Разработка дизайна и технологии изготовления женского гарнитура из золотого сплава с драгоценными камнями
УДК
Пояснительная записка изложена на стр., содержит рис., табл., 50 библиографических источников. Графическая часть представлена на 11 листах.
ЗОЛОТОЙ СПЛАВ, ГАРНИТУР, ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, МАСТЕР-МОДЕЛЬ, ПАЙКА, ОТДЕЛОЧНЫЕ ОПЕРАЦИИ, РУБИНЫ И САПФИРЫ, ЗАКРЕПКА ВСТАВОК
Целью работы является разработка дизайна и технологии изготовления женского гарнитура из золотого сплава с драгоценными камнями. В работе приведены обзор литературных источников по общепринятой технологии ювелирного производства, общая технологическая схема и подробно описаны все операции технологического процесса с указанием режимов и технологического оборудования. В работе представлено технико-экономическое обоснование разработки с указанием затрат на производство проектируемого гарнитура, рассмотрены вопросы охраны окружающей среды и безопасности жизнедеятельности.
Перечень листов графических документов
|
Наименование документа
|
Обозначение документа
|
Формат
|
|
1. Эскиз гарнитура «Виола»
|
261001 Т 000 000 0163
|
А2
|
|
2. Предлагаемые варианты изделий
|
261001 Т 000 000 0163
|
А1
|
|
3. Чертеж подвески
|
261001 Т 000 000 0163
|
А2
|
|
4. Чертеж серьги
|
261001 Т 000 000 0163
|
А2
|
|
5. Чертеж кольца
|
261001 Т 000 000 0163
|
А2
|
|
6. Эскизы мастер-моделей. Схема модельного блока в опоке. Режимы прокаливания литейных форм
|
261001 Т 000 000 0163
|
А1
|
|
7. Технологическая схема изготовления женского гарнитура из сплава марки ЗлСрМ 585-80 с драгоценными камнями
|
261001 Т 000 000 0163
|
А0
|
|
8 Схема полировального станка Angel-85
|
261001 Т 000 000 0163
|
А1
|
|
9. Схема узла индукционной вакуумной литейной установки VC-500
|
261001 Т 000 000 0163
|
А1
|
|
10. Расчет шихты
|
261001 Т 000 000 0163
|
А1
|
|
11. Технико-экономические показатели работы
|
261001 Т 000 000 0163
|
А1
|
Содержание
Реферат 2
Перечень листов графических документов 3
Введение 8
- Художественный образ объекта разработки 10
- Обзор литературных источников 12
2.1 Технологический процесс литья по выплавляемым моделям -
2.1.1 Технология изготовления мастер-модели 14
2.1.2 Технология изготовления резиновых пресс-форм 15
2.1.3 Технология изготовления восковой «ёлочки» 17
2.1.4 Технология изготовления литейных форм 20
2.1.5 Технология получения металлических отливок 21
2.2 Обработка металлов давлением 24
2.2.1 Листовая прокатка -
2.2.2 Сортовая прокатка 25
2.2.3 Волочение -
2.2.4 Штамповка 28
2.3 Термическая обработка сплавов 31
2.4 Процесс пайки деталей ювелирных изделий 32
2.5 Отбеливание изделий 39
2.6 Виды закрепки вставок 40
2.7 Отделочные операции 49
2.7.1 Шлифование изделий -
2.7.2 Полирование изделий -
2.7.3 Ультразвуковая очистки изделий 51
3 Характеристика выбранных и используемых материалов 53
3.1 Химический свойства сплава -
3.2 Физические свойства сплава 54
3.3 Технологические свойства сплава 56
3.4 Тройная система золото—серебро—медь 57
3.5 Влияние добавок и примесей на свойства сплава 58
3.6 Драгоценные камни 62
4 Технология производства гарнитура (сереги, подвеска и кольцо) 65
4.1. Изготовление мастер-модели -
4.1.1 Волочение мельхиоровой проволоки 66
4.1.2 Пайка частей мастер-моделей 67
4.2 Изготовление резиновой пресс-формы 68
4.3 Изготовление восковых моделей 70
4.4 Изготовление литейной формы 74
4.5 Расчет шихты 76
4.5.1 Расчет шихты для выплавки сплава № 1 77
4.5.2 Расчет шихты для выплавки сплава № 2 -
4.5.3 Результаты расчета шихты для выплавки
сплава марки ЗлСрМ 585-80 78
4.6 Плавка сплава и заливка литейных форм 80
4.7 Выбивка «елочки» из опоки и очистка ее от
остатков формовочной смеси 81
4.8 Механическая обработка деталей изделий
и монтаж изделий 82
4.9 Полирование изделий 84
4.10 Очистка изделия от остатков пасты ГОИ 85
4.11 Клеймение изделий 86
4.12 Закрепка вставок -
4.13 Предпродажная подготовка изделий 87
5 Технико – экономическое обоснование работы 88
5.1 Расчет себестоимости гарнитура -
5.1.1 Расчет материальных затрат 89
5.1.2 Расчет заработной платы 91
5.1.3 Расчет цеховой себестоимости 93
5.1.4 Расчет производственной себестоимости 94
5.1.5 Расчет расходов на продажу 95
5.1.6 Расчет полной себестоимости гарнитура -
5.2 Расчет цены гарнитура 97
5.3 Расчет основных технико-экономических показателей 99
5.3.1 Расчет прибыли от реализации проекта -
5.3.2 Расчет рентабельности гарнитура 100
5.3.3 Расчет точки безубыточности -
6 Безопасность жизнедеятельности 103
6.1 Характеристика условий труда -
6.2 Обеспечение безопасности труда 104
6.2.1 Мероприятия по электробезопасности -
6.2.2 Пожарная безопасность 105
6.2.3 Защита от шума -
6.2.4 Защита от вибрации 106
6.2.5 Защита от механического травмирования,
тепловых, электромагнитных излучений -
6.2.6 Освещение 107
6.2.7 Категория тяжести работ 109
6.2.8 Вентиляция 110
6.3 Природопользование и охрана окружающей среды 113
6.4 Чрезвычайные ситуации 115
6.5 Выводы 116
Заключение 117
Библиографический список 118
Приложение А - Эскиз гарнитура «Виола» 124
Приложение Б - Предлагаемые варианты изделий 131
Приложение В - Чертеж подвески 125
Приложение Г - Чертеж кольца 127
Приложение Д - Чертеж серьги 129
Приложение Е - Технологическая схема изготовления женского гарнитура
из золотого сплава марки ЗлСрМ 585-80 с драгоценными камнями 122
Введение
Спрос на ювелирные изделия изменяется во времени, одни виды украшений уступают место другим. Аналогично меняется и дизайн ювелирных украшений. Изменение дизайна обосновано появлением новых технологий изготовления изделий, новых способов обработки поверхности изделий, позволяющих добиться оригинального художественного эффекта, социальными изменениями в обществе и модой. Однако наряду со всем этим не теряет своей актуальности и классический дизайн ювелирных украшений.
Главные признаки украшений классического стиля — строгость, лаконизм линий и пропорций, утонченность декора, изящество форм. Украшения этого стиля мало подвержены капризам моды.
Анализ современного ювелирного рынка города Екатеринбурга показал, что выбор женских ювелирных гарнитуров, включающих кольцо, серьги и подвеску, выполненных в классическом стиле, весьма скромен. В связи с этим по заказу ООО «Ювелирная компания «Драгоценности Урала» разработан дизайн и технология изготовления женского гарнитура из золотого сплава со вставками из сапфиров и рубинов. Весьма необычное сочетание таких камней по цветовой гамме привнесет необходимый колорит в серые будни, черно-белую строгость и станет изюминкой для вечернего наряда.
Целью данной дипломной работы является разработка дизайна и технологии изготовления женского ювелирного гарнитура из золотого сплава марки ЗлСрМ 585-80 [1] с драгоценными камнями – рубинами и сапфирами. Разрабатываемый гарнитур предназначен для мелкосерийного производства.
Для этого необходимо:
1) рассмотреть характеристики используемого сплава, режимы его обработки, рекомендации по использованию материалов, задействованных в технологическом процессе;
2) рассмотреть все операции входящие в данный технологический процесс;
3) выбрать оборудование и приспособления необходимые для изготовления изделий;
4) рассмотреть вопрос о безопасности и экологичности проекта;
5) привести технико-экономическое обоснование проекта.
Проектом предложены дополнительные варианты дизайна женского ювелирного гарнитура (приложение Б).
Разработка технологии изготовления женского ювелирного гарнитура выполнена на производственно - материальной базе ООО «Ювелирная компания «Драгоценности Урала».
В работе использованы исследования российских и зарубежных специалистов в области производства ювелирных изделий, опубликованные в книгах и периодических изданиях.
- Художественный образ объекта разработки
Девиз современных ювелирных украшений - это просто, быстро и эффектно. Сегодня стало актуальным украшать любой наряд повседневной жизни приятными, роскошными, простыми и экстравагантными аксессуарами, в том числе и ювелирными украшениями. Особым спросом пользовались, пользуются и будут пользоваться украшения, выполненные в классическом стиле. Это строгая, отточенная красота классически ясных, чистых форм, совершенные пропорции, изящность и безупречное исполнение, а также простота конструкции и высокая скорость изготовления ювелирных украшений.
Удачно сочетаются классические формы с современными модными направлениями. А сегодня в моде обилие цветных камней, сочетание контрастных сочных колоритов. Такие модели ювелирных украшений пользуются несомненным спросом на рынке ювелирных изделий.
Обладание украшениями этого стиля часто является показателем степени материального обеспечения и устойчивого общественного положения. В этой группе украшений преобладают серьги, кольца и подвески.
В данной дипломной работе разработан дизайн женского ювелирного гарнитура из золотого сплава с драгоценными камнями, отвечающий вкусам покупателей предпочитающих классические материалы и формы изделий, несущий в себе роскошь драгоценных камней, эффектно дополняющих друг друга. Данному гарнитуру присущи строгая красота, обусловленная простотой продолговатых форм подвески и серег, утонченный дизайн и уравновешенность декора.
Золото 5850, из которого изготовлены спроектированные изделия, является традиционным материалом в ювелирном производстве. Оно имеет красивый красный оттенок, обладает механическими свойствами, позволяющими проводить все виды обработки, описанные в пояснительной записке, имеет хорошие эксплуатационные качества. Помимо этого, заданный сплав относительно недорогой (по сравнению со сплавами с более высоким содержанием золота и с платиной). В России традиционно популярно золото с красноватым оттенком.
В качестве драгоценных вставок использованы рубины и сапфиры.
Сапфир — это индикатор женского постоянства, символ девственности, правдолюбия и добродетельности, чистоты совести и раскаяния (в Европе), дружбы, помощи и бескорыстия (в Индии). Он всегда считался камнем, дающим верность, целомудрие и скромность.
Красный цвет рубина часто ассоциируется с глубокими чувствами, поэтому рубин в древности считали символом страсти, а его розовую разновидность связывали с воплощением нежной любви.
Сегодня женщина— элегантна, независима, ее вкусы отличаются утонченностью, она скрупулезно продумывает и подбирает предметы своего гардероба, включая и ювелирные украшения, отдавая предпочтение тем моделям, в которых сочетаются традиции классики и современная мода, желая таким образом подчеркивать свою индивидуальность.
Гарнитуру присвоено название «Виола», как олицетворение нежного женского образа. Данный гарнитур предназначен для женщин идущих в ногу со временем, для тех, кто ценит прежде всего стиль и соответствие духу времени. Для людей, которые ценят красоту и роскошь ювелирных украшений, которые стремятся подчеркнуть свою индивидуальность, гарнитур может стать подходящим аксессуаром к классическому женскому деловому костюму, простому современному женскому наряду и станет изюминкой для вечернего гардероба, а также станет прекрасным подарком.
Эскиз гарнитура представлен в приложении А. Предлагаемые варианты изделий представлены в приложении Б, это гарнитур «Бетти» и гарнитур «Эвия».
- Обзор литературных источников
Ювелирное производство – это сложный процесс, заключающий в себе все виды обработки металлов; расчеты и разметку; пайку; различные способы закрепления камней, виды декоративной и художественной обработки изделий. В производстве ювелирных изделий можно выделить четыре технологических направления: ручное изготовление, штамповка, литье и станочное производство. К станочному производству следует отнести изготовление цепей на автоматических и полуавтоматических цепевязальных станках. Сегодня количество изделий, изготавливаемых методом литья, составляет более половины всей продукции, выпускаемой ювелирными предприятиями.
Среди методов литья в ювелирной промышленности литье по выплавляемым моделям на данный момент находится вне конкуренции ввиду следующих преимуществ:
- простота технологического процесса;
- высокая производительность;
- экономичность;
- возможность быстрой смены ассортимента и др.
2.1 Технологический процесс литья по выплавляемым моделям
Точное литье в формовочные смеси (литье по выплавляемым моделям) - первый технологический процесс, используемый человеком для производства ювелирных изделий, датируемый четвертым тысячелетием до н. э. Это произошло задолго до того, как человек начал применять тот же процесс для изготовления оружия и прочих предметов. Вероятнее всего, литье в формовочные смеси - это единственный производственный процесс, используемый первоначально для целей изготовления ювелирных изделий, а лишь затем в других сферах производства, как машиностроение [2].
Этот метод позволяет серийно изготовить изделия сложной конфигурации, обеспечивая при этом требуемую точность, а также получать тонкостенные отливки с отклонением от заданного размера не более 0,5 % и чистотой поверхности 5-6 кл. Это дает возможность использовать их как готовые элементы ювелирных изделий без дополнительной механической обработки.
При литье по выплавляемым моделям сплавов золота и серебра используются два способа принудительной заливки форм жидким металлом: центробежный и вакуумным всасыванием [3].
Технологический процесс литья по выплавляемым моделям начинается с разработки дизайна будущего ювелирного изделия, включающего в себя все стадии от замысла до конечной разработки и создания изделия.
2.1.1 Технология изготовления мастер-модели
Изготовление мастер-модели является необходимой предварительной стадией технологического процесса литья. Эту операцию выполняют модельеры-художники.
Обычно мастер-модели ювелирных отливок изготавливают из недрагоценных металлов (мельхиор, нейзильбер), а также из сплавов золота и серебра, легко поддающихся обработке.
Размеры мастер-модели должны быть больше, чем у отливки на (5…6) % с учетом усадки модельного состава и металла отливки, а так же дальнейшей механической обработки [3].
Для обработки мастер-модели применяют следующие инструменты – фрезы, напильники, лобзик, штихели, бормашину. Поверхность мастер-модели должна быть тщательно обработана и отполирована, так как все дефекты мастер-модели будут переноситься на отливки.
