Усовершенствование системы автоматического управления процессом сгущения шламов
Введение
ОАО «Уралкалий», является одним из крупнейших производителей минеральных удобрений в Российской Федерации ,а так же одним из градообразующих предприятий нашего города . ОАО «Уралкалий» выпускает два основных вида продукции: стандартный хлористый калий и гранулированный хлористый калий (гранулят):
- Стандартный хлористый калий может быть белого и розового цветов:
- Розовый хлористый калий используется для непосредственного внесения в почву и поставляется в основном в Индию и страны Юго-Восточной Азии
- Белый хлористый калий используется как для непосредственного внесения в почву, так и для производства смешанных азотно-фосфорно-калийных удобрений, а также применяется в промышленности. Белый хлористый калий в основном поставляется в Китай, Россию, а также в страны Европы
- Гранулят является продуктом более высокой степени переработки, который используется главным образом в странах, применяющих наиболее передовые методы удобрения почвы. Грануляция замедляет впитывание удобряющих питательных элементов в почву, что, в свою очередь, продлевает действие удобрений.
Гранулят «Уралкалия» в основном экспортируется в Бразилию, США и Китай, где он в дальнейшем используется либо для непосредственного внесения в почву, либо смешивается с азотными и фосфорными удобрениями. Стоимость гранулированного хлористого калия несколько выше по сравнению с другими видами калийных удобрений.
В настоящее время рыночная экономика заставляет снижать выпуск хлористого калия, поэтому в связи с вынужденными простоями «Уралкалий «вкладывает деньги в усовершенствование и развитие технологии , модернизацию основного оборудования, в том числе и автоматизации процессов. Это необходимо для того , чтобы выполнялись следующие требования к удобрениям:
- высокое содержание полезного компонента в продукте;
- постоянство гранулометрического состава;
- неслеживаемость продукта при длительном хранении.
Выпуск продукции составляет до 1400 тыс. тонн в год. Для производства хлористого калия в качестве сырья используется сильвинит.
Хлористый калий поставляется насыпью в минераловозах, либо фасуется по 50 , 1000 кг. Доставка продукции по России и за рубеж осуществляется по железной дороге или водным пу-тем, в районы Пермской области и прилегающие к ней районы - автомобильным транспортом.
Большая мощность и последовательная структура агрегата задают повышенные требования к надежности контроля, регулирования и защиты, так как выход из строя отдельного элемента зачастую приводит к полной остановке агрегата и, как следствие, к большим экономическим потерям. Достижение эффективности от внедрения систем и средств автоматизации в калийной промышленности особенно важно в связи с тем, что производства этой подотрасли горнорудной промышленности являются трудоемкими, выпускают продукцию, пользующуюся повышенным спросом, применяя при этом разнообразное технологическое оборудование и потребляя значительное количество материалов и энергии.
Подразделение ОАО «Уралкалия» БПКРУ-2 было запущенно в 1969г, удобрения на БКПРУ-2 производятся методом флотации на флотационной обогатительной фабрике
Цель проекта является усовершенствование системы автоматического управления процессом сгущения шламов, с целью уменьшения содержания полезного продукта (маточника) в глинистых шламах. Предлагается вместо существующей одноконтурной АСР внедрить каскадную АСР. Реализация АСР предлагается на базе микропроцессорного контроллера «Simens S7-300».
Внедрение данного проекта позволит повысить качества извлечения хлорида калия, т.е. уменьшить содержание нерастворимых частиц, снизить себестоимость производства хлористого калия за счет снижения расходных норм по сильвиниту.
1 Описание технологического процесса
1.1.Назначение процесса
Процесс сгущения продуктов обогащения основан на осаждении твёрдых частиц под действием силы тяжести и отделение их от жидкой фазы в виде сгущённого продукта. На фабрике в технологическую схему включены операции сгущения промпродуктов, хвостов, отвальных шламов.
Сгустители предназначаются для обезвоживания пульпы крупностью до 4 мм методом осаждения твердых частиц под действием силы тяжести. Применяемые сгустители представляют собой цилиндрический аппарат радиального типа с коническим днищем. Сгуститель снабжен движущейся фермой, которая перемещает вблизи днища гребковые пластины, которые в свою очередь перемещают к разгрузочному конусу осевшую фазу. Грязный маточник, подлежащий осветлению, подается сверху через разгрузочный стакан под слой осветленного маточника, а вытесняемый чистый маточник через сливной порог поступает в кольцевой канал и непрерывно отводится в баки чистого маточника. Так как грязный маточник подается в центр сгустителя, то поток движется к периферии в радиальном направлении и, тем самым, равномерно распределяется по всей площади сгустителя.
Интенсификация (ускорение) сгущения шламов и полнота осветления маточника, возвращаемых в процесс, обеспечиваются подачей в сгуститель флокулянта - полиакриламида (ПАА), который повышает скорость осаждения шламовых частиц. Эффективность сгущения зависит от удельной нагрузки по твёрдму, скорости восходящего потока жидкости в сгустителе, плотности. (Ж : Т) питания.
1.2 Структура производства
Обогатительный комплекс БКПРУ-2 по переработке сильвинитовой руды включает ряд последовательно выполняемых переделов, основными из которых являются:
Руда с рудника
Стоки РО
Хвосты Шламы
Стоки СГО
Рассол
Рис. 1. Структурная схема производства.
1.2.Описание технологической схемы и основных аппаратов производства.
Флотационная переработка водорастворимых калийных руд осуществляется в насыщенном по хлоридам калия и натрия солевом растворе - маточном растворе (далее по тексту - маточник). Плотность маточника изменяется в пределах (1232 - 1238) кг/м3 при температуре (16 - 38) С.
Технология переработки сильвинитовой руды включает следующие стадии:
- подготовительные - сухое дробление руды, мокрое измельчение, операцию классификации исходной руды и слива мельницы;
- основные операции - предварительное гидромеханическое и флотационное обесшламливание сильвинитовой пульпы, разделение сильвина и галита флотационным методом, перечистные операции флотации чернового сильвина и черновых шламов;
- вспомогательные операции - обезвоживание и удаление солевых отходов, удаление отвальных шламов, приготовление водных растворов реагентов.
Технологический процесс получения хлористого калия на обогатительной фабрике включает следующие основные операции:
1 Классификация исходной руды и слива стержневых мельниц с измельчением надрешётного продукта операции классификации.
2 Флотация сильвинитовой руды с предварительным обесшламливанием.
3 Сгущение и обезвоживание галитовой составляющей сильвинитовой руды.
4 Обезвоживание сильвинового концентрата.
5 Сгущение глинисто-солевых шламов.
6 Сушка влажного сильвинового концентрата.
7 Обработка готового продукта (высушенного хлористого калия антислеживателем и пылеподавителем).
8 Приготовление водных растворов реагентов и водной эмульсии амина с активатором для подачи в операции технологического передела.
9 Размещение отходов флотационного производства хлористого калия.
10 Транспортирование, хранение и отгрузка товарного продукта.
Сухое дробление сильвинитовой руды осуществляется на производственном участке размола (ПУР).
Измельчение, классификация, флотация, обезвоживание производятся в здании главного производственного участка обогатительной фабрики.
Сушка флотационного хлористого калия, приготовление и хранение водных растворов реагентов и эмульсий реагентов организовано в отдельно стоящих зданиях.
Основные технологические операции (измельчение, классификация, обес-шламливание и флотация) и вспомогательные по сгущению хвостов и промпро-дуктов осуществляются на четырёх параллельно расположенных секциях. Вспомогательные операции (сгущение шламов, фильтрование, центрифугирование) являются общими для всей фабрики.
Обесшламливание сильвинитовой пульпы.
Обесшламливание сильвинитовой пульпы осуществляют по комбинированной схеме, в которой сочетают механические и флотационные способы очистки пульпы от глинисто-карбонатных минералов.
Первую стадию обесшламливания производят в гидроциклонах СВП-710 поз.18.Сильвинитовую пульпу с плотностью или Ж:Т = 3,5-4,0 на IV секции из мешалки поз.12 насосами подают в гидроциклоны поз.18.
На секции установлены 4 гидроциклонов диаметром 710 мм (два – в работе, два – в резерве).
Давление пульпы на входе в гидроциклоны поз.18 должно поддерживаться в пределах (80-120) кПа или (0,8-1,2) кгс/см2. Разделение в гидроциклонах происходит по классу крупности 0,2 мм.
Пески гидроциклонов поз.18 с плотностью (1505–1556) кг/м3 или Ж:Т = 1,0–1,3 поступают самотеком на вторую стадию механического обесшламливания в гидроциклонах СВП-500 поз.43. На секции установлены 4 гидроциклонов диаметром 500 мм (два – в работе, два – в резерве).
Давление пульпы на входе в гидроциклоны должно поддерживаться в пределах (80–120) кПа или (0,8 –1,2) кгс/см2.
Пески гидроциклонов поз.43 (возможна подача камерного продукта машин поз.44) поступают на основную сильвиновую флотацию поз.46 (в питание флотомашин поз.46.
Сливы гидроциклонов поз.18 и поз.43 самотёком поступают в колонную машину МПСГ поз.21, где происходит их перечистка.
Плотность питания колонной машины изменяется в (1257–1266) кг/м3 или Ж:Т = 20-30 на IV секции. Для интенсификации процесса перечистки шламов в питание машины МПСГ (в сливы гидроциклонов поз.18, поз.43) подают флокулянт – водный раствор полиакриламида с массовой долей 0,06 %.
Пенный продукт колонных машин с плотностью (1298–1381) кг/м3 или Ж:Т = 4-10 самотёком поступает в сгуститель шламов поз.25-1 (поз.25-2). Камерный продукт колонных машин с плотностью не менее 1250 кг/м3 или Ж:Т не более 35 на IV секции самотёком поступает в сгуститель четвёртой секции – в поз.73а (совместно с промпродуктом II и III перечистных флотаций поз.47).
Разгрузку сгустителя поз. 73а с плотностью не менее 1313 кг/м3 или Ж:Т не более 6,0 насосами подают на шламовую флотацию в пятикамерную флотационную машину ФМ-6,3 КСМ поз.45-4/1, оснащённую пеногонами.
В приёмный карман машины поз. 45-4/1 подают водный раствор ПАА с массовой долей 0,06 %.камерный продукт поступает на следующую стадию шламовой отчистки в семикамерной флотомашине поз. 45-4/2.Камерный продукт (маточник) из флотомашины поз. 45-4/2 поступает в технологию,а пенныйпродукт поступает на последнюю стадию шламовой очистки во флотомашинах- в четырехкамерную флотомашину поз. 44-4.
Дозирование реагентов в стадии обесшламливания производят в соответствии с режимными картами расхода растворов реагентов.
Пески гидроциклонов поз.43 (возможна подача камерного продукта машин поз.44) поступают в пульподелитель поз.29. Из пульподелителя поз.29 пульпа двумя потоками поступает на основную сильвиновую флотацию поз.46.
