Створення алгоритмічного та програмного забезпечення системи оперативного управління (СОУ) гнучким автоматизованим підрозділом
1. Вступ
Метою викладання дисципліни “Алгоритмізація та верифікація управління в гнучких комп’ютеризованих системах” є отримання студентами знань в області технології алгоритмізації задач управління інтегрованим виробництвом на різних рівнях його організації, а саме на рівнях від організаційного управління підприємством до технологічного управління групами чи окремими одиницями промислового обладнання виробничих підрозділів. Особливістю проблеми створення алгоритмічного та програмного забезпечення системи управління виробництвом є застосування різних за змістом та призначенням інженерних методів розв'язання комплексу задач проектування та експлуатації інтегрованого виробництва, важливою складовою частиною якого постає гнучка виробнича система (ГВС) цехового рівня.
Тому темою курсового проектування даної дисципліни є створення алгоритмічного та програмного забезпечення системи оперативного управління (СОУ) гнучким автоматизованим підрозділом (цехом, ділянкою, лінією). За змістом завдання постає як комплексне за рахунок послідовного розв'язання взаємопов'язаних задач з розробки підсистем оперативно-календарного планування для організаційного рівня, оперативно-диспетчерського управління для технологічного рівня виробництва та імітаційного моделювання роботи ГВС для виконавчого рівня верифікації роботи обладнання.
Основною організаційною формою ГВС на виробництві є гнучка автоматизована ділянка (ГАД). ГАД – це виробнича система, в якій реалізується автоматизоване групове багатономенклатурне виробництво, що оперативно переналагоджується у визначеному параметричному діапазоні продукції через синхронну роботу всіх функціональних модулів за допомогою системи оперативного управління. Будь-яка ГАД має у своєму складі такі модулі:
- гнучкі виробничі модулі (ГВМ) основного технологічного обладнання (верстати, складальні машини, тощо);
- автоматизований склад (виробів, напівфабрикатів, комплектуючих, інструментів);
- автоматизовану транспортну систему.
Для забезпечення подавання виробів на ГВМ та організації їх взаємодії з автоматизованим складом в ГАД використовується автоматизована транспортна система в складі транспортних модулів та роботів-штабелерів, які мають транспортні маршрути пересування. ГВМ обов'язково мають в своєму складі вхідний та вихідний накопичувачі, в які деталі надходять для подальшої обробки згідно технології, а після завершення обробки тимчасово зберігаються для подальшого транспортування на інше технологічне обладнання. Це дозволяє спочатку привезти наступну деталь для обробки, а потім вивезти ту, що чекає на подальшу обробку. Проте, на функціонування накопичувачів та роботу ГВМ накладаються деякі обмеження, пов'язані із забезпеченням вимог на порядок ініціювання технологічної операції на обладнанні. Це:
- транспортний модуль не може привезти наступну деталь на обробку, поки завантажений вхідний накопичувач;
- обробка деталі з вхідного накопичувача не може початися на ГВМ, поки зайнятий вихідний накопичувач;
- після завершення обробки деталь одночасно надходить до вихідного накопичувача.
Для створення ефективно діючої СОУ ГАД необхідно в першу чергу визначити технологічні маршрути обробки деталей на ГВМ для заданого номенклатурного переліку виробів, розрахувати порядок запуску деталей у виробництво для визначення часу виробничого циклу і розкладу роботи обладнання, а потім розробити графік проведення транспортних операцій для своєчасного виконання технологічних операцій на ГВМ згідно розкладу їх роботи. Одночасно в ході складання розкладу та графіку обґрунтовується вибір достатньої кількості та призначення (спеціалізації) ГВМ та транспортних модулів, який забезпечить виконання розробленого виробничого циклу обробки деталей. Отримана інформація буде включати дані про початок і завершення різних операцій на ГВМ, транспортних модулях, напрям та їх мету пересування. З метою аналізу можливості реалізації розробленого розкладу та графіку роботи всього устаткування ГАД виконується сіткове моделювання, яке перевіряє умови ініціювання операцій, виконання всього запланованих переліку дій у системі, повернення обладнання в початковий стан, обмеження ресурсів та інше. Крім, того виконується пошук вузьких місць, конфліктів при роботі обладнання. Дослідження завершується виробленням рекомендацій щодо усунення помилок та неточностей, які були припущені при проектуванні структури та алгоритмів функціонування ГАД.
Отже розв'язання задач курсового проекту передбачає виконання таких завдань:
- Розробка підсистеми оперативного обліку ГВС. На даному етапі передбачається створення інформаційної бази даних з нормативно-технологічних показників подання матеріальних, інформаційних процесів і об'єктів ГВС та проведення їх розрахунку.
- Розробка підсистеми оперативного планування ГВС. На даному етапі за визначеним критерієм ефективності роботи автоматизованого підрозділу складається розклад роботи технологічного обладнання в цьому підрозділі по виготовленню встановленої номенклатури продукції за оперативний інтервал часу – зміну (добу).
- Розробка підсистеми оперативно-диспетчерського управління ГВС. На даному етапі необхідно розробити алгоритм організації транспортного обслуговування змінного завдання, виходячи з того, що необхідно забезпечити мінімальні відхилення від термінів завершення виконання технологічних операцій згідно з побудованим розкладом роботи технологічного обладнання.
- Розробка підсистеми імітаційного моделювання ГВС. На цьому етапі передбачається виконання якісного аналізу коректності розробленого алгоритму, шляхом проектування "правильно побудованої" сіткової моделі транспортного обслуговування.
1. Аналіз задач проектування системи оперативного управління ГВС
1.1. Опис підрозділів ГВС як об'єкта управління
ГАД – це виробнича система, в якій реалізується автоматизоване групове багатономенклатурне виробництво, що оперативно переналагоджується у визначеному параметричному діапазоні продукції через синхронну роботу всіх функціональних модулів за допомогою системи оперативного управління. Будь-яка ГАД має у своєму складі такі модулі:
- гнучкі виробничі модулі (ГВМ) основного технологічного обладнання (верстати, складальні машини, тощо);
- автоматизований склад (виробів, напівфабрикатів, комплектуючих, інструментів);
- автоматизовану транспортну систему.
В даному курсовому проекті розглядається ГАД, яка складається з 6 ГВМ, автоматизованого складу, та 4 роботів-штабелерів, які виконують транспортування деталей між ГВМ та між складом та ГВМ.
Структурно-компонувальна схема даного ГАД має наступний вигляд:
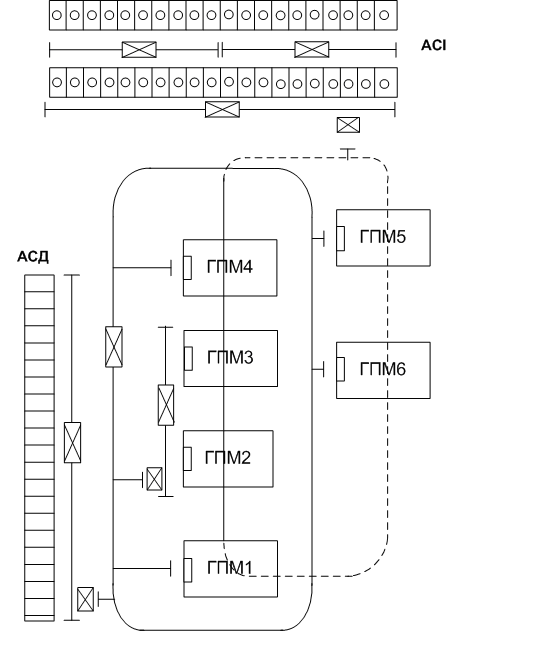
Рис. 1 Структурно-компонувальна схема
Вихідним завданням до курсового проекту є матриця деталеоперацій. Оброблюється 14 деталей з наступною номенклатурою операцій, яка проводиться над кожною з них.
Таблиця 1
|
1
|
Т1 С2Т3С3 Т4 Ф1Ф2
|
|
2
|
Т2Т5 Т4 Ф1Т1С2Т3
|
|
3
|
Т5Т4Т1С2Т3
|
|
4
|
Т5Т1С2Т3
|
|
5
|
Т4Ф1Ф2Т1С2Т3
|
|
6
|
Т5С1Т1С2Т3
|
|
7
|
Т1С2Т3Т5Т4Ф2
|
|
8
|
Т2С2Ф1Р1Т3Ф2Т4
|
|
9
|
Т1Ф2С2Ф1Р1Т3Т4
|
|
10
|
Т2Ф1Р1Т3С3Т4Т5
|
|
11
|
Ф1Р1Т3Ф2Т4
|
|
12
|
Т1Т2Ф2Ф3Ф1Р1Т3
|
|
13
|
Т3Т4С2Ф1Р1Т5
|
|
14
|
Т1Ф1Р1Т3Т5
|
де Тi – токарські операції
Сi – свердлильні операції
Fi – фрезерувальні операції
Рi - операції нарізки різьблення
Структурно-технологічна схема ГАД з урахуванням того, які операції виконуються на кожному з ГВМ, має такий вигляд:
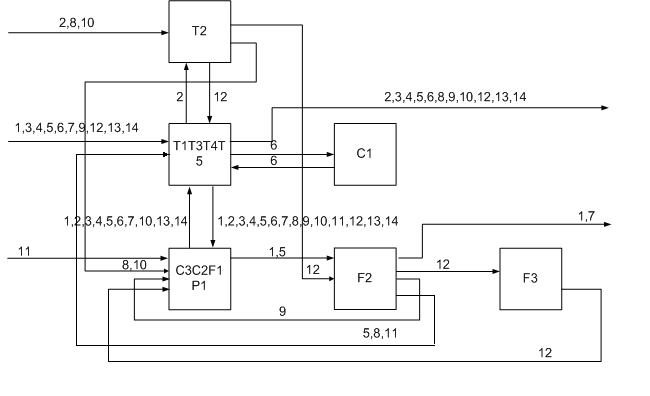
Рис. 2 Структурно-технологічна схема
Основні параметри ГАД наступні:
Таблиця 2
|
№
|
Назва параметру
|
Позначення параметру
|
Одиниця вимірювання параметру
|
Значення параметру
|
|
1
|
Середня трудомісткість обробки однієї деталеустановки
|
tоб
|
год.
|
0,4
|
|
2
|
Час завантаження ГВМ
|
tоб
|
хв.
|
5
|
|
3
|
Час розвантаження ГВМ
|
tр
|
хв.
|
4
|
|
4
|
Час взяти/поставить
|
tвз= tпос
|
хв.
|
0,23
|
|
5
|
Довжина переміщення
|
lср.
|
м.
|
40
|
|
6
|
Швидкість переміщення
|
vср.
|
м./хв.
|
60
|
1.2. Постановка задачі проектування СОУ ГВС
Організація оперативного управління підприємством неможлива без деталізації виробничої програми випуску продукції за часовими інтервалами в межах встановленого планового періоду. Реалізація цієї функції здійснюється задачею календарного планування, результатом розв’язку якої є часове упорядкування комплексу запланованих робіт програми. Часове упорядкування виражається у визначені строків початку та завершення виконання робіт, тобто календарний план визначає, скільки продукції необхідно виготовити у кожному інтервалі встановленого періоду. У ГВС оперативний плановий період, як правило, не перевищує місячного терміну, а строками запуску-випуску є такі часові інтервали: декади, тижні або дні.