2.1.2 Технология изготовления резиновых пресс-форм
В качестве сырья для резиновых пресс-форм используют сырую резину. Сегодня существует несколько видов сырой резины: органическая, силиконовая, жидкая резина, а также резиновая мастика (паста).
Для изготовления резиновых пресс-форм из органической и силиконовой резины используют вулканизационный пресс. Обоймы, в которых производится вулканизация резины с помощью вулканизационного пресса, применяют цельнолитые и разъемные, состоящие из двух частей, из алюминиевых сплавов.
В обойму укладывают заготовки резины. Полости мастер-модели выкладывают кусочками резины, после чего модель помещают в обойму. Мастер-модель обкладывают кусочками резины, сверху укладывают вырезанные заготовки резины (плотно заполняя обойму) и накрывают обойму металлической пластиной. Верхний край металлической пластины выступает над обоймой на (5...6) мм. Собранную обойму помещают между предварительно разогретыми до температуры Т = (145...155) °С термоплитами вулканизационного пресса и зажимают.
Вулканизация происходит при температуре Т = (150...180) °С в течение = (40 ... 50) мин в зависимости от толщины резинового слоя - по 1 мин на 2 мм сырой резины.
По истечении срока вулканизации обогрев выключают, обойму вынимают щипцами и охлаждают на воздухе или в проточной воде. После этого заготовку пресс-формы извлекают из обоймы и разрезают для извлечения мастер-модели. Разрез делают зигзагообразным, чтобы при получении восковых моделей исключить смещение половинок пресс-формы относительно друг друга. Для разрезки резиновой формы используют формовочный нож. Применяют три типа лезвий для формовочного ножа – прямые заточенные с одной стороны, прямые заточенные с двух сторон и дугообразные лезвия. Для того чтобы обеспечить выход воздуха из пресс-формы при впрыскивании модельного состава, в некоторых её местах делают тонкие прорези – венты [5].
2.1.3 Технология изготовления восковой «ёлочки»
Для изготовления восковых моделей путем запрессовки расплавленного модельного состава в полость резиновой пресс-формы используют восковой инжектор (рисунок 1). Резиновую пресс-форму, у которой рабочая полость предварительно обработана тальком, зажимают между двумя пластинами и совмещают входное отверстие пресс-формы с отверстием сопла инжектора. Кратковременно нажимают на клапан пресс-формой и расплавленная модельная масса заполняет пустой объем внутри резиновой пресс-формы.
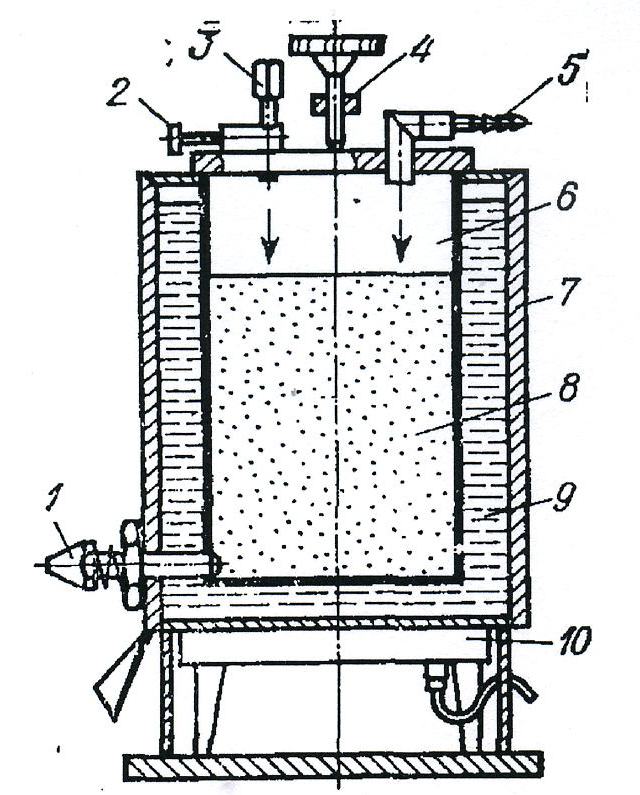
1 – сопло; 2 – винт; 3 – манометр; 4 – предохранительный клапан;
5 – штуцер для подвода сжатого воздуха; 6 – внутренний резервуар;
7 – наружный резервуар; 8 – модельный состав; 9 – масло; 10 – электронагреватель
Рисунок 1 - Схема воскового инжектора [3]
Через = (1…3) мин модельная масса внутри пресс-формы затвердевает, и восковую модель достают, разъединив резиновые части. Перед последующим использованием пресс-форму охлаждают. Температура модельного состава при запрессовке составляет Т = (65...80) °С. Температуру запрессовываемого модельного состава выбирают в зависимости от сложности изделия – чем сложнее изделие, тем выше температура модельного состава. Для инжекции модельного состава в форму в плавильном резервуаре создается избыточное давление. Избыточное давление запрессовки составляет Р = (20...150) кПа – чем сложнее изделие, тем выше давление, но давление выше нормы может привести к искажению формы выплавляемой модели [3].
Возможные виды брака восковой модели и причины его возникновения представлены в таблице 1.
Для сборки моделей в модельные блоки используют восковые модели стояка с металлическим стержнем или без него. Восковой стояк закрепляют на резиновом основании, а затем тонким лезвием электропаяльника припаивают модели к стояку приблизительно под углом 85° для того, чтобы при вытапливании воска он беспрепятственно вытекал из литейной формы. Для более равномерной заливки металла восковые модели напаиваются по спирали. Расстояние между ближайшими точками моделей должно быть не менее 2 мм, а от моделей до края опоки – не менее 5 мм, чтобы на формовочной массе не появилось трещин.
При сборке «ёлочки» к стояку припаивают модель образца-свидетеля для последующего контроля химического состава сплава.
Таблица 1 – Виды брака восковой модели и причины его возникновения [6]
|
Вид брака восковой модели
|
Причина, вызывающая брак
|
|
Изменение размеров
|
Неправильный расчет размеров мастер-модели
|
|
|
Неправильно собрана пресс-форма
|
|
|
Некачественное изготовление пресс-формы
|
|
Засорение
|
Использование загрязненных модельных материалов
|
|
|
Использование возвратного воска
|
|
|
Загрязненная пресс-форма
|
|
Деформация
|
Преждевременное извлечение модели из пресс-формы
|
|
Местная усадка
|
Высокая температура в помещении
|
|
|
Высокая температура модельного состава
|
|
|
Недостаточно охлажденная пресс-форма
|
|
Недопрессовка
|
Недостаточное давление запрессовки
|
|
|
Низкая температура модельного состава
|
|
|
Загрязненные каналы пресс-формы
|
|
|
Недостаточное время запрессовки
|
|
Заусенцы и облой
|
Некачественно выполненная пресс-форма
|
|
|
Неправильная сборка
|
|
|
Загрязненная плоскость разъема
|
|
Некачественная поверхность
|
Небрежное хранение модели
|
|
|
Некачественная зачистка пресс-формы от остатков предыдущей модели
|
|
|
Избыток талька в рабочей полости пресс-формы
|
|
Трещины на моделях
|
Очень интенсивное охлаждение пресс-формы
|
|
|
Излишняя выдержка модели в пресс-форме
|
2.1.4 Технология изготовления литейных форм
Обезжирив в спиртовом растворе, «ёлочку» накрывают опокой. Вид опоки представлен на рисунке 2. опоку оборачивают плёнкой или ватманом с манжетой 30-40 мм.

Рисунок 2 – Вид опоки перфорированной
Далее производится заливка опоки с модельным блоком внутри огнеупорной формовочной смесью, которая проходит обработку на вибровакуумной установке [3].
Необходимое количество формовочной смеси и дистиллированной воды - (0,32…0,42 л/кг смеси) тщательно перемешивают и вакуумируют для удаления воздуха из смеси. Вакуумируют в течение = (2…3) мин при давлении Р = (5…10) кПа. Провакуумированную формовочную суспензию заливают аккуратно по стояку в опоку. Когда опока будет заполнена, ее ставят под вакуумный колокол, где происходит удаление пузырьков воздуха из формовочной массы, после чего происходит затвердевание формовочной смеси.
После вывяливания опоки помещают в прокалочную печь литниковой чашей вниз. Модельный состав выплавляют в течение = (3…4) ч при температуре Т = 150 °С. Расплавленная модельная масса частично впитывается в поры гипсо-динасовой формы, в процессе дальнейшего прокаливания полностью выгорает, частично (до 30 %) вытекает из нее в стальной поддон. Режим прокалки зависит от марки формовочной смеси и от объема опоки. Общее время прокалки составляет = (14…16) ч. Нагрев проводят ступенчато по заданной программе до максимальной температуры Т = 750 °С. После чего печь выключают и литейная форма охлаждается вместе с печью до температуры Т = (500600) °С для золотых сплавов, при которой литейную форму переносят в литейную машину.
Виды брака и причины его возникновения при изготовлении литейной формы представлены в таблице 2.
Таблица 2 – Виды брака и причины его возникновения при изготовлении литейной формы [6]
|
Вид брака литейной формы
|
Причина, вызывающая брак
|
|
Раковины округлой формы на поверхности литниковой воронки
|
Некачественное вакуумирование формовочной смеси
|
|
|
Высокая вязкость суспензии, залитой в опоку
|
|
Трещины
|
Нарушение термовременного режима
|
|
Всплытие восковых моделей
|
Некачественное припаивание моделей к стояку
|
|
|
Небрежное крепление стояка в резиновом основании
|
|
|
Высокая амплитуда вибрации при вибровакуумировании
|
|
|
Неправильная заливка
|
|
Темный цвет формовочной смеси после прокаливания
|
Неполное выжигание модельного состава
|
2.1.5 Технология получения металлических отливок
Золотые сплавы плавят в графитовых тиглях. Хранить тигли следует в теплом и сухом месте; перед первым употреблением тигель медленно нагревают и прокаливают, в противном случае он может дать трещины. При этом первом прогреве внутренняя поверхность тигля должна быть обработана бурой для предотвращения шелушения его поверхности и, следовательно, загрязнения плавки [7].
Чтобы изготовить тройной сплав золото-серебро-медь, помещают оба благородных металла одновременно в тигель, где они сплавляются в лигатуру.
После этого в расплав добавляют медь, которую перед этим прокатывают в тонкие полосы, покрывают борной кислотой и нагревают до появления на поверхности металла защитной глазури.
Заливку металла в литейные формы производят либо на вакуумной литейной машине, либо способом центробежного литья. После охлаждения форм производится выбивка и очистка отливок от формовочной массы. Выбивку «елочки» производят в гидрокамерах под струей воды под давлением. Очистка от остатков формовочной массы производится в (2040) %-ной фтористоводородной кислоте до полного удаления формовочной массы. После этого блоки отливок промывают в ванне проточной водой.
Отливки отделяют от литников пневмоножницами или кусачками. Образцы-свидетели отправляются на химический анализ для определения пробы отливок. После контроля отливок на соответствие заданной пробе производят разбраковку. Бракованные отливки направляют в накопитель брака, а качественные отливки – на последующую обработку.
Виды брака отливок и причины его возникновения представлены в таблице 3. Для уменьшения или ликвидации брака следует в первую очередь устранить причину его возникновения. Необходимо отметить, что при существующем технологическом процессе литья по выплавляемым моделям брак не должен превышать (10…12) % [6].
Таблица 3 – Виды брака отливок и причины его возникновения [6]
|
Вид брака отливки
|
Причина, вызывающая брак
|
|
Отклонение сплава по химическому составу
|
Нарушение температуры выплавки
|
|
|
Неправильный расчет шихты
|
|
Засор
|
Грязный металл
|
|
|
Непрочная форма
|
|
|
Грязный тигель
|
|
Шлак
|
Некачественное снятие шлака с зеркала металла
|
|
Усадочные раковины, пористость
|
Недостаточное питание отливки при затвердевании
|
|
|
Неправильно сформирована литниковая система
|
|
|
Заливка перегретым металлом
|
|
Газовые раковины
|
Недостаточное прокаливание форм
|
|
|
Близко установленные формы друг к другу
|
|
|
Несоблюдение технологии плавки
|
|
|
Использование влажного плавильного инструмента
|
|
Горячие трещины
|
Наличие мест напряжения в отливке
|
|
|
Перегрев металла
|
|
Холодные трещины
|
Поломка при выбивке и очистке «елочки»
|
|
|
Резкое охлаждение
|
|
Пригар
|
Повышенная температура металла или формы
|
|
|
Неполное выжигание модельного состава
|
|
Недолив
|
Холодный металл при заливке
|
|
|
Холодная форма
|
|
|
Прерывание струи металла
|
|
|
Недостаточное количество металла
|
|
|
Слишком узкие литниковые каналы
|
|
Корольки
|
Недостаточное обезжиривание «елочки»
|
|
|
Недовакуумирование
|
|
Нарушение геометрии
|
Нарушение технологии выбивки отливки из формы
|
|
|
Небрежное отношение с выбитыми отливками (при откусывании)
|
2.2 Обработка металлов давлением
Обработка давлением является, наряду с литьем, одним из ведущих заготовительных процессов. Изменение формы и размеров заготовки происходит путём пластической деформации. Для драгоценных металлов наиболее распространена холодная деформация. Она обеспечивает высокое качество поверхности и значительную точность размеров [5].
2.2.1 Листовая прокатка
Сущность процесса заключается в том, что вращающиеся в противоположном направлении валки захватывают заготовку и обжимают по высоте.
В качестве прокатного оборудования наряду с прокатными станами в ювелирном производстве используют вальцы. Это станок с двумя валками и устройствами, обеспечивающими вращение валков (навстречу друг другу) и регулировку зазора между ними.
Прокатка приводит к нагартовке металла, т.е. повышению его прочностных свойств и потере им пластических характеристик, в результате в металле могут появиться трещины. Чтобы избежать этого, после накопления некоторой степени деформации заготовки подвергают отжигу, после чего прокатка может быть продолжена.
2.2.2 Сортовая прокатка
При необходимости получить вытянутое в длину изделие с примерно равными высотой и шириной (пруток, проволока и др.) приемы листовой прокатки становятся непригодными, поэтому применяют сортовую прокатку.
Для уменьшения в равной степени ширины и высоты прутковой заготовки последнюю по проходам поворачивают на угол 90° (кантуют) и вновь задают в валки. Уширение здесь является крайне вредным явлением, и его стремятся свести к минимуму. Прокатка обычно ведется задачей заготовки в калибры, образованные ручьями, с последовательно уменьшающимся поперечным сечением.
Полностью подавить уширение не удается, поэтому используют различные системы калибров, позволяющие рационально управлять течением металла.
Прокатку ведут по следующим системам: ящичных (прямоугольных) калибров, овал-квадрат, овал-круг, ромб-квадрат, ромб-ромб и т.д.