Сгущение пенного продукта колонных машин МПСГ поз.21 (глинистые шламы) производят в сгустителях типа П-30 поз.25-1, 25-2. (два сгустителя на всю фабрику: один - в работе, второй – в резерве). Туда же подают насосом разгрузку сгустителя поз.76 (солевые шламы),пенный продукт шламовой флотации поз 44-4 и часть сточных вод отделения сгущения с отметки минус 15 м. Пульпу шламов направляют в сгустители через пульподелители. Для интенсификации процесса сгущения в питание сгустителей поз.25-1 (25-2) подают флокулянт – водный раствор полиакриламида с массовой долей 0,06 %.
Разгрузка шламового сгустителя самотёком поступает в зумпф поз.26-2, куда также подают пенные продукты сгустителей поз.25-1 (25-2), 25-3, поз.73, поз.79. Плотность отвальных шламов в зумпфе поз.26-2 должна быть не менее 1399 кг/м3 или Ж:Т не более 3,4. Массовая доля KCI в твёрдой фазе отвальных шламов (химанализ) не должна превышать 13,5 %.
Для улучшения условий транспортирования, шламы в зумпфе разбавляют сточными водами реагентного отделения, стоками сушильно-грануляционного отделения (возможна подача оборотного рассола со шламохранилища) до плотности (1313-1336) кг/м3 или Ж:Т = 6–8 и откачивают на шламохранилище.
Сливы всех сгустителей, кроме поз.53, собирают в сборные баки оборотного маточного раствора, откуда насосами распределяют по технологическим секциям.
Дозирование флокулянтов в процесс сгущения производят в соответствии с режимными картами расхода растворов реагентов.
2. Описание схемы автоматизации
Датчики и преобразователи температуры.
Температура паровоздушной смеси поз.2а, измеряется термопреобразователем ТСМУ-205 с унифицированным выходным сигналом. Преимуществом данного прибора является наличие выходного сигнала 4-20 мA, надежность, простота монтажа.
Датчики и преобразователи расхода.
Расход флокулянта (ПАА) поз.15а17а,27а,29а измеряется магнитно-индукционным расходомером COPA-XE фирмы Bailey Fisher& Porter GmbH .
К преимуществам данного расходомера можно отнести: высокую точность измерения, отсутствие вторичного преобразователя, наличие систем самодиагностики, встроенный индикатор, детектор пустой трубы, компактность и низкую чувствительность к влиянию щелочной и высокотемпературной среды.
Датчики и преобразователи уровня.
Для измерения уровня в зумпфе сгустителя поз.75а, поз 26-1 , уровня пульпы поз.19а,23а,25а во флотомашинах шламовой флотации применим гидростатические уровнемеры VEGABAR –66 , фирмы VEGA. Отличительной чертой датчиков преобразователей фирмы VEGA является простота в обращении, перенастройка датчика возможна в процессе работы, непрерывная индикация измеряемого параметра по месту при помощи дисплея, существенно облегчает работу аппаратчиков технологических смен.
Применение: измерение уровня и давления жидких веществ в резервуарах. Чувствительный элемент: керамическая измерительная ячейка CERTEC с удлинением. Диапазон измерения: 0…25 бар. Точность измерения: ± 0,1 %. Рабочая температура: -20…+60 °С (-20…+100 °С). Выходной сигнал 4-20 мА.
Датчики и преобразоватиле плотности и расхода.
Для измерения расхода и плотности глинистых шламов поз.10а,12а используется кориоллисовый расходомер CoriolisMaster производства фирмы ABB. Его применение позволяет производить точность измерений по расходу до 0,1 % и 0,001 кг/л по плотности Данный прибор позволяет изменять диапазон измерения, имеет встроенную всестороннюю систему диагностики, двухстрочный дисплей, позволяющий в случае необходимости произвести визуальный контроль “по месту”, унифицированный токовый выходной сигнал 4-20 мA. Конструкция кориолисова расходомера идеально подходит для измерений расхода жидкости вне зависимости от значения ее проводимости, вязкости и наличия нескольких в составе фаз. Измерительный канал является самоопоражнивающимся. Аппаратная часть прибора обладает функциями самодиагностики и выполнена по технологии цифровой обработки сигнала, что подразумевает высокую надежность и стабильность на протяжении многих лет. Различные конструкции для присоединения к трубе.
Датчики и преобразователи давления.
Коррозионностойкие интеллектуальные датчики давления Метран-49 предназначены для работы в системах автоматического контроля, регулирования, управления технологическими процессами и обеспечивают непрерывное преобразование в унифицированный аналоговый токовый выходной сигнал 4-20 мА.
Для измерения давления паровоздушной смеси поз.3а, давления пульпы на гидроциклоны поз.5а,6а,7а,8а применяем датчики избыточного давления (Метран-49-ДИ).
Исполнительные механизмы.
В качестве исполнительных механизмов поз. 16а,18а,28а,30а используются исполнительные электрические однооборотные механизмы МЭО-40/25-0,25; поз.4а используется МЭО-250/25-0,25; на поз. 20а,24а,26а используется МЭО-630/63-0,63; на поз.11а,14а используется исполнительный механизм МЕОФ производства ОАО “ЗЭиМ” , так как они имеют устройства обратной связи в системах автоматического управления, устройства самоторможения при отключении электродвигателя, ручной привод. Управление механизмами осуществляется бесконтактными реверсивными пускателями типа ПБР-3А, ПБР-2М.
Микропроцессорный контроллер.
Для обработки поступающих данных и организации регулирования процесса применяется промышленный контроллер SIMATIC S7-300 фирмы «SIEMENS». Данный контроллер неоднократно применялся для регулирования различных процессов производства в ОАО «Уралкалий», у специалистов ОАО есть опыт и практические навыки работы по работе с данным контроллером. Данный контроллер обеспечивает фильтрацию сигналов, их интерполяцию, интегрирование, а также выполняет все операции управляющей логики. Позволяет осуществить достаточно сложные алгоритмы управления и законы регулирования, оперируя с дискретными, аналоговыми и импульсными входными и выходными сигналами, что важно для создания многофункциональной системы управления технологическим процессом.
SIMATIC S7-300 является программируемым изделием. Язык программирования – STEP-7. Все уставки можно изменять в процессе эксплуатации с помощью панели оператора, а программу в целом с помощью персонального компьютера. Контроллер работает со стандартными унифицированными входными и выходными сигналами.
3.Обзор методов, средств и систем автоматизации управления данным производством
Основной технологический параметр, определяющий работу сгустителя,— плотность сгущенного продукта. Разгрузка его может производиться непрерывно или периодически. При непрерывной разгрузке сгущенный продукт определенной плотности непрерывно перекачивается на фильтрацию. При периодической разгрузке он возвращается обратно в сгуститель до образования определенного уровня, после чего подается на фильтрацию.
При непрерывной откачке сгущенного продукта его плотность в разгрузочном трубопроводе может контролироваться радиоактивным плотномером ПР-1025 или весовым — ИПВФ. Преимущественное распространение получили радиоактивные плотномеры.
При периодической откачке высота слоя сгущенного продукта может контролироваться радиоактивным, пьезометрическим или гидростатическим методом.
В случае использования радиоактивного метода в сгустителе на определенной глубине от сливного порога устанавливают гамма-реле, причем контейнер с источником устанавливают непосредственно в сгустителе, а блок счетчиков на стенке сгустителя с наружной стороны. Чтобы контейнер не заиливался, он непрерывно омывается чистой водой.
При пьезометрическом и гидростатическом способах на определенную глубину устанавливают пьезометрические трубки, через которые пропускают воздух или воду. При достижении определенной плотности в точке контроля срабатывает сигнальное устройство и включается насос на перекачку пульпы в процесс фильтрации.
Другой технологический параметр сгущения, который необходимо непрерывно контролировать,— плотность (мутность) слива сгустителя. Значение этого параметра определяет потери полезного продукта со сливом сгустителя при сгущении шламистых пульп. Малая плотность слива (1,001 — 1,050 г/л или 1—7 % твердого по весу) не позволяет использовать для контроля стандартные плотномеры.
Принцип работы мутномеров основан на ослаблении свето-вого потока мутным сливом. Отобранный поток слива сгусти-теля пропускается через специальную кювету с окнами, перед одним из которых расположен источник света, перед другим — приемный фотоэлемент. Сигнал фотоэлемента пропорционален световому потоку, который зависит от мутности слива сгустителя. В таких приборах обычно предусматривается периодиче-ская автоматическая очистка стенок кюветы от осадка и на-стройка нуля после очистки. В СССР выпускались мутномеры МФ-161, разработанные СПБК «Уралпроектмонтажавтоматика».
Косвенным показателем оценки потерь минерала со сливом сгустителя может служить объемный расход слива. Для каждого сгустителя существует максимальный расход слива, превышение которого приводит к увеличению потерь полезного компонента с хвостами. При достижении этого значения расхо-домер подает сигнал, по которому снижается или прекращается питание сгустителя.
Для контроля объемного расхода слива применяются индукционные расходомеры ИР и щелевые расходомеры.
Весьма важен в обеспечении безаварийной работы автоматический контроль перегрузки сгустителя, возникающей при скоплении большого количества твердого материала в сгустителе и приводящей к поломке вала (у сгустителя с центральным приводом) или к остановке фермы (у сгустителя с периферическим приводом). Для контроля перегрузки сгустителя используется сигнализация по: току (мощности) электродвигателя фермы сгустителя; плотности «постели»; плотности сгущенного продукта; частоте вращения одной из осей редуктора привода фермы; длительности прохождения фермой определенного участка пути.
При перегрузке сгустителя момент на валу двигателя фермы и соответственно его ток возрастают, что может быть использовано для сигнализации о перегрузке. Этот способ получил ограниченное распространение вследствие того, что изменение тока при перегрузке мало отличается от обычных флуктуации тока. Более целесообразен контроль перегрузки сгустителя по мощности, потребляемой электродвигателем аривода фермы. Мощность и момент на валу двигателя имеют определенную и четко выраженную взаимосвязь. При перегрузках мощность возрастает в 1,5—2 раза по сравнению с нормальной нагрузкой.
Недостаток контроля перегрузки по плотности сгущенного продукта состоит в том, что этот параметр не всегда соответствует степени загрузки сгустителя.
Наиболее простой и надежный способ контроля перегрузки для сгустителей с периферийным расположением привода фермы — измерение длительности прохождения фермой определенного участка пути.
Ранее при автоматизации сгущения, на ФОФ довольно широко использовались пневматические приборы. В частности на БПКРУ-2 для создания автоматизированных систем управления непрерывными технологическими процессами (АСУТП) использовалась агрегатный функционально-аппаратурный комплекс пневматических средств "Центр" (начало 70-х гг.). Он состоит из крупных функциональных блоков, собранных из элементов УСЭППА. В последствии, в виду их недостатков, они постепенно заменялись электрическими, обладающими высокой чувствительностью, точностью регулирования, обеспечивающими дальность связи и большую емкость каналов передачи информации.
