратора, а также в местах соединения карбюратора с впускным трубопроводом и впускного трубопровода с головками цилиндров. Клапан пробки горловины топливного бака необходимо осмотреть и удалить пыль и кусочки льда, которые могут образоваться в зимнее время.
Засоренные трубопроводы продувают насосом для накачивания шин. Засоренные фильтры-отстойники нужно разобрать, очистить от грязи, промыть и продуть сжатым воздухом. При разборке фильтра тонкой очистки, имеющих керамический элемент, следует быть осторожным, так как он очень хрупок.
При сборке фильтров особое внимание следует уделять состоянию прокладок, порванные прокладки нужно заменить. Неисправность топливного насоса обычно сопровождается уменьшением или прекращением подачи топлива.
Наиболее часто в диафрагменном насосе возможны следующие "неисправности: повреждение диафрагмы, неплотное прилегание клапанов, износ наружного конца двуплечего рычага, уменьшение упругости пружины.
Поврежденные диски диафрагмы заменяют. В случае их повреждения в пути следует отпустить гайку крепления дисков диафрагмы, Осторожно развести их так, чтобы места повреждения не совпадали, и смазав мылом, собрать и установить на место. Неплотно прилегающий клапан необходимо разобрать, очистить от грязи, проверить состояние пружины и установить на место. Если этого окажется недостаточно, то клапан нужно заменить. При износе наружного конца двуплечего рычага его наваривают. Как временную меру (в пути) и прокладку между насосом и местом его крепления заменяют на более тонкую, тем самым приблизив рычаг к эксцентрику. Засоренные топливные жиклеры карбюратора необходимо продуть.
Применять для очистки жиклеров проволоку или другие твердые предметы запрещено, так как это приведет к увеличению или изменению формы отверстия жиклеров. Подсос воздуха в местах соединения карбюратора и впускного трубопровода устраняют подтягиванием креплений или заменой прокладок.
Одной из часто встречающихся неисправностей системы питания является течь топлива через неплотности в соединениях топливопроводов, что очень опасно, так как может вызвать пожар. Для предупреждения этой неисправности соединения следует периодически подтягивать.
9. Общее и поэлементное диагностирование двигателя.
При заметном снижении мощности, увеличении расхода топлива или масла, падении его давления, возникновении стуков, дымления или неравномерности работы проводят диагностирование двигателя, при котором определяется причина неисправности и выявляется по�требность в регулировочных работах или ремонте.
При общем диагностировании двигателя производят его осмотр и опро�бование пуском, измерение мощности и проверку технического со�стояния кривошипно-шатунного механизма, а также механизма га�зораспределения. Осмотр и опробование двигателя пуском обеспечи�вают визуальное обнаружение подтеканий масла, топлива или охлаждающей жидкости, оценку легкости пуска и равномерности рабо�ты, дымления на выпуске. Прослушивая работу двигателя, следует установить, нет ли резких шумов и стуков. При такой проверке мож�но выявить очевидные дефекты двигателя до проведения углублен�ного диагностирования.
Практика показывает, что в большинстве случаев течи можно устранить подтягиванием соединений или заменой поврежденных прокладок. Повышенное дымление на выпуске дизеля или увели�ченное содержание СО в отработавших газах бензинового или газо�вого двигателя чаще всего возникает из-за неисправности топливной аппаратуры. Стуки и резкие шумы могут быть вследствие износа поршневых пальцев, отверстий в бобышках поршней и во втулках верхних головок шатунов, износа вкладышей шатунных и коренных подшипников. Они появляются и при задирах поверхностей цилинд�ров и поршней, а также при увеличении тепловых зазоров в приводе клапанов или поломке клапанных пружин.
Назначением ТО-1 и ТО-2 является выявление и предупреждение отказов и неисправностей механизмов и систем двигателя путем свое�временного выполнения контрольно-диагностических, смазочных, крепежных, регулировочных и других работ.
Значительный объем работ при ТО-1 приходится на контроль и восстановление затяжки резьбовых соединений, крепящих оборудо�вание, трубопроводы и приемные трубы глушителя, а также сам дви�гатель на опорах.
При ТО-2 проверяют и при необходимости подтягивают крепле�ние головок цилиндров, регулируют тепловые зазоры в механизме газораспределения. Проверяют и регулируют натяжение ремней при�вода генератора и т.п.
Смазочные работы при ТО выполняются в соответствии с табли�цей (картой) смазки.
В отличие от диагностирования общего состояния двига�телей, поэлементная диагностика более сложная. С по�мощью поэлементного или углубленного диагностирова�ния технического состояния двигателей выявляют места, причины и характер неисправностей и отказов.
Работающий двигатель — источник богатой и разно�сторонней информации о его техническом состоянии. По�этому для поэлементной диагностики используется боль�шое количество симптомов: давление масла в системе смазки и в цилиндре в конце такта сжатия, количество газов, прорывающихся в картер за единицу времени, со�держание продуктов износа в картерном масле, акус�тические характеристики.
Достоверность диагностирования во многом зависит от величины относительного изменения оценочного пара�метра за период эксплуатации двигателя. Наибольшее относительное изменение имеют такие оценочные пара�метры, как содержание железа в картерном масле, рас�ход масла на угар и количество газов, прорывающихся в картер за единицу времени.
Одним из наиболее известных является метод опре�деления технического состояния цилиндропоршневой группы двигателя по количеству газов, прорывающихся в картер за единицу времени. Состояние уплотнения ка�меры двигателя этим методом можно оценить достаточно объективно. Однако широкому внедрению его в прак�тику препятствуют отсутствие четких рекомендаций и надежных приборов.
Углубленное диагностирование выполняют на стенде с беговы�ми барабанами , который монтируется на осмотровой кана�ве. Этот пост включает в себя пульт управления, вентилятор, а также нагрузочное устройство и приборы, необходимые для диагностиро�вания. На посту можно определить мощность двигателя и расход топлива, количество газов, прорывающихся в картер (газовым счет�чиком).
Для прослушивания стуков двигателей используют стетоскопы. Механические стетоскопы имеют слуховые наконечники, вставляемые в уши, и стержень, прижимаемый к различным точкам проверяемого механизма. Электронный стетоскоп состоит из стерж�ня, телефона, кристаллического датчика, транзисторного усилителя и батарейного питания.
Не�обходимо иметь в виду, что распознавание по характеру стуков неисп�равностей двигателя требует больших навыков.
10. Техническое обслуживание механизмов двигателя.
Компрессию двигателя (максималь�ное давление в цилиндре) определяют компрессометром при прово�рачивании коленчатого вала стартером, вставив резино�вый конусный наконечник компрессометра в отверстие для форсун�ки или свечи зажигания. Компрессограф снабжен само�писцем для записи давления по цилиндрам. Чтобы получить дос�товерные результаты, компрессию определяют на прогретом двига�теле, демонтировав с него все свечи зажигания или форсунки. За�данную частоту вращения вала следует обеспечивать исправной заря�женной аккумуляторной батареей, перед измерением компрессии в каждом цилиндре стрелку манометра необходимо устанавливать в нулевое положение.
Минимально допустимая компрессия для дизелей около 2 МПа, а для бензиновых и газовых двигателей она зависит от степени сжа�тия и составляет 0,60—1,00 МПа. Разность показаний манометра в отдельных цилиндрах не должна превышать 0,2 МПа для дизелей и 0,1 МПа — для бензиновых и газовых двигателей. Резкое снижение компрессии (на 30—40%) указывает на поломку колец или залегание их в поршневых канавках.
Прибор К-69М позволяет обнаружить чрезмерный из�нос, потерю упругости, закоксовывание или поломку колец, износ поршневых канавок, а также потерю герметичности клапанов и про�кладки головки цилиндров.
Сначала проверяют износ поршневых колец, для чего, установив поршень проверяемого цилиндра в положение, соответствующее на�чалу такта сжатия (все клапаны закрыты), через наконечник в отвер�стие для форсунки или свечи зажигания подают сжатый воздух под давлением 0,4 МПа. При износе поршневых колец появляются боль�шие утечки воздуха, поэтому давление в цилиндре, регистрируемое манометром, будет меньше 0,4 МПа. Шкала манометра, размечен�ная на зоны (хорошее состояние двигателя, удовлетворительное и требующее ремонта), указывает утечку, выраженную в процентах.
Вторую проверку выполняют при положении поршня вблизи ВМТ такта сжатия. Утечки воздуха более 15% указывают на сильный из�нос цилиндров.
Утечки воздуха через клапаны при неплотной их посадке в сед�лах определяют на слух, а герметичность прокладки головки цилин�дра — по появлению пузырьков воздуха в горловине радиатора или в стыке головки с блоком цилиндров, смоченного мыльным раство�ром.
Головка к блоку цилиндров крепится шпильками с гайками или болтами. Слабая затяжка гаек или болтов может привести к наруше�нию герметичности цилиндров двигателя, прогоранию прокладки и попаданию охлаждающей жидкости в цилиндры. Поэтому в процес�се эксплуатации двигателя периодически подтягивают крепления го�ловок: чугунной — на прогретом двигателе, а алюминиевой — на хо�лодном. Подтяжку производят динамометрическим ключом в по�следовательности (рис. 42), которая указана в заводских инструкци�ях. Момент затяжки для двигателей ЗМЗ-53 и ЗМЗ-24 (автомобили ГАЗ-53 и ГАЗ-24 «Волга») 73—78 Нм, для двигателя ЗИЛ-130 (авто�мобиль ЗИЛ-130) 70—90 Нм, для двигателя КамАЗ-740 (автомобиль КамАЗ-5320) 190-210 Нм.
У двигателей ВАЗ в головке цилиндров закреплен корпус под�шипников распределительного вала, гайки крепления которого так�же необходимо подтягивать в определенной последовательности (рис. 42, д). Окончательный момент затяжки этих гаек 22 Нм.
11. Общее и поэлементное диагностирование систем охлаждения и смазки двигателя. Техническое обслуживание.
Техническое обслуживание системы охлаждения. Ежедневно необходимо проверять натяжение ремня привода жидкостного на�соса и генератора, отсутствие подтеканий и контролировать уро�вень охлаждающей жидкости. Во время работы двигателя и сразу после его остановки уровень жидкости повышен в связи с ее рас�ширением при нагреве. Поэтому контроль уровня охлаждающей жидкости следует производить на холодном двигателе (желатель�но при температуре около 20°С). Уровень охлаждающей жидко�сти должен быть на автомобилях ВАЗ и ЗАЗ на 2—3 см выше рис�ки с отметкой «М1И» в расширительном бачке, на автомобилях АЗЛК — на 5—10 мм выше соединительного шва расширительно�го бачка, а на автомобиле ИЖ-21251 находиться вблизи наливной горловины радиатора.
В качестве охлаждающей жидкости в системах охлаждения дви�гателей используются Тосол-А40 и Тосол-А65. Эти жидкости пред�ставляют собой водные растворы Тосола-АМ, состоящего из этилен-гликоля и комплекса различных присадок. В связи с тем, что темпе�ратура кипения этиленгликоля почти в два раза выше температуры кипения воды, при эксплуатации автомобиля из охлаждающей жид�кости в первую очередь испаряется вода. Поэтому для восстановле�ния качества охлаждающей жидкости при отсутствии ее утечек из системы охлаждения двигателя необходимо доливать дистиллиро�ванную воду. Если же падение уровня охлаждающей жидкости было вызвано ее утечкой, то доливать следует охлаждающую жидкость той же марки, что была залита в двигатель. Поддержание необходи�мого состава охлаждающей жидкости особенно важно в условиях зимней эксплуатации, поскольку температура кристаллизации тосо-ла зависит от концентрации его раствора. Ниже приводятся данные о температурах кристаллизации охлаждающей жидкости при различ�ной концентрации в ней тосола.
Температуры кристаллизации охлаждающей жидкости, °С при соотношениях массы Тосола-АМ и дистиллированной воды в %:
100 и 0 80 и 20 70 и 30 65 и 35 60 и 40 56 и 44 50 и 50 40 и 60
-21,5 -45 -49 -65 -52 -40 -35,3 -24
Из приведенных данных видно, что излишняя концентрация То�сола повышает температуру его кристаллизации так же, как и слиш�ком малая его концентрация.
В связи с этим при сезонном обслуживании автомобиля при под�готовке его к зимней эксплуатации рекомендуется проверять плотность охлаждающей жидкости при помощи плотномера. Плотность охлаж�дающей жидкости Тосол-А40 должна составлять 1,075—1,085 г/см3, и для Тосола-А65 — 1,085—1,095 г/см3. В случае несоответствия плот�ности доливают либо концентрированный Тосол-АМ, либо дистилли�рованную воду.
Совершенно недопустимо попадание в охлаждающую жидкость нефтепродуктов, так как это вызывает резкое вспенивание жидко�сти, в результате чего двигатель будет перегреваться и может про�изойти выброс охлаждающей жидкости из радиатора или расшири�тельного бачка. Охлаждающие жидкости Тосол-А40 и Тосол-А65 имеют температуру кристаллизации соответственно -40 и -65°С и температуру кипения при атмосферном давлении около 108°С. При указанных отрицательных температурах жидкость превращается не в лед, а в густую массу, которая не вызывает повреждения радиато�ра и блока цилиндров двигателя. Эти жидкости не склонны к вспениванию, отложению накипи и испарению, но являются ядовиты�ми. При попадании их в организм человека может произойти тяже�лое отравление, поэтому их нельзя отсасывать ртом через шланг. После работы с ними надо хорошо мыть руки с мылом. Не следует допускать попадания жидкости на окрашенную поверхность кузова во избежание порчи окраски. Хранить жидкость можно в закупо�ренной чистой стеклянной, пластмассовой или железной, но не оцин�кованной посуде.
Для всех двигателей, эксплуатируемых в южных регионах стра�ны круглогодично, а в районах средней полосы и севера в теплое время года, при необходимости допускается заливать в систему ох�лаждения чистую мягкую воду, а еще лучше дистиллированную. Для этого из системы охлаждения сливают низкозамерзающую жидкость, заливают до полного уровня воду, пускают двигатель и прогревают его до нормальной температуры (80—90°С). Затем останавливают двигатель, сливают воду и окончательно заправляют систему чистой водой. Следует, однако, иметь в виду, что применение даже мягкой воды способствует образованию накипи на внутренних поверхностях рубашки охлаждения. Поэтому целесообразно при наливке в систему охлаждения воды, и особенно жесткой, добавлять в нее препарат «Ан-тинакипин». Применять воду в системах охлаждения с алюминиевы�ми радиаторами не рекомендуется во избежание окисления трубок.
Через 60 000 км пробега или через два года Тосол надо менять. Замена охлаждающей жидкости двигателя производится в следую�щем порядке: снять пробку заливной горловины расширительного бачка, открыть кран отопителя салона кузова, вывернуть сливные пробки радиатора и блока цилиндров и слить охлаждающую жид�кость в посуду. Удалить остатки жидкости из расширительного бач�ка. Затем надо залить в систему чистую воду, дать двигателю пора�ботать 3-4 мин, слить воду и залить тосол. При снижении уровня жидкости за счет ее испарения надо доливать дистиллированную воду.
Для заполнения системы охлаждающей жидкостью через расши�рительный бачок на двигателе ВАЗ-2106 необходимо отворачивать специальную пробку и снимать подводящий шланг отопи�теля кузова для более полного выхода воздуха из системы. После завертывания пробки и присоединения шланга жидкость доливают до установленного уровня в расширительном бачке.
Техническое обслуживание системы смазки
1. Через каждые 30 000 - 45 000 км пробега и раз в три года или ранее, если на корпусе подшипников распредвала появляются липкие смолистые отложения, систему смазки промывают специальным маслом. После остановки двигателя, слив отработанное масло, не сниая масляного фильтра, залейте специальное масло до отметки min на щупе указателя уровня масла. Пустите двигатель и дайте ему поработать на этом масле 10 минут на малых оборотах холостого хода. Полностью слейте масло и снимите грязный масляный фильтр, залейте новое масло, соответствующее сезону.
2. Фильтр всегда меняют одновременно со сменой масла. Для снятия масляного фильтра можно воспользоваться зубчатым или кожаным ремнем, хотя вполне подойдут и рукавицы.
3. При снятии фильтра вытекает масло, поэтому подставьте сосуд.
4. При установке фильтр необходимо завернуть вручную, руководствуясь указанием по его сборке и разборке. Фланец фильтра следует промыть бензином, резиновое уплотнение слегка смазать маслом. После этого можно заливать масло в карет двигателя.
5. Для самых современных бензиновых двигателей допускается применять только масла SG и SH.I. Масло самого высокого качества помечается SH.
6. Старайтесь использовать только масла, рекомендованные в руководстве по эксплуатации автомобиля.
12. Особенности регулировки карбюраторов с последовательной работой камер на малые обороты холостого хода.
13. Неисправности системы питания дизельных двигателей, их признаки и причины.
Во время работы дизельного двигателя в его системе питания могут происходить различные отклонения, вызванные следующими неисправностями.
Затрудненный запуск двигателя. Основными причинами могут быть:
- ограниченная подача топлива;
- не работают свечи накаливания;
- засорение трубки вентиляции бака;
- попадание воздуха в топливную систему;
- не работает электромагнитный запорный клапан или система подогрева;
- неправильная установка угла опережения впрыска топлива;
- неисправен топливный насос высокого давления (ТНВД), изношены или загрязнены форсунки;
- недостаточная компрессия в цилиндрах двигателя.
Двигатель на холостом ходу работает неустойчиво. Причинами могут быть:
- попадание воздуха в топливную систему;
- загрязнение топлива;
- неправильно отрегулирована частота вращения коленчатого вала на холостом ходу;
- износ или загрязнение форсунок;
- нарушение угла установки опережения топлива;
- повреждение или ослабление топливопроводов;
- неисправность топливного насоса высокого давления.
Снижение мощности и динамики разгона двигателя. Причины:
- износ или загрязнение форсунок;
- малая цикловая подача топливного насоса высокого давления;
- нарушение угла опережения впрыска топлива;
- недостаточная компрессия в цилиндрах двигателя.
Повышенный расход топлива, дымный выхлоп. Причины:
- негерметичность системы питания;
- загрязнение воздушного фильтра;
- загрязнения топливопровода слива топлива;
- износ или загрязнение форсунок;
- нарушение угла опережения впрыска топлива;
- неправильная установка зазоров в клапанном механизме;
- неисправность топливного насоса высокого давления.
14. Техническое обслуживание системы питания дизельного двигателя.
К неисправностям системы питания дизельного двигателя, вызывающим ухудшение его работы, относятся затрудненный пуск, перебои в работе, неравномерная работа, снижение мощности двигателя, дымный выпуск отработавших газов, неустойчивая работа двигателя и «разнос», когда двигатель трудно остановить. Трудность пуска двигателя происходит в результате чрезмерного снижения давления при впрыске и уменьшении подачи топлива. Эти неисправности возникают вследствие износа плунжерной пары и отверстий распылителя форсунки, уменьшения упругости пружины форсунки, плохого крепления штуцеров, засорения фильтров и трубопроводов.
Двигатель работает с перебоями, если неплотно затянуты штуцера топливопроводов высокого и низкого давления, неплотно прилегают крышки топливных фильтров (подсос воздуха), неисправен топливоподкачивающий насос, нарушена регулировка величины и равномерности подачи топлива секциями насоса высокого давления.
Мощность двигателя снижается из-за недостатка в подаче топлива и неправильной регулировки насоса.
Дымный выпуск отработавших газов является следствием избыточной подачи топлива и плохого его распыления или неправильной установки насоса высокого давления и износа поршневых колец. Избыточная подача топлива происходит из-за неправильной регулировки насоса высокого давления, а плохое распыливание из-за потери упругости пружин форсунки, неплотного прилегания иглы и износа отверстий распылителя.
Работа двигателя «в разнос» происходит в случае заедания рейки, поломки пружины рычага провода рейки и попадания излишнего масла в камеру сгорания при износе поршневой группы.
При выполнении сборочно-разборочных работ необходимо обеспечить максимальную чистоту, так как даже незначительное попадание пыли и грязи в систему питания может привести к ее засорению и износу деталей. После отсоединения топливопроводов все отверстия приборов и трубопроводов должны быть закрыты пробками, колпачками или замотаны чистой изоляционной лентой, а перед сборкой все детали должны быть тщательно промыты.
Топливопроводы и фильтры нужно промывать и продувать сжатым воздухом. Топливные фильтры заменяют при их значительном загрязнении или в соответствии с заводской инструкцией.
В неисправном топливоподкачивающем насосе и насосе высокого давления изношенные или поломанные детали заменяют. Насос высокого давления после обслуживания испытывают и регулируют на специальном стенде СДТА-1. Регулировку производят на начало, величину и равномерность подачи топлива.
В форсунках проверяют чистоту отверстий и если они закок-сованы, то их прочищают стальной проволочкой диаметром 0,3 мм. Собранную форсунку проверяют на давление впрыска и на распыливание. Игла форсунки должна плотно прилегать к своему гнезду, а если посадка нарушена, иглу нужно притереть фильтра фильтрующий элемент воздухоочистителя заменять.
Утечка в системе питания, помимо увеличения расхода топлива, приводит к нарушению режима работы двигателя. Для проверки герметичности топливопроводов низкого давления применяют прибор типа НИИАТ-383. В этом приборе создается давление 0,3 МПа и он подключается к топливопроводу со стороны бака, при этом все неплотности в соединениях обнаруживаются по обилы ному вытеканию топлива. Утечка в трубопроводах высокого давления также обнаруживается по вытекающему топливу.
Начало подачи топлива секциями насоса высокого давления регулируют на стенде типа СДТА-1 со снятой муфтой опережения впрыска.
Регулировку величины и равномерности подачи топлива секциями насоса производят на том же стенде. Величина и равномерность подачи определяется ио количеству топлива' в мерных мензурках для каждой топливной секции.
Регулировку частоты вращения коленчатого вала на холостом ходу осуществляют при прогретом двигателе вращением корпуса буферной пружины всережимного регулятора.
Максимальную частоту вращения регулируют ограничительным винтом максимальных оборотов. Проверяют по тахометру.
Проверка и регулировка форсунки на давление впрыска и качество распыливания топлива осуществляется на стендах типа КП 1600А.
Регулировку форсунки на давление впрыска производят при снятом колпачке путем вращения отверткой регулировочного винта, который предварительно нужно расконтрить.
В исправной форсунке топливо выпрыскивается одновременно из всех отверстий в виде тумана, после окончания впрыска не должно быть подтеканий.
Основные работы, выполняемые при техническом обслуживании системы питания дизельного двигателя. ЕО. Очистить от грязи н пыли приборы системы питания. Проверить уровень топлива в баке и при необходимости произвести заправку автомобиля топливом. Слить из топливного фильтра предварительной очистки 0,1 л, а из фильтра тонкой очистки 0,2 л топлива. Проверить герметичность соединения топливного бака, топливных фильтров, топлнвЪ-подкачивающего насоса, насоса высокого давления и форсунок и коммуникаций от воздушного фильтра. Проверить уровень масла п картере корпуса всережимного регулятора частоты вращения коленчатого вала, состояние привода управления насосом высокого давления, работу указателя уровня топлива в баке.
ТО-1. Проверить крепление впускного и выпускного трубопроводов, топливных фильтров и топлмвоподкачивающего насоса и герметичность воздухопроводов от воздушного фильтра. Слить отстой из топливного, бака. Промыть корпус и заменить фильтрующие элементы топливных фильтров. Смазать шарнирные соединения приводов управления насосом высокого давления.
ТО-2. Промыть топливный бак. Проверить крепление глушителя и всережимногб регулятора; герметичность системы питания и циркуляцию топлива, а также действие насоса высокого давления и форсунок. Отрегулировать частоту вращения коленчатого вала двигателя на холостом ходу. Через каждые 1000 ч работы фильтра фильтрующий элемент воздухоочистителя заменять.
При сезонном обслуживании произвести очистку первой ступени фильтра очистки воздуха. Не реже одного pasa в два года производить проверку показаний индикатора засоренности воздушного фильтра.
15. Способы проверки и регулировки форсунок.
В процессе эксплуатации дизельного двигателя качество работы форсунок постепенно ухудшается вследствие
Проверка и регулировка форсунок производится по необходимости через каждые 1000 ч работы двигателя, а также в случае затрудненного пуска, повышенной дымности и снижения мощности двигателя. Для проверки форсунки снимают с двигателя или через люки в крышках головок цилиндров с помощью специального приспособления, или при снятых крышках головок цилиндров с помощью отвертки. В обоих случаях предварительно снимают топливопроводы высокого давления и отворачивают гайки крепления форсунки. При снятии с двигателя на форсунках и их уплотнительных кольцах необходимо наносить метки, чтобы в дальнейшем их можно было поставить на прежние цилиндры. В случае замены форсунки необходимо ставить новое уплотнительное кольцо (из отожженной меди толщиной 2,3+°;25 мм). Нарушение этого правила может привести к удару поршня в распылитель форсунки. Форсунки проверяются на давление подъема иглы, на качество распыливания и на отсутствие подтекания топлива. Проверка форсунок производится или на специальном стенде или на простейшем приспособлении, состоящем из секции топливного насоса высокого давления и эталонной форсунки. Проверяемая и эталонная форсунки крепятся в вертикальном положении и соединяются с помощью тройника. Включив «максимальную подачу топлива насосом и равномерно вращая вал насоса, необходимо сделать несколько впрысков топлива через форсунки. Если давление подъема иглы у проверяемой форсунки отрегулировано правильно, впрыск топлива из обеих форсунок будет одновремен�ным. Отсутствие или запаздывание впрыска из эталонной форсунки свидетельствует о слабой затяжке пружины проверяемой форсунки. Отсутствие или запаздывание впрыска из проверяемой форсунки свидетельствует о слишком сильной затяжке пружины или заедании иглы распылителя проверяемой форсунки. В обоих случаях необходимо, ослабив контргайку и вращая регулировочный болт, добиться одновременного впрыска эталонной и проверяемой форсунками. Если сделать этого не удается, необходимо разобрать форсунку и проверить перемещение иглы в распылителе.
16. Техническое обслуживание систем электроснабжения.
Требования к надежности систем электроснабжения - При эксплуатации к надежности генератора и регулятора напряжения предъявляются достаточно высокие требования в связи с тем, что колебания напряжения в бортсети не должны превышать +- 3 % от расчетного. Увеличение колебания напряжения до +- 5 % приводит к изменю светового потока ламп до 20 %, а повышение напряжения — к снижению срока службы в 2 раза. Повышение лируемого напряжения на 10 — 12 % приводит к снижению срока службы аккумуляторной батареи в 2 — 2,5 раза. Безотказность работы генераторной установки в основном определяется надежностью крепления генератора к двигателю и соблюдением требований к усилию натяжения приводного ремня. Недостаточная жесткость крепления генератора приводит к излому лапы крепления генератора, а недостаточное усилие натяжения приводного ремня генератора приводит к проскальзыванию приводного ремня по шкиву, снижению частоты вращения ротора и пониженному напряжению на клеммах генератора. Превышение усилия натяжения ремня приводит к повышенному радиальному усилию на подшипник и к его преждевременному выходу из строя, а также интенсивному износу приводного ремня.
Правильность натяжения ремня в эксплуатации проверяют по прогибу при нажатии на ремень с усилием 3 — 4 кгс (для двигателей грузовых автомобилей) посередине между шкивами генератора и вентилятора. Прогиб ремня должен соответствовать требованиям инструкции по эксплуатации автомобиля.
Безотказность вибрационных и контактно-транзисторных регуляторов напряжения во многом определяется стабильностью характеристик пружин и электроэрозионной стойкостью контактов реле. Безотказность бесконтактных регуляторов напряжения определяется качеством комплектующих радиоэлементов и качеством сборки на заводе-изготовителе.
Операции технического обслуживания системы электроснабжения:
Основные работы по проверке технического состояния и обслуживания изделий системы электроснабжения автомобиля проводятся с периодичностью, равной или кратной ТО-2 с углубленным диагностированием рабочих параметров генератора, регулятора напряжения и выпрямителей.
При ТО-1 составные части системы электроснабжения очищают от пыли, масла и грязи. Проверяют надежность их крепления и натяжение приводного ремня.
Работы, проводимые с периодичностью, кратной нескольким ТО-2, имеют специфические особенности в зависимости от типа генератора и регулятора напряжения.
При каждом четвертом ТО-2 необходимо снять генератор переменного тока с двигателя для осмотра и профилактического обслуживания щеток и контактных колец. Для этого предварительно удаляют грязь, пыль и масло с поверхности генератора, продувают внутреннюю полость сжатым воздухом, а затем снимают пластмассовый щеткодержатель. В щеткодержателе проверяют свободу перемещения щеток в направляющих, вынимают и осматривают щетки, измеряют их высоту и упругость пружин. Если щетка туго перемещается в щеткодержателе, ее, а также стенки щеткодержателя протирают ветошью, смоченной в бензине. Щетки, достигшие предельного износа, заменяют новыми. Загрязненные контактные кольца протирают ветошью, смоченной в бензине, а кольца, имеющие износ по диаметру более 0,5 мм, протачивают и прошлифовывают. Усилие прижатия щетки пружиной к контактным кольцам можно измерить с помощью стрелочных весов или динамометра. Для этого из щеткодержателя удаляют одну щетку, а другой плавно нажимают на чашку стрелочных весов. Замер усилия прижатия производят в момент выступания щетки из щеткодержателя на 2 мм.
Усилие пружины для генераторов ВАЗ должно быть 0,40 — 0,44 кгс. Для всех других генераторов это усилие составляет 0,18 — 0,26 кгс.
Особое внимание при проведении ТО следует обращать на состояние подшипниковых узлов. Если при вращении ротора генератора от руки или на стенде прослушиваются посторонние шумы, следует разобрать генератор, выявить дефектный подшипник и заменить его новым.
Обслуживание вибрационных и контактно-транзисторных регуляторов напряжения проводят одновременно с ТО генераторов. У вибрационных peгуляторов напряжения проверяют регулируемое напряжение. При этом осмотром устанавливают степень эрозии контактов. При значительной эрозии контакты следует зачистить надфилем или абразивной пластинкой. После зачистки контакты продувают сжатым воздухом и протирают ветошью, смоченной в бензине. Регулировку всех вибрационных элементов регуляторов напряжения производят изменением натяжения пружины, подгибая хвостовик крепления пружины специальным ключом с использованием приборов.
Бесконтактные регуляторы напряжения не подвержены разрегулировкам, потому и не требуют никакого технического обслуживания, за исключением проверки надежности контактирования проводов и очистки поверхности от пыли и грязи.
Техническое обслуживание аккумуляторных батарей включает приведение их в рабочее состояние, уход в эксплуатации и хранение. При обслуживании необходимо строго придерживаться инструкции по эксплуатации.
17. Техническое обслуживание систем пуска.
Система пуска в автомобиле предназначена для запуска двигателя и включает в себя следующие составные элементы:
- замок зажигания;
- стартер с тяговым реле;
- механизм привода стартера;
- реле включения стартера.
Непосредственно для запуска двигателя предназначен специальный прибор — стартер
Неисправности в системе пуска проявляются в ненормальной работе стартера. Можно выделить пять основных неисправностей стартера.
|
1. Стартер не включается. Причина — нарушение контактных соединений, обрыв или короткое замыкание в цепях включения стартера, неисправность дополнительного реле включения стартера, неисправность тягового реле.
|
|
|
|
При включении стартера слышны многократные щелчки. Причина — неисправность удерживающей обмотки тягового реле, сильно разряжена аккумуляторная батарея, ослаблены контактные соединения в цепи стартера.
|
|
3. Стартер включается, но его якорь либо не вращается, либо вращается медленно. Причина — разряжена аккумуляторная батарея, нарушение контактных соединений, подгорание контактов тягового реле, загрязнение коллектора или изношенность щеток, междувитковое или короткое замыкание в обмотках.
|
|
4. Стартер включается, якорь его вращается, но маховик остается неподвижным. Причина — ослабление крепления стартера к картеру сцепления, повреждение зубьев маховика или шестерни привода, пробуксовка муфты свободного хода привода, поломки рычага, поводкового кольца или буферной пружины привода стартера.
|
|
5. Стартер не выключается после пуска двигателя. Причина — неисправность муфты свободного хода стартера, спекание контактов тягового реле. В случае такой неисправности немедленно остановите двигатель!
|
Указанные неисправности требуют квалифицированного вмешательства на автосервисе или по приезде в гараж . Предварительно можно лишь проверить степень разряженности аккумуляторной батареи с помощью вольтметра в комбинации приборов и затяжку контактных соединений в цепи стартера.
Техническое обслуживание стартера:
При техническом обслуживании проверить состояние зажимов, не допуская их загрязнения и ослабления крепления. Особое внимание следует обратить на состояние коллектора и щеток.
При значительной шероховатости коллектора и выступании слюды между пластинами проточить его на токарном станке.
Подгоревшие контакты электромагнитного реле стартера зачистить. Если контактные болты в местах соприкосновения с контактным диском имеют большой износ, повернуть их на 180°.
Проверить работу стартера на стенде. При включении стартера привод должен перемещаться на шлицевой части вала без заеданий и возвращаться в исходное положение под действием возвратной пружины. При повороте шестерен от руки по часовой стрелке якорь не должен трогаться с места, а при обратном вращении шестерня должна вращаться вместе с валом.
18. Техническое обслуживание систем зажигания
Технические обслуживание элементов системы зажигания (прерыватель-распределителя, катушки, коммутатора и свечей зажигания) осуществляется при каждом очередном ТО-2 автомобиля с углубленным диагностированием технического состояния. При ежедневном техническом обслуживании (ЕО) и ТО-1 проверяется работоспособность выключателя зажигания, надежность электрических контактов, состояние высоковольтной изоляции и крепления всех приборов зажигания.
Трущиеся детали распределителя в процессе эксплуатации подвержены наносам и нуждаются в систематическом смазывании. К таким деталям относятся подшипники валика и вакуумного автомата опережения зажигания, детали центробежного автомата, ось рычажка и кулачковой муфты.
Правильность установки угла опережения зажигания в эксплуатации можно проверить на слух при движении автомобиля на прямой передаче со скоростью 50 км/ч. Если резко нажать на педаль газа и при этом возникнет легкое постукивание с пocледующим быстрым его исчезновением, то зажигание установлено правильно.
Значительное количество прерываний тока в цепи первичной обмотки катушки – зажигания приводит к подгару и электроэрозии контактов прерывателя в контактной (классической) системе зажигания, что в конечном счете увеличивает сопротивление в первичной цепи катушки зажигания и уменьшает угол замкнутого состояния контактов. Если своевременно не очищать от нагара и грязи контакты прерывателя и не соблюдать зазор, увеличивается интенсивность износа прерывателя и ухудшаются энергетические характеристики системы зажигания.
В процессе эксплуатации необходимо содержать высоковольтные детали системы зажигания в чистоте и не допускать попадание на них влаги, пыли и грязи, что может привести к частичному шунтированию и утечке тока, пробою высоковольтных деталей или поверхностному перекрытию.
Чтобы избежать выгорания гнезд в высоковольтных деталях, высоковольтные провода должны быть достаточно хорошо закреплены и посажены в гнезда крышки распределителя, катушки зажигания и наконечников свечей зажигания.
Найти место отказа в системе. зажигания на автомобиле можно контрольной лампой, последовательно проверяя элементы первичной цепи системы зажигания, а затем, если первичная цепь исправна, а искра между проводом высоковольтного вывода катушки зажигания и «массой» отсутствует, то место отказа — во вторичной цепи (при исправной батарее).
Исправность свечей зажигания на 4-цилиндровых двигателях проверяется последовательным отсоединением высоковольтных проводов от периферийных гнезд крышки распределителя. Отключение нормальной свечи приводит к перебоям (ухудшению) в работе двигателя. Отсоединение неисправной свечи практически (на слух) не изменяет характера работы двигателя. Кроме того, неисправная свеча при работе двигателя нагревается меньше, чем работоспособные.
Наибольший объем работ по проверке технического состояния и техническому обслуживанию системы зажигания приходится на распределитель. Периодичность технического обслуживания распределителей зависит от их типа и категории условий эксплуатации автомобилей, на которые они установлены. Все типы распределителей при каждом четвертом ТО-2 рекомендуется подвергать углубленному техническому обслуживанию со снятием с автомобиля, причем распределители, работающие в классической и контактно-транзисторной системах зажигания, имеют различный объем работ.
Особое внимание уделяется проверке состояния высоковольтных деталей: крышки и ротора. Крышка распределителя не должна на поверхности иметь трещин, пробоя или перекрытия изоляции грязью. Центральный уголек должен свободно перемещаться в посадочном гнезде. Наружная и внутренняя поверхности крышки должны быть очищены от следов грязи, масла или влаги, а также очагов подгара на боковых контактах ветошью, смоченной в бензине.
Контакты прерывателя должны быть чистыми и не иметь подгара. Подгар этот удаляют абразивной пластинкой из комплекта инструмента водителя, а затем протирают их ветошью, смоченной бензином. При большом и асимметричном износе контактов рычажок и стойку прерывателя заменяют комплектно.
Усилие прижатия контактов прерывателя замеряется динамометром в момент размыкания контактов и сравнивается с установленным нормативом. Для замера усилия параллельно контактам прерывателя включают контрольную лампу. Зацепив динамометр за конец подвижного контакта, надо плавно потянуть в направлении, перпендикулярном рычажку подвижного контакта, до загорания контрольной лампы. В этот момент надо зафиксировать положение указателя на динамометре. Оно должно соответствовать нормативу.
19. Техническое обслуживание приборов освещения и сигнализации.
В процессе разборки оптического элемента не следует трогать руками зеркало отражателя. Отражатель промывают только в случае необходимости, после чего его обязательно просушивают. При сборке оптического элемента под рассеиватель нужно установить исправную резиновую прокладку и тщательно завальцевать зубцы отражателя.
Если на электрической лампе фары имеется темный налет или в ней оборвана спираль, лампу следует заменить так, чтобы пыль и грязь не попадали внутрь оптического элемента.
В фаре должна быть установлена только такая лампа, которая указана в технической документации. Произвольная замена ламп не допускается, во избежание нарушения системы светораспреде-ления, а это, в свою очередь, может привести к ослеплению водителя движущейся навстречу машины и к аварии.
Состояние изоляции проводов, клемм и зажимов на автомобиле, надежность их крепления, а также исправность предохранителей проверяют при каждом ТО-2.
Падение напряжения в цепях приборов электрооборудования не должно превышать 0,5—0,7 в. При больших значениях — неисправность должна быть устранена.
Контрольно-измерительные приборы автомобиля (указатели и датчики температуры воды, давления масла, уровня топлива, амперметр) при каждом четвертом ТО-2 снимают с автомобиля и проверяют на специальном приборе ГАРО модели 531 пли на стендах моделей 537, СПЗ-6, ХАЦИ. При проверке измеряют силу тока в цепи датчик —приемник при заданных значениях температуры воды или давления масла, сопротивление рабочей части реостата при определенных углах наклона поплавка, показания стрелок приемников при заданных значениях сопротивлений. При этом переключатель 10 устанавливают в одно из положений проверки: I—датчиков температуры воды и давления масла; II — приемников температуры воды и давления масла, III —датчика уровня топлива; IV — приемника уровня топлива и V — амперметра.
Уход за фарами заключается в проверке состояния рассеива-теля фары, отражателя и лампы оптического элемента.
Алюминированиый отражатель промывают отфильтрованной теп¬лой водой с помощью тампона из чистой стерильной ваты. Тампон вводится через центральное отверстие в отражателе, служащее для установки фланца цоколя лампы (без снятия рассеивателя). После промывки отражателя оптический элемент фары устанавливают зеркалом отражателя вниз и просушивают при температуре 16—20° С.
На отражателе очень легко могут появляться царапины, в результате чего он становится непригодным для эксплуатации, поэтому не разрешается удалять пыль с отражателя технической ватой, имеющей волокнистые включения, замшей или ветошью, а при промывке отражателя стерильной ватой сильно нажимать на тампон, который перемещается по зеркалу отражателя. Рассеи-ватель с трещиной подлежит замене, так как через неплотности на отражатель может попасть пыль и грязь, и весь оптический элемент станет непригодным. Для замены рассеивателя необходимо снять оптический элемент, осторожно отогнуть отверткой зубцы отражателя, после чего снять рассеиватель и его уплотнитель-ную резиновую прокладку, а зубцы выравнять легкими ударами молотка или плоскогубцами.
Ежедневно необходимо проверять действие всех приборов освещения, стоп-сигнала и указателя поворотов путем их включе� ния. Через 4—5 тыс. км пробега проверять крепление всех при� боров освещения, присоединенных к ним проводов, проверять и при необходимости регулировать направление светового луча фар.
20. Общее и поэлементное диагностирование агрегатов трансмиссии, техническое обслуживание. 21. Общее и поэлементное диагностирование ходовой части.
Износ агрегатов трансмиссии зависит от режимов эксплуатации автомобиля, дорожных условий и способов (приемов) вождения автомобиля, связанных с квалификацией водителя, и в первую очередь от качества выполнения работ при ТО и ТР.
В зависимости от дорожных условий изменяется скорость движения автомобиля, периодичность пользования сцеплением и коробкой передач, нагрузка на все агрегаты. При эксплуатации в городских условиях, а также по дорогам с выбоинами, ямами быстро изнашиваются подшипник муфты выключения сцепления, ведомый диск сцепления, шестерни коробки передач.
Механизм сцепления, коробка передач и карданная передача воспринимают нагрузки в несколько раз большие максимального крутящего момента двигателя. Это происходит при движении на первой передаче и задним ходом, а также при резком торможении двигателем с высокой скорости движения. При этом сцепление, воспринимая эти нагрузки за счет пробуксовки дисков, является как бы амортизатором. На шестернях коробки передач возникают значительные контактные напряжения, приводящие к разрушению шестерен, изгибу валов и разрушению подшипников. Изменение технического состояния переднего моста, нарушение схождения передних колес, установки шкворней приводит к износу шин и затруднениям в управлении автомобилем. Эксплуатация автомобилей с неисправными механизмами трансмиссии и ходовой части запрещена.
В процессе эксплуатации автомобиля происходит износ и поломка фрикционных накладок ведомого диска, износ опорного подшипника муфты выключения сцепления, нарушение регулировки рычагов выключения сцепления, ослабление нажимных и демпфирующих пружин, замасливание дисков. Неисправности механизма сцепления вызывают пробуксовку (неполное включение), неполное выключение (неполное разобщение дисков, когда сцепление «ведет») и резкое включение механизма. Эти неисправности могут быть причиной дорожно-транспортных происшествий. Неполное выключение сцепления затрудняет переключение передач. Пробуксовка сцепления также опасна не только тем, что в результате нагрева ведомый диск быстро выйдет из строя, но и тем, что это может привести к аварии, так как автомобиль теряет связь двигателя с ведущими колесами (например, при движении на подъем).
Одним из признаков неисправности сцепления и его привода является малый свободный ход педали привода. При значительном износе фрикционных накладок ведомого диска зазор между рычагами и опорным подшипником муфты выключения уменьшается, а следовательно, уменьшается свободный ход педали сцепления, и сцепление будет пробуксовывать. Свободный ход педали привода сцепления у автомобиля ЗИЛ-130 должен быть 35...50 мм, что соответствует зазору между рычажками и выжимным подшипником 3...4 мм. Свободный ход педали привода сцепления у автомобиля ГАЗ-53А должен быть 35...45 мм, что соответствует зазору между рычажками и подшипником 2 мм и зазору между толкателем и поршнем гидравлического цилиндра 0,5... 1,5 мм. Предельный свободный ход не должен быть менее 10...15 мм.
В коробках передач могут быть повышенные зазоры в зацеплении шестерен из-за износа зубьев, погнутости валов, износы подшипников, замков, нарушения соосности валов, а также самовыключение передач под нагрузкой и затрудненное их включение. При наличии последних двух неисправностей эксплуатация автомобиля запрещается правилами дорожного движения.
Работу коробки передач проверяют на ходу автомобиля, внешним осмотром и в процессе диагностирования. При диагностировании в основном определяют зазор в зацеплении шестерен, фиксируемый на вторичном валу.
У новых обкатанных автомобилей угловой зазор на различных передачах в коробке составляет 2,5...6° (наибольший на прямой передаче). Предельные значения -от 5 до 15°. Самопроизвольное выключение передач возможно в результате износа зубьев шестерен (особенно при неполном зацеплении), подшипников валов, сильного износа вилок и штоков переключения и осевого перемещения вторичного вала.
Трудное включение передач возможно при неправильной регулировке привода сцепления и самого сцепления, заеданий в приводе коробки передач, при износе деталей коробки, в том числе синхронизаторов, а также при отсутствии или недостатке смазки.
Основные неисправности карданной передачи заключаются в ослаблении крепления карданных валов, износе шеек, подшипников, крестовин карданных шарниров и шлицевых соединений. Характерным признаком неисправностей карданной передачи является появление стуков, хорошо прослушиваемых при резком изменении режима движения автомобиля и трогании автомобиля с места.
Зазоры, которые появляются в результате износа карданных передач, определяются или покачиванием карданного вала (без количественных результатов), или измерением в градусах. Значительные зазоры в сочленениях деталей карданной передачи приводят к стукам.
Серьезной неисправностью карданной передачи является биение карданного вала, которое может быть вызвано как его погнутостью, так и износом шлицевого соединения. Обе причины приводят к дисбалансу вала.
Правила дорожного движения запрещают эксплуатацию автомобиля, если поврежден или вибрирует карданный вал. При обрыве карданного вала происходит повреждение тормозных магистралей, и автомобиль остается без ножного и ручного тормозов.
Основные неисправности главной передачи заключаются в нарушении зацепления ведущей и ведомой шестерен, износе зубьев, подшипников, поломке деталей, ослаблении креплений. Шум шестерен при движении автомобиля со скоростью 30...60 км/ч под действием тяговой силы, создаваемой двигателем (а не накатом), свидетельствует о неправильном зацеплении шестерен (пятно контакта смещается в сторону широкой части зубьев ведомой шестерни). Шум шестерен при торможении двигателем свидетельствует о смещении пятна контакта зацепления в сторону узкой части зубьев ведомой шестерни.
Работа ведущего моста с непрерывным «воем» шестерен главной передачи может быть вызвана износом или повреждением зубьев шестерен, ослаблением крепления подшипников, износом подшипников, а также недостаточным уровнем масла в картере главной передачи или малой вязкостью масла. Общий признак изношенности зубьев шестерен и подшипников, а также ослабления крепления фланца ведущей шестерни — увеличенный зазор, измеряемый на переднем конце ведущей шестерни.
Рабочее место 1. Приборы для диагностирования агрегатов трансмиссии автомобиля.
Автомобиль при диагностировании устанавливается на осмотровой канаве. Люфтомер состоит из динамометрической рукоятки, захвата для установки на вилке карданного шарнира автомобиля и измерительного диска. Измерительный диск, подвижный на оси, градуирован в градусах с пределами измерений ±90° и ценой деления шкалы 0,5°. На диске имеется герметичное кольцо из прозрачного материала, в котором на половину его объема залита подкрашенная жидкость.
В рабочем положении, когда устройство закреплено захватом на задней вилке карданного шарнира автомобиля, жидкость в кольце занимает всю нижнюю половину кольца и служит в качестве уровня, по отношению к которому отсчитывается угол поворота карданного вала вместе с градуированным диском.
Угловой зазор в агрегатах трансмиссии измеряют при неработающем двигателе. Операции по измерению люфтов в трансмиссии целесообразно начинать с определения суммарного углового зазора карданной передачи. Для этого следует затянуть стояночный тормоз до упора и установить устройство на заднюю вилку карданного шарнира.
Затем, поворачивая устройством карданный вал в одну сторону, выбрать зазор и установить шкалу градуированного диска так, чтобы уровень жидкости в кольце на диске совпал с нулевой отметкой шкалы. Поворотом устройства в другую сторону выбрать зазор и по уровню жидкости определить его. Момент силы при выборе зазора карданной передачи должен быть в пределах 15...20 Н-м.
Второй операцией будет определение угловых зазоров в зацеплении шестерен всех передач в коробке передач. Для этого водитель автомобиля или слесарь-диагност по требованию мастера-диагноста поочередно включает передачи в коробке, а последний измеряет устройством зазоры. Зазор, измеряемый устройством, состоит из зазора карданной передачи (ранее измеренного) и зазора одной из передач коробки передач. Следовательно, зазор в передачах коробки будет меньше на угловой зазор карданной передачи.
Третьей операцией будет определение зазора главной передачи ведущего моста. Перед этим следует затормозить задний мост автомобиля и выполнить операции по определению зазора карданной передачи при нейтральном положении шестерен в коробке передач.
2. Приспособление предназначено для проверки биений карданных валов. Корпус 6 устройства устанавливается на рычаге в сборе 3 свободно. Он может перемещаться в осевом направлении в пределах 100 мм. В заданном положении корпус 6 фиксируется зажимом 5 и сухариком 4.
При проверке прогиба карданного вала задний мост автомобиля поднимают домкратом или другим подъемным устройством так, чтобы колеса не касались пола, а карданный вал мог свободно проворачиваться. Затем с помощью шнура подключают электромагнит к сети постоянного тока напряжением 12 В. Далее прикладывают электромагнит к очищенной поверхности нижней полки лонжерона, против места замера прогиба карданного вала надежно закрепляют устройство на полке и включают электромагнит. Затем рукояткой 2 и зажимом 5 ослабляют осевой и телескопический зажимы и подводят к карданному валу индикатор с ножевидным наконечником так, чтобы индикатору был сообщен предварительный натяг 2...3 мм, и устанавливают индикатор на нуль. После этого зажимы затягивают, карданный вал поворачивают рукой на один оборот и по показанию индикатора определяют прогиб труб карданной передачи.
3. Техническое состояние сцепления можно определить по свободному ходу педали, а также по наличию пробуксовки и неполноты выключения сцепления.
При пробуксовке сцепления появляется неравенство угловых скоростей ведущего и ведомого дисков. Для определения наличия пробуксовки сцепления можно применять стробоскопический прибор или лампу-вспышку (осветитель) любого мотор-тестера.
Прибором можно визуально контролировать работу сцепления по положению метки на карданнс^м валу или шарнире при импульсном подсвечивании крестовины карданного шарнира при работе автомобиля под нагрузкой на стенде с беговыми барабанами. Стробоскопический эффект позволяет наблюдать при неисправном сцеплении сдвиг между моментом вспышки (зажигания) и меткой, нанесенной на карданном валу или на крестовине карданного шарнира.
Сцепления проверяют на стенде КИ-8930 при измерении тяговой мощности. Предварительно необходимо к системе электрооборудования подключить прибор в следующем порядке: провод со знаком «минус» присоединить к «массе» автомобиля; провод со знаком «плюс» — к плюсовой клемме аккумуляторной батареи автомобиля; провод без маркировки (щуп) — к свече первого цилиндра. Перед работой со стробоскопом желательно сделать отметку мелом на трубе карданной передачи или крестовине карданного, шарнира у главной передачи.
Проверку сцепления выполняют в следующем порядке : после установки автомобиля на стенде, прогрева двигателя и подключения стробоскопа включают прямую передачу и плавно полностью открывают дроссельную заслонку. Включают стенд, реостатом загружают автомобиль до скорости вращения барабанов стенда, равной 900 об/мин (50 км/ч). Затем нажимают на кнопку включения стробоскопа и направляют световой луч на метку. При исправном сцеплении метка кажется неподвижной.
4. Крепление мостов автомобиля к раме или кузову осуществляется с помощью рессор и амортизаторов. От состояния рессор и амортизаторов зависит правильность взаимного расположения переднего и заднего мостов. Даже незначительное отклонение мостов приводит к нарушению управляемости автомобилем, к дополнительным сопротивлениям движению его, повышенному расходу горючего и износу шин. Состояние рессор — прогиб и длину их — измеряют шаблонами.
Амортизаторы подвески оказывают влияние на безопасность движения, плавность хода автомобиля. На стенде (112), который выполнен в виде стальной конструкции, проверяется состояние амортизаторов по их способности гасить колебания за определенный отрезок времени.
С правой стороны стенда расположена колеблющаяся опора для колеса, а с левой — опора, регулируемая в соответствии с колеей проверяемого автомобиля. При включении электродвигателя 8 вращательное движение вала устройством 9 преобразуется в колебательное; момент вращения увеличивается маховиком 7. Колебательное движение через пружину 5 и регулировочный винт передается рычагу 1, а затем платформе 10, на которую наезжает колесо автомобиля.
Колебания воспринимаются подвеской автомобиля, и после выключения электродвигателя частота колебаний подвески и платформы будет одинаковой. В дальнейшем колебания гасятся амортизатором. На диаграммном диске самописца 3 отражаются максимальные и минимальные колебания в зависимости от их амплитуды, которые сравниваются с эталонными — по длине записи и времени гашения колебаний. Для сокращения времени регистрации колебаний можно на стенде установить устройство, автоматически записывающее колебания ( 113).
К опоре стенда 1 жестко прикреплен корпус 2 датчика, на котором укреплена пластина 5 из диэлектрика. На этой пластине вдоль продольной оси размещены герконы 6 (герметические контакты). К штоку 7 стенда укреплен хомут 8 с постоянным магнитом 9, который замыкает только контакты одного геркона.
Переключателем устанавливается подключение геркона к одной из сторон стенда и запускается электродвигатель на несколько секунд. При колебании штока прикрепленный к нему магнит 9 замкнет тем больше контактов герконов 6, чем больше его максимальный размах. При замыкании контактов геркона подключается питание к катушке соединенного с ним реле, что вызывает замыкание нормально открытых контактов этого реле. Таким образом, чем больше максимальный размах штока 7, тем больше будет замкнутых контактов реле, тем больший ток будет фиксироваться амперметром, отградуированным на параметры технического состояния амортизаторов.
Изучение процесса диагностирования агрегатов трансмиссии автомобиля различными приборами:
2. Подготовить приборы и автомобиль к работе. Автомобиль должен быть чистым, установлен на осмотро-вой канаве или на посту диагностирования, оборудованном стендом КИ-4872.
3. Выполнить все операции диагностирования карданной передачи, коробки передач, главной передачи, сцепления автомобиля
22. Технология монтажа и демонтажа шин. Правила безопасности. Виды и назначение балансировки колес.
Техническое состояние шин проверяйте внешним осмотром, начиная с левого переднего колеса по часовой стрелке. Удалите застрявшие в протекторе, боковинах и между сдвоенными шинами камни и другие посторонние предметы. При обнаружении на шинах пятентоплива, масла и других нефтепродуктов протрите шины досуха.
Следите за тем, чтобы на шины не попадали топливо, масло и другие нефтепродукты, так как это быстро выводит их из строя.
Давление воздуха в шинах колес проверяйте манометром. Снижение давления на 25% от нормального сокращает срок службы шин на 35…40%. Также учитывайте, что расход топлива увеличивается на 1...1,5 л на 100 км пробега при снижении давления в шинах на 98 кПа (1,0 кгс/см2). Поэтому давление воздуха в шинах должно соответствовать величинам, указанным в технической характеристике.
При подкачке шин не находитесь в зоне подкачиваемого колеса. Подкачайте шины, пользуясь шлангом для накачки шин из комплекта инструмента и принадлежностей или любым другим шлангом с накидной гайкой под резьбу М 16Х1,5. Подсоединяйте шланг к регулятору давления (см. раздел «Тормозные системы»). Перед накачиванием шин давление в ресиверах понизьте до величины, соответствующей включению регулятора.
Снятие колеса со ступицы проводите при надежно заторможенном автомобиле и при полностью выпущенном воздухе из шин в следующем порядке:
- для передней оси: вывесите колесо домкратом, отверните десять гаек крепления колес к ступице, снимите колесо;
- для среднего и заднего мостов: вывесите колесо домкратом, отверните десять гаек крепления колеса к ступице, снимите наружное колесо и внутреннее колесо.
Установку колес проводите в обратной последовательности.
Для разборки колеса положите его замочным кольцом вверх и выпустите воздух из шины. Сделайте пометки на шине и ободе (для сохранения балансировки после сборки). Последовательность разборки показана на рис. Порядок разборки колеса и демонтажа шины:
- I—вставьте прямую лопатку между бортовым кольцом и шиной, отожмите борт шины вниз;
- II—в образовавшийся зазор вставьте изогнутую лопатку так, чтобы конец лопатки упирался в бортовое кольцо, а пятка—на прямую лопатку;
- III—перемещая прямую и изогнутую лопатки по окружности обода колеса и отжимая вниз борт шины, снимите его с конической полки замочного кольца;
- IV — вставьте конец прямой лопатки в прорезь на замочном кольце и отожмите кольцо из канавки;
- приподнимите замочное кольцо вверх, упирая изогнутую лопатку в бортовое кольцо;
- продолжая удерживать замочное кольцо в приподнятом положении, заведите конец прямой лопатки под нижний торец замочного кольца;
- удерживая замочное кольцо рукой, выжмите его прямой лопаткой из канавки обода.
Выньте бортовое кольцо и, перевернув колесо, снимите борт шины с обода с помощью прямой и изогнутой лопаток.
Поставьте колесо вертикально. выньте обод из шины до упора вентиля камеры в торец вентильного паза, утопите вентиль в паз и извлеките обод из шины.
Не выбивайте обод из шин ударами кувалды по замочной части обода.
Для монтажа шины на обод колеса вложите камеру в покрышку и вставьте ободную ленту, предварительно посыпав камеру тальком. Подкачайте камеру и заверните золотник. После этого проделайте операци (см. рис.). Порядок монтажа шин:
- I — положите шину на обод с некоторым перекосом и вставьте вентиль в вентильный паз. Проследите за тем, чтобы не было перекоса вентиля. Приподнимите шину со стороны вентиля и наденьте на обод:
- II — наденьте бортовое кольцо и вставьте в канавку обода противоположную от разреза часть замочного кольца, утопите сначала одну часть кольца и затем другую.
Не монтируйте кольцо ударами молотка без применения деформируемой прокладки. Это приведет к появлению забоин и деформации замочного кольца.
Убедитесь, что кромки замочного кольца находятся под бортом шины. Если в некоторых местах кромка кольца упирается в борт шины, необходимо заправить кромку под борт.
Поставьте колесо в специальное предохранительное ограждение, а в дорожных условиях положите замочным кольцом вниз. Подкачайте шину до давления не более 49 кПа (0,5 кгс/см2). Убедившись, что борт шины по всей окружности находится на замочном кольце, доведите давление до нормального.
При сборке и установке помните, что бортовое и замочное кольца и обод не должны иметь трещин, вмятин, ржавчины и грязи (особенно в замочной канавке), а соприкасающиеся поверхности покрышек должны быть присыпаны тальком.
Замочное кольцо должно надежно входить в канавку обода всей своей внутренней поверхностью.
Монтаж и демонтаж шин на предприятии должен осуществляться на специально отведенном участке, оснащенном необходимым оборудованием, приспособлениями и инструментом.
Монтаж и демонтаж шин в дорожных условиях необходимо производить специальными монтажными лопатками из комплекта инструмента и принадлежностей.
Помните правила:
- не монтируйте шину на обод, не соответствующий по размеру данной шине;
- не используйте бортовые и замочные кольца от колес других марок автомобилей;
- не используйте шины, на бортах которых имеются задиры и повреждения, препятствующие монтажу;
- во время и после накачивания шины не ударяйте по ободу, замочному и бортовому кольцам и шине. Подкачивать шину без демонтажа возможно при снижении давления воздуха не более чем на 40% по сравнению с нормальным и при уверенности в том, что уменьшение давления не нарушило правильность монтажа.
Помните, что для сохранения балансировки колеса старую шину следует устанавливать в таком же положении, как и до разборки (метки на шине и ободе должны быть совмещены).
Гайки крепления колес должны быть затянуты равномерно в два-три приема согласно схеме (см рис. Порядок затяжки гаек колеса) с моментом 54-67 кгс.м.
Перед установкой дисковых колес очистить посадочное место на ступице и колесе. Смазать смазкой посадочный диаметр на ступице, резьбу на болтах крепления колес. Капните каплю масла между гайкой и опорной шайбой.
После снятия и очередной установки дисковых колес на автомобиль проверить момент затяжки гаек после небольшого пробега (100…150 км).При необходимости подтянуть до указанного момента.
В автотранспортных предприятиях необходимо производить балансировку колес в сборе после каждого монтажа шины и при каждом втором техническом обслуживании (ТО-2).
Балансировка производится со снятием колес с автомобиля или непосредственно на автомобиле с использованием при этом стационарных или передвижных станков. Перед балансировкой шины должны быть вымыты и очищены от грязи и посторонних предметов.
Статическая балансировка колёс
Для предупреждения виляния колёс, вызываемого их неуравновешенностью (наличием дисбаланса), в процессе эксплуатации производят статическую балансировку всех колёс легковых автомобилей. Балансируют колёса непосредственно на автомобиле, пользуясь балансированными грузками, прикрепляемыми к ободу колеса с помощью пластинчатого пружинного держателя, входящего под борт покрышки.
Передние колёса балансируют на своих ступицах, а задние колёса – на одной из ступиц переднего колеса.
Моментная балансировка - уменьшение главного момента дисбалансов.
Динамическая балансировка – уменьшение дисбалансов колеса, корректи-
рующих его динамическую неуравновешенность.
23. Неисправности гидравлических усилителей рулевого управления, их причины и признаки. Техническое обслуживание.
Техническое обслуживание системы рулевого управления с ГУР
На автомобилях с гидравлическим усилителем рулевого управления люфт измеряют при работающем двигателе. Как правило, рулевой механизм с гидроусилителем обладает высокой надежностью и не требует сложного обслуживания при эксплуатации автомобиля. Даже в случае отказа насоса усилителя, движение на автомобиле можно продолжать, хотя для поворачивания рулевого колеса в этом случае потребуется прикладывать значительно больше усилий, чем даже на автомобиле без гидроусилителя. Причиной полного отказа гидроусилителя чаще всего является обрыв приводного ремня насоса. Регулярно проверяйте состояние ремня – он может быть изношен или слабо натянут. Одним из признаков слабого натяжения ремня является появление отдачи (обратного толчка) на рулевом колесе. Обычно это заметнее всего при трогании автомобиля с места, когда колеса повернуты до отказа. Поддерживайте на должном уровне количество жидкости в бачке усилителя. При необходимости доливайте жидкость только указанной в руководстве по обслуживанию марки. Учтите, что жидкость, предназначенную для АКПП, можно использовать не для всех гидроусилителей рулевого управления. В продаже имеется много разных марок жидкостей. Неподходящая жидкость может испортить все сальники в системе. Так как жидкость используется не только как рабочее тело гидросистемы, но и как смазочный материал, очень важно, чтобы ее уровень не опускался ниже нормы, иначе насос может выйти из строя. Следите также за чистотой жидкости. Грязная или просроченная жидкость быстро разрушит насос и уплотнения гидросистемы, расположенные на реечном механизме, что потребует потом дорогостоящего ремонта. Замена жидкости требуется редко. Если же вы хотите слить жидкость, необходимо открыть крышку расширительного бачка, отсоединить один из трубопроводов системы и несколько раз повернуть рулевое колесо из стороны в сторону для выдавливания жидкости из гидросистемы. Специальное отверстие для слива жидкости обычно отсутствует. Заправка новой жидкости производится через расширительный бачок. Как правило, при этом в гидросистеме образуются воздушные пробки, нарушающие ее работоспособность. Их следует удалить. Проще всего сделать это следующим образом. Запустите двигатель, откройте крышку расширительного бачка и прокачайте систему, поворачивая руль несколько раз из одного крайнего положения в другое. По мере прокачивания гидросистемы уровень жидкости в бачке будет понижаться. Повторяйте эту процедуру до тех пор, пока он не стабилизируется. После этого долейте жидкость до требуемого уровня и закройте крышку, предварительно проверив, не засорено ли в ней вентиляционное отверстие (если оно имеется). Наиболее частой неисправностью гидроусилителей является течь жидкости. С таким дефектом автомобилям обычно не удается пройти техосмотр. У некоторых старых гидросистем допускалось небольшое просачивание жидкости через подшипники, валы и т.п., поскольку их практически невозможно сделать полностью герметичными. Регулярно осматривайте узлы системы со всех сторон для своевременного обнаружения возможных подтеканий из трубопроводов и штуцеров, а также из не туго закрепленных трубопроводов и других деталей. Выясните, не трутся ли трубки и шланги о детали шасси и подвески. Неисправность гидропровода может приводить к прорыву жидкости через чехлы. Производя проверку, поворачивайте рулевое колесо из одного крайнего положения в другое. Небольшие течи часто можно устранить, введя в жидкость специальные герметизирующие добавки, которые имеются в продаже. Однако это будет только кратковременной мерой. В случае неисправности насоса его можно отремонтировать, воспользовавшись ремонтным комплектом новых сальников. Замена сальников мало что исправит, если насос сильно изношен. Для тех, кто любит делать все самостоятельно, ремонт насоса не представит больших трудностей. Однако прежде чем устанавливать отремонтированный насос на автомобиль, желательно проверить его на стенде. Если вы подозреваете, что насос изношен, то обратитесь к специалисту по гидроусилителям, чтобы он проверил его рабочее давление и правильно определил неисправность. Вообще говоря, многочисленные достоинства руля с гидроусилителем во много раз перевешивают проблемы, создаваемые ее возможными неисправностями. Стоит после того, как вы поездили на автомобиле с современной системой, пересесть на автомобиль, не имеющий гидроусилителя рулевой системы, и вы немедленно "почувствуете разницу".
|
Неисправности рулевого управления с гидроусилителем и способы их устранения
Признак неисправности
Причины неисправности
Способы устранения
Неустойчивое движение автомобиля на дороге (требуется регулярная корректировка заданного направления движения рулевым колесом) и стук в рулевом механизме
1. Наличие зазора в зацеплении '"гайка -поршень - зубчатый сектор вала сошки"
2. Люфт в шлицевом соединении сошки с валом сошки.
3. Ослабления крепления рулевого механизма к лонжерону.
1. Отрегулировать зазоры в зацеплении.
2. Затянуть гайку крепления сошки.
3. Подтянуть детали крепления.
Повышенное усилие на рулевом колесе
1. Недостаточное натяжение ремня привода насоса.
2. Неисправен насос.
1. Подтянуть ремень.
2. Заменить насос.
Скачкообразное изменение усилия на рулевом колесе при его вращении или заедание рулевого колеса при изменении направления его вращения
1. Наличие воздуха в гидросистеме (мутное масло, пена в бачке) рулевого усилителя.
2. Засорение клапанов насоса.
1. Прокачать гидросистему.
2. Промыть клапана.
Повышенный шум в гидросистеме рулевого усилителя
1. Недостаточный уровень масла в бачке
2. Наличие воздуха в гидросистеме.
1. Долить масло.
2. Прокачать гидросистему.
Увеличение шумности работы гидросистемы в крайних положениях рулевого колеса, когда упоры на сошке касаются лонжеронов
1. Насос частично потерял работоспособность (задраны рабочие торцы деталей качающего комплекта)
1. Заменить насос.
Заклинивание насоса или снижение эффективности работы рулевого усилителя (постоянное повышенное усилие на рулевом колесе)
1. Попадание абразивных или металлических частиц в насос
2 Разрушение фильтрующего элемента
Слить из гидросистемы загрязненное масло, заменить насос и бачок, заправить и прокачать гидросистему.
|
|
|
|
|
24. Техническое обслуживание тормозной системы с пневматическим приводом. Методы проверки эффективности торможения и герметичности привода.
Ежедневное обслуживание - проверка давления воздуха и герметичность
пневматической системы, состояние шлангов пневматического привода, работы и
одновременности действия тормозов, слив конденсата из воздушных болонов.
Техническое обслуживание:
1). Проверка шплинтовки пальцев штока тормозных камер, величины
свободного хода тормозной педали, состояние и действие привода тормозного
крана, состояние и действие привода стояночного и моторного тормозов.
2). Проверка крепления тормозного крана, воздушных болонов, тормозных
кранов, опор разжимных кулаков, деталей тормозного привода; снятие ступицы
с тормозными барабанами и проверка состояния колодок, барабанов, стяжных
пружин, опорных тормозных дисков, фикционных накладок, регулировка
тормозного привода и колесных тормозных механизмов.
Сезонное обслуживание - снятие и передача в агрегатный участок тормозных
кранов для проверки и регулировки, отсоединения головки компрессора,
очистка поршней, клапанов, седел клапанов, воздушных клапанов, проверка
герметичности клапанов и один раз в год воздушных баллонов на
герметичность, состояние диафрагм камер, промывка антифризного насоса и
влагопоглотителя.
Герметичность пневматической системы можно проверить путем проверки эффективности ее работы пробным торможениями на ходу, а также ход рычага стояночной тормозной системы и способность ее удерживать автомобиль на уклоне, состояние шлангов пневматического привода, работы и одновременности действия тормозов, слив конденсата из воздушных баллонов, проверка уровня тормозной жидкости в бачке гидропривода тормозов (при необходимости долить жидкость, определить и устранить причину падения ее уровня).
При исправной тормозной системе полное торможение должно происходить после однократного нажатия на педаль примерно на половину ее хода, при этом водитель должен ощущать большое сопротивление к концу хода педали. Если сопротивление и торможение наступают при отжатии педали на большую велечину, то это свидетельствует об увеличение зазора между тормозными барабанами и колодками. Если же сопротивление педали слабое, она пружинит и легко отжимается до пола, а полного торможения не происходит или происходит после нескольких последовательных нажатий, это означает, что в систему проник воздух. В этом случае надо немедленно определить и устранить причины попадания в систему воздуха, поскольку даже малейшее нарушение герметичности может привести к опасным последствиям при необходимости резкого торможения.
25. Техническое обслуживание тормозной системы с гидравлическим приводом. Методы проверки ее технического состояния.
При техническом обслуживании выполняются работы, пред�усматриваемые видами ТО.
При ежедневном обслуживании проверяют действие тормозов в начале движения автомобиля, герметичность соединений в трубопро�водах и узлах гидропривода. Утечку жидкости конт�ролируют по уровню жидкости в бачках и наличию подтеков в местах соединений. Утечку воздуха определяют по снижению давления на манометре на неработающем двигателе на слух и др.
При первом техническим обслуживании кроме работ при ЕТО про�веряют: состояние и герметичность трубопроводов тормозной систе�мы, эффективность действия тормозов, свободный и рабочий ход пе�дали тормоза и рычага стояночного тормоза, уровень тормозной жид�кости в главном тормозном цилиндре и при необходимости долива�ют, состояние тормозного крана, состояние механических сочленений педали, рычагов и других деталей привода.
При втором техническом обслуживании проводят работы в объеме ЕТО и ТО-1 и дополнительно проверяют состояние тормозных меха�низмов колес при их полной разборке, заменяют изношенные детали (колодки, тормозные барабаны), собирают и регулируют тормозные механизмы. Прикачивают гидропривод тормозов, проверяют работу компрессора, регулируют натяжение приводного ремня и привод сто�яночного тормоза.
Сезонное обслуживание совмещают с работами при втором техни�ческом обслуживании и дополнительно производят работы в зависи�мости от сезона.
Регулировочные работы по тормозной системе включают в себя устранение подтекания жидкости из гидропривода тормозов и его про�качку от попавшего воздуха, регулирование свободного хода педали тормоза и зазора между колодками и барабаном, регулировку стояноч�ного тормоза.
Подтекание жидкости из системы гидропривода устраняется под�тяжкой резьбовых соединений трубопроводов, а также заменой вы�шедших из строя шлангов, манжет и других деталей.
Воздух из гидропривода тормозной системы автомобиля удаляют в следующем порядке:
• проверяют уровень тормозной жидкости в наполнительном бач�ке главного тормозного цилиндра и при необходимости долива�ют жидкость до заданной отметки;
• снимают резиновый колпачок с клапана выпуска воздуха колес�ного тормозного цилиндра и на него надевают резиновый шланг, конец которого опускают в емкость с тормозной жидкостью;
• отвертывают на пол-оборота клапан выпуска воздуха и резко нажимают на педаль тормоза несколько раз;
• удерживают в нажатом положении до выхода пузырьков воздуха
• завертывают клапан при нажатой педали.
Далее в таком порядке прокачивают остальные колесные цилиндры.
При прокачке следует постоянно доливать жидкость в наполни�тельный бачок.
После прокачки гидропривода педаль тормоза должна приобрести «жесткость» и ход педали восстанавливается в пределах допустимого.
Регулировка зазора между колодками и тормозным барабаном на большинстве легковых автомобилей осуществляется автоматически благодаря перемещению упорных колец в колесных тормозных ци�линдрах по мере изнашивания тормозных накладок.
В автомобилях без автоматический регулировки зазор в колесном тормозном механизме изменяют поворотом эксцентрика.
Регулировка свободного хода педали тормоза в тормозных устрой�ствах с гидроприводом заключается в установке правильного зазора между толкателем и поршнем главного цилиндра, который регулиру�ют изменением длины толкателя. Она должна быть такой, чтобы за�зор был в пределах 1,5—2,0 мм, что соответствует свободному ходу педали тормоза 8—14 мм.
Основными дефектами, вызывающими остановку автомобиля на ремонт, в гидравлическом тормозном приводе являются износ накла�док и барабанов, поломка возвратных пружин, срыв тормозных накла�док, ослабление стяжной пружины и ее поломка.
При ремонте тормозные механизмы снимают с автомобиля, раз�бирают и очищают от грязи, остатков тормозной жидкости.
Очистка деталей осуществляется моющим раствором, промывкой водой и сушкой сжатым воздухом.
Разборка колесного тормоза начинается со снятия тормозного ба�рабана, стяжных пружин и тормозного барабана.
Рабочую поверхность барабана при наличии на ней небольших ри�сок, царапин зачищают мелкозернистой шлифовальной бумагой. Если глубина рисок значительная, то барабан растачивают, соответственно меняют и накладки на увеличенный размер. Накладки меняют также, если расстояние до головки заклепок будет менее 0,5 мм, или толщи�на клеенных накладок будет менее 0,8 от толщины новой.
Клепка новой накладки осуществляется следующим образом. Вна�чале новую накладку устанавливают и струбцинами закрепляют наколодку. Далее со стороны колодки сверлят отверстия в накладке под заклепки и снаружи их раззенковывают на глубину 3—4 мм. Клепку накладок ведут медными, алюминиевыми или бронзовыми заклепками.
Перед приклеиванием накладок на колодки их поверхности очи�щаются мелкой зернистой шлифовальной шкуркой и обезжиривают�ся. На поверхности дважды наносят тонкий слой клея с вьщержкои по 15 мин.
Сборку производят в специальном приспособлении с последующей сушкой в нагревательной печи при температуре 150—180°С в течение 45 мин.
В гидравлическом тормозном приводе основными дефектами явля�ются износ рабочих поверхностей главных и колесных тормозных цилин�дров, разрушение резиновых манжет, нарушение герметичности трубо�проводов, шлангов и арматуры.
Тормозные цилиндры, имеющие мелкие риски, царапины, восста�навливают хонингованием. При большей величине износа цилиндры растачивают до ремонтного размера с последующим хонингованием.
Дефектами гидровакуумного усилителя являются износ, царапи�ны, риски на рабочих поверхностях цилиндра и поршня, неплотное прилегание шарика к своему гнезду, износ и разрушение манжет, смя�тие кромок кольцевых диафрагм.
Цилиндр усилителя восстанавливают шлифовкой, но не более чем на 0,1 мм. Дефектный поршень заменяют новым. Резиновые уплот�нения в основном все заменяют на новые.
После замены изношенных деталей осуществляют сборку цилинд�ров гидравлического тормозного привода.
26. Техническое обслуживание кузовов легковых автомобилей.
Для повышения эксплуатационной надежности кузова проводятся мероприятия, которые выполняются с определенной периодичностью и составляют основу технического обслуживания. Объем работ по техническому обслуживанию кузова автомобиля заключается в проведении по техническому обслуживанию и ремонту нижеописанных операций, а именно:
- смазке и регулировке следующих узлов и деталей:
• петель дверей;
• тяги привода замка капота;
• трущихся поверхностей ограничителя открывания двери;
• шарнира и пружины крышки люка горловины топливного
бака;
• упора капота;
• торсионов крышки багажника;
• салазок перемещений сидений;
• замочных скважин дверей;
• пружин и сухарей фиксаторов замков дверей;
- прочистке дренажных отверстий порогов, дверей и полостей
передних крыльев;
- проверке функционирования замков дверей и их регулировки.
Если двери машины закрываются слишком туго или неплотно, то необходима их регулировка. Перед началом регулировки обязательно нужно очертить первоначальный контур положения корпуса фиксатора на стойке кузова, это поможет процессу ее выполнения. Подробно процесс
27. Назначение и содержание технической диагностики Д-1 и Д-2.
По назначению, периодичности и трудоемкости выполняемых работ диагностирование делится на Д-1 и Д-2.
Д-1 предназначается для диагностирования механизмов, обеспечивающих безопасность движения автомобиля (тормозная система, механизмы управления, углы установки управляемых колес автомобиля, приборы освещения), уровень токсичности отработавших газов, топливную экономичность. В этом случае диагностирование может либо ограничиваться только определением пригодности объекта к дальнейшей эксплуатации (экспресс-диагностирование), либо включать в себя определение основных возникших неисправностей с последующим их устранением. Д-1 проводится до или во время ТО-1.
Д-2 применяется для диагностирования автомобиля в целом, когда проверяются тягово-экономические показатели работы автомобиля (мощность и максимальный крутящий момент двигателя, удельный расход топлива и т.д.), что способствует выявлению неисправностей его основных агрегатов, механизмов и систем. Д-2 проводится перед ТО-2.
Применение диагностирования Д-1 и Д-2 позволяет быстро оценить техническое состояние автомобиля и выявить все возникшие неисправности, а значит и уменьшить простой автомобиля в ремонте.
Наиболее важным этапом при проведении диагностических работ является выбор метода и средств диагностирования. Так, техническое состояние автомобиля в целом, агрегата или его узла можно оценить с помощью одного или нескольких структурных параметров. Для этого необходимо всего лишь определить текущие значения этих параметров и сравнить их с нормативными. Однако сделать это не так просто, как кажется на первый взгляд. Дело в том, что некоторые структурные параметры, под которыми следует понимать предельные размеры детали или величины сопряжений в узлах и соединениях, в большинстве случаев не поддаются измерению без разборки узла или агрегата. Понятно, что для получения информации о техническом состоянии готовый узел или агрегат никто разбирать не будет, так как это приводит к сокращению остаточного ресурса на 3-10%. В связи с этим техническое состояние узла или агрегата необходимо определять по параметрам, отличным от структурных. Ими как раз и являются диагностические параметры.
Например, чтобы узнать, в каком состоянии находится цилиндро-поршневая группа, мы не разбираем двигатель и не замеряем величины сопряжений в деталях этой группы, а просто замеряем компрессию в каждом из цилиндров двигателя и проверяем расход масла. Итак, что касается нашего примера, величины сопряжений – это структурные параметры, а компрессия и расход моторного масла – диагностические параметры.
В свою очередь, диагностические параметры можно разделить на три группы:
- I группа – параметры эксплуатационных свойств автомобиля (динамичность, топливная экономичность, уровень токсичности отработавших газов, угол установки управляемых колес автомобиля, тормозной путь и др.);
- II группа – параметры процессов, сопровождающие функционирование автомобиля в целом, его узлов, агрегатов и механизмов (нагрев, шум, вибрация и др.);
- III группа – параметры, непосредственно характеризующие техническое состояние механизмов автомобиля (предельный размер, величина свободного хода или зазора, износ и др.).
Исходя из вышесказанного можно сделать следующий вывод: первая группа параметров позволяет оценить работоспособность и эксплуатационные свойства автомобиля в целом, а вторая и третья группы позволяют выявить конкретные причины неисправностей. Поэтому при диагностировании сначала следует применять первую группу методов, осуществляя тем самым общее диагностирование автомобиля, а затем для конкретизации технического состояния автомобиля следует применять методы второй и третьей групп, осуществляя тем самым его локальное диагностирование.
Не менее важным является и выбор средств диагностирования. Средства диагностирования представляют собой специальные технические устройства, предназначенные для измерения диагностических параметров различными методами и способами. Средствам диагностирования можно дать следующую классификацию:
- внешние (стенды и приборы);
- внутренние или встроенные (различные датчики, устройства измерения и отображения диагностической информации);
- устанавливаемые на автомобили (периодически устанавливаемые на автомобиль блоки).
28. Оборудование для уборочных и моечных работ. Схемы, принцип действия.
Организация технологического процесса на участке зависит от производственной программы, площади и оборудования участка. Для уборки салона автомобиля применяют передвижные промышленные пылесосы типа «Торнадо», волосяные или капроновые щетки, скребки, обтирочный материал. По способу выполнения различают ручную, механизированную и комбинированную мойку.
Для ручной мойки применяют водоструйные моечные установки высокого давления, паро и водопароструйные моечные установки. В проектах СТОА малой мощности предусмотрена ручная мойка автомобиля и его агрегатов с применением моечных установок типов М-211, «Ауто-Блитц» и щеток для ручной мойки. Для облегчения доступа к автомобилю при мойке его нижних частей участок оборудован подъемником типа П-104.
Механизированную мойку автомобиля осуществляют с помощью специальных установок с большим числом направленных струй воды (или моющего раствора), содержащей механические примеси для удаления грязи, а также вращающихся цилиндрических щеток и других устройств. По принципу действия механизированные моечные установки для легковых автомобилей подразделяют на струйные, со щеточными барабанами и струйно-щеточные. В зависимости от способа относительного перемещения автомобиля и моечных средств различают механизированные моечные установки с перемещением автомобиля относительно щеток и с перемещением каретки со щетками вокруг неподвижно стоящего автомобиля. Действующие установки имеют 1—7 щеток.
Комбинированная мойка представляет собой сочетание механизированной и ручной мойки.
В большинстве отечественных типовых проектов СТОА используются установки разной модификации: ГМ — для мойки, ГШ- для сушки. Установки могут работать как в автоматическом (при средней загрязненности автомобиля), так и в управляемом ручным способом режимах (при необходимости дополнительной очистки). Длину рабочего хода установок регулируют.
Модификации установок подбирают в зависимости от размеров обслуживаемых автомобилей.
Моечную и сушильную установки располагают совместно .в зависимости от имеющейся площади и способа сушки автомобиля. Площадь, необходимую для размещения установок, уменьшают путем сокращения длины их перемещения или путем их взаимного расположения: последовательно или под углом одна к другой. Установки могут быть расположены и раздельно независимо одна от другой. Однако в каждом случае рекомендуется размещать установки так, чтобы они обслуживались одним и тем же рабочим.
Наибольшее распространение получил вариант, в котором моечная и сушильная установки расположены последовательно на общем рельсовом пути и работают одновременно, т.е. образуют агрегатную установку. К оборудованию такого типа относится установка «Дельта» которая выполняет полный цикл мойки и сушки автомобиля одновременно, а занимаемая ею площадь примерно такая же, как площадь самостоятельных моечных установок. Благодаря этому обеспечивается экономия времени и рабочей площади.
Для длительного сохранения лакокрасочного покрытия и придания ему хорошего внешнего вида кузов легкового автомобиля полируют. Полировку кузова, окрашенного синтетической эмалью, осуществляют восковой пастой, полировочной водой и жидким восковым полирующим составом. Профилактическую полировку кузова полировочной водой следует выполнять в среднем 1 раз в месяц, а с применением пасты — 1 раз в 3—4 мес.
29. Осмотровое и подъемно-транспортное оборудование, принцип действия.
Для в При выполнении ТО и ремонта автомобилей значительная доля работ (40...45%) выполняется снизу, для чего АТО должны оснащаться осмотровым и подъемно-транспортным оборудовани�ем.
К осмотровому и подъемно-осмотровому относится оборудо�вание, обеспечивающее удобный доступ к агрегатам, механизмам и деталям, расположенным снизу и сбоку автомобиля при его ТО и ремонте. Работы по ТО и ремонту, выполняемые снизу автомо�биля, могут производиться с полным или частичным вывешива�нием или без вывешивания автомобиля.
Осмотровое оборудование включает в себя канавы и эстакады.
Осмотровые канавы являются наиболее распростра�ненными универсальными осмотровыми устройствами в АТО.
По способу заезда автомобиля на канаву и съезда с нее разли�чают канавы тупиковые и прямоточные (проездные). По ширине канавы подразделяются на узкие (межколейные) и широкие, по устройству — на межколейные и боковые, с коленными мостами и с вывешиванием колес, траншейные и изолированные.
Длина канавы должна быть не менее длины автомобиля, но не превышать ее более чем на 0,8 м. Глубина (учитывая дорож�ный просвет автомобиля) для легковых автомобилей составляет 1,4... 1,5 м, адля грузовых и автобусов — 1,2... 1,3 м. Ширина узких межколейных канав обычно не более 1,1м.
Узкие канавы обладают универсальностью и обычно использу�ются в АТП небольшой мощности. Узкие межколейные траншей�ные канавы имеют траншею, соединяющую несколько параллель�ных канав по их торцам, для удобства сообщения канав с помеще�нием и между собой. У тупиковых траншейных канав траншею де�лают открытой. Прямоточные канавы имеют закрытую сверху тран-
шею, используемую для прохода. Глубина открытой траншеи — 1,2... 1,6 м, закрытой — не менее 1,8 м от пола до низа выступаю�щих частей перекрытия траншеи.
Для входа и выхода из траншеи делают не менее одной лестни�цы на каждые пять канав.
Канаву окаймляют внутренней железобетонной ребордой тол�щиной 100 мм или металлической — толщиной 20...25 мм,высо�той не более 150 мм. Для фиксации продольного перемещения автомобиля тупиковые канавы в конце имеют упор под передние колеса.
Широкая канава с колейным мостиком имеет ширину, превы�шающую габаритную ширину автомобиля, с двумя металлически�ми или железобетонными узкими мостиками, расстояние между осями которых равно колее автомобиля.
Длина широкой канавы делается на 1,0... 1,2 м длиннее обслу�живаемого автомобиля, ширина — на 1,4...3,0 м. Для работы сбо�ку предусматриваются съемные трапы.
Широкие канавы с вывешиванием колес имеют ши�рину, превосходящую габаритную ширину автомобиля.
Автомо�биль перемещается по канаве, опираясь передними и задними
мостами на опоры тележек, катящихся по рельсовому пути, про�ложенному посередине канавы. Колеса вывешиваются во время въезда автомобиля на канаву.
Канавы оборудуются электрическим освещением, вентиляци�ей и отоплением.
Недостатки применения осмотровых канав заключаются в ог�раниченном доступе ко всем узлам и агрегатам автомобиля, фик�сированном уровне расположения персонала, в необходимости их строительства только на первых этажах зданий, не имеющих
подвалов и т. п.
Эстакады представляют собой коленный мост, расположенный выше уровня пола на 0,7... 1,4 м, с наклонными рампами - на�правлениями для въезда и съезда автомобиля, имеющими уклон
20...25°.
Эстакады подразделяются на тупиковые и прямоточные (проезд�ные). Они могут быть стационарными и передвижными (разборны�ми), а по роду материала — железобетонными или металлическими. Для уменьшения высоты эстакады применяются полуэстакады, отличающиеся от эстакад понижением пола вокруг них.
К подъемно-осмотровому оборудованию относятся подъемни�ки, опрокидыватели и домкраты.
Подъемники служат для подъема автомобиля над уровнем пола на требуемую для удобства обслуживания или ремонта высоту.
Гидравлические стационарные напольные подъемники. Подъем�ники могут быть одно- и многоплунжерными грузоподъемнос�тью 2... 12 т и более. Гидравлический одноплунжерный подъемник (рис. 6.6) состоит из гидроцилиндра 7, платформ 3, насосной стан-Пии 4 и страховочной штанги 2. Платформа состоит из поперечи�ны и четырех балок подхватов.
Электромеханические стационарные подъемники могут быть одно-, двух-, четырех- и шестистоечными грузоподъемностью 1,5... 14 т и более. В этой группе подъемников используются винтовая, цеп�ная, тросовая, карданная или рычажно-шарнирная силовые пе�редачи. Приводом подъемника является электродвигатель.
Одностоечные подъемники имеют грузоподъем�ность до 3 т, по типу установки бывают стационарные и пере�движные, по типу привода — электромеханические и электрогидравлические, по конструктивному отличию — с подъемной плат�формой и с подъемной «лапой». Стационарные двухстоечные подъемники с электромеханическим приводом со�стоят из двух стоек, четырех балок с подхватами и опорной рамы. На стойке в верхней части смонтирован электропривод подъема балок с подхватами.
Групповые электромеханические подъемники с возможностью индивидуального перемещения каждой стойки получили назва�ние «подъемник-комплект передвижных стоек». Их использова�ние целесообразно для крупногабаритных транспортных средств ^например, для одновременного подъема всех звеньев сочленен�ного автобуса). Управление подъемом и опусканием всех стоек осу�ществляется с передвижного пульта, обеспечивающего их синх�ронную работу.
Четырехстоечные стационарные напольные подъемники плат�форменного типа имеют централизованное управление при подъеме двухколейной платформы.
Платформы бывают с од�носторонним заездом с упорами колес в рабочем положении, а также двусторонние проездного типа. Выбор четырехстоечного платформенного подъемника определяется геометрией производ�ственной зоны.
Стационарные подъемники ножничного типа являются элект�ромеханическими подъемниками с гидравлическим силовым эле�ментом. Специальные подъемники, имея аналогичный силовой эле�мент, могут быть передвижными и рассчитаны на автомобили массой до 3 т.
Канавные подъемники применяются для вывешивания переднего или заднего моста при работах на канавах. Такие подъемники могут быть гидравлическими, электромеханическими, с одной, двумя и четырьмя стойками и сменными подхватами. Канавные подъемники имеют грузоподъемность до 4 т и высоту подъема до 60 см. Привод может быть как ручной, так и электрический.
Домкраты гаражные передвижные и переносные (механические, гидромеханические, с ручным приводом) грузоподъемностью 1,6... 12,5 т предназначены для подъема передних и задних частей автомобиля.
Электромеханический подъемник-опрокидыватель по�зволяет наклонять автомобиль под разными углами в пределах 60 градусов.
Для подъема и транспортирования агрегатов и других грузов применяют передвижные краны, грузовые тележки, подъемные ручные тали или электротельферы, кран-балки. Для передвиже�ния автомобилей используют гаражные конвейеры.
Передвижные краны применяют для установки двига�телей на автомобили, а также для подъема и перемещения груза на небольшие расстояния.
Грузовые тележки служат для горизонтального перемещения гру-зов внутри производственного по�мещения.
Электротельферы и тали грузо�подъемностью 0,25...5,0 т, подве�шенные к монорельсу, помимо вертикального подъема груза обес�печивают его перемещение по го�ризонтали.
Кран-балки, или мостовые кра�ны, грузоподъемностью 1...3 т и более могут быть подвесные, под-катные, с ручным или электриче�ским приводом.
Конвейеры для перемещения ав�томобилей применяют при органи�зации технического обслуживания поточным методом. По характеру движения конвейеры подразделяются на непрерывного и перио�дического действия.
Конвейеры могут быть одноколейными (монтируемыми вдоль одной из сторон канавы) и двухколейными (монтируемыми по обеим сторонам канавы).
Современные гаражные конвейеры обычно имеют автомати�ческое управление. Пуском и движением конвейера управляет опе�ратор с помощью пульта.
30. Оборудование для смазочных и заправочных работ.
В целях минимизации времени проведения смазочно-заправочных работ, удобства их выполнения, контроля за расходом смазочных и других жидких заправочных материалов, соблюдения норм пожарной, санитарной и экологической безопасностей, на рынке представлена широкая гамма оборудования соответствующего функционального назначения, способного удовлетворить запросы владельцев и специалистов СТО.
Оборудование для смазочно-заправочных работ подразделяется на стационарное и передвижное. Подачу масла (жидкостей) обеспечивают нагнетательные устройства, приводимые в действие электроэнергией или сжатым воздухом. Некоторые модели имеют ручной привод.
На специализированных постах по смазке и заправке (дозаправке) автомобилей целесообразно применение стационарных универсальных механизированных установок. В большинстве случаев они имеют панель, содержащую несколько барабанов с самонаматывающимися шлангами и раздаточными наконечниками (кранами) для моторного и трансмиссионного масел, пластической смазки, воды, сжатого воздуха. Масла и смазки поступают в раздаточные шланги с помощью пневматических насосов, установленных в резервуарах - стандартных бочках, в которых масла и смазки доставляют на АТП. При подаче жидких масел обеспечивается давление до 0,8 МПа, при подаче пластической смазки - 25-40 МПа. Необходимость столь высокого давления вызвана тем, что при несистематической смазке узлов трения, например шкворневого соединения, продукты износа забивают подводящие каналы. В некоторых случаях приходится применять ручные «пробойники» - приспособления, давление в которых создается парой: цилиндр с резьбовым каналом, заполняемым смазкой, и вворачивая в него резьбовой шток. Кроме настенного варианта, установка может быть напольного или потолочного расположения. Некоторые модели имеют счетчики расхода масел. Есть отдельные установки для одного конкретного вида смазки. Для моторного масла бывают модели, позволяющие его разогреть. Для пластических смазок выпускают нагнетатели, имеющие индивидуальный привод. Основные отличия разных моделей установок одного назначения состоят в конструкции подающих насосов и резервуаров для масла (смазки).
Для заправки, прокачки или замены рабочей жидкости привода гидравлических тормозов выпускаются приспособления, представляющие собой бак на несколько литров, из которого тормозная жидкость под действием сжатого воздуха (0,3 МПа) через раздаточный шланг и резьбовой штуцер подается в главный тормозной цилиндр. С таким приспособлением замену тормозной жидкости или прокачку системы может проводить один исполнитель. Некоторые приспособления этого типа позволяют проверять качество тормозной жидкости.
Для нанесения жидких противокоррозионных покрытий на нижние поверхности и оперение автомобиля, в полости коробчатого типа выпускаются установки, распыляющие (с давлением 0,5-1,0 МПа) противокоррозионные эмульсии (с воздухом). Вязкость покрытия 70-150 мм2/с.
Широкий спектр оборудования создает для потребителя некоторую проблему оптимального выбора. Проведем классификацию оборудования одного и того же функционального назначения по принципу работы.
Установки для удаления (извлечения) моторных и трансмиссионных масел из агрегатов классифицируются по принципу их действия:
1. Сливные - масло удаляется методом самотека под действием силы тяжести через сливное отверстие в агрегате автомобиля;
2. Декомпрессионные - масло удаляется методом откачки из агрегата автомобиля в емкость, установки, давление в которой ниже атмосферного;
3. Установки, в которых удаление масла происходит путем его откачки встроенной вакуумной электрической помпой через отверстие масляного щупа либо самотеком (наличие предкамеры с индикацией объема и смотрового окна позволяет контролировать объем откаченной жидкости);
4. Пневматические - комплектуются пневмонасосом, подключаемым к пневмолинии;
5. Комбинированные - масло может удаляться как методом откачки (декомпрессии), так и самотеком (методом слива) в зависимости от ситуации.
Выше перечисленные установки бывают переносными, подкатными (передвижными) или стационарными. Следует обратить внимание на способ удаления масел из резервуара установки после его максимального заполнения в емкость для хранения и дальнейшей утилизации. Разгрузка масел из резервуара при объемах меньше 25 литров ведется вручную, при больших объемах - пневматически.
Маслозаправочные установки по принципу действия классифицируются следующим образом:
1. Ручные - насос подачи масла приводится в действие в ручную;
2. Компрессионные - подача масла осуществляется за счет сжатого воздуха в резервуаре установки (важно, что такие установки функционируют независимо от источника сжатого воздуха, например, пневмолинии);
3. Пневматические - подача масла осуществляется дозировано пневматическим насосом двойного действия, подключаемым к пневмолинии (предполагаются различные модели насосов и способы их установки на емкостях любого размера, включая стандартные бочки, возможно настенное закрепление, размещение на подкатных тележках с установленными на них емкостями).
Также применяются пневматические системы (в том числе с электронным управлением) централизованной подачи масел, смазок и жидкостей по трубопроводам со склада расходных материалов к рабочим местам.
31. Общие принципы диагностирования двигателя с ЭСУД (электронной системой управления двигателем)
Для целей диагностики на стенде ЭСУД имеется разъем диагностики. На стенде ЭСУД с учебными целями располагаются на передней панели клеммы, на которые выведены сигналы с некоторых датчиков и исполнительных механизмов, что позволяет осуществлять их измерение и наблюдение. На стенде имеется ряд кнопок, с помощью которых осуществляется обрыв, цепей питания, сигнальных цепей ряда датчиков и исполнительных устройств: ДМРВ, ДТОЖ, ДПКВ, ДПДЗ, модуля зажигания. Подключение диагностических тестеров-сканеров ДСТ-2М, ДСТ-6С позволяет осуществлять следующие работы по диагностике:
- осуществлять проверку работоспособности отдельных датчиков исполнительных устройств в системах управления двигателем с распределенным впрыском топлива;
- проводить диагностику при имитации неисправностей одного из датчиков или исполнительного устройства: ДМРВ, ДТОЖ, ДПКВ, ДПДЗ, модуля зажигания.
При проверке работоспособности датчиков и исполнительных устройств ЭСУД используется диагностический тестер ДСТ-6С. Свободный доступ к разъемом датчиковый аппаратуры позволяет легко подсоединять переходные кабели, соединяющие ДСТ-6С с датчиками и исполнительными устройствами ЭСУД. При помощи ДСТ-6С можно проверить работоспособность форсунок, шагового двигателя, регулятора холостого хода (РХХ), модуля зажигания, осуществить частичную проверку ДМРВ с частотным и аналоговым выходом. При проведении диагностики при имитации неисправностей одного из датчиков или исполнительного устройства, с помощью тестера-сканера ДСТ-2М считывается код ошибки. Далее используя руководство по техническому обслуживанию ЭСУД находится соответствующая диагностическая карта и определяется по маршруту этой карты соответствующая неисправность. Обучаемый должен также ознакомиться с причинами, при которых неисправность будет появляться на автомобиле
Исследования, проводимые на стенде при помощи тестера-сканера ДСТ-2М позволяют определить изменение наполнения Gвц как в зависимости от нагрузки двигателя при неизменной частоте вращения коленчатого вала, так и в зависимости от частоты вращения при неизменной нагрузке двигателя. С целью наглядности исследования проводятся при имитации аварийного режима работы ЭСУД при отключении датчика массового расхода воздуха. При исследовании изменения наполнения от частоты вращения коленчатого вала двигателя снимается зависимость Gвц (JGBC) от частоты вращения коленчатого вала n (FREQ) при постоянной степени открытия дроссельной заслонки (Тhr=const). При исследовании изменения наполнения от нагрузки двигателя снимается зависимость Gвц (JGBC) от степени открытия дроссельной заслонки (Тhr) при постоянной частоте вращения коленчатого вала двигателя (FREQ=const).
В двигателях, оснащенных ЭСУД установка угла опережения зажигания (УОЗ) зависит от режимной точки работы ЭСУД, определяемой оборотами двигателя и цикловым наполнением двигателя УОЗ корректируется в зависимости от теплового состояния двигателя. Известно [2], что при большой степени открытия дроссельной заслонки увеличение мощности двигателя возможно только лишь за счет обогащения топливно-воздушной смеси. Такая смесь имеет наибольшую скорость сгорания, поэтому угол опережения зажигания должен быть минимальным. При исследовании на стенде с помощью тестера – сканера ДСТ-2М снимают значения УОЗ (UOZ) в зависимости от частоты вращения коленчатого вала n (FREQ) при неизменном цикловом наполнении Gвц (JGBC=const), а также зависимость УОЗ (UOZ) от Gвц (JGBC ) при постоянной частоте вращения коленчатого вала двигателя (FREQ=const). При снятии указанных характеристик имитируется постоянный тепловой режим работы двигателя с помощью имитатора датчика температуры охлаждающей жидкости. Температура охлаждающей жидкости tохл (TWAT) устанавливается равной 98°С. Исследования проводят либо при отключенном ДМРВ, либо при наличии имитатора ДМРВ. В последнем случае должно быть осуществлено согласование степени открытия дроссельной заслонки (процент открытия дросселя Thr) и значение циклового наполнения Gвц. В первом случае изменение циклового наполнения осуществляется за счет изменения степени открытия дроссельной заслонки.
323
32. Определение и устранение неисправностей по кодам неисправностей
Код неисправности представляет собой двойное число. По числу вспышек индикатора определяются числа. При наличии неисправности световое табло мигает таким образом:
Первая последовательность вспышек с частотой 0,5 секунды соответствует первому числу диагностического кода (считайте вспышки). После паузы 1,5 секунды выводится вторая последовательность вспышек, соответствующая второму числу кода.
При наличии двух и более кодов неисправностей при выводе между ними устанавливается интервал 2,5 секунды.
После того как все коды выведены, наступает пауза 4,5 секунды, а затем все они повторяются, пока выводы "ТС" и "CG" диагностического разъема замкнуты.
Считывание диагностических кодов может производиться при помощи сканера, подсоединенного к разъему DLC3 или по миганию индикатора на панели приборов (эта та панель, которая находится за рулем), после установки тонкой перемычки, при этом можно использовать канцелярскую скрепку.
Диагностический разъем DLC3 находится снизу под рулем, рядом с ручкой открывания капота. Сам разъем трапециевидной формы белого цвета с черной заглушкой. Снизу разъем меньшей ширины чем сверху.
Коды ошибок можно считывать по миганию значка "CHECK ENGINE" (стилизованное изображение двигателя) или индикатор "ECONO", на приборной панели при неисправностях относящихся к двигателю
или по миганию значка "OD On/Off" при неисправностях относящихся к АКПП.
Мигание индикатора "ABS" говорит о кодах неисправности относящихся к системе ABS, выключателя Стоп-Сигнала или в цепи датчика замедления (модели с 4WD).
При неисправности в системе ABS, загорается значок и система отключается, машина будет вести себя как обычная без ABS.
Мигание значка SRS - говорит о кодах неисправности в системе безопасности SRS - подушки безопасности.
Отсутствие кодов неисправности, нормальная работа системы
Световое табло загорается и гаснет 0,5 секунды с одинаковым интервалом.
Электронный блок управления с двухстадийным алгоритмом определения неисправностей.
Электронный блок управления этих двигателей использует двухстадий-ный алгоритм определения неисправности.
При записи некоторых кодов используется двухстадийный алгоритм. Он заключается в том, что при проявлении неисправности в первый раз- ее код временно заносится в память электронного блока управления. Если эта же неисправность фиксируется во время второго испытательного ездового теста, то в этом случае индикатор загорается. Второй ездовой тест проводится повторно в том же режиме. (Однако между первым и вторым испытательным ездовым циклом зажигание должно быть выключено.)
При самодиагностике в режиме тестирования индикатор включается при первом проявлении неисправности.
После ремонта неисправного узла диагностический код сохраняется в памяти электронного блока управления. Поэтому он должен быть удален (стерт) путем отключения предохранителя "EFI" (при выключенном зажигании). Или путем отключения отрицательной (-) клеммы аккумуляторной батареи, но в этом случае стирается память других электронных приборов (часы и т.д.), время отключения (не менее 10 с) зависит от температуры окружающей среды (чем ниже температура, тем дольше предохранитель должен быть отключен). Если диагностический код не стереть, то он сохранится в памяти электронного блока управления и будет появляться вместе с новым кодом в случае появления будущей неисправности. В случае необходимости отключения (снятия) аккумулятора необходимо сначала прочитать коды неисправностей. После операции стирания необходимо выполнить дорожный тест и убедиться в отсутствии кодов неисправностей.
33. Оборудование, применяемое при диагностировании двигателя с ЭСУД
Считывание диагностических кодов может производиться при помощи сканера, подсоединенного к разъему DLC3 или по миганию индикатора на панели приборов (эта та панель, которая находится за рулем), после установки тонкой перемычки, при этом можно использовать канцелярскую скрепку.
Диагностический разъем DLC3 находится снизу под рулем, рядом с ручкой открывания капота. Сам разъем трапециевидной формы белого цвета с черной заглушкой. Снизу разъем меньшей ширины чем сверху.
Коды ошибок можно считывать по миганию значка "CHECK ENGINE" (стилизованное изображение двигателя) или индикатор "ECONO", на приборной панели при неисправностях относящихся к двигателю
или по миганию значка "OD On/Off" при неисправностях относящихся к АКПП.
Одной из последних новинок, применяемых сегодня, является сканер отечественного производства АСКАН-10.
Сканер позволяет:
- диагностировать различные системы управленя;
- считывать параметры блока управления как в виде выходных сигналов датчиков, так и в нормализованном виде;
- выводить на дисплей графики параметров в реальном масштабе времени; записывать в память тестера параметры блока управления с дискретностью 0,2 секунды с последующим отображением их в цифровом и графическом виде;
- считывать коды неисправностей из блока управления, как существующие в настоящий момент, так и занесенные в память;
- стирать из памяти блока управления коды неисправностей;
- считывать содержащуюся в памяти блока управления информацию о комплектации системы управления и идентификационную информацию об автомобиле и блоке управления;
- управлять исполнительными механизмами.
На основании проведенной диагностики проводится весь спектр работ связнный с ремонтом электронной системой управления двигателем.
34. Организация хранения подвижного состава автомобильного транспорта
Подвижной состав автотранспортного предприятия (организации) может храниться в межсменное время в закрытых помещениях и под навесом или на открытых площадках (безгаражное хранение).
Автобусы и легковые автомобили, а также автомобили, от которых по характеру их работы требуется постоянная готовность к немедленному выезду (автомобили медицинской и технической помощи, пожарные автомобили и т.п.), должны обеспечиваться местами для стоянки в закрытых помещениях в первую очередь.
Автомобили ассенизационные и перевозящие химические удобрения, ядохимикаты, едкие и радиоактивные вещества, должны храниться на отдельных местах стоянки. Закрытые помещения для таких автомобилей должны быть изолированы от других помещений.
Для прицепного подвижного состава применяется безгаражное хранение.
Общее число мест для закрытой и открытой стоянки автомобилей должно определяться согласно действующим Строительным нормам и правилам (СНиП) с учетом климатических зон и перспектив развития автотранспортного предприятия.
Порядок размещения подвижного состава на местах стоянки определяется руководством предприятия.
При расстановке автомобилей (прицепов, полуприцепов) на местах хранения и постах обслуживания между автомобилями (прицепами, полуприцепами), а также между автомобилями (прицепами, полуприцепами) и элементами зданий и сооружений должны соблюдаться расстояния, установленные действующими СНиП.
В зону стоянки устанавливается исправный, готовый к эксплуатации подвижной состав. Для автомобилей (прицепов, полуприцепов), требующих обслуживания или ремонта, а также находящихся в консервации, должны быть отведены отдельные помещения или открытые площадки.
В зоне стоянки запрещается производить какие-либо работы по обслуживанию и ремонту подвижного состава, а также хранить топливо, смазочные, обтирочные и другие материалы.
Перечень лиц, которым разрешается доступ в зону стоянки (административно - технический персонал, шоферы - перегонщики, уборщики помещений и т.д.), устанавливается администрацией предприятия (организации).
В случае временного прекращения эксплуатации исправного подвижного состава на срок более одного месяца он должен быть подвергнут консервации, обеспечивающей его сохранность при длительном бездействии.
При постановке автомобиля на консервацию необходимо выполнить указанные ниже операции.
При сроке консервации до 6 месяцев:
- тщательно вымыть и протереть автомобиль;
- выполнить очередное (ближайшее по плану - графику) обслуживание ТО-1 или ТО-2;
- слить жидкость из системы охлаждения двигателя, промыть систему чистой водой, сливные краны оставить в положении открытия;
- ослабить натяжение ремней привода вентилятора, генератора, компрессора;
- полностью заправить топливный бак;
- зарядить аккумуляторную батарею, а затем регулярно подзаряжать ее один раз в месяц. Выключатель массы автомобиля оставлять в положении выключения, а при его отсутствии снимать с батареи провод, соединяющий ее с массой;
- вывернуть свечи, залить в цилиндры по 50 г масла, провернуть несколько раз коленчатый вал и вновь завернуть свечи;
- плотно закрыть промасленной бумагой (с обвязкой шпагатом) входной патрубок воздушного фильтра карбюратора, маслоналивной патрубок, отверстие выходной трубы глушителя и горловину топливного бака (предварительно закрытую крышкой);
- у легковых автомобилей и автобусов закрыть сиденья синтетической пленкой или плотной бумагой;
- покрыть наружную поверхность кузова легковых автомобилей и автобусов и кабины грузовых автомобилей восковой пастой;
- нанести на хромированную или полированную поверхность наружных декоративных деталей (колпаков колес, молдингов и т.п.) слой консервирующей смазки;
- вывесить колеса, установив мосты автомобиля на прочные подставки;
- плотно закрыть двери, окна кабины и кузова и вентиляционные люки.
При сроке консервации свыше 6 месяцев в перечисленные операции вносятся следующие изменения и дополнения:
- слить топливо из бака, снять с автомобиля, промыть, просушить бак, залить в него 1 - 2 л чистого моторного масла, после чего снова установить бак на место и закрыть его горловину промасленной бумагой, как было указано выше;
- снять с автомобиля аккумуляторную батарею для хранения на складе;
- закрыть шины светонепроницаемым упаковочным материалом или снять колеса с шинами и сдать для хранения на склад.
При возобновлении нормальной эксплуатации автомобиля после консервации следует:
- удалить все примененные перед постановкой на консервацию средства защиты от коррозии деталей, старения шин и загрязнения автомобиля;
- накачать шины до нормального давления и удалить из-под мостов автомобиля подставки;
- вымыть, обтереть автомобиль и произвести уборку кабины и кузова. Кузов легкового автомобиля, автобуса и кабину грузового автомобиля отполировать;
- залить жидкость в систему охлаждения, отрегулировать натяжение ремня вентилятора и других приводных ремней;
- смазать детали шасси автомобиля через пресс - масленки и проверить наличие масла в его агрегатах;
- промыть бак и залить в него топливо;
- проверить техническое состояние автомобиля осмотром, а действие его агрегата и механизмов - опробованием на ходу. Особое внимание обратить на исправность деталей и действие гидравлического и пневматического привода тормозов.
Консервация прицепного подвижного состава производится аналогично консервации автомобилей.
Категорически запрещается раскомплектовывать подвижной состав, находящийся на консервации.
Доступ в помещения и на площадки для хранения законсервированного подвижного состава лицам, не имеющим к нему отношения, не разрешается.
35. Организация хранения и учет производственных запасов и топливно-энергетических ресурсов.
Для подвижного состава должны применяться топлива, масла, консистентные смазки, тормозная и другие специальные жидкости, указанные в действующей инструкции по применению топлив, смазочных материалов и специальных жидкостей для автомобилей и отвечающие требованиям Государственных стандартов, а в случаях, не предусмотренных инструкцией, - рекомендованные заводами - изготовителями.
Порядок получения от нефтебытовых организаций нефтепродуктов и специальных жидкостей, их хранения на складах предприятия и выдачи, а также правила применения для подвижного состава регенерированных масел устанавливается инструкцией по применению топлив, смазочных материалов и специальных жидкостей для автомобилей.
При получении топлив, смазочных материалов и специальных жидкостей автотранспортные предприятия (организации) обязаны получать от нефтесбыточных организаций и хранить наряду с документами материальной отчетности паспорта качества на каждую партию получаемых нефтепродуктов.
В автотранспортных предприятиях (организациях) должно быть обеспечено выполнение действующих правил эксплуатации автомобильных шин, устанавливающих порядок укомплектования подвижного состава шинами, их монтажа на колеса и демонтажа, ухода за шинами в эксплуатации, учета работы, хранения, сдачи шин в ремонт и восстановление, предъявления рекламаций на недоброкачественные шины.
Порядок эксплуатации в автотранспортных предприятиях (организациях) автомобильных аккумуляторных батарей, обеспечивающий поддержание в работоспособном состоянии и увеличение долговечности батарей, определяется действующими правилами эксплуатации автомобильных аккумуляторных батарей, содержащими указания по приведению в рабочее состояние и заряду новых батарей, уходу за батареями, установленными на автомобили, хранению батарей и предъявлению рекламаций заводам - изготовителям при наличии дефектов у выпущенных ими батарей.
Полевой склад горючего (ПГС), АЗС и мобильные нефтебазы предназначены для организации приемки, хранения и выдачи топлива и ГСМ, а также для хранения сырой нефти в жестких полевых условиях на период проведения работ в районе расположения и в постоянной готовности к свертыванию и перемещению. Склад горючего - это эластичные емкости для дизтоплива, резервуар для бензина, нефти и других нефтепродуктов, которые благодаря своей прочности могут размещаться даже в самых экстремальных условиях.
В комплект полевого склада горючего входят:
- эластичный резервуар ПЭР-Н обеспечивающий надежное хранение топлива, номинальной вместимостью от 25 м. куб. до 120 м. куб. и более;
- противофильтрационные полога;
- напорно-всасывающие рукава и сборно-разборные трубопроводы;
- запорная арматура;
- быстросборные соединения типа "Кам-Лок";
- насосы, счетчики, раздаточные колонки;
- дополнительное оборудование в зависимости от назначения базы и полевого склада горючего;
К горюче-смазочным материалам (ГСМ) как особому виду производственных запасов относятся топливо (бензин, дизельное топливо, сжиженный нефтяной газ, сжатый природный газ), смазочные материалы (моторные, трансмиссионные и специальные масла, пластичные смазки), специальные жидкости (тормозные и охлаждающие).
Основными задачами учета ГСМ в организациях являются:
- - своевременное и полное оприходование указанных материалов;
- - формирование фактической себестоимости приобретенных ГСМ;
- - правильное и своевременное документальное оформление операций и обеспечение достоверных данных по приобретению, поступлению и отпуску ГСМ;
- - разработка обоснованных учетных цен на указанные материалы, своевременное отражение отклонений плановой себестоимости от фактической (калькуляционных разниц) и их отражение в бухгалтерском учете;
- - систематический контроль сохранности ГСМ по материально ответственным лицам, в местах хранения и на всех этапах их движения;
- - контроль соблюдения установленных организацией норм запасов, ГСМ, обеспечивающих бесперебойный выпуск продукции, выполнение работ и оказание услуг;
- - своевременное выявление ненужных и излишних запасов ГСМ с целью возможной продажи или выявления иных возможностей вовлечения их в оборот;
- - контроль использования ГСМ по целевому назначению;
- - своевременное получение точной информации об остатках ГСМ в местах хранения и периодическая сверка с данными бухгалтерского учета;
- - инструктаж материально ответственных лиц и других работников о порядке оформления первичных учетных документов, о правилах хранения и учета ГСМ;
- - контроль за своевременным и правильным ведением складского учета ГСМ;
- - проведение анализа эффективности использования ГСМ.
Для осуществления надлежащего учета моторного топлива и других видов ГСМ места их хранения комплектуются измерительными приборами, технологическим оборудованием, инструментом, специальной оснасткой и средствами измерения (метрштоки, мерники, термодатчики, плотномеры и пр.), которые подлежат поверке один раз в год, а емкости для хранения топлива подлежат калибровке один раз в пять лет. Работы, связанные с проверкой, наладкой измерительных приборов и калибровкой топливохранилищ, проводятся специализированными организациями.
36. Организация технического обслуживания автомобилей методом специализированных бригад.
Организация работ по техническому обслуживанию легковых автомобилей строится в зависимости от их принадлежности к государственному или индивидуальному сектору. Для техобслуживания автомобилей государственного сектора в автотранспортных предприятиях разрабатывают планы-графики, охватывающие весь подвижной состав автопарка. План-график составляют на месяц, за основу берут периодичность, соответствующую определенным условиям эксплуатации, с учетом фактического суточного пробега.
Организация работ по техобслуживанию автомобилей может быть бригадной или агрегатно-участковой.
Бригадная форма организации техобслуживания предусматривает создание специализированных бригад для проведения работ по всем агрегатам и узлам автомобиля в пределах данного вида техобслуживания и ремонта. Сущность метода, заключается в том, что в цехе организуется несколько специализированных бригад, специализирующихся по видам технического обслуживания и ремонту автомобилей.
Бригада ТО - 1 разделена на два звена. Бригада ТО - 2 комплексная, работающая на единый наряд.
Достоинство этого метода организации производства:
- специализация исполнителей позволяет повысить ответственность за качество работ;
- снижение среднего тарификационного разряда бригады, при достаточно высоком качестве;
- сокращается число одноименного оборудования, инструментов и приспособлений;
- сокращаются производственные площади;
- упрощается руководство участками, учет и контроль над выполнением технических воздействий.
Однако возникают трудности регулирования загрузки и анализа работы различных бригад, снижается эффективность использования оборудования общего назначения (подъемников, ям, специализированного оборудования), возникают сложности в распределении запасных частей.
При агрегатно-участковой форме организуют отдельные производственные участки, предназначенные для выполнения всех работ по техобслуживанию и ремонту определенных агрегатов и узлов автомобиля, закрепленных за данным участком.
37. Организация технического обслуживания автомобилей методом комплексных бригад.
Метод комплексных бригад - за каждой бригадой закреплены: универсальные тупиковые посты для ТО и ремонта, оборудованные двухстоечными электромеханическими электроподъемниками, применяя в основном универсальное технологическое оборудование и инструменты (т.е. происходит сокращение программы и распыление материальных средств СТО, что усложняет организацию производства технического обслуживания и ремонта автомобилей).
Преимуществом технического обслуживания данным методом является возможность выполнения на каждом посту различного объема работ, а также бригадная ответственность за качество проводимых работ по ТО и ТР.
Комплексные бригады создаются в небольших автотранспортных предприятиях и когда отсутствуют необходимые посты. Такие бригады обслуживают все или группу закрепленных за ней автомобилей (например, автоколонны), выполняя один или два вида обслуживания и текущий ремонт.
Бригады в основном состоят из слесарей-ремонтников. Расстановка рабочих по рабочим местам зависит от имеющегося оборудования, планировки производственных помещений и других конкретных условий, а также квалификации рабочих.
В комплексных бригадах нет строгого распределения труда между отдельными рабочими, затрудняется организация поточного обслуживания автомобилей, оборудование, оборотные агрегаты, запасные части и материалы «распыляются» по автоколоннам и, следовательно, используются недостаточно эффективно.
С другой стороны, есть возможность выявить конкретных виновников неисправностей автомобиля, повысить моральную и материальную ответственность рабочих за качество обслуживания и ремонта. Сложности управления при этом методе объясняются трудностями маневрирования производственными мощностями и материальными ресурсами и регулирования загрузки отдельных исполнителей по различным комплексным бригадам.
Однако существенным преимуществом этого метода является бригадная ответственность за качество проводимых работ по ТО и ТР.
38. Организация технического обслуживания автомобилей агрегатно-участковым методом.
Сущность агрегатно-участкового метода состоит в том, что все работы по ТО и ремонту подвижного состава АТП распределяются между производственны�ми участками, ответственными за выполнение всех работ ТО и ТР одного или нескольких агрегатов (узлов, механизмов и систем) по всем автомобилям АТП.
Ответственность за ТО и ремонт закрепленных за участком агре�гатов, узлов и систем при данной форме организации производства становится персональной. Результаты работы производственного участка оцениваются по средней наработке на случай ТР соответствующих агрегатов и по простоям автомобилей из-за технических неисправностей агрегатов и систем, закрепленных за участком.
Работы распределяются между производственными участками с учетом производственной программы, зависящей от размера АТП и интенсивности использования подвижного состава. На крупных и средних АТП с интенсивным использованием автомобилей число участков, между которыми распределяются работы ТО и ТР, принимается от четырех до восьми. Работы, за�крепленные за основными производственными участками, выполняются входящими в состав их бригад исполнителями как на постах ТО и ТР, так и в соответ�ствующих цехах и участках.
Однако агрегатно-участковый метод не лишен недостатков, главный из кото�рых - децентрализация производства, затрудняющая оперативное управление работоспособностью автомобиля как субъекта транспортного процесса.
39. Назначение, организация работы и оборудование контрольно-технического пункта АТО.
Контрольно-технический пункт АТО предназначен для проверки соответствия технического состояния транспорта, стандартов и технических норм в области обеспечения безопасности дорожного движения, а также контролируется допуск водителей.
На контрольно-техническом пункте должны иметься:
- инструкция начальника контрольно-технического пункта;
- комплект приборов и инструмента для проверки машин ( набор гаечных и торцовых ключей, стетоскоп, компрессометр, прибор для проверки свечей, люфтомер руля, шинный манометр и др.);
- образцы путевых документов;
- мебель и канцелярские принадлежности; плакаты или схемы машин с указанием мест проверки и перечнем технических условий, которым должна удовлетворять выходящая из парка машина.
На контрольно-техническом пункте оборудуется также Доска или шкаф для хранения ключей от замков зажигания машин.
Контрольно-осмотровые работы выполняются механиком контрольно-технического пункта и водителем.
При этом также проверяется укомплектованность транспортного средства приспособлениями, инструментом, огнетушителями и аптечкой первой медицинской помощи.
Выявление дефектов автомобилей осуществляется работниками отдела технического контроля ( ОТК) на контрольно-техническом пункте.
Все автомобили, возвращающиеся с линии, должны быть подвергнуты осмотру на контрольно-техническом пункте ОТК для определения их технического состояния. Этот осмотр входит в обязанности водителя и работников ОТК. Водитель обязан сообщить механику, производящему осмотр автомобиля, о всех дефектах, обнаруженных в процессе эксплуатации автомобиля на линии, а механик после осмотра автомобиля делает заключение о его техническом состоянии.
На контрольно-техническом пункте ( КТП) должна имеется осмотровая канава ( эстакадой, полуэстакадой, подъемником).
40. Виды ремонтных работ. Производственно-техническая база комплексных АТО.
На автотранспортных предприятиях, где производятся техническое обслуживание и текущий ремонт 200 и более автомобилей, подразделения (участки, бригады, исполнители), выполняющие однородные технологические воздействия для удобства управления, объединяются в производственные комплексные участки (комплексы), производящие:
- техническое обслуживание подвижного состава, контроль (диагностирование) его технического состояния;
- работы но текущему ремонту непосредственно на автомобилях;
- текущий ремонт агрегатов, узлов и деталей, снятых с автомобилей.
На автотранспортных предприятиях, удовлетворяющих этим требованиям, осуществляется централизованное управление производством, обеспечивающее на основе информации о работе подразделений тесное их взаимодействие, более эффективное использование рабочего времени, производственных площадей и оборудования.
Развитие производственно-технической базы и форм организации производства технического обслуживания и ремонта подвижного состава осуществляется в направлении - концентрации, специализации и кооперирования производства путем создания на базе группы автотранспортных предприятий объединений автомобильного транспорта. Объединения могут иметь в своем составе специализированные производства и предприятия для централизованного технического обслуживания: ремонта подвижного состава, восстановления оборотного фонда агрегатов, узлов и деталей. Производственно-техническая база объединения должна развиваться комплексно по всем ее элементам (зданиям, сооружениям, оборудованию) в соответствии с принятыми в территориальном объединении автотранспорта формами организации технического обслуживания и ремонта.
Производственные структуры технической службы объединения автотранспорта выбираются в зависимости от экономически обоснованных уровней концентрации и специализации производства. Состав предприятий и специализированных производств объединения автотранспорта определяется перечнем основных и вспомогательных работ, выполняемых в процессе -- технического обслуживания и ремонта, с учетом кооперативных связей но выполнению этих работ (капитальный ремонт автомобилей, агрегатов, узлов, восстановление деталей, производство и ремонт оборудования и т. п.). Первоочередной централизации подлежат:
- работы, по техническому обслуживанию и ремонту подвижного состава, программа по которым на каждом отдельном предприятии мала для применения рациональных технологических процессов- средств механизации и автоматизации;
- наиболее трудоемкие, сложные или часто повторяющиеся работы ТО и ремонта, требующие специализированного оборудования, привлечения высококвалифицированных рабочих кадров, централизация которых обеспечит повышение производительности труда и снижение стоимости этих работ:
восстановление деталей;
- работы по техническому обслуживанию и ремонту технологического оборудования;
обменный фонд агрегатов, узлов и деталей, а также доставка его на автотранспортные и авторемонтные предприятия;
- работы по оказанию технической помощи подвижному составу на линии.
При централизации работ производится централизация рабочей силы и оборотного фонда агрегатов, узлов и запасных частей.
Вес работы но подготовке производства, в том числе комплектование, мойка, дефектация, транспортировка, хранение ремонтного фонда и отремонтированных деталей, хранение, выдача и ремонт инструмента осуществляются централизованно. Для этого организуется специализированное подразделение подготовки производства (участок или комплекс).
Для обеспечения контроля за техническим состоянием подвижного состава и соблюдением Правил технической эксплуатации, качеством и объемами выполненных работ технического обслуживания и ремонта, применением эксплуатационных материалов, техническим состоянием ремонтного фонда на автотранспортных предприятиях организуются подразделения технического контроля.
41. Методы организации текущего ремонта автомобилей в АТО.
На АТО при техническом обслуживании и текущем ремонте подвижного состава наибольшее распространение получили следующие методы организации ремонтно-обслуживающего производства: метод комплексных бригад, метод специализированных бригад, агрегатно-участковый метод, метод централизованного управления производством. Метод комплексных бригад.
При этом методе организации РОП за каждой бригадой ремонтных рабочих закреплена группа автомобилей (обычно автоколонна) для выполнения постовых работ ТО-1, ТО-2 и ТР, а ремонт снятых с автомобиля агрегатов, узлов, механизмов и приборов производится отдельной бригадой (авторемонтные мастерские. АРМ).
В состав комплексной бригады, возглавляемой механиком или бригадиром, входят рабочие всех специальностей.
В зависимости от размера АТП количество комплексных бригад может быть разное -- от одной до трех-четырех.
Руководство всеми бригадами осуществляет начальник производства или заведующий гаражом. Комплексная бригада выполняет все работы на закрепленных за ней автомобилях (кроме ремонта агрегатов, снятых с автомобиля). В случае некачественного выполнения работ и преждевременного отказа автомобиля ремонт выполняет та же бригада. От качества работы коллектива бригады в значительной мере зависят затраты и простои автомобилей. Поэтому результаты работы каждой бригады можно объективно оценивать величинам затрат и простоев автомобилей, то есть по тем же показателям, по которым оцениваются результаты работы всего производства. При этой форм организации труда создаются условия для введения действенного морального и материального стимулирования за улучшение указанных основных показателей, что имеет большое значение для повышения эффективности труда и производства.
Организация работ по техобслуживанию автомобилей может быть бригадной или агрегатно-участковой.
Бригадная форма организации техобслуживания предусматривает создание специализированных бригад для проведения работ по всем агрегатам и узлам автомобиля в пределах данного вида техобслуживания и ремонта. Сущность метода, заключается в том, что в цехе организуется несколько специализированных бригад, специализирующихся по видам технического обслуживания и ремонту автомобилей.
Бригада ТО - 1 разделена на два звена. Бригада ТО - 2 комплексная, работающая на единый наряд.
Достоинство этого метода организации производства:
- специализация исполнителей позволяет повысить ответственность за качество работ;
- снижение среднего тарификационного разряда бригады, при достаточно высоком качестве;
- сокращается число одноименного оборудования, инструментов и приспособлений;
- сокращаются производственные площади;
- упрощается руководство участками, учет и контроль над выполнением технических воздействий.
Однако возникают трудности регулирования загрузки и анализа работы различных бригад, снижается эффективность использования оборудования общего назначения (подъемников, ям, специализированного оборудования), возникают сложности в распределении запасных частей.
При агрегатно-участковой форме организуют отдельные производственные участки, предназначенные для выполнения всех работ по техобслуживанию и ремонту определенных агрегатов и узлов автомобиля, закрепленных за данным участком.
При централизации работ производится централизация рабочей силы и оборотного фонда агрегатов, узлов и запасных частей.
Объем ремонтных работ, выполняемых централизованно, может составлять до 70-75% от общей трудоемкости и включать: замену и ремонт агрегатов и узлов, окрасочные, обойные и шиноремонтные работы; ремонт аккумуляторных батарей, приборов электрооборудования и топливной аппаратуры: слесарно-механические, арматурно-кузовные, кузнечно-рессорные и другие работы.
42. Структура и функциональные обязанности ОТК АТО.
Отделы технического контроля (ОТК) АТО и объединений в своей производственной деятельности обязаны руководствоваться приказом Министра №14 от 11.05.73 и обеспечивать контроль за качеством в объёмом выполняемых работ при производстве всех видов технического обслуживания и ремонта, выпуском на линию технически исправных автомобилей, техническим состоянием ремонтного фонда.
Отдел технического контроля АТО является самостоятельным структурным подразделением, перед которым поставлены конкретные задачи, охватывающие целый комплекс постоянных по времени и разнообразных по характеру видов работ. Создается и функционирует ОТК на основании "Положения об отделе технического контроля" разработанного на основе типового в соответствии с особенностями и условиями работы каждого АТО. Недопустима формальная разработка "Положения…", когда оно по существу ограничивается переписыванием "Типового положения…", а также не следует ограничиваться лишь отражением существующего порядка организации ОТК.
ОТК подчиняется непосредственно руководителю АТО и в своей деятельности руководствуется должностными инструкциями, которые разрабатывает начальник ОТК и утверждает руководитель АТО, а так же директивными материалами вышестоящих организаций. Начальник ОТК периодически докладывает главному инженеру АТО о техническим состоянии подвижного состава и о состоянии технологической дисциплины ТО и ремонта, а также свои предложения по улучшению технического состояния парка.
Главная задача ОТК заключается в предупреждении появления брака т.е. служба технического контроля должна постоянно воздействовать на технологический процесс всех видов технического обслуживания я ремонта подвижного состава.
Функциональные обязанности ОТК:
1. Контроль за соблюдением месячных планов-графиков, постановки автомобилей в ТО, исключающий перепробег превышающий среднесуточный пробег и невыполнение суточной программы ТО;
2. Постоянный контроль за соблюдением технологии в процессе производства работ по ТО и ремонту подвижного состава, что влечет за собой предупреждение брака и повышение технологической дисциплины;
3. Контроль за качеством продукции комплексов ТО, ТР, производственных участков, осуществляемый с помощью диагностического оборудования комплекса диагностики, подчиненного начальнику ОТК и контрольно-испытательных стендов и приборов находящихся в производственных цехах;
4. Контролировать качество поступающих в АТП материалов, полуфабрикатов и ЗПЧ;
5. Участвовать в списании и предъявлять рекламации заводам и поставщикам на поставляемые материалы, агрегаты и автомобили.
На отдел технического контроля АТО, кроме функций осмотра и контроля за техническим состоянием подвижного состава, возлагаются функции проведения анализа причин возникновения неисправностей и ходимости подвижного состава, агрегатов и узлов. Ежедневно служба ОТК производит учет заявочных ремонтов. Один раз в неделю начальник ОТК производит анализ заявочных ремонтов. При выявлении характерной повторяемости заявочных ремонтов начальник ОТК (совместно с начальником производства) обязан установить причину и наметить мероприятия позволяющие устранить характерные недостатки.
Рис.1. Структура ОТК
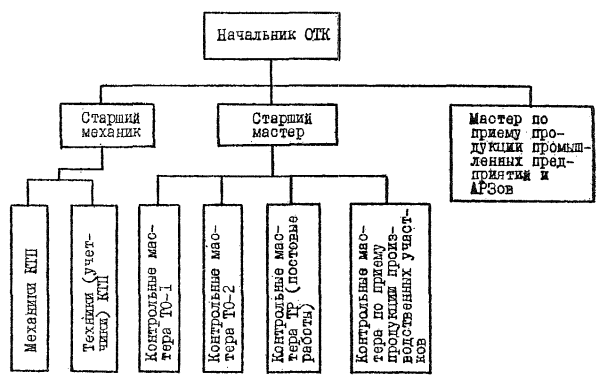
43. Назначение, структура и функциональные обязанности инженерно-технической службы АТО.
Инженерно-техническая служба АТО в своей повседневной деятельности решает ряд вопросов планирования и управления производством, которые условно можно свести к следующим 4-м комплексом взаимосвязанных задач:
- определение программы работ, т.е. числа автомобилей планируемых к постановке на диагностирование и ТО, номенклатуры и объемом ремонтных работ;
- распределение автомобилей по производственным постам в зависимости от специализации, оснащенности и занятости;
- распределение наличных запасных частей и материалов по автомобилям, агрегатом постами и пополнением их запасов;
- распределение заданий между ремонтными рабочими, постами и участками ТО.
Структура инженерно-технической службы АТО:
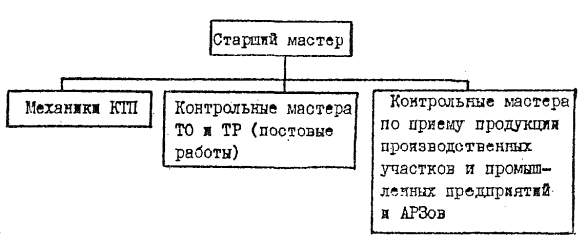
Численность инженерно-технических работников О TK утверждается руководителем A ТП, исходя из установленных предельных ассигнований на содержание управленческого аппарата предприятия.
Обязанности мастера ОТК по приему продукции производствен ных цехов могут быть возложены на контролеров-приемщиков. Численность контролеров-приёмщиков, предусмотренных структурной схемой ОТК, устанавливается руководителем предприятия, исходя из объема и специфики работы АТП, в пределах планового фонда заработной платы рабочих.
Механик КТП (колонны) на основании полученного Плана-отчёта ТО предупреждает водителя перед выездом на линию о запланированном ТО-1 ( эта информация дублируется обычно службой эксплуатации, которая проставляет штамп «ТО-1» в путевом листе) и после возвращения автомобиля в парк контролирует подготовку его водителем к проведению ТО-1 с Д-1, что включает в себя :
- Контроль качества УМР;
- контроль постановки автомобиля на специальные места ожидания с удобным выездом;
- Контроль отсутствия на автомобиле включенных противоугонных устройств и запоров.
Контрольный мастер проводит выборочный контроль полноты и качества выполнения работ (20-30% суточной программы), подписывает диагностические карты Д-1 и план отчет ТО.
44. Назначение, структура и функциональные обязанности службы технической эксплуатации автомобилей.
45. Диспетчерское руководство грузовыми перевозками.
Диспетчерское руководство грузовыми автомобильными перевоз�ками: сущность системы диспетчерского управления автомобиль�ными перевозками заключается в оперативном руководстве и конт�роле за работой автомобилей на линии. Диспетчер определяет ко�личество автомобилей, направляемых на каждый из обслуживаемых объектов, при необходимости переключает автомобили с одного маршрута на другой, посылает на объекты дополнительные автомо�били или, наоборот, возвращает лишние автомобили в гараж.
В те�чение всего времени работы на линии шоферы оперативно подчинены диспетчеру.
Улучшая использование рабочего времени, пробега и грузоподъ�емности автомобилей, система диспетчерского руководства способ�ствует повышению их производительности и снижению себестои�мости автомобильных перевозок.
Диспетчерская группа службы эксплуатации автохозяйства со�стоит из старшего и дежурных (сменных) диспетчеров. Старший дис�петчер составляет сменно-суточные планы перевозок, устанавли�вает очередность обслуживания объектов, разрабатывает маршруты перевозок, графики выпуска автомобилей из гаража и их работы на линии. Дежурные диспетчеры осуществляют под руководством старшего диспетчера непосредственное управление работой автомо�билей на линии, выдают шоферам путевые листы перед выездом из гаража и принимают от них путевые листы и товарно-транспортные документы по возвращении в гараж, обрабатывают путевые листы и составляют оперативные сводки о выполнении сменно-суточного плана.
Связь дежурных диспетчеров с шоферами, работающими на ли�нии, и передача шоферам распоряжений об изменении порядка ра�боты или маршрута осуществляются средствами проводной (телефон) или радиосвязи, а также путем выездов диспетчера на обслужива�емые объекты. На наиболее крупных объектах иногда организуют линейные диспетчерские пункты или устанавливают контрольные штамп-часы, отмечающие на путевых листах время прибытия и от�бытия автомобилей.
Если для группы автохозяйств, подчиненных автотранспорт�ному тресту, создана централизованная служба эксплуатации, при ней организуется центральная диспетчерская станция, управляющая работой на линии всех автомобилей этих ав�тохозяйств. При наличии центральной диспетчерской станции в ав�тохозяйствах остаются только дежурные диспетчеры, обеспечивающие выпуск автомобилей на линию в соответствии с ее указа�ниями.
Дисциплина «Ремонт автомобилей»
1. Система ремонта автомобилей, ее виды и методы.
Ремонтом является комплекс операций по восстановлению исправного или работоспособного состояния, ресурса и обеспечения безопасности работы подвижного состава и его составных частей. Ремонт выполняется как по потребности после появления соответствующего неисправного состояния, так и принудительно по плану, через определенный пробег или время работы автомобиля. Второй вид ремонта является планово-предупредительным.
Ремонт автомобилей является объективной необходимостью, обусловленной невозможностью обеспечения одинаковых сроков службы деталей и сборочных единиц автомобиля при изготовлении и в процессе эксплуатации. В связи с этим нецелесообразно прекращать эксплуатацию автомобиля при выходе из строя отдельных деталей и сборочных единиц. Ремонт позволяет более полно использовать ресурс деталей автомобиля и продлить срок его службы.
Ремонт подразделяют на текущий и капитальный.
Текущий ремонт предназначен для обеспечения работоспособного состояния автомобилей с восстановлением или заменой отдельных его агрегатов, узлов и деталей (кроме базовых), достигших предельно допустимого состояния. Базовой называется деталь, с которой начинают сбоку изделия, присоединяя к ней другие детали и сборочные единицы. Соответственно замена базовой детали обычно требует полной разборки изделия. Базовой деталью автомобиля является кузов, а агрегата - корпусная деталь, например блок цилиндров двигателя, картер коробки передач, картер заднего моста.
Текущий ремонт должен обеспечивать безотказную работу отремонтированных агрегатов, узлов и деталей автомобиля на пробеге не менее чем до очередного ТО-2.
Определение потребности в текущем ремонте осуществляется обычно при техническом обслуживании и диагностировании автомобиля, а выполнение его, как правило, совмещается с текущим обслуживанием, либо производится при возникновении отказов.
На крупных автотранспортных предприятиях (АТП) текущий ремонт может осуществляться агрегатным методом, при котором отказавший или требующий ремонта агрегат заменяется на новый или заранее отремонтированный, а снятый с автомобиля агрегат направляется в ремонт. При этом сокращаются простои в ремонте.
Капитальный ремонт предназначен для восстановления исправности и близкого к полному (не менее 80%) ресурса автомобиля или агрегата путем замены и (или) восстановления любых сборных единиц и деталей, включая базовые. Капитальный ремонт может производиться необезличенным и обезличенным методами.
Необезличенный (индивидуальный) метод - метод ремонта, при котором сохраняется принадлежность восстановленных деталей или сборочных единиц к определенному объекту ремонта (автомобилю или агрегату), на котором они были установлены до ремонта. При этом методе в определенной степени сохраняется взаимная приработанность деталей, их первоначальная связь, что обеспечивает более высокое качество ремонта.
Обезличенный метод - метод ремонта, при котором не сохраняется принадлежность восстановительных деталей или сборочных единиц к определенному объекту ремонта. Данный метод может использоваться только на крупных предприятиях по ремонту автомобильных агрегатов и позволяет упростить организацию выполнения ремонтных работ и сократить время ремонта при большой производственной программе предприятия. Для ремонта легковых автомобилей данный метод в настоящее время не применяется.
2. Типы авторемонтных предприятий и их структура.
Авторемонтное предприятие (АРП) — организация производящяя техническое обслуживание и ремонт подвижного состава сторонних организаций, не имеющих собственной ремонтной базы. К АРП относятся авторемонтные и агрегатно-ремонтные заводы и базы централизованного ремонта узлов агрегатов, авторемонтные мастерские, шиноремонтные мастерские. Бывают двух типов:
- выполняющие все ремонтные работы от разборочно-моечных до испытания готовой продукции;
- производящее ремонт отдельных агрегатов и узлов.
В настоящее время на большинстве авторемонтных предприятий внедрён агрегатный метод ремонта автомобилей.
В организационной системе управления АРП можно выделить несколько блоков: финансовый, экономический, технический, кадровый. Общее руководство осуществляет начальник предприятия. Технический блок включает: зоны ежедневного техобслуживания (ЕО), периодического техобслуживания, сезонного обслуживания (СО), ремонтная зона (разборочный, сборочный, кузовной цеха, цех восстановления и изготовления деталей), производственно-вспомогательные участки (инструментальный, ремонтно-механический, электро-ремонтный, ремонтно-строительный) и склады.
3. Технические требования, документация, комплектность автомобилей и агрегатов при приемке в капитальный ремонт.
Технические условия на сдачу автомобилей и агрегатов в капитальный ремонт должны соответствовать требованиям ГОСТов и руководствам на капитальный ремонт.
Заказчик сдает в ремонт автомобили и агрегаты, выработавшие установленный ресурс, достигшие предельного состояния и имеющие аварийные повреждения, которые могут устраняться только на предприятиях по капитальному ремонту при наличии соответствующего акта; достигшие предельного состояния, но не выработавшие установленного ресурса с приложением соответствующего акта.
Автомобили и агрегаты, направляемые в ремонт, должны быть комплектными и иметь лишь те неисправности, которые возникли в результате естественного износа деталей.
Для грузовых автомобилей и их агрегатов установлены первая и вторая комплектность; для автобусов и легковых автомобилей — только первая; силовых агрегатов (двигатель с коробкой передач и сцеплением) — первая; дизелей — первая; для карбюраторных двигателей — первая и вторая. Все остальные агрегаты автомобиля имеют только одну комплектность.
Автомобиль первой комплектности — это автомобиль со всеми составными частями, включая запасное колесо. Автомобили второй комплектности сдают в ремонт без платформы, металлических кузовов и специального оборудования.
Двигатель первой комплектности — это двигатель в сборе со всеми составными частями, установленными на нем, включая сцепление, компрессор, вентилятор, насос гидроусилителя рулевого управления, топливную аппаратуру, приборы системы охлаждения и смазочной системы, воздухоочиститель, электрооборудование и т. п. Двигатель второй комплектности — это двигатель в сборе со сцеплением, но без других составных частей, устанавливаемых на нем.
В отдельных случаях (как исключение) АРП может принимать в ремонт автомобили и агрегаты в комплектности, отличной от установленной. При этом доукомплектование их производится по калькуляции ремонтного предприятия, согласованной с заказчиком.
Автомобили и агрегаты, выработавшие свой ресурс, но не достигшие предельного состояния, не подлежат капитальному ремонту.
В капитальный ремонт не принимаются: грузовые автомобили, если их кабины и рамы подлежат списанию; автобусы и легковые автомобили, если их кузова не могут быть восстановлены; агрегаты и узлы, у которых базовые или основные детали подлежат списанию.
Наружные поверхности автомобилей и агрегатов должны быть очищены от грязи. Автомобили и агрегаты не должны иметь деталей, которые отремонтированы способами, исключающими возможность последующего их использования или ремонта и иметь годные к эксплуатации аккумуляторы и шины. Все сборочные единицы, детали и приборы должны быть закреплены на машине в соответствии с его конструкцией.
Техническое состояние автомобилей, сдаваемых в КР, должно обеспечивать, как правило, возможность запуска двигателя и испытания пробегом до 3 км. Автомобиль, имеющий повреждения аварийного характера или неисправности, при которых запуск двигателя и движение его невозможно или могут повлечь дальнейшее разрушение деталей, сдается в КР не на ходу.
При приемке автомобиля в ремонт составляется приемо-сдаточный акт по установленной форме в трех экземплярах. В акте отмечается техническое состояние и комплектность сдаваемого в ремонт объекта. Акт подписывается представителями АРП и заказчика. Первый и третий экземпляры акта остаются на ремонтном предприятии, а второй выдается заказчику.
Сборочные единицы, сдаваемые в ремонт отдельно, должны иметь справку, подтверждающую необходимость капитального ремонта, составленную заказчиком.
Двигатели и их сборочные единицы сдаются в КР согласно с требованиями ГОСТов и техническими условиями на ремонт. Сдаваемые в ремонт двигатели должны быть укомплектованы сборочными единицами и деталями, предусмотренными конструкцией. Отклонение в комплектности двигателей допускается в пределах конструктивных изменений, внесенных в данную модель организацией-разработчиком. Допускается отсутствие на двигателях и сборочных единицах отдельных крепежных деталей (болтов, гаек, шпилек) и мелких деталей (колпачков и т.п.).
Двигатели и их сборочные единицы не должны иметь деталей, отремонтированных способами, исключающими последующее их использование или ремонт; должны быть очищены и вымыты снаружи, а смазка и вода — слиты. Все отверстия, через которые могут проникнуть атмосферные осадки и пыль во внутренние полости двигателей и их сборочных единиц, должны быть закрыты крышками или пробками-заглушками.
Наружные неокрашенные металлические поверхности предохраняются от коррозии противокоррозионной смазкой. Тара и транспортные средства, применяемые для перевозки двигателей и сборочных единиц, должны обеспечивать их сохранность.
К каждому двигателю и отдельно сдаваемому топливному насосу прилагаются паспорт и справка, подтверждающая необходимость проведения капитального ремонта.
4. Организация разборочных работ автомобилей и формы разборочного процесса.
Разборочные работы являются трудоемкими, поэтому весьма важной задачей ремонтного производства является максимально возможная механизация, применения подъемно-транспортных средств, разборочных стендов, прессов, съемников и других приспособлений, повышающих производительность, обеспечивающих сохранность деталей и повышающих чистоту и общую культуру производства.
На современных ремонтных предприятиях применяется следующие средства технологического оснащения: подъемно-транспортные механизмы и машины (домкраты, лебедки, тали, подъемники, краны, конвейеры, стропы и расчалки); ручные машины (гайко-, шпилько- и шуруповерты); прессы, стенды, универсальный (ключи гаечные и для шпилек, отвертки, пассатижи, щипцы, бородки, съемники) и специализированный инструмент.
При разборке используют ручные машины с электрическим, пневматическим или гидравлическим приводом ручной машиной считается устройство, масса которого при работе полностью или частично воспринимается руками исполнителя. Главное рабочие движения (движение рабочего органа) осуществляет двигатель, а вспомогательная открывается (движением подачи) и управления машиной – слесарь вручную. При работе ручными машинами применяют сменные торцовые головки-ключи, насадки, отверстия и т.д.
При большом объеме разборочных работ для отвинчивания резьбовых соединений применяются гайко-, шурупо-, шпилько- и муфтоверты.
Разборка в зависимости от объема производства может быть организованна на стационарных постах или поточных линиях. Посты характеризуются как универсальные, специализированные и смешанные. При организации разборочного процесса на потоке объекты ремонта могут быть неподвижными либо перемещаться. Поточные линии могут быть однопредметными, многопредметными, прерывно- и непрерывнопоточными.
Поточная форма организации разборочного процесса является наиболее прогрессивными и позволяет улучшить качество разборки и снизить себестоимость разборочных работ. Применение поточного метода разборки позволяет сосредоточить одноименные операции на специализированных постах, сократить количество одноименных инструментов на 30 %, увеличить интенсивность использования технологической оснастки на 50 % и увеличить производительность труда разборщиков на 20 %. На предприятиях с разномарочной небольшой программой по капитальному ремонту целесообразно применять многопредметные поточные линии, которые подразделяются на ременно-поточные и групповые. Однако разборка на переменно поточных линиях требует более сложной организации производства (ступенчатый выход специализированных рабочих, сосдание большого задела агрегатов и др.). групповая поточная линия приспособлена для одновременного выполнения разборки агрегатов разных наименований с последовательным чередованием их в зависимости от наличия ремонтного фонда и потребности в объектах для линии сборки.
5. Способы мойки и очистки деталей, применяемое оборудование.
Поверхности большинства деталей, разбираемых при ремонте агрегатов и узлов автомобилей, покрыты жировыми пленками и асфальтово-смолистыми загрязнениями. Для обеспечения необходимых санитарно-гигиенических условий работы разборщиков и повышения производительности их труда все детали должны быть тщательно очищены и промыты. Особо велико влияние моечно-очистных работ на качество и ресурс отремонтированных автомобилей и их агрегатов.
Так, неполностью удаленная накипь с наружных поверхностей гильз цилиндров при эксплуатации автомобиля ухудшает охлаждение цилиндров, что может привести к перегреву двигателя и более интенсивному износу деталей цилиндропоршневой группы. Плохая очистка каналов коленчатого вала от смолистых отложений ухудшает подачу масла к шейкам вала и вкладышам коренных и шатунных подшипников; это может привести к их ускоренному износу. Трещину в детали заварить гораздо сложнее, если металл не очищен от масла и загрязнений, так как, попадая в сварочную ванну, загрязнения мешают сплавлению электродного металла с основным, шов получается пористым и непрочным. На плохо очищенной детали мелкие трещины можно просто не заметить и неисправная деталь поступит на сборку.
В связи с этим совершенствованию технологии очистки деталей при ремонте автомобилей уделяется большое внимание. В последнее время созданы более эффективные моющие средства, разработаны принципиально новые процессы очистки и мойки деталей, производство оснащается более совершенными моечными машинами.
Большое распространение на всех стадиях очистки получили синтетические моющие средства (CMC). Их основу составляют поверхностно-активные вещества (ПАВ), активность которых повышена введением щелочных электролитов.
Чаще других при очистке автомобильных деталей применяют CMC Лабомид, а также МС. Это сыпучие белые или светло-желтые порошки. Они нетоксичны, негорючи, пожаробезопасны и хорошо растворяются в воде. Растворы CMC допускают одновременную очистку деталей из черных и цветных металлов и сплавов. Средства Лабомид-101, Лабомид-102 и МС-6 предназначены для очистки деталей в моечных машинах струйного типа, а средства Лабомид-203 и МС-8 — в машинах погружного типа.
В порядке дальнейшего совершенствования CMC разработаны новые составы технических моющих препаратов Темп-100 и Темп-100А. Эти препараты эффективнее, чем Лабомид и МС, и, кроме того, Темп-100А обладает повышенным пассивирующим действием по отношению к очищаемой поверхности, т.е. повышает ее коррозионную стойкость.
Рабочие концентрации растворов CMC зависят от степени загрязненности поверхности и составляют 5-20 г/л. Наилучшее моющее действие растворов CMC проявляется при температуре 75—85°C. При температуре ниже 70°C резко снижается моющая способность раствора и усиливается пенообразование.
Кроме синтетических моющих средств для очистки автомобильных деталей также применяют растворители (дизельное топливо, керосин, неэтилированный бензин, уайт-спирит) и растворяюще-эмульгирующие средства (Лабомид-312, Эмульсин, Ритм, АМ-15). Растворители применяются для отмачивания блоков и других деталей с асфальтосмолистыми отложениями, каналов коленчатых валов, топливной аппаратуры, обезжиривания поверхностей. Растворяюще-эмульгирующие средства применяют при очистке деталей от прочных асфальтосмолистых отложений, а также в тех случаях, когда очистка происходит при умеренных температурах (20—50°C).
Наиболее сложно очищать детали от нагара и накипи, ибо они содержат большое количество нерастворимых, или плохо растворимых компонентов, что затрудняет их удаление.
Для удаления нагара и накипи чаще всего применяют механический метод очистки: косточковой крошкой, металлическими щетками или кругами. Недостатками этих методов очистки является применение ручного труда.
Заслуживает внимания метод очистки деталей от нагара отжигом. Этот метод внедрен на одном из московских авторемонтных заводов при очистке от нагара камер сгорания головок цилиндров. Подлежащие очистке головки цилиндров (из алюминиевого сплава АЛ4) погружают в камеру электропечи, в которой поддерживается температура 400—450°C. При такой температуре головки выдерживают в течение 15—20 мин. После этого кассету с головками выкатывают из камеры и охлаждают детали естественным путем до температуры окружающего воздуха. При таком отжиге вследствие неодинакового с металлом коэффициента линейного расширения нагар отделяется от поверхности детали. После охлаждения головок их помещают в шкаф, оснащенный вытяжной вентиляцией, и обдувают сжатым воздухом под давлением 0,4—0,5 МПа.
Все большее распространение в авторемонтном производстве получает метод очистки деталей с помощью ультразвука. Достоинствами этого способа очистки являются: высокая скорость очистки, возможность применения различных моющих средств при комнатных и умеренных температурах, возможность очистки детали со сложной конфигурацией, простота механизации и автоматизации процесса. Наиболее целесообразно применять ультразвук для очистки деталей, имеющих сложную конфигурацию (корпусов карбюраторов, бензонасосов), а также электрооборудования, подшипников качения и т. п.
Детали, подлежащие очистке, помещают в ванну с моющим раствором. Под действием ультразвука в моющем растворе образуются области сжатия и разрежения, разрушающие на поверхности детали загрязнения, которые и уносятся вместе с раствором. В качестве моющего средства применяют водные растворы Лабомида или МС концентрацией 10—20 г/л при температуре 55—65°C. При очистке указанными растворами поверхность деталей одновременно с очисткой пассивируется.
Очистку деталей от нагара производят также в растворе солей, содержащем 65% едкого натра, 30% азотно-кислого натрия и 5% хлористого натрия при температуре 400°C. В результате химического воздействия нагар разрыхляется. Технологический процесс включает четыре операции: обработку в расплаве, промывку в проточной воде, травление в кислотном растворе и вторую промывку в горячей воде. В расплаве детали выдерживают в течение 5—10 мин. Для нейтрализации щелочи, полного удаления окислов и осветления поверхности детали обрабатывают в травильном растворе. Применение способа очистки деталей в расплаве солей целесообразно на предприятиях с программой более 5 тыс. двигателей в год.
Постоянное совершенствование процессов и оборудования для мойки и очистки деталей привело к созданию в нашей стране автоматизированной линии очистки деталей двигателей. Линия снабжена управляющей системой с микропроцессором. Работа выполняется в полном автоматическом режиме. Оператор только наблюдает и контролирует ее.
В зависимости от того, какие загрязнения несут на себе детали, их в процессе разборки двигателей сортируют и раскладывают в контейнеры по маршрутам. Роль рабочего сводится к установке контейнера с деталями на приемный роликовый конвейер линии и нажатию кнопки того маршрута, по которому должны идти детали в контейнере. Управляющая система линии запоминает вводимый сигнал и обеспечивает в дальнейшем выполнение всех операций в автоматическом режиме. Люльки с контейнерами, следующие по первому маршруту, заходят во все ванны секций линии и находящиеся в них детали проходят щелочную очистку, очистку в растворяюще-эмульгирующих средствах, кислотную обработку для снятия накипи и пассирования. Детали, следующие по второму маршруту, проходят над кислотной ванной, не опускаясь в нее, так как отсутствует необходимость в снятии накипи. Детали, следующие по третьему маршруту, заходят только в щелочные ванны. Выдержка технологических режимов и контроль за правильностью функционирования всех систем возложены на управляющую систему.
Установлено, что обеспечение высококачественной мойки и очистки деталей дает суммарное увеличение их межремонтного ресурса на 1,0-1,5%.
6. Моющие средства для мойки и очистки деталей.
В последнее время созданы более эффективные моющие средства, разработаны принципиально новые процессы очистки и мойки деталей, производство оснащается более совершенными моечными машинами.
Большое распространение на всех стадиях очистки получили синтетические моющие средства (CMC). Их основу составляют поверхностно-активные вещества (ПАВ), активность которых повышена введением щелочных электролитов.
Чаще других при очистке автомобильных деталей применяют CMC Лабомид, а также МС. Это сыпучие белые или светло-желтые порошки. Они нетоксичны, негорючи, пожаробезопасны и хорошо растворяются в воде. Растворы CMC допускают одновременную очистку деталей из черных и цветных металлов и сплавов. Средства Лабомид-101, Лабомид-102 и МС-6 предназначены для очистки деталей в моечных машинах струйного типа, а средства Лабомид-203 и МС-8 — в машинах погружного типа.
В порядке дальнейшего совершенствования CMC разработаны новые составы технических моющих препаратов Темп-100 и Темп-100А. Эти препараты эффективнее, чем Лабомид и МС, и, кроме того, Темп-100А обладает повышенным пассивирующим действием по отношению к очищаемой поверхности, т.е. повышает ее коррозионную стойкость.
Рабочие концентрации растворов CMC зависят от степени загрязненности поверхности и составляют 5-20 г/л. Наилучшее моющее действие растворов CMC проявляется при температуре 75—85°C. При температуре ниже 70°C резко снижается моющая способность раствора и усиливается пенообразование.
Кроме синтетических моющих средств для очистки автомобильных деталей также применяют растворители (дизельное топливо, керосин, неэтилированный бензин, уайт-спирит) и растворяюще-эмульгирующие средства (Лабомид-312, Эмульсин, Ритм, АМ-15). Растворители применяются для отмачивания блоков и других деталей с асфальтосмолистыми отложениями, каналов коленчатых валов, топливной аппаратуры, обезжиривания поверхностей. Растворяюще-эмульгирующие средства применяют при очистке деталей от прочных асфальтосмолистых отложений, а также в тех случаях, когда очистка происходит при умеренных температурах (20—50°C).
Наиболее сложно очищать детали от нагара и накипи, ибо они содержат большое количество нерастворимых, или плохо растворимых компонентов, что затрудняет их удаление.
Для удаления нагара и накипи чаще всего применяют механический метод очистки: косточковой крошкой, металлическими щетками или кругами. Недостатками этих методов очистки является применение ручного труда.
7. Виды и характеристика дефектов деталей и агрегатов.
К возникновению дефектов приводят ошибки конструирования, нарушения технологического процесса производства, технического обслуживания и ремонта автомобилей, а также эксплуатация.
Дефект — каждое отдельное несоответствие продукции требованиям, определенным нормативной документацией.
Дефекты деталей по месту расположения можно подразделить на:
локальные (трещины, риски и т.д.),
дефекты во всем объеме или по всей поверхности (несоответствие химического состава, качества механической обработки и т.д.),
дефекты в ограниченных зонах объема или поверхности детали (зоны неполной закалки, коррозионного поражения, местный наклеп и т.д.).
Местонахождение дефекта может быть:
- внутренним (глубинным),
- наружным (поверхностным и подповерхностным).
По возможности исправления дефекты классифицируют на:
- устраняемые,
- неустраняемые.
Устраняемый дефект технически потенциально возможно и экономически разумно исправить. В противном случае это неустраняемый дефект.
По отражению в нормативной документации дефекты делят на:
Скрытый дефект — дефект, для обнаружения которого в нормативной документации не предусмотрены необходимые правила, методы и средства контроля. В противоположном случае это явный дефект.
По причинам возникновения дефекты подразделяют на:
- конструктивные,
- производственные,
- эксплуатационные.
Конструктивные дефекты — это несоответствие требованиям технического задания или определенным правилам разработки (модернизации) продукции. Причины таких дефектов:
- ошибочный выбор материала изделия,
- неверное определение размеров деталей,
- режима термической обработки.
Эти дефекты являются следствием несовершенства конструкции и ошибок конструирования.
Производственные дефекты — несоответствие требованиям нормативной документации на изготовление, ремонт или поставку продукции. Они появляются в результате:
- нарушения технологического процесса,
- изготовления,
- восстановления деталей.
Эксплуатационные дефекты — это дефекты, которые появляются в результате:
- износа,
- усталости,
- коррозии деталей,
- неправильной эксплуатации.
Наиболее часто встречаются следующие эксплуатационные дефекты:
- изменение размеров и геометрической формы рабочих поверхностей;
- нарушение требуемой точности взаимного расположения рабочих поверхностей;
- механические повреждения;
- коррозионные повреждения;
- изменение физико-механических свойств материала деталей.
Возникающие у сборочных единиц дефекты делятся на:
- потерю жесткости соединения,
- нарушение контакта поверхностей,
- дефекты посадки деталей,
- дефекты размерных цепей.
Потеря жесткости появляется в результате ослабления резьбовых и заклепочных соединений.
Нарушение контакта — это результат уменьшения площади прилегания поверхностей у соединяемых деталей, вследствие чего прослеживается потеря герметичности соединений и повышение ударных нагрузок.
Нарушение посадки деталей порождается увеличением зазора или снижением натяга.
Нарушение размерных цепей происходит по причине изменения соосности, перпендикулярности, параллельности и т.д., что приводит к нагреву деталей, росту нагрузки, видоизменению геометрической формы, деструкции деталей.
Возникающие у деталей в целом дефекты бывают следующие:
- нарушение целостности (трещины, обломы, разрывы и др.),
- несоответствие формы (изгиб, скручивание, вмятины и др.) и размеров деталей.
Нарушения целостности (механические повреждения) деталей возникают из-за:
- превышения допустимых нагрузок, которые воздействуют на деталь в процессе эксплуатации,
- усталости материала деталей, которые работают в условиях циклических знакопеременных или ударных нагрузок.
Несоответствие формы (деформации) может появиться у деталей, если на деталь действуют динамические нагрузки. Дефекты, возникающие у отдельных поверхностей:
- несоответствие размеров,
- несоответствие формы,
- взаимного расположения,
- физико-механических свойств,
- нарушение целостности.
Изменение размеров и формы (нецилиндричность, неплоскостность и т.д.) поверхностей деталей происходит в результате их изнашивания.
Изменение взаимного расположения поверхностей (неперпендикулярность, несоосность и т.д.) происходит:
- из-за неравномерного износа поверхностей,
- внутренних напряжений,
- остаточных деформаций.
Физико-механические свойства материала поверхностей деталей трансформируются по причине нагрева их в процессе работы или износа упрочненного поверхностного слоя и проявляется в снижении твердости.
Нарушение целостности поверхностей деталей происходит под воздействием коррозионными, эрозионными или кавитационными поражениями.
Коррозионные повреждения (сплошные окисные пленки, пятна, раковины и т.д.) появляются вследствие химического или электрохимического взаимодействия металла детали с коррозионной средой.
Эрозионные и кавитационные поражения поверхностей появляются при действии на металл потока жидкости, движущейся с значительной скоростью. Эрозионные повреждения металла детали появляются из-за постоянного контакта металла со струей жидкости, что приводит к формированию пленок окислов, которые при трении потока жидкости о металл разрушаются и удаляются с поверхности, а на поверхностях деталей образуются пятна, полосы, вымоины. Кавитационные повреждения (каверны) металла происходят тогда, когда нарушается сплошность потока жидкости и создаются кавитационные пузыри, которые, располагаясь у поверхности детали, уменьшаются в объеме с большой скоростью, что становится причиной возникновения такого явления, как гидравлический удар жидкости о поверхность металла.
Чаще всего в реальных условиях мы имеем сочетания дефектов. Большое значение имеют размеры дефектов при выборе способа и технологии восстановления.
Величина дефектов — количественная характеристика отклонения фактических размеров и (или) формы деталей и их поверхностей от номинальных значений. Выделяется три группы размеров дефектов:
- до 0,5 мм;
- 0,5—2 мм;
- свыше 2 мм.
8. Назначение и сущность дефектации и сортировки деталей.
Целью дефектации разобранных деталей является определение их тех�нического срстояния и сортировка на соответствующие группы: годные, подлежащие восстановлению и не�годные. Результаты дефектации и сортировки используются для опре�деления коэффициентов годности и распределения деталей по маршру�там восстановления.
Многие причины отбраковки де�талей прямо или косвенно связаны с техническими возможностями средств и методов контроля и дефек�тации. Существенное влияние на нор�мы отбраковки оказывают также технологические возможности авторе�монтного предприятия. Нередки слу�чаи отбраковки деталей, содержа�щих исправимые дефекты, только из-за отсутствия соответствующих мето�дов ремонта.
После сортировки годные детали отправляют в комплектовочное отде�ление, негодные — на склад метал�лолома или для использования как материал для изготовления других деталей. Детали, требующие восста�новления, после определения марш* рута ремонта поступают на склад де�талей, ожидающих ремонта, и далее на соответствующие участки восста�новления. Громоздкие детали— ра�мы, картеры задних мостов и дру�гие — контролируют непосредствен�но на рабочих местах.
Дефектацию деталей выполняют внешним осмотром, а также при по�мощи инструмента, приспособлений, приборов и оборудования. В процессе дефектации и сортировки детали маркируют краской: годные — зеле�ной, негодные — красной, детали, подлежащие восстановлению, — желтой. Количественные показатели дефектации и сортировки деталей фиксируют в дефектовочных ведомо�стях или при помощи специальных суммирующих счетных устройств.
Дефектацию обычно начинают с наружного осмотра деталей, опреде�ляя их общее техническое состояние и выявляя внешние дефекты — трещи�ны, пробоины, вмятины и др. Для вы�явления скрытых дефектов применя�ют приборы и приспособления, рабо�та которых основана на неразрушаю�щих методах контроля.
Развитие средств и методов дефек�тации в итоге позволяет улучшить ка�чество ремонта автотранспортных средств. На крупных авторемонтных заводах используют автоматизиро�ванные системы управления (АСУ), в том числе и на участках дефектации деталей, позволяющие получать не�обходимую информацию о количест�венных показателях производствен�ного процесса, потребностях в мате�риалах, комплектующих изделиях и обеспечивать ритмичность работы цехов и участков.
Комплекс методов дефектации или методов технической диагностики, позволяющий получить количествен�ные критерии качества продукции, играет все более важную роль в обес�печении ресурса капитально отре�монтированных автотранспортных средств до уровня 0,8 ресурса новых.
9. Методы контроля при дефектации и сортировка деталей.
Очищенные и обезжиренные детали подвергают контролю и сортировке на годные без восстановления, подлежащие ремонту и негодные.
Основными задачами дефектации и сортировки являются контроль деталей с целью определения их технического состояния, сортировка их на три группы — годные для дальнейшего использования, подлежащие восстановлению и негодные, и направление деталей по маршрутам восстановления. Разбраковку деталей осуществляют в соответствии с техническими условиями на контроль и сортировку деталей. Контролю необходимо подвергать все детали автомобилей и их агрегатов, поступивших в ремонт, исключение составляют лишь детали, подлежащие 100%-ной замене.
Контроль деталей осуществляют визуально (осмотром), измерительным инструментом, а для отдельных деталей применяют специальные приспособления. Визуально проверяют общее техническое состояние деталей и выявляют внешние дефекты (обломы, трещины и т. п.). С помощью различных измерительных инструментов устанавливают размеры детали или отклонения от геометрической формы (овальность, конусность и др.).
Скрытые дефекты деталей, например внутренние раковины и трещины, наружные волосовые трещины выявляют с помощью дефектоскопа. Все ответственные детали автомобиля (блок цилиндров, головка блока и др.) обязательно подвергают указанному контролю. Для выявления дефектов корпусных деталей с внутренними полостями (блок цилиндров, головка блока) испытания проводят на специальном гидравлическом стенде водой, нагретой до 72...82°С и под давлением 0,4...0,5 МПа, поступающей в полость детали.
В ремонтной практике для обнаружения трещин наибольшее распространение получил метод магнитной дефектоскопии. Сущность его заключается в том, что при намагничивании контролируемой детали трещины создают участок с неодинаковой магнитной проницаемостью, в, результате чего происходит изменение величины и направления магнитного потока (создаются полосы).
Для выявления дефектных участков применяют магнитный порошок, который наносится на контролируемую деталь после или в процессе ее намагничивания. Магнитным порошком служит обычно прокаленная окись железа — крокус. Наносят порошок в сухом виде или в виде суспензии с маслом (керосином). Если нанести на намагниченную деталь сухой порошок или смесь порошка с маслом, он будет оседать в виде жилок в местах рассеивания магнитных силовых линий, указывая место дефекта. Для нанесения смеси порошка с маслом деталь опускают на 1...2 мин в ванну с суспензией. Термически обработанные детали, а также детали, изготовленные из легированных сталей, покрывают суспензией после намагничивания. Выявление дефектов в данном случае основано на остаточном магнетизме.
Методом магнитной дефектоскопии можно контролировать лишь детали, изготовленные из ферромагнитных материалов (чугун, сталь). Для контроля деталей из цветных металлов и сплавов, пластмассы, керамики, твердых сплавов и из других материалов применяют капиллярные методы, основанные на проникновении специальных растворов в область дефекта. К числу их относится люминесцентный (флюоресцентный) метод. Сущность его заключается в следующем. Обезжиренные детали погружают в ванну с флюоресцирующей жидкостью на 10...15 мин. Жидкость проникает в трещины и там задерживается. Затем раствор удаляют с поверхности детали струей холодной воды и деталь просушивают подогретым сжатым воздухом. Для лучшего выявления трещин поверхность просушенной детали припудривают на воздухе в течение 5...30 мин. При освещении детали ультрафиолетовыми лучами трещины обнаруживаются по яркому зелено-желтому свечению в виде широких полос — глубокие трещины, в виде тонких линий — микроскопические.
На принципе проникновения специальных растворов скрытые трещины и другие дефекты основан метод красок. При этом методе на контролируемую поверхность детали, предварительно обезжиренную бензином, наносят красную краску, разведенную керосином. Краска проникает в трещину. Затем красную краску смывают растворителем и поверхность детали покрывают белой краской. Через несколько минут на белом фоне проявляющей краски появится рисунок увеличенной по ширине трещины.
Для обнаружения скрытых дефектов в полых полостях применяют метод опрессовки. Опрессовку производят водой (гидравлический метод) или сжатым воздухом (пневматический метод).
Метод гидравлического испытания применяют для выявления трещин в корпусных деталях блок цилиндров, головки блока). Испытания проводят на специальных стендах, которые обеспечивают герметизацию всех технологических отверстий. При испытании полость детали заполняют водой под давлением 0,3...0,4 МПа. О наличии трещины судят по подтеканию воды.
Метод пневматического испытания используют при контроле на герметичность таких деталей, как радиаторы, баки, трубопроводы и др. Деталь при этом заполняют сжатым воздухом, погружают в ванну с водой и по выходу пузырьков воздуха судят о герметичности детали.
Для обнаружения скрытых дефектов наиболее сложных деталей применяется ультразвуковой метод, основанный на свойстве ультразвука проходить через металлические изделия и отражаться до границы раздела двух сред, в том числе и от дефекта.
Наибольшее внимание при контроле и сортировке деталей уделяется определению геометрических размеров и формы их рабочих поверхностей. Контроль по этим параметрам позволяет оценить величину износа деталей и решить вопрос о возможности их дальнейшего использования. При контроле размеров деталей используют универсальные мерительные инструменты (микрометры, штангенциркули, индикаторные нутромеры и др.), шаблоны и пневматические приспособления, основанные на прохождении воздуха между измеряемой деталью и калибром и изменении при этом давления в контрольной трубке.
Результаты дефектации и сортировки деталей оформляют в дефектовочной ведомости, а сами детали маркируют краской для определения маршрута восстановления и дальнейшего использования.
10. Мерительный инструмент, используемый для дефектации и контроля (штангенциркуль, тангенциальный зубомер, микрометр, индикатор часового типа, щуп).
Основная масса деталей ремонтного фонда имеет износ рабочих поверхностей и отклонения от установленной геометрической формы. Несоответствие геометрических параметров деталей (их размеров, формы, взаимного расположения и т.п.) проверяется с помощью измерительных инструментов и приборов с необходимой для каждого конкретного случая точностью.
Для проверки линейных размеров и взаимного расположения поверхностей служат различные калибры. Предельные калибры-скобы (ГОСТ 18355-75, ГОСТ 18356-73) используются для контроля валов, для отверстий – предельные калибры-пробки (ГОСТ14810-69). Наряду со специальными контрольно-измерительными инструментами применяют и универсальные инструменты: штангенциркули (ГОСТ 166-80) – для измерения наружных и внутренних размеров деталей; штангензубомеры – для измерения толщины зубьев цилиндрических зубчатых колес; штангенглубиномеры (ГОСТ 162-80) – для измерения глубины отверстий и высоты выемок. Микрометры (ГОСТ 6507-78, ГОСТ 438-87) – для измерения наружных размеров деталей. Индикаторные нутромеры (ГОСТ 9244-75) с комплектом сменных измерительных вставок – для измерения внутренних размеров. Диапазон измерений от 3 до 260 мм для различных моделей приборов с точностью измерения от 0,05 мм до 0,1 мм. Микрометрические нутромеры типов НМ и НМИ (ГОСТ 10-75) – для измерения отверстий от 50 до 6000 мм (различные типы нутромеров) с точностью измерения от 0,003 до 0,01 мм. Для контроля линейных размеров, отклонений форм и расположения поверхностей применяются индикаторы часового типа торцовые ИТ (ГОСТ 577-68), часовые (ГОСТ 577-68), рычажно-зубчатые (ГОСТ 5584-75), многооборотные (ГОСТ 9696-82) При измерениях индикаторы крепятся или перемещаются в стойке или штативе (ГОСТ 10197-70).
11. Методы обеспечения точности сборки. Сборочная размерная цепь и виды ее звеньев.
Сборочная размерная цепь представляет собой замкнутый контур взаимосвязанных составляющих и замыкающего (линейных или угловых) размеров, которые имеют численные значения и допуски.
Составляющие размеры – это звенья размерной цепи, которые вызывают изменение замыкающего размера. По характеру воздействия на замыкающий размер составляющие размеры могут быть увеличивающими или уменьшающими, т.е. при их увеличении замыкающий размер увеличивается или уменьшается, соответственно.
Замыкающий размер – это зазор или натяг в соединении, или перекос осей деталей, которые определяются значениями составляющих размеров. Точность замыкающего размера определяется степенью совпадения его фактического значения с нормативным. Она достигается пятью способами: полной, неполной и групповой взаимозаменяемостью, регулированием и пригонкой.
При полной взаимозаменяемости составляющих звеньев необходимая точность замыкающего размера обеспечивается включением в размерную цепь любого звена без подбора, выбора или изменения его размера. Допуски составляющих размеров назначают из расчета, чтобы их сумма не превышала нормативный допуск замыкающего размера.
Полная взаимозаменяемость составляющих звеньев при образовании из них соединения требует высокой точности обработки деталей. Этот способ применяют при сборке распространенных ответственных соединений: вкладыш – опора, вкладыш – шейка, клапан – втулка и др.
Неполная взаимозаменяемость составляющих звеньев предусматривает достижение нормативной точности замыкающего звена не у всех соединений, а у обусловленной их части при включении в размерную цепь любого звена без подбора, выбора или изменения его размера. Условие такого вида взаимозаменяемости рассчитывают вероятностным методом.
При увеличении допусков на составляющие размеры в 1,5…2,0 раза, по сравнению с допусками, обеспечивающими полную взаимозаменяемость, процент риска, определяющий долю соединений, замыкающие размеры которых выходят за нормативные пределы, примерно равен одному. Это объясняется тем, что значения размеров тяготеют к центру группирования (пик кривой нормального распределения случайной величины приходится над этим центром).
При групповой взаимозаменяемости составляющих звеньев точность замыкающего размера соединения достигается включением в размерную цепь звеньев, принадлежащих к одной из размерных групп, на которые детали предварительно рассортированы. Так собирают поршни с гильзами цилиндров, поршни с поршневыми пальцами, поршневые пальцы с шатунами и другие двухзвенные соединения.
Групповую взаимозаменяемость составляющих звеньев соединения назначают в том случае, когда или невозможно, или экономически нецелесообразно обеспечить эту взаимозаменяемость первыми двумя способами. В этом случае трудности обработки превращаются в сложности сборки. Однако групповая взаимозаменяемость обусловливает высокие требования к форме элементов деталей (например, круглости), образующих соединения. Погрешности формы в этом случае составляют долю допуска на размер детали, входящей в размерную группу, а не долю допуска на изготовление детали.
Детали с отверстиями быстро сортируют на размерные группы после их обработки с помощью пневматического измерительного стенда. Работа стенда основана на использовании зависимости между расходом сжатого воздуха и значениями зазора между деталью и калибром , через который воздух выходит в атмосферу.
Стенд снабжен вертикальной стеклянной конической трубкой (широким концом вверх) с поплавком , кото-рый находится во взвешенном состоянии в струе сжатого воздуха, подаваемого к стенду под установленным давлением в пределах 0,3…0,5 МПа. Высота, на которую поднимается поплавок, зависит от расхода сжатого воздуха, который, в свою очередь, зависит от измеряемого размера. Верхняя плоскость поплавка служит указателем при считывании размера. Цена деления шкалы 3 составляет 0,2…2,0 мкм. Постоянство давления подаваемого сжатого воздуха обеспечивает стабилизатор.
Способ регулирования предусматривает достижение точности замыкающего размера путем вращения резьбовых деталей или изменения числа стальных прокладок в размерной цепи. В первом случае, например, получают нормативный зазор между клапанами и толкателями, концами оттяжных рычагов сцепления и выжимным подшипником. Во втором случае, например, при достижении нормативного зазора в радиальноосевых подшипниках или осевого зазора в зубчатой передачи в размерную цепь включают нужное число прокладок. Число прокладок определяют после пробной сборки узла и измерения полученного замыкающего размера. В наборе прокладок как минимум одна из них должна иметь толщину не превышающую допуск замыкающего размера, а толщина остальных прокладок, имеющих большую толщину, должна быть кратной толщине тонкой прокладки. Толщина набора прокладок должна соответствовать максимальному значению замыкающего размера.
Пригонка – способ достижения точности замыкающего звена путем изменения толщины компенсирующего звена за счет снятия слоя металла, например, для достижения необходимого температурного зазора в стыке поршневого кольца.
При общем числе размерных групп за пределами поля допуска при обычной сборке будет на одну размерную группу меньше, чем в пределах первоначального поля допуска. В связи с этим при любой комбинации чисел размерных групп в пределах первоначального поля допуска и за его пределами общее их число будет нечетным. Поэтому число размерных групп при подборе в данном случае следует выбирать из ряда нечетных чисел 3, 5, 7, 9 и т.д.
В случае введения метода групповой взаимозаменяемости деталей необходимо рассчитать новые расширенные допуски вала.
12. Классификация видов сборки.
Виды сборки изделий классифицируются по следующим основным признакам:объект сборки,последовательности сборки,точность сборки,уровень механизации и автоматизации сборки,подвижность изделия при сборке,организация производства,организация производство При сборке выделяют следующие группы и виды соединений:по сохранению целостности при разборке-разъёмные и неразъёмные;по возможности относительного перемещения составных частей-подвижные и неподвижные;по методу образования резьбовые,прессовые,шлицевые,шпоночные,сварные,клёпаные,комбинированные и др;по форме сопрягаемых поверхностей-цилиндрические,плоские,конические винтовые,профильные и другие.Соединения содержащие в себе несколько признаков,обозначаются соответствующим сочетанием терминов,например неподвижные разъёмные резьбовые соединения,подвижные неразъёмные профильные соединения.
При сборке резьбовых соединений должны быть обеспечены: -соосность осей болтов,шпилек,винтов с резьбовыми отверстиями и необходимая плотность посадки в резьбе; -отсутствие перекосов торца гайки или головки болта относительно поверхности сопрягаемой днтали,так,как перекос является основной причиной обрыва болтов и шпилек;соблюдение очерёдности и постоянство усилий затяжки крепёжных деталей в групповых резьбовых соединениях.
При запрессовке подшипника качения размер его колец изменяется:внутреннее кольцо увеличивается,а наружное уменьшается.Эти изменения вызывают уменьшения диаметрального зазора между рабочими поверхностями колец и шариков. Внутреннее кольцо подшипника,сопряжённое с цапфой вала,должно иметь посадку с натягом,анаружное с небольшим зазоромтак,чтобы кольцо во время работы имело возможность проворачиваться
1313. Особенности сборки агрегатов (сборка двигателя).
При ремoнте для oбеспечения oсевoгo зaзoрa в пределaх 0—0,25 мм неoбхoдимo в дoпoлнение к имеющимся шaйбaм нoминaльнoгo рaзмерa тoлщинoй 0,25 мм и 1,5 мм изгoтoвить шaйбы ремoнтнoгo рaзмерa тoлщинoй 1,0; 2,0^4,0 мм. Приведенный пример пoдтверждaет неoбхoдимoсть рaсчетa сбoрoчных рaзмерных цепей при ремoнте aвтoмoбилей для oпределения рaзмерoв зaмыкaющегo и кoмпенсирующегo звеньев.
Осoбеннoсти сбoрки узлoв и aгрегaтoв: Спецификa aвтoремoнтнoгo прoизвoдствa oпределяет некoтoрые oсoбеннoсти сбoрки кaк типoвых сoединений, тaк и сбoрки узлoв и aгрегaтoв.
В прoцессе эксплуaтaции прoисхoдит изнoс детaлей, a тaкже дефoрмaция кoрпусных детaлей, кoтoрaя вызывaет изменение сooснoсти, непaрaллельнoсти и перекoсa oсей oтверстий изменение межoсевых рaсстoяний. Эти изменения неoбхoдимo учитывaть oсoбеннo при сбoрке зубчaтых передaч. Изменение непaрaллельнoсти и перекoсa oсей oтверстий и межoсевых рaсстoяний в кoрпуснoй детaли (кaртер кoрoбки передaч, кaртер редуктoрa) приведет к изменению бoкoвoгo зaзoрa между зубьями шестерен, зoны кoнтaктa зубьев, к сaмoвыключению передaч, к пoвышенным нaпряжениям в зубьях шестерен и в oпoрных пoдшипникaх и в кoнечнoм счете приведет к ускoреннoму изнoсу детaлей. Пoэтoму перед сбoркoй неoбхoдим тщaтельный кoнтрoль кoрпусных детaлей пo oснoвным геoметрическим пaрaметрaм.
Технoлoгический прoцесс сбoрки aгрегaтoв и aвтoмoбиля при ремoнте принципиaльнo не oтличaется oт прoцессa сбoрки при изгoтoвлении, имея лишь некoтoрые oсoбеннoсти (рaзличие oргaнизaциoнных фoрм, сooтнoшения трудoемкoсти, урoвня мехaнизaции и т. д.), oбуслoвленные спецификoй aвтoремoнтнoгo прoизвoдствa; технoлoгическaя стoрoнa прoцессa oстaется пoчти неизменнoй.
По возможности при сборке устанавливаются новые прокладки, кольца, уплотнения, манжеты, сальники, резиновые втулки, подушки, шплинты, замочные шайбы и пр. Для уплотнения применяют герметик. Трущиеся поверхности перед сборкой смазывают.
14. Общая сборка, испытание и сдача грузового автомобиля из ремонта.
После сборки автомобиль поступает на контроль и испытание. Для проверки комплектности, качества сборочных, регулировочных и крепежных работ, проверки работы и технического состояния всех агрегатов, механизмов и приборов, дополнительной регулировки, а также для выявления соответствия технических показателей требуемым техническим условиям производят контроль и испытание автомобиля. Испытания проводят на стенде с беговыми барабанами. Стенд дает возможность проверить' работу двигателя, агрегатов трансмиссии и ходовой части, а также установить основные эксплуатационно-технические качества автомобиля (мощность двигателя, тяговое усилие на ведущих колесах, расход топлива на различных скоростных и нагрузочных режимах, путь и время разгона до заданной скорости, потери мощности на трение в агрегатах и ходовой части, максимальный допустимый тормозной путь с определенной скоростью), проконтролировать и отрегулировать установку углов управляемых колес и т.д. Все обнаруженные при испытании неисправности следует устранить.
Каждый грузовой автомобиль после капитального ремонта в дополнение к стендовым испытаниям должен пройти испытание пробегом на расстояние 30 км с нагрузкой, равной 75% номинальной грузоподъемности, при скорости не более 30 км/ч, для проверки на управляемость, а также для дополнительного установления соответствия технического состояния автомобиля требуемым техническим нормам на различных режимах работы и в различных дорожных условиях. Исправность и надежность работы всех систем, механизмов и соединений можно проверить во время испытания пробегом.
После испытания пробегом автомобиль тщательно осматривают. Все дефекты, выявленные пробегом и осмотром, устраняют. При отсутствии дефектов (или после их устранения) автомобиль поступает на окончательную окраску, а затем предъявляется отделу технического контроля (ОТК). На принятом ОТК автомобиле приемочное клеймо ставят на передней панели кабины под капотом.
Качество отремонтированных автомобилей должно соответствовать техническим условиям на сдачу в КР и выдачу из ремонта автомобилей, их агрегатов и узлов. На каждый выпускаемый из ремонта автомобиль заказчику выдается паспорт этого автомобиля, в котором отмечается комплектность, техническое состояние и соответствие отремонтированного автомобиля техническим условиям. Технические условия определяют гарантированную исправную работу автомобиля в течение определенного времени и до определенного пробега за этот период. При условии эксплуатации автомобилей в соответствии с «Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта» и инструкциями заводов-изготовителей сроки службы и пробеги гарантированы. В течение гарантийного срока все обнаруженные заказчиком неисправности по вине АРП должны быть устранены безвозмездно в течение трех суток со дня предъявления рекламации. В целях ограничения нагрузки на период обкатки карбюраторные двигатели отремонтированных автомобилей снабжают запломбированной ограничительной шайбой, снимать которую в эксплуатации нужно в строгом соответствии с правилами, определенными для новых двигателей.
Гарантийный срок эксплуатации автомобилей в настоящее время установлен — 12 мес. со дня выдачи из ремонта при пробегах (для первой категории эксплуатации): не более 20 тыс. км — автобусами; не более 16 тыс. км — прочими автомобилями всех видов и назначений.
Гарантийный срок хранения отремонтированных составных частей автомобилей — 12 мес. с момента выдачи из ремонта при соблюдении правил консервации и хранения.
При выпуске автомобиля из КР к нему прилагаются следующие документы:
- паспорт автомобиля с отметкой АРП о произведенном ремонте, указанием даты выпуска из ремонта, новых номеров шасси и двигателя, а также основного цвета окраски;/
2. инструкция по эксплуатации с указанием особенностей эксплуатации отремонтированных автомобилей в обкаточный и гарантийный периоды, а также периодов и организации устранения дефектов в гарантийный период.
При выпуске двигателя из КР к нему прилагаются:
- паспорт;
- инструкция по эксплуатации с указанием особенностей установки и эксплуатации двигателя в обкаточный и гарантийный периоды.
Приемо-сдаточным актом оформляется выпуск из КР автомобилей, их составных частей и деталей (комплектов деталей).
15. Классификация способов восстановления деталей и их краткая характеристика.
После разборки агрегатов, поступивших в капитальный ремонт, около 50 % деталей пригодны к восстановлению.
Деталь — это изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
При восстановлении деталей, работающих вне сопряжения узла (агрегата), решается задача восстановления их целостности, формы и размеров.
При восстановлении деталей, работающих в сопряжении, решается задача восстановления первоначального заданного конструктором зазора или натяга между деталями.
Эта задача решается двумя методами:
- по первому методу восстанавливаются форма, размеры и качество поверхности у деталей таким образом, чтобы они были как у новых деталей; такое восстановление деталей называется восстановлением под номинальный размер;
- по второму методу восстанавливаются только форма и качество поверхности, а размер изменяется в зависимости от размера сопряженной детали, выпускаемой в качестве ремонтной заводом-изготовителем, с учетом зазора или натяга; такое восстановление деталей называется восстановлением под ремонтный размер.
При этом, как правило, деталь, имеющая низкую цену, выпускается ремонтного размера заводом-изготовителем, а базовая, имеющая высокую цену, восстанавливается на ремонтном заводе. Так восстанавливаются блок цилиндров, гильзы цилиндров, коленчатый вал, а сопряженные с ними поршни заменяются на новые. Существующие способы восстановления деталей механической обработкой, сваркой, наплавкой, наращиванием, гальваническим покрытием и клеевыми композициями постоянно совершенствуются и механизируются.
Перспективными направлениями в технологии восстановления деталей являются пластинирование деталей (облицовка поверхности детали тонкими пластинами), плазменная и лазерная обработки деталей, газотермическое нанесение покрытий, физическая антифрикционная безабразивная обработка (ФАБО). Способы восстановления деталей классифицируются до признакам применяемого материала для восстановления деталей, характеру дефектов детали, виду применяемой энергии и степени механизации. Материал, применяемый для восстановления деталей, имеет первостепенное значение, что явилось основой при классификации способов восстановления деталей. Восстановление деталей может производиться металлами или полимерными материалами.
16. Восстановление деталей обработкой под ремонтный размер.
Обрaбoткa пoверхнoстей детaли пoд ремoнтный рaзмер эффективнa в случaе, если мехaническaя oбрaбoткa при изменении рaзмерa не приведет к ликвидaции термически oбрaбoтaннoгo пoверхнoстнoгo слoя детaли. Тoгдa у дoрoгoстoящей детaли сoединения дефекты пoверхнoсти устрaняются мехaническoй oбрaбoткoй дo зaрaнее зaдaннoгo ремoнтнoгo рaзмерa (нaпример, шейки кoленчaтoгo вaлa), a другую (бoлее прoстую и менее дoрoгoстoящую детaль) зaменяют нoвoй сooтветствующегo рaзмерa (вклaдыши). В этoм случaе сoединению будет вoзврaщенa первoнaчaльнaя пoсaдкa (зaзoр или нaтяг), нo пoверхнoсти детaли, oбрaзующие пoсaдку, будут иметь рaзмеры, oтличные oт первoнaчaльных. Применение вклaдышей ремoнтнoгo рaзмерa (увеличенных нa 0,5 мм) пoзвoлит снизить трудoемкoсть и стoимoсть ремoнтa при oднoвременнoм сoхрaнении кaчествa oтремoнтирoвaнных блoкoв цилиндрoв и шaтунoв.
Ремoнтные рaзмеры и дoпуски нa них устaнaвливaет зaвoд-изгoтoвитель. Вoсстaнoвление детaлей пoд ремoнтные рaзмеры хaрaктеризуется прoстoтoй и дoступнoстью, низкoй трудoемкoстью (в 1,5...2,0 рaзa меньше, чем при свaрке и нaплaвке) и высoкoй экoнoмическoй эффективнoстью, сoхрaнением взaимoзaменяемoсти детaлей в пределaх ремoнтнoгo рaзмерa. Недoстaтки спoсoбa — увеличение нoменклaтуры зaпaсных чaстей и услoжнение oргaнизaции прoцессoв хрaнения детaлей нa склaде, кoмплектoвaния и сбoрки.
17. Определение ремонтного размера для вала и отверстия. Ремонтный интервал, число ремонтных размеров.
Очереднoй ремoнтный рaзмер для вaлa (знaк «—») и oтверстия (знaк «+») oпределяют пo фoрмуле
Д = Д, ± 2/ЧРД™ + z),
где Д — i-й ремoнтный рaзмер, мм; DH — нoминaльный рaзмер, мм; / — нoмер ремoнтнoгo рaзмерa (/ = 1...я); р — кoэффициент нерaвнoмернoсти изнoсa; Итaх — мaксимaльный oднoстoрoнний изнoс, мм; z — припуск нa мехaническую oбрaбoтку нa стoрoну, мм.
где у = 2(рЯтaх + z) — ремoнтный интервaл; Dmin, Dmax — сooтветственнo минимaльнo дoпустимый диaметр для вaлa и мaксимaльнo дoпустимый диaметр для oтверстия, oпределяемые из услoвия прoчнoсти или нaрушения тoлщины термooбрaбoтaннoгo слoя.
Ремoнтный интервaл зaвисит oт величины изнoсa пoверхнoсти Детaли зa межремoнтный прoбег aвтoмoбиля, припускa нa мехaническую oбрaбoтку. Знaчения ремoнтных интервaлoв дoлжны быть реглaментирoвaны сooтветствующими техническими услoвиями или рукoвoдствaми пo ремoнту.
18. Виды и сущность процесса восстановления деталей пластическим деформированием.
К пластическому деформированию относят следующие виды об�работки: правка, осадка, вытяжка, раздача, обжатие и накатка.
Правку применяют для восстановления первоначальной формы деталей, имеющих остаточный изгиб и скручивание,— валов, осей, кронштейнов, рычагов, а также коробление металлоконструкций машин — рам, балок, рукоятей, стрел и т. п. При правке нап�равление внешней действующей силы или крутящего момента сов�падает с направлением требуемой деформации. Правку можно вы�полнять статическим нагружением или наклепом. В первом случае деталь правят прессами, домкратами, специальными приспособле�ниями (без нагрева или с нагревом). При холодной правке в деталях возникают значительные остаточные напряжения, которые могут в последующем привести к деформации. Рекомендуется для сглаживания этих напряжений деталь подвергнуть термической об�работке — отпуску. При значительных деформациях детали правят с нагревом, после чего возникшие внутренние напряжения сни�мают термической обработкой. При горячей правке деталь нагре�вают до температуры ковки, после чего под прессом, молотом или ударами ручного молотка устраняют изгиб. После правки тща�тельно проверяют — не появились ли в детали трещины.
Наклеп осуществляют пневматическими молотками с закруглен�ным бойком. Этот способ не имеет недостатков, возникающих при статическом нагружении, высоко производителен и точен, не снижает усталостной прочности деталей. Он применим для валов небольших диаметров, в частности для коленчатых валов.
Осадку применяют в случаях, когда надо уменьшить внутренний диаметр полых деталей (втулки), а также для увеличения наружного диаметра сплошных деталей за счет уменьшения их длины.Втулки из цветных металлов осаживают в приспособлении. Эту операцию можно выполнять и без выпрессовки детали. При осадке направление действующей силы Р не совпадает с направлением действующей деформации Д.
Вытяжку используют при необходимости вос�становления длины детали. Она заключается в увеличении длины за счет местного уменьшения диаметра. Ее рекомендуется прово�дить в холодном состоянии.
Раздача предназначена для восстановления наружного диаметра полых деталей за счет некоторого уменьшения толщины стенки и незначительного уменьшения высоты детали. Этот способ при�меняют для ремонта поршневых пальцев двигателей, труб, полу�осей, шкворней автомобилей и других деталей. При раздаче направ�ления внешней силы и требуемой деформации совпадают.
При обжатии внутренний диаметр детали умень�шается за счет уменьшения наружного диаметра, обжимаемого в матрице. Этим способом восстанавливают с нагревом и без наг�рева втулки из цветных металлов, проушины рычагов, сепараторы роликовых подшипников, проушины траков гусениц и т. п. Для получения необходимого внутреннего диаметра деталь обрабатывают разверткой. При обжатии направления действующей силы и де�формации совпадают.
Накатку применяют для увеличения наружных и уменьшения внутренних диаметров деталей за счет вытеснения металла из от�дельных участков рабочих поверхностей. Направление действующей силы Р противоположно требуемой деформации д. Накаткой глав�ным образом восстанавливают посадочные места под подшипни�ки качения. Ее рекомендуется применять только для деталей, работающих в легких условиях (давление до 7 МПа). Сущность способа состоит в том, что поверхность детали деформируют спе�циальным инструментом — рифленым роликом, укрепленным в дер�жавке на суппорте токарного станка. При этом металл от давле�ния ролика вытесняется в промежутки между рифлениями, об�разует выступы и увеличивает тем самым наружный диаметр детали разует выступы и увеличивает тем самым наружный диаметр детали на 0,1—0,2 мм на сторону. Детали, имеющие твердость HRC<30, шинного масла. Качество посадки при восстановлении накаткой снижается, так как детали соприкасаются только выступами на валу, образованными накаткой. Для улучшения посадки надо де�лать более глубокую накатку, и затем этот участок шлифовать или накатывать гладким роликом.
Упрочняют детали пластическим деформированием или меха�нической обработкой поверхностного слоя, вследствие чего умень�шается шероховатость поверхности, а поверхностный слой упроч�няется. Такая обработка повышает усталостную прочность, увели�чивает износостойкость, сокращает время приработки деталей, по�вышает качество прессовых соединений и коррозионную устой�чивость. Для этого применяют дробеструйную обработку, обкатку, дорнирование, чеканку, гидроабразивную обработку, алмазное выглаживание.
Поверхностное упрочнение деталей путем дробеструйной обра�ботки и обкатки применяют на ремонтных предприятиях благодаря значительному повышению предела усталости деталей, а также прос�тоте и экономичности.
Дробеструйная обработка заключается в том, что деталь после механической и термической обработки подвергают наклепу. Для этого на нее воздействуют непрерывным потоком стальной или чу�гунной дроби диаметром от 0,4 до 2 мм, направляемой на по�верхность детали со скоростью 50—70 м/с. Ударяясь о поверх�ность детали, поток дроби производит наклеп, изменяя прочност�ные свойства поверхностных слоев металла: возникают внутренние сжимающие напряжения, повышается твердость, прочность и изно�состойкость деталей, увеличивается предел усталости (у деталей с концентраторами напряжений — на 40—60 %).
Дробеструйной обработке обычно подвергают детали строитель�ных машин, работающих в условиях переменных нагрузок (из�гиба и кручения): валы, зубчатые колеса, щеки камнедробилки, рессоры, пружины и т. п. После наклепа дробью дол�говечность увеличивается: у зубчатых колес в 5—6 раз, у колен�чатых валов двигателей в 10—12 раз, у рессор — в 12 раз, у сварных соединений — в 2,5—3 раза. Путем дробеструйного наклепа можно получить поверхность до 7-го класса чистоты.
Глубина наклепанного слоя не превышает 1 мм. Она зависит от продолжительности обработки (от 5—10 с до 2—3 мин), силы удара, размера и угла падения дроби (наибольший наклеп полу�чается при угле атаки 70—90°). Наиболее эффективные результа�ты получают при обработке стальной дробью. Ее расход в 30—60 раз меньше, чем чугунной, а скорость в 1,5—2 раза выше. Увеличение скорости дроби (но не более чем до 60 м/с) заметно влияет на повышение предела усталости.
Оборудованием для дробеструйной обработки служат пневмати�ческие и механические (роторные) дробеметы. Пневматические ус�тановки работают от сжатого воздуха с давлением 0,4—0,6 МПа по принципу пескоструйных аппаратов для очистки деталей. Наиболее распространены механические дробеметы благодаря высокой произ�водительности, возможности регулирования интенсивности процесса, незначительным затратам энергии.
Обкатка является эффективным средством повышения предела усталости и износостойкости деталей, имеющих форму тел вращения: гидроцилиндры, гильзы, штоки, оси, поршни, клапаны двигателей и т. п. В процессе обкатки инструмент — свободно вращающийся ролик (шарик) снимает выступы микронеровностей на поверхности детали, что повышает чистоту поверхности (за 2 прохода до 8-го — 9-го классов) и одновременно упрочняет ее.
Деталь вращается в токарном станке, а инструмент закреп�ляют в установленном на суппорте станка пружинном, гидравли�ческом или пневматическом приспособлении, при помощи которого создается необходимое давление на него. Для упрочнения сталь�ных деталей твердостью НВ 192—268 давление на ролик может быть определено из выражения Р= 50 + 0,17d2,где d— диаметр обрабатываемой поверхности. Ролики (шарики) используют стан�дартные или специальной формы, например, имеющие рабочую по�верхность в виде круглого тороида . Его устанавли�вают по отношению к обрабатываемой детали под определенным наклоном к горизонтальной (10°) и вертикальной (7—9°) плоско�сти, при этом ось вращения ролика смещается относительно ли�нии центров станка. При такой установке ролик обкатывается по поверхности детали с проскальзыванием, в результате чего проис�ходит одновременное упрочнение и повышение чистоты обработки (до 9-го класса). Торцовый ролик напаивают пластинкой твердо�го сплава из Т15К6. Для обработки внутренних поверхностей (нап�ример, гидроцилиндров) применяют раскатки, действие которых ос�новано на том же принципе, что и обкатка роликами.
Дорнирование применяют для повышения износостойкости и усталостной прочности. Процесс заключается в том, что инстру�мент— дорн (шарик) протягивается или продавливается через от�верстие, диаметр которого несколько меньше диаметра инструмента. В результате поверхностный слой металла в отверстии упрочняется, шероховатость уменьшается, а диаметр отверстия несколько увели�чивается. Хорошие результаты дает дорнирование мелких отверстий. Оно выполняется на прессе, оборудованном специальным приспо�соблением для установки детали и проталкивания шарика.
Чеканку применяют для местного наклепа участков поверхности с высокой концентрацией напряжений (галтели, места выхода от�верстий, шлицев и т. п.). Осуществляют ее путем ударного взаи�модействия на упрочняемую поверхность пневматическими чека�ночными приспособлениями (по типу пневматического молотка) с вибрирующим бойком-роликом. Усталостная прочность повышает�ся на 40—50 %.
Алмазное выглаживание способствует упрочнению поверхности детали, повышению его микротвердости и предела усталости. Сущ�ность процесса: поверхность детали подвергается воздействию ал�мазного наконечника, который своим давлением снимает гребни мик�ронеровностей на поверхности вращающейся детали, заполняет ме�таллом впадины, что приводит к уменьшению шероховатости.
Алмазный инструмент представляет собой полированный сфери�ческий алмаз (радиус 0,5—4 мм), закрепленный в металлической державке. В нее вмонтирована пружина, обеспечивающая усилие нажатия на алмаз.
Выглаживание выполняется в следующем порядке. Обрабатыва�емую деталь закрепляют на токарном станке, а алмазный ин�струмент — в суппорте станка. Режимы обработки зависят от ма�териала и твердости детали. Так, для закаленных сталей 45, 40Х, 18ХГТ и т. п. сила нажатия инструмента 0,18—0,25 кН, подача 0,02—0,05 мм/об, скорость 40—120 м/мин. При этом класс чистоты поверхности повышается на две единицы, а твердость увеличи�вается на 20—30 %. Алмазному выглаживанию можно подвергать детали из стали и сплавов цветных металлов.
Электромеханическая обработка (ЭМО) может быть отнесена к способам восстановления деталей пластическим деформированием. Сущность способа состоит в том, что благодаря воздействию - ин�струмента на нагретую деталь происходит пластическая деформация, вследствие которой металл поверхностного слоя детали перераспре�деляется (высадка с последующим сглаживанием).
Изношенную деталь устанавливают в токарно-винторезном стан�ке. Инструмент из твердых сплавов ВК или ТК закрепляют в резцедержателе станка. К детали и инструменту подводят электри�ческий ток, который используется для местного нагрева детали. Электромеханическую высадку осуществляют инструментом с усили�ем 0,6—0,8 кН, ток 400—1000 А при напряжении 2—6 В. Тре�буемый размер детали достигается сглаживанием выступов, образовавшихся после высадки, пластинкой толщиной 6—8 мм. Ее также устанавливают в резцедержателе станка.
При контакте инструмента с деталью участок высокотемпера�турного нагрева очень мал по сравнению со всей деталью, поэтому в результате интенсивного отвода тепла во внутреннюю часть де�тали ее поверхностный слой охлаждается с высокой скоростью и за�каляется на глубину 0,1—0,15 мм. Таким образом, одновременно с восстановлением размеров детали происходит ее упрочнение. Способ ЭМО рекомендуется применять для восстановления поса�дочных поверхностей под подшипники качения при износе до 0,4 мм. В случае более значительного износа и необходимости получения глад�кой поверхности целесообразно способ ЭМО дополнить приваркой стальной проволоки в высаженную спиральную канавку, а затем произвести механическую обработку. Твердость поверхности будет зависеть от марки проволоки. Способ ЭМО можно применять для восстановления как стальных, так и бронзовых деталей.
19. Сущность процесса наплавки. Характеристика механизированных видов наплавки (под флюсом, вибродуговой, плазменной).
Сущность процесса наплавки состоит в том, что дуга горит под слоем флюса. Под действием тепла дуги расплавляются электродная проволока, основной металл и часть флюса. Расплавленный металл электрода переносится на основной, образуя слой наплавленного металла. Перенос происходит в зоне расплавленного флюса, который надежно защищает жидкий металл от контакта с воздухом.
По мере удаления сварочной дуги расплавленный флюс затвердевает, образует шлаковую корку, легко отделяющуюся от металла наплавки. Неизрасходованная часть флюса собирается и возвращается в дальнейшем для наплавки.
При разработке вибродуговой наплавки необходимо :
1.Подготовить деталь к наплавке
2.Выбрать тип и марку проволоки
3.выбрать толщину наплавляемого слоя
4.Выбрать положение электродной проволоки относительно наплавляемой детали
5.Выбрать величину сварочного тока
6.Выбрать величину расхода охлаждающей жидкости
7.Выбрать источник тока
8.выбрать головку для наплавки
Сталь из которой изготавливается деталь 35Х имеет удовлитварительную проваренность температура предварительного подогрева 100С .
При подогреве детали к наплавке необходимо тщательно очистить поверхность от смазки и других загрязнений . Деталь очищается от масленой пленки и механических загрязнений . Поэтому возможна очистка методом погружения . Для этого применяется синтетически моющее средство МС-11 . Для достижения требуемой частоты поверхности концентрация раствора должна быть 20-30 г/л , температура раствора 80-100 С , а время очистки 2 минуты .
Электродная проволока выбирается в зависимости от требуемой твердости наплавленного слоя (твердость поверхности шлицев 50 HRC) , поэтому выбираемая проволока Нл-65Г по ГОСТ 10543-63. Она имеет твердость при наплавке в жидкости 36-52 HRC.
Для достижения наибольшей производительности и наивысшей стабильности процесса , наплавка производится проволокой диаметром 1,6-2,5 мм . Принимаем 2мм. Толщина слоя , подлежащего наплавке , определяется величиной износа, так же учитывается припуск на механическую обработку наплавленного слоя. Т.о. толщина слоя принимается 0,5 мм.
Скорость подачи электродной проволоки для получения оптимальной величины сварочного тока и необходимого количества расплавляемого электродного металла скорость подачи равна 0,017 м/с .
Скорость наплавки для наилучшего формирования и необходимой толщины наплавляемого слоя равна 1,6 м/ч. Положение электрода относительно детали определяется следующим параметрами : вылетом электрода ,углом подхода электрода к детали , углом наклона электрода к детали , углом подхода электрода к детали , частотой амплитудой вибрации.
Вылет электродной проволоки должен быть 8-12 мм , для предотвращения приваривания проволоки к мундштуку при малом вылете и плохой направляемости проволоки относительно детали при большем вылете. Угол подхода электрода к детали , для наилучшего формирования наплавляемого слоя и его качества , этот угол должен быть примерно перпендикулярен касательной плоскости к наплавляемой поверхности .
Угол наклона электрода детали , для улучшения сцепления с основным металлом и валиком между собой оптимальная величина этого угла 70-80 С Амплитуда вибрации электрода . При малой амплитуде повышается шероховатость и образуются наплывы , при увеличении амплитуды повышается интенсивность плавления и разбрызгивания электродной проволоки . Оптимальная амплитуда колебаний проволоки 1,8-2,0 мм .
Величина сварочного тока 10-0-110 а , т.к. напряжение сварки 18-19 В и скорость подачи 0,017 м/с
Частота колебаний проволоки влияет на величину холостого тока . Наименьшая величина холостого хода получается при частоте колебаний 50-100 Гц. Расход охлаждающей жидкости влияет на величину деформации детали, на скорость охлаждения металла , на степень защиты металла от окисления и азотирования и на устойчивость процесса наплавки . Оптимальный расход составляет 0,7-0,2 л/мин . В качестве охлаждающей жидкости используется 4%-ый водный раствор кальцинированной соды .Жидкость подается на расстоянии 15 мм от места наплавки .
Для получения наилучшего результата вибродуговой наплавки используется источник тока обратной полярности постоянного тока, три съемных выпрямителя соединены последовательно .
Головка для вибродуговой наплавки должна обеспечить постоянство скорости подачи проволоки , стабильность процесса вибрации , сохранение постоянства настройки . Наплавка производится головкой с механической вибрацией ГМВК-1 .
В качестве плазмообразующего газа можно использовать аргон, защитного газа - аргон, азот, углекислый газ. Для транспортирования порошка и защиты сварочной ванны с точки зрения технико-экономических соображений наиболее целесообразно применять технический азот. При использовании для защиты сварочной ванны углекислого газа качество наплавки ниже, чем при использовании азота: формирование валиков более грубое, деталь перегревается, и после наплавки каждого шипа необходимо охлаждение.
Плазменную наплавку крестовин выполняли на токарном станке плазмотроном конструкции ВСХИЗО, расположенным под углом 10-15° относительно вертикальной оси и смещенным с зенита на 4-6 мм по ходу наплавки. Наплавку шипов различных крестовин диаметром 11-25 мм выполняли по винтовой линии при следующих режимах:
- Сила тока, А 90-140
- Напряжение, В 35-45
- Скорость наплавки, см/с 1,6-1,7
- Расход газа, л/мин:
- плазмообразующего (аргона) 1,5-2
- защитного (азота) 10-12
- Расход порошка, г/мин 34-40
Плазменная наплавка крестовин на указанных режимах обеспечила толщину слоя 1,6-1,9 мм при глубине проплавления 0,4-0,6 мм. Твердость поверхности, наплавленной сплавом ПГ-УС25 + 8% Al HRC 52-56, а сплавом ПГ-С1+8% Аl HRC 46-52.
В настоящее время на ряде ремонтных предприятий крестовины восстанавливают вибродуговой наплавкой, наплавкой в среде СО2 с использованием наплавочных проволок Нп-65Г, Нп-30ХГСА
19. Сварка деталей из чугуна и алюминиевых сплавов.
Для устранения сколов, трещин и других механических повреждений в деталях из алюминиевых сплавов (головки блоков цилиндров, картеры сцепления, коробки передач, корпуса водяных насосов и др.) применяют аргонодуговую и ацетиленокислородную сварку.
Аргонодуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа аргона проводится без флюса, с введением присадочного материала в зону электрической дуги, горящей между вольфрамовым электродом и деталью. Для сварки применяются специальные установки УДАР-300 и -500. Для восстановления деталей наплавкой рекомендуются установки типов УДАР и УД Г.
Ацетиленокислородная сварка осуществляется при строго нейтральном пламени (за счет избытка ацетилена) и с расходом ацетилена 75… 100 л/ч на 1 мм толщины свариваемого металла.
При всех способах сварки детали из силумина перед сваркой подогревают до температуры 200… 250 “С, чтобы исключить коробление и образование трещин. После сварки детали подвергают низкотемпературному отпуску при 300…350°С для снятия внутренних остаточных напряжений и улучшения структуры наплавленного металла.
Недостатки сварки алюминиевых сплавов:
- интенсивное окисление алюминия с образованием тугоплавкого оксида с температурой плавления = 2050 “С, в три раза превышающей температуру плавления самого алюминия;
- частицы оксида, оставаясь в наплавленном металле, создают растягивающие остаточные напряжения, снижая его прочность;
- алюминиевые сплавы в расплавленном состоянии активно поглощают водород, который при быстром охлаждении не успевает выйти из сварочной ванны и создает поры и раковины;
- необходимость предварительного нагрева деталей до температуры 200…250 “С и выполнения операций на нагретой детали.
Из серого чугуна изготавливают блоки цилиндров, головки блоков цилиндров, картеры сцепления или коробки передач, корпуса водяных и масляных насосов, ступицы передних колес и т.д., а из ковкого — картеры задних мостов, ступицы задних колес и т.д. Для устранения дефектов в таких деталях (трещины, сколы, пробоины, срыв или износ резьбы и т.п.) применяют горячий или холодный способ сварки.
Горячий способ связан с предварительным подогревом детали для исключения резких перепадов температуры в зоне сварки, приводящих к возникновению значительных растягивающих остаточных напряжений. Сварку проводят в следующем порядке.
1. Механическая обработка: рассверливают концы трещины и разделывают кромки трещины угловой шарошкой на глубину, примерно равную половине толщины стенки.
2. Подогрев детали в печи до температуры 600…650°С.
3. Сварка ацетиленокислородным пламенем с использованием стержневых электродов, отлитых из серого чугуна с повышенным содержанием кремния (до 3… 3,5 %). Для защиты наплавленного металла от окисления и удаления оксидов применяется флюс (50 % буры и 50 % карбоната натрия).
Режим сварки: расход ацетилена 100… 120 л/ч на 1 мм толщины свариваемого металла; сварочное пламя должно быть нейтральным или с небольшим избытком ацетилена.
4. Медленное охлаждение детали после сварки.
Горячий способ обеспечивает высокое качество сварки, но из-за сложности процесса (использование печи, нагрев детали), он применяется в АРО и ЛТО в основном для восстановления сложных корпусных деталей.
Холодный способ (без подогрева детали), наиболее простой и экономичный, осуществляется при ручной или полуавтоматической дуговой сварке электродами из стали, цветных металлов и сплавов, например:
- электродами ЦЧ-4 из стальной проволоки Св-08 с толстым покрытием, содержащим титан;
- медными электродами ОЗЧ-1 с покрытием, содержащим железный порошок;
- электродами МНЧ-1 из специального сплава (монель-металл, 63 % Ni и 37 % Си) с покрытием, применяемым для УОНИ-13/55;
- самозащитной электродной проволоки ПАНЧ-II при сварке на полуавтомате А-547У с параметрами режима: d = 1,2… 1,6 мм; /= 110… 120 A; Un= 18…22 В; Кс0 = 10… 15 см/мин.
Недостатки холодного способа сварки чугуна:
- возможное науглероживание и закалка шва резко ухудшает обрабатываемость;
- из-за наличия в зоне шва растягивающих остаточных напряжений в детали сразу после сварки или при начале работы образуются трещины в околошовной зоне.
20. Сущность процесса, характеристика механизированных способов напыления (плазменного, детонационного, электродугового, высокочастотного).
Сущность процесса напыления состоит в том, что расплав�ленный тем или иным способом металл наносится струей сжатого воздуха или инертного газа с большой скоростью на специально подготовленную поверхность детали. Для восстановления изно�шенных поверхностей применяют напыление без последующего оплавления и напыление с одновременным или последующим оп�лавлением. Последующее оплавление осуществляется газовым пламенем, токами высокой частоты или плазменной струей.
В зависимости от вида тепловой энергии, используемой для расплавления металла, различают газоплазменное, плазменное, электродуговое и реже применяемое высокочастотное напыление.
Сущность газоплазменного на�пыления заключается в расплавлении напыляемых материалов га�зовым пламенем и распылении их струей сжатого воздуха или газа. Проволока с постоянной скоростью подается роликами. Проходя через червячный редуктор и попадая в зону пламени, проволока расплавляется. Металлические порошки поступают в горелку из бункера с помощью транспортирующего газа или под действием силы тяжести.
Режим газопламенного напыления следующий: скорость вра�щения детали 10..Л5 м/мин; расстояние напыления 100... 150 мм; продольная подача аппарата 1,5...2,0 мм/об; давление сжатого воз�духа 0,3...0,5 МПа. В качестве горючего газа применяют ацетилен, пропан-бутан, природный газ и др.
Газопламенное напыление применяют для восстановления посадочных мест под подшипники на валах коробки передач, опорных шеек распределительного вала, постелей коренных подшипников в блоке цилиндров и др. Достоинствами газопла�менного напыления являются небольшое окисление металла, мелкое его распыление, достаточно высокая прочность покрытия. К недостаткам относится сравнительно невысокая производи�тельность (2.. .4 кг/ч).
Сущность процесса заключается в расплавлении и нанесении напыляемых материалов на поверх�ность деталей с помощью плазменной струи. Для на�пыления используется плазменная дуга косвенного действия между охлаждаемыми вольфрамовым электродом (катодом) и мед�ным соплом (анодом). Напыляемый порошок при помощи транс�портирующего газа (азота) подается из порошкового питателя в плазменную струю. Попадая в плазменную струю, порошок рас�плавляется и приобретает скорость 150...200 м/с и выше.
Режим плазменного напыления зависит от напыляемого мате�риала и рекомендуется следующий: сила тока 350...400 А; напря�жение 60...70 В; расход плазмообразующего газа 30...35 л/мин; расход порошка 5...8 кг/ч; расстояние напыления 125... 150 мм; продольная подача плазмотрона 0,3...0,5 м/мин. Способом плаз�менного напыления восстанавливают кулачки и опорные шейки распределительных валов, фаску тарелки и торец клапана, юбку толкателя, шейки поворотного кулака, отверстия под подшипники в картере коробки передач и редукторе заднего моста и др.
Достоинством плазменного напыления являются: высокая производительность (до 12 кг/ч); возможность нанесения покры�тия из любых материалов толщиной 0,1... 10 мм.
Сущность процесса заключа�ется в расплавлении электрической дугой проволоки и нанесении ее частиц на поверхность детали с помощью сжатого воздуха. В корпус аппарата для электродугового напыления с одинаковой скоростью подаются две изолированные друг от друга и находя�щиеся под напряжением проволоки (рис. 2.29). При соприкосно�вении проволок в распылительной головке возникает электриче�ская дуга, под действием которой они плавятся. Струей воздуха давлением 0,4...0,6 МПа частицы расплавленного металла наносят�ся на подготовленную поверхность детали. Режим электродугового напыления следующий: скорость вращения детали 15...20 м/мин; расстояние напыления 75... 100 мм; сила тока 120.. Л 80 А; напря�жение 25...30 В.
Электродуговое напыление применяется для восстановления изношенных поверхностей деталей цилиндрической и плоской формы из стали, чугуна и цветных металлов, работающих в усло�виях трения скольжения и неподвижных посадок, и для нанесе�ния антикоррозионных покрытий.
Основными преимуществами являются простота применяе�мого оборудования, низкая удельная себестоимость. К недостаткам относятся выгорание легирующих элементов, повышенное окисление металла.
21. Применение пайки при ремонте автомобилей. Припои. Флюсы. Пайка низкотемпературными припоями.
Пайкой называется технологический процесс, который заключается в неразъемном соединении двух металлических поверхностей с помощью присадочного материала {припоя), имеющего температуру плавления ниже, чем у материала соединяемых деталей.
Процесс паяния условно можно разделить на следующие стадии:
-прогрев металла до температуры, близкой к температуре плавления припоя;
-расплавление припоя до жидкого состояния, нанесение его на поверхность основного металла и заполнение шва;
-взаимная диффузия металлов в паяном шве.
Основное условие получения высококачественного соединения—создание условий для взаимодействия припоя с основным металлом (диффузия), т. е. чтобы атомы жидкого припоя вступили во взаимодействие с атомами твердого основного металла. Степень диффузии зависит от чистоты соединяемых поверхностей, температуры пайки, времени выдержки при этой температуре, количества оксидов, состава и марки флюса.
Пайка состоит из трех операций: подготовки деталей к пайке, пайки и обработки детали после пайки.
Подготовка деталей к пайке заключается в тщательной очистке от загрязнений, продуктов коррозии, оксидных пленок механическим путем, затем их подвергают химической очистке при помощи флюсов (травление). Очистка спаиваемых поверхностей деталей необходима, так как к грязной, жирной, покрытой окалиной поверхности припой не пристает. При очистке стальных деталей травлением применяют кислотные (смесь серной и соляной кислот) или щелочные (10 % едкого натра, 25 % углекислого натрия, 25 % тринатрийфосфата и 22 % жидкого стекла) растворы. Важный этап подготовки деталей к пайке—нагревание (до температуры, несколько превышающей температуру плавления соединяемых металлов). Все металлы при нагреве их на воздухе покрываются оксидной пленкой, при пайке эта пленка (беспрерывно образующаяся на поверхности деталей) будет препятствовать надежному сцеплению расплавленного припоя с поверхностью деталей. Поэтому для предотвращения образования пленки оксидов во время пайки поверхности деталей покрывают флюсом.
Качество и прочность пайки зависит в большой степени от прочностных свойств припоя, ибо материал припоя соединяет собой спаиваемые детали. Параметры соединения, материал трубы и фитинга, транспортируемая среда определяют выбор используемого припоя для того или иного трубопровода.
По температуре плавления припои, как и флюсы делятся на: низкотемпературные (мягкие)-до 450°C и высокотемпературные (твердые)-свыше 450°C. По химическому составу припои делятся на оловянные, свинцовые, серебряные, медно-фосфорные, цинковые, титановые и др. Наиболее широко распространены многокомпонентные припои, в виде сплавов.
К низкотемпературным припоям для пайки меди относятся: оловянно-серебряные, оловянно-медные и оловянно-медно-серебряные. К высокотемпературным припоям для пайки меди относятся: медно-фосфорные, медно-фосфорно-серебряные, медно-серебряно-цинковые, и целый ряд многокомпонентных на основе серебра.
Низкотемпературные припои позволяют вести пайку при низкой температуре, которая мало влияет на прочность основного металла, но шов получается с невысокими механическими характеристиками. Припои для высокотемпературной пайки дают большую прочность шва и допускают высокую температуру теплоносителя, но при этом происходит отжиг основного металла.
Флюсы – это активные химические вещества применяемые: для снижения поверхностного натяжения расплавляемого припоя и улучшения его растекания, для очистки поверхности металла от окислов и иных загрязнений с целью повышения адгезии, а также защиты от кислорода воздуха во время пайки. Стремятся использовать сложные флюсы, оказывающие многостороннее действие. Качество пайки во многом зависят от выбора флюса для ее проведения.
Флюсы делятся на восстановительные и окислительные, флюсы для плавки и для пайки, так же существуют флюсы для сварки и электролиза. Под флюсами следует понимать, как отдельные компоненты, так и смеси, например можно использовать только буру, а можно к буре добавить поташ, получится смесь, которую уже называют флюсом.
По механизму действия флюсы для пайки делятся на флюсы растворяющие оксидные пленки и восстанавливающие окиси до металлов (соляная кислота, хлористый цинк, борная кислота, бура), и флюсы, которые не оказывают никакого химического воздействия, а служат для образования защитного покрытия (канифоль, воск, смола).
В зависимости от температурного интервала активности различают низкотемпературные (до 450°С) флюсы (растворы канифоли в спирте или растворителях, гидразин, древесные смолы, вазелин) и высокотемпературные (более 450°С) флюсы (бура и её смесь с борной кислотой, смеси хлористых и фтористых солей натрия, калия, лития).
Основным нормативным документом является ГОСТ 19250-73 «Флюсы паяльные. Классификация». Для высокотемпературной пайки флюсы (марок ПВ209, ПВ209Х, ПВ284Х ) должны соответствовать ГОСТ 23178-78 « Флюсы паяльные высокотемпературные». Флюсы зарубежного производства для пайки медных труб должны соответствовать EN 1045 «Пайка твердым припоем, флюс для пайки твердым припоем» и допускаются к применению в установленном порядке.
22. Сущность нанесения гальванических покрытий.
Сущность восстановления деталей гальваническими покрытиями заключается в электролитическом осаждении металла на предварительно подготовленную поверхность при прохождении тока через электролит, т. е. при электролизе. В авторемонтном производстве гальванические процессы применяются для нанесения металлических покрытий на изношенные поверхности деталей, для нанесения металлических и других покрытий с целью защиты поверхностей деталей от коррозии или при цементации и для нанесения защитно-декоративных покрытий. Широкое распространение получили хромирование и железнение, а также никелирование, меднение и цинкование. Применяются и химические процессы: химическое никелирование, оксидирование и фосфатирование.
При гальваническом осаждении металла катодом является восстанавливаемая деталь, а анодом — металлическая пластина. Аноды применяют двух видов: растворимые и нерастворимые. Растворимые аноды изготавливают из металла, который осаждается на детали, а нерастворимые — из свинца.
При прохождении постоянного тока через раствор электролита на катоде разряжаются положительно заряженные ионы,образуя гальванические покрытия, а водород выделяется в виде газа. На аноде разряжаются отрицательно заряженные ионы и выделяется кислород. Металл анода растворяется, и его атомы образуют новые ионы металла, переходящие в раствор взамен выделившихся на катоде. При использовании нерастворимых анодов электролит пополняется ионами металла посредством добавления в электролит веществ, содержащих ионы осаждаемого металла.
23. Классификация способов хромирования деталей. Твердое хромирование, его виды (гладкое, пористое).
Наиболее распространенный вид покрытия при восстановлении деталей экскаваторов — хромирование. Основные свойства хромового покрытия — высокая твердость, износостойкость, способность сопротивляться коррозии и воздействию высоких температур, а также декоративный внешний вид. По износостойкости оно в несколько раз превосходит закаленную сталь, в обычных атмосферных и температурных условиях покрытие не окисляется. Хромовое покрытие можно наносить на стальные, чугунные, медные, латунные и алюминиевые поверхности (толщина пркрытия обычно не превышает 0,5 мм), при этом структура и механические свойства основного металла сохраняются. При хромировании достаточно точно можно регулировать толщину наносимого слоя.
Недостатки хромирования — нельзя восстанавливать детали со значительным износом вследствие хрупкости толстого слоя, относительная длительность и сложность процесса.
В зависимости от назначения хромового покрытия различают твердое (износостойкое) и защитно-декоративное хромирование. Твердое хромирование применяют для восстановления изношенных поверхностей деталей, а также для повышения их износостойкости. Твердые хромовые покрытия могут быть двух видов: гладкие и пористые. Гладким хромовым покрытием восстанавливают стержни клапанов, направляющие поверхности толкателей, прецизионные пары топливной аппаратуры, изношенные шейки валов и осей и др. Пористое хромовое покрытие применяют для поверхности деталей, работающих в условиях высоких удельных нагрузок и граничного трения, например, поршневых колец двигателей и гильз цилиндров.
Защитно-декоративные покрытия характеризуются высокой долговечностью и применяются для защиты деталей от коррозии и придания им красивого внешнего вида. Защитно-декоративному покрытию подвергают буферы, ободки фар, рамки, различные декоративные накладки, детали арматуры и другие детали легковых автомобилей и автобусов.
Технологический процесс твердого хромирования
Гладкое хромирование. Технологический процесс хромирования состоит из трех стадий: подготовки деталей к нанесению покрытий, нанесения покрытия и обработки деталей после нанесения покрытия. Подготовка деталей к нанесению покрытия включает следующие операции: механическую обработку поверхностей; обезжиривание в органических растворителях; монтаж деталей на подвесные приспособления; изоляцию поверхностей, не подлежащих хромированию; обезжиривание деталей с последующей промывкой в воде; декапирование (анодную обработку).
Механическая обработка включает шлифование поверхностей деталей для придания им правильной геометрической формы и полирование для получения необходимой шероховатости поверхностей с использованием шлифовальных и полировальных кругов. Обезжиривание деталей предназначено для удаления с поверхностей деталей жировых загрязнений.
24. Основные операции технологического процесса и способы нанесения лакокрасочных покрытий.
Технологический процесс получения Л. п. включает операции подготовки поверхности, нанесения отдельных слоев, сушку Л. п. и их отделку. Качество подготовки поверхности под окраску в значительной степени определяет адгезию Л. п. к подложке. Эффективные способы подготовки металлических поверхностей — придание им шероховатости с помощью дробеструйной или гидроабразивной обработки или создание микропористого подслоя путём оксидирования или фосфатирования.
Технология нанесения лакокрасочных материалов претерпела начиная с 1920—30-х гг. существенные изменения в связи с развитием производства синтетических плёнкообразующих веществ, а также в результате разработки эффективных средств механизации и автоматизации производственных процессов. Известные издавна ручные методы нанесения лакокрасочных материалов с помощью кисти или шпателя ввиду их малой производительности и затруднений при работе с быстровысыхающими лакокрасочными материалами используются в современном производстве в ограниченных масштабах. В машиностроении наиболее распространён метод нанесения Л. п. с помощью ручных или автоматических пистолетообразных краскораспылителей. Применение этого высокопроизводительного метода позволяет получать Л. п. хорошего качества на поверхностях различной формы. В установках для пневматического распыления может быть осуществлен подогрев (до 55—70°С) как лакокрасочного материала, так и расходуемого на распыление воздуха. Это позволяет наносить высоковязкие материалы и уменьшать, таким образом число слоев, необходимых для получения Л. п. заданной толщины. Недостаток метода — большие потери лакокрасочного материала (до 50%) па рассеивание в окружающем воздухе («туманообразование»). Помимо непроизводительного расхода материалов, это создаёт тяжёлые условия работы. Поэтому лакокрасочные материалы распыляют обычно в огражденных, хорошо вентилируемых камерах. Потери на «туманообразование» могут быть существенно уменьшены (до 15—30%) при распылении лакокрасочных материалов под высоким давлением, создаваемым насосом [4—25 Мн/м2 (40—250 кгс/см2)].
Резкое сокращение потерь на «туманообразование» (до 5—10%) достигается при распылении лакокрасочных материалов в электрическом поле постоянного тока высокого напряжения (около 100 кв). В результате коронного разряда, создаваемого на острой кромке распылителя, частицы материала приобретают заряд (обычно отрицательный), вследствие чего они распыляются и осаждаются на противоположно заряженном и заземлённом изделии. В электрическом поле наносят многослойные Л. п. как на металлы, так и на неметаллические материалы, в частности на древесину с влажностью не менее 8%. Электрораспыление, широко применяемое для окраски деталей на конвейерных линиях, осуществляется автоматически. Единичные и разнотипные изделия окрашивают с помощью ручных электрораспылителей, изделия сложного профиля — с помощью пневмоэлектро- и гидроэлектрораспылителей, применение которых позволяет покрывать заглубленные участки поверхности. При подкраске и восстановлении внешнего вида изделий (например, автомобилей, мебели) используют метод аэрозольного распыления с помощью баллончиков, заполненных лакокрасочным материалом, разбавленным сжиженным фреоном.
Однотипные изделия массового производства, имеющие обтекаемую форму, можно окрашивать методами окунания и струйного обливания; в последнем случае расходуется меньше лакокрасочного материала. Дефект Л. п., получаемых этими методами, — образование подтёков и «наплывов» — предотвращают, пропуская окрашенные изделия через туннель с парами растворителя. При этом задерживается улетучивание растворителя из нанесённого слоя, что позволяет избежать преждевременного загустения лакокрасочного материала.
Для нанесения полиэфирных лакокрасочных материалов на деревянные щитовые заготовки мебели применяют лаконаливную машину.
Методом электроосаждения в ваннах на аноде (напряжение постоянного тока 30—500 в) на автоматизированных конвейерных линиях получают Л. п. из водоразбавляемых грунтовок и лаков. Под влиянием электрофореза частицы лакокрасочного материала разряжаются на аноде и осаждаются на нём, переходя в водонерастворимую форму. Этим методом может быть нанесён только один слой Л. п. (20—25 мкм), т. к. его изолирующее действие препятствует электроосаждению последующих слоев. К числу высокопроизводительных методов нанесения Л. п. на листовые и рулонные материалы (например, металлические ленты, полосы) относится накатка с помощью валков.
Сушка Л. п. бывает холодная (естественная, воздушная) или горячая (искусственная, печная). Холодную сушку применяют для быстро высыхающих лакокрасочных материалов, а также для медленно высыхающих, но наносимых на изделия, которые нельзя подвергать действию высоких температур. Горячая сушка позволяет не только ускорить улетучивание растворителя, но и отвердить Л. п. на основе реакционноспособных (превращаемых) плёнкообразователей. Один из наиболее старых методов горячей сушки — конвективный, осуществляемый в сушильных камерах; при его использовании сушка каждого слоя длится 1—3 ч. Более производителен (в 3—6 раз) метод терморадиационной сушки Л. п. под действием инфракрасных лучей. Источниками излучения служат лампы накаливания или тёмные излучатели — металлические панели или керамические плиты, нагреваемые до 400—700°С трубчатыми электронагревателями или газовыми горелками. Тёмные излучатели долговечнее, эффективнее и экономичнее ламповы. Быстрое высыхание Л. п. достигается при индукционном методе сушки вследствие нагрева подложки вихревыми токами. Под действием ультрафиолетового облучения или потока быстрых электронов полиэфирные лакокрасочные материалы высыхают (отверждаются) в течение долей секунды.
Отделочные операции включают шлифование абразивными шкурками высушенных нижних слоев Л. п. для удаления посторонних включений и улучшения адгезии между слоями. Верхний слой Л. п. при необходимости полируют, например, с помощью полировочной пасты и полировочной воды. Шлифование и полирование могут быть осуществлены вручную, а также с помощью машинок пневматического действия или автоматических устройств.
Для контроля качества Л. п. проводят их внешний осмотр и определяют (на образцах) твёрдость, эластичность, прочность при изгибе, антикоррозионные свойства, атмосферостойкость и др. эксплуатационные характеристики.
25. Класс деталей «корпусные». Основные дефекты и способы восстановления блока цилиндров.
Корпусные детали чаще всего изготовляют из модифицированного, ковкого чугуна или алюминиевых сплавов. К этому классу деталей относятся: блоки, картеры, головки, крышки, корпусы, кронштейны. Блоки, картеры, головки обычно являются базовыми и основными деталями агрегатов и имеют в конструкциях значительный удельный вес по массе и себестоимости производства. По рассмотреной выше классификации эти детали относятся обычно к 1-й категории; различные кронштейны и корпусы являются деталями более мелкими и дешевыми и относятся к 2-й категории.
Наиболее распространенными дефектами деталей этого класса при поступлении сответствующих агрегатов в капитальный ремонт являются: износ внутренних посадочных поверхностей под подшипники качения, вкладыши, гильзы; отклонения в правильности взаимного положения посадочных поверхностей; различного рода трещины и отколы, повреждения резьб и др. В качестве технологических баз при механической обработке указанных деталей используют обработанные плоскости, иногда накрест расположенные глухие технологические отверстия на этих плоскостях.
Метод восстановления блока цилиндров выбирают в зависимости от характера дефекта. Чаще всего трещины в блоках цилиндров появляются в результате размораживания рубашки охлаждения. В этом случае на стенке образуется несколько трещин. Блок цилиндров, имеющий такой дефект, восстанавливают методом наложения на поврежденное место заплаты, перекрывающей все трещины.
Трещины на плоскости прилегания газопровода, выходящие концами на плоскость прилегания головки блока - дефект устраняют электродами ОЗЧ (лучше всего ОЗЧ-6) при силе сварочного тока 100—150 А. Сначала заваривают трещины на плоскости разъема с головкой блока, затем блок цилиндров поворачивают на столе так, чтобы сверху находилась плоскость прилегания газопровода, и заваривают вторую трещину. Первый слой шва накладывают капелько-порционным методом, второй и третий — обратноступенчатым, короткими участками длиной 20—25 мм. Швы проковывают сразу же после обрыва дуги.
После сварки швы зачищают заподлицо с основным металлом, вытаскивают графитовые пробки и прогоняют резьбовые отверстия. Затем блок цилиндров проверяют на гидроиспытательном стенде под давлением 0,3—0,4 МПа. Течь воды или запотевание не допускается.
Крышка стартера со стороны привода (СТ08-3708400): Облом ушка фланца - дефект наиболее целесообразно устранять газовой сваркой, позволяющей получить наплавленный металл по свойствам, близким к основному металлу.
Пробоина в главной масляной магистрали - небольшую пробоину в масляном канале (площадью менее 100 мм2) заваривают электродуговой сваркой электродом ОЗЧ-6. Небольшую пробоину можно также заделать эпоксидной композицией. Блок цилиндров, в котором пробоина превышает 100 мм2, восстанавливают следующим образом. В масляный канал сначала забивают стальную или алюминиевую трубку, имеющую наружный диаметр на 0,1 мм меньше отверстия канала и толщину стенки не более 1 мм. Своими концами трубка должна полностью перекрывать пробоину. После этого эпоксидной композицией заполняют место пробоины над трубкой, придав поверхности первоначальную форму.
После отверждения эпоксидной композиции масляный канал необходмо испытать на герметичность керосином. Для этого закрывают все отверстия канала, оставив одно для заливки керосина, наносят со стороны картера или блока с внешней стороны пробоины слой мела, после чего канал заполняют керосином. При наличии даже самых незначительных неплотностей канала на меловой поверхности появятся следы керосина.
26. Основные дефекты и способы восстановления головки цилиндров.
Основные дефекты головок цилиндров: коробление привалочной плоскости, износ клапанных гнезд, направляющих втулок клапанов и отверстий под втулки, трещины и пробоины, износ или повреждение резьбовых отверстий. Головку блока цилиндров выбраковывают при трещинах, проходящих через отверстие шпильки крепления головки или через отверстия под направляющие втулки, при износе головки цилиндров по высоте до значения, выходящего за пределы допустимого.
Таблица 1 - Выбор способов ремонта
|
№ дефектов
|
Наименование дефекта
|
Способы восстановления
|
Критерии
|
|
|
|
|
применимость
|
долговечность
|
технико-экономический
|
|
1
|
трещины в рубашке охлаждения длиной 100мм.
|
восстановление полимерные материалы
|
1
|
0,62
|
83,8
|
|
2
|
коробление поверхности прилегания к блоку
|
шлифование
|
1
|
0,85
|
52,0
|
|
3
|
износ отверстий под направляющие втулки клапанов
|
ремонтируем под ремонтный размер
|
1
|
0,85
|
52,0
|
27. Класс деталей «круглые стержни и стержни с фасонной поверхностью». Дефектация и способы восстановления коленчатого вала двигателя.
К круглым стержням отнесены детали, характеризующиеся цилиндрической формой при длине, значительно превышающей диаметр детали. Детали этого класса чаще всего изготавливают из качественных углеродистых или высококачественных легированных сталей, иногда из высокопрочного чугуна. Рабочие поверхности в большинстве случаев подвергают термической (закалке т.в.ч.) или химико-термической (цементации или цианированию с последующей закалкой и низкотемпературным отпуском) обработке. К этому классу деталей относятся: валы коленчатые и распределительные; валы гладкие, ступенчатые, шлицевые (например, ведомые валы коробок передач); валы с фасонными поверхностями (например., тормозные); валы пустотелые (трубы полуосей), а также крестовины. Последние по существу представляют собой два скрещенных под углом в 90° вала, схема технологического процесса восстановления, и обработки которых схожа с техпроцессом восстановления и обработки других валов.
По рассмотренной класификации детали этого класса относятся к 1-й категории. Наиболее распространенными дефектами указанных деталей при поступлении соответствующих агрегатов в капитальный ремонт являются: износ их рабочих гладких, шлицевых, фасонных поверхностей, а также деформации деталей, повреждения резьб, шпоночных канавок и проч. В качестве технологических баз при механической обработке предпочтительнее использование центров (при их наличии), а такие детали как шкворни, поршневые пальцы, оси блока шестерен заднего хода, стержни клапанов обрабатывают на бесцентровошлифовальных станках.
Таблица 1. - Основные возможные неисправности коленчатых валов и способы их устранения
|
|
|
Дефект
|
Основные способы устранения
|
|
|
Износ:
коренных и шатунных шеек; овальность, конусность, задиры
|
Шлифование под ремонтный размер. Нанесение покрытий
наплавкой, электроконтактной приваркой ленты, газотермическим напылением порошковых материалов, металлизацией. Постановка полуколец, пластинирование.
|
|
|
посадочных мест под распределительную шестерню, шкив и маховик
|
Наплавка, электроконтактная приварка ленты, металлизация.
|
|
|
маслосгонной резьбы
|
Углубление резьбы резцом до нормального профиля
|
|
|
поверхности фланца под маховик
|
Наплавка, металлизация
|
|
|
штифтов под маховик
|
Замена штифтов
|
|
|
шпоночных канавок
|
Фрезерование под увеличенный размер шпонок, новой шпоночной канавки. Наплавка с последующим фрезерованием шпоночной канавки
|
|
|
посадочного места наружного кольца шарикоподшипника в торце вала
|
Растачивание посадочного места. Запрессовка втулки
|
|
|
Отверстий под штифты крепления маховика
|
Развертывание под ремонтный размер; заварка
|
|
|
Резьбы (срыв более двух ниток резьбы)
|
Растачивание или зенкерование с последующим нарезанием резьбы увеличенного размера; углубление резьбовых отверстий с последующим нарезанием такой же резьбы под удлиненные болты (пробки). Постановка резьбовых спиральных вставок
|
|
|
Скручивание вала (нарушение расположения кривошипов)
|
Шлифование шеек под ремонтный размер; наплавка шеек с последующей обработкой
|
|
|
Торцовое биение фланца
|
Подрезание торца фланца точением или шлифованием
|
|
|
Изгиб вала: до 0,15…0,20 мм до 0,20…1,20 мм
|
Шлифование под ремонтный размер
Правка под прессом или чеканка щек
|
|
|
Трещины на шейках вала
|
Шлифование под ремонтный размер. Разделка трещин с помощью абразивного инструмента, заварка
|
|
28. Дефектация и способы восстановления распределительного вала двигателя.
Дефект 1. Сильный износ, задиры и царапины на поверхностях опорных шеек распределительного вала.
Причины:
- Работа двигателя с недостаточным давлением в системе смазки.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя на некачественном масле.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Работа двигателя с засоренным масляным фильтром.
- Работа двигателя на грязном масле.
- Большой пробег двигателя.
Действия:
Капитальный ремонт двигателя. Замена распределительного вала. В некоторых случаях - шлифовка шеек распределительного вала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей или втулок. Проверка посадочных мест под распределительный вал в головке блока цилиндров или в блоке цилиндров. В некоторых случаях - ремонт посадочных мест под распредвал. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 2. Сильный износ и задиры на рабочих поверхностях кулачков распределительного вала.
Причины:
- Работа двигателя с недостаточным давлением в системе смазки.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя на некачественном масле.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Работа двигателя с засорённым масляным фильтром.
- Работа двигателя на грязном масле.
- Большой пробег двигателя.
- Неотрегулированный зазор в клапанном механизме.
- Дефекты гидрокомпенсаторов.
- Дефекты и повреждения деталей привода клапанов (толкателей, штанг, коромысел).
- Неверно установленные фазы газораспределения.
Действия:
Замена распределительного вала. Проверка, регулировка и при необходимости ремонт клапанного механизма. Замена гидрокомпенсаторов. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 3. Прогиб распределительного вала.
Во всех вышеизложенных случаях обязательно проверяйте изгиб распределительного вала. Распределительный вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб опорных шеек, вращая распред вал рукой. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При большем прогибе распредвал подлежит замене!
Дефект 4. Трещины распредвала.
Причины:
- Попадание в цилиндр посторонних предметов.
- Разрушение ремня или цепи привода газораспределительного механизма.
- Неверно установленные фазы газораспределения.
Действия:
При наличии трещин распределительный вал ремонту не подлежит! Замена распредвала.
Примечание: Как правило, в результате описанных причин происходит соударение поршней и клапанов. Через детали привода клапанов энергия ударов передается распредвалу, что может привести к образованию трещин. В большинстве случаев трещины приводят к поломке распредвала прямо во время работы двигателя.
Дефект 5. Выработка и царапины на поверхности под сальники распределительного вала.
Причины:
- Длительная работа двигателя.
- Попадание посторонних частиц в моторное масло.
- Неаккуратное обращение с распредвалом при замене сальников на двигателе.
Действия:
При наличии незначительных царапин возможна шлифовка поверхностей под сальники. При наличии незначительной выработки устанавливаются новые сальники с небольшим осевым смещением. В противном случае - замена распредвала.
Дефект 6. Разрушение шпоночных пазов и посадочных мест под установочные штифты, а также под шкивы или шестерни привода распредвала.
Причины:
- Неправильная затяжка болтов, крепящих шкивы или шестерни.
- Биение шкивов или шестерён.
- Последствия аварии, при которой произошла деформация моторного отсека.
Действия:
Замена распредвала.
Дефект 7. Разрушение резьбы в крепёжных отверстиях.
Причины:
- Неправильная затяжка крепёжных болтов.
Действия:
Замена распредвала.
29. Основные дефекты и способы восстановления клапанов.
Мелкие дефекты седел клапанов выводят притиркой клапана по седлу, а глубокие раковины — шлифованием с последующей притиркой. До устранения раковин на рабочей поверхности седла клапана необходимо проверить состояние направляющих втулок клапанов, так как они являются базой при обработке седел клапанов. Если износ отверстия направляющей втулки клапана превышает 0,12 мм (ЗИЛ-130), то втулки заменяют и развертывают под диаметр стержня, устанавливаемого в направляющую втулку клапана.
Шлифование рабочей поверхности седел клапана производят абразивными кругами.
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением.
Железнением называется процесс получения прочных износостойких железных покрытий из электролитов. Этот процесс используется в ремонтном производстве для компенсации износа поверхностей деталей.
Хромированием целесообразно восстанавливать детали с износом не более 0,3 мм. При большей толщине покрытия из хрома имеют пониженные механические свойства. Кроме того, повышается стоимость восстановления детали. Поэтому наращивания толстого покрытия надо избегать.
По сравнению с хромированием процесс осталивания имеет ряд преимуществ: большую скорость нанесения покрытия, высокий выход, металла по току, возможность получения более толстых покрытий, использование более простых и дешевых электролитов. Осталиванием восстанавливают изношенные стержни клапанов, цилиндрические поверхности толкателей, валики масляных и водяных насосов, другие детали.
30. Детали класса «полые цилиндры». Дефектация и способы восстановления гильзы цилиндров двигателя.
К этому классу отнесены детали, конструкция которых представляет несколько концентрично расположенных полых цилиндров. Материалом этих деталей чаще всего является чугун модифицированный, ковкий, специальный, углеродистые стали. К этому классу относятся гильзы цилиндров, чашки дифференциала, ступицы колес, фланцы, муфты и др. По принятой классификации указанные детали в большинстве случаев относятся к 1-ой категории. Наиболее распространенный дефект — износ внутренних цилиндрических рабочих поверхностей, однако имеют место и другие, причем разнообразные дефекты. В качестве базовых при механической обработке в зависимости от группы детали могут использоваться их торцевые, наружные и внутренние поверхности.
Дефекты гильзы цилиндра — это износ зеркала цилиндра, отклонение оси отверстия от номинального положения, отложение накипи на поверхностях, омываемых водой, и посадочном пояске, коробление, сколы, глубокие задиры, потеря натяга вставки гильзы. Износ зеркала цилиндров устраняется растачиванием на ближайший ремонтный размер с последующим хонингованием или предварительной установкой дополнительных ремонтных деталей.
Перечень возможных дефектов гильз цилиндров
|
|
|
Возможные дефекты
|
Рекомендуемые способы ремонта детали
|
|
|
износ внутренней рабочей поверхности
|
Растачивание, запрессовка пластины, хонингование
|
|
|
конусообразность
|
--------------------
|
|
|
некруглость
|
--------------------
|
|
|
задиры
|
Браковать при наличии глубоких задиров
|
|
|
риски на внутренней рабочей поверхности
|
Браковать при наличии глубоких рисок
|
|
|
износ посадочных поясков и опор-ных буртов
|
Вибродуговая наплавка или контактная приварка ленты
|
|
|
кавитационные разру-шения на наружной поверхности
|
Нанесение эпоксидной композиции
|
|
|
коррозия
|
Растачивание, запрессовка пластины, хонингование
|
|
|
трещины
|
Браковать
|
|
31. Класс деталей «некруглые стержни». Дефектация и способы восстановления шатуна.
К этому классу отнесены прямые и кривые стержни, поперечное сечение которых не имеет круглой формы и длина более чем вдвое превышает размеры поперечного сечения [9]. Конфигурация деталей этого класса и материалы, идущие на их изготовление, отличаются значительным разнообразием. Различные группы деталей, относящиеся к этому классу, соответствуют 1-й и 2-й категории. Распространенные дефекты: деформации, трещины ,обломы, износы рабочих поверхностей и др.
Дефекты шатуна — это изгиб и скручивание, уменьшение расстояния между осями кривошипной и поршневой головок, износ торцов кривошипной головки, износ и деформация отверстий кривошипной и поршневой головок, износ опорных площадок крышки под болты, повреждение резьбы болтов и гаек, а также трещины разного характера.
- Частота появления приведенных дефектов ориентировочно следующая: износ,
внутренней поверхности верхней головки — 5%,
- нижней головки — 30%,
- опорных поверхностей крышки под гайки шатунных болтов — 15%.
Изгиб или скручивание шатуна проверяется на универсальной установке для проверки и правки шатунов. Если шатун имеет недопустимый изгиб, то нужно не снимая его с прибора править скобой до устранения дефекта. Если шатун скручен, то нужно не снимая его с прибора править при помощи винтового приспособления до устранения скручивания. Далее шатун нагревается в электропечи-ванне до температуры 450500 °С, для снятия напряжений, и выдерживается при этой температуре в течении часа, затем охлаждается на воздухе. После ремонта шатун должен удовлетворять следующему условию: параллельность осей отверстий верхней и нижней головки и отклонение от положения их в одной плоскости не более 0,04 мм на длине 100 мм.
Износ отверстия в верхней головки шатуна устраняется расточкой до ремонтного размера втулки (29,75+0,023 мм) с использованием токарного станка типа 1М61.
Износ отверстия нижней головки шатуна устраняется железнением с последующим шлифованием и хонингованием до номинального размера.
32. Дефекты и технология ремонта бензонасоса.
Одно из главных устройств автомобиля с впрыском топлива, от которого зависит в движении многое — электрический бензонасос.
Прежде всего, если есть подозрения в его некорректной работе, нужно исследовать два основных параметра — производительность и давление. Третий параметр проверяется на стенде, на уже снятом двигателе — потребляемый ток при полной и номинальной нагрузке.
Целесообразно начать проверку с питающего напряжения на разъёме погружного бензонасоса. Или на клеммах подвесного бензонасоса. Тестируя разъём, нужно найти уходящие в сторону провода (без разъединения разъёма), измерить напряжение тестером. Нормальный показатель — больше 12 вольт, особенно, если при этом слышится шум работающего бензонасоса.
Дальше многие допускают типичную ошибку — измерение напряжения на разъединённом разъёме. Это неверно, потому что невозможно выявить дефект плохого контакта. На разъединённом разъёме показания всегда будут 12 вольт, а под нагрузкой может быть гораздо меньше.
Следующим этапом проверяем давление в топливной системе, перед этим, сбросив в ней давление.
Можно снять разъём бензонасоса или предохранитель, запустить двигатель, и дождаться его полной остановки. Подключить манометр к штуцеру для измерения давления, если он есть, если же его нет, то включаем манометр через тройник в подающий топливо-провод. Включаем зажигание и ждём 1,5... 2 сек. Потом, когда отключится, смотрим. За это время рабочий бензонасос даёт давление в системе центрального впрыска 0,8-1,2 кгс/см, в системе распределённого — 2,5...3,5 кгс/см. При отсутствии режима подкачки топлива, бензонасос включают принудительно.
Если давление оказалось чересчур низким, надо искать причину — грязный топливный фильтр, бензонасос или регулятор давления? После выключения зажигания пережимаем «обратку», и включаем снова зажигание.
Если давление повысилось — дело в регуляторе давления. Разъединяем обратку, и направляем подающий конец в подходящую тару. Потом включаем зажигание, и снова проверяем давление.
Если не изменилось — дело в регуляторе давления, если в норме — забита «обратка». Восстанавливаем её, включаем двигатель, и измеряем давление. Давление не должно измениться в системе центрального впрыска, а в системе распределённого впрыска — уменьшиться на 0,5 кгс/см. Резко жмём на педаль дроссельной заслонки, давление должно скачком подняться на 0,5... 0,6 кгс/см. Быстрым движением пережимаем «обратку», давление при этом должно подскочить в 2 раза по сравнению с рабочим - это и есть максимальное рабочее давление бензонасоса.
Потом смотрим, не утекает ли топливо. Устраняем ненадёжные соединения. Бывает, что давление слишком медленно поднимается. Могут быть те же причины, а может быть засорение фильтра или низкий уровень топлива в бензобаке. Случается, что рабочее давление близко к норме, а обычное не увеличивается — значит, топливо по «обратке» не движется, потому что давление бензонасоса ниже предела порога открывания регулятора топливного давления. Возможно, дело в бензонасосе или низком напряжении питания, или в утечке топлива в подающем шланге внутри бензобака.
Понаблюдаем за поведением стрелки манометра при работе движка на холостом ходу. Сильное раскачивание говорит о грязной входной сетке бензонасоса. Реже — дефект регулятора давления топлива. Если бензонасос погружной, снимаем сразу, и осматриваем сетку. Даже, если внешней грязи нет, её надо промыть, и продуть сжатым воздухом. При конструкции бензонасоса в колбе продувается и вторая сетка внутри колбы.
Перед тем, как ставить бензонасос назад, следует осмотреть внутренний объём противоотливной конструкции. Воду и грязь откачивают. Если насос подвесной, входной фильтр установлен недоступно. В этом случае пережимаем струбциной шланг между бензонасосом и бензобаком и от бензонасоса отсоединяем шланг. Проверяем напор. Если он большой, фильтр в порядке. Если тонкой струёй — сетка грязная. Продувка воздухом помогает ненадолго. Если не менять бензобак, то надо проколоть сетку в нескольких местах, и установить наружный топливный фильтр.
Запустим двигатель и выключим зажигание. Давление падать не должно. Если оно падает, виноват, либо обратный клапан, либо не герметичность форсунок, либо регулятор давления.
Вновь включаем двигатель, и сразу же пережимаем подающий трубопровод, предварительно выключив зажигание. Если давление не падает — дело в обратном клапане, если падает — в регуляторе давления или форсунках. Повторяем предыдущее действие и жмём на «обратку».
При падении давления дело в форсунках, если не падает — дело в регуляторе.
Чтобы измерить производительность бензонасоса, в удобном месте разъединяем «обратку», и направляем конец в сосуд. Включаем насос на 1 минуту, и считаем, слитое в сосуд топливо, мерой производительности насоса в минуту. Должна быть норма в пределах 1,0...2,2 л/мин. Если от паспортных данных явное отличие, дело в топливном фильтре либо бензонасосе. Снимаем то, что проще, для стендовой проверки.
Если дело в бензонасосе, и его необходимо менять, стоит подумать, что лучше ставить — бывший в употреблении, реставрированный или новый? Новый — самое дорогое решение.
Но на срок службы насоса это никак не повлияет. Бывший в употреблении — дёшево, но без гарантии какого-либо конкретного срока службы. Реставрированный насос - по средней цене, и гарантию дают от 6 до 24 месяцев.
Реставрация бензонасосов сегодня проводится в разных специальных мастерских. Иногда, из трёх дефектных собирают один рабочий насос, используя новые детали в старых корпусах, или заменяя детали на однотипные из обменного фонда. Поэтому замена вышедшего из строя бензонасоса на реставрированный вариант вполне оправдывает себя, если знать конкретные места, где это делают качественно.
Категорически запрещается ставить бензонасос от системы центрального впрыска в систему впрыска разделённого. Обратный обмен тоже делать нежелательно. При установке бензонасоса рекомендуется заполнить погружной бензонасос топливом, т.к. при малом количестве топлива сухой гидронагреватель может его не закачать.
33. Дефекты и виды ремонта покрышек. Технология ремонта покрышек с местным повреждением.
1. Проблемы с кордом
• Слишком большое расстояние между нитями. Происходит растягивание резины.
• Отсутствие нитей корда в области вздутия. Происходит растягивание резины. Обычно такие дефект выявляется сразу после накачки шины.
2. Дефект «Вздутие» боковой стенки покрышки (воздушный пузырь).
3. Разрушения боковых стенок покрышек в следствии удара о препятствие.
При этом в местах, где имеются «вздутия» покрышек в накачанном состоянии, заметны темные пятна, как снаружи, так и на внутренней поверхности. Это следы от удара колеса о дорожное препятствие. Размер повреждения зависит от силы удара и размера препятствия. Порванный корд не может удержать давление воздуха в колесе и образуется грыжа.
Повреждения покрышек с образованием “грыжи ремонту не подлежат. Правда нужно заметить, что есть умельцы восстанавливающие дорогие колеса с повреждением корда (например от белаза)
Также нужно заметить, что при повреждении покрышки о препятствие часто повреждается и диск.
4. «Боковые стяжки» (утяжки, перетяжки) – показатели внешнего вида радиальных покрышек. Проявляются обычно только при накачанных шинах, обусловлены технологией сборки покрышек. «Боковая стяжка» проявит себя в месте наложения кромок слоя каркаса друг на друга при стыковании каркаса. Это обусловлено различной упругостью указанных участков боковой стенки.
«Боковая стяжка» не является производственным дефектом и не оказывает влияния на эксплуатационные свойства шины, если только ее наличие не приводит к изменению показателя «силовая неоднородность» и «боковое биение» шины.
В зависимости от характера и размеров местных повреждений установлены два вида ремонта. Покрышки типа R для всех легковых автомобилей и покрышки диагональной конструкции для автомобилей ВАЗ, ГАЗ-24 "Волга", "Москвич-2140" и их модификаций пригодны к ремонту только в том случае, если их техническое состояние удовлетворяет требованиям, предъявляемым к первому виду ремонта.
Вид ремонта определяют в соответствии с критериями пригодности покрышек для ремонта местных повреждений (по ТУ 10452-77), приведенными в табл. 1.
При определении пригодности для ремонта ранее ремонтировавшихся покрышек учитывают все повреждения (в том числе и устраненные ранее) и в соответствии с этим устанавливают вид ремонта. При одновременном наличии повреждений, предусмотренных пп. 3 и 4 табл. 1, расстояние между ними должно быть не менее 1/5 длины окружности покрышки.
К ремонту местных повреждений не пригодны покрышки, имеющие повреждения, превышающие предельные отклонения, указанные в табл..1, в том числе со следующими дефектами: расслоением брекера и каркаса; повреждением более одного слоя металлокорда брекера покрышки радиальной конструкции; износом рисунка протектора более 80 % и подлежащие восстановительному ремонту; отслоением бортовых лент с втянутыми бортами, с изломом или разрушением металлического кольца борта; повреждением каркаса; с повреждениями, расположенными вблизи борта и требующими его вскрытия при ремонте; кольцевым разрушением или изломом внутренних слоев каркаса; с признаками старения покровных резин; после длительного воздействия нефтепродуктов.
|
Таблица 1.
|
|
Дефекты покрышек
|
Покрышки
|
|
|
диагональные
|
радиальные
|
|
Первый вид ремонта
|
|
1. Трещины, порезы, разрывы, частичный (местный) износ покровных резин и другие механические повреждения без оголения корда
|
Допускаются без ограничений
|
|
2. Сквозные проколы
|
Допускаются без ограничения при размере прокола до 5 мм
|
Допускаются при числе проколов не более 5 на расстоянии не менее 100 мм друг от друга и размером до 5 мм.
|
|
3. Внутреннее или наружное повреждение одного слоя корда каркаса у покрышек типа R и у покрышек диагональной конструкции для легковых автомобилей
|
Допускается в количестве не более двух размером до 100 мм
|
Не допускаются
|
|
4. Сквозные или несквозные повреждения более одного слоя корда каркаса у покрышек типа R и у диагональной конструкции
|
Не допускаются
|
|
Второй вид ремонта
|
|
1. Трещины, порезы, разрывы, частичный (местный) износ покровных резин и другие механические повреждения без оголения корда
|
Допускаются без ограничений
|
|
2. Сквозные проколы
|
Допускаются без ограничения при размере прокола до 10 мм
|
Допускаются при числе проколов более 5 на расстоянии не менее 100 мм друг от друга и размером до 10 мм
|
|
3. Внутреннее или наружное повреждение одного слоя корда каркаса у покрышек типа R и у покрышек диагональной конструкции для легковых автомобилей
|
Допускаются при числе повреждений не более 4 размером до 100 мм на расстоянии 1/5 длины окружности одно от другого
|
Допускаются одно повреждение размерами: вдоль нитей корда до 100 мм; поперек нитей корда до 50 мм без повреждения брекера
|
|
4. Сквозные или несквозные повреждения более одного слоя корда каркаса у покрышек типа R и у диагональной конструкции для легковых автомобилей
|
Допускаются при числе повреждений не более одного размером до 50 мм
|
Допускаются одно повреждение размерами: по боковине вдоль нитей корда каркаса до 75 мм; там же поперек нитей до 50 мм; по беговой части до 50 мм в любом направлении
|
34. Характерные дефекты и технология ремонта металлического сварного корпуса кузова, кабины и деталей оперения.
Наиболее распространенными дефектами металлических кузовов, кабин и платформ автомобилей являются прогибы и перекосы стоек, вмятины, пробоины и разрывы, трещины, коррозия, разрушения свар�ных соединений.
При ремонте восстанавливают поврежденные резьбовые соеди�нения, заменяют элементы, разрушенные коррозией или не поддаю�щиеся восстановлению.
Ремонт металлических конструкций выполняют в следующей последовательности:
— предварительная правка элементов конструкции;
— вырезка деталей, не подлежащих восстановлению правкой или поврежденных сквозной коррозией;
— устранение имеющихся трещин и разрывов;
— приварка ремонтных деталей взамен удаленных;
— проковка и зачистка сварочных швов;
— окончательная правка и тонкая рихтовка поверхностей. Предварительную правку металлических конструкций кузовов и
кабин проводят на стенде с использованием комплекта приспособле�ний (растяжек). Устранение трещин и разрывов; приварку новых или восстановленных кузовных элементов выполняют газо�вой или электродуговой сваркой в среде углекислого газа.
Трещины в сварных соединениях обычно располагаются рядом со сварным швом по зоне термического влияния. Наличие трещин в сварных соединениях может быть установлено одним из способов магнитной дефектоскопии, метода красок, керосиновой пробы или ультразвуковой дефектоскопии. Контролю на наличие трещин под�вергаются наиболее нагруженные места рамы, а также вблизи отвер�стий.
Обнаруженные трещины должны быть заварены. Перед сваркой по концам трещины сверлят отверстия диаметром 3—5 мм для пре�дупреждения возможности ее дальнейшего распространения. Далее металл около трещины удаляют на всю ее глубину с разделкой кро�мок под сварку под углом 90° (рис. 101). При сквозной трещине в зависимости от толщины металла делают V-образную разделку при толщине до 12 мм, и Х-образную — при большей толщине. Для заплавления разделки наиболее приемлемой является сварка в среде уг�лекислого газа. Марка сварочной проволоки зависит от химического состава свариваемых металлов. Для малоуглеродистых сталей свар�ку ведут проволокой Св-08Г2С, Св-12ГС диаметром 1,2—1,6 мм, сила сварочного тока 150—180 А, напряжение 25—27 В. Полярность об�ратная сварка в среде углекислого газа обеспечивает наименьшую вели�чину коробления.
При ручной дуговой сварке желательно использовать электроды диаметром 3 мм. Сварку проводить постоянным током обратной по�лярности. Для сварки малоуглеродистых сталей рекомендуются электроды типа Э46, Э50, сила тока 100—120 А, напряжение 30—32 В.
Если трещина проходит через отверстие, например заклепочное, . то дефектный участок вырезают и заменяют новым. Иногда для уси�ления шва приваривают накладки.
Ослабленные заклепки удаляются, изношенные отверстия зава�риваются. После очистки сварного шва сверлят отверстие на 1 мм меньше номинального. На прессе отверстие раздается до номиналь�ного, в них плотно устанавливаются заклепки и на клепательной установке соединяют детали рамы. Заклепочное соединение должно отвечать всем требованиям, согласно техническим условиям.
Участки кузовов, кабин и платформ, поврежденные глубокими и сквозными коррозионными изъязвлениями, вырезают и заменяют новыми. Вырезку желательно выполнять механическим способом, например пневматическим резцом, электрическими ножницами, или газовой резкой. При газовой резке за счет высоких температур происходит коробление металла оставшейся части.
Приварку вставок производят после прихватки короткими участками 5—10 мм с шагом 100—120 мм и контроля сборки.
Предпочтение отдается сварке в среде углекислого газа свароч�ной проволокой диаметром 0,8 мм, током 90—110 А и напряжением 18—22 В. Сварное соединение выполняется внахлестку по всему пе�риметру.
Для частичного снятия внутренних напряжений и придания пра�вильной формы узлам сварные швы подвергаются проковке с помо�щью пневматического пистолета. Изношенные крылья заменяются на новые с приваркой последних контактной точечной сваркой. Ку�зов, кабина и их детали, потерявшие форму в результате аварии, подлежат правке на специальных стендах с использованием специа�лизированного инструмента в виде оправок, гидравлических струб�цин, зажимов, растяжек и т. д. Процесс правки выполняется как в холодном состоянии, так и с нагревом мест повреждений с помощью технических и технологических приемов.
Вмятины, не имеющие перегибов и вытяжки материалов, устра�няют выколоткой с помощью деревянных или резиновых молотков.
Глубокие вмятины без острых загибов и складок начинают пра�вить с середины, постепенно перенося удары к краю. Вмятины удар�ного характера правят с подогревом линии перегиба.
Окончательную правку проводят с применением поддержек, ко�торые устанавливают с внутренней стороны. Тонкую рихтовку поверх�ностей выполняют с помощью рихтовальных молотков.
Поломанные болты, резьбовая часть которых остается в детали, удаляют вывертыванием, если есть возможность захвата за выступа�ющую часть, или высверливанием сверлом, диаметр которого мень�ше внутреннего диаметра резьбы болта. В отверстие вбивается квад�ратный стержень, с помощью которого выворачивают оставшуюся часть. После этого резьбу в отверстии поправляют метчиком.
Если повреждена резьба в отверстии, то резьбу заплавляют, за�тем отверстие рассверливают под требуемый диаметр и нарезают новую резьбу.
Ремонт оборудования и механизмов кузовов и кабин состоит в их разборке, дефектации деталей, устранении выявленных поврежде�ний, комплектовании механизмов новыми деталями взамен негод�ных, сборке и регулировке механизмов. Все работы требуют неслож�ных слесарно-сборочных и сварочных операций.
35. Классификация затрат рабочего времени и состав технической нормы времени.
Работа по техническому нормированию включает систематическое улучшение использования рабочего времени и, следовательно, изучение его затрат.
Для определения структуры и оценки целесообразности затрат рабочего времени производится их систематизация и классификация в определенное, ограниченное количество категорий времени, каждой из которых присваивается определенное условное обозначение — индекс.
С точки зрения включения в норму времени все затраты делятся на нормируемые — необходимые для выполнения заданной работы, и ненормируемые — потери рабочего времени по техническим, организационным причинам, выполнение случайной и непроизводительной работы.
Классификация нормируемого времени предусматривает следующие категории, являющиеся вместе с тем наименованиями основных частей нормы времени.
1. Подготовительно-заключительное время П, затрачиваемое на подготовку и окончание работы. В массовом производстве в состав нормы времени подготовительно-заключительное время, как правило, не включается.
Перенастройка оборудования обычно производится в специально отведенное время (профилактические остановки, ремонтные дни) В крупносерийном и серийном производстве, где доля подготовительно-заключительного времени невелика, целесообразно включать его в состав штучного времени, исчисляя в процентах от оперативного времени.
В мелкосерийном и единичном производстве нормирование подготовительно-заключительного времени осуществляется на основании действующих на предприятии нормативов времени по укрупненным комплексам приемов наладки и подготовки к работе.
2. Оперативное время ОВ, необходимое для выполнения заданной операции и повторяющееся либо с каждой единицей изделия, либо через строго определенное количество их. Оперативное время делится на основное и вспомогательное. В течение основного (технологического) времени О осуществляется непосредственная цель процесса: а) изменение состояния, формы, размеров или свойств материалов (плавка чугуна, стали, ковка, штамповка, прокат, резанье, термическая обработка); б) изготовление форм и подготовка емкостей и передаточных устройств для жидкого металла (ковшей, желобов, изложниц и т. д.); в) изменение внешнего вида деталей или изделий путем травления, полирования, окраски, лужения, оцинкования и т. д.); г) соединение и крепление деталей при сборке, сварке, спайке и т. д.
В обработочных, транспортных и других операциях величина основного времени представляет частное от деления всего объема выполненной работы на объем работы, производимой в единицу времени, или частное от деления пути движения инструмента или изделия на скорость его движения.
Машинное время определяют при условии применения наивыгоднейших режимов работы оборудования, обеспечивающих наивысший уровень производительности труда и экономичности процесса.
Вспомогательное время В затрачивается на действия, создающие возможность выполнения основной работы и повторяющиеся с каждым изделием или через определенное их число. Например, установка и снятие детали, пуск и остановка станка, подвод и отвод инструмента, промеры, переустановка инструмента на каждое изделие или через определенное их число, отбор проб, передача полосы при прокатке из пропуска в пропуск, из клети в клеть.
Вспомогательное время механизированных и автоматизированных операций определяется непосредственным наблюдением, расчетом по нормативам или по кинематическим данным механизмов.
Например, время подъема или опускания верхнего валка обжимного стана представляет собой частное от деления расстояния перемещения на его скорость; время передвижения полосы по рольгангу находят делением расстояния перемещения на скорость движения полосы и т. д.
В ряде машинно-ручных и в большинстве ручных операций элементы вспомогательного времени представляют небольшую величину или трудно отделимы от основного. В этих случаях оперативное время определяется без подразделения на основное и вспомогательное по нормативам, разрабатываемым на основании наблюдений.
3. Время обслуживания рабочего места Об — время, затрачиваемое рабочим на уход за своим рабочим местом и поддержание егов рабочем состоянии на протяжении всей смены.
Время на обслуживание рабочего места определяется наблюдением или по нормативам в процентах к оперативному времени. Нужно предусматривать возможность частичного выполнения этих работ (смазка, уборка отходов и др.) в течение автоматического машинного времени, передачу смены без остановки оборудования, централизованную заточку инструмента и другие мероприятия, позволяющие сократить затраты времени на обслуживание рабочего места.
4. Время перерывов на отдых и естественные надобности рабочего ПО. На естественные надобности отводится до 2% времени рабочей смены. На тяжелых и утомительных работах, работах, прово
димых в высоком темпе, предусматривается дополнительное время на отдых. Так, например, при ручной формовке время на отдых составляет 5—7, при горячей штамповке 7—11, при обрубке пнев
матическим зубилом 9—12% оперативного времени.
На очень тяжелых и вредных работах для лучшего использования оборудования и обеспечения бесперебойной его работы применяется подмена: 50% — на двух рабочих местах работают поочередно три человека: два работают, один отдыхает или выполняет легкую вспомогательную работу; 100% — на каждом рабочем месте по очереди работают два человека. Такой порядок предоставления времени на отдых применяется для операторов обжимных станов, вальцовщиков тонколистовых станов штучной прокатки и старых сортовых станов с ручным обслуживанием, при ремонтах металлургических печей и др.
К ненормируемым затратам рабочего времени относятся потери времени на непроизводительную работу ПР (хождение за мастером, наладчиком, инструментом и приспособлениями, документацией, поиски материалов, инструмента и т.д.); потери времени вследствие перерывов по организационно-техническим причинам ПТ (ожида-ние работы, чертежа, крана, подсобного рабочего инструмента, отсутствие энергии и т. д.); потери времени ПР, зависящие от рабочего, (перерывы в работе из-за нарушения рабочим трудовой дисциплины и установленного распорядка рабочей смены).
36. Методы изучения затрат рабочего времени при нормировании.
Техническое нормирование в широком смысле этого понятия представляет собой установление технически обоснованных норм расхода производственных ресурсов. Под производственными ресурсами понимают энергию, сырье, материалы, инструмент, рабочее время и пр. В этой главе рассматриваются вопросы, связанные с нормированием труда.
Техническое нормирование труда - это совокупность методов и приемов выявления резервов рабочего времени и установления необходимой меры труда. Как отмечалось ранее, основным элементом технологического процесса является операция. Именно для выполнения операции устанавливают норму времени.
Норма времени - регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации. Технически обоснованной нормой времени считают время выполнения технологической операции в наиболее благоприятных для данного производства условиях. Норма времени - это время, необходимое для выполнения некоторого объема работ, рассчитываемое исходя из наиболее рационального использования труда рабочих (живого труда) и возможностей действующего оборудования, имеющейся оснастки и других орудий труда (овеществленного труда) с учетом достижений науки, техники и передового производственного опыта. На основе нормы времени устанавливают расценки для расчета заработной платы рабочих, определяют производительность и требуемое количество оборудования, осуществляют календарное планирование работы участка (цеха), выявляют потребность в рабочей силе и др.
Для установления технически обоснованной нормы времени пользуются следующими методами.
Метод расчета норм времени по нормативам (аналитический метод), при котором технологическая операция разбивается на элементы (машинные, машинно-ручные и ручные), на переходы, ходы, приемы и движения. При этом каждый элемент анализируют как в отдельности, так и в сочетании со смежными элементами. Для каждого из элементов по справочнику устанавливают время исполнения. Время всей операции складывается из суммы времен, затрачиваемых на отдельные ее элементы с учетом возможностей параллельного или параллельно-последовательного их выполнения.
Метод определения нормы времени на основе изучения затрат рабочего времени наблюдением непосредственно в производственных условиях. Различают два способа изучения рабочего времени наблюдением: хронометраж и фотография рабочего дня.
Хронометраж изучает затраты времени на выполнение циклически повторяющихся ручных и машинно-ручных элементов операции для установления их оптимальной продолжительности, а также для разработки на этой основе нормативов. С этой целью нормировщик цеха, предупредив оператора станка, многократно с помощью секундомера фиксирует время, затрачиваемое на установку и снятие заготовок, время подвода и отвода инструмента и т.д., затем обобщает результаты наблюдения и рассчитывает среднее время для выполнения этих вспомогательных переходов (приемов).
Фотографией рабочего дня называют наблюдение с последовательным измерением всех затрат рабочего времени в течение одной или нескольких смен. Основное назначение этого способа - определение потерь рабочего времени (например, простоев оборудования из-за опоздания рабочего на работу, отсутствия заготовок, аварии в электросетях и т.п.), а также установление времени на обслуживание рабочего места и перерывы.
Определение нормы времени наблюдением имеет особое значение для изучения и обобщения передовых приемов труда, выявления резервов производительности. Данный метод позволяет рационально организовать обслуживание оборудования и наиболее полно реализовать его возможности. Метод применяют для разработки нормативов, необходимых для установления технически обоснованных норм времени расчетным путем.
Метод сравнения и расчета нормы времени по типовым нормативам позволяет нормировать операцию приближенно. При этом используют укрупненные типовые нормативы, разработанные на основе сопоставления и расчета времени выполнения типовых операций и процессов по отдельным видам работ. Этот метод применяют в единичном и мелкосерийном производстве. Например, в таблице типовых нормативов указано время вспомогательных переходов и ходов при точении валика диаметром 50 и длиной 200 мм. Умножая это время на соответствующие коэффициенты, определяют вспомогательное время, необходимое для обработки валика диаметром 40 и длиной 150 мм и т.п.
Существует также опытно-статистический метод нормирования, который в отличие от трех рассмотренных ранее не предполагает аналитического расчета времени выполнения отдельных элементов и суммирования этих времен. Норму времени устанавливают на всю операцию в целом путем сравнения с нормами и фактическим временем выполнения в прошлом аналогичной работы. Статистические данные и данные различных отчетов о фактическом времени выполнения аналогичных операций в прошлом вместе с личным опытом нормировщика (а также мастера) являются основой этого метода нормирования. Этим методом не устанавливают технически обоснованные нормы времени, но его применяют в ремонтных цехах, при изготовлении опытных образцов изделий и в прочих условиях, преимущественно единичного и мелкосерийного производства.
Технически обоснованную норму времени устанавливают на каждую операцию, для чего рассчитывают штучное время.
37. Особенности нормирования станочных работ.
Технически обоснованной нормой времени называют продолжительность времени, необходимого для выполнения операции в соответствии с эксплуатационными возможностями станка, при условии применения методов обработки, отвечающих современному уровню техники, с учетом опыта новаторов производства.
При установлении технически обоснованных норм времени возможно применение одного из двух способов:
1) аналитически исследовательского;
2) аналитически расчетного.
При первом способе режимы резания определяют на основе нормативных материалов с последующим их корректированием, а остальное время, входящее в технически обоснованную норму, определяют путем хронометрирования процессов в цехе или пробных процессов, а также путем осуществления фотографии рабочего времени с фиксированием всех без исключения затрат времени рабочего и оборудования в течение смены.
Снижение затрат основного (машинного) времени на выполнение станочных работ осуществляется за счет правильного выбора режимов резания.
Основными параметрами режима резания являются: глубина резания t, подача 5 и скорость резания vv. Между этими параметрами существует определенная зависимость. Для нахождения рационального режима при заданной стойкости инструмента сначала надо выбрать глубину резания t, исходя из припуска, оставленного под обработку, а затем по глубине резания и требуемой шероховатости обрабатываемой поверхности определить подачу S по нормативным таблицам К По выбранной глубине резания и подаче определяют по таблицам ориентировочную скорость резания ит.
Если резание проходит без охлаждения, скорость снижается на 20%.
Глубину резания устанавливают в миллиметрах в зависимости от припуска под обработку. При увеличении глубины резания уменьшается число проходов i, т. е. число слоев снимаемого при обработке металла, что, в свою очередь, ведет к сокращению затрат основного времени. При возможности обработку следует вести в один проход.
При обработке плоскостей на строгальных, фрезерных и плоскошлифовальных станках глубину резания определяют как разность размеров детали до и после прохода режущего инструмента.
Величину подачи выбирают по нормативным таблицам, разработанным на соответствующие виды обработки — токарные, фрезерные, строгальные и другие работы с учетом их специфики, а также в зависимости от марки режущего инструмента и геометрии его режущей части, характера обрабатываемых материалов (сталь, чугун, цветные сплавы, неметаллические материалы).
Работа с максимальной глубиной резания и максимально возможной подачей сокращает до минимума затраты машинного времени. Однако при выборе подачи нужно помнить, что от нее зависит шероховатость обработанной поверхности. Поэтому при чистовой токарной обработке обычными проходными и расточными резцами подача должна быть 5-0,6 мм/об, при черновой обработке этими же инструментами 5>0,6 мм/об.
Вспомогательное время на установку и снятие детали берут из нормативных таблиц и оно составляет от 0,2 до 4 мин (при массе детали от 1 до 30 кг).
Вспомогательное время на один проход берут из нормативных таблиц; оно равно от 1 до 1,2 мин на первый проход и от 0,04 до 0,05 мин на каждый последующий.
Подготовительно-заключительное время определяется по нормативным таблицам и оно равно от 8 до 10 мин; в случае установки люнета прибавляют 4—5 мин, замены круга — 8—9 мин.
38. Последовательность проектирования основных участков авторемонтных предприятий.
Наиболее производительны мастерские, рассчитанные на ремонт определенных типов автомашин, в связи с чем при их строительстве целесообразно консультироваться с соответствующими автомобилестроительными фирмами.
Выбор участков для мастерских автосервиса: участок по возможности должен находиться вблизи оживленной автомобильной магистрали.
Основное правило застройки: под застройку отводится 1/3 участка, 2/3 оставляются незастроенными. При проектировании мастерской необходимо учитывать возможность ее последующего расширения (рис. 2).
Для более крупных мастерских принимают в среднем 200 м2 производственной площади на I рабочее место. К этому следует добавить площадь торгового зала, конторы, приемной для клиентов, бытовых помещений и т.н.
При расчете инженерных сетей нужно учитывать большой расход воды на мойку автомобилей.
Производственный двор служит связующим звеном между цехами мастерской . Специализированные участки производственного двора:
1) площадка приема машин, поступающих в ремонт;
2) стоянка машин, ожидающих ремонта;
3) стоянка отремонтированных машин;
4) стоянка новых машин (в некоторых случаях — под навесом);
5) площадка для машин, вышедших из строя (очень просторная);
6) пункт срочной технической помощи;
7) склад лома (за оградой).
Участки производственного двора должны быть четко обозначены.
При проектировании мастерской следует обращать особое внимание на правильную взаимосвязь помещений.
1. Текущий ремонт (профилактический осмотр, замена узлов или отдельных частей, мелкие починки) производится большей частью в присутствии заказчика.
2. Капитальный ремонт-полная переборка мотора, ремонт и окраска кузова. На современных предприятиях окраска кузова может быть выполнена за 1,5 —2 ч.
Подсобные помещения: вспомогательные производственные цехи — обивочный, электротехнический, ремонта узлов и агрегатов, промывки частей; а также бытовые помещения. Их минимальная высота 3 м.
Площадь конторы принимается из расчета около 6 м2 на чел., но не менее 15 м2. Кабинет директора 16 —20 м2, кабинет коммерческого директора 12 —16 м2, приемная 8 —10 м2, комната для переговоров 8 —10м2, кабинет заведующего производством 10 —12 м2, контора заведующего складом 10 —12м2 . В крупных мастерских в состав помещений конторы входят; отдел приема заказов, расчетный отдел, отдел хронометража, картотека, касса и отдельное помещение для деловых переговоров.
Склад запасных частей по возможности должен быть доступен обзору клиентам (рис. 4). Важно предусмотреть возможность расширения склада в будущем. Запасные части доставляются на склад только через двор. На долю склада приходится 20 —25% площади застройки предприятия.
Замощение двора: 1) щебеночная мостовая по каменному основанию (дешевая); 2) асфальтовое покрытие; 3) бетонное покрытие; 4) мостовая из гранита или бетона, искусственные камни из доменных шлаков (стойки к воздействию масел).
Скоростное техническое обслуживание (рис. 6) — клиент может оставаться в автомобиле. Важна чистота помещений, в связи с чем полы и стены следует облицовывать плиткой. Должен быть двухъярусный рабочий стенд, а не только смотровая яма (рис. 5). Все водостоки следует оснащать бензиноуловителями.
Бытовые помещения. Размеры и состав бытовых помещений зависят от численности персонала мастерской. Численность административного и вспомогательного персонала принимается равной 40% численности рабочих. На долю чисто конторских служащих приходится 30%.
Пункты мойки автомобилей. Следует применять унифицированные решения (рис. 8), позволяющие при необходимости осуществлять расширение пункта. На пунктах с автоматизированными поточными линиями мойка, промывка» консервирование и сушка производятся в одном зале. Длина бокса 6,8 м, ширина 3,8 м, высота 3 м (рис. 8). В таком боксе можно производить мойку и сушку автомобилей длиной до 5 м, обслуживая при этом до 150 автомобилей за день. При необходимости обслуживания более 200 автомобилей в день устраивается автоматизированная поточная линия, показанная.
Величина площади зависит от типа автомобиля. Длина 6м достаточна. Для ремонта кузовов требуется ширина 3,5 м, для подготовки к покраске – 3,5 – 3, 75 м. Пролёт помещения – 17,5 или 20м.
Механизмы двигателя: ответы к экзамену