2.2.3 Волочение
Волочение – это процесс протягивания заготовок через коническое отверстие инструмента, называемого матрицей или фильерой. Заготовка, проходя через отверстие фильеры, уменьшается в поперечном сечении до площади сечения протяжного отверстия. Достоинством процесса волочения является простота применяемого инструмента. Фильера представляет собой плиту из прочного и износостойкого материала, в которой сделаны отверстия различного диаметра. Для изготовления волок применяют инструментальные стали, твердые сплавы (карбиды и нитриды металлов, сцементированные металлом-связкой), а также синтетические и натуральные алмазы.
Наиболее дешевым материалом для изготовления волок являются инструментальные стали, но из-за низкой стойкости против износа они в последнее время применяются при волочении заготовок крупных размеров поперечного сечения (от 30 мм и выше). Наибольшее распространение для изготовления волок получили твердые сплавы типа ВК (ВК2, ВКЗ…ВК20) (ГОСТ 3882-74) [ ], представляющие собой зерна карбида вольфрама, сцементированные кобальтом, число в марке говорит о процентном содержании кобальта. С повышением содержания кобальта увеличивается прочность твердого сплава, но падает твердость, косвенно связанная с износостойкостью.
Более дорогими, но и более долговечными являются волоки из естественных и искусственных алмазов. Дополнительным их преимуществом являются более низкие коэффициенты трения при волочении, что приводит к меньшему разогреву и меньшей потере технологических свойств смазки. Смазка необходима для уменьшения усилий при волочении, улучшения процесса вытяжки и предохранения заготовки и инструмента от взаимного истирания.
Известно большое количество смазочных веществ и композиций, применяемых при волочении. В промышленности благородных металлов используют стиральный порошок на основе стеаратов металлов, порошок и растворы натриевого, кальциевого мыла и др.
При изготовлении единичных изделий применяют парафины, пчелиный воск, растительные, животные масла и др.
Предварительная подготовка заготовки перед волочением заключается в изготовлении захваток: утонении конца заготовки для подачи в отверстие фильеры. Захватки изготовляют различными способами в зависимости от формы и площади поперечного сечения заготовки.
Для заготовок больших сечений применяют следующие приемы: проточка на токарном станке, заковка на завальцовочных станках, заковка на ротационно-ковочных машинах. У заготовок небольших сечений захватки часто изготавливают вручную напильником, абразивным инструментом.
Собственно процесс волочения производят ручным или машинным способом. Наиболее прост и доступен ручной способ волочения, но его можно применить лишь в том случае, если усилие волочения не превышает (100…200) Н. В этом случае передний заостренный конец предварительно смазанной заготовки задают в отверстие волоки, захватывают его клещами, плоскогубцами, прикладывая тянущее усилие, протягивают через отверстие, желательно без остановок и с одинаковой скоростью [5].
2.2.4 Штамповка
Обработку металлов давлением на прессах с помощью формообразующего приспособления (штампа) называют штамповкой. На ювелирных предприятиях листовой холодной штамповкой получают значительную часть самых различных деталей: кастов, рантов, швенз, шинок, — а также цельных изделий, например, обручальных колец [5].
Операции холодной штамповки делятся на разделительные и формоизменяющие. При разделительных операциях одна часть металла отделяется от другой. К разделительным операциям относятся такие, как резка, вырубка, пробивка. При формоизменяющих операциях заготовкам придается заданная форма без разрушения самой заготовки. К формоизменяющим операциям относятся гибка, вытяжка, чеканка.
Резку на предприятиях ювелирной промышленности применяют для отделения по заданной линии одной заготовки от другой. Резкой получают заготовки в виде полос или пластин. Выполняют эту разделительную операцию механическими ножницами с параллельными или наклонными ножами (гильотинными ножницами) и с дисковыми ножами (роликовыми ножницами).
При резке рычажными ножницами с наклонными ножами (рисунок 3) разрезаемый лист устанавливают в зазор между ними и приводят в движение верхний нож.
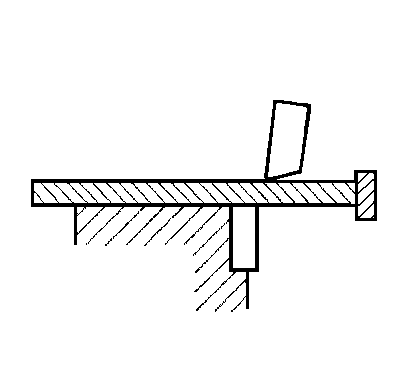
Рисунок 3 – Схема действия рычажных ножниц [5]
Процесс резки (обрезки) дисковыми ножницами (рисунок 4) производится с помощью двух дисков (ножей), которые вращаются навстречу друг другу, непрерывно втягивая за счет трения разрезаемый лист в зазор между дисками.
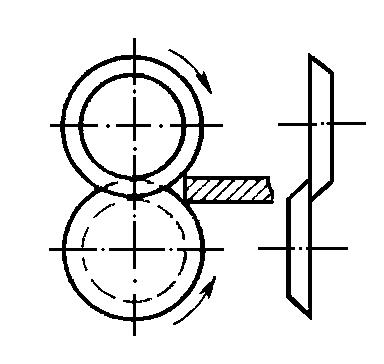
Рисунок 4 – схема действия дисковых ножниц [5]
Вырубка – разделение заготовки по замкнутому контуру для получения плоской заготовки с определенным наружным контуром. Вырубку производят в вырубных штампах.
Пробивка – разделение металла по замкнутому контуру для получения в заготовке отверстия. Производится в пробивных штампах.
Гибка давлением позволяет изменять форму детали без изменения ее сечения между параллельными плоскостями. При такой гибке слои металла, расположенные с внутренней части пуансона, сжимают, а внешние слои (со стороны матриц) растягивают. Заготовку в гибочном штампе следует располагать так, чтобы заусенцы на ее кромках оказались в зоне сжатия, иначе они могут вызвать появление трещин. Различают гибку:
- без калибровки (рисунок 5, а);
- с прижимом (рисунок 5, б) для получения точного угла изгиба;
- с правкой (рисунок 5, в) для обеспечения плоскостности.
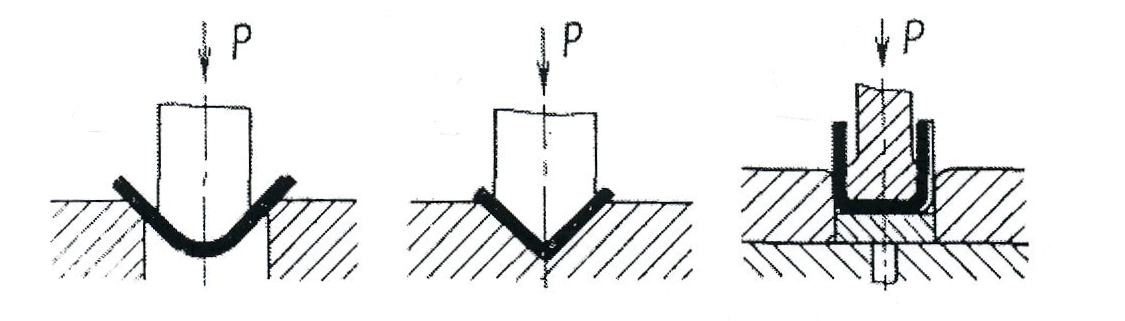
а б в
а – гибка без калибровки; б – гибка с прижимом; в – гибка с правкой
Рисунок 5 – Схема гибки [3]
Вытяжка – операция получения полых деталей из плоских заготовок.
Чеканка (фасонная штамповка) – получение рельефных изображений на листовом металле; выполняется ударами особым молотком – чеканом. Чеканы представляют собой специально откованные стальные стержни длиной L = (120 … 170) мм восьмигранного (реже круглого) сечения, несколько утолщенные в своей средней части и утонченные к концам. Выделяют три этапа чеканки: расходка, создание рельефа и отделка (нанесение фактуры). Расходкой создают контурный рисунок на заготовке, который выполняется расходником [5].
2.3 Термическая обработка сплавов
Термической называется обработка металлов и сплавов под воздействием теплоты с целью изменить их структуру и свойства без изменения химического состава. На свойства металлов и сплавов влияют следующие факторы: температура и скорость нагрева, выдержка при заданных температурах, скорость охлаждения. Главная цель термической обработки – придать металлам и сплавам такие свойства, которые обеспечат в дальнейшем качественную их обработку и эксплуатационную надежность [3].
В ювелирном производстве, где применяются драгоценные и цветные металлы и их сплавы, термическую обработку производят главным образом для снятия наклепа, полученного металлом при деформации, и для восстановления окисленного поверхностного слоя после пайки ювелирных изделий ручными газовыми горелками. Получение ювелирных металлов с высокими механическими характеристиками является одной из основных задач ювелирного производства, поэтому рассмотрение режимов и специфики термической обработки наиболее распространенных ювелирных сплавов имеет особое значение [7].
Процесс нагрева металлов и сплавов до заданных температур и последующее охлаждение с заданной скоростью называется отжигом. Отжиг как вид обработки деталей ювелирных изделий проводится для устранения неоднородности кристаллического строения и внутренних напряжений, образовавшихся в металле при литье или в процессе обработки давлением. Цель отжига — привести сплав в равновесное состояние [3].
На предприятиях ювелирной промышленности для отжига заготовок из сплавов золота и серебра широко применяют печи с защитной газовой средой. Составными частями таких печей являются привод и натяжное устройство конвейера, диссоциатор — газоприготовительное устройство, пусковая и контрольно-регулирующая аппаратура. Тоннель печи, где движется, как конвейер, рифленая лента, состоит из зоны нагрева и зоны охлаждения. Температура нагрева регулируется автоматически, а расход воды в водяной рубашке — визуально, через смотровой глазок.
Заготовки или изделия, предназначенные для отжига, помещают на ленту, скорость движения которой регулируется автоматически. Чтобы гарантировать необходимый прогрев, скорость изменяется обратно пропорционально размерам отжигаемых заготовок или изделий. Защитный газ — диссоциированный аммиак — подается в рабочий канал печи. В качестве защитного может быть применен также экзотермический газ с низким содержанием водорода.
2.4 Процесс пайки деталей ювелирных изделий
Пайка — это процесс соединения металлических деталей с помощью расплавленного металла — сплава, называемого припоем. Припои представляют собой металлы и сплавы, которые вводятся в зазор между паяемыми деталями. Припои имеют более низкую, чем металлы соединяемых деталей, температуру плавления. За счет взаимодействия расплавленного припоя с металлом паяемых деталей достигается неразъемность соединений [6].
В процессе пайки между припоем и паяемым металлом возникают такие формы связи, при которых атомы жидкого припоя воздействуют на атомы паяемого металла. Происходит так называемый процесс смачивания жидким металлом твердого, что, в свою очередь, приводят к диффузии (проникновению) расплавленного припоя в нагретый основной металл. При охлаждении паяный шов кристаллизуется и затвердевает, причем диффузионные процессы продолжаются и в твердом состоянии. В результате получается структура, схематически изображенная на рисунке 6.
На схеме видно, что припой имеет изначальную структуру только в середине соединения, по краям же кристаллы металла и припоя смешаны. Смешанная зона образуется на границах припоя с основным металлом. Практически же размеры и границы зоны могут значительно изменяться: припой может смешиваться с основным металлом до самой середины зоны, смешанную зону можно не обнаруживать вообще из-за ее очень малой ширины.
Процесс пайки требует, чтобы припой плавился уже в то время, когда основной металл еще находится в твердом состоянии; разница температур плавления припоя и основного металла не должна быть менее Т = 40 °С, а в отдельных случаях, например при изготовлении филигранных изделий, когда существует опасность местного перегрева, эта разность должна превышать Т = 50 °С.
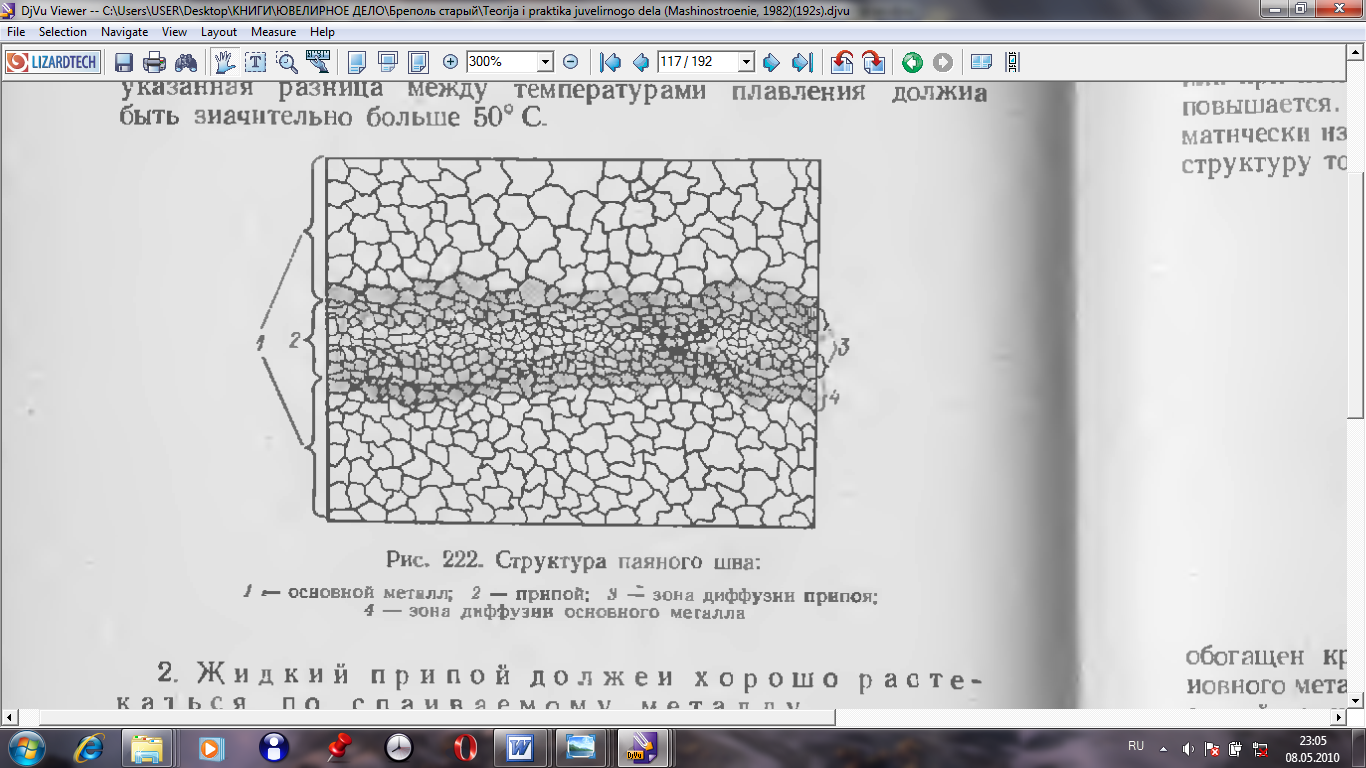
1 – основной металл, 2 – припой, 3 – зона диффузии припоя,
4 – зона диффузии основного металла
Рисунок 6 – Структура паяного шва [7]
При пайке ювелирных изделий применяются два основных типа соединений: «внахлестку» и «встык»; при необходимости можно сочетать оба этих типа.