Математичною формою представлення задач даного класу є лінійна дискретна оптимізаційна модель, а методологією розв’язання – цілочисельне програмування.
Об’єктами процесу планування є роботи – технологічні операції, партії деталей, для яких необхідно встановити порядок проходження через обладнання при фіксованих технологічних маршрутах обробки.
Формально задача подається таким чином.
Номенклатурний перелік продукції, яка виробляється на m групах () обладнання, складається з n найменувань ().
Виготовлення партії деталей кожного найменування заздалегідь визначене послідовністю проходження деталей через групи обладнання, яку називають технологічним маршрутом Gj = ( | ), де – технологічна операція, яка виконується і-ою за порядком виготовлення j-ої деталі; Mj – кількість операцій, які виконуються над j-ою деталлю.
У маршруті технологічні операції = (, ) мають такі характеристики:
= k – номер групи обладнання, налагодженого на виконання операції Lij;
– нормативна тривалість виконання операції .
Необхідно скласти розклад P = ( | , ), який визначає моменти початку виконання операцій (моменти запуску партії деталей на одиницях обладнання) і задовольняє системі обмежень:
- умова виконання технологічної послідовності:
;
- умова виконання технологічних маршрутів;
- умова виконання операцій без перерв:
;
- умова виконання в кожний момент часу тільки однієї операції на одиниці обладнання:
,
де – момент закінчення виконання операції .
Розклад роботи обладнання з обробки деталей може бути поданий у вигляді часових діаграм Ганта, в яких відтворені паралельні процеси виконання технологічних операцій з обробки деталей на кожній одиниці обладнання. При цьому кожна одиниця обладнання має свій власний процес виконання операцій, який подається як послідовність у часі відрізків – технологічних операцій обробки відповідних деталей, про що робиться відмітка над відрізком. Тобто, у діаграмі горизонтальна координата відтворює час, а вертикальна – номер обладнання.
Пошук найкращого розкладу виконується за критерієм ефективності, вибір якого індивідуально залежить від економічних, організаційних та технічних особливостей роботи конкретного виробничого підрозділу в умовах досягнення найбільших показників господарської діяльності. Відомо, що від структури планованого розподілу деталей по обладнанню (переналадок у просторі) та розміру партій деталей (переналадок у часі) залежать значні виробничо-господарські показники. Тому процес побудови критерію ефективності складається з визначення показника оцінювання та вибору форми виразу оцінки в залежності від економічних умов організації виробництва. Найчастіше показником оцінювання в критерії визначають час виробничого циклу, фондовіддачу обладнання, обсяг незавершеного виробництва, а формою оцінювання – сумарне, максимальне чи мінімальне значення показника або його середнього значення за плановий час.
Організація оперативно-диспетчерського управління виробництвом ґрунтується на деталізації по виконавцях раніше розрахованого календарного плану випуску продукції в межах заданого планового інтервалу. Реалізація цієї функції здійснюється задачею оперативного планування, результатом якої є просторове та часове впорядкування комплексу запланованих робіт. Просторове упорядкування виражається у визначенні кожному виконавцю поопераційного плану робіт, а часове – встановлення черговості надходження або терміну виконання робіт.
У ГВС оперативний плановий інтервал, як правило, не перевищує зміни (доби), а виконавцем є технологічне обладнання.
Математичною формою подання задач даного класу є дискретна оптимізаційна модель, а методологією розв’язання – дискретне лінійне програмування (ДЛП) та імітаційні методи дослідження.
Аналіз складеного розкладу роботи обладнання ГВС передбачає його сіткове моделювання з використанням апарату сіток Петрі з наступним дослідженням властивостей сіткової моделі, пошуком вузьких місць і конфліктів при роботі устаткування. Дослідження завершується рекомендаціями з налагодження системи оперативного управління ГВС, усунення помилок, допущених при проектуванні.
Коректність побудованого розкладу визначається наступними вимогами до управління:
- управляючий процес не повинний приводити до тупикових ситуацій при виконанні виробничого процесу (не можна подавати нову деталь на обладнання не звільнивши його від попередньої деталі);
- управляючий процес не повинний приводити до блокування роботи устаткування (не можна накопичувати на обладнанні деталей більше, ніж задано його можливістю);
- управляючий процес повинний забезпечувати повторне виконання технологічних операцій після їхнього завершення (з врахуванням кількості накопичувачів у гнучкому виробничому модулі (ГВМ), деталь не може були завантажена до вхідного накопичувача, доти ГВМ не стане вільним, а також деталь не може бути оброблена на ГВМ, доти не звільниться вихідний накопичувач).
1.3. Аналіз та вибір методів дослідження
1.3.1. Методи розв'язання задачі оперативного управління ГВС
Усі методи розв’язання задач цього типу умовно розбивають на наступні основні класи:
- аналітичні методи, які ґрунтуються на апараті дискретної оптимізації;
- імітаційні методи, які ґрунтуються на імітації роботи об’єкта планування та використання повного або часткового перебору варіантів запуску деталей в обробку;
- комбіновані аналітико-імітаційні методи.
Існуючі аналітичні методи звичайно прямо або непрямо пов’язані з перебором варіантів, але їх трудомісткість експоненційно залежить від розмірності задачі. Відомі методи відсіювання варіантів типу “гілок та границь” дозволяють зменшити, іноді суттєво, коефіцієнт пропорційності в залежності між трудомісткісті алгоритму та розмірністю задачі і тим самим розширити область практичного застосування алгоритмів перебору. Однак експоненційний характер цих алгоритмів для задач у загальному вигляді залишається незмінним. Проте існує клас окремих задач оперативного планування, що мають аналітичні алгоритми вирішення неекспоненційного характеру складності. Ці задачі мають обмеження у застосуванні, пов’язані з вихідними умовами задачі, наприклад, однаковий час або маршрут обробки, обмежену кількість обладнання – від однієї до трьох одиниць технологічного устаткування тощо. Тобто ефективні аналітичні методи існують тільки для простих випадків формулювань задач оперативного планування.
Типовим представником таких задач, в яких відображаються найбільш поширені умови виробництва, є задача Джонсона “про два верстати”, що має оптимальний алгоритм розв’язання.
Для розв'язання задач при багатомаршрутних технологічних процесах для практичних цілей частіше використовують евристичні алгоритми складання розкладів на базі вирішуючих правил в режимі імітації роботи виробничої системи. У цьому режимі виконуються паралельна (одночасна) побудова діаграм Ганта для усіх одиниць технологічного обладнання, які беруть участь у процесі планування.
1.3.2. Методи розв'язання задачі оперативно-диспетчерського управління
Оперативна диспетчеризація зв’язана з визначенням фактичних моментів запуску деталей у виробництво та їх надходження на технологічне устаткування. При цьому враховуються витрати часу на підготовчо-заключні операції, переналагодження, операції обслуговування та транспортування. Оперативна диспетчеризація здійснюється в реальному масштабі часу на підставі результатів оперативного контролю і встановлених планових графіків запуску-випуску деталей.
Існує два підходи до рішення задачі оперативної диспетчеризації:
- формування диспетчерського управління за синхронною моделлю.
Порядок функціонування системи, тобто виникнення деяких подій, визначається і зберігається таким же, як і запланований у моделі;
- формування управління за стратегією транспортного обслуговування.
Порядок функціонування системи визначається оптимальною стратегією розв‘язання конфліктних ситуацій у наданні транспортних засобів для виконання обслуговуючих операцій за рахунок прямої диспетчеризації.
Тому обрана модель поведінки (у вигляді синхронної моделі або стратегії) і оптимальна стратегія повинні бути результатами розв’язку задачі оперативного планування при складанні розкладу роботи технологічного устаткування. Однак, особливості реалізації задач оперативного планування та оперативної диспетчеризації тісно взаємозв’язані, оскільки вибір алгоритму диспетчерського керування суттєво впливає на тривалість проходження партій деталей через виробничу систему, а отже, і на заплановані терміни запуску-випуску деталей на технологічному устаткуванні. Крім того, чим точніша процедура призначення планових термінів, тим простіше реалізуються алгоритми диспетчеризації, оскільки вимоги до обсягу додаткової оперативної інформації при прийнятті рішень істотно знижуються. Однак зростають обчислювальні витрати на розробку точного розкладу.
Безпосередньо ходом виробничого процесу керує підсистема оперативно-диспетчерського управління, що відповідно до обраного підходу (або при оперативному плануванні детально проробляється план роботи всього комплексу обладнання або визначається тільки план роботи технологічного обладнання та встановлюється стратегія диспетчеризації) реалізує спланований розклад роботи технологічного устаткування. Критерієм роботи такої системи є дотримання строків запуску-випуску деталей на технологічне обладнання відповідно до розробленого системою оперативного планування розкладу роботи за рахунок своєчасного транспортного обслуговування заявок, що надходять від технологічного обладнання.
2. Проектування алгоритмичного забезпечення системи оперативного управління
2.1. Розробка інформаційних структур данних задач проектування
Для того, щоб ефективно налагодити систему управління виробничою ділянкою і, звичайно ж, сам ГВС необхідно визначити:
номенклатуру деталей обробки;
- у якій послідовності і на яком устаткуванні;
- кількість транспортних модулів;
- схему здійснення транспортування об'єктів виробництва.
Для складання розкладу роботи технологічного устаткування необхідно визначити технологічний маршрут для кожної деталі, що містить у собі порядок проходження ее через технологічне устаткування ГВМ і час обробки на одиниці устаткування. Порядок проходження деталей через технологічне устаткування визначається відповідно до переліку операцій, виконуваних над ними і схеми проходження деталей по виробничих модулях.
Запишемо матрицю маршрутів
Таблиця 3
|
|
Етап 1
|
Етап 2
|
Етап 3
|
Етап 4
|
Етап 5
|
Етап 6
|
Етап 7
|
|
Д1
|
2
|
3
|
2
|
3
|
2
|
3
|
4
|
|
Д2
|
1
|
2
|
3
|
2
|
3
|
2
|
|
|
Д3
|
2
|
3
|
2
|
|
|
|
|
|
Д4
|
2
|
3
|
2
|
|
|
|
|
|
Д5
|
2
|
3
|
4
|
2
|
3
|
2
|
|
|
Д6
|
2
|
6
|
2
|
3
|
2
|
|
|
|
Д7
|
2
|
3
|
2
|
4
|
|
|
|
|
Д8
|
1
|
3
|
2
|
4
|
2
|
|
|
|
Д9
|
2
|
4
|
3
|
2
|
|
|
|
|
Д10
|
1
|
3
|
2
|
3
|
2
|
|
|
|
Д11
|
3
|
2
|
4
|
2
|
|
|
|
|
Д12
|
2
|
1
|
4
|
5
|
3
|
2
|
|
|
Д13
|
2
|
3
|
2
|
|
|
|
|
|
Д14
|
2
|
3
|
2
|
|
|
|
|
Час виконання кожної операції залежить від її складності, що визначається типом операції і розмірами оброблюваної поверхні. Самій складній операції із 100% поверхнею обробки присвоюється значення 1. Частіше за все перші операції в технологічній схемі обробки деталей мають найбільшу складність за часом виконання тому, що пов'язані з підготовки поверхні до виконання наступних операцій. Це операцій токарської обробки.
Всі наступні операції порівняно з ними мають меншу складність обробки. Слід зазначити, що деякі токарські операції можуть мати однакову складність, якщо виконуються на ГВМ підряд (це випадок виконання на одному ГВМ однакових за функціональним призначенням операцій з двох сторін деталі за дві установки). Свердлильні операції за складністю виконання можна порівняти с токарськими, якщо вони виконуються на повну довжину деталі, в іншому випадку їх складність менша ніж токарських операцій. Фрезерні операцій менш складні ніж токарські та свердлильні. Вони дооформлюють оброблювальну поверхню, тому їх витрати часу і відповідна складність складає 0,3-0,6. Операції різьблення виконуються на поверхнях, які підготовлені свердлильними операціями, але тільки на частину довжини отвору. Тому, їх складність треба визначати менше, ніж складність відповідних свердлильних операцій. Отже, складність виконання операцій представлена в таблиці:
Таблиця 6
|
Операція
|
Тип
|
Складність
|
|
Т1
|
токарська
|
1
|
|
Т2
|
токарська
|
0,6
|
|
Т3
|
токарська
|
0,9
|
|
Т4
|
токарська
|
0,4
|
|
Т5
|
токарська
|
0,4
|
|
С1
|
свердлильна
|
0,7
|
|
С2
|
свердлильна
|
0,4
|
|
С3
|
свердлильна
|
0,2
|
|
F1
|
фрезерна
|
0,4
|
|
F2
|
фрезерна
|
0,3
|
|
F3
|
фрезерна
|
0,2
|
|
Р1
|
різьблення
|
0,5
|
У відповідності зі складністю обробки розраховується час кожної операції за формулою:
де
n – загальна кількість операцій (деталеустановки)
tоб – середній час обробки однієї деталеустановки
tсл – час обробки складної операції з Копi = 1
Кслj – коефіцієнт складності j-ої деталі, Копi –коефіцієнт складності і-ої операції, що входить в технологічний процес обробки j-ої деталі.
Розрахуємо складність виконання кожної операції і приведемо їх в таблиці 7.
Таблиця 7
|
Т1 = 0,71
Т2 = 0,426
Т3 = 0,639
Т4 = 0,284
Т5 = 0,284
|
С1 = 0,497
С2 = 0,284
С3 = 0,142
|
F1 = 0,284
F2 = 0,213
F3 = 0,142
|
Р1 =0,355
|
Приведемо всі отримані розрахунки в табличній формі:
Таблиця 8
|
Операція
|
Тип
|
Складність
|
Час
|
|
Т1
|
токарська
|
1
|
0,71
|
|
Т2
|
токарська
|
0,6
|
0,426
|
|
Т3
|
токарська
|
0,9
|
0,639
|
|
Т4
|
токарська
|
0,4
|
0,284
|
|
Т5
|
токарська
|
0,4
|
0,284
|
|
С1
|
свердлильна
|
0,7
|
0,497
|
|
С2
|
свердлильна
|
0,4
|
0,284
|
|
С2
|
свердлильна
|
0,2
|
0,142
|
|
F1
|
фрезерна
|
0,4
|
0,284
|
|
F2
|
фрезерна
|
0,3
|
0,213
|
|
F3
|
фрезерна
|
0,2
|
0,142
|
|
Р1
|
різьблення
|
0,5
|
0,355
|
Розрахунок матриці тривалостей обробки деталей
На підставі отриманих значень складемо матрицю тривалостей обробки деталей на ГВМ:
Таблиця 9
|
|
Етап1
|
Етап2
|
Етап3
|
Етап4
|
Етап5
|
Етап6
|
Етап7
|
|
Д1
|
0,71
|
0,284
|
0,639
|
0,142
|
0,284
|
0,284
|
0,213
|
|
Д2
|
0,426
|
0,568
|
0,284
|
0,71
|
0,284
|
0,639
|
|
|
Д3
|
1,278
|
0,284
|
0,639
|
|
|
|
|
|
Д4
|
0,994
|
0,284
|
0,639
|
|
|
|
|
|
Д5
|
0,284
|
0,284
|
0,213
|
0,71
|
0,284
|
0,639
|
|
|
Д6
|
0,284
|
0,497
|
0,71
|
0,284
|
0,639
|
|
|
|
Д7
|
0,71
|
0,284
|
1,207
|
0,213
|
|
|
|
|
Д8
|
0,426
|
0,923
|
0,639
|
0,213
|
0,284
|
|
|
|
Д9
|
0,71
|
0,213
|
0,923
|
0,923
|
|
|
|
|
Д10
|
0,426
|
0,639
|
0,639
|
0,142
|
0,568
|
|
|
|
Д11
|
0,639
|
0,639
|
0,213
|
0,284
|
|
|
|
|
Д12
|
0,71
|
0,426
|
0,213
|
0,142
|
0,639
|
0,639
|
|
|
Д13
|
0,923
|
0,923
|
0,284
|
|
|
|
|
|
Д17
|
0,71
|
0,639
|
0,923
|
|
|
|
|
Таким чином ми сформували всі початкові дані, необхідні для побудови розкладу роботи технологічного обладнання та транспортної системи ГАД.
2.2. Складання розкладу роботи технологічного обладнання
За допомогою програми „АВУ”, розробленої в ході виконання курсового проекту побудуємо діаграми Ганта за різними правилами. Блок-схема алгоритму програми наведена в додатку№1.
Для цього завантажимо побудовані матриці та інші вхідні дані у такій формі:
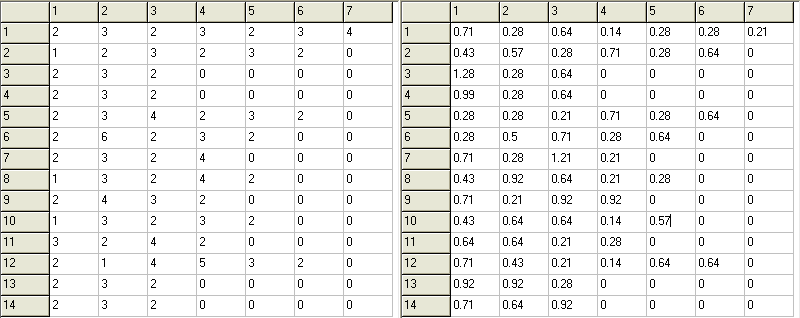
Рис. 3 Вхідні данні для розрахунку
На основі матриці маршрутів та матриці тривалостей обробки деталей на кожному з ГВМ складається розклад роботи технологічного устаткування. Приведемо отримані розклади роботи обладнання у вигляді діаграм Ганта для кожного з вибраних у пунктів правил переваги та оцінимо їх за критерієм мінімуму виробничого циклу.
1. Правило максимальної залишкової трудомісткості
З поточного портфелю робіт, які підготовлені до обробки, вибирається деталь з максимальною сумою часу обробки на усіх ще невиконаних операціях; мета правила – закінчити обробку всіх деталей приблизно одночасно.
Результат:
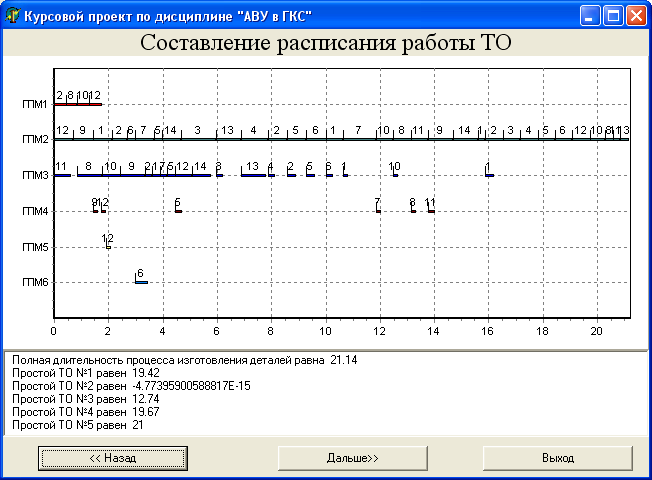
Виробничий цикл Т= 21,14 год
2. Правило найдовшої операції
З поточного портфелю робіт, які підготовлені до обробки на поточному верстаті, вибирається деталь з максимальним часом обробки; мета правила – якнайшвидше завантажити роботою наступні за технологічним маршрутом верстати.
Результат:

Виробничий цикл Т= 21,14 год
3. Правило мінімальної залишкової трудомісткості
З поточного портфелю робіт, які підготовлені до обробки, вибирається деталь з мінімальною сумою часу обробки на усіх ще невиконаних операціях; мета правила – закінчити обробку всіх деталей приблизно одночасно.
Результат:

Виробничий цикл Т= 21,64 год
4. Правило найкоротшої операції
З поточного портфелю робіт, які підготовлені до обробки на поточному верстаті, вибирається деталь з мінімальним часом обробки; мета правила – якнайшвидше завантажити роботою наступні за технологічним маршрутом верстати.
Результат:

Виробничий цикл Т= 21,42 год
5. Правило вирівнювання завантаження верстатів
Результат:

Виробничий цикл Т=21,71 год
Пошук найкращого розкладу
Результати розрахунку за допомогою діаграми Ганта мають наступний вигляд
|
|
Час виробничого циклу
|
|
|
|
|
Правило максимальної залишкової трудомісткості
|
21,14
|
|
Правило найдовшої операції
|
21,14
|
|
Правило мінімальної залишкової трудомісткості
|
21,64
|
|
Правило найкоротшої операції
|
21,42
|
|
Правило вирівнювання завантаження верстатів
|
21,71
|
Розклад, складений за правилом максимальної залишкової трудомісткості, характеризується найменшими простоями обладнання , та найменшим очікуванням деталей.
2.3. Розробка алгоритму транспортного обслуговування ГВС
Для складання розкладу транспортного обслуговування ГВМ необхідно знати час транспортування між ГВМ та між АС та ГВМ, Це розраховується з урахуванням того, що ГВМ знаходяться на однаковій відстані один вид одного, та від АС, та з урахування структурно-компонувальної схеми ГВС. Середня відстань між ГВМ, та середня швидкість переміщення наведені в таблиці 1. Час транспортування розраховується тільки для маршрутів наведених у структурно-технологічній схемі.
|
|
АС
|
ГВМ1
|
ГВМ 2
|
ГВМ 3
|
ГВМ 4
|
ГВМ 5
|
|
АС
|
--
|
1.2
|
1.2
|
2.4
|
2.4
|
3.6
|
|
ГВМ 1
|
1.2
|
--
|
1.2
|
1.8
|
2.4
|
3
|
|
ГВМ 2
|
1.2
|
1.2
|
--
|
2.4
|
1.2
|
3.6
|
|
ГВМ З
|
2.4
|
1.8
|
2.4
|
--
|
3.6
|
1.2
|
|
ГВМ 4
|
2.4
|
2.4
|
1.2
|
3.6
|
--
|
4.8
|
|
ГВМ 5
|
3.6
|
3
|
3.6
|
1.2
|
4.8
|
--
|
На основі інформації про час транспортування деталей між ГВМ та між ГВМ та АС, та оптимального розкладу роботи, отриманого за правилом вирівнювання завантаження верстатів складемо алгоритм транспортної обслуговування ГАД у вигляді діаграм Ганта з урахуванням кількості роботів штабелерів (4).
Розрахунок проводиться за наступних правил:
При появі нової заявки на обслуговування, вона обслуговується найближчим вільним РШ. При появи декількох заявок, або коли не вільних РШ, при їх звільненні пріоритет заявкам надається за правилом - найменший час обробки деталі.
Графічна інтерпретація отриманих розрахунків приведена в Додатку 1.
У даному випадку при наявних вихідних даних неможливо оцінити отримані розклади транспортного обслуговування за критерієм мінімуму виробничого циклу. Ця ситуація склалася тому, що час транспортування деталей набагато менше часу обробки деталей на ГВМ, тому не складається спірних ситуацій, які треба було б вирішити за правилами переваги.
Тому отримуємо єдиний розклад роботи транспортних пристроїв та виробничий цикл, який дорівнює Т=1780,4хв.
2.4. Синтез сіткової моделі функціонування обладнання ГВС
На основі побудованого розкладу роботу елементів ГАД, розробимо мережу Петрі, за допомогою якої проведемо якісний аналіз роботи системи і визначимо його властивості. Побудована мережа буде з інгібіторними дугами, тому що необхідно накласти додаткові обмеження на деякі умови відбування процесів системи. Для моделювання роботи системи скористаємось процедурним підходом. Аналіз отриманої моделі проведемо за допомогою побудови дерева досяжності, тому що матричний підхід для аналізу мережі з інгібіторними дугами не можна застосовувати.
Визначимо стани, яким будуть відповідати позиції мережі у наступній таблиці:
|
Позиції
|
Відповідний стан
|
|
Р1
|
ГВМ1 готовий обробити Деталь 1 (на 1 операції)
|
|
Р2
|
ГВМ2 готовий обробити Деталь 1 (на 2 операції)
|
|
РЗ
|
ГВМ1 готовий обробити Деталь 1 (на 3 операції)
|
|
Р4
|
ГВМ3 готовий обробити Деталь 1 (на 4 операції)
|
|
Р5
|
ГВМ1 готовий обробити Деталь 2 (на 1 операції)
|
|
Р6
|
ГВМ2 готовий обробити Деталь 2 (на 2 операції)
|
|
Р7
|
ГВМ1 готовий обробити Деталь 2 (на 3 операції)
|
|
Р8
|
ГВМ1 готовий обробити Деталь 3 (на 1 операції)
|
|
Р9
|
ГВМ2 готовий обробити Деталь 3 (на 2 операції)
|
|
Р10
|
ГВМ1 готовий обробити Деталь 3 (на 3 операції)
|
|
Р11
|
ГВМ3 готовий обробити Деталь 3 (на 4 операції)
|
|
Р12
|
ГВМ1 готовий обробити Деталь 4 (на 1 операції)
|
|
Р1З
|
ГВМ2 готовий обробити Деталь 4 (на 2 операції)
|
|
Р14
|
ГВМ1 готовий обробити Деталь 5 (на 1 операції)
|
|
Р15
|
ГВМ2 готовий обробити Деталь 5 (на 2 операції)
|
|
Р16
|
ГВМ1 готовий обробити Деталь 5 (на 3 операції)
|
|
Р17
|
ГВМ1 готовий обробити Деталь 6 (на 1 операції)
|
|
Р18
|
ГВМ2 готовий обробити Деталь 6 (на 2 операції)
|
|
Р19
|
ГВМ1 готовий обробити Деталь 6 (на 3 операції)
|
|
Р20
|
ГВМ1 готовий обробити Деталь 7 (на 1 операції)
|
|
Р21
|
ГВМ2 готовий обробити Деталь 7 (на 2 операції)
|
|
Р22
|
ГВМ1 готовий обробити Деталь 8 (на 1 операції)
|
|
Р23
|
ГВМ5 готовий обробити Деталь 8 (на 2 операції)
|
|
Р24
|
ГВМ2 готовий обробити Деталь 8 (на 3 операції)
|
|
Р25
|
ГВМ1 готовий обробити Деталь 8 (на 4 операції)
|
|
Р26
|
ГВМ2 готовий обробити Деталь 9 (на 1 операції)
|
|
Р27
|
ГВМ1 готовий обробити Деталь 9 (на 2 операції)
|
|
Р28
|
ГВМ2 готовий обробити Деталь 9 (на 3 операції)
|
|
Р29
|
ГВМ4 готовий обробити Деталь 9 (на 4 операції)
|
|
Р30
|
ГВМ1 готовий обробити Деталь 10 (на 1 операції)
|
|
Р31
|
ГВМ2 готовий обробити Деталь 10 (на 2 операції)
|
|
Р32
|
ГВМ1 готовий обробити Деталь 10 (на 3 операції)
|
|
РЗЗ
|
ГВМ1 готовий обробити Деталь 11 (на 1 операції)
|
|
Р34
|
ГВМ2 готовий обробити Деталь 11 (на 2 операції)
|
|
Р35
|
ГВМ1 готовий обробити Деталь 11 (на 3 операції")
|
|
Р36
|
ГВМ1 готовий обробити Деталь 12 (на 1 операції)
|
|
Р37
|
ГВМ5 готовий обробити Деталь 12 (на 2 операції)
|
|
Р38
|
ГВМ2 готовий обробити Деталь 12 (на 3 операції)
|
|
Р39
|
ГВМ1 готовий обробити Деталь 12 (на 4 операції)
|
|
Р40
|
ГВМ1 готовий обробити Деталь 13 (на 1 операції")
|
|
Р41
|
ГВМ2 готовий обробити Деталь 13 (на 2 операції)
|
|
Р42
|
ГВМ1 готовий обробити Деталь 13 (на 3 операції)
|
|
Р43
|
ГВМ2 готовий обробити Деталь 13 (на 4 операції)
|
|
Р44
|
ГВМ4 готовий обробити Деталь 13 (на 5 операції)
|
|
Р45
|
ГВМ1 готовий обробити Деталь 14 (на 1 операції)
|
|
Р46
|
ГВМ2 готовий обробити Деталь 14 (на 2 операції)
|
|
Р47
|
ГВМ1 готовий обробити Деталь 14 (на 3 операції)
|
|
Р48
|
Деталь 1 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р49
|
Деталь 1 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р50
|
Деталь 1 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р51
|
Деталь 1 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р52
|
Деталь 1 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р53
|
Деталь 1 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р54
|
Деталь 1 у вхід накопичувача ГВМ3 (перед 4 операцією)
|
|
Р55
|
Деталь 1 у вихід накопичувача ГВМ3 (після 4 операції)
|
|
Р56
|
Деталь 2 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р57
|
Деталь 2 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р58
|
Деталь 2 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р59
|
Деталь 2 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р60
|
Деталь 2 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р61
|
Деталь 2 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р62
|
Деталь 3 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р63
|
Деталь 3 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р64
|
Деталь 3 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р65
|
Деталь 3 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р66
|
Деталь 3 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р67
|
Деталь 3 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р68
|
Деталь 3 у вхід накопичувача ГВМ3 (перед 4 операцією)
|
|
Р69
|
Деталь 3 у вихід накопичувача ГВМ3 (після 4 операції)
|
|
Р70
|
Деталь 4 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р71
|
Деталь 4 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р72
|
Деталь 4 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р73
|
Деталь 4 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р74
|
Деталь 5 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р75
|
Деталь 5 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р76
|
Деталь 5 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р77
|
Деталь 5 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р78
|
Деталь 5 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р79
|
Деталь 5 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р80
|
Деталь 6 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р81
|
Деталь 6 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р82
|
Деталь 6 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р83
|
Деталь 6 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р84
|
Деталь 6 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р85
|
Деталь 6 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р86
|
Деталь 7 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р87
|
Деталь 7 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р88
|
Деталь 7 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р89
|
Деталь 7 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р90
|
Деталь 8 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р91
|
Деталь 8 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р92
|
Деталь 8 у вхід накопичувача ГВМ5 (перед 2 операцією)
|
|
Р93
|
Деталь 8 у вихід накопичувача ГВМ5 (після 2 операції)
|
|
Р94
|
Деталь 8 у вхід накопичувача ГВМ2 (перед 3 операцією)
|
|
Р95
|
Деталь 8 у вихід накопичувача ГВМ2 (після 3 операції)
|
|
Р96
|
Деталь 8 у вхід накопичувача ГВМ1 (перед 4 операцією)
|
|
Р97
|
Деталь 8 у вихід накопичувача ГВМ1 (після 4 операції)
|
|
Р98
|
Деталь 9 у вхід накопичувача ГВМ2 (перед 1 операцією)
|
|
Р99
|
Деталь 9 у вихід накопичувача ГВМ2 (після 1 операції)
|
|
Р100
|
Деталь 9 у вхід накопичувача ГВМ1 (перед 2 операцією)
|
|
Р101
|
Деталь 9 у вихід накопичувача ГВМ1 (після 2 операції)
|
|
Р102
|
Деталь 9 у вхід накопичувача ГВМ2 (перед 3 операцією)
|
|
Р103
|
Деталь 9 у вихід накопичувача ГВМ2 (після 3 операції)
|
|
Р104
|
Деталь 9 у вхід накопичувача ГВМ4 (перед 4 операцією)
|
|
Р105
|
Деталь 9 у вихід накопичувача ГВМ4 (після 4 операції)
|
|
Р106
|
Деталь 10 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р107
|
Деталь 10 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р108
|
Деталь 10 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р109
|
Деталь 10 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р110
|
Деталь 10 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р111
|
Деталь 10 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р112
|
Деталь 11 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р11З
|
Деталь 11 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р114
|
Деталь 11 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р115
|
Деталь 11 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р116
|
Деталь 11 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р117
|
Деталь 11 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р118
|
Деталь 12 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р119
|
Деталь 12 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р120
|
Деталь 12 у вхід накопичувача ГВМ5 (перед 2 операцією)
|
|
Р121
|
Деталь 12 у вихід накопичувача ГВМ5 (після 2 операції)
|
|
Р122
|
Деталь 12 у вхід накопичувача ГВМ2 (перед 3 операцією)
|
|
Р123
|
Деталь 12 у вихід накопичувача ГВМ2 (після 3 операції)
|
|
Р124
|
Деталь 12 у вхід накопичувача ГВМ1 (перед 4 операцією)
|
|
Р125
|
Деталь 12 у вихід накопичувача ГВМ1 (після 4 операції)
|
|
Р126
|
Деталь 13 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р127
|
Деталь 13 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р128
|
Деталь 13 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р129
|
Деталь 13 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р130
|
Деталь 13 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р1З1
|
Деталь 13 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р132
|
Деталь 13 у вхід накопичувача ГВМ2 (перед 4 операцією)
|
|
Р133
|
Деталь 13 у вихід накопичувача ГВМ2 (після 4 операції)
|
|
Р134
|
Деталь 13 у вхід накопичувача ГВМ4 (перед 5 операцією)
|
|
Р135
|
Деталь 13 у вихід накопичувача ГВМ4 (після 5 операції)
|
|
Р136
|
Деталь 14 у вхід накопичувача ГВМ1 (перед 1 операцією)
|
|
Р137
|
Деталь 14 у вихід накопичувача ГВМ1 (після 1 операції)
|
|
Р138
|
Деталь 14 у вхід накопичувача ГВМ2 (перед 2 операцією)
|
|
Р139
|
Деталь 14 у вихід накопичувача ГВМ2 (після 2 операції)
|
|
Р140
|
Деталь 14 у вхід накопичувача ГВМ1 (перед 3 операцією)
|
|
Р141
|
Деталь 14 у вихід накопичувача ГВМ1 (після 3 операції)
|
|
Р142
|
РШ1 прибув з вихідної позиції на АС за Дет.1
|
|
Р143
|
РШ1 прибув з Дет.1 з АС на ГВМ1
|
|
Р144
|
РШ1 прибув з Дет.1 з ГВМ1 на АС за Дет 7
|
|
Р145
|
РШ1 прибув з Дет.7 з АС на ГВМ1
|
|
Р146
|
РШ1 прибув з ГВМ1 на ГВМ2 за Дет 9
|
|
Р147
|
РШ1 прибув з Дет.9 з ГВМ2 на АС за Дет 8
|
|
Р148
|
РШ1 прибув з Дет.8(перед операцією) з АС на ГВМ1
|
|
Р149
|
РШ1 прибув з Дет.8 з ГВМ1 на С1
|
|
Р150
|
РШ1 прибув з Дет.8 з С1 на АС
|
|
Р151
|
РШ1 прибув з Дет.8 з АС на ГВМ2
|
|
Р152
|
РШ1 прибув з ГВМ2 на АС за Дет 6
|
|
Р153
|
РШ1 прибув з Дет.6 з АС на ГВМ1
|
|
Р154
|
РШ1 прибув з Дет.6 з ГВМ1 на АС за Дет 1
|
|
Р155
|
РШ1 прибув з Дет.1 з АС на ГВМ2
|
|
Р156
|
РШ1 прибув з ГВМ2 на АС за Дет 12
|
|
Р157
|
РШ1 прибув з Дет.12 з АС на ГВМ1
|
|
Р158
|
РШ1 прибув з Дет.12 з ГВМ1 на С1
|
|
Р159
|
РШ1 прибув з Дет.12 з С1 на АС
|
|
Р160
|
РШ1 прибув з Дет.12 з АС на ГВМ2
|
|
Р161
|
РШ1 прибув з ГВМ2 на ГВМ1 за Дет 8
|
|
Р162
|
РШ1 прибув з Дет.8 з ГВМ1 на АС за Дет 3
|
|
Р163
|
РШ1 прибув з Дет.3 з АС на ГВМ1
|
|
Р164
|
РШ1 прибув з ГВМ1 на ГВМ2 за Дет 12
|
|
Р165
|
РШ1 прибув з Дет.12 з ГВМ2 на АС за Дет 10
|
|
Р166
|
РШ1 прибув з Дет.10 з АС на ГВМ1
|
|
Р167
|
РШ1 прибув з ГВМ1 на ГВМ2 за Дет 13
|
|
Р168
|
РШ1 прибув з Дет.13 з ГВМ2 на АС за Дет 4
|
|
Р169
|
РШ1 прибув з Дет.4 з АС на ГВМ1
|
|
Р170
|
РШ1 прибув з Дет.4 з ГВМ1 на АС
|
|
Р171
|
РШ1 прибув з АС на ГВМ2 за Дет.10
|
|
Р172
|
РШ1 прибув з Дет.10 з ГВМ2 на АС за Дет 12
|
|
Р173
|
РШ1 прибув з Дет.12 з АС на ГВМ1
|
|
Р174
|
РШ1 прибув з ГВМ1 на АС за Дет.3
|
|
Р175
|
РШ1 прибув з Дет.3 з АС на ГВМ2
|
|
Р176
|
РШ1 прибув з ГВМ2 на ГВМ1 за Дет.12
|
|
Р177
|
РШ1 прибув з Дет.12 з ГВМ1 на АС
|
|
Р178
|
РШ1 прибув з АС на ГВМ1 за Дет.9
|
|
Р179
|
РШ1 прибув з Дет.9 з ГВМ1 на ГВМ2
|
|
Р180
|
РШ1 прибув з Дет.9 з ГВМ2 на С1
|
|
Р181
|
РШ1 прибув з Дет.9 з С1 на АС за Дет.3
|
|
Р182
|
РШ1 прибув з Дет.3 з АС на ГВМ1
|
|
Р183
|
РШ1 прибув з Дет.3 з ГВМ1 на С1
|
|
Р184
|
РШ1 прибув з Дет.3 з С1 на АС за Дет.11
|
|
Р185
|
РШ1 прибув з Дет.11 з АС на ГВМ1
|
|
Р186
|
РШ1 прибув з ГВМ1 на ГВМ2 за Дет.2
|
|
Р187
|
РШ1 прибув з Дет.2 з ГВМ2 на АС за Дет.10
|
|
Р188
|
РШ1 прибув з Дет.10 з АС на ГВМ1
|
|
Р189
|
РШ1 прибув з ГВМ1 на ГВМ2 за Дет.6
|
|
Р190
|
РШ1 прибув з Дет.6 з ГВМ2 на АС за Дет.2
|
|
Р191
|
РШ1 прибув з Дет.2 з АС на ГВМ1
|
|
Р192
|
РШ1 прибув з ГВМ1 на ГВМ2 за Дет.11
|
|
Р193
|
РШ1 прибув з Дет.11 з ГВМ2 на АС за Дет.6
|
|
Р194
|
РШ1 прибув з Дет.6 з АС на ГВМ1
|
|
Р195
|
РШ1 прибув з Дет.6 з ГВМ1 на АС за Дет.4
|
|
Р196
|
РШ1 прибув з Дет.4 з АС на ГВМ2
|
|
Р197
|
РШ1 прибув з ГВМ2 на ГВМ1 за Дет.11
|
|
Р198
|
РШ1 прибув з Дет.11 з ГВМ1 на АС
|
|
Р199
|
РШ1 прибув з АС на ГВМ1 за Дет.5
|
|
Р200
|
РШ1 прибув з Дет.5 з ГВМ1 на АС
|
|
Р201
|
РШ2 прибув з вихідної позиції на АС за Дет.9
|
|
Р202
|
РШ2 прибув з Дет.9 з АС на ГВМ2
|
|
Р203
|
РШ2 прибув з ГВМ2 на АС за Дет 14
|
|
Р204
|
РШ2 прибув з Дет.14 з АС на ГВМ1
|
|
Р205
|
РШ2 прибув з Дет.14 з ГВМ1 на АС
|
|
Р206
|
РШ2 прибув з Дет.14 з АС на ГВМ2
|
|
Р207
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 7
|
|
Р208
|
РШ2 прибув з Дет.7 з ГВМ1 на АС за Дет 2
|
|
Р209
|
РШ2 прибув з Дет.2 з АС на ГВМ1
|
|
Р210
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 14
|
|
Р211
|
РШ2 прибув з Дет.14 з ГВМ2 на АС
|
|
Р212
|
РШ2 прибув з АС на ГВМ1 за Дет.2
|
|
Р21З
|
РШ2 прибув з Дет.2 з ГВМ1 на АС за Дет.14
|
|
Р213-1
|
РШ2 прибув з Дет.14 з АС на ГВМ1
|
|
Р214
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 8
|
|
Р215
|
РШ2 прибув з Дет.8 з ГВМ2 на АС
|
|
Р216
|
РШ2 прибув з АС на ГВМ1 за Дет.14
|
|
Р217
|
РШ2 прибув з Дет.14 з ГВМ1 на АС за Дет.8
|
|
Р218
|
РШ2 прибув з Дет.8 з АС на ГВМ1
|
|
Р219
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 1
|
|
Р220
|
РШ2 прибув з Дет.1 з ГВМ2 на АС за Дет.13
|
|
Р221
|
РШ2 прибув з Дет.13 з АС на ГВМ1
|
|
Р222
|
РШ2 прибув з Дет.13 з ГВМ1 на АС
|
|
Р223
|
РШ2 прибув з Дет.13 з АС на ГВМ2
|
|
Р224
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 3
|
|
Р225
|
РШ2 прибув з Дет.3 з ГВМ1 на АС
|
|
Р226
|
РШ2 прибув з АС на ГВМ1 за Дет.10
|
|
Р227
|
РШ2 прибув з Дет.10 з ГВМ1 на ГВМ2
|
|
Р228
|
РШ2 прибув з ГВМ2 на АС за Дет.13
|
|
Р229
|
РШ2 прибув з Дет.13 з АС на ГВМ1
|
|
Р230
|
РШ2 прибув з Дет.13 з ГВМ1 на ГВМ2
|
|
Р2З1
|
РШ2 прибув з Дет.13 з ГВМ2 на С1
|
|
Р232
|
РШ2 прибув з Дет.13 з С1 на АС за Дет 9
|
|
Р233
|
РШ2 прибув з Дет 9 з АС на ГВМ1
|
|
Р234
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 3
|
|
Р235
|
РШ2 прибув з Дет 3 з ГВМ2 на АС за Дет 1
|
|
Р236
|
РШ2 прибув з Дет 1 з АС на ГВМ1
|
|
Р237
|
РШ2 прибув з ГВМ1 на АС за Дет 7
|
|
Р238
|
РШ2 прибув з Дет 7 з АС на ГВМ2
|
|
Р239
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 1
|
|
Р240
|
РШ2 прибув з Дет 1 з ГВМ1 на С1
|
|
Р241
|
РШ2 прибув з Дет 1 з С1 на АС за Дет 5
|
|
Р242
|
РШ2 прибув з Дет 5 з АС на ГВМ1
|
|
Р243
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 7
|
|
Р244
|
РШ2 прибув з Дет 7 з ГВМ2 на АС за Дет 2
|
|
Р245
|
РШ2 прибув з Дет 2 з АС на ГВМ2
|
|
Р246
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 5
|
|
Р247
|
РШ2 прибув з Дет 5 з ГВМ1 на АС за Дет 6
|
|
Р248
|
РШ2 прибув з Дет 6 з АС на ГВМ2
|
|
Р249
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 11
|
|
Р250
|
РШ2 прибув з Дет 11 з ГВМ1 на АС
|
|
Р251
|
РШ2 прибув з Дет 11 з АС на ГВМ2
|
|
Р252
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 10
|
|
Р253
|
РШ2 прибув з Дет 10 з ГВМ1 на АС за Дет 5
|
|
Р254
|
РШ2 прибув з Дет 5 з АС на ГВМ2
|
|
Р255
|
РШ2 прибув з ГВМ2 на ГВМ1 за Дет 2
|
|
Р256
|
РШ2 прибув з Дет 2 з ГВМ1 на АС за Дет 11
|
|
Р257
|
РШ2 прибув з Дет 11 з АС на ГВМ1
|
|
Р258
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 5
|
|
Р259
|
РШ2 прибув з Дет 5 з ГВМ2 на АС
|
|
Р260
|
РШ2 прибув з Дет 5 з АС на ГВМ1
|
|
Р261
|
РШ2 прибув з ГВМ1 на ГВМ2 за Дет 4
|
|
Р262
|
РШ2 прибув з Дет 4 з ГВМ2 на АС
|
|
Р263
|
РШ3 прибув з вихідної позиції на С1 за Дет.8
|
|
Р264
|
РШ3 прибув з Дет.8 з С1 на ГВМ5
|
|
Р265
|
РШ3 прибув з Дет.8 зГВМ5 на С1
|
|
Р266
|
РШ3 прибув з Дет.12 з С1 на ГВМ5
|
|
Р267
|
РШ3 прибув з Дет.12 з ГВМ5 на С1
|
|
Р268
|
РШ3 прибув з Дет.1 з С1 на ГВМ3
|
|
Р269
|
РШ3 прибув з Дет.1 з ГВМ3 на С1
|
|
Р270
|
РШ3 прибув з Дет.3 з С1 на ГВМ3
|
|
Р271
|
РШ3 прибув з Дет.3 з ГВМ3 на С1
|
|
Р272
|
РШ4 прибув з вихідної позиції на С2 за Дет.13
|
|
Р273
|
РШ4 прибув з Дет.13 з С2 на ГВМ4
|
|
Р274
|
РШ4 прибув з Дет.13 з ГВМ4 на С2
|
|
Р275
|
РШ4 прибув з Дет.9 з С2 на ГВМ4
|
|
Р276
|
РШ4 прибув з Дет.9 з ГВМ4 на С2
|
|
Р277
|
1
|
Заготовка 1 на складі перед 1 оп.
|
|
|
2
|
Заготовка 1 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 1 на складі після 2 оп. перед 3 оп.
|
|
|
4
|
Заготовка 1 на складі після 4 оп.
|
|
Р278
|
1
|
Заготовка 2 на складі перед 1 оп.
|
|
|
2
|
Заготовка 2 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 2 на складі після 2 оп. перед 3 оп.
|
|
|
4
|
Заготовка 2 на складі після 3 оп.
|
|
Р279
|
1
|
Заготовка 3 на складі перед 1 оп.
|
|
|
2
|
Заготовка 3 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 3 на складі після 2 оп. перед 3 оп.
|
|
|
4
|
Заготовка 3 на складі після 4 оп.
|
|
P280
|
1
|
Заготовка 4 на складі перед 1 оп.
|
|
|
2
|
Заготовка 4 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 4 на складі після 2 оп.
|
|
P281
|
1
|
Заготовка 5 на складі перед 1 оп.
|
|
|
2
|
Заготовка 5 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 5 на складі після 2 оп. перед 3 оп.
|
|
|
4
|
Заготовка 5 на складі після 3 оп.
|
|
P282
|
1
|
Заготовка 6 на складі перед 1 оп.
|
|
|
2
|
Заготовка 6 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 6 на складі після 2 оп. перед 3 оп.
|
|
|
4
|
Заготовка 6 на складі після 3 оп.
|
|
P283
|
1
|
Заготовка 7 на складі перед 1 оп.
|
|
|
2
|
Заготовка 7 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 7 на складі після 2 оп.
|
|
P284
|
1
|
Заготовка 8 на складі перед 1 оп.
|
|
|
2
|
Заготовка 8 на складі після 2 оп. перед 3 оп.
|
|
|
3
|
Заготовка 8 на складі після 3 оп. перед 4 оп.
|
|
|
4
|
Заготовка 8 на складі після 4 оп.
|
|
P285
|
1
|
Заготовка 9 на складі перед 1 оп.
|
|
|
2
|
Заготовка 9 на складі після 2 оп. перед 3 оп.
|
|
|
3
|
Заготовка 9 на складі після 4 оп.
|
|
P286
|
1
|
Заготовка 10 на складі перед 1 оп.
|
|
|
2
|
Заготовка 10 на складі після 3 оп. перед 4 оп.
|
|
|
3
|
Заготовка 10 на складі після 4 оп.
|
|
P287
|
1
|
Заготовка 11 на складі перед 1 оп.
|
|
|
2
|
Заготовка 11 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 11 на складі після 2 оп. перед 3 оп..
|
|
|
4
|
Заготовка 11 на складі після 3 оп
|
|
P288
|
1
|
Заготовка 12 на складі перед 1 оп.
|
|
|
2
|
Заготовка 12 на складі після 2 оп. перед 3 оп.
|
|
|
3
|
Заготовка 12 на складі після 3 оп. перед 4 оп..
|
|
|
4
|
Заготовка 12 на складі після 4 оп
|
|
P289
|
1
|
Заготовка 13 на складі перед 1 оп.
|
|
|
2
|
Заготовка 13 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 13 на складі після 2 оп. перед 3 оп..
|
|
|
4
|
Заготовка 13 на складі після 3 оп. перед 4 оп..
|
|
|
5
|
Заготовка 13 на складі після 5 оп.
|
|
P290
|
1
|
Заготовка 14 на складі перед 1 оп.
|
|
|
2
|
Заготовка 14 на складі після 1 оп. перед 2 оп.
|
|
|
3
|
Заготовка 14 на складі після 2 оп. перед 3 оп..
|
|
|
4
|
Заготовка 14 на складі після 3 оп
|
|
Р291
|
Деталь 8 на С1 перед етапом 2
|
|
Р292
|
Деталь 8 на С1 після етапа 2
|
|
Р293
|
Деталь 12 на С1 перед етапом 2
|
|
Р294
|
Деталь 12 на С1 після етапа 2
|
|
Р295
|
Деталь 9 на С2 перед етапом 4
|
|
Р296
|
Деталь 9 на С2 після етапа 4
|
|
Р297
|
Деталь 3 на С1 перед етапом 4
|
|
Р299
|
Деталь 3 на С1 після етапа 4
|
|
Р299
|
Деталь 13 на С2 перед етапом 2
|
|
Р300
|
Деталь 13 на С2 після етапа 2
|
|
Р301
|
Деталь 1 на С1 перед етапом 4
|
|
Р302
|
Деталь 1 на С1 після етапа 4
|
Визначимо процеси, що протікають в системі та відповідні їм переходи. Наведемо їх у таблиці :
|
T1
|
РШ1 транспортує Дет.1 з АС на ГВМ1
|
|
T2
|
РШ1 транспортує Дет.1 з ГВМ1 на АС
|
|
TЗ
|
РШ1 транспортує Дет.7 з АС на ГВМ1
|
|
T4
|
РШ1 прямує з ГВМ1 на ГВМ2 за Дет 9
|
|
T5
|
РШ1 транспортує Дет.9 з ГВМ2 на АС
|
|
T6
|
РШ1 транспортує Дет.8 з АС на ГВМ1
|
|
T7
|
РШ1 транспортує Дет.8 з ГВМ1 на С1
|
|
T8
|
РШ1 транспортує Дет.8 з С1 на АС
|
|
T9
|
РШ1 транспортує Дет.8 з АС на ГВМ2
|
|
T10
|
РШ1 прямує з ГВМ2 на АС за Дет 6
|
|
T11
|
РШ1 транспортує Дет.6 з АС на ГВМ1
|
|
T12
|
РШ1 транспортує Дет.6 з ГВМ1 на АС
|
|
T1З
|
РШ1 транспортує Дет.1 з АС на ГВМ2
|
|
T14
|
РШ1 прямує з ГВМ2 на АС за Дет 12
|
|
T15
|
РШ1 транспортує Дет.12 з АС на ГВМ1
|
|
T16
|
РШ1 транспортує Дет.12 з ГВМ1 на С1
|
|
T17
|
РШ1 транспортує Дет.12 з С1 на АС
|
|
T18
|
РШ1 транспортує Дет.12 з АС на ГВМ2
|
|
T19
|
РШ1 прямує з ГВМ2 на ГВМ1 за Дет 8
|
|
T20
|
РШ1 транспортує Дет.8 з ГВМ1 на АС
|
|
T21
|
РШ1 транспортує Дет.3 з АС на ГВМ1
|
|
T22
|
РШ1 прямує з ГВМ1 на ГВМ2 за Дет 12
|
|
T23
|
РШ1 транспортує Дет.12 з ГВМ2 на АС
|
|
T24
|
РШ1 транспортує Дет.10 з АС на ГВМ1
|
|
T25
|
РШ1 прямує з ГВМ1 на ГВМ2 за Дет 13
|
|
T26
|
РШ1 транспортує Дет.13 з ГВМ2 на АС
|
|
T27
|
РШ1 транспортує Дет.4 з АС на ГВМ1
|
|
T28
|
РШ1 транспортує Дет.4 з ГВМ1 на АС
|
|
T29
|
РШ1 прямує з АС на ГВМ2 за Дет.10
|
|
T30
|
РШ1 транспортує Дет.10 з ГВМ2 на АС
|
|
T31
|
РШ1 транспортує Дет.12 з АС на ГВМ1
|
|
T32
|
РШ1 прямує з ГВМ1 на АС за Дет.3
|
|
TЗЗ
|
РШ1 транспортує Дет.3 з АС на ГВМ2
|
|
T34
|
РШ1 прямує з ГВМ2 на ГВМ1 за Дет.12
|
|
T35
|
РШ1 транспортує Дет.12 з ГВМ1 на АС
|
|
T36
|
РШ1 прямує з АС на ГВМ1 за Дет.9
|
|
T37
|
РШ1 транспортує Дет.9 з ГВМ1 на ГВМ2
|
|
T38
|
РШ1 транспортує Дет.9 з ГВМ2 на С1
|
|
T39
|
РШ1 транспортує Дет.9 з С1 на АС
|
|
T40
|
РШ1 транспортує Дет.3 з АС на ГВМ1
|
|
T41
|
РШ1 транспортує Дет.3 з ГВМ1 на С1
|
|
T42
|
РШ1 транспортує Дет.3 з С1 на АС
|
|
T43
|
РШ1 транспортує Дет.11 з АС на ГВМ1
|
|
T44
|
РШ1 прямує з ГВМ1 на ГВМ2 за Дет.2
|
|
T45
|
РШ1 транспортує Дет.2 з ГВМ2 на АС
|
|
T46
|
РШ1 транспортує Дет.10 з АС на ГВМ1
|
|
T47
|
РШ1 прямує з ГВМ1 на ГВМ2 за Дет.6
|
|
T48
|
РШ1 транспортує Дет.6 з ГВМ2 на АС
|
|
T49
|
РШ1 транспортує Дет.2 з АС на ГВМ1
|
|
T50
|
РШ1 прямує з ГВМ1 на ГВМ2 за Дет.11
|
|
T51
|
РШ1 транспортує Дет.11 з ГВМ2 на АС
|
|
T52
|
РШ1 транспортує Дет.6 з АС на ГВМ1
|
|
T53
|
РШ1 транспортує Дет.6 з ГВМ1 на АС за Дет.4
|
|
T54
|
РШ1 транспортує Дет.4 з АС на ГВМ2
|
|
T55
|
РШ1 прямує з ГВМ2 на ГВМ1 за Дет.11
|
|
T56
|
РШ1 транспортує Дет.11 з ГВМ1 на АС
|
|
T57
|
РШ1 прямує з АС на ГВМ1 за Дет.5
|
|
T58
|
РШ1 транспортує Дет.5 з ГВМ1 на АС
|
|
T59
|
РШ2 транспортує Дет.9 з АС на ГВМ2
|
|
T60
|
РШ2 прямує з ГВМ2 на АС за Дет 14
|
|
T61
|
РШ2 транспортує Дет.14 з АС на ГВМ1
|
|
T62
|
РШ2 транспортує Дет.14 з ГВМ1 на АС
|
|
T63
|
РШ2 транспортує Дет.14 з АС на ГВМ2
|
|
T64
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 7
|
|
T65
|
РШ2 транспортує Дет.7 з ГВМ1 на АС
|
|
T66
|
РШ2 транспортує Дет.2 з АС на ГВМ1
|
|
T67
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 14
|
|
T68
|
РШ2 транспортує Дет.14 з ГВМ2 на АС
|
|
T69
|
РШ2 прямує з АС на ГВМ1 за Дет.2
|
|
T70
|
РШ2 транспортує Дет.2 з ГВМ1 на АС
|
|
T71
|
РШ2 транспортує Дет.14 з АС на ГВМ1
|
|
T72
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 8
|
|
T73
|
РШ2 транспортує Дет.8 з ГВМ2 на АС
|
|
T74
|
РШ2 прямує з АС на ГВМ1 за Дет.14
|
|
T75
|
РШ2 транспортує Дет.14 з ГВМ1 на АС
|
|
T76
|
РШ2 транспортує Дет.8 з АС на ГВМ1
|
|
T77
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 1
|
|
T78
|
РШ2 транспортує Дет.1 з ГВМ2 на АС
|
|
T79
|
РШ2 транспортує Дет.13 з АС на ГВМ1
|
|
T80
|
РШ2 транспортує Дет.13 з ГВМ1 на АС
|
|
T81
|
РШ2 транспортує Дет.13 з АС на ГВМ2
|
|
T82
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 3
|
|
T83
|
РШ2 транспортує Дет.3 з ГВМ1 на АС
|
|
T84
|
РШ2 прямує з АС на ГВМ1 за Дет.10
|
|
T85
|
РШ2 транспортує Дет.10 з ГВМ1 на ГВМ2
|
|
T86
|
РШ2 прямує з ГВМ2 на АС за Дет.13
|
|
T87
|
РШ2 транспортує Дет.13 з АС на ГВМ1
|
|
T88
|
РШ2 транспортує Дет.13 з ГВМ1 на ГВМ2
|
|
T89
|
РШ2 транспортує Дет.13 з ГВМ2 на С1
|
|
T90
|
РШ2 транспортує Дет.13 з С1 на АС
|
|
T91
|
РШ2 транспортує Дет 9 з АС на ГВМ1
|
|
T92
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 3
|
|
T93
|
РШ2 транспортує Дет 3 з ГВМ2 на АС
|
|
T94
|
РШ2 транспортує Дет 1 з АС на ГВМ1
|
|
T95
|
РШ2 прямує з ГВМ1 на АС за Дет 7
|
|
T96
|
РШ2 транспортує Дет 7 з АС на ГВМ2
|
|
T97
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 1
|
|
T98
|
РШ2 транспортує Дет 1 з ГВМ1 на С1
|
|
T99
|
РШ2 транспортує Дет 1 з С1 на АС
|
|
T100
|
РШ2 транспортує Дет 5 з АС на ГВМ1
|
|
T101
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 7
|
|
T102
|
РШ2 транспортує Дет 7 з ГВМ2 на АС
|
|
T103
|
РШ2 транспортує Дет 2 з АС на ГВМ2
|
|
T104
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 5
|
|
T105
|
РШ2 транспортує Дет 5 з ГВМ1 на АС
|
|
T106
|
РШ2 транспортує Дет 6 з АС на ГВМ2
|
|
T107
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 11
|
|
T108
|
РШ2 транспортує Дет 11 з ГВМ1 на АС
|
|
T109
|
РШ2 транспортує Дет 11 з АС на ГВМ2
|
|
T110
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 10
|
|
T111
|
РШ2 транспортує Дет 10 з ГВМ1 на АС
|
|
T112
|
РШ2 транспортує Дет 5 з АС на ГВМ2
|
|
T11З
|
РШ2 прямує з ГВМ2 на ГВМ1 за Дет 2
|
|
T114
|
РШ2 транспортує Дет 2 з ГВМ1 на АС
|
|
T115
|
РШ2 транспортує Дет 11 з АС на ГВМ1
|
|
T116
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 5
|
|
T117
|
РШ2 транспортує Дет 5 з ГВМ2 на АС
|
|
T118
|
РШ2 транспортує Дет 5 з АС на ГВМ1
|
|
T119
|
РШ2 прямує з ГВМ1 на ГВМ2 за Дет 4
|
|
T120
|
РШ2 транспортує Дет 4 з ГВМ2 на АС
|
|
T121
|
РШ3 транспортує Дет.8 з С1 на ГВМ5
|
|
T122
|
РШ3 транспортує Дет.8 зГВМ5 на С1
|
|
T123
|
РШ3 транспортує Дет.12 з С1 на ГВМ5
|
|
T124
|
РШ3 транспортує Дет.12 з ГВМ5 на С1
|
|
T125
|
РШ3 транспортує Дет.1 з С1 на ГВМ3
|
|
T126
|
РШ3 транспортує Дет.1 з ГВМ3 на С1
|
|
T127
|
РШ3 транспортує Дет.3 з С1 на ГВМ3
|
|
T128
|
РШ3 транспортує Дет.3 з ГВМ3 на С1
|
|
T129
|
РШ4 транспортує Дет.13 з С2 на ГВМ4
|
|
T130
|
РШ4 транспортує Дет.13 з ГВМ4 на С2
|
|
T1З1
|
РШ4 транспортує Дет.9 з С2 на ГВМ4
|
|
T132
|
РШ4 транспортує Дет.9 з ГВМ4 на С2
|
|
T133
|
ГВМ1 обробляє Деталь 1 (на 1 операції)
|
|
T134
|
ГВМ2 обробляє Деталь 1 (на 2 операції)
|
|
T135
|
ГВМ1 обробляє Деталь 1 (на 3 операції)
|
|
T136
|
ГВМ3 обробляє Деталь 1 (на 4 операції)
|
|
T137
|
ГВМ1 обробляє Деталь 2 (на 1 операції)
|
|
T138
|
ГВМ2 обробляє Деталь 2 (на 2 операції)
|
|
T139
|
ГВМ1 обробляє Деталь 2 (на 3 операції)
|
|
T140
|
ГВМ1 обробляє Деталь 3 (на 1 операції)
|
|
T141
|
ГВМ2 обробляє Деталь 3 (на 2 операції)
|
|
T142
|
ГВМ1 обробляє Деталь 3 (на 3 операції)
|
|
T143
|
ГВМ3 обробляє Деталь 3 (на 4 операції)
|
|
T144
|
ГВМ1 обробляє Деталь 4 (на 1 операції)
|
|
T145
|
ГВМ2 обробляє Деталь 4 (на 2 операції)
|
|
T146
|
ГВМ1 обробляє Деталь 5 (на 1 операції)
|
|
T147
|
ГВМ2 обробляє Деталь 5 (на 2 операції)
|
|
T148
|
ГВМ1 обробляє Деталь 5 (на 3 операції)
|
|
T149
|
ГВМ1 обробляє Деталь 6 (на 1 операції)
|
|
T150
|
ГВМ2 обробляє Деталь 6 (на 2 операції)
|
|
T151
|
ГВМ1 обробляє Деталь 6 (на 3 операції)
|
|
T152
|
ГВМ1 обробляє Деталь 7 (на 1 операції)
|
|
T153
|
ГВМ2 обробляє Деталь 7 (на 2 операції)
|
|
T154
|
ГВМ1 обробляє Деталь 8 (на 1 операції)
|
|
T155
|
ГВМ5 обробляє Деталь 8 (на 2 операції)
|
|
T156
|
ГВМ2 обробляє Деталь 8 (на 3 операції)
|
|
T157
|
ГВМ1 обробляє Деталь 8 (на 4 операції)
|
|
T158
|
ГВМ2 обробляє Деталь 9 (на 1 операції)
|
|
T159
|
ГВМ1 обробляє Деталь 9 (на 2 операції)
|
|
T160
|
ГВМ2 обробляє Деталь 9 (на 3 операції)
|
|
T161
|
ГВМ4 обробляє Деталь 9 (на 4 операції)
|
|
T162
|
ГВМ1 обробляє Деталь 10 (на 1 операції)
|
|
T163
|
ГВМ2 обробляє Деталь 10 (на 2 операції)
|
|
T164
|
ГВМ1 обробляє Деталь 10 (на 3 операції)
|
|
T165
|
ГВМ1 обробляє Деталь 11 (на 1 операції)
|
|
T166
|
ГВМ2 обробляє Деталь 11 (на 2 операції)
|
|
T167
|
ГВМ1 обробляє Деталь 11 (на 3 операції")
|
|
T168
|
ГВМ1 обробляє Деталь 12 (на 1 операції)
|
|
T169
|
ГВМ5 обробляє Деталь 12 (на 2 операції)
|
|
T170
|
ГВМ2 обробляє Деталь 12 (на 3 операції)
|
|
T171
|
ГВМ1 обробляє Деталь 12 (на 4 операції)
|
|
T172
|
ГВМ1 обробляє Деталь 13 (на 1 операції")
|
|
T173
|
ГВМ2 обробляє Деталь 13 (на 2 операції)
|
|
T174
|
ГВМ1 обробляє Деталь 13 (на 3 операції)
|
|
T175
|
ГВМ2 обробляє Деталь 13 (на 4 операції)
|
|
T176
|
ГВМ4 обробляє Деталь 13 (на 5 операції)
|
|
T177
|
ГВМ1 обробляє Деталь 14 (на 1 операції)
|
|
T178
|
ГВМ2 обробляє Деталь 14 (на 2 операції)
|
|
T179
|
ГВМ1 обробляє Деталь 14 (на 3 операції)
|
Позиції та переходи мережі згруповані таким чином, що можна візуально виділить фрагменти, які відповідають ГВМ та РШ ГАД.
Вихідна мережа містить також інгібіторні дуги, що визначають порядок слідування подій в мережі та вказують на те, що деякі події є взаємовиключаючими. Отже, в мережі, що зображена в додатку 1 наявні дві групи інгібіторних дуг:
1. дуги, що вказують на те, що деталь не може бути завантажена у вхідний накопичувач ГВМ, поки він не звільниться в результаті початку операції обробки:
2. дуги, що вказують на те, що деталь не може бути оброблена на ГВМ, поки не звільниться його вихідний накопичувач:
Висновки
В даному курсовому проекті були послідовно виконані всі стадії складання розкладу роботи основного і транспортного обладнання ГАД. Для вибору оптимального розкладу роботи обладнання та транспортних пристроїв були проведені розрахунки при різних правилах переваги. Для вирішення задачі оперативного планування були використані наступні правила переваги:
- максимальної залишкової трудомісткості
- найкоротшої операції
- вирівнювання завантаження верстатів
- найдовшої операції
- мінімальної залишкової трудомісткості
Після цього був вибраний оптимальний розклад по критерію мінімуму тривалості виробничого циклу. Мінімальний виробничий цикл отримали при використанні правила максимальної вирівнювання завантаження верстатів. Тривалість виробничого циклу дорівнює 1527,2 хв.
Для побудови оптимального розкладу роботи транспортних пристроїв були використані наступні критерії:
- найкоротшої транспортної операції
- мінімальної залишкової трудомісткості технологічних операцій
- мінімальної залишкової трудомісткості транспортних операцій
Розклади, побудовані за цими правилами однакові, тому що час транспортування деталей набагато меньше часу обробки деталей на ГВМ. Тому не виникає конфліктних ситуацій і нема необхідності застосування правил переваги. Тривалість виробничого циклу дорівнює 1780,4хв.
Для моделювання роботи системи був використай апарат мережі Петрі. Аналіз мережі за допомогою її дерева досяжності показав, що у роботі системи немає заціклюваня та тупикових ситуацій. Але мережа Петрі є неживою, тому що нема повернення на початкове маркування. Це є результатом того, що спочатку на АС знаходяться заготовки, а у кінці роботи - готові деталі. Але якщо зробити заміну готових деталей на нові заготовки, то буде забезпечено повторне виконання технологічних операцій після їх завершення.
Побудована мережева модель є обмеженою, тобто немає накопичуючих елементів, завдяки чому забезпечується кінцевість процесів та виконання заданих умов при роботі об'єкту моделювання. Також мережа є зберігаючою, що свідчить про неможливість знищення або виникнення додаткових ресурсів у системи, яка моделюється.
Література
- Слепцов А.И., Юрасов А.А. Автоматизация проектирования управляющих систем гибких автоматизированных производств.-К.:Тэхника, 1986.- 110с.
- Управление дискретными процессами в ГПС./Под ред. Л.С.Ямпольского.- К.:Техника, 1992.- 251с.
- Робототехника и гибкие автоматизированные производства. В 9-ти кн. Кн.5. Моделирование робототехнических систем и гибких автоматизированных производств./Под ред. И.М.Макарова.- М.:Высш.шк., 1986.- 175с.
- Питерсон Дж. Теория сетей Петри и моделирование систем.-М.:Мир, 1984.- 264с.
- Шкурба В.В. Задачи календарного планирования и методы их решения.- К.:Наукова думка, 1966
34
Створення алгоритмічного та програмного забезпечення системи оперативного управління (СОУ) гнучким автоматизованим підрозділом