Универсальная система элементов промышленной пневмоавтоматики (УСЭППА), набор конструктивно завершенных унифицированных пневматических элементов, предназначенных для построения устройств и систем пневмоавтоматики. Разработана в СССР в 1960–61. Каждый элемент УСЭППА выполняет определенную элементарную операцию (усиления, повторения; сравнения, запоминания и т.д.); один и тот же элемент может быть использован многократно – как в составе одного устройства, так и в разных устройствах.
В различных сочетаниях элементы УСЭППА используют при построении регуляторов, систем автоматической оптимизации, релейных устройств пуска, останова, защиты и блокировки, систем циклической автоматики, устройств телемеханики и др. Элементы УСЭППА конструктивно просты, технологичны в изготовлении, относительно компактны, имеют универсальную цоколевку. Устройства пневмоавтоматики монтируют из элементов УСЭППА на платах; все соединения между элементами осуществляются с помощью пневматических каналов, проходящих внутри плат.
Применяются обычно однотипные приборы, что даёт значительные эксплуатационные преимущества, как с точки зрения настройки, так и при техническом обслуживании и ремонте.
Для контролирования процессов ранее применялся контроллеры типа ЛОМИКОНТ и РЕМИКОНТ,позднее стали использовать Logoscreen500 JUMO для визуализации и регистрации и сбора данных.
Приминение контроллера Siemens S7-300 обусловлен его компактностью, многофункциональностью, универсальностью в плане решаемых задач.Это наиболее соврееменная система ,надежна в эксплуатации и удобна в настройках.
4.Анализ объекта регулирования
В радиальном сгустителе можно выделить четыре зоны (0, I, II, III) (см рис.1-1), характеризующиеся различными концентрациями твердого и гидродинамическими условиями осаждения частиц,
В зоне I (зона перемешивания) происходит турбулентное пе-ремешивание поступающей пульпы с коагулянтом. К ее нижней границе устанавливается постоянная скорость осаждения частиц. Это зона «идеального перемешивания». Высота ее постоянна. В зоне II (зона свободного осаждения) происходит свободное осаждение твердого, причем каждая частица оседает с постоянной скоростью. Это зона «идеального вытеснения». В зоне III (зона уплотнения) концентрация твердого резко возрастает, а скорость осаждения резко падает. Высота этой зоны — переменная. D зоне 0 находится осветленная жидкость.
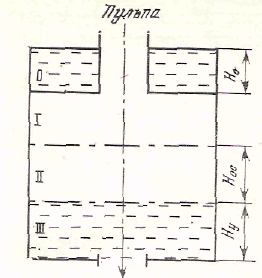
Рис. 1-1 Схема зон в сгустителе
Как управляемый объект процесс сгущения характеризуется следующими параметрами :
- входные: объемный расход пульпы в питании q; плотность пульпы в питании ; расход флокулянта qф; площадь разгрузочного сечения.
- выходные: плотность разгрузки р ; мутность слива ; объемные расходы сгущенного продукта qр и слива сгустителя qсл; скоростьф и момент Мф фермы сгустителя.
В качестве управляемых величин могут использоваться плотность сгущенного продукта р и уровни Н, соответствующие различным зонам. Последние являются косвенными параметрами процесса сгущения, определяющими плотность сгущенного продукта. Однако трудность автоматического непрерывного контроля уровней не позволяет использовать их в качестве управляемой величины.
Управляющими воздействиями процесса могут служить изменение площади разгрузочного отверстия сгустителя , расхода коагулянта , температуры пульпы, подаваемой в сгуститель. Однако для повышения температуры больших объемов жидкости необходимы значительные затраты тепла, что снижает экономическую эффективность системы регулирования. Управляющим воздействием служит также изменение частоты вращения и, следовательно, производительность насоса, откачивающего сгущенный продукт.
Основные возмущающие воздействия —объемный расход пульпы в питании сгустителя q, плотность пульпы в питании .
Рис.2.Информационная модель сгустителя
Особенностью процесса сгущения является значительное количество выходных показателей, часть из которых – расходы и плотности разгрузки и слива – сильно коррелированны между собой.
По каналам плотности сгущенного продукта «сгуститель- инерционный объект». Наименьшей инерционностью обладает канал «площадь сечения разгрузочного отверстия -плотность сгущенного продукта», так как динамические свойства зоны III определяются не полным объемом осадка, а лишь небольшой его частью, расположенной в непосредственной близости к разгрузке и составляющей выходную емкость. Транспортное запаздывание определяется временем осаждения во второй зоне (свободного осаждения) сгустителя.
Основной технологический параметр, определяющий работу сгустителя- плотность сгущенного продукта. Разгрузка его может производиться непрерывно или периодически. При непрерывной разгрузке сгущенный продукт определенной плотности непрерывно перекачивается на фильтрацию. При периодической разгрузке он возвращается обратно в сгуститель до образования определенного уровня, после чего подается на фильтрацию.
В связи со всем выше перечисленным я выбираю регулирование плотности продукта на выходе, а регулирующим воздействием- изменением проходного сечения разгрузочного отверстия (положение шиберной заслонки)
5 Обоснование выбора точек и параметров контроля технологического процесса
Обоснование точек контроля.
Все материальные потоки, входящие в аппараты флотационной обогатительной фабрики должны контролироваться по их текущему значению для правильности ведения технологического процесса, согласно регламенту.
Расход флокулянта (ПАА) поз.15а в колонные машины поз.21. Является хозрасчетным параметром ведения технологического процесса флотации. Контроль параметра необходимы для непрерывной подачи ПАА в колонные машины и следовательно интенсификации процесса перечистки. Допустимый диапазон изменения расхода 0-6 м\час.
Расход флокулянта (ПАА) поз.27а,29а в гидроциклоны поз.18 и поз.43. Является хозрасчетным параметром ведения технологического процесса флотации. Контроль параметра необходимы для непрерывной подачи ПАА в колонные машины и следовательно интенсификации процесса перечистки. Допустимый диапазон изменения расхода 0-6 м\час.
Расход флокулянта (ПАА) поз.17а во флотомашину поз.44-4. Является хозрасчетным параметром ведения технологического процесса флотации. Контроль параметра необходимы для непрерывной подачи ПАА в колонные машины и следовательно интенсификации процесса перечистки. Допустимый диапазон изменения расхода 0-6 м\час.
Расход пенного продукта поз.9а и 12а поступающего в сгустители поз.25-1 и 25-2. Является балансовым параметром ведения технологического процесса сгущения. Контроль параметра необходимы, т.к. от него зависит количество подаваемого в сгуститель флокулянта для интенсификации процесса сгущения. Допустимый диапазон изменения расхода 135-185 м\час.
Расход глинистых шламов поз.10а и13а исходящих из сгустителей поз.25-1 и 25-2 и поступающих на шламохранилище. Контроль параметра необходимы, т.к. по нему ведется учет общего количества шламов отведенных на шламохранилище за отчетный период допустимый диапазон изменения расхода 0-360м\час.
Температура паровоздушной смеси поз.1а поступающей в колонные машины. Является хозрасчетным параметром ведения технологического процесса перечистки. Контроль необходимы, т.к температура паровоздушной смеси на прямую влияет на эффективность процесса перечистки и поддержания оптимальных условий образования пенного продукта. Допустимый диапазон изменения температуры, согласно технологическому регламенту 80-100C.
Уровень в зумпфе поз. 75а сгустителя поз. 73а контролируется согласно регламенту в диапазоне от 0 до 2.5 метров во избежание потерь пульпы сильвинитовой в результате перелива с зумпфа и для обеспечения бесперебойной работы насосов поз.190,191,290,291,390,391.
Уровень пульпы поз.19а,23а,25а во флотомашинах шламовой флотаций. Контроль уровня пульпы во флотомашинах необходимы для стабилизации и поддержания этого уровня в пределах, обеспечивающих эффективное протекание процесса флотации. Диапазон изменения уровня пульпы согласно технологическим требованиям 0-1 метр.
Уровень в зумпфе поз. 26-2 сгустителей поз. 25-1 и25-2 контролируется согласно регламенту в диапазоне от 0 до 2.5 метров во избежание пролива шламов в результате перелива с зумпфа.
Давление пульпы поз.7а,8а на гидроциклон поз.18. Контроль параметра осуществляются для определения эффективности работы насоса поз.410.411, который должен поддерживать давление на гидроциклон в пределах 0,8-1,2 кгс/см 2
Давление пульпы поз. 5а,6а на гидроциклон поз. 43. Контроль параметра осуществляются для определения эффективности работы предыдущей позиции гидроциклонов, в пределах 0,8 – 1,2 кгс/см 2.
Давление паровоздушной смеси поз.3а поступающей в колонные машины. Является хозрасчетным параметром ведения технологического процесса перечистки. Контроль необходимы, т.к давление паровоздушной смеси на прямую влияет на эффективность процесса перечистки и поддержания оптимальных условий образования пенного продукта. Допустимый диапазон изменения давления, согласно технологическому регламенту 0 – 4 кгс/см 2.
Плотность глинистых шламов поз.26 разгрузки сгустителей поз.25-1и 25-2. Контроль за поддержанием плотности необходим для оценки качества процесса сгущения, и снижения потерь маточника уносимого с глинистыми шламами. Диапазон плотности глинистого шлама 1200-1399 кг\м3.
Обоснование параметров подлежащих регистрация.
Регистрации подлежат наиболее значимые режимные параметры, параметры необходимые для расчетов материальных и тепловых балансов, технико-экономических показателей
Расход флокулянта (ПАА) поз.15а в колонные машины поз.21. Регистрация параметра необходима для учета расхода ПАА.
Расход флокулянта (ПАА) поз.27а,29а в гидроциклоны поз.18 и поз.43. Регистрация параметра необходима для учета расхода ПАА.
флокулянта (ПАА) поз.17а во флотомашину поз.44-4. Регистрация параметра необходима для учета расхода ПАА.
Расход пенного продукта поз.9а и 12а поступающего в сгустители поз.25-1 и 25-2. Регистрация параметра необходима для учета количества пенного продукта поступившего на сгущение.
Температура паровоздушной смеси поз.1а поступающей в колонные машины. Регистрируется для почасового учета соответствия нормам технологического регламента.
Уровень пульпы поз.19а,23а,25а во флотомашинахпоз 45-4 и 44-4шламовой флотаций.Для учета количества продукта ,поступившего на флотацию.
Уровень в зумпфе поз. 75а сгустителя поз. 73а контролируется согласно регламенту в диапазоне от 0 до 2.5 метров во избежание потерь пульпы сильвинитовой в результате перелива с зумпфа и для обеспечения бесперебойной работы насосов поз.412,413.
Плотность и расход глинистых шламов поз.26 разгрузки сгустителей поз.25-1и 25-2. Регистрируется для учета потерь маточника уносимого со шламами.
Давление пульпы поз.7а,8а на гидроциклон поз.18. Регистрация параметра осуществляется для определения эффективности работы поз.410.411.
Давление пульпы поз. 5а,6а на гидроциклон поз. 43 Регистрация параметра осуществляются для определения эффективности работы предыдущей позиции гидроциклонов.
Давление паровоздушной смеси поз.3а поступающей в колонные машины. Регистрация необходима поддержания оптимальных условий образования пенного продукта.
Обоснование параметров подлежащих регулированию.
Регулирование предназначено для поддержания постоянного значения параметров процесса.
В соответствии с технологическим режимом регулированию подлежит уровень во флотомашинах поз.45-4и 44-4. В случае увеличения уровня произойдет перелив содержимого через край флотомашины. Поэтому уровень во флотомашинах должен подвергаться регулированию.
Подача флокулянта ПАА в поз. 21-4(колонная машина), поз. 43 (гидроциклоны) , поз.45-4,44-4 в соответствии с регламентом также подлежит регулированию, т.к. в случае перерасхода или наоборот недостаточности ПАА произойдет нарушение в извлечении полезного продукта из руды.
Регулирование подачи воздуха и пара в ресивер необходимо для получения паровоздушной смеси ,которая на прямую влияет на эффективность процесса перечистки и поддержания оптимальных условий образования пенного продукта.
Регулирование расхода и плотности глинистых шламов на сливе из сгустителей поз.25-1 и25-1.Необходимо для поддержания плотности шламов в нужном режиме и недопущению попадания полезного продукта в слив сгустителя (шламы).
Обоснование параметров подлежащих сигнализации.
Сигнализации подлежат все параметры, нарушение которых могут привести к аварии, несчастным случаям или серьезному нарушению технологического режима. Сигнализация предназначена для оповещения обслуживающего персонала о нарушениях технологического процесса, которые могут привести к браку выпускаемой продукции. В связи с этим следует сигнализировать об отклонениях наиболее ответственных параметров и показателей эффективности.
Уровень пульпы поз 19а,23а,25а во флотомашинах поз 45-4 и 44-4 шламовой флотаций. Сигнализация уровня необходима для предупреждения оперативного персонала о превышении заданного уровня пульпы во флотомашинах.
Температура паровоздушной смеси поз.1а поступающей в колонные машины. Сигнализация температуры необходима для предупреждения оперативного персонала об аварийном изменении температуры паровоздушной смеси и изменении качества протекания процесса перечистки в колонных машинах.
Расход и плотность глинистых шламов поз.10а и13а исходящих из сгустителей поз.25-1 и 25-2 и поступающих на шламохранилище.. Сигнализация необходима для предупреждения оперативного персонала о низком качестве отводимых глинистых шламов и о нарушении протекания технологического процесса сгущения.
Уровень в зумпфе поз. 75а сгустителя поз. 73а контролируется согласно регламенту в диапазоне от 0 до 2.5 метров во избежание потерь пульпы сильвинитовой в результате перелива с зумпфа и для обеспечения бесперебойной работы насосов поз.412,413
6 Разработка и определение оптимальных настроек системы регулирования.
6.1 Получение кривых разгона по основному и внутреннему каналам.
Для получения динамических свойств объекта воспользуемся методом активного эксперимента.
Для расчёта системы снимем следующие кривые разгона переходных процессов:
1.Изменение положения регулирующего органа – изменение плотности шламов;
2.Изменение положения регулирующего органа – изменение расхода шламов на разгрузке
Рис.3. Схема проведения эксперимента
– передаточная функция основного канала;
– передаточная функция внутреннего канала;
Снятие первой кривой разгона (изменение положения регулирующего органа - изменение плотности шламов).
Изменим положение регулирующего органа слива шламов, приоткрыв его на 15%. Плотность шламов до проведения эксперимента составлял 1235 кг/м3, после возмущения – 1230 кг/м3. Время эксперимента t=1000 c. Запаздывание t=50 с.
|
№ точки
|
время t.с
|
плотность ,кг/м3
|
|
1
|
0
|
1235
|
|
2
|
50
|
1234,25
|
|
3
|
100
|
1233,3
|
|
4
|
150
|
1232,5
|
|
5
|
200
|
1231,75
|
|
6
|
250
|
1231,25
|
|
7
|
300
|
1230,875
|
|
8
|
350
|
1230,63
|
|
9
|
400
|
1230,45
|
|
10
|
450
|
1230,3
|
|
11
|
500
|
1230,25
|
|
12
|
550
|
1230,18
|
|
13
|
600
|
1230,13
|
|
14
|
650
|
1230,1
|
|
15
|
700
|
1230,05
|
|
16
|
750
|
1230,03
|
|
17
|
800
|
1230,02
|
|
18
|
850
|
1230,01
|
|
19
|
900
|
1230,009
|
|
20
|
950
|
1230,008
|
|
21
|
1000
|
1230
|
Таблица 1 - Координаты кривой разгона объекта по внешнему контуру: «изменение положения регулирующего органа – изменение плотности шламов»
Снятие второй кривой разгона (изменение положения регулирующего органа – изменение расхода шламов на сливе).
Изменим положение регулирующего органа, приоткрыв его на 15%. Расход шламов на сливе до проведения эксперимента составляла 250 м3/ч после возмущения – 315 м3/. Время эксперимента t=12 с. Запаздывание t=0,8 с.
Будем использовать это изменение в качестве переходной характеристики процесса.
|
№ п/п
|
t, мин.
|
Расход F,м3/ч
|
|
1
|
0
|
250
|
|
2
|
1
|
259
|
|
3
|
2
|
276
|
|
4
|
3
|
291
|
|
5
|
4
|
299,5
|
|
6
|
5
|
306
|
|
7
|
6
|
309,5
|
|
8
|
7
|
312
|
|
9
|
8
|
313
|
|
10
|
9
|
314
|
|
11
|
10
|
314,5
|
|
12
|
11
|
315
|
|
13
|
12
|
315
|
Таблица 2 - Координаты кривой разгона объекта по внешнему контуру: «изменение положения регулирующего органа – изменение расхода шламов на выходе»
Обработка экспериментальных данных:
1-Линеаризация кривой разгона
Линеаризация осуществлялась в программе «Калькулятор»
2-Сглаживание кривой разгона
Сглаживание осуществлялось в программе «Калькулятор». Так как в данном случае динамиче�ские характеристики представлены в виде массива точек, то можно исполь�зовать интерполяцию. Все три характеристики сглаживаем по 3 точкам.
3-Нормирование кривой разгона
Нормирование осуществлялось в программе «Калькулятор» по формуле:
Многие методы идентификации требуют, чтобы кривая разгона была приведена к единичному виду, т.е. была бы нормирована. Значения орди�нат реальной кривой разгона выражены либо в единицах технического па�раметра, либо в процентах. Ординаты нормированной кривой разгона имеют безразмерную величину.
|
время t.с
|
плотность ,кг/м3
|
нормированная
|
|
0
|
1235
|
0
|
|
50
|
1234,25
|
0,15
|
|
100
|
1233,3
|
0,34
|
|
150
|
1232,5
|
0,5
|
|
200
|
1231,75
|
0,65
|
|
250
|
1231,25
|
0,75
|
|
300
|
1230,875
|
0,825
|
|
350
|
1230,63
|
0,874
|
|
400
|
1230,45
|
0,91
|
|
450
|
1230,3
|
0,94
|
|
500
|
1230,25
|
0,95
|
|
550
|
1230,18
|
0,964
|
|
600
|
1230,13
|
0,974
|
|
650
|
1230,1
|
0,98
|
|
700
|
1230,05
|
0,99
|
|
750
|
1230,03
|
0,994
|
|
800
|
1230,02
|
0,996
|
|
850
|
1230,01
|
0,998
|
|
900
|
1230,009
|
0,9982
|
|
950
|
1230,008
|
0,9984
|
|
21
|
1000
|
1
|
Таблица 3. Обработка кривой разгона объекта по внешнему контуру: «изменение положения регулирующего органа – изменение плотности шламов»
Для дальнейших расчётов систем автоматического управления необходимо по кривым разгона получить передаточные функции, отражающие динамические свойства объекта управления.
Получим передаточную функцию по внешнему контуру:
Проверку проведем с помощью теоремы разложения в программе «Калькулятор передаточных функций».
Корни знаменателя передаточной функции:
-0,008-j0,000
-0,012-j0,000
Вещественная часть корня отрицательная, следовательно, можно сделать вывод, что объект устойчивый.
Аналитическое выражение переходного процесса:
Y(t)=1,000+Exp(-0,008*t)*(-2,120)+Exp(-0.012*t)*1.120
|
t, сек.
|
нормированная
|
аппроксимированная
|
погрешность
|
|
0
|
0
|
0
|
0
|
|
50
|
0,15
|
0,193590535
|
4,359053483
|
|
100
|
0,34
|
0,384760113
|
4,476011341
|
|
150
|
0,5
|
0,546603026
|
4,660302555
|
|
200
|
0,65
|
0,67358349
|
2,358348954
|
|
250
|
0,75
|
0,768850716
|
1,885071611
|
|
300
|
0,825
|
0,838280508
|
1,328050817
|
|
350
|
0,874
|
0,887877713
|
1,387771327
|
|
400
|
0,91
|
0,922801444
|
1,280144426
|
|
450
|
0,94
|
0,947132279
|
0,713227907
|
|
500
|
0,95
|
0,963947048
|
1,394704799
|
|
550
|
0,964
|
0,975495652
|
1,149565161
|
|
600
|
0,974
|
0,983389112
|
0,938911236
|
|
650
|
0,98
|
0,988763787
|
0,87637866
|
|
700
|
0,99
|
0,99241238
|
0,241238032
|
|
750
|
0,994
|
0,994883264
|
0,088326437
|
|
800
|
0,996
|
0,996553355
|
0,055335477
|
|
850
|
0,998
|
0,997680427
|
-0,031957256
|
|
900
|
0,9982
|
0,998440086
|
0,024008553
|
|
950
|
0,9984
|
0,998951582
|
0,05515819
|
|
1000
|
1
|
0,999295701
|
-0,070429925
|
Таблица 4. Сравнение аппроксимированной и нормированной кривой разгона по внешнему контуру: «изменение положения клапана – изменение расхода газа»
Рис.4 Нормированная и аппроксимированная кривые разгона по внешнему каналу W1(s).
Для обработки экспериментальных данных по внешнему контуру: «изменение положения регулирующего органа – изменение расхода шламов на выходе» произведём аналогичные действия.
|
t, сек.
|
Расход F,м3/ч
|
нормированная
|
|
0
|
250
|
0
|
|
1
|
259
|
0,138462
|
|
2
|
276
|
0,4
|
|
3
|
291
|
0,630769
|
|
4
|
299,5
|
0,761538
|
|
5
|
306
|
0,861538
|
|
6
|
309,5
|
0,915385
|
|
7
|
312
|
0,953846
|
|
8
|
313
|
0,969231
|
|
9
|
314
|
0,984615
|
|
10
|
314,5
|
0,992308
|
|
11
|
315
|
1
|
|
12
|
315
|
1
|
Таблица 5. Обработка кривой разгона объекта по внутреннему контуру: «изменение положения регулирующего органа – изменение расхода шламов»
Получим передаточную функцию по внутреннему контуру:
Проверку проведем с помощью теоремы разложения в программе «Калькулятор передаточных функций».
Корни знаменателя передаточной функции:
-0,670-j0,128
-0,670+j0,129
Вещественная часть корня отрицательная, следовательно, можно сделать вывод, что объект устойчивый.
Аналитическое выражение переходного процесса:
Y(t)=1,000+Exp(-0,67*t)*(5?338*cos(t*0.128+1.759))
|
t, сек.
|
нормированная
|
аппроксимированная
|
погрешность
|
|
0
|
0
|
0,001289075
|
-0,128907484
|
|
1
|
0,138462
|
0,150610742
|
-1,214920341
|
|
2
|
0,4
|
0,399340012
|
0,065998805
|
|
3
|
0,630769
|
0,612712123
|
1,805710763
|
|
4
|
0,761538
|
0,764165685
|
-0,262722355
|
|
5
|
0,861538
|
0,862027267
|
-0,048880529
|
|
6
|
0,915385
|
0,921703694
|
-0,631907828
|
|
7
|
0,953846
|
0,956653307
|
-0,280715303
|
|
8
|
0,969231
|
0,976502715
|
-0,727194561
|
|
9
|
0,984615
|
0,987499348
|
-0,288396299
|
|
10
|
0,992308
|
0,993463941
|
-0,115624829
|
|
11
|
1
|
0,996638849
|
0,336115118
|
|
12
|
1
|
0,99829972
|
0,170028006
|
Таблица 6. Обработка кривой разгона объекта по внешнему контуру: «изменение положения регулирующего органа – изменение расхода шламов на выходе»
Максимальная ошибка аппроксимации по основному каналу: 4,66%, а по внутреннему 1,21%, то есть не превышают 5%, что свидетельствует о том, что полученные ранее передаточные функции достаточно точно отражают свойства объекта управления и могут быть использованы для дальнейших расчетов.
Рис.5 Нормированная и аппроксимированная кривые разгона по внутреннему каналу W2(s).
Вычисление коэффициентов передачи объекта
По данным эксперимента определим время запаздывания и коэффициент передачи объекта по формуле:
Для Wр1(S):
Время чистого запаздывания tч.з.=50 с.
Для Wр2(S):
Время чистого запаздывания tч.з.=0,5 с.
6.2. Расчёт одноконтурной системы регулирования
Рис.6 Структурная схема одноконтурной АСР.
Порядок расчета:
1. Задаемся известной передаточной функцией
2. Выбираем тип регулятора
3. Методом Ротача определяем оптимальные настройки регулятора
Передаточная функция объекта по внешнему контуру: «изменение положения регулирующего органа – изменение плотности шламов на выходе» имеет вид:
Время чистого запаздывания t = 50 с;
коэффициент передачи объекта Кп.о = 0,02
В программе LINREG задаем коэффициенты передаточной функции объекта второго порядка с запаздыванием. Выбираем ПИ – регулятор и определяем его настройки. В результате получаются следующие данные:
коэффициент пропорциональности Кр=86,177;
время изодрома Tиз=145,176;
резонансная частота wрез=0,01144.
Передаточная функция ПИ – регулятора имеет вид:
,
где Ти – время интегрирования:
.
Для моделирования переходных процессов одноконтурной системы регулирования по управлению и по возмущению воспользуемся пакетом Simulink программы MatLab.
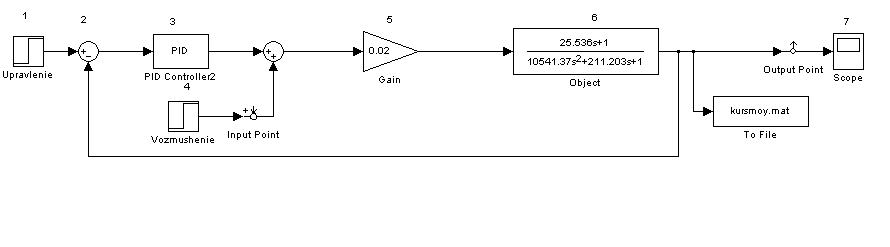
Рис.7 Структурная схема одноконтурной системы регулирования по управлению и по возмущению
На рисунке 6 цифрами обозначены следующие блоки:
1 – блок, моделирующий единичный скачок по управлению,
2 – блок, реализующий функцию вычитание двух сигналов,
3 – блок, реализующий регулятор для объекта,
4 – блок, моделирующий единичный скачок по возмущению,
5– блок, реализующий коэффициент передачи основного канала объекта,
6 – блок, реализующий передаточную функцию объекта по внешнему контуру,
7– блок, строящий графики исследуемых сигналов в функции времени. Позволяет наблюдать за изменениями сигналов в процессе моделирования .
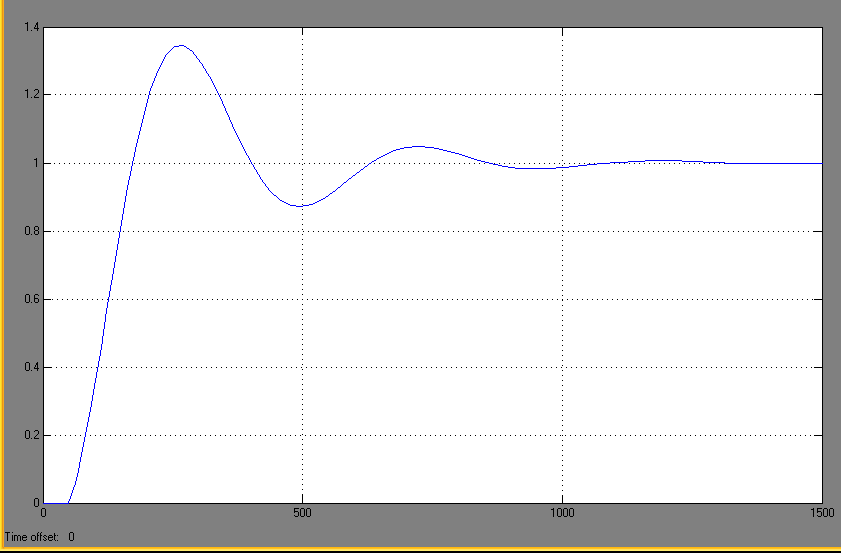
Рис.8 Переходной процесс по управлению одноконтурной системы регулирования
Показатели качества регулирования:
- время регулирования tp=538;
- динамическая ошибка Yдин=0,35.
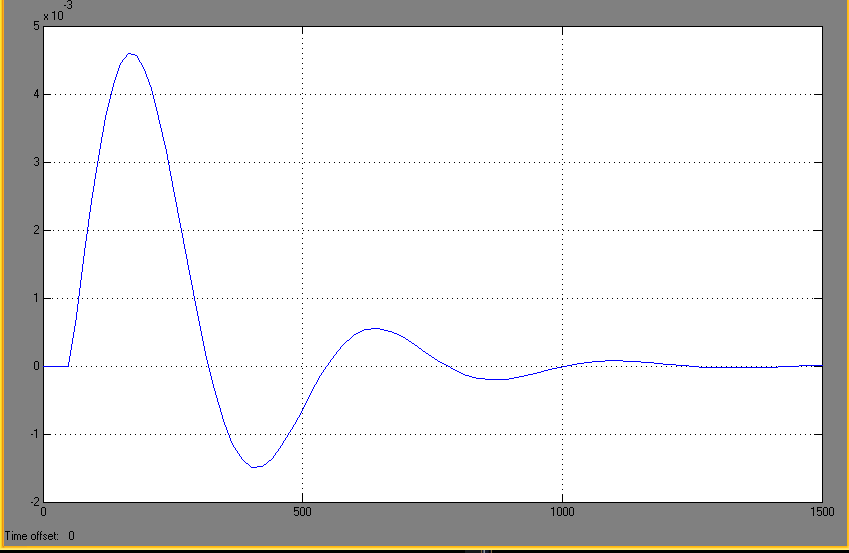
Рис. 9 Переходной процесс по возмущению одноконтурной системы регулирования
Показатели качества регулирования:
время регулирования tp=681;
динамическая ошибка Yдин=0,0045.
6.3. Расчёт каскадной системы регулирования
Рис.10 Структурная схема каскадной АСР.
Порядок расчёта:
1. Рассчитаем настройки ведомого регулятора аналогично расчету настроек регулятора одноконтурной АСР
2. Определим передаточную функцию эквивалентного объекта
3. По передаточной функции эквивалентного объекта определим настройки ведущего регулятора
Передаточная функция объекта внутреннего канала «изменение положения клапана – расход шламов» имеет вид:
Время чистого запаздывания t = 0,5 с;
коэффициент передачи объекта Кп.о = 1,204
В программе LINREG задаём коэффициенты передаточной функции, выбираем ПИ–регулятор и определяем его оптимальные настройки. В результате получаем следующие данные:
коэффициент пропорциональности Кр=0,905
время изодрома Tиз=2,06811;
резонансная частота wрез=0,60767.
,
где Ти – время интегрирования.
Рис. 11 График сравнения нормированной кривой разгона по основному каналу и переходный процесс внутреннего контура
Сравнивая график нормированной кривой разгона по основному каналу и переходный процесс внутреннего контура каскадной системы, делаем вывод о том, что за время запаздывания основного контура переходный процесс во внутреннем контуре успевает полностью установиться, следовательно, передаточная функция эквивалентного объекта имеет вид:
С помощью программы «Калькулятор передаточных функций» получим выражение передаточной функции эквивалентного объекта Wоб.э2.
В программе LINREG определяем настройки ведущего регулятора. Для ПИ-регулятора получаем:
коэффициент пропорциональности Кр=79,033;
время изодрома Tиз=148,93;
резонансная частота wрез=0,0068.
где Ти – время интегрирования.
Следовательно, передаточная функция ведущего регулятора запишется:
После определения настроечных параметров ведущего регулятора необходимо пересчитать настройки стабилизирующего регулятора по передаточной функции:
С помощью программы «Калькулятор передаточных функций» получим следующее выражение передаточной функции эквивалентного объекта Wоб.э1 :
В программе LINREG получаем следующие уточненные настройки ведомого регулятора:
коэффициент пропорциональности Кр=0,00298;
время изодрома Tиз=0,25479;
резонансная частота wрез=2,201,
.
6.4 Моделирование рассчитанной системы регулирования.
Для моделирования переходных процессов каскадной системы регулирования по управлению и по возмущению воспользуемся пакетом Simulink программы MatLab.

Рис.12 Структурная схема каскадной системы регулирования по управлению
На рисунке 9 цифрами обозначены следующие блоки:
1 – блок, реализующий единичный скачок по управлению,
2 – блок, реализующий функцию вычитания двух сигналов,
3�– блок, реализующий ведущий регулятор для эквивалентного объекта Wэ(s),
4 – блок, реализующий единичный скачок по возмущению,
5 – блок, реализующий ведомый регулятор для объекта W2(s),
6 – блок, реализующий функцию сложение двух сигналов,
7 –блок, реализующий коэффициент усиления объекта W1(s),
8 –блок, реализующий коэффициент усиления объекта W2(s),
9 – блок, реализующий передаточную функцию объекта W1(s),
10 – блок, реализующий передаточную функцию объекта W2(s),
11 – блок осциллографа Scope для каскадной АСР.
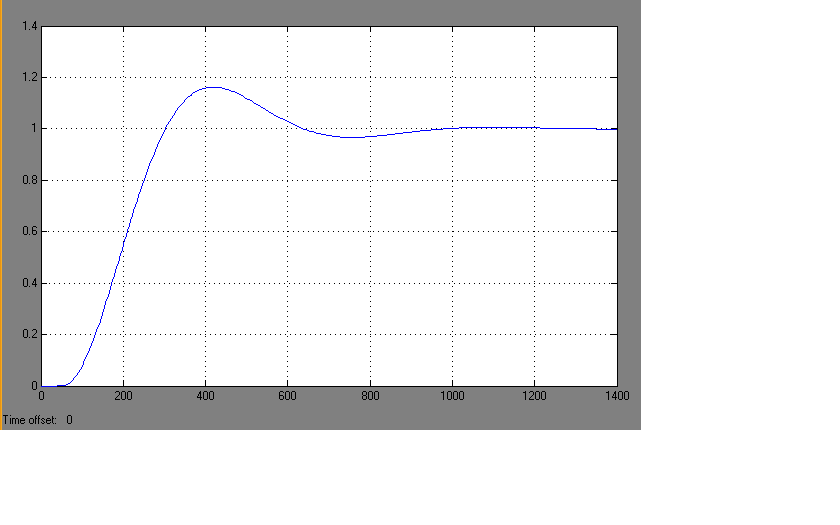
Рис.13 Переходной процесс по управлению каскадной системы регулирования
Показатели качества регулирования:
время регулирования tp=521;
динамическая ошибка Yдин=0,16.
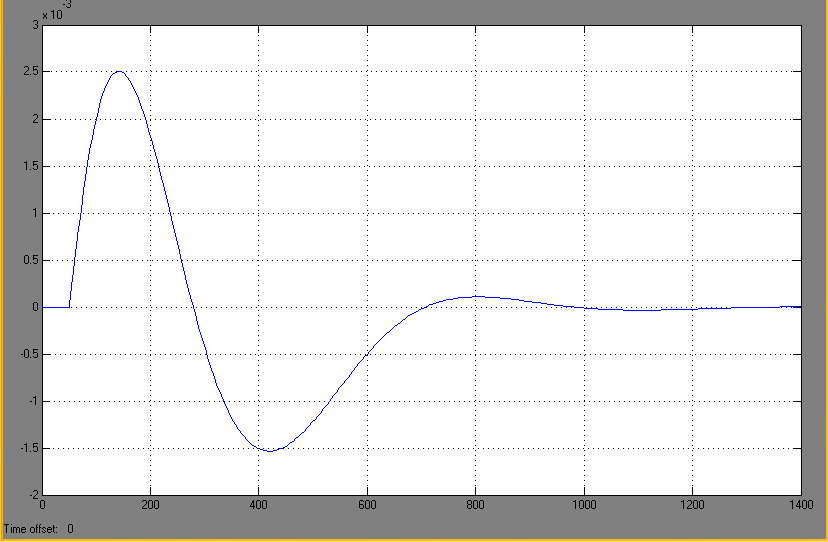
Рис. 14 Переходной процесс по возмущению каскадной системы регулирования
Показатели качества регулирования:
время регулирования tp=620;
динамическая ошибка Yдин=0,0025;
6.4. Сравнение динамических характеристик систем автоматического регулирования
Для удобства наблюдения за качеством переходных процессов, сведём все показатели в одну таблицу.
1. Статическая ошибка регулирования определяется по формуле:
2. Динамическая ошибка регулирования определяется по формуле:
3. Время регулирования – это время в течении которого регулируемая величина достигает нового установившегося значения с заданной точностью (5%).
4. Перерегулирование
- установившееся значение выходной величины
- максимальная высота первого всплеска
Полученные результаты сведем в таблицу № 7:
|
Тип АСР
|
По управлению
|
По возмущению
|
|
|
Динамическая ошибка
|
Время регулирования, с.
|
Динамическая ошибка
|
Время регулирования, с.
|
|
Одноконтурная
|
0,35
|
538
|
0,0045
|
681
|
|
Каскадная
|
0,16
|
521
|
0,0025
|
620
|
Таблица 7. Показатели качества переходных процессов
Анализируя данные в сводной таблице можно сделать заключение, что введение дополнительного регулятора в каскадной схеме значительно повышает качество регулирования, это отражается как в уменьшении времени регулирования, так и в снижении колебательности (степень затухания увеличилась) переходных процессов. Таким образом, выбираем к реализации каскадную систему регулирования.
7. Разработка АСУТП
Современные технологические процессы отличаются многообразием параметров подлежащих контролю и регулированию. Существует по виду энергии носителя сигнала три основные ветви устройств: электрическая, пневматическая и гидравлическая.
Пневматические приборы отличаются простотой обслуживания, сравнительно невысокой стоимостью, а также удовлетворительной защитой приборов от коррозии, за счёт продувки ответственных элементов чистым воздухом. Пневматическая ветвь характеризуется безопасностью в легковоспламеняющихся и взрывоопасных процессах.
Электрические приборы обладают высокой чувствительностью, точностью регулирования, обеспечивают дальность связи и большую емкость каналов передачи информации.
Целью разработки АСУТП является создание на основе серийно выпускаемых средств цифровой техники современной системы управления, обеспечивающей:
- эффективную работу объектов управления, повышение уровня безопасности и безаварийности технологических процессов;
- требуемую точность, достоверность и своевременность предоставляемой персоналу оперативной информации;
- адаптивность к возможным изменениям технологических процессов и алгоритмов управления, сокращение затрат времени на ориентацию персонала в режимной и оперативной обстановке, своевременное выявление неполадок и отклонений;
- улучшение культуры труда оперативного и обслуживающего персонала;
- автоматизацию ведения отчетной документации;
- предотвращение ошибочных действий персонала путем своевременной сигнализации и блокирования ошибочных команд управления;
- снижение затрат на эксплуатацию и ремонт оборудования.
АСУТП строится на базе средств вычислительной, микропроцессорной техники и традиционных средств КИПиА общепромышленного применения. Программно-технический комплекс базируется на SIMATIC S7-300 производства фирмы «SIEMENS».
Данный контроллер неоднократно применялся для регулирования различных процессов производства в ОАО «Уралкалий», у специалистов ОАО есть опыт и практические навыки работы по работе с данным контроллером. Данный контроллер обеспечивает фильтрацию сигналов, их интерполяцию, интегрирование, а также выполняет все операции управляющей логики. Позволяет осуществить достаточно сложные алгоритмы управления и законы регулирования, оперируя с дискретными, аналоговыми и импульсными входными и выходными сигналами, что важно для создания многофункциональной системы управления технологическим процессом.
SIMATIC S7-300 является программируемым изделием. Язык программирования – STEP-7. В STEP 7 имеется три языка программирования список операторов - STL, функциональный план - FBD, контактный план - LAD. Можно спокойно переходить от одного языка программирования к другому, подбирая наиболее подходящий язык для конкретного блока, который необходимо программировать.
Все уставки можно изменять в процессе эксплуатации с помощью панели оператора, а программу в целом с помощью персонального компьютера. Контроллер работает со стандартными унифицированными входными и выходными сигналами.
Контроллер имеет «горячее» резервирование 1 из 2-х. Модули УСО рассчитаны на ввод стандартных токовых сигналов, а также на непосредственный ввод информации от термопар и термометров сопротивления. Модули имеют программно-аппаратные средства диагностики.
Модули контроллеров и УСО предусматривают возможность «горячей» замены.
Верхний уровень строится на базе систем WinCC и содержит автоматизированные рабочие места (АРМ).
WinCC – это мощная система человеко-машинного интерфейса (HMI), работающая под управлением операционной системы Microsoft Windows 2000 или Windows XP. Аббревиатура HMI означает "Human Machine Interface", то есть интерфейс между человеком (оператором) и устройством (процессом). Автоматизация процесса позволяет поддерживать фактический контроль над всем процессом. Для обеспечения контроля устанавливается с одной стороны связь между WinCC и оператором, а с другой стороны – между системой автоматизацией и WinCC. WinCC используется для визуализации процесса и разработки графического интерфейса оператора. Возможности WinCC:
- Позволяет оператору следить за процессом. Процесс отображается на экране графически. При этом отображение обновляется при каждом изменении состояния процесса.
- Обеспечивает управление процессом со стороны оператора. Например, оператор может задавать значения уставок или открывать клапан с помощью пользовательского графического интерфейса.
- Система аварийных сообщений автоматически оповестит о критическом состоянии процесса. Если, например, превышено заранее заданное граничное значение, то на экране появится сообщение об этом.
- Значения процесса могут быть распечатаны или сохранены в электронном виде. Это облегчает процесс документирования процесса и позволяет анализировать технологические данные позднее.
- Графическая система отображает кадры на экране. Возможна обратная
связь, при которой графическая система организует ввод данных оператором, например, по щелчку по кнопке или непосредственным вводом значения в поле ввода.
- Связь между WinCC и системами автоматизации организуется с помощью коммуникационных драйверов или "channels (каналов)". Каналы собирают информацию о запрашиваемых компонентами системы исполнения значениях процесса, читают значения тегов процесса из систем автоматизации, и, если необходимо, записывают новые значения в компоненты системы автоматизации.
- Обмен данными между WinCC и другими приложениями может быть осуществлен с помощью интерфейсов OPC, OLE или драйверов ODBC.
- Система архивирования сохраняет значения процесса в архиве значений процесса. Архив значений процесса может использоваться, например, для отображения изменений значений на тренде в Online Trend Control (Окне отображения трендов) или в таблице в Online Table Control.
- За отдельными значениями можно следить с помощью Alarm Logging
(Регистрация аварийных сообщений). Если превышено граничное значение, то система Alarm Logging сгенерирует сообщение, которое будет отображено в Alarm Control (Окне отображения аварийных сообщений). Система сообщений также следит за квитированием сообщений и управляет состояниями сообщений. Система Alarm Logging сохраняет все сообщения в архиве сообщений.
- Процесс документируется системой Report System (Система отчетов) по запросу или в заданное время. Для этого используется архив значений процесса и архив сообщений.
- Все подсистемы и АРМы связаны между собой системами цифровой передачи данных - резервированными шинами, что обеспечивает необходимый доступ к информации с разных рабочих мест и обмен информацией между подсистемами отдельных установок.
Средний уровень реализован на микропроцессорном контроллере SIMATIC S7-300, фирмы SIMENS. Контроллер SIMATIC – компактный мультипроцессорный контроллер для решения задач среднего класса. Удобен в обращении благодаря простой технике подключения. У контроллера есть совместимость с различными стандартами входных и выходных напряжений, а также модульное наращивание входов/выходов и объема памяти. Контроллер SIMATIC S7-300 оснащен набором функций, позволяющих облегчить процесс разработки и отладки программы, снизить затраты на обслуживание контроллера в процессе его работы.
Контроллер SIMATIC S7-300 включает в свой комплект:
1.Модуль центрального процессора (CPU-315 2DP).
2. Функциональные модули (FM), способные решать задачи автоматического регулирования, позиционирования, обработки сигналов.
3. Сигнальные модули (SM), предназначенные для ввода – вывода аналоговых и дискретных сигналов с различными электрическими и временными параметрами.
4. Интерфейсные модули (IM), обеспечивающие возможность подключения к модулю CPU модулей расширения ввода – вывода. Контроллеры SIMATIC S7-300 позволяют использовать в своем составе до 32 модулей, а также коммуникационных процессоров, распределенных по 4 монтажным блокам
5. Модули блоков питания (PS), обеспечивающие питание контроллера от сети переменного тока напряжением 120/230В или от источника постоянного тока напряжением 24/48/60/110В. Настройка выполняется программным продуктом STEP 7.
Из измерительных модулей контроллера SIMATIC S7-300 выберем необходимые модули.
К входам модулей подключаются датчики с унифицированными выходными электрическими сигналами напряжения или силы тока. Каждая пара входных каналов модулей может быть настроена на свой вид входного сигнала.
Модуль SМ 331 - модуль аналоговых входов. Диапазон входных сигналов - 0/4...20 мА диапазон выходных сигналов 14 разрядов. Модуль SM 331 имеет 8 входов. И модуль SМ 322 - модуль дискретных выходов. К выходам модулей могут подключаться исполнительные устройства или их коммутационные аппараты.
Нижний уровень (полевой) включает в себя все датчики и приборы расположенные по месту. К ним относятся:
- расходомер CoriolisMaster с выходным сигналом 4…20 мА, современный, надёжный и обладает высокой точностью, стабильностью работы, Сигнал
поступает на модуль SМ 331.
- Обработанный CPU сигнал по управлению передаётся с модуля SМ 322 на ПБР-3А, а с него на МЭОФ регулирующей заслонки. МЭОФ формирует аналоговый сигнал о динамике его перемещения, который поступает на модуль SM 331.
Управление регулирующими органами происходит при помощи исполнитнльного механизма МЭОA, которые присоединены к ПБР-2.Управляющий сигнал на ПБР-2 поступает с модуля дискретных входов/выходов SМ 322.
Для обработки поступающих данных и организации регулирования процесса применим промышленный контроллер SIMATIC S7-300 фирмы «SIEMENS».
Выбор и разработка программных средств. Для реализации рассчитанной системы регулирования используем программное обеспечение STEP 7. Для этого сначала в программу STEP 7 вставляем системный функциональный блок FB с блоком данных DB. FB находятся в стандартной библиотеке (Standard Library) в разделе "System Function Blocks [Системные функциональные блоки]".
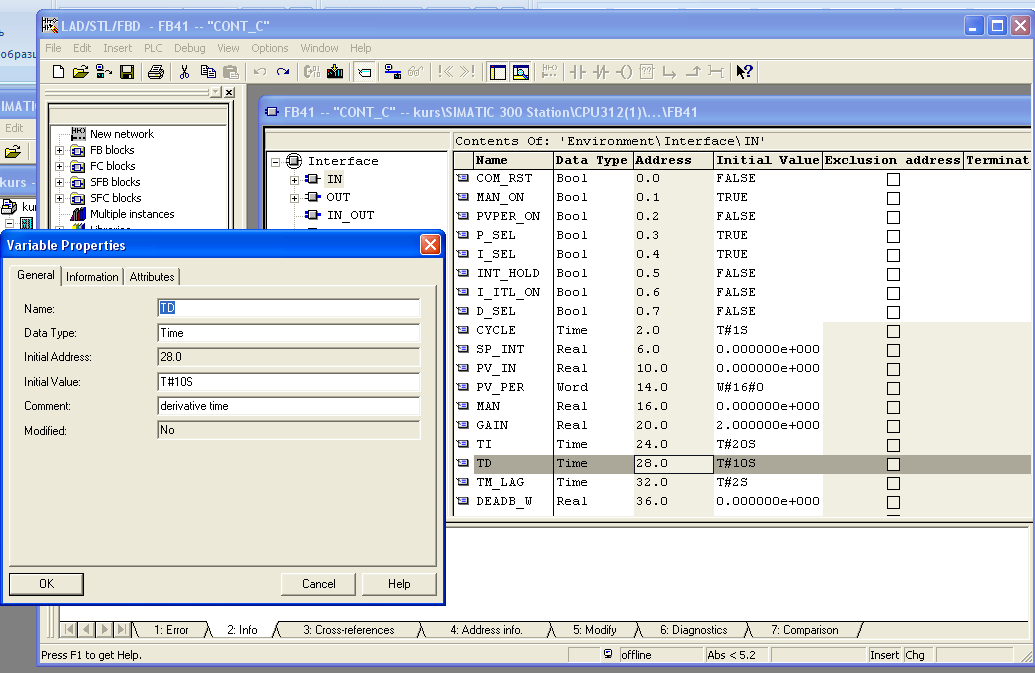
В качестве ведомого регулятора применим блок FB "CONT_C" (continuous controller (непрерывный регулятор)) ,который служит для управления техническими процессами с непрерывными входными и выходными величинами в системах автоматизации SIMATIC S7.
Этот регулятор можно использовать отдельно как стабилизирующий PID-регулятор или в многоконтурных системах управления в качестве каскадного регулятора, для регулирования состава смеси или соотношения. Принцип действия основан на алгоритме ПИД-регулирования дискретного регулятора с аналоговым выходным сигналом, дополненного в случае необходимости формирователем импульсов для формирования широтно-импульсных выходных сигналов для двух- или трехпозиционных систем регулирования с пропорциональными исполнительными устройствами.
Наряду с функциями в ветвях задающего и фактического значений этот FB реализует готовый ПИД-регулятор с непрерывным выводом управляющего воздействия и возможностью ручного управления.
Задающее значение вводится на входе SP_INT в формате с плавающей точкой.
Фактическое значение может считываться в периферийном формате и в формате с плавающей точкой. Функция CRP_IN преобразует периферийное значение PV_PER в формат с плавающей точкой от -100 до +100 % .
Для подавления небольших постоянных колебаний из-за дискретизации управляющего воздействия (ограниченная разрешающая способность управляющего воздействия из-за регулирующего клапана) рассогласование пропускается через зону нечувствительности (DEADBAND). При DEADB_W = 0 зона нечувствительности выключается.
ПИД-алгоритм работает как настраиваемый алгоритм. Пропорциональная, интегральная INT и дифференциальная DIF части включены параллельно и могут включаться и выключаться по отдельности. Благодаря этому можно установить с помощью параметризации П-, ПИ-, ПД- и ПИД-регулятор. Но возможны также чистый И-регулятор или чистый Д-регулятор. Для того чтобы получить ПИ-регулятор, дифференциальная состовляющая должна быть отключена, т.е. на начальная величина INITIAL VALUE должна быть установлен FALSE, что означает «Отключение дифференциальной состовляющей» и соответственно параметр TD=T#0ms.
Можно переключаться между ручным и автоматическим режимом. В ручном режиме управляющее воздействие отслеживает значение, вводимое вручную. Интегратор INT внутренне устанавливается на LMN-LMN_P-DISV, а дифференциатор DIF устанавливается на 0, и они внутренне подстраиваются. Благодаря этому переключение в автоматический режим происходит плавно.
Управляющее воздействие ограничивается задаваемыми значениями с помощью функции LMNLIMIT Нарушение границ входной величиной отображается индикаторными битами. Выход с первого блока LMN является заданием для второго блока.
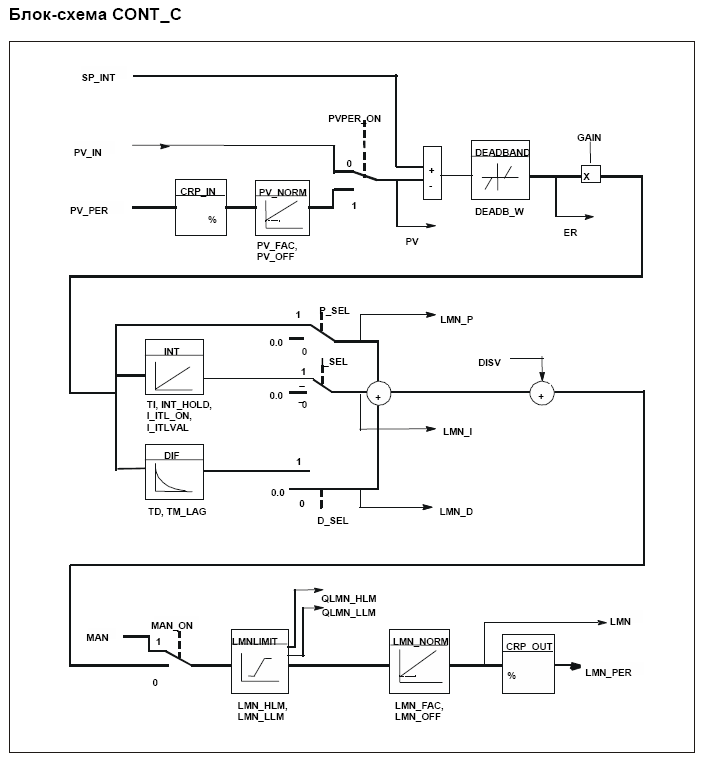
Рис.15 Стандартный блок ПИД-регулятора
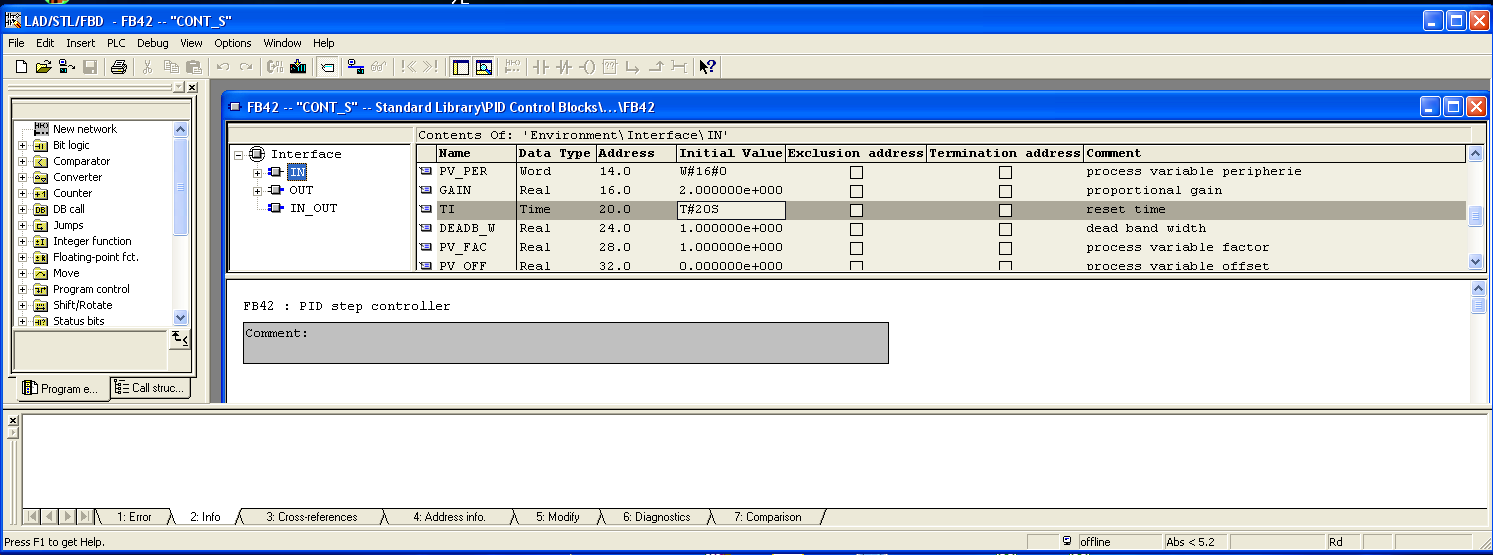
В качестве ведомого регулятора применим FB "CONT_S" (step controller (ступенчатый регулятор)) служит для управления техническими процессами с помощью двоичных управляющих сигналов для интегрирующих исполнительных элементов в системах автоматизации SIMATIC S7. Путем параметризации можно выключать или отключать подфункции ступенчатого PI-регулятора, настраивая его тем самым на объект регулирования.
Этот регулятор используется в качестве стабилизирующего PI-регулятора системе каскадного регулирования. Принцип действия основан на алгоритме PI-регулирования дискретного регулятора и дополнен функциональными звеньями для формирования двоичного выходного сигнала из аналогового выходного сигнала. Данный регулятор не может быть в качестве главного регулятора.
Так как регулятор работает без обратной связи по положению, то внутренне рассчитанное управляющее воздействие не совпадает точно с положением
исполнительного устройства. Корректировка выполняется, когда управляющее воздействие (ER * GAIN) становится отрицательным. Тогда регулятор устанавливает выход QLMNDN (низкий уровень управляющего сигнала) до тех пор, пока не будет установлен LMNR_LS (нижний ограничительный сигнал обратной связи по положению).
Кроме функций в ветви фактического значения FB реализует готовый PI-регулятор с двоичным управляющим выходом и возможностью влияния на управляющее воздействие вручную. Регулятор работает без обратной связи по положению. Для ограничения импульсного выхода могут применяться ограничительные сигналы.
Задающее значение вводится на входе SP_INT в формате с плавающей точкой. Фактическое значение может считываться в периферийном формате и в формате с плавающей точкой. Функция CRP_IN преобразует периферийное значение PV_PER в формат с плавающей точкой от -100 до +100 % .
Разность заданного и фактического значения образует рассогласование. Для подавления небольших постоянных колебаний из-за дискретизации управляющего воздействия (ограниченная разрешающая способность управляющего воздействия из-за регулирующего клапана) рассогласование пропускается через зону нечувствительности (DEADBAND). При DEADB_W = 0 зона нечувствительности выключается.
Ступенчатый PI-алгоритм FB работает без обратной связи по положению. Интегральная составляющая PI-алгоритма и подразумевающаяся обратная связь по положению рассчитываются в одном интеграторе (INT) и сравниваются в качестве величины обратной связи с оставшейся интегральной составляющей. Разность поступает на трехпозиционное звено(THREE_ST) и формирователь импульсов (PULSEOUT), который формирует импульсы для регулирующего клапана. Путем настройки порога срабатывания трехпозиционного звена сокращается частота переключения регулятора.
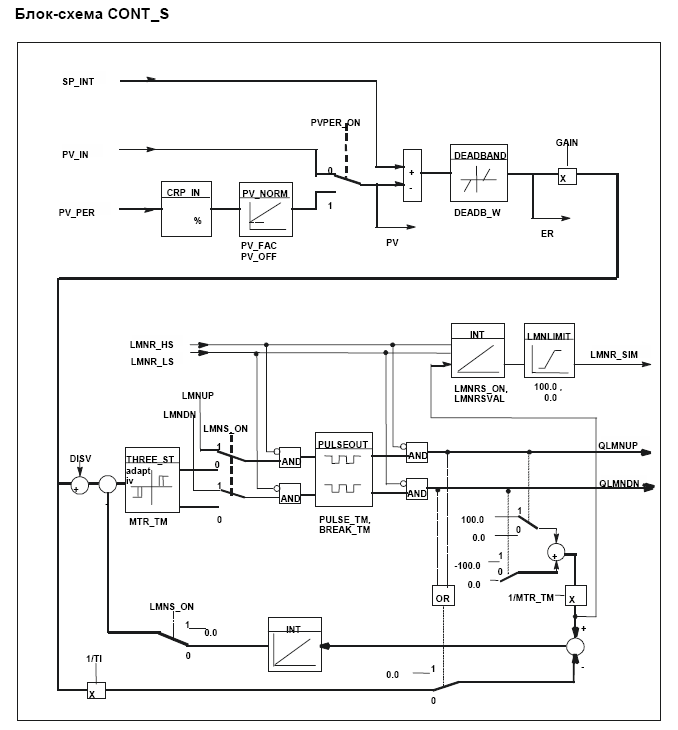
Рис.16 Стандартный блок ПИ- регулятора
Заключение
В данной курсовой работе была произведена автоматизация процесса сгущения шламов на ФОФ БПКРУ-2 ОАО «Уралкалий». Для расчета был выбран контур автоматического регулирования плотности шламов на выходе из сгустителя. Для получения динамических характеристик использовали метод активного эксперимента. Был произведен расчет одноконтурной и каскадной системы регулирования и моделирование полученных динамических характеристик. В результате анализа переходных процессов была выбрана каскадная система регулирования. Произведена подборка технических средств автоматизации и программного обеспечения.
Список литературы
1.А.Е.Троп, В.З.Козин, Е.В.Прокофьев Автоматическое управление технологическими процессами обогатительных фабрик. М.:Недра,1986.
2.Постоянный технологический регламент №9 «производства хлористого калия флотационным способом на БПКРУ-2» ОАО «Уралкалий», г. Березники, 2004.
3.Под редакцией Б.Д.Кошаровского Автоматизация управления обогатительными фабриками. М.:Недра,1977.
Приложение 1.
Спецификация на средства автоматизации.
|
№ п/п
|
Позиция
|
Наименование
|
Тип
|
Завод изготовитель
|
Предел измерения
|
Количество
|
|
|
|
|
|
|
|
|
|
1
|
11а,14а
|
Исполнительный механизм
|
МЭОФ-100/10-0.25-97К
|
«ЗЭиМ»,Чебоксары
|
|
2шт
|
|
|
|
|
|
|
|
|
|
|
10а,12а
|
Кориолисовый расходомер
|
CoriolisMaster
|
ABB,Германия
|
0-400м3/ч
|
2шт
|
|
2
|
|
|
|
|
|
|
|
|
11г,14г
|
Пускатель бесконтактный реверсивный
|
ПБР-3а
|
«ПЭК»,Чебоксары
|
-
|
2шт
|
|
|
|
|
|
|
|
|
|
3
|
-
|
Контроллер малоканальный многофункциональный
|
Siemens S7
|
Siemens,Германия
|
-
|
1шт
|
|
|
|
регулирующий микропроцессорный
|
|
|
|
|
|
|
|
Комплектно поставляется:
|
|
|
|
|
|
3.1
|
-
|
Центральный процессор
|
|
|
-
|
1шт
|
|
|
|
SIMATIC S7–300 CPU 312
|
|
|
-
|
|
|
|
|
|
|
|
-
|
|
|
|
-
|
Коммуникационный процессор
|
|
|
-
|
1шт
|
|
3.2
|
|
SIMATIC NET Industrial Ethernet CP 343–1
|
|
|
-
|
|
|
|
|
343–1EX11–0XE0
|
|
|
-
|
|
|
|
|
|
|
|
|
|
|
3.3
|
-
|
Буферная батарея, литиевая АА
|
|
|
-
|
1шт
|
|
|
|
3,6Вт/1,9А 6ES7 971–0ВА0
|
|
|
-
|
|
Продолжение приложения 1.
Спецификация на средства автоматизации.
|
№ п/п
|
Позиция
|
Наименование
|
Тип
|
Завод изготовитель
|
Предел измерения
|
Количество
|
|
|
|
|
|
|
|
|
|
3.4
|
-
|
Монтажная стойка 9 разъемов
|
|
|
-
|
1шт
|
|
|
|
UR2 для S7–400H 6ES7 400–1JA01–0AA0
|
|
|
-
|
|
|
3.5
|
-
|
Карта памяти для S7-400,
|
|
|
|
1шт
|
|
|
|
Длинное исполнение, 5В FLASH-EPROM, 1 Мб
|
|
|
-
|
|
|
3.6
|
-
|
Профильная шина, L=483мм
|
|
|
|
1шт
|
|
|
|
6ES7 390–1AE80–0AA0
|
|
|
|
|
|
3.7
|
-
|
Модуль дискретного ввода
|
|
|
-
|
1шт
|
|
|
|
SIMATIC S7–300 SM 322 1BH01 DO 2х8
|
|
|
|
|
|
|
|
Модуль аналогового ввода
|
|
|
|
|
|
3.8
|
-
|
SIMATIC S7–300 SM 331 7KF02
|
|
|
-
|
2шт
|
|
4
|
|
ПК Fujitsu Siemens Computers (CELSIUS M440)
|
Pentium® 4 Intel® i955X,
1 Гбайт/ 3.0 GHz
|
|
-
|
1шт
|
|
|
|
|
/ 120GB / DVD DL+/-RW / Win XP SP2
|
|
-
|
|
|
4.1
|
-
|
IBM МОНИТОР TFT 21"
|
|
|
-
|
1шт
|
|
|
|
|
|
|
|
|
|
4.2
|
-
|
Блок бесперебойного питания
|
GXT2 10000T230
|
|
-
|
1шт
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-
|
|
|
|
|
|
|
|
-
|
|
Приложение 2.
Интерфейс STEP 7.
Продолжение приложения 2.
Интерфейс STEP 7.
Усовершенствование системы автоматического управления процессом сгущения шламов