Соединения «встык» используют при пайке изделий, не требующих особой жесткости, герметичности и прочности.
Соединения «внахлестку» обеспечивают наиболее прочный и надежный шов; ими пользуются во всех возможных случаях. Так называемые скошенные соединения – разновидность соединения встык — позволяют увеличить площади соединяемых поверхностей, но значительно затрудняют качественную подгонку деталей. Комбинированные соединения применимы при пайке сложных, индивидуального назначения изделий.
До начала процесса пайки необходимо тщательно очистить соединяемые поверхности от загрязнений и оксидов – место пайки должно быть абсолютно чистым. Очистка производится двумя способами: химическим и механическим.
Для удаления загрязнений (жировых и масляных пятен) наиболее эффективен химический метод очистки. Он ведется с помощью четыреххлористого углерода, трихлорэтилена, тринатрийфосфата.
Механическая очистка — удаление оксидов — производится с помощью напильника, надфиля, шабера, наждачной шкурки, проволочной (стальной) или стеклянной щетки. При этом нужно соблюдать осторожность, чтобы не повредить соединяемый зазор. При необходимости после механической очистки следует произвести еще и химическую.
Поверхности спаиваемых частей следует с большой точностью и плотностью состыковать друг с другом. Расстояние между ними должно быть незначительным, т. е. таким, чтобы осталось место лишь для припоя. При пайке замкнутых пустотелых деталей необходимо проделать в них (в малозаметных местах) небольшие отверстия для беспрепятственного выхода воздуха. Иначе, нагреваясь и расширяясь, воздух может вспучить деталь и даже разорвать ее. Чтобы снять внутренние напряжения в соединяемых деталях, оставшиеся после предшествующей обработки, и избежать таким образом возможных излишних дефектов, соединяемые части подвергают отжигу.
В процессе пайки детали располагают на специальной подкладке — асбестовом листе. Пайку нельзя начинать, не произведя фиксацию (упрочнение, закрепление в требуемом положении) деталей. При ручном изготовлении ювелирных украшений пригодны традиционные методы фиксации деталей: удерживание пинцетом, круглогубцами, укрепление с помощью проволоки, булавок, зажимов и т. д.
В ювелирной промышленности припои различают по их металлическим основам (припои оловянные, кадмиевые, цинковые, магниевые, алюминиевые, медные, серебряные, золотые), а также по температуре плавления (легкоплавкие, среднеплавкие, тугоплавкие). Изготовлены припои могут быть в виде фольги, ленты, проволоки, стружки, сетки, литых прутков, фигурных, отливок и т. д.
Припои должны непременно обладать тремя свойствами: хорошо смачивать основные металлы; хорошо растекаться, обеспечивая качественное заполнение зазора; образовывать прочные и долговечные соединения. Выбор нужного припоя определяется свойствами основного металла, рабочей температурой припоя, методом пайки.
Золотые припои используются для пайки ювелирных изделий из золота и платины. Отличаются особо высокой коррозионной стойкостью. Проба золотых припоев должна быть идентична пробе изделий (Постановление Правительства РФ № 643) [8]. Одной пробе обычно соответствует несколько припоев, которые отличаются друг от друга температурой плавления и цветом. Цвет золотых припоев зависит от соотношения в них меди и серебра: больше меди — припой розовый, больше серебра — зеленоватый, одинаковое количество меди и серебра — розовато-желтый. Прибавка цинка придает припою зеленый цвет, от прибавки кадмия цвет припоя не изменяется. На практике различают белые и желтые золотые припои. Желтые припои применяют при пайке изделий из золота желтых оттенков, белыми паяют изделия из белого золота и платины. По количеству содержащихся в припоях меди, цинка, кадмия, олова их делят на мягкие (легкоплавкие) и твердые (средне- и тугоплавкие) [7].
Флюсы, применяемые при пайке ювелирных изделий, должны отвечать следующим требованиям:
- иметь более низкую, чем у припоя, температуру плавления; способствовать растеканию припоя;
- удалять из зоны пайки загрязнения, не вступать в реакцию с припоем; не разрушать паяемые металлы.
По степени химической активности флюсы делятся на две группы: слабоактивные и сильноактивные. Флюсы первой группы применяются при пайке легкоплавкими припоями изделий из недрагоценных металлов, флюсы второй — при пайке твердоплавкими припоями изделий из драгоценных металлов. Слабоактивные флюсы — это канифоль, древесные смолы, воск, стеарин, вазелин, животные жиры, минеральные масла, органические кислоты. В роли сильноактивных флюсов выступают органические кислоты, хлориды и фториды металла: борная кислота, бура, раствор фтористого калия, поташ — карбонат калия.
При пайке изделия подвергаются многократным высокотемпературным нагревам; выполняя ее, следует понимать и помнить, что длительный нагрев, большое число повторяющихся нагревов и медленное охлаждение ведет к снижению пластичности.
В ювелирном производстве различают два способа пайки: пайку вручную с помощью газовых (пламенных) горелок и механизированную пайку в печах с защитной атмосферой. Газовая горелка используется массово и повсеместно. Однако в отдельных случаях ее применение не дает нужного эффекта и тогда пайка ведется с помощью горелок специального назначения: для точечной пайки и пайки крупногабаритных изделий.
Точечная пайка обеспечивает быстрый, интенсивный нагрев до высоких температур. Необходима, когда недопустим нагрев изделий или деталей вне зоны пайки: при соединении тонких сложных деталей, при проведении реставрационных работ, для исправления дефектов литых изделий, для проведения многоступенчатой пайки одного изделия припоем одного состава.
Температура пламени в горелке достигает Т = 2500 °С; длина факела — до l = 40 мм; максимальный диаметр пламени — d = 2 мм.
На предприятиях ювелирной промышленности микроплазменная сварка применяется как метод пайки изделий из золота и серебра, причем процесс такой пайки идет без использования присадочного материала (припоя), т. е. шов образуется за счет расплавления основного металла. Наибольший эффект от применения микроплазменной сварки достигается при пайке изделий массового назначения, например, колец, а также филигранных изделий (пайка зерни).
Существуют такие ювелирные изделия, монтаж которых практичней произвести контактной точечной сваркой. При сварке нет необходимости применять припой. Нет также необходимости отбеливания изделия с его последующей полировкой. В этом случае используется присадочная проволока из аналогичного металла. Лазерную сварку применяют для запаивания мелких пор, а главным образом для запайки изделий с камнями.
Лазер имеет существенное преимущество перед всеми остальными видами монтажа, при этом значительно сокращается операционное время сборки, поскольку не требуется использования открытого пламени для пайки и целого ряда промежуточных технологических операций и приспособлений для их проведения [4].
2.5 Отбеливание изделий
После пайки и отжига изделия необходимо подвергнуть травлению, чтобы очистить их поверхность от оксидной пленки и расплавленного флюса. В ювелирном производстве процесс травления — удаления с изделий остатков флюса и оксидов — называется отбеливанием [6].
Отбеливание выполняют с применением кислотостойких ванночек (стеклянных, фарфоровых) и специальных кислотных растворов. Ванночки с отбеливающими растворами устанавливают на нагревательные приборы, которые затем помещают в вытяжные шкафы. При этом изделия погружают в отбеливающий раствор и извлекают обратно на кислотостойком сетчатом ковше. Для проведения процесса отбеливания необходимы также промывочный (с проточной водой) бак и сушильный шкаф для промывки и сушки изделий или деталей.
2.6 Виды закрепки вставок
Ювелиры различают три основных широко применяемых вида закрепки: глухую, крапановую и корнеровую. Для закрепления вставок из жемчуга, янтаря и стекла применяется клеевая — совокупность механической и клеевой [10].
- глухая закрепка – закрепление вставки в касте путем равномерного и непрерывного обжатия ее стенок со всех сторон металлом — закрепочным пояском каста (рисунок 7). Глухая закрепка позволяет придать вставке более правильную форму, резче обозначить цветовой контраст вставки и металла, а главное, обеспечивает наибольшую надежность всего изделия. Недостатком глухой закрепки является то, что ее применение ограничивается в основном закреплением непрозрачных вставок, так как подсвет (освещение) вставки в данном случае возможен только с одной (верхней) стороны. Пример исполнения глухой закрепки приведен на рисунке 8.

Рисунок 7 – Пример кольца с глухой закрепкой камня
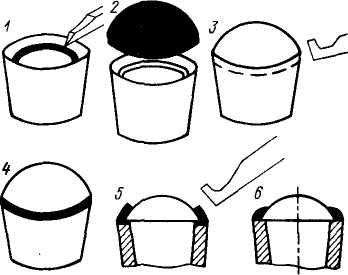
Рисунок 8 – Пример исполнения глухой закрепки
2) крапановая закрепка – процесс закрепления вставки в касте при помощи крапанов — приливов (стоек) металла, выступающих над верхней кромкой каста (рисунок 9). Крапановая закрепка применяется для закрепления практически всех видов вставок из драгоценных, полудрагоценных и поделочных камней. Крапановая закрепка обеспечивает лучшее по сравнению с глухой закрепкой освещение вставки, позволяет увидеть ее форму и огранку, а в случае необходимости легко произвести профилактический осмотр (осуществить промывку вставки). Ювелирные украшения с крапановой закрепкой вставок производят впечатление ажурных, легких. Крапановая закрепка является самым распространенным видом закрепки, она применяется примерно в 50 % всех изделий со вставками, выпускаемыми в нашей стране. Пример исполнения крапановой закрепки приведен на рисунке 10.

Рисунок 9 – Пример кольца с крапановой закрепкой вставок
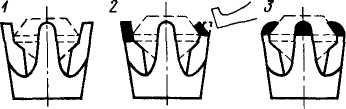
Рисунок 10 – Пример исполнения крапановой закрепки
3) корнеровая закрепка – процесс, когда закрепление вставки осуществляется при помощи корнеров, поднятых штихелем из металла изделия, а сама вставка укладывается в гнездо — опорный поясок в отверстии изделия (рисунок 11). Наиболее часто корнеровая закрепка применяется для закрепления прозрачных вставок, так как освещение их возможно и сверху и снизу. Особенно же незаменим этот вид закрепки в многокаменных изделиях, когда сочетание цвета многочисленных вставок, корнеров и специально вырезанного на боковой стороне каста сквозного узорчатого рисунка придает изделиям зрелищность и привлекательность.

Рисунок 11 – Пример ювелирных изделий с корнеровой закрепкой камней
4) клеевая закрепка – вставки из жемчуга обычно закрепляют в сферической формы чашечке, снабженной резьбовым штифтом, при этом радиус чашечки должен быть чуть меньше радиуса жемчужин (рисунок 12). Для посадки жемчужин на штифт в них сверлом с диаметром, равным диаметру штифта, просверливают отверстие на глубину 2/3 ее размера. Но такой способ, как показывает практика, не обеспечивает качественной закрепки, поэтому для повышения прочности и надежности соединения при изготовлении ювелирных изделий со вставками из жемчуга используют клеящие вещества, т. е. механическая закрепка дополняется клеевой. Клеевая закрепка применяется также для закрепления вставок из стекла, янтаря, декоративных пластмасс. В качестве клея, как правило, употребляется клей «Циакрин-ЭО» (C6H2NO2) [11]; хранится и переносится клей в полиэтиленовых ампулах.


Рисунок 12 – Пример ювелирных изделий с клеевой закрепкой жемчуга
Закрепление вставок из стекла осуществляют только с помощью клея: наносят его в лунку изделия, а затем легким нажатием получают контакт со вставкой.
В процессе закрепки могут иметь место следующие виды брака (таблица 4).
Таблица 4 – Виды брака при закрепке [10]
|
Вид брака
|
Причина возникновения
|
Метод устранения
|
|
Перекос вставки
|
Некачественная юстировка гнезда, неравномерность обжатия
|
При крапановом касте: отогнуть крапаны, устранить перекос вставки, равномерно обжать ее крапанами. При глухом касте: подрезать закрепочный поясок в месте обжатия, отогнуть стенки каста и вынуть вставку, вести закрепку вставки заново
|
|
Неодинаковая длина и ширина крапанов
|
Невнимательность закрепщика
|
Более длинные крапаны подпилить, обрезать надфилем или штихелем, сделать боковую подрезку крапанов
|
|
Низкая опиловка каста
|
Небрежность закрепщика
|
Заменить каст, изготовить новый
|
|
Нечеткость гризантной насечки
|
Неисправность инструмента, небрежная работа
|
Старый гризант срезать, подобрать требуемый по величине вставки корнезер (накатку), нанести гризант заново
|
|
Разнотонность вставок по цвету
|
Непарные вставки
|
Раскрепить вставки, подобрать заново
|
|
Шатание вставки в касте
|
Неплотное обжатие вставки, несоответствие каста размеру вставки
|
Вставку обжать заново. При несоответствии каста размеру вставки каст уменьшить до требуемого размера, вставку закрепить заново
|
|
Царапины на вставке
|
Небрежность в работе
|
Раскрепить вставку, заменить, закрепить вновь
|
|
Наличие сколов по рундисту вставки
|
Неравномерное обжатие, излишне толстая стенка каста, дефект вставки, неровная подрезка фадана
|
Произвести ровную подрезку фадана, подрезать стенку каста, заменить вставку
|
|
Тонкий каст
|
Слишком глубокая выемка металла при подрезке каста
|
Заменить каст, изготовить новый
|
|
Сколы углов вставок, сколы на ребрах
|
Некачественная впасовка вставки, неравномерность обжатия, неаккуратность закрепщика
|
Не допускать указанных причин возникновения брака
|
2.7 Отделочные операции
2.7.1 Шлифование изделий
Абразивные материалы делятся на материалы природного и искусственного происхождения. Природные абразивные материалы – это кварц, наждак, алмаз; искусственные – это электрокорунд, карбид кремния, карбид и нитрид бора, синтетические алмазы [5].
Шлифование осуществляется механическим и ручным методами. При механическом методе используют специальные шлифовальные установки со сменными резиновыми и керамическими кругами. При ручном – шлифование осуществляется абразивными брусками, напильниками, наждачной бумагой (шкуркой).
2.7.2 Полирование изделий
Полирование – получение зеркально-гладкой, с низкими параметрами шероховатости, поверхности. Полирование в отличие от шлифования исключает применение жестких абразивных материалов [10].
Полирование подразделяют на ручное, механизированное и электрохимическое.
Для полирования мелких отверстий и звеньев цепочек и браслетов, а также изделий сложной конфигурации применяют деревянные полировальные палочки, натянутые нити и нитяные щетки; предварительно на инструмент наносят полировальные пасты. Пасты должны быть достаточно твердыми, не должны рассыпаться, размазываться по поверхности изделий, наносить рисок и снимать большой слой металла. Разновидности паст определяются входящими в них полировочными материалами.
Полировальные пасты состоят из тонких абразивных порошков (оксида хрома, кремния), жировых связок (стеарина, парафина, технического сала, воска, окисленного петролатума) и специальных добавок (двууглекислой соды, олеиновой кислоты, скипидара, керосина). Пасты на основе оксида хрома называют пастами ГОИ [12], на основе оксида железа – крокусными. Пасты ГОИ применяют для предварительного полирования, а крокусные – для окончательного.
Механизированное полирование делится на поштучное и массовое. Поштучное полирование осуществляют на полировальных станках с помощью эластичных кругов и щеток с нанесенными на них абразивными пастами. Полировальные станки оборудованы вытяжными устройствами для сбора отходов драгоценных металлов. Полировальные круги и щетки бывают фетровые, волосяные, нитяные, матерчатые. На фетровых кругах выполняют предварительное полирование изделий с гладкими, ровными и выпуклыми поверхностями. Волосяные круги (дисковые щетки) используют для полирования изделий сложной конструкции. Круги матерчатые из полотна, фланели, бязи, миткаля используют в основном для окончательного полирования. Нитяные круги (пуховки) являются самыми мягкими и применяются для наведения на изделие глянца.
Массовое полирование выполняют с использованием галтовочных установок и в виброполировальных установках. В качестве полирующих средств при галтовке используют абразивную пульпу или стальные полировальные шарики диаметром D = (1…3) мм.
В состав моющих средств могут входить аммиак, мыльная стружка, моющие порошки, гидроокись натрия, кальцинированная сода, хлористая известь, двууглекислый и хлористый натрий. Моющие составы удаляют грязь, ускоряют процесс полирования. Продолжительность процесса галтовки составляет = (2…8) ч. Виброполирование ювелирных изделий производят в вибрирующем контейнере. Моющие и полирующие средства те же, что и при галтовке. Виброполированием можно обрабатывать изделия и простых, и сложных форм. После виброполирования изделия промывают в воде, сушат, глянцуют.
Очистка изделий после шлифования и полирования (удаление остатков шлифовальных и полировальных паст) осуществляется посредством промывания в растворах бензина, спирта, трихлорэтилена и перхлорэтилена, с помощью гидроокиси калия (КОН) и гидроокиси натрия (NaOH), а также ультразвуковой очисткой.
2.7.3 Ультразвуковая очистка изделий
Процесс одновременного воздействия ультразвуковых колебаний и моющего раствора в целях разрушения загрязнений на поверхности изделия называется ультразвуковой очисткой. Ультразвуковая очистка ювелирных изделий может быть применена после штамповки для удаления остатков машинного масла, после шлифования, полирования, а также после литья для удаления остатков формовочной смеси.
Процесс ультразвуковой очистки поверхности металла заключается в одновременном воздействии ультразвуковых колебаний и моющего раствора на поверхность очищаемого изделия. В моющих растворах происходит ряд сложных физико-химических процессов (растворение, суспензирование, омыление и др.). Под воздействием ультразвуковых колебаний, возбуждаемых в моющем растворе, нерастворимые частицы загрязнений отделяются от поверхности деталей, диспергируются и переводятся в моющий раствор. Благодаря наличию в растворе поверхностно-активных веществ на поверхности частиц создаются плотные адсорбционные слои, препятствующие их слипанию и повторному осаждению на очищенную поверхность.
- Характеристика используемых материалов
Драгоценные металлы обладают высокой степенью пластичности, однако, применение их в чистом виде в ювелирном деле ограничено из-за недостаточной твердости и износостойкости. Поэтому для изготовления ювелирных изделий, как правило, используют их сплавы с другими металлами. Изменяя химический состав сплавов, можно менять их свойства: твердость, прочность, пластичность, цвет, коррозионную стойкость, плотность, температуру плавления и т.д. В качестве легирующих элементов в сплавах золота используют серебро, медь, платину, цинк, палладий, кадмий и др. В настоящее время для производства ювелирных изделий главным образом применяют трехкомпонентные сплавы.
Стойкость к коррозии определяется главным образом содержанием золота в сплаве и в меньшей степени соотношением серебра и меди. Соотношение серебра и меди определяет цветовые оттенки сплавов золото-серебро-медь и их механические свойства [13].
3.1 Химические свойства сплава
Благодаря высокому значению электродного потенциала золота его стойкость при воздействии различных коррозионных сред очень высока. Однако при определенных условиях наблюдается коррозия золота в некоторых кислотах, щелочах, расплавленных солях, а также в среде галогенов [7].
Золото можно легировать довольно большим количеством серебра или неблагородного металла, не вызывая серьезного ухудшения коррозионной стойкости при комнатной температуре. Добавки меди и серебра в сплаве не снижают коррозионную стойкость к воздействию агрессивных сред. Сплавы с меньшим содержанием золота корродируют в агрессивных средах довольно быстро.
Холодная деформация, за редким исключением, не оказывает влияния на коррозионную стойкость сплавов.
Наиболее часто применяемыми в ювелирном производстве кислотами являются: плавиковая (HF), тетраборная (Н2В4О7) [9], серная (H2SO4), азотная (HNO3), соляная (HCL) и «царская водка» (смесь азотной и соляной кислот в соотношении 1:3); а также щелочи: едкий натр (NaOH) и едкий калий (КОН).
Способность сплава к растворению имеет очень широкое применение в самых различных областях производства ювелирных изделий. При этом следует различать растворение, которое носит частичный характер и ограничивается только поверхностным слоем металла, а также случаи полного растворения металла и перехода его в раствор. Примером частичного растворения является травление изделий в растворах кислот, для получения чистой поверхности. Примером полного растворения является растворение в горячей «царской водке».
Скорость образования оксидной пленки на поверхности изделия из различных металлов и под воздействием различных внешних факторов неодинакова. На воздухе сплавы золота 585-й пробы устойчивы и почти не окисляются. Особенно быстро окисление происходит при нагреве до высоких температур. Чем выше нагрев при доступе воздуха к поверхности нагреваемого металла, тем толще слой образующейся оксидной пленки. Поэтому при плавке металла используют слой флюса или производят ее в защитной среде.
Химический состав сплава золота ЗлСрМ 585-80 приведен в таблице 5.
Таблица 5 – Химический состав сплава ЗлСрМ 585-80 [1]
|
Марка сплава
|
Массовая доля компонента, %
|
|
|
Аu
|
Ag
|
Сu
|
|
ЗлСрМ 585-80
|
58,5…59,0
|
7,5…8,5
|
остальное
|
3.2 Физические свойства сплава
Окраска металла или сплава определяется зависимостью отражательной способности от частоты падающего света. Золото относится к металлам, отражательная способность которых значительно выше длинноволновой части видимого спектра, поэтому оно окрашено цветами от красноватого до желтого. Золотые сплавы 585-й пробы подразделяют на белые и цветные. Сплав золота марки ЗлСрМ 585-80 [1], из которого изготовлен гарнитур, имеет красный оттенок из-за добавки 33,5 % Сu [7].
3.3 Технологические свойства сплава
При выборе сплава для изготовления ювелирных изделий, кроме физических и механических свойств учитывают и технологические свойства, т.е. обрабатываемость сплавов различными способами.
Рекомендации по назначению и технологической пригодности сплава ЗлСрМ 585-80 [1] приведены в таблице 6.
Сплавы золота 585-й пробы имеют хорошую спаиваемость и хорошие литейные свойства, почти все сплавы этой пробы дисперсионно-твердеющие. Если после литья и отжига необходимо получить более пластичный металл, то сплав следует подвергнуть закалке при температуре Т = 650 °С [7].
Заметное окисление сплава наблюдается при Т=300 °С, при Т=400 °С окисление очень интенсивное. При повышении скорости деформации значение показателей пластичности растет наиболее заметно при комнатной температуре.
Таблица 6 – Рекомендации по применению сплава [1]
|
Марка сплава
|
Назначение сплава
|
Технологическая пригодность, свойства сплава
|
|
ЗлСрМ 585-80
|
Ювелирные
изделия для личного украшения: кольца, перстни, серьги, медальоны, кулоны, броши, цепочки, браслеты, зажимы, запонки, корпуса часов и т.п.
|
Пригодны для всех видов холодной обработки и литья. Наилучшая обрабатываемость сплава в мелкозернистом состоянии, полученном путем термообработки предварительно деформированного сплава. Обработку резаньем, в т.ч. алмазную, рекомендуется проводить в упрочненном состоянии, повышающем твердость на 30…50 % Наилучшие литейные свойства имеют сплавы с соотношением серебро: медь, равным 1:1, цветовые области тройных сплавов ЗлСрМ включают цвета от красного до желто-зеленого
|
3.4 Тройная система золото—серебро—медь
Поверхность ликвидуса и предел прочности сплавов при комнатной температуре, приведены на рисунке 13.
Диаграмма состояния имеет широкий температурный интервал поверхности ликвидуса. Фазовые превращения ниже температуры плавления претерпевают почти все сплавы, за исключением расположенных вблизи угла Аu.
С понижением температуры увеличивается область сплавов с двухфазной структурой. Распад однородного твердого раствора сопровождается дисперсионным твердением и наблюдается значительный рост твердости сплавов, зависящий от соотношения Ag : Cu в сплаве. При медленном охлаждении и малом содержании Ag в сплаве образуются также упорядоченные фазы Au-Cu. Тройные сплавы могут упрочняться одновременно за счет дисперсионного твердения при старении и упорядочения. С ростом содержания Ag упорядоченные фазы в сплавах исчезают [13].
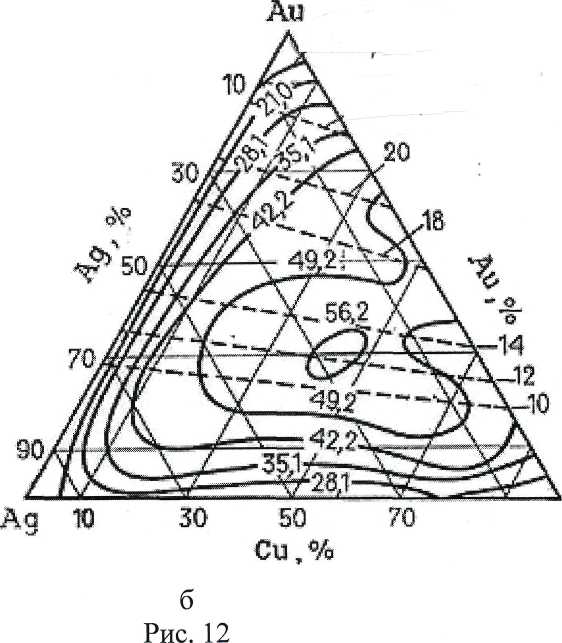
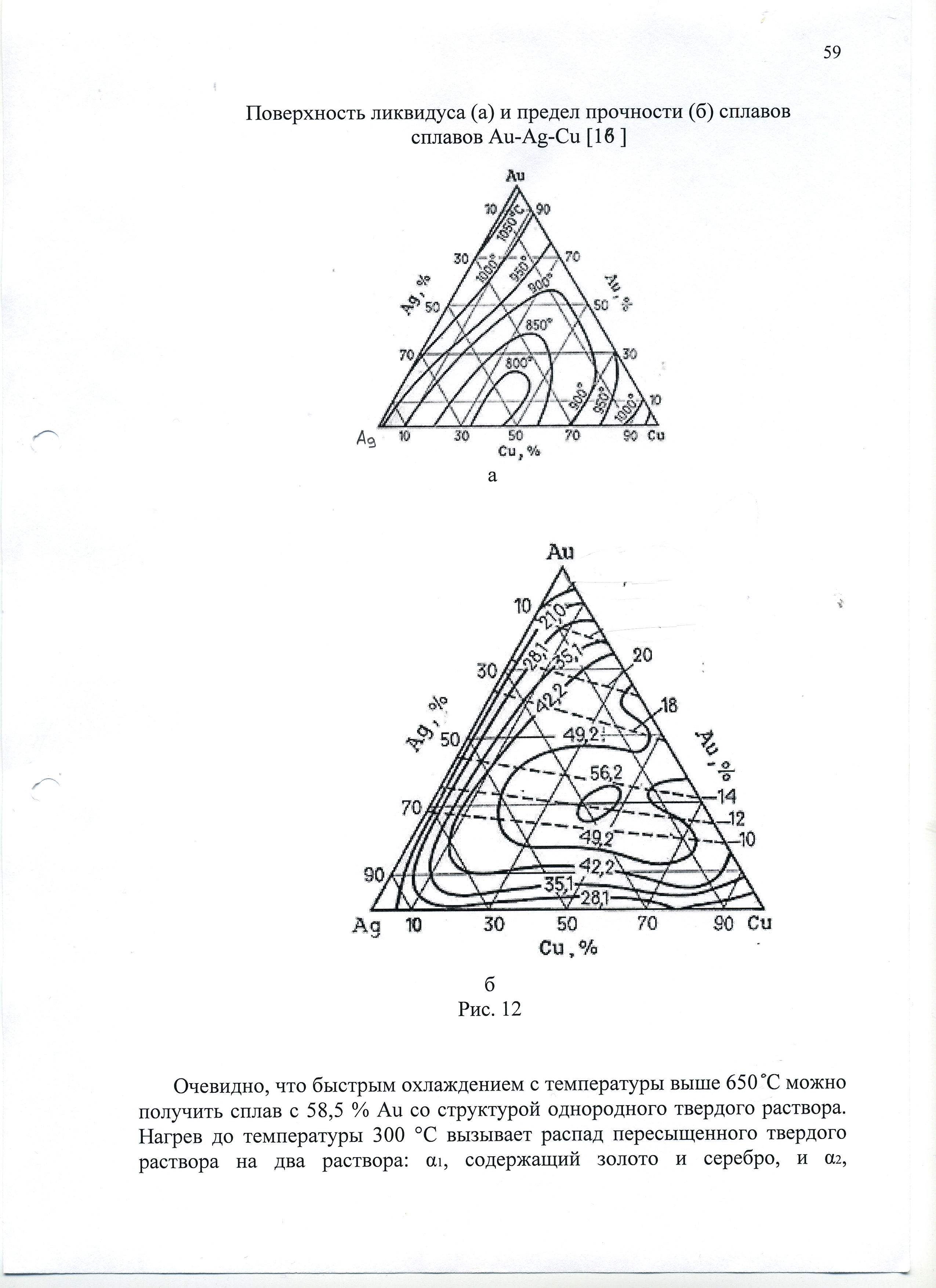
Рисунок 13 – Поверхность ликвидуса (а) и предел прочности
(б) сплавов Au-Ag-Cu [13]
Очевидно, что быстрым охлаждением с температуры выше Т = 650 °С можно получить сплав с 58,5 % Аu со структурой однородного твердого раствора. Нагрев до температуры Т = 300 °С вызывает распад пересыщенного твердого раствора на два раствора: 1, содержащий золото и серебро, и 2, содержащий золото и медь, что находит отражение в повышении твердости сплава.
3.5 Влияние добавок и примесей на свойства сплава
Для того чтобы правильно ориентироваться в возможностях плавления сплавов, необходимо знать взаимодействие золота и его основных легирующих элементов – серебра, меди и других присадочных металлов. Большое влияние на технологические свойства сплавов оказывают и примеси. Кроме того, необходимо знать, с какими недостатками можно встретиться, если содержание присадочного металла в сплаве превысит допустимые пределы. Содержание примесей в сплаве 585-й пробы не должно превышать 0,17 %. Строго ограничено содержание наиболее вредных примесей, % [3]:
свинца-0,005;
сурьмы- 0,005;
висмута-0,005;
железа- 0,150;
кислорода – 0,007.
В процессе производства ювелирных сплавов в них могут попасть примеси алюминия, олова, кремния, фосфора и серы, которые также влияют на технологические характеристики сплавов.
Растворимость цинка в металлах тройной системы составляет: в золоте до 4 %; в серебре до 20 %; в меди до 40 %. Чистое золото образует уже с 5 % цинка хрупкое соединение Au3Zn, которое в тройном сплаве не образуется из-за растворения цинка в серебре и в меди. Добавка нескольких десятых долей процента цинка в расплав системы Au-Ag-Сu перед разливкой оказывает раскисляющее действие и повышает жидкотекучесть сплава. Благодаря добавкам цинка к сплавам золота красноватого цвета последние приобретают желтоватый цвет. У сплавов золота 333 о определенная добавка цинка значительно повышает их устойчивость против серы и сернистых соединений, однако это не имеет практического применения, так как чувствительность таких сплавов к аммиаку сильно возрастает и сплавы быстро тускнеют. При эксплуатации изделий из этих сплавов от выделения кожей аммиака и пота они быстро корродируют. Цинк имеет большое значение при изготовлении припоев. Небольшие добавки цинка значительно снижают область плавления тройного сплава.
Золото растворяет в себе в твердом состоянии до 20 % кадмия; серебро — свыше 30 % , так что нерастворимость кадмия в меди не имеет значения. Благодаря добавкам кадмия сплавы Аu—Ag зеленого цвета приобретают более интенсивную окраску. Кадмий еще более, чем цинк, понижает область плавления тройной системы. Если в систему ввести цинк и кадмий вместе, то температура плавления ее понижается более существенно, чем при вводе этих металлов порознь.
Цинк и кадмий являются важнейшими присадочными металлами для приготовления припоев благородных металлов.
Сплавы Аu—Ag—Сu могут растворить в себе без заметного вреда до 4 % олова. Хрупкость сплавов золота из-за загрязнения их оловянными припоями возникает вследствие присутствия в припое свинца, а не олова. Если количество олова в сплаве превысит 4 %, то образуется окись олова, которая при затвердевании располагается по границам зерен и делает сплав хрупким.
Несколько десятых долей процента свинца достаточно для того, чтобы образовалось хрупкое соединение Аu2Рb. Оно располагается по границам зерен и, так как это соединение плавится при Т = 418 °С, то сплав не поддается обработке давлением. Свинец может попасть в сплав из свинцовистых припоев или из подкладок при выколотке рельефа.
Пластичность и склонность к потускнению сплавов с низким содержанием золота увеличиваются из-за присутствия в сплаве незначительного количества алюминия. Однако, как только количество алюминия превысит растворимость его в серебре и меди, образуется фиолетовое хрупкое соединение Аu4А1 — «аметистовое золото». При переплавке может образоваться окись алюминия Al2O3, которая также делает сплав не пригодным к обработке.
Из-за высокой температуры плавления и легкой окисляемости железные и стальные частицы, попавшие в сплав, не растворяются в нем и являются вредными инородными включениями.
Если в меди никель растворяется хорошо, то в серебре он почти не растворим, 13,5 % никеля уже достаточно, чтобы сплав, приобрел белый цвет, поэтому его добавляют в сплавы золота 585о для получения полос дешевого неблагородного белого золота.
Из-за различного отношения легирующих металлов сплава к никелю возникают значительные трудности при обработке этих сплавов, которые устраняют добавками других металлов, например, цинка.
С золотом сера не вступает во взаимодействие, однако, она активно реагирует с легирующими металлами — серебром и медью, а также с никелем и металлами платиновой группы. Хрупкие соединения Ni3S2 образуют с никелем эвтектику, которая плавится при температуре Т = 645 °С, и для образования которой достаточно всего 0,05 % серы.
Если городской газ загрязнен соединениями фосфора или расплав раскисляют фосфоросодержащими раскислителями, то фосфор может попасть в сплав. С золотом фосфор не взаимодействует, но образует с присадочными металлами — серебром, медью и никелем хрупкие соединения с низкоплавкой эвтектикой.
С кислородом золото не реагирует, однако он вступает во взаимодействие с присадочными металлами. Если водород попадает в кислород, содержащий расплав, то при соединении с кислородом образуется водяной пар, который и приводит к появлению в слитке пор и раковин. Такие газы, как углеводород и окись углерода, углекислый газ, сернистый газ и т. д., попадая в расплав, прочно удерживаются в нем, образуя при затвердевании сплава раковины. При этом наблюдаются дефекты, аналогичные дутому серебру [3].
3.6 Драгоценные камни
Украшать ювелирные изделия камнями люди начали давно, при этом ценился в основном цвет камня. Яркие красивые камни вызывали у людей различные ощущения: ими любовались, приписывали им магическую силу предсказания, лечебные свойства и т. д. Используя таким образом камни, люди не обращали внимания на прочность и их огранку.
Рубин и сапфир—минералы, которые хотя и различаются по внешнему виду, обладают идентичной кристаллической структурой и свойствами (твердость по шкале Мооса – 9,0; плотность = 4,0 г/см3), за исключением присутствия незначительных концентраций элементов-примесей, придающих им характерные цвета. Еще в 1672 г. Роберт Бойль отметил, что «твердость рубина и сапфира настолько одинакова, что ювелиры считают их одним камнем, различающимся только цветом», и подтвердил эту мысль указанием на одинаковый удельный вес [15].
Рубин и сапфир состоят в основном из окиси алюминия AI2O3, кристаллическую форму которой, минералоги называют корундом. Применение термина «глинозем» к этим материалам нередко приводит к путанице, поскольку он относится ко всем формам окиси алюминия, а название «корунд» используют только для кристаллического материала. Чистый корунд бесцветен, и геммологи называют такую природную разновидность «белым сапфиром». Большинство людей полагают, что сапфир — это драгоценный камень синего цвета, но он может быть желтым, розовым, оранжевым, сине-зеленым и бесцветным. Рубин же — это только «красный сапфир», хотя следует заметить, что это название он получил задолго до того, как стало известно сходство их свойств. Характерный цвет рубину придает примесь хрома, а присутствие других элементов-примесей меняет окраску. Наиболее высоко ценимый оттенок имеет цвет «голубиной крови».
Красный цвет рубина часто ассоциируется с глубокими чувствами, поэтому рубин в древности считали символом страсти, а его розовую разновидность связывали с воплощением нежной любви. На Востоке рубин издавна был наиболее ценным драгоценным камнем. Его название на санскрите («маникия») переводится как «царь самоцветов». Индийцы ценили рубины очень высоко, считая их вместе с алмазом и жемчугом «величайшими» камнями мира [16].
Принято считать, что жители Европы впервые познакомились с восточными рубинами после походов Александра Македонского, то есть не ранее IV в. до н. э., однако эти камни под именем карбункулов могли попадать в Европу и из Африки. Термин «рубин» в его современном значении ввел в обиход в 1747 г. минеролог Валериус. До этого словом «рубер» или «руберус» обозначали и красные гранаты, и рубины, и шпинель. В Древней Руси рубины наряду с другими драгоценными камнями красного цвета именовались «лалами» и «яхонтами».
Богатые месторождения рубинов существуют на территории Бирмы, Пакистана, Шри-Ланки, в Индии, Таиланде. В Африке эти камни традиционно добывают в Зимбабве и Кении. В России рубины известны лишь на Полярном Урале.
Сапфир является разновидностью корунда. Синяя окраска сапфиров обусловлена примесями титана и железа. Русский писатель А. И. Куприн в своей повести «Суламифь» так писал про цвет сапфиров: «Одни из них похожи цветом на васильки в пшенице, другие на осеннее небо, иные на море в ясную погоду». Однако бывают желтые, зеленые, фиолетовые и даже розовые сапфиры.
Современный термин «сапфир» произошел от греческого слова sapfeiros, которое, возможно, восходит к древнееврейскому sappir и древнеиндийскому canipriya — то есть «любимый Сатурном». Согласно другой версии, слово «сапфир» происходит от вавилонского «сипру» — «царапающий», что вполне вероятно, учитывая твердость этого камня. При этом следует помнить, что в древности сапфирами называли все драгоценные камни синего цвета. На Руси сапфиры называли «лазоревыми яхонтами».
Месторождения сапфиров издавна существуют на территории Австралии, Бразилии, Бирмы, Камбоджи, Таиланда, Мадагаскара, США, Франции, Шри-Ланки. Традиционно добывают сапфиры в Индии. В Африке копи сапфиров известны в Зимбабве, Кении и Танзании. На территории России эти драгоценные камни добывают в бассейне реки Кедровка (Приморье).
- Технология производства гарнитура (сереги, подвеска и кольцо)
Технологический процесс создания женского гарнитура из золотого сплава с драгоценными камнями начинаем с разработки дизайна изделий, соответствующего современным модным направлениям и потребительским вкусам. Гарнитур состоит из кольца, серег и подвески. Эскиз гарнитура представлен в приложении А. Кольцо – литое, подвеска и серьги состоят из литых деталей. Чертежи гарнитура представлены в приложении В, Г и Д.
Затем разрабатываем технологию изготовления изделий.
Целью данного раздела является подробное описание всех производственных этапов изготовления гарнитура: литье по выплавляемым моделям, пайка, отделочные работы, закрепка рубинов и сапфиров. Технологическая схема изготовления женского гарнитура из золотого сплава марки ЗлСрМ 585-80 [1] с драгоценными камнями представлена в приложении Б.
4.1 Изготовление мастер-моделей
Для последующего тиражирования изделий методом литья по выплавляемым моделям необходимо изготовить мастер-модель. Для производства проектируемого гарнитура необходимо изготовить мастер-модель кольца, мастер-модель детали подвески и серег и мастер-модель закрутки – пуссеты. Эскизы мастер-моделей для производства гарнитура представлены на рисунке 14.
Мастер-модели изготавливаем вручную из мельхиора марки МН 19 (ГОСТ 492-73) [17]. При помощи лобзика выпиливаем общую форму будущей мастер-модели. Затем форма дорабатывается с помощью напильников. Тонкая доработка производится надфилями. Таким образом изготавливаем мастер-модель детали подвески, серег, кольца и мастер-модель закрутки-пуссеты. Шинка же кольца (диаметром d = 2,0 мм), каст для кольца, крапана (диаметром d = 0,8 мм) на элементе для серег, подвески и кольца изготавливаются из мельхиоровой проволоки.
а б в
а – мастер-модель детали подвески и серег,
б – мастер-модель закрутки – пуссеты, в - мастер-модель кольца
Рисунок 14 – Мастер-модели гарнитура
4.1.1 Волочение мельхиоровой проволоки
Волочение производим вручную на фильере. При волочении передний, предварительно заостренный конец, задают в канал волоки, захватывают его плоскогубцами и, прикладывая тянущее усилие, протягивают через фильеру до необходимого диаметра проволоки.
Волочение проволоки с диаметра d = 2,0 мм до диаметра d = 1,0 мм проводим за пять проходов. Отрезаем 120 мм проволоки и протягиваем через отверстия. Нагартованную проволоку не отжигают, оставляя в упрочненном состоянии.
Проволоку диаметром d = 2,0 мм используем для изготовления шинки. Проволоку необходимой длины отрезаем с помощью плоскогубцев и выправляем на ригеле до правильной окружности. Концы должны быть плотно состыкованы для получения в дальнейшем качественного паяного шва.
4.1.2 Пайка частей мастер-моделей
Пайку частей мастер-моделей, шинки кольца, каста с элементом для подвески, серег, кольца к шинке, крючка-подвеса к элементу для серег и подвески производим с помощью водородной горелки «Лига-02» (рисунок 15) [18]. Для пайки мельхиора марки МН 19 [17] пользуются серебряным припоем ПСр 70 (ГОСТ 19738-74) [19]. Температура плавления припоя ниже температуры плавления основного металла и составляет Т = 740 °С.
Электролизная газовая установка «Лига-02» предназначена для выработки смеси газов (водород и кислород), пламя при сгорании которых служит источником нагрева до Т = 2600 °С для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.).
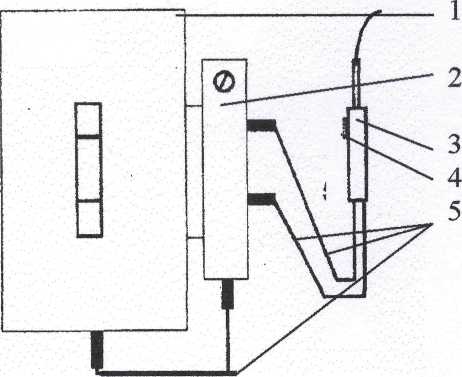
1– блок электролизера; 2 – охладитель-обогатитель; 3 – горелка;
4– регулятор расхода газа; 5 – шланги
Рисунок 15 – Схема установки «Лига-02» [18]
Основные технические характеристики электролизной газовой установки «Лига-02»:
- напряжение сети, В - 220;
- максимальная потребляемая мощность, кВт - 1,8;
- максимальное действующее значение силы тока, А - 9;
- давление газа, кПа - до 40;
- габариты, мм - 240280395;
- масса, кг - 21
После того, как изготовлены мастер-модели, к ним припаиваем литники диаметром d = 2,0 мм. К концам литников припаиваем литниковую воронку по размеру, подходящему к концу сопла инжектора (приблизительно под углом 450). После этого поверхность мастер-моделей шлифуем и полируем. Недопустимы шероховатости поверхности и неточности формы, так как все они будут впоследствии перенесены на будущие литые заготовки.
4.2 Изготовление резиновых пресс-форм
В качестве сырья для изготовления вулканизируемых резиновых пресс-форм используется сырая модельная резина. Модельная резина не должна вызывать коррозию мастер-модели, модельный состав не должен прилипать к поверхности пресс-формы, резина должна обладать хорошими пластичными свойствами. Для производства гарнитура необходимо изготовить три пресс-формы.
Для изготовления пресс-формы используем силиконовую модельную резину марки Econosil фирмы Cаstaldo [20]. Эта резина считается самой экономичной на рынке, обладает очень хорошей прочностью на разрыв и практически нулевую усадку при вулканизации.
Для изготовления пресс-форм применяем разборные алюминиевые обоймы. Нарезаем заготовки резины и закладываем заготовки в обойму.
Помещаем металлическую модель в раму и заполняем внутренние полости модели кусочками сырой резины для обеспечения достаточного количества резины для полного заполнения полостей обоймы.
После заполнения обойму устанавливаем на плиту вулканизационного пресса VP – 1A [21] фирмы «Arno Lindner». Вулканизационный пресс выбран по результатам технико-экономического сравнения вулканизационных прессов «Рута», VP–1А и ARBE [20]. Мощная цельнолитая конструкция с направляющими стойками обеспечивает точное совмещение плит вулканизатора. В обеих плитах вмонтированы нагревательные элементы. Рабочая температура выставляется терморегуляторами, расположенными на панели управления устройства, отдельно для каждой плиты. Мощный прижимной винт обеспечивает плотное соединение между рамкой и плитами вулканизатора.
Характеристики вулканизационного пресса VP – 1 А:
- рабочая температура, ° С - 100…200;
- размер нагревательных плит, мм - 140 170;
- максимальное расстояние между плитами, мм - 100;
- рабочее напряжение, В - 220;
- потребляемая мощность, Вт - 700;
- габариты, мм - 290 300 600;
- масса, кг - 28.
Прогреваем плиты вулканизационного пресса до температуры Т = 165 °С и устанавливаем обойму между термоплитами вулканизационного пресса и зажимаем.
Вулканизация происходит при температуре Т = (150…160) °С в течение = (40 … 60) мин в зависимости от толщины резинового слоя – по 1 мин на 2 мм сырой резины.
По истечении срока вулканизации обогрев выключаем, обойму вынимаем щипцами и охлаждаем на воздухе или в проточной воде. После этого заготовку пресс-формы извлекаем из обоймы и разрезаем для извлечения мастер-модели. Разрез делаем зигзагообразным, чтобы при получении восковых моделей исключить смещение половинок пресс-формы относительно друг друга. Для разрезки резиновой формы используем скальпель.
4.3 Изготовление восковых моделей
В качестве сырья для изготовления восковых моделей используем ювелирный инжекционный модельный состав Castaldo Super Cera Red [22]. Это очень пластичный, многоцелевой воск, рекомендуемый для изделий с тонкими деталями.
Для запрессовки воска в пресс-форму используем восковой инжектор Masterwax 30 [23], выбранный по результатам технико-экономического сравнения инжекторов: Kerr pro-jektor, Masterwax 30 и «Рута» [20]. Оптимальное расположение нагревательного элемента в выбранном инжекторе обеспечивает равномерное регулирование нагревания модельного состава. Модельный состав нагревается до температуры Т = 70 оС в течение = 25 мин – самый малый промежуток времени среди рассматриваемых инжекторов. Так же Masterwax 30 имеет наименьшее значение потребляемой мощности из рассматриваемых восковых инжекторов. Вид воскового инжектора Masterwax 30 представлен на рисунке 16.

Рисунок 16 – Вид воскового инжектора Masterwax 30 [23]
Основные технические характеристики воскового инжектора Masterwax 30:
- напряжение питания, В - 220;
- частота питающей сети, Гц - 50;
- потребляемая мощность, Вт - 210;
- регулировка температуры, С - 50…85;
- максимальное рабочее давление, кПа - 80;
- масса, кг - 10;
- общие габариты, мм - 240265525.
Модельную массу разогреваем до температуры Т = 74 С, которая автоматически поддерживается электронным терморегулятором. Над зеркалом модельного состава создаем избыточное давление Р = 60 кПа. После впрыска модельного состава в пресс-форму при помощи воскового инжектора, его оставляют застывать в течение = (2…3) мин. Необходимо помнить, что пресс-форма нагревается после определенного количества впрысков горячего модельного состава, и ее необходимо периодически охлаждать в течение нескольких минут в холодильнике.
Восковую модель удаляем из резиновой формы сразу после затвердевания, через несколько минут после нагнетания воска в резину.
Проводим проверку восковых моделей на наличие дефектов. Основными дефектами восковых моделей являются воздушные пузыри, деформация, усадка, шероховатости, трещины и облой.
Из восковых моделей собираем восковую «елочку».
В целях экономии формовочной массы и увеличения количества металлических отливок собираем две восковых «елочки»: одну с моделями колец (рисунок 17), другую с деталями подвески и серег (рисунок 18).
Для начала изготовим восковые стояки (2 шт.). Для этого в металлическую изложницу для литья восковых стержней заливаем модельный состав.
Восковой стояк закрепляем на резиновом уплотнителе, а затем при помощи электрического микропаяльника Proxxon EL12 [24] к стояку припаиваем восковые модели приблизительно под углом 85о для того чтобы при вытапливании воска он беспрепятственно вытекал из литейной формы. Также напаиваем восковые образцы-свидетели в виде кусочков воска по 3 шт на стояк. Для более равномерной заливки металла восковые модели напаивают по спирали.
Основные технические характеристики микропаяльника Proxxon EL12:
- время нагрева, с - 10;
- максимальная температура нагрева, С - 310;
- рабочее напряжение, В - 12…14.
Для изготовления проволоки вырезаем из восковой пластины две полоски длинной L = 120 мм (полоски в виде параллелепипеда с сечением 44 мм). Напаиваем к полоскам литники диаметром d = 2 мм и припаиваем к стояку в первую очередь.
После того, как все восковые модели напаяны накрываем восковую «ёлочку» опокой и оборачиваем ватманом с манжетой 30-40 мм.
Рисунок 17 – Схема модельного блока с кольцами в опоке
Рисунок 18 – Схема модельного блока деталей подвески и серег
Восковые модели на схемах условно не разрезаны.
4.4 Изготовление литейной формы
В качестве формовочного материала используем формовочную массу Satin Cast 20 [25].
Характеристики формомассы:
- содержание кристобалита 45 %;
- кремообразная и однородная консистенция;
- обеспечивает получение плотных отливок;
- время затвердевания в опоке = (11…12) мин.
Расчетное количество формовочной смеси и дистиллированной воды – (0,32…0,42 л/кг смеси) тщательно перемешиваем. Резервуар с порошком и водой устанавливаем в вибровакуумный смеситель формомассы St.Louis 82 [26]. Из резервуара откачиваем воздух и создаем давление Р = (5…10) кПа. Смесь вакуумируем в течение = (3…4) мин. По прекращению выделения пузырьков определяют, что смесь достаточно вакуумирована и можно разливать ее по опокам. Формовочную смесь заливают по стояку в центр опоки и снова вакуумируем.
Провакуумированные опоки нельзя трогать в течение 2 ч, т.к. идет процесс кристаллизации гипса.
Прокаливание опок с формомассой проводим в прокалочной муфельной печи Kerr K14-3 [27].
Основные технические характеристики прокалочной муфельной печи Kerr K14-3:
- потребляемая мощность, кВт - 4,5;
- габаритные размеры, мм - 350350350;
- максимальная температура нагрева, °С - 1093;
- максимальная высота опок, мм - 230;
- макс. количество одновременно прокаливаемых опок, шт. - 15.
Режим прокаливания рекомендован фирмой – изготовителем и прилагается в комплекте к формомассе. Для литейных форм диаметром d = 75 мм и высотой h = 152 мм (1); диаметром d = 50 мм и высотой h = 100 мм (2) режимы прокаливания показаны на рисунке 19:
Рисунок 19- Режимы прокаливания литейных форм
4.5 Расчет шихты
Для получения сплава ЗлСрМ 585-80 [1] производим расчет шихты.
В качестве легирующих компонентов применяем лигатуру для драгоценных металлов марки С 145 N фирмы Leg. Or [28]. Лигатура С 145 N предназначена для сплавов красного золота 585 0. Область предназначения – литьё.
Химический состав лигатуры С 145 N, %:
Ag – 17,
Cu – 81,
Zn – 2.
Содержание компонентов в оборотном металле, % [29]:
Au – 58,5;
Ag – 8,0;
Сu – 33,5.
Оборотный металл составляет 50 % составляющих шихты.
Величина угара элементов, % [29]:
Au – 0,1;
Ag – 0,4;
Сu – 1,0.
Расчет шихты заключается в вычислении массы шихты, необходимой для выплавки сплава № 1 (для формы с кольцами) и сплава № 2 (для формы с деталями серег и подвески).А для этого вычисляем по формуле массу сплава (Мш, г) [29]:
Мспл. = Мм.б. / м.с. + Мл.в., (1)
где Мм.б. – масса модельного блока, г;
м.с. – плотность модельного состава, г/ см;
– плотность сплава, г / см;
Мл.в. – масса литниковой воронки, г.
Массу каждого компонента шихты (Мк, г) вычисляем по формуле:
Мк = Мспл. Кс / (100 – y),
где Кс – содержание элемента в готовом сплаве, %;
y – величина угара элемента, %.
4.5.1 Расчет шихты для выплавки сплава № 1
Для изготовления 90 колец с учетом стояка, металлических прутков для проволоки и литниковой воронки необходим сплав массой - 824,25 г.
Мспл. = 53,8 / 0, 92 13,24 + 50, 00 = 824,25 г
Масса каждого компонента шихты:
МAu = 824,25 29,3 / (100 – 0, 1) = 241,74 г
Млиг. = 824,25 20,7 / (100 – 0,94) = 172,24 г
Моб.ме = 824,25 50 / (100 – 0,4) = 413,78 г
4.5.2 Расчет шихты для выплавки сплава № 2
Для изготовления 82 детали подвески и серег с учетом стояка и литниковой воронки необходим сплав массой - 291 г.
Мспл. = 16,73 / 0, 92 13,24 + 50, 00 = 291 г
Масса каждого компонента шихты:
МAu = 291 29,3 / (100 – 0, 1) = 85,34 г
Млиг. = 291 20,7 / (100 – 0,94) = 60,8 г
Моб.ме = 291 50 / (100 – 0,4) = 146,08 г
4.5.3 Результаты расчета шихты для выплавки сплава марки ЗлСрМ 585-80
Результаты расчета шихты для выплавки сплава № 1 представлены в таблице 9.
Таблица 9 - Результаты расчета шихты для выплавки сплава № 1
|
Наименование компонента шихты
|
Массовая доля составляющих шихты, %
|
Содержание составляющих в шихте
|
Содержание компонента в сплаве, %
|
|
|
Au
|
Ag
|
Cu
|
%
|
г
|
Au
|
Ag
|
Cu
|
|
Зл 99,99
|
99,99
|
|
|
29,3
|
241,74
|
29,30
|
|
|
|
Лигатура С 145 N
|
|
17,40
|
82,60
|
20,7
|
172,24
|
|
3,60
|
17,10
|
|
Оборотный металл
ЗлСрМ 585-80
|
58,50
|
8,00
|
33,50
|
50,0
|
413,78
|
29,25
|
4,00
|
16,75
|
|
Всего компонентов, вносимых в шихту, %
|
100,0
|
827,76
|
58,55
|
7,60
|
33,85
|
|
Величина угара
|
%
|
0,20
|
0,40
|
1,00
|
|
|
г
|
1,31
|
2,33
|
5,86
|
Таблица 10 - Результаты расчета шихты для выплавки сплава № 2
|
Наименование компонента шихты
|
Массовая доля составляющих шихты, %
|
Содержание составляющих в шихте
|
Содержание компонента в сплаве, %
|
|
|
Au
|
Ag
|
Cu
|
%
|
г
|
Au
|
Ag
|
Cu
|
|
Зл 99,99
|
99,99
|
|
|
29,3
|
85,34
|
29,30
|
|
|
|
Лигатура С 145 N
|
|
17,40
|
82,60
|
20,7
|
60,80
|
|
3,60
|
17,10
|
|
Оборотный металл
ЗлСрМ 585-80
|
58,50
|
8,00
|
33,50
|
50,0
|
146,08
|
29,25
|
4,00
|
16,75
|
|
Всего компонентов, вносимых в шихту, %
|
100,0
|
292,22
|
58,55
|
7,60
|
33,85
|
|
Величина угара золота и лигатуры
|
%
|
0,20
|
0,40
|
1,00
|
|
|
г
|
0,46
|
0,82
|
2,06
|
Таким образом, для получения сплава № 1 необходима шихта массой Мш. = 827,76 г, а для получения сплава № 2 – шихту массой Мш. = 292,22 г.
4.6 Плавка сплава и заливка литейных форм
Плавку сплава и заливку его в литейные формы производим в вакуумно-индукционной литейной машине INDUTHERM VC 500 [30]. С помощью этой литейной машины можно получать высококачественные отливки благодаря индукционному методу нагрева металла в атмосфере защитного газа. Особое преимущество индукционного метода нагрева заключается в достаточно быстром достижении температуры нагрева, так как основная энергия процесса сосредоточена непосредственно в тигле с металлом.
Основные технические характеристики вакуумно-индукционной литейной машины INDUTHERM VC 500:
- объем тигля, см 245;
- температура нагрева тигля, С 1500;
- потребляемая мощность, кВт 7;
- частота питающей сети, Гц 50;
- масса, кг 200;
Металлическую шихту засыпаем в графитовый тигель, помещенный в печь и устанавливаем температуру плавления Тпл = 1050 С, плавка сплава происходит в среде защитного газа – аргона. После расплавления металла устанавливают литейную форму и создают вакуум.
Tнагрева формы = ( tплавления сплава + 50) /2 (3)
Температура нагрева литейной формы перед заливкой составляет Т = 560 оС. Заливка сплава происходит при температуре Тзал = 1100 °С (температура жидкого металла должна быть выше температуры плавления на Т = 50 °С). После заливки металла форму выдерживаем = 20 мин на воздухе и помещаем в воду, где форма частично разрушается.
4.7 Выбивка «елочки» из опоки и очистка ее от остатков формовочной смеси
Выбиваем «ёлочку» из опоки и помещаем в водоструйную кабину IDROGET 120 [31]. Струя воды под сильным давлением служит для быстрого и эффективного отделения формомассы от моделей после литья.
Установка состоит из герметичной кабины, изготовленной из нержавеющей стали. Кабина закрывается прозрачным люком из плексигласа, позволяющим наблюдать за выполнением операции промывки струей воды. Формомасса откалывается благодаря сильному напору воды под давлением Р = 12 кПа.
Для полного удаления остатков формовочной смеси очистку «елочки» производим в (20-40) % - ной фтористоводородной кислоте. Затем «ёлочку» промываем в воде и просушиваем.
После очистки «елочки» отделяем образцы-свидетели и передаем их на химический анализ. При подтверждении пробы сплава отливки при помощи пневмоножниц «Nile» [20] отделяем от литников и проводим разбраковку, отливки, имеющие различные дефекты, поступают в накопитель брака и далее на переплав.
4.8 Механическая обработка деталей изделий и монтаж изделий
На отливках применяем опиливание остатков литников с использованием напильников, ручное шлифование наждачной бумагой и механическое – с помощью бормашинок и шлифовально – полировального станка.
Отлитые металлические заготовки для проволоки прокатываем от диаметра d = 4 мм до диаметра d = 1 мм за три шага с промежуточным отжигом. Направление прокатки продольное. Отжиг производят в печи СЭВ II [32]. Для получения проволоки диаметром d = 0,8 мм проводим волочение через фильеру.
Техническая характеристика отжиговой печи СЭВ II:
мощность печи, кВт - 50
максимальная рабочая температура, °С - 1150
размеры рабочего пространства:
диаметр, мм - 500
высота, мм - 500
Температура отжига Т=650 °С. Время выдержки =20 мин. Охлаждение в печи до Т=100°С.
После механической обработки проводим галтовку изделий в установке Raytech CMF 610 [20] с магнитными иголками в течение =15 мин.
На участок монтажа поступают заготовки, необходимые для изготовления гарнитура: литые детали подвески и серег, литое кольцо и закрутки-пуссеты.
Пайку стыков соединительных колечек деталей производим водородной горелкой «Лига-02» припоем ПЗл 585 VII (легкоплавкий) [33]. Производим визуальный контроль качества пайки. Отбеливание поверхности, окисленной в процессе пайки, производим в 10 %-ном растворе азотной кислоты при температуре Т = 60 оС в течение = 10 мин. Затем промываем в проточной воде и просушиваем. На «гвоздиках» серег-пуссет и «закрутках» необходимо нарезать резьбу. Нарезаем резьбу на «гвоздике» с помощью плашки, а в «закрутке» - с помощью метчика вручную.
4.9 Полирование изделий
Механизированное поштучное полирование изделий осуществляют на шлифовально-полировальной установке Angel-85 [34] производства фирмы «GIMO» с пастой ГОИ [12].
Главное достоинство этой установки – снижение уровня запыленности в процессе полировки. При полировании пыль движется по вращению круга и, попадая на водяную завесу, смывается водой. Остатки пыли удаляют местной вытяжной вентиляцией. Установка снабжена звукоизоляцией. Частота вращения полировальных кругов, =600…3600 мин-1 наилучший режим полировки для каждого изделия подбирают экспериментально, при этом учитывают сложность обрабатываемого изделия, твердость щетки (полировального круга), ее диаметр и тип пасты.
Двусторонний вал обеспечивает одновременное использование двух типов щеток (обычно, одна – с пастой, а вторая – чистая), сокращая тем самым время обработки.
Скорость вытяжки воздуха регулируют, изменяя число оборотов вала двигателя = (900…2400) мин-1.
Этот полировальный станок содержит две системы фильтров. В первой очищается вода, а во второй – воздух из рабочей зоны.
Изделия полируем на собранных вместе трех хлопчато-бумажных кругах, каждый из которых диаметром d = 150 мм и толщиной h=10 мм.
После полировки изделия осматриваем с целью обнаружения «открывшихся» в процессе полирования пор. Если на изделии видны вышеуказанные дефекты, то его направляем в изолятор брака.
4.10 Очистка изделия от остатков пасты ГОИ
Очистку отполированных изделий от остатков пасты ГОИ производим в ультразвуковой ванне Transsonic [35] и просушиваем.
Основные технические характеристики ультразвуковой мойки:
- потребляемая мощность, Вт 285;
- объем моечной камеры, л 2,75;
- диапазон температуры раствора, С 20…80;
- габаритные размеры моечной камеры, мм 100137240;
- масса, кг 2.
Для правильной эксплуатации ультразвуковой ванны необходимо, чтобы температура рабочего раствора не превышала T = 70 °С.
Процесс обработки изделий состоит из следующих операций:
- готовим моющий раствор. В дистиллированную воду добавляем следующие компоненты: нашатырный спирт (10…15) %, сода кальцинированная (10…15) %, стиральный порошок (10…15) %.
- заливаем в ультразвуковую установку моющий раствор;
- включаем установку;
- моющий раствор нагреваем до T = (30…40) °С;
- загружаем изделия в рабочую камеру и выдерживаем в растворе в течение = (10…15) мин;
- включаем генератор ультразвуковых колебаний. Обработку ультразвуком осуществляем в течение = 5 мин;
- промываем изделия от раствора в проточной воде, сушим изделия.
После ультразвуковой очистки изделия отправляем на клеймение.
4.11 Клеймение изделий
Именник завода-изготовителя ставится на шинке кольца, на обратной стороне подвески и на закрутках-пуссетах. Именник имеет форму прямоугольника и содержит информацию о предприятии-изготовителе и годе выпуска изделия. Клеймение производится ударным методом.
Далее отправляем изделия на опробование и клеймение государственным пробирным клеймом в Уральскую государственную инспекцию пробирного надзора. Государственное пробирное клеймо означает, что изделие имеет пробу, не ниже указанной в клейме.
4.12 Закрепка вставок
Подбираем рубины и сапфиры диаметром d = 2,5 мм в количестве n = 56 шт. Для кольца, серег и подвески применяется крапановая закрепка.
Сущность закрепки заключается в том, чтобы подготовить гнездо по форме и размерам камня, надежно закрепить камень в изделии и обработать оправу или гнездо так, чтобы изделие было не только красиво, но и удобно в эксплуатации. Квалифицированно и качественно закрепленное изделие помогает увидеть камень и все изделие с наилучшей стороны [36].
Принцип крапановой закрепки заключается в том, что с внутренней стороны крапанов на одном и том же уровне делаем всечки, на которые ляжет камень, а концы крапанов, возвышающиеся над рундистом, загибаем на сторону камня (рисунок 20). Всечки делают так, чтобы гнездо, образованное крапанами, было вертикальным и имело карниз в качестве нижнего упора.
Рисунок 20 – Схема крапановой закрепки
После закрепки камней изделия производим глянцовку поверхности изделий. Для этого используем пасту «DIALUX» [20] белого цвета.
Изделия проходят контроль качества закрепки, промывку в ультразвуковой ванне и передаются в ОТК, где изделия упаковываются и подвергаются заключительному осмотру, затем прикрепляются бирки и изделия передаются на склад готовой продукции [37].
4.13 Предпродажная подготовка
Предпродажная подготовка изделий состоит из:
- контрольной проверки качества (изделия поступают на участок ОТК готовой продукции, где проводят контроль внешнего вида изделия, качества маркировки, качества закрепки, работы замков, шарнирных соединений и производят контрольное взвешивание);
- упаковки и транспортировки (каждому изделию присваивают ярлык с реквизитами, который крепят к изделию белой ниткой и пломбируют; изделия упаковывают в индивидуальную, групповую и транспортную тары; хранят изделия так, чтобы исключить их механическое повреждение и обеспечить сохранность).
5 Технико-экономическое обоснование работы
5.1 Расчет себестоимости гарнитура
В системе показателей, характеризующих эффективность производства и реализации, одно из ведущих мест принадлежит себестоимости продукции.
В себестоимости продукции как синтетическом показателе отражаются все стороны производственной и финансово-хозяйственной деятельности ювелирного предприятия: степень использования материальных, трудовых и финансовых ресурсов, качество работы отдельных работников и руководства в целом.
Исчисление этого показателя необходимо по многим причинам, в том числе для определения рентабельности отдельных видов продукции и производства в целом, определения оптовых цен на продукцию, осуществления внутрипроизводственного хозрасчета, исчисления национального дохода в масштабах страны. Себестоимость продукции является одним из основных факторов формирования прибыли. Если она повысилась, то при остальных равных условиях размер прибыли за этот период обязательно уменьшиться за счет этого фактора на такую же величину. Между размерами величины прибыли и себестоимости существует обратная функциональная зависимость. Чем меньше себестоимость, тем больше прибыль, и наоборот.
Положением о составе затрат определено, что себестоимость продукции представляет собой стоимостную оценку используемых в процессе производства природных ресурсов: сырья, материалов, топлива, энергии, а также основных фондов, трудовых ресурсов и других затрат на ее производство и реализацию.
Себестоимость продукции представляет выраженные в денежной форме текущие затраты ювелирного предприятия на производство и реализацию продукции.
Себестоимость продукции является не только важнейшей экономической категорией, но и качественным показателем, так как она характеризует уровень использования всех ресурсов (переменного и постоянного капитала), находящихся в распоряжении предприятия.
Различают следующие виды себестоимости:
1) Цеховая себестоимость представляет собой затраты цеха, связанные с производством продукции.
2) Производственная себестоимость помимо затрат цехов включает общепроизводственные и общехозяйственные расходы.
3) Полная себестоимость отражает все затраты на производство и реализацию продукции, слагается из производственной себестоимости и внепроизводственных расходов (расходы на тару и упаковку, транспортировку продукции, прочие расходы).
Различают индивидуальную и среднеотраслевую себестоимость.
Индивидуальная себестоимость обусловливается конкретными условиями, в которых действует то или другое предприятие.
Среднеотраслевая себестоимость определяется как средневзвешенная величина и характеризует средние затраты на единицу продукции по отрасли, поэтому она находится ближе к общественно необходимым затратам труда.
5.1.1 Расчет материальных затрат
В ювелирной промышленности затраты на материалы изделия (С, руб.) складываются из следующих основных затрат:
С = СДМ + СВ + СК + СВМ, (4)
где: СДМ – стоимость драгоценного металла в изделии, руб.;
СВ – стоимость вставок, руб.;
СК – стоимость клеймения изделия лазерным способом, руб.;
СВМ – стоимость вспомогательных материалов, руб.
Стоимость драгоценных металлов (СДМ, руб.) определяется по формуле:
СДМ = (М1 + М2 + М3) Ц1 – М3 Ц2, (5)
где: М1 – нормативная масса металла изделия, г;
М2 – технологические потери при изготовлении изделия, г.
М2 = 0,04 М1.
М3 – возвратные и оборотные отходы драгоценных металлов, г.
М3 = 0,5 М1.
Ц1 – цена 1 г драгоценного металла, руб.;
Ц2 – цена отходов драгоценных металлов.
По формуле (5) рассчитываем стоимость драгоценного металла в серьгах, кольце, подвеске и в гарнитуре:
СДМс = (5,52 + 0,22 + 2,76) 1089 – 2,76 906 = 6 755,94 руб.;
СДМк = (2,9 + 0,12 + 1,45) 1089 – 1,45 906 = 3 554,13 руб.;
СДМп = (2,99 + 0,12 + 1,5) 1089 – 1,5 906 = 3 661,29 руб.;
СДМг = (11,41 + 0,46 + 5,71) 1089 – 4,75 906 = 13 971,36 руб.
Ювелирное предприятие покупает вставки у специализированных предприятий, занимающихся огранкой ювелирных камней.
В таблице 7 представлена стоимость вставок и их количество в гарнитуре.
По данным таблицы 7 рассчитываем стоимость вставок в гарнитуре:
СВс = 1647 + 1675 = 1952 руб.;
СВк = 247 + 275 = 244 руб.;
СВп = 1047 + 10 75 = 1 220 руб.;
СВг = 1952 + 244 + 1220 = 3 416 руб.
Таблица 7 - Стоимость вставок и их количество в гарнитуре
|
Наименование вставки
|
Диаметр вставки, мм
|
Стоимость вставки, руб.
|
Количество, шт.
|
Цена вставок, руб.
|
|
Сапфир
|
2,5
|
47
|
28
|
1 316
|
|
Рубин
|
2,5
|
75
|
28
|
2 100
|
Стоимость клеймения изделия определяется в соответствии с пробирными тарифами, утвержденными Министерством Финансов РФ. Стоимость клеймения изделий массой более двух грамм 15 руб.
СК = 15 4 = 60 руб.
Стоимость вспомогательных материалов (СВМ, руб.) определяется в соответствии с технологическими нормами их расхода и ценами приобретения:
СВМ = 0, 02 СДМ (6)
СВМс = 0,02 6 755,94 = 135,11 руб.;
СВМк = 0,02 3 554,13 = 71,08 руб.;
СВМп = 0,02 3 661,29 = 73,23 руб.;
СВМг = 0,02 13 971,36 = 279,42 руб.
По формуле (4) рассчитываем затраты на материалы изделия:
Сс = 6 755,94 + 1 952 + 30 + 135,11 = 8 873,05 руб.;
Ск = 3 554,13 + 244 + 15 + 71,08 = 3 884,21 руб.;
Сп = 3 661,29 + 1 220 + 15 + 73,23= 4 969,52 руб.;
Сг = 13 971,36 + 3 416 + 60 + 279,42 = 17 726,78 руб.
5.1.2 Расчет заработной платы
Заработная плата – часть затрат на производство и реализацию продукции, направляемая на оплату труда работников предприятия.
Сдельная форма оплаты труда применяется в случаях, когда есть реальная возможность фиксировать количество показателей результата труда и нормировать его путем установления норм выработки и времени.
Прямая сдельная оплата труда – при ней оплата труда рабочих повышается в прямой зависимости от количества выработанных ими изделий и выполненных работ исходя из твердых сдельных расценок, установленных с учетом необходимой квалификации. Заработок по такой форме оплаты рассчитывается следующим образом:
Зпр.сд = Ред В, (7)
где: Ред — расценка за единицу продукции;
В — выпуск.
Основная заработная плата (ОЗП) производственных рабочих (непосредственно занятых на изготовлении продукции) – это все виды оплат за выполненную работу.
Величина основной заработной платы производственных рабочих по операциям в расчете на одно изделие:
- изготовление мастер-модели – (504)/50 = 4 руб.;
- изготовление резиновых пресс-форм – (504)/50 = 4 руб.;
- изготовление восