Организация участка сборочного цеха по изготовлению печатной платы устройства «Предварительный усилитель»
Курсовая работа
По дисциплине «Экономика отрасли»
На тему: «Организация участка сборочного цеха
по изготовлению печатной платы устройства
«Предварительный усилитель»
Содержание
1. Введение.
2. Организационная часть.
2.1 Расчет производственной программы участка и ее обоснование.
2.2 Расчет потребного количества оборудования и его загрузки.
2.3 Расчет количества рабочих на участке.
2.4 Расчет параметров поточной линии.
2.5 Расчет площади участка.
3. Экономическая часть.
3.1 Расчет фонда заработной платы рабочих участка.
3.2 Расчет полной стоимости изделия методом
составления калькуляции.
3.3 Анализ технико-экономических показателей работы участка.
4. Заключение.
Литература
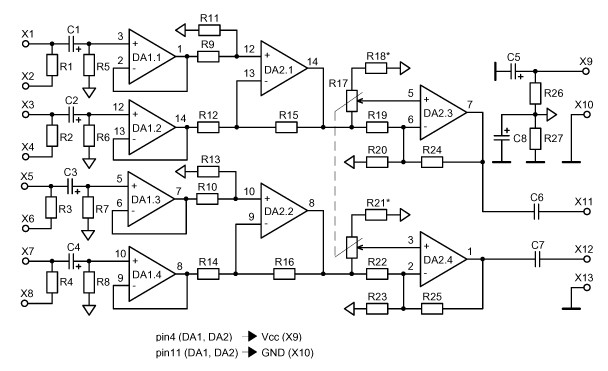
Рисунок 1. Схема электрическая принципиальная.
1. Введение
Потоком принято называть такую организацию работы, которая проходит непрерывно и ритмично.
Поточные линии – это совокупность рабочих мест, объединенных единым транспортным устройством, оснащенных специальным оборудованием, где за каждым рабочим местом закрепляется выполнение операции или ее части, и где работа происходит непрерывно и ритмично. Поточным принято считать производство, максимально стремящееся к непрерывности.
При реализации поточного производства реализуются все передовые методы организации производственного процесса (пропорциональность, ритмичность, автоматичность). Кроме того, для поточного производства характерны принцип специализации и синхронизации. Для которого обязательны четыре условия:
1)Равенство или одновременность выполнения технологических операций.
2)Равенство или одновременность межоперационной транспортировки предметов труда.
3)Равенство или одновременность перерывов в работе
4)Момент окончания выполнения операции и начала транспортировки и наоборот момент окончания транспортировки и начала выполнения операции для одних и тех же предметов труда должны совпадать.
Эффективность поточного производства
1)Снижается трудоемкость изготовления продукции за счет использования специального оборудования
2)Повышается производительность труда за счет снижения трудоемкости.
3)Снижается себестоимость продукции за счет повышения производительности
4)Повышается качество выпускаемых изделий за счет приобретения рабочими устойчивых производственных навыков
2 Организационная часть
Данное устройство можно изготовить в условиях поточного производства на участке сборочного цеха.
Технологический процесс изготовления предусматривает выполнение определенных операции, которые просинхронизированы по времени, кратно друг другу и время наименьшей операции можно принять за такт потока.
Таблица 1 - типовой технологический процесс изготовления устройства
|
Наименование операций |
t шт внедр (мин) |
t шт базов (мин) |
|
1. Компоновочная |
3 |
3 |
|
2-Подготовка радиоэлементов к монтажу |
17 |
17 |
|
3.Установка радиоэлементов на плате |
10 |
10 |
|
4. Пайка |
1 |
9 (руч) |
|
5. Допайка |
3 |
- |
|
6. Лакировка |
2 |
2 |
|
Итого |
36 |
41 |
2.1 Расчёт годовой производственной программы участка и её обоснование
Изделие будет изготовлено на участке сборочного цеха с внедрением непрерывно поточной линии. Годовая производственная программа будет рассчитана через такт
потока по формуле:
ППГОД = ;
Драб- количество рабочих дней в году (252);
с - количество рабочих смен(2);
Тсм - продолжительность смены(480мин);
Тпер - время перерывов (30мин);
- такт потока(1);
Поб - плановые потери времени на ремонт и профилактику оборудования (5)
ППГОД = = 215000 (шт)
Трудоемкость программы (Трлрогр) не должна превышать 160000 н/час .
Трудоемкость программы:
Трпрогр. = ППГОД
Трпрогр. = 215000 = 129000 (н/час)
Это удовлетворяет условию.
2.2 Расчет количества рабочих мест на поточной линии
На участке внедрена непрерывно-поточная линия с тактом потока =1, которая характеризуется временем выполнения операции кратным друг другу с поштучной передачи изделия с операции на операцию.
Расчет количества рабочих мест должен проводиться по каждой операции технологического процесса отдельно по формуле:
Si. =
-такт потока( 1);
компоновка
Si1 = = 3(ед);
пайка
Si4 = = 1 (ед);
подготовка
Si2 = = 17 (ед) ;
допайка
Si5 = = 3(ед);
установка
Si3 = = 10(ед);
лакировка
Si6 = = 2 (ед)
= 36 (ед.)
2.3 Расчет количества основных рабочих
Расчет количества основных рабочих проводится по каждой операции технологического процесса отдельно:
R0i =
Si -количество рабочих мест на одной операции;
n0 -норма обслуживания (1);
с — количество смен(2).
компоновка
R0i1 = = 6 (чел);
пайка
R0i4 = = 2 (чел);
подготовка
R0i2 = = 34 (чел);
допайка
R0i5 = = 6 (чел) ;
установка
R0i3 = = 20 (чел);
лакировка
R0i6 = = 4 (чел);
= 72 (чел.)
Таблица 2-Сводная ведомость рабочих участка
|
Наименование операции |
Кол. Рабочих мест |
Количество рабочих по разряду |
Всего рабочих |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1.Комплектовка Комплектовка |
6 |
6 |
6 |
|||||
|
2. Подготовка |
34 |
34ву |
34 |
|||||
|
3.Установка |
20 |
20 |
20 |
|||||
|
4. Пайка |
2 |
2ву |
2 |
|||||
|
5. Допайка |
6 |
6ву |
6 |
|||||
|
6. Лакировка |
4 |
4ву |
4 |
|||||
|
Итого |
36 |
44 |
28 |
72 |
2.4 Расчёт параметров поточной линии
К параметрам поточной линии относятся: такт, темп, длина рабочей части линии, скорость движения рабочей части, длина замкнутой линии, время сборки, величины заделов.
Такт потока - промежуток времени, в течении которого изделие запускается на линию или передаётся с операции на операцию или выпускается с линии.
1 .Темп - количество изделий, выпускаемое на линию в единицу времени.
Темп =
Темп = = 60 (шт)
2.Скорость движения конвейера
U =
l0 - шаг конвейера - расстояние между центрами смежных изделий (1м)
U = = 1 (м/c)
3. Количество рабочих мест на линии
Sлин =
Sлин = =36 (ед.)
4.Время сборки изделия
Тсб = Sлин
Тсб = 1 36 = 36 (мин)
5.Длина рабочей части линии
lр.ч. =
lр.ч. = = 19 (м)
6.Длина замкнутой линии конвейера
lk = 2 lр.ч. + D
D = 0,5(m) - диметр барабана натяжной и приводной станции
л = 3.14 lk = 2 19 + = 39.5 (м)
7.Величина заделов
На поточной линии существуют 3 вида заделов: технологический, транспортный, страховой.
1) Задел технологический - количество единиц продукции, находящихся в работе.
Zтех = n Sлин
n - количество изделий передаваемых с операции на операцию (1).
Zтех = 1 36 = 36 (шт)
2)Задел транспортный - количество изделий находящихся в перемещении.
Zтранс = lр.ч.
Zтранс = 19 (шт)
3)Задел страховой - количество изделий на случай перебоев в работе. Этот составляет 10% от производственной программы.
Zстрах = 10% от ППсм
Производственная программа за смену
ППсм =
ППсм = = 900
Zстрах = 10% от 900 = 90 (шт)
4) Задел общий
Zобщ = Zтех + Zтранс + Zстрах
Zобщ = 36 + 19 + 90 = 145 (шт)
2.5 Расчет площади участка
Площадь участка включает площадь, под рабочими местами, площадь для контролеров, площадь для инженеров, площадь под стеллажами и сушильными шкафами, площадь для проходов и проездов.
1. Площадь под рабочими местами
Пл(р.ч) = q Sлин
q - удельная площадь под одно рабочее место (6м2 )
Пл(р.ч) = 6 36 = 216 (м2)
2. Площадь для контролеров (ОТК)
Пл(отк) = q RОТК
q - удельная площадь для одного контролера (4 м2)
RОТК - количество контролёров (2чел.)
Пл(отк) = 42 = 8 (м2)
3.Площадь для ИТР
Пл(ИТР) = q RИТР
q- удельная площадь для одного инженера (2 м2)
RИТР - количество инженеров (2 чел.)
Пл(ИТР) = 22 = 4 (м2)
4.Площадь под стеллажами
Пл(СТЕЛ) = q n
q - удельная площадь под один стеллаж (6 м2)
n - количество стеллажей (Зшт)
Пл(СТЕЛ) = 6 3 = 18 (м2 )
5. Площадь под сушильными шкафами
Пл(с.шкаф) = q n
q -площадь под один сушильный шкаф (4 м2)
n - количество сушильных шкафов (2 шт)
Пл(с.шкаф) = 4 2 = 8 (м2 )
6. Площадь на проходы и проезды
Пл(вспом) =
Пл(вспом) = = 25,4 (м2 )
7. Общая площадь участка
Пл(общ) = Пл(р.ч) + Пл(отк) + Пл(ИТР) + Пл(СТЕЛ) + Пл(с.шкаф) + Пл(вспом) ;
Пл(общ) = 210 + 8 + 4 + 18 + 8 + 25,4= 279,4 (м2 )
3. Экономическая часть.
На непрерывно поточной линии основные рабочие оплачиваются по повременно-премиальной форме оплаты труда.
- Расчет фонда заработной платы рабочих участка.
Годовой фонд заработной платы на линии включает тарифный фонд повременщиков и доплаты до полного годового фонда. Тарифный фонд заработной платы рассчитывается исходя из тарифных ставок, количества рабочих по соответствующим разрядам и эффективного фонда времени одного рабочего за год в часах.
Тарифный фонд заработной платы рассчитывается по формуле
ТФ = (Счас2 R2 + Счас2ву R2ву + Счас3 R3 + Счас3ву R3ву )Фэф
R - количество рабочих во разрядам
Счас - часовая тарифная ставка
Фэф - эффективный фонд одного рабочего
Эффективный фонд одного рабочего за год в часах рассчитывается по формуле:
Фэф = Фном
Фэф = 2009 = 1808 (ч)
- плановые невыходы на работу (10%)
Фном - номинальный фонд времени одного рабочего за год в часах
Фном = Драб Тсм - Дп Тсокр
Фном = 252 8 - 7 1 = 2009 (ч)
Драб - количество рабочих дней в году (252)
Тсм - продолжительность смены (8час)
Дп - количество предпраздничных дней (7)
Тсокр - время сокращения каждого предпраздничного дня (1)
ТФ = (30 6 + 34 38 + 32 20 + 36 8 )1808 = 4339200 (руб)
Таблица 3 - Расчет тарифного фонда заработной платы рабочих
|
Наименование профессии |
Кол-во рабочих |
Разряд |
Ставка часовая |
Фонд эффективный |
Тарифный фонд |
|
Монтажник |
6 |
II |
30 |
1808 |
325440 |
|
Монтажник |
38 |
IIву |
34 |
1808 |
2335936 5936 |
|
Монтажник |
20 |
III |
32 |
1808 |
1157120 |
|
Монтажник |
8 |
IIIву |
36 |
1808 |
520704 |
|
Итого |
72 |
4339200 |
Часовой фонд
Чф = Тф + Д*
Д* - доплаты до часового фонда, идущие на оплату премии, доплаты за ночные и праздничные часы , за обучение учеников- составляют 40% от тарифного фонда
Д*=40% от Тф
Д*=40% от 4339200 = 1735680 (руб.)
Чф=4339200 + 1735680 = 6074880 (руб.)
Дневной фонд
Дф = Чф + Д**
Д** - доплаты за сокращенные часы подросткам - составляют 0.7% от тарифного фонда
Д** =0.7% от 4339200 = 30374 (руб.)
Дф = 6074880 + 30374 = 6105254 (руб.)
Годовой фонд
Гф = Дф + Д***
Д*** - предусматривает доплаты за отпуска и за время выполнения государственных обязанностей - составляет 8.4% от Тф
Д*** = 8.4% от Тф
Д*** = 8.4% от 4339200 = 364493 (руб)
Гф = 6105254 + 364493 = 6469747 (руб.)
Таблица 4- Расчет фонда заработной платы
|
Тарифный фонд(руб.) |
Доплаты до часового фонда |
Часовой фонд |
Доплаты до дневного фонда |
Дневной фонда |
Доплаты до годового фонда |
Годовой фонд (руб) |
|||
|
4339200 |
% |
(руб.) |
6074880 |
% |
(руб.) |
6105254 |
% |
(руб.) |
6469747 |
|
40 |
1735680 |
0.7 |
30374 |
8.4 |
364493 |
Среднемесячная заработная плата одного рабочего составит:
ЗПсред.мес =
ЗПсред.мес = = 7488 (руб)
3.2 Расчет полной себестоимости изделия методом составления калькуляции.
Калькуляция-это определение затрат на единицу времени. Она включает следующие статьи затрат: покупные комплектующие изделия, основная заработная плата основных рабочих, дополнительная заработная плата основных рабочих, отчисления на социальное страхование, расходы цеховые, расходы общезаводские, внепроизводственные расходы, оптовая цена за единицу продукции.
1.Стоимость комплектующих изделий
КИ = Оц. ед. – кол-во КИ в ед. прод
Оц.ед-оптовая цена единицы изделия
m-число радиоэлементов
Таблица 5-Сводная ведомость покупных изделий.
|
Наименование элемента |
Количество (шт) |
Цена за шт.в руб. |
Общая стоимость в (руб) |
|
1 .Резисторы |
27 |
1 |
27 |
|
2. Конденсаторы |
8 |
6 |
48 |
|
3.Микросхемы |
2 |
10 |
20 |
|
Итого |
37 |
95 |
2.3атраты на основную заработную плату основных рабочих
ЗП0 = Счас.средtшт (1+ )
%премии - составляет 30%
tшт - время изготовления одного изделия
Счас.сред =
Счас.сред = = 33,3 (руб.)
ЗП0внедр = 33,3 (1+ ) = 25,97 (руб.)
ЗП0баз = 33,3 (1+ ) = 29,58 (руб.)
3.Затраты на дополнительную заработную плату основных рабочих составят 10% от заработной платы основной
ЗПдоп =
ЗПдоп внедр = =2,59 (руб.) ЗПдоп баз = =2,96 (руб.)
4.Отчисления на социальное страхование составляет 26 % от заработной платы основной и дополнительной
Осс =
Осс внед = = 7,42 (руб.) Осс баз = = 8,46 (руб.)
5.Расходы цеховые составляют 150% от основной заработной платы
Рцех =
Рцех внедр = = 38,95 (руб.) Рцех баз = = 44,37 (руб.)
Итого себестоимость цеховая
Сцех = КИ + ЗП0 + ЗПдоп + Осс + Рцех
Сцех внед = 95 + 25,97 + 2,59 + 7,42 + 38,95 = 169,93 (руб.)
Сцех баз = 95 + 29,58 + 2,96 + 8,46 + 44,37 = 180,37 (руб.)
б.Расходы общезаводские 120% от основной заработной платы
Роз =
Роз внед = = 31,16 (руб.) Роз баз = = 35,49(руб.)
Итого себестоимость производственная
Спроиз = Сцех + Роз
Спроиз внед = 169,93 + 31,16 = 201,09 (руб.)
Спроиз баз = 180,37 + 35,49 = 215,86 (руб.)
7.Расходы внепроизводственные составят 3% от себестоимости производственной
Рвп =
Рвп внед = = 6,03 (руб.) Рвп баз = = 6,47 (руб.)
Итого полная себестоимость
Спол = Спроиз + Рвн
Спол внед = 201,09 + 6,03 = 207,12 (руб.)
Спол баз = 215,86 + 6,47 = 222,33 (руб.)
Для реализации продукции служит оптовая цена
Оц = Спол + Приб
Прибыль составляет 10% от полной себестоимости
Приб =
Прибвнед = = 20,71 (руб.); Приббаз = = 22,23 (руб.)
Оц внед = 207,12 + 20,71 = 227,83 (руб.); Оц баз = 222,33 + 22,23 = 244,56 (руб.)
Таблица 6
|
Статьи затрат |
Сумма в рублях (внедр) |
Сумма в рублях (баз) (баз) |
|
1.Покупные комплектующие изделия |
95 |
95 |
|
2.Основная заработная плата основных рабочих |
25,97 |
29,58 |
|
3.Дополнительная заработная плата основных рабочих |
2,59 |
2,96 |
|
4.Отчисления на социальное страхование |
7,42 |
8,46 |
|
5.Расходы цеховые |
38,95 |
44,37 |
|
Итого себестоимость цеховая |
169,93 |
180,37 |
|
6.Расходы общезаводские |
31,16 |
35,49 |
|
Итого себестоимость производственная |
201,09 |
215,86 |
|
7.Расходы внепроизводственные |
6,03 |
6,47 |
|
Итого полная себестоимость |
207,12 |
222,33 |
3.3 Анализ технико-экономических показателей работы участка
|
№ п/п |
Наименование показателей |
Единицы измерения |
Величины |
|
|
Базовый |
Внедряемый |
|||
|
I Объем производства |
||||
|
1 |
Годовая программа участка |
руб |
215000 |
|
|
2 |
Трудоемкость программы |
н/час |
129000 |
|
|
3 |
Годовая программа в опто вых ценах |
руб. |
52580400 |
48983450 |
|
II Производственная мощность |
||||
|
4 |
Количество рабочих мест на линии |
Ед. |
36 |
|
|
5 |
Площадь участка |
м2 |
279,4 |
|
|
6 |
Выпуск продукции с 1 м2 площади участка |
Руб. |
175316,57 |
|
|
III Труд и заработная плата |
||||
|
7 |
Количество рабочих на участке |
Кол. чел. |
82 |
72 |
|
8 |
Выработка на одного рабо чего |
Руб. |
641224 |
680325 |
|
9 |
Рост производительности труда за счет увеличения выработки |
% |
6 |
|
|
10 |
Трудоёмкость изделий |
Мин. |
41 |
36 |
|
11 |
Снижение трудоёмкости изделия |
% |
13,8 |
|
|
12 |
Рост производительности труда за счёт снижения трудоёмкости |
% |
16 |
|
|
13 |
Общий фонд заработной платы рабочих на участке |
Руб. |
6469747 |
|
|
14 |
Средне месячная заработная плата одного рабочего |
Руб. |
7488 |
|
|
IV Себестоимость, прибыль, рентабельность |
||||
|
15 |
Полная себестоимость изделия |
Руб. |
222,33 |
207,12 |
|
16 |
Снижение себестоимости |
% |
7,3 |
|
|
17 |
Годовая экономия по пол ной себестоимости |
Руб. |
3270150 |
|
|
19 |
Прибыль за единицу изде лия |
Руб. |
20,71 |
|
|
20 |
Общая прибыль по участку |
Руб. |
4452650 |
|
|
21 |
Рентабельность изделия |
% |
10 |
Расчёт некоторых показателей работы участка:
3 . Годовая программа в оптовых ценах
ППРУБ.внед = Оцвнед ППгод
ППРУБ.внед = 227,83 215000 = 48983450 (руб.)
ППРУБ.баз = Оцбаз ППгод
ППРУБ.баз = 244,56 215000 = 52580400 (руб.)
6. Выпуск продукции с 1м2 площади участка
Вып1м2 =
Вып1м2 = = 175316,57 (руб.)
8. Выработка на одного рабочего
Вырна1раб внед =
Вырна1раб внед = = 680325,69 (руб.)
Вырна1раб баз =
R0 в базовом варианте находится по формуле:
Rбаз = R0 – Rпайка,допайка +Rпайка руч
Где Rпайка,допайка = Rпайка руч =
Rбаз = 72 – 8 +18 = 82
Вырна1раб баз = = 641224,39 (руб.)
9. Рост производительности труда за счёт увеличения выработки
р% =
р% = = 6%
11. Процент снижения трудоемкости
%сн =
%сн = = 13,8 %
12.Рост производительности труда за счет снижения трудоёмкости.
р% =
р% = = 16%
16. Процент снижения себестоимости
С% =
С% = = 7,3 %
17.Годовая экономия по полной себестоимости
Эгод = (Сполбаз – Сполвнедр) ППгод
Эгод = (222,33-207,12) 215000 = 3270150 (руб.)
20.Прибыль общая
Приб общ = Приб.ед ППгод
Приб.общ = 20,71215000 = 4452650 (руб.)
21 .Рентабельность изделия
С% = С% = = 10%
4 Заключение.
На основании технологического процесса был разработан участок сборочного цеха по изготовлению изделия « Предварительный усилитель », с внедренной поточной линией.
Этот участок имеет следующие показатели;
-годовая производственная программа =215000 (шт.)
-трудоемкость программы;=129000 (н/час)
площадь участка;=279,4 (м2 )
число рабочих мест;=36 (ед)
общее число рабочих=72 (чел)
За счёт внедрённой операции «пайка автоматизированная + допайка» вместо «пайка ручная» рост производительности труда за счёт увеличения выработки = 6 %, снижение трудоёмкости =13,8 %, рост производительности труда за счет снижения трудоёмкости 16 %, снижение себестоимости 7,3%, годовая экономия по полной себестоимости 3270150 (руб.), прибыль за ед. изделия 20,71 (руб.); общая прибыль по участку составит 4452650 (руб.), рентабельность изделия 10 %
Литература
1.Силеванов А.Т. Особенности управления персоналом малого предприятия / А.Т. Силеванов // Сообщества HR-Менеджеров. – (http://www.hr-portal.ru/article/osobennosti-upravleniya-personalom-malogo-predpriyatiya).
2.Гражданкина Е.В. Экономика малого предприятия / Е.В. Гражданкина. – М. : РОСБУХ, 2011.
3.Управление персоналом организации / А.Я. Кибанов [и др.]. – М. : ИНФРА-М, 2011.
4.Современные тенденции в управлении персоналом / Дейнека А.В. [и др.]. – М. : Академия Естествознания, 2009.
5.Агамирова Е.В. Управление персоналом в туризме и гостинично-ресторанном бизнесе / Е.В. Агамирова. – СпБ. : САНПИТ, 2008.
6.Вортман В.А. Методы оценки персонала и подбора кадров / В.А. Вортман // Кадры. – 2010. – №11.
15
15
Организация участка сборочного цеха по изготовлению печатной платы устройства «Предварительный усилитель»