Микропроцессорный измеритель частоты
АННОТАЦИЯ
В данном курсовом проекте разрабатывается микропроцессорный измеритель частоты.
Проект содержит следующий графический материал:
1. электрическая принципиальная схема устройства;
2. чертежи печатных плат;
3. сборочные чертежи печатных узлов;
4. сборочный чертеж устройства.
Объем пояснительной записки: 39 листов. В тексте ПЗ содержится 7 иллюстраций
Приложения:
А) операционные карты технологического процесса изготовления печатной платы ФСАУ 758713.002;
Б) операционные карты технологического процесса изготовления печатной платы ФСАУ 758715.003;
В) перечень элементов электрической принципиальной схемы;
Г) спецификация сборочного чертежа основного печатного узла;
Д) спецификация сборочного чертежа дополнительного печатного узла
Е) спецификация сборочного чертежа прибора.
Графическая часть представлена 2 чертежами формата А4 и 5 чертежами формата А3.
Т
СОДЕРЖАНИЕ
Введение 6
1. Анализ технического задания 8
2. Выбор и обоснование применяемых элементов и материалов
2.1 Выбор резисторов 11
2.2 Выбор конденсаторов 11
2.3 Выбор остальных элементов 12
2.4 Выбор материала корпуса 19
3. Выбор и обоснование способа изготовления печатной платы 20
4. Выбор и обоснование конструктивного решения 27
5. Расчет конструктивных параметров печатных узлов прибора 28
6. Защита от внешних воздействий и тепловых нагрузок 30
7. Описание конструкции прибора 32
8. Расчет технологичности 33
9. Расчёт надёжности 35
Заключение 38
Библиография 39
Приложения
- Операционные карты технологического процесса изготовления печатной платы ФСАУ 758713.002
- Операционные карты технологического процесса изготовления печатной платы ФСАУ 758715.003
- Перечень элементов электрической принципиальной схемы
- Спецификация сборочного чертежа основного печатного узла
- Спецификация сборочного чертежа дополнительного печатного
узла
- Спецификация сборочного чертежа прибора
ВВЕДЕНИЕ
Данный курсовой проект завершает цикл схемотехнических и конструкторских дисциплин и требует применения всей совокупности инженерных знаний при проектировании конструкций РЭС.
Конструктору необходимо знать принципы действия радиотехнических устройств и систем; особенности компоновок РЭА; свойства материалов и их проявления в различных условиях эксплуатации; технологию изготовления отдельных деталей и сборочных единиц; автоматизацию проектирования конструкций и технологических процессов; условия эксплуатации РЭА и методы защиты от ее дестабилизирующих факторов (теплообменные процессы, вибрации и удары, воздействие электромагнитных полей, радиации и влаги и т. д.), основы анализа надежности РЭА, основы микроэлектроники, вопросы стандартизации, унификации, технологичности, патентное дело, экономику и технику безопасности, правила оформления конструкторской документации и многое другое.
Перечисленные вопросы невозможно охватить в полном объеме в одном курсе, поэтому перед студентами при выполнении курсового проекта поставлены задачи, основными из которых являются:
систематизация и расширение теоретических знаний при решении комплексных задач создания современных конструкций РЭА;
совершенствование схемотехнических, конструкторских в графических навыков;
практическое применение вычислительной техники при проектировании конструкций РЭА;
изучение справочной и технической литературы по конструированию РЭА;
изучение единой системы конструкторской документации (ЕСКД);
подготовка к самостоятельному решению сложных конструкторских задач при выполнении дипломного проекта и последующей работы на предприятиях промышленности.
Таким образом, курсовое проектирование ставит своей целью систематизацию, закрепление и расширение теоретических знаний в области конструирования РЭА, углубленное изучение одного из направлений радиотехники в соответствии с темой проекта, развитие конструкторских и расчетных навыков, а также самостоятельности в работе.
Курсовой проект должен решать комплексную инженерно-техническую задачу, включающую анализ и обоснование основных элементов и узлов проектируемого радиоэлектронного устройства (РЭУ), разработку конструкции, обоснование принятых расчетных нагрузок и технических решений.
Темой курсового проекта является разработка конструктивно законченного РЭУ различного назначения по конструкторской сложности не ниже первого структурного уровня.
Проектирование конструкции РЭУ базируется на анализе электрической принципиальной схемы и технических требований, выданных по заданию на курсовой проект, и сопровождается оценкой элементной базы, компоновкой, разработкой сборочных и детальных чертежей, выбором электрических соединений, материалов и покрытий, а также расчетами, проводимыми при конструировании (обеспечение электромагнитной и тепловой совместимости, помехоустойчивости, электрической и механической прочности и др.) с технико-экономическим обоснованием предлагаемой конструкции. При этом особое внимание обращается на обеспечение требований комплексной миниатюризации, надежности, стандартизации и технологичности.
Основная задача курсового проекта — реализовать системный подход при проектировании конструкций РЭА с учетом всех перечисленных стадий проектирования РЭА.
АНАЛИЗ ТЕХНИЧЕСКОГО ЗАДАНИЯ
На основании перечня вопросов, приведённых в техническом задании, а также имеющихся исходных данных, можно определить примерные объёмы курсового проекта и составить расширенное техническое задание.
Курсовой проект должен состоять из:
1) пояснительной записки, включающей все основные пункты, описывающие разработку и расчёт конструкции прибора, а именно
выбор и обоснование элементов и материалов;
выбор и обоснование способа изготовления печатной платы;
выбор технологии изготовления печатной платы;
расчет конструктивно-технологических параметров печатной платы;
описание конструкции;
технологический процесс изготовления печатной платы;
расчет надежности устройства;
2) приложений к пояснительной записке, содержащих технологические карты, сборочный чертеж и другие чертежи (по необходимости).
3) графической части, представленной следующими чертежами:
- чертёж схемы электрической принципиальной;
- чертёжи рисунка основной и дополнительной печатных плат;
-чертёжи размещения радиоэлементов на основной и дополнительной печатных платах;
- сборочный чертёж устройства.
Запишем технические требования на разрабатываемое РЭУ в развернутом виде. Оно предполагает эксплуатацию в отапливаемом помещении, где колебания температуры и влажности не являются экстремальными. Из ГОСТ 15150-69 для данной категории исполнения имеем следующие значения климатических факторов внешней среды (УХЛ-4):
- Температура воздуха при эксплуатации (в градусах Цельсия)
- рабочие значения:
- верхнее +35
- нижнее +1
- предельные значения:
верхнее +40
- Относительная влажность воздуха
среднее рабочее значение 60% при 200 С
- верхнее предельное значение 80% при 250 С
- Интенсивность дождя 3 мм/мин
- Скорость ветра 50 м/с
Разрабатываемое устройство относится к наземной мобильной аппаратуре, эксплуатируемой при атмосферном давлении:
- рабочие значения (кПа)
- верхнее 106,7 (800 мм рт. ст.)
- нижнее 86,6 (650 мм рт. ст.)
- предельные значения
- нижнее 84 (630 мм рт. ст.)
Из ГОСТ 16019-2001 выпишем значения механических воздействий, действующих на аппаратуру носимую, размещенную при эксплуатации в отапливаемых наземных сооружениях (Н6):
- вибрационные нагрузки
- диапазон частот 10-70 Гц
- амплитуда ускорения 39,2 м/с2
- механические удары
- при эксплуатации
- пиковое ударное ускорение 98 м/с2
- длительность удара 16 мс
- число ударов в каждом направлении 1000
- при транспортировании
- пиковое ударное ускорение 250 м/с2
- длительность удара 6 мс
- число ударов к каждом направлении 4000
- свободное падение при массе <2 кг с 1 м
Проектируемое устройство предназначено для специализированного использования, поэтому особое внимание следует уделить таким вопросам, как:
- высокая надёжность проектируемого устройства;
- заданная точность измерений;
- современный дизайн;
- удобство использования;
- приемлемое отношение цена / качество;
- экономичность и экологичность;
- стойкость к дестабилизирующим факторам в заданных условиях эксплуатации;
- безопасность.
Исходя из этих требований, можно определить основные требования к конструкции изделия: корпус устройства должен иметь современный дизайн, небольшие габариты, сравнительно малую массу, быть простым в эксплуатации, одновременно отличаться высокой прочностью, надежностью, точностью и относительно низкой стоимостью изготовления.
Электрическая часть изделия предполагает в своем составе широко распространённые радиокомпоненты. Это облегчит ремонт устройства при выходе из строя одного или нескольких его функциональных узлов.
Выполнение приведенных выше условий существенно повысит возможность реализации изделия за счёт предоставляемых им потребительских удобств и безопасности, а также относительно низкой розничной стоимости, что выгодно выделит его среди других подобных разработок.
ВЫБОР И ОБОСНОВАНИЕ ПРИМЕНЯЕМЫХ ЭЛЕМЕНТОВ И МАТЕРИАЛОВ
Выбор резисторов
Выбранная в качестве базиса разработки схема принципиальная электрическая микропроцессорного измерителя частоты не содержит особых указаний, касающихся точности и мощности рассеяния резисторов. Т. к. в цепях схемы не будет наблюдаться большого разброса по значению протекающих через элементы токов и напряжений, то с целью снижения стоимости производства можно применять резисторы одного типа с одинаковой рассеиваемой мощностью. Возьмем наиболее распространенные в промышленном производстве металлизированные теплостойкие лакированные эмалью резисторы МЛТ. Резисторы данного типа рассчитаны на работу при температуре окружающей среды от -60 °С до +70 °С и относительной влажности - до 98% при +35 °С, что удовлетворяет техническому заданию. Номинальную мощность рассеяния выберем исходя из того, что напряжение питания 9В, а ток 50 мА. На всех элементах рассеиваемая мощность должна составлять 0,125-0,25 Вт. Возьмем резисторы, имеющие номинальную мощность рассеяния 0,25.
Начальные сопротивления всех резисторов прибора соответствуют стандартному ряду Е24. Допуски на сопротивления ±15% с целью снижения стоимости конструкции (это допустимо по причине любительского использования прибора).
Выбор конденсаторов
Схема принципиальная электрическая устройства требует использования в сборке трех полярных электролитических конденсаторов. Как наиболее распространенные выберем конденсаторы типа К50-35 или К50-68, которые являются взаимозаменяемыми. Но более предпочтительными являются конденсаторы типа К50-35 по причине их меньших габаритов. Поэтому в сборке будут использоваться 2 конденсатора типа К50-35 и один К50-68 (его не удалось заменить на К50-35, т. к. конденсатор типа К50-35 емкостью 1000 мкФ не производится). Это - оксидно-электролитические алюминиевые конденсаторы. Они предназначены для работы в цепях постоянного и пульсирующего напряжений, отличаются большими потерями, невысокой стабильностью параметров. Они выбраны как наиболее распространенные и обладающие сравнительно небольшими габаритами. Параметры эксплуатации конденсаторов соответствуют заданным в техническом задании (температура от -40 до +70 °С), номинальная наработка - 5000 часов.
Остальные конденсаторы, входящие в схему, являются неполярными. Допустимо использовать керамические многослойные конденсаторы типа КМ6. Этот тип конденсаторов распространен, имеет малые габариты и массу. Диапазон рабочих температур от -85 до 85 °С.
Выбор других элементов
В данном устройстве применяются, преимущественно, распространенные, не дорогие и с оптимальными показателями качества радиокомпоненты. Таковыми являются биполярные транзисторы, светодиоды, индуктивность и микросхемы.
Индуктивность выбираем КИГ 0,2-10 мкГн ±20%. Критерием выбора является распространенность и не высокая стоимость.
Исходя из тех же соображений, выбираем кнопочный выключатель ПКН-125 и транзисторы КТ399 и КТ502А. Кнопочный выключатель, также, вполне соответствует требованию современности дизайна корпуса.
Разъемы выбираются, также, в соответствии с их назначением. Разъем X1 – разъем низковольтного питания. Для этой роли подходит разъем DJK-01B. Разъем X2 – разъем подключения сигнала, частоту которого необходимо померить. Т. к. частотомер допускает измерение частоты до 1ГГц (с делителем 1:100), т. е. в том числе и высокочастотных сигналов, то используем коаксиальный разъем RCA RP-1. Джампер под делитель MJ-C-4,5.
Еще один тип компонентов, который, помимо всего прочего, должен соответствовать требованию современности дизайна корпуса, - индикаторы. Сейчас доступны в продаже несколько их видов:
- малогабаритные лампочки накаливания
- газоразрядные индикаторные лампы
- светодиодные индикаторы
- жидкокристаллические индикаторы
При этом все они делятся на сегментные и матричные. Сегментные индикаторы позволяют отображать все цифры десятичной системы исчисления и некоторые буквы. Матричные индикаторы позволяют отображать не только текстовую и цифровую информацию, но и точечные рисунки, знаки, пиктограммы.
Рассмотрим подробнее преимущества и недостатки каждого из видов индикаторов.
Наиболее простой схемой подключения к цифровым устройствам обладают лампочки накаливания. Эта схема приведена на рисунке 1.
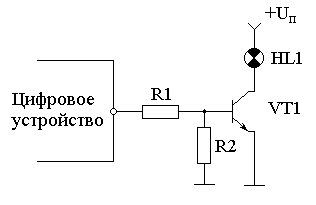
Рис. 1 Схема подключения малогабаритной лампочки накаливания, выполняющей функцию индикатора
В приведенной схеме потребовался транзистор, так как ток, протекающий через лампочку накаливания достаточно велик. Кроме того, такая схема включения позволяет использовать лампочки накаливания с напряжением питания, отличающимся от напряжения питания цифровых микросхем. То есть на транзисторе собран простейший усилитель цифрового сигнала, преобразующий ТТЛ уровни цифрового устройства в наличие или отсутствие тока через индикаторную лампочку накаливания.
К сожалению, малогабаритные лампочки накаливания не отличаются надёжностью, так как при включении питания через них протекает значительный ток, в результате воздействия которого на нить накаливания лампа может выйти из строя. Кроме того, они боятся ударов. Все эти причины, а также большой потребляемый ток привели к тому, что в настоящее время эти индикаторы практически не используются.
Эти индикаторы в отличие от ламп накаливания управляются не напряжением, а током. Поэтому в схему приходится вводить токоограничивающий резистор. Схема включения газоразрядного индикатора приведена на рисунке 2.

Рис. 2 Схема включения газоразрядной лампочки в качестве индикатора
В этой схеме транзистор требуется в основном для согласования по напряжению, так как газоразрядные индикаторы питаются от источника напряжением 180 ... 300 В (напряжение зажигания газоразрядной лампы). Поэтому транзистор должен выдерживать напряжение 300 В.
Газоразрядные индикаторы - это более экономичные индикаторы по сравнению с лампами накаливания, но использование высокого напряжения питания привело к тому, что они в настоящее время практически не используются.
В настоящее время практически везде для отображения двоичной информации используются светодиоды. Это обусловлено тем, что надёжность светодиодов значительно превосходит надёжность как индикаторных ламп накаливания, так и газоразрядных (неоновых) индикаторных ламп. Светодиоды труднее разбить, так как их корпус обычно состоит из прозрачной пластмассы, а вес значительно меньше индикаторных ламп. Кроме того при включении светодиодов не возникает импульсного тока значительной величины, который разрывает холодную нить накаливания своим магнитным полем.
К.п.д. светодиодов, особенно современных, тоже значительно превосходит к.п.д. индикаторных ламп. Основная причина повышенного к.п.д. - это принципиальное отсутствие теплового излучения. Электрический ток непосредственно преобразуется в световое излучение. Так как светодиод, так же как и газоразрядная лампа, управляется током, то схема его подключения практически совпадает со схемой подключения газоразрядной лампы. Она приведена на рисунке 3.
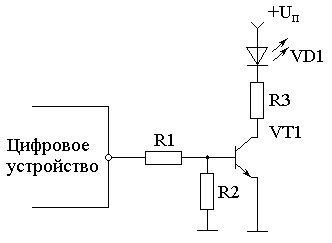
Рис. 3 Схема включения светодиодного индикатора
В настоящее время жидкокристаллические индикаторы являются наиболее распространённым видом индикаторов. Хотя сами жидкие кристаллы (ЖК) были известны химикам еще с 1888 г., но только 1960-х годов началось их практическое использование. В 1990 г. Де Жен получил Нобелевскую премию за теорию жидких молекулярных кристаллов.
Обычно жидкокристаллический дисплей представляет собой стеклянную кювету толщиной меньше 20 мкм, в которую помещен жидкий кристалл. Направление молекул жидкого кристалла может быть задано обработкой поверхностей кюветы таким образом, чтобы молекулы ЖК выстраивались в определенном направлении – параллельно плоскости кюветы или перпендикулярно к ней. Один из способов обработки поверхности заключается в нанесении на нее тонкого слоя твердого полимера и последующего «натирания» его в одном направлении.
Используя различные ориентации направления молекул жидкого кристалла первоначально с помощью поверхностного упорядочения, а затем с помощью электрического поля, можно сконструировать простейший дисплей. Жидкокристаллический дисплей состоит из несколько слоев, где ключевую роль играют две стеклянные панели, между которыми помещён жидкий кристалл.
Жидкокристаллические индикаторы используются в двух режимах работы: в режиме отражения света и в режиме просвечивания. Наиболее экономичный режим использования жидкокристаллического индикатора – это режим отражения. В этом режиме используются внешние источники света, такие как солнце или осветительные лампы помещения. Сами жидкокристаллические индикаторы ток практически не потребляют.
При использовании режима отражения прозрачным оставляют весь дисплей. Информация же формируется непрозрачными участками жидкого кристалла, образующимися между электродами при подаче на них переменного напряжения.
В режиме просвечивания возможны два вида использования жидкокристаллического дисплея: формирование обычного изображения как и в режиме отражения и формирование негативного изображения. В режиме негативного изображения весь дисплей остаётся непрозрачным, а свет проходит только через участки изображения, которые в этом случае кажутся нарисованными краской. Негативный режим формируется поляризационными плёнками с совпадающей поляризацией.
Для подсветки жидкокристаллического индикатора обычно используется газоразрядные лампы или светодиоды, так как эти источники света не выделяют тепла, способного вывести из строя жидкокристаллический индикатор. Для равномерного распределения света под светодиодными индикаторами используются светопроводы, выполненные из рассеивающих свет материалов.
Важным параметром индикатора является время релаксации – время, необходимое для возвращения молекул жидкого кристалла в исходное состояние после выключения поля. Оно определяется поворотом молекул и составляет 30-50 мс. Такое время достаточно для работы различных индикаторов, но на несколько порядков превышает время, необходимое для работы компьютерного монитора.
Время релаксации резко зависит от температуры жидкокристаллического индикатора.
Не менее важным параметром жидкокристаллического индикатора является контрастность изображения. При нормальной температуре контрастность изображения достигает нескольких сотен. При повышении температуры контрастность изображения падает и при температуре порядка +50°C изображение становится практически неразличимым.
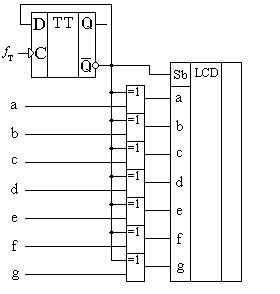
Рис. 4 Принципиальная схема контроллера семисегментного жидкокристаллического индикатора.
Как было уже сказано, разрабатываемое устройство должно обладать высокой надежностью, сравнительно низкой стоимостью и современным дизайном, а также распространенностью, которая позволит облегчить замену деталей в случае возникновения неисправности. Этим требованиям как нельзя лучше соответствуют светодиодные сегментные индикаторы. Выберем индикаторы зеленого свечения КИПЦ46А, КЗ-2/8Л, т. к. зеленый цвет лучше воспринимается глазом, чем красный или желтый.
Кварцевый резонатор выбираем отечественного производства на частоту примерно равную 12000 кГц. Наиболее близко этому соответствует резонатор на частоту 12797,3 кГц.
Указанные выше радиоэлементы являются широко распространёнными, достаточно дёшевы, что облегчает подготовку к производству устройства и обеспечивает его ремонтопригодность.
Выбор материала корпуса
В качестве материала для изготовления корпуса выбрана пластмасса марки полистирол высокой ударопрочности УПС-1002 толщиной 1,5 мм. Этот материал – Продукт сополимеризации стирола с каучуком. Он легкий, технологичный, достаточно прочный материал, предназначенный для производства изделий радиотехнического назначения. Цвет устройства – кремовый. Выбор цвета продиктован соображениями поглощения тепловой энергии корпусом, а также практичностью при эксплуатации (на кремовом корпусе меньше видны загрязнения, чем на белом).
Основные показатели ударопрочного стирола марок УПС-1104 и УПС-1002

ВЫБОР И ОБОСНОВАНИЕ СПОСОБА ИЗГОТОВЛЕНИЯ ПЕЧАТНОЙ ПЛАТЫ
Печатные платы являются необходимыми элементами радиоэлектронного устройства. Они предназначены для реализации электрических соединений между компонентами РЭУ. Эти соединения представляют собой плоские проводники различной конфигурации. Использование печатных плат является основой высокопроизводительного, экономичного, поддающегося полной автоматизации, массового производства электронной аппаратуры.
Плоское основание печатных плат позволяет:
- Использовать процессы полиграфии для формирования токопроводящего рисунка в массовом производстве
- Использовать координатные столы для автоматической установки электронных компонентов
- Использовать высокопроизводительные методы групповой пайки
- Использовать монтажное основание – печатную плату, в качестве конструкционного основания электронных узлов и блоков.
Методы полиграфии позволяют:
- Реализовать высокопроизводительные методы воспроизводства межсоединений
- Реализовать высокую точность позиционирования элементов печатного рисунка, необходимую для автоматизации сборки и монтажа компонентов
- Обеспечить автоматизацию контроля монтажа электронных компонентов за счет большой точности совпадения позиционного положения инструмента контроля с положением компонентов и контактных площадок на печатных платах
В зависимости от назначения и от возможности производства печатные платы выполняют односторонними, двусторонними или многослойными, на жестком или гибком основании.
Односторонние печатные платы представляют собой изоляционное основание, на одной стороне которого выполнен проводящий рисунок. Для механической фиксации выводов штыревых компонентов в плате служат сквозные не металлизированные отверстия, а для присоединения – контактные площадки, которыми заканчиваются все печатные проводники. Трассировка проводников на одной поверхности не позволяет разрешить конфликт пересекающихся трасс иначе, как установкой навесных проводных перемычек.
Двухсторонняя печатная плата имеет одно основание, на обеих сторонах которого выполнены проводящие рисунки, и все требуемые электрические соединения двух сторон, соединяются преимущественно сквозными металлизированными отверстиями. Конфликты пересекающихся соединений здесь решаются возможностью переноса конфликтующей трасы в обход на другую сторону печатной платы с использованием металлизированных отверстий. Такие отверстия для переноса трассы называются переходными, в отличие от монтажных. При этом конструкция переходного отверстия может быть произвольной.
Многослойные печатные платы содержат чередующиеся слои тонких изоляционных подложек с нанесенными на них проводящими рисунками, физически соединенными в одно многослойное основание. Электрические соединения в многослойной структуре многослойной печатной платы осуществляются сквозными или глухими отверстиями. Каждый их внутренних слоев может представлять собой одностороннюю плату или двухстороннюю с межслойными переходами (рис. 5).

Рис. 5 Многоуровневые межсоединения в многослойной печатной плате.
Многослойные ПП применяются для существенного повышения плотности упаковки аппаратуры, особенно бортовой. Так как особых требований к увеличению плотности упаковки в данном устройстве нет, то с учётом изложенного выше в проектируемом устройстве будут использоваться две односторонние печатные платы, соединенные между собой безпроводным методом, и обычные элементы электрической схемы.
Основные технологические принципы изготовления печатных плат:
- субстрактивный
- аддитивный
- полуаддитивный, сочетающий преимущества субстрактивного и аддитивного методов
- комбинированный.
Субстрактивный метод наиболее освоен и распространен для простых и очень сложных конструкций печатных плат. В качестве исходного материала используются фольгированные изоляционные материалы. После переноса рисунка печатных проводников в виде стойкой к растворам травления пленки на фольгированную основу, незащищенные ею места химически стравливаются. Защитную пленку наносят методами полиграфии: фотолитографии, трафаретной печати и др. При использовании фотолитографии защитная пленка формируется через фотокопию печатного рисунка – фотошаблона. При трафаретной печати используют специальную, химически стойкую краску, называемую трафаретной.
Схема стандартного субстрактивного (химического) метод изготовления односторонних печатных плат:
- вырубка заготовки
- сверление отверстий
- подготовка поверхности фольги (дезоксидация), устранение заусенцев
- трафаретное нанесение кислотостойкой краски, закрывающей участки фольги, неподлежащих вытравлванию
- травление открытых участков фольги
- сушка платы
- нанесение паяльной маски
- горячее облуживание открытых монтажных участков припоем
- нанесение маркировки
- контроль
Преимущества:
- возможность полной автоматизации процесса изготовления
- высокая производительность
Недостатки:
- низкая плотность компоновки связей
- использование фольгированных материалов
- наличие экологических проблем из-за образования больших объемов отработанных травительных растворов
Аддитивные методы предполагают использование нефольгированных диэлектричесикх оснований, на которые тем или другим способом, избирательно наносят токопроводящий рисунок. Разновидности метода определяются способами металлизации и избирательностью металлизации.
Схема процесса фотоаддитивной технологии:
- вырубка заготовки
- сверление отверстий под металлизацию
- нанесение фотоактивируемого катализатора на все поверхности заготовки и в отверстия
- активизация катализатора высокоэнергитической композицией через фотошаблон-негатив
- толстослойное химическое меднение активированных участков печатной платы
- отмывка платы от остатков технологических растворов и неактивированного катализатора
- глубокая сушка печатной платы
- нанесение паяльной маски
- нанесение маркеровки
- обрезка платы по контуру
- электрическое тестирование
- приемка платы – сертификация.

Рис. 6 Схема фотоаддитивного процесса
Преимущества аддитивного метода:
- однородность структуры проводника и отверстий
- повышенная плотность монтажа
- упрощение технологического процесса из-за устранения ряда операций
- экономия материалов
- уменьшение длительности производственных циклов
Недостатки аддитивного метода:
- трудность получения хорошей адгезии
- низкая производительность химического процесса осаждения
В большинстве аддитивных методов полностью отсутствуют процессы травления, и, в этом случае, они экологически чистые, хотя другие, сопутствующие им процессы (отмывки от технологических загрязнений и растворов, избыточность растворов химической металлизации при их корректировках и т. п.) загрязняют промышленные стоки, но не в той мере, как субстрактивные технологии.
Полуаддитивные методы позволяют избавиться от длительных и неустойчивых процессов травления химическим методом, заменив их на высокопроизводительные надежные электрохимические (гальванические) методы металлизации. Но для электрохимических методов металлизации электроизоляционных оснований нужен токопроводящий слой. Его создают любым способом, удовлетворяющим требованиям по проводимости и прочности сцепления с подложной.
Схема полуаддитивного метода:
- вырубка заготовки
- сверление отверстий под металлизацию
- нанесение тонкого проводящего подслоя
- усиление тонкого слоя металлизации – гальваническая затяжка
- нанесение и экспонирование фоторезиста через фотошаблон-позитив
- основная гальваническая металлизация
- гальваническое нанесение металлорезиста
- удаление экспонированного фоторезиста
- вытравливание тонкой металлизации с пробельных участков
- стравливание металлорезиста на основе обова для последующего нанесения паяльной маски
- гальваническое осаждение контактный покрытий на концевые ламели
- отмывка платы от остатков технологических растворов
- глубокая сушка печатной платы
- нанесение паяльной маски
- нанесение финишных покрытий на монтажные элементы под пайку
- нанесение маркировки
- обрезка платы по контуру
- электрическое тестирование
- приемка платы - сертификация
Преимущества:
- использование нефольгированных материалов
- хорошее воспроизведение тонких проводников
Недостатки:
- недостаточная адгезия металлизации к диэлектрической подложке.
Так как особых требований к увеличению плотности упаковки в данном устройстве нет, то с учётом изложенного выше в проектируемом устройстве будут использоваться две односторонние печатные платы 1-го класса плотности печатного монтажа и соответственно обычные элементы электрической схемы.
После рассмотрения преимуществ и недостатков каждого из методов для изготовления односторонней печатной платы устройства применим сеточно-химический метод преимущественно потому, что он позволяет полностью автоматизировать процесс изготовления, обладает высокой производительностью и низкой себестоимостью
ВЫБОР И ОБОСНОВАНИЕ КОНСТРУКТИВНОГО РЕШЕНИЯ
В соответствии с электрической принципиальной схемой и из соображений удобства, наиболее оптимально выполнить измеритель частоты на двух печатных платах, соединенных между собой беспроводным методом (рис 7).

Рис. 7 Соединение основной и дополнительной печатных плат устройства
На этих двух печатных платах расположено большинство радиокомпонентов. Т. к. принципиальная схема предполагает наличие трех разъемов (гнездо под питание, гнездо для подключения сигнала, частоту которого необходимо померить, и джампер под делитель), то с точки зрения удобства эксплуатации и экономичности сборки разумнее всего разместить из на корпусе устройства, причем на задней его панели. На передней панели устройства разместятся защищенные прозрачным экраном индикаторы и кнопочный выключатель, а также светодиоды, сигнализирующие о включенном состоянии прибора, наличии сигнала на входе и режиме работы частотомера).
Форма корпуса прибора минимализирует затраты на его производство и имеет современный дизайн. Габариты устройства обеспечивают относительную его мобильность (возможность работы в любых помещениях, соответствующих условиям эксплуатации прибора и имеющих электроснабжение).
Материал корпуса – ударопрочный полистирол. Он снижает возможные ударные нагрузки, обладает хорошей жесткостью, коррозийной стойкостью в заданных условиях и безопасен при эксплуатации. Корпус имеет три части:
- монолитные боковые стенки с отливами для крепления верхней крышки и отверстиями для крепления дополнительной печатной платы и разъемов,
- верхняя крышка, имеющая отверстия для крепления ее к боковым стенкам корпуса
- нижняя крышка с отверстиями для крепления ее к основной печатной плате.
Все разъемные соединения выполнены посредством винтов с полукруглой хромированной головкой М3 и М2 (для крепления разъема питания), а также соответствующие гайки нормальной высоты и шайбы. Габаритные размеры крепежных изделий выполнены в соответствии с государственными стандартами и требуемой длиной. [6]
Основными критериями при разработке корпуса, а также внешнего и внутреннего оформлений являлись низкая стоимость, современный дизайн и удобство при эксплуатации.
РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ПРИБОРА
В качестве материала для изготовления печатной платы выбираем фольгированный с одной стороны стеклотекстолит, как наиболее технологичный, хорошо обрабатываемый и один из наиболее дешевых материалов, обладающий удовлетворительными электроизоляционными свойствами. В климатических условиях типа УХЛ-4 недостатки материала, связанные с высокой гигроскопичностью, нестойкостью к короблению и др., не проявляются.
Для изготовления печатной платы используем сеточно-химический метод ввиду его экономичности при серийном производстве и достаточной для данного устройства точности изготовления рисунка печатной платы. Кроме того, метод обеспечивает высокую производительность за счет полной автоматизации всех этапов производства.
Марка материала для изготовления печатной платы - СФ-1, толщина -1,5 мм. Сеточно-химический метод изготовления печатной платы позволяет создавать платы 1-го и 2-го класса точности. Для разрабатываемой конструкции устройства плотность печатного монтажа позволяет применить 2-ый класс, который характеризуется следующими параметрами:
- минимальное значение номинальной ширины проводника tH=0,25 мм;
- номинальное расстояние между проводниками SH=0,25 мм;
- отношение диаметра отверстия к толщине платы 0,33;
- допуск на отверстие d=±0,05 мм;
- допуск на ширину проводника мм;
- допуск на расположение отверстий мм;
- допуск на расположение контактных площадок мм;
- допуск на расположение проводников мм;
Значение ширины проводника определяется по формуле:
,
где - нижнее предельное отклонение ширины проводника. Т. е. t=0,28 мм.
Диаметр монтажных отверстий рассчитывается следующим образом :
,
где - диаметр вывода устанавливаемого элемента; - нижнее предельное отклонение от номинального диаметра монтажного отверстия; - разница между минимальным диаметром отверстия и максимальным диаметром устанавливаемого вывода (выбирают ). Тогда d1=1 мм, d2=1,7 мм (для кварцевого резонатора и кнопочного выключателя).
Определим диаметр контактных площадок:
где - верхнее предельное отклонение диаметра отверстия; - верхнее предельное отклонение ширины проводника. Тогда D1=1,8 мм, D2=2,4 мм .
Найдем значение минимального расстояния между соседними элементами проводящего рисунка:
.
Подставив значение, получим, что S=0,36. Рассчитанные параметры соответствуют чертежу печатной платы. Выбранный метод изготовления печатной платы позволяет выполнить плату с полученными параметрами.
ЗАЩИТА ОТ ВНЕШНИХ ВОЗДЕЙСТВИЙ И ТЕПЛОВЫХ НАГРУЗОК
Защита изделия от внешних воздействий и тепловых нагрузок имеет важное значение, так как устройство спроектировано и изготовлено без такой защиты (защита только посредством корпуса, выполненного из ударопрочного и частично ударопоглащающего материала), может оказаться непригодным к использованию и выйти из строя при каком-либо внешнем, незапланированном воздействии (попадание на корпус жидкости, большое силовое воздействие и т.д.).
Немаловажное значение имеют и условия эксплуатации данного изделия.
Проектируемое устройство предназначено для эксплуатации в отапливаемом помещении с нормальным значением влажности и давления (хотя теоретически может сохранять работоспособность и в более жестких условиях).
Защита изделия от внешних воздействий состоит в применении достаточно прочного материала для изготовления корпуса, минимизации его составных частей, и, как следствие, дополнительных разъемных соединений. Это предохраняет устройство от различного рода механических воздействий.
Для защиты от попадания внутрь жидкости (например, при установке его на влажную поверхность) разработана обтекаемая форма корпуса. Благодаря этому, от попадания влажности сверху в устройство, его предохраняет крышка, достаточно плотно соединенная посредством винтов с боковыми стенками корпуса. Снизу же изделие имеет опорные выступы корпуса и винты, также выполняющие функцию крепления нижней крышки корпуса, благодаря чему, при установке на влажную поверхность, жидкость не попадает на места соединения.
Дополнительная защита от тепловых нагрузок не была предусмотрена за исключением цвета корпуса, обладающего высокой степенью отражения теплового излучения от поверхности. Т. к. устройство предполагает эксплуатацию в условиях УХЛ-4, то особой термозащиты не требуется, т. к. входящие в состав устройства компоненты имеют большой запас по верхнему предельному значению температуры окружающей среды.
ОПИСАНИЕ КОНСТРУКЦИИ ПРИБОРА
В соответствии с техническим заданием, устройство выполнено в виде стационарного прибора с возможностью его переноса (что позволяют его габариты), помещённого в корпус из ударопрочного полистирола. Корпус представляет собой сборную конструкцию, состоящую из верхней и нижней крышек, а также боковых монолитных стенок. Крышки соединяются с боковыми стенками при помощи крепежной системы, выполненной на основе соединения винтами.
На передней панели расположены цифровые индикаторы, кнопочный выключатель и светодиоды, сигнализирующие о состоянии прибора, режиме его работы и наличии сигнала на входе.
На задней панели расположены гнездо питания, гнездо для сигнала, частоту которого требуется измерить и джампер под делитель.
Цвет корпуса – кремовый. Цвет выключателя – белый. Используемые винты – с хромированной полукруглой головкой. На передней панели расположены графические эмблемы производителя и наименование прибора. На задней панели присутствует нанесенная графическим методом информация о разработчике устройства. Для снижения загрязнений и снижения опасности возникновения царапин рекомендуется хранить прибор в тканевом чехле.
РАСЧЕТ ТЕХНОЛОГИЧНОСТИ
Распределение деталей по преемственности.
Таблица 1.
|
Показатели
|
Детали
|
|
|
Специально изготовленные
|
Нормальные
|
Покупные
|
|
|
Для данного изделия Nc
|
Заимств. из
др.изделий
Nз
|
Некрепеж-ные Nн
|
Крепежные
Nк
|
Нестандарт-ные Nп
|
Стандартные
Nпс
|
|
Кол-во наимено-
ваний D
|
3
|
0
|
1
|
3
|
2
|
22
|
|
Кол-во деталей
Ш
|
3
|
0
|
1
|
43
|
2
|
54
|
Коэффициент нормализации =0.92
Коэффициент заимствования =0
Коэффициент повторяемости =1
Коэффициент преемственности =0.92
Распределение узлов по сложности и взаимозаменяемости внутри узла
|
Показатели
|
Узлы
|
Итого
|
|
|
Простые
Мш.пр
|
Мш.сл.
|
Регулируемые
Мш.р
|
Повторные
Мпв
|
Мш.нс
|
|
|
Узлы(сборки)
Специальные и заимствованные
Мш.е.с
Мш.е.з
|
1
-
|
-
-
|
-
-
|
-
-
|
-
-
|
1
-
|
Таблица 2.
Коэффициент сложности сборки =1
Коэффициент взаимозаменяемости внутри узлов
=1
Общая характеристика прибора
Таблица 3.
|
Показатели
|
Единица
Измер.
|
Номер
таблицы
|
|
Габаритные размеры изделия, м:
длина
ширина
высота
|
0.130
0.130
0.055
|
|
|
объем, см3
|
1073,8
|
|
|
Общее количество наименований
деталей, шт.
|
31
|
Таблица 1.
|
|
Общее количестов деталей, шт
|
103
|
Таблица 1.
|
|
Масса готового изделия, кг
|
0.180
|
|
|
Масса 1 см,г
|
5,97
|
|
|
Плотность компоновки шт/см
|
0.0959
|
|
|
Коэффициент сложности сборки
|
1
|
Таблица 2.
|
|
Коэффициент преемственности
|
0.92
|
Таблица 1.
|
|
Коэффициент взаимозаменяемости внутри узлов
|
1
|
Таблица 2.
|
РАСЧЕТ НАДЕЖНОСТИ
Расчет надежности заключается в определении показателей надежности изделия по известным характеристикам надежности составляющих компонентов и условиям эксплуатации. При выполнении прикидочного и ориентировочного расчетов надежности предполагается, что отказы элементов независимы, а элементы и система могут находиться в одном из двух состояний: работоспособном или неработоспособном.
Прикидочный расчет проводится на этапе проектирования, когда принципиальных схем блоков системы еще нет. Количество элементов в блоках определяется путем сравнения проектируемой системы с аналогичными ранее разработанными системами (блоками).
Ориентировочный расчет надежности проводится после прикидочного с целью получения более точного результата. При этом предполагается:
- все элементы одного типа имеют одинаковую интенсивность отказа
- все элементы работают одновременно
- все элементы работают в номинальном режиме
- отказы являются случайными и независимыми
- интенсивность отказов не зависит от времени
Перейдем к расчету надежности измерителя частоты. Для этого, на основании перечня элементов, приведенного в приложении, составим таблицу, содержащую все типы элементов, используемых в схеме со значениями интенсивностей отказов для каждого.
|
№ п/п
|
Наименование
|
N
|
|
|
|
1
|
Резонатор пьезоэлектрический на частоту 12797,3 кГц
|
1
|
0,03
|
0,03
|
|
2
|
Конденсатор электролитический К50-68
|
1
|
0,135
|
0,135
|
|
3
|
Конденсатор электролитический К50-35
|
3
|
0,135
|
0,405
|
|
4
|
Конденсатор керамический КМ6
|
9
|
0,1
|
0,9
|
|
5
|
Интегральная микросхема КР5564ТМ2
|
2
|
0,02
|
0,04
|
|
6
|
Интегральная микросхема К5564ТЛ3
|
1
|
0,02
|
0,02
|
|
7
|
Интегральная микросхема 7805
|
1
|
0,02
|
0,02
|
|
8
|
Интегральная микросхема К555ИЕ5
|
1
|
0,02
|
0,02
|
|
9
|
Интегральная микросхема АТ89С2051
|
1
|
0,02
|
0,02
|
|
10
|
Интегральная микросхема К555ИР8
|
2
|
0,02
|
0,04
|
|
11
|
Светоразрядные светодиодные индикаторы КИПЦ46А, КЗ-2/8Л
|
2
|
0,2
|
0,4
|
|
12
|
Индуктивность КИГ 0,2-10 мкГн
|
1
|
0,02
|
0,02
|
|
13
|
Резистор МЛТ 0,25
|
19
|
0,04
|
0,76
|
|
14
|
Выключатель кнопочный ПКН-125
|
1
|
0,7
|
0,7
|
|
15
|
Светодиод АЛ314А
|
3
|
0,2
|
0,6
|
|
16
|
Светодиод АЛ314В
|
1
|
0,2
|
0,2
|
|
17
|
Транзистор КТ399
|
1
|
0,5
|
0,5
|
|
18
|
Транзистор КТ502А
|
4
|
0,5
|
2
|
|
19
|
Гнездо питания
|
1
|
0,01
|
0,01
|
|
20
|
Разъем входной коаксиальный
|
1
|
0,003
|
0,003
|
|
21
|
Джампер MJ-C-4,5
|
1
|
0,02
|
0,02
|
|
22
|
Плата
|
2
|
0,1
|
0,2
|
|
23
|
Паяные соединения
|
241
|
0,004
|
0,964
|
|
Всего
|
300
|
|
8,007
|
Суммарная интенсивность отказов
Средняя наработка на отказ
Вероятность безотказной работы в течение 1000 часов:
Из приведенных расчетов видно, что вероятность безотказной работы в течение 1000 часов соответствует техническому заданию.
ЗАКЛЮЧЕНИЕ
При выполнении курсового проекта по теме "Микропроцессорный измеритель частоты" были проведены: расчет конструктивно-технологических параметров печатной платы, расчет надежности, выбор и обоснование способа изготовления печатной платы, выбор радиокомпонентов и материалов корпуса.
Разработаны: операционная карта технологического процесса изготовления печатной платы, чертеж электрической принципиальной схемы, чертеж печатной платы, сборочный чертеж печатного узла, сборочный чертеж прибора.
В результате работы разработана стационарная (с возможностью переноса) конструкция устройства, имеющая минимальную массу и полностью соответствующая заданным условиям эксплуатации.
Основываясь на расчетах, можно сделать вывод о достаточной надежности конструкции устройства и возможности его серийного производства.
Перспективным направлением улучшения данного устройства является сведение его конструкции от дискретных элементов до построения большей части устройства на большой интегральной микросхеме. Это не только позволит уменьшить габариты устройства, но и увеличит его надежность.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
- Краткий справочник конструктора радиоэлектронной аппаратуры.
Под ред. Р. Г. Варламова. М., «Сов. радио», 1973, 856с.
- Разработка и оформление конструкторской документации
радиоэлектронной аппаратуры: Справочник / Э.Т. Романычева, А. К.
Иванова, А. С. Куликов и др.; под ред. Э.Т. Романычевой. -2-е
изд., перераб. и доп. - М.: Радио и связь, 1989. - 448с.
- Парфенов Е. М. Проектирование конструкций радиоэлектронной аппаратуры: учебное пособие для вузов/ Ем. М. Парфенов, Э. Н. Камышевкая, В. П. Усачев. – М: Радио и связь, 1989. – 272 с.
- Александров К. К., Кузьмина Е. Г. Электротехнические чертежи и схемы. – М: Энергоатомиздат, 1990. – 288 с.
- Сидоров И. Н. Индуктивные элементы радиоэлектронной аппаратуры: справочник/ И. Н. Сидоров, М. Ф. Биинатов, Л. Г. Шведова. – М: Радио и связь, 1992. – 288 с.
- Чекмарев А. А. Справочник по машиностроительному черчению / А. А. Чекмарев, В. К. Осипов. – М: Высшая школа, 2002. – 493 с.
- Полупроводниковые приборы: Транзисторы. Справочник/ В. А. Аронов, А. В. Баюков, А. А. Зайцев и др. Под общей редакцией Н. Н. Горюнова. – М: Энергоиздат, 1982. – 904 с.
- ГОСТ 15150-69. Исполнение для различных климатических районов
- ГОСТ 16019-2001 Аппаратура сухопутной подвижной радиосвязи
- А. Медведев Печатные платы. Конструкции и материалы. – М: Техносфера, 2005. – 304 с.
ПРИЛОЖЕНИЕ А
ФСАУ 468160.001 ПЭ
|
Инв.№докум.
|
Подл, и дата
|
Взам. инв.№
|
Инв.№дубл.
|
Подл, и дата
|
1
|
|
|
|
|
|
|
|
|
Номер цеха
|
Ном. Уч.
|
Номер опера�ции
|
|
Операционная карта
|
|
|
|
|
|
|
|
|
|
Литера
|
Т
|
|
|
|
|
|
Наименование операции
|
Наименование, марка материала
|
ГОСТ, ТУ
|
Наименование оборудования
|
|
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование )
|
Измерительный инструмент (код 1 наименование)
|
Особые
указания
|
|
I
|
Раскрой материала и резка заготовок
|
сверлильный
|
Гильотинные нож-
|
|
|
1
|
Резать материал на полосы шириной 128мм.
|
Дисковые ножницы
|
ницы. Спиральные
|
|
|
2
|
Штамповать из полос материала технологическую
|
Кривошипный
|
сверла
|
|
|
|
заготовку платы, одновременно пробить в заготовке
|
пресс
|
Штангенциркуль
|
|
|
|
технолог. отверстия 3,2мм- 4шт. Размер заготовки:
|
|
|
|
|
|
12838 мм.(припуск:3 мм)
|
|
|
|
|
|
|
|
|
|
|
II
|
Нанесение рисунка схемы
|
|
|
|
|
1
|
Подготовить поверхность заготовки
|
|
Ракель
|
|
|
2
|
Нанести рисунок на печатную плату сеткографической
|
Сеткографический
|
Трафарет
|
|
|
|
краской
|
станок
|
|
|
|
3
|
Сушить плату
|
Термошкаф
|
|
Температура воздуха 60С
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
Разраб.
|
Рыбалкина О. И.
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Листов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
|
|
|
И:::М
|
Лист
|
N2 докум.
|
Подл.
|
Дата Изм.
|
Лист
|
№ докум.
|
Подл.
|
Дата
|
Н.контр.
|
|
|
|
|
|
Инв.№докум.
|
Под1. и дата
|
Взаи.инв.№
|
Инв.№ду6п.
|
Подл, и дата
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер операции
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование)
|
Измерительный инструмент (код, наименование)
|
Особые указания
|
|
III
|
Травление
|
|
|
|
|
1
|
Травить фольгу в местах, не защищенных краской.
|
Агрегат для травле-
|
Ванна, кронштейн
|
Раствор FeCl3
|
|
2
|
Удалить остатки травящего раствора с плат методом
|
ния п/п
|
|
|
|
|
обдува струей воздуха
|
|
|
|
|
3
|
Промыть плату водой методом двустороннего дождевания.
|
|
вода
|
время 5 мин
|
|
4
|
Сушить плату струей горячего воздуха
|
|
|
70С
|
|
|
|
|
|
|
|
IV
|
Удаление защитной кислостойкой краски
|
Полуавтомат.
|
Пинцет
|
|
|
1
|
Удалить защитный слой краски по принципу гидропеско-
|
агрегат Р=1,5
|
|
Струя водно-песчаной пульпы
|
|
|
струйной обработки.
|
|
|
|
|
|
|
|
|
|
|
V
|
Крацовка платы
|
Полуавтомат.
|
|
|
|
1
|
Удалить загрязнения и окислы с поверхности печатных
|
станок с латунными
|
|
|
|
|
проводников
|
щетками
|
|
|
|
2
|
Просушить печатную плату
|
Термошкаф
|
|
Температура воздуха 60С
|
|
|
|
|
|
|
|
VI
|
Нанесение термостойкой защитной эпоксидной маски
|
Автомат сетко-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
|
|
Изм
|
Лист
|
№ докуы.
|
Подл.
|
Дата
|
Изм.
|
Лист
|
№ докуй.
|
Подл.
|
Дэта
|
Изм
|
Лист
|
№ докум.
|
Подл
|
Дата
|
|
|
Инв.№докум.
|
Под1. и дата
|
Взаи.инв.№
|
Инв.№ду6п.
|
Подл, и дата
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер операции
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование)
|
Измерительный инструмент (код, наименование)
|
Особые указания
|
|
1
|
Нанести эпоксидную маску методом сеткографии
|
графической печати
|
Трафарет
|
|
|
2
|
Промывать через каждые 15 мин сетку трафарета.
|
|
|
|
|
|
|
|
|
|
|
VII
|
Горячее лужение мест пайки
|
|
|
|
|
1
|
Лудить места пайки сплавом Розе
|
Автоматический
|
|
|
|
2
|
Промыть плату горячей водой
|
агрегат горячего
|
|
Температура воды +70С
|
|
3
|
Сушить плату струей горячего воздуха
|
лужения
|
|
Температура воздуха +90С
|
|
|
|
|
|
|
|
VIII
|
Вскрытие монтажных отверстий
|
Кривошипный пресс
|
|
|
|
1
|
Штамповать монтажные отверстия ск.Ф.0.8
|
|
|
|
|
2
|
Удалить технологический припуск(Размер платы:
|
|
|
|
|
|
12535 мм)
|
|
|
|
|
|
|
|
|
|
|
IX
|
Маркировка
|
Автомат сетко-
|
Белая краска на
|
|
|
1
|
Нанести маркировку методом сеткографии
|
графической печати
|
эпоксидной основе
|
|
|
2
|
Сушка печатной платы
|
|
№10815
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
|
|
Изм
|
Лист
|
№ докуы.
|
Подл.
|
Дата
|
Изм.
|
Лист
|
№ докуй.
|
Подл.
|
Дэта
|
Изм
|
Лист
|
№ докум.
|
Подл
|
Дата
|
|
|
Инв.№докум.
|
Под1. и дата
|
Взаи.инв.№
|
Инв.№ду6п.
|
Подл, и дата
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер операции
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование)
|
Измерительный инструмент (код, наименование)
|
Особые указания
|
|
X
|
Контрольная
|
Стол рабочий
|
Лупа ЛП-10Х
|
|
|
1
|
Контролировать качество печатной платы на соответствие
|
|
Шаблон
|
|
|
|
с ФСАУ 758713.002
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
|
|
|
Изм
|
Лист
|
№ докуы.
|
Подл.
|
Дата
|
Изм.
|
Лист
|
№ докуй.
|
Подл.
|
Дэта
|
Изм
|
Лист
|
№ докум.
|
Подл
|
Дата
|
|
ПРИЛОЖЕНИЕ Б
ФСАУ 468160.001 ПЭ
|
Инв.№докум.
|
Подл, и дата
|
Взам. инв.№
|
Инв.№дубл.
|
Подл, и дата
|
1
|
|
|
|
|
|
|
|
|
Номер цеха
|
Ном. Уч.
|
Номер опера�ции
|
|
Операционная карта
|
|
|
|
|
|
|
|
|
|
Литера
|
Т
|
|
|
|
|
|
Наименование операции
|
Наименование, марка материала
|
ГОСТ, ТУ
|
Наименование оборудования
|
|
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование )
|
Измерительный инструмент (код 1 наименование)
|
Особые
указания
|
|
I
|
Раскрой материала и резка заготовок
|
сверлильный
|
Гильотинные нож-
|
|
|
1
|
Резать материал на полосы шириной 128мм.
|
Дисковые ножницы
|
ницы. Спиральные
|
|
|
2
|
Штамповать из полос материала технологическую
|
Кривошипный
|
сверла
|
|
|
|
заготовку платы, одновременно пробить в заготовке
|
пресс
|
Штангенциркуль
|
|
|
|
технолог. отверстия 3,2мм- 4шт. Размер заготовки:
|
|
|
|
|
|
128128 мм.(припуск:3 мм)
|
|
|
|
|
|
|
|
|
|
|
II
|
Нанесение рисунка схемы
|
|
|
|
|
1
|
Подготовить поверхность заготовки
|
|
Ракель
|
|
|
2
|
Нанести рисунок на печатную плату сеткографической
|
Сеткографический
|
Трафарет
|
|
|
|
краской
|
станок
|
|
|
|
3
|
Сушить плату
|
Термошкаф
|
|
Температура воздуха 60С
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
Разраб.
|
Рыбалкина О. И.
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Листов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
|
|
|
И:::М
|
Лист
|
N2 докум.
|
Подл.
|
Дата Изм.
|
Лист
|
№ докум.
|
Подл.
|
Дата
|
Н.контр.
|
|
|
|
|
|
Инв.№докум.
|
Под1. и дата
|
Взаи.инв.№
|
Инв.№ду6п.
|
Подл, и дата
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер операции
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование)
|
Измерительный инструмент (код, наименование)
|
Особые указания
|
|
III
|
Травление
|
|
|
|
|
1
|
Травить фольгу в местах, не защищенных краской.
|
Агрегат для травле-
|
Ванна, кронштейн
|
Раствор FeCl3
|
|
2
|
Удалить остатки травящего раствора с плат методом
|
ния п/п
|
|
|
|
|
обдува струей воздуха
|
|
|
|
|
3
|
Промыть плату водой методом двустороннего дождевания.
|
|
вода
|
время 5 мин
|
|
4
|
Сушить плату струей горячего воздуха
|
|
|
70С
|
|
|
|
|
|
|
|
IV
|
Удаление защитной кислостойкой краски
|
Полуавтомат.
|
Пинцет
|
|
|
1
|
Удалить защитный слой краски по принципу гидропеско-
|
агрегат Р=1,5
|
|
Струя водно-песчаной пульпы
|
|
|
струйной обработки.
|
|
|
|
|
|
|
|
|
|
|
V
|
Крацовка платы
|
Полуавтомат.
|
|
|
|
1
|
Удалить загрязнения и окислы с поверхности печатных
|
станок с латунными
|
|
|
|
|
проводников
|
щетками
|
|
|
|
2
|
Просушить печатную плату
|
Термошкаф
|
|
Температура воздуха 60С
|
|
|
|
|
|
|
|
VI
|
Нанесение термостойкой защитной эпоксидной маски
|
Автомат сетко-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
|
|
Изм
|
Лист
|
№ докуы.
|
Подл.
|
Дата
|
Изм.
|
Лист
|
№ докуй.
|
Подл.
|
Дэта
|
Изм
|
Лист
|
№ докум.
|
Подл
|
Дата
|
|
|
Инв.№докум.
|
Под1. и дата
|
Взаи.инв.№
|
Инв.№ду6п.
|
Подл, и дата
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер операции
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование)
|
Измерительный инструмент (код, наименование)
|
Особые указания
|
|
1
|
Нанести эпоксидную маску методом сеткографии
|
графической печати
|
Трафарет
|
|
|
2
|
Промывать через каждые 15 мин сетку трафарета.
|
|
|
|
|
|
|
|
|
|
|
VII
|
Горячее лужение мест пайки
|
|
|
|
|
1
|
Лудить места пайки сплавом Розе
|
Автоматический
|
|
|
|
2
|
Промыть плату горячей водой
|
агрегат горячего
|
|
Температура воды +70С
|
|
3
|
Сушить плату струей горячего воздуха
|
лужения
|
|
Температура воздуха +90С
|
|
|
|
|
|
|
|
VIII
|
Вскрытие монтажных отверстий
|
Кривошипный пресс
|
|
|
|
1
|
Штамповать монтажные отверстия ск.Ф.0.8
|
|
|
|
|
2
|
Удалить технологический припуск(Размер платы:
|
|
|
|
|
|
125125 мм)
|
|
|
|
|
|
|
|
|
|
|
IX
|
Маркировка
|
Автомат сетко-
|
Белая краска на
|
|
|
1
|
Нанести маркировку методом сеткографии
|
графической печати
|
эпоксидной основе
|
|
|
2
|
Сушка печатной платы
|
|
№10815
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
|
|
Изм
|
Лист
|
№ докуы.
|
Подл.
|
Дата
|
Изм.
|
Лист
|
№ докуй.
|
Подл.
|
Дэта
|
Изм
|
Лист
|
№ докум.
|
Подл
|
Дата
|
|
|
Инв.№докум.
|
Под1. и дата
|
Взаи.инв.№
|
Инв.№ду6п.
|
Подл, и дата
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер операции
|
|
|
|
|
|
Содержание перехода
|
Приспособление (код, наименование)
|
Измерительный инструмент (код, наименование)
|
Особые указания
|
|
X
|
Контрольная
|
Стол рабочий
|
Лупа ЛП-10Х
|
|
|
1
|
Контролировать качество печатной платы на соответствие
|
|
Шаблон
|
|
|
|
с ФСАУ 758715.003
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
|
|
|
Изм
|
Лист
|
№ докуы.
|
Подл.
|
Дата
|
Изм.
|
Лист
|
№ докуй.
|
Подл.
|
Дэта
|
Изм
|
Лист
|
№ докум.
|
Подл
|
Дата
|
|
ПРИЛОЖЕНИЕ В
ФСАУ 468160.001 ПЭ
ПРИЛОЖЕНИЕ Г
ФСАУ 468160.001 ПЭ
ПРИЛОЖЕНИЕ Д
ФСАУ 468160.001 ПЭ
ПРИЛОЖЕНИЕ Е
ФСАУ 468160.001 ПЭ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
4
ФСАУ 468160.001 ПЗ
Разраб.
Рыбалкина О. И.
Провер.
Семенов Л. П.
Реценз.
Н. Контр.
Утверд.
Микропроцессорный измеритель частоты
Лит.
Листов
39
ТулГУ каф. РЭ гр. 120681
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ФСАУ 468160.001 ПЗ
ФСАУ 468160.001 ПЗ
11
Лист
Дата
Подпись
докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
6
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
7
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
8
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
9
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
460
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
462
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
473
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
474
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
475
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
486
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
487
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
488
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
499
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
20
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
21
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
22
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
23
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
24
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
25
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
26
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
27
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
28
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
29
ФСАУ 468160.001 ПЗ
ФСАУ 468160.001 ПЗ
30
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
352
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
32
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
33
ФСАУ 468160.001 ПЗ
ФСАУ 468160.001 ПЗ
34
Лист
Дата
Подпись
№ докум.
Лист
Изм.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
35
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
36
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
37
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
38
ФСАУ 468160.001 ПЗ
Изм.
Лист
№ докум.
Подпись
Дата
Лист
39
ФСАУ 468160.001 ПЗ
Микропроцессорный измеритель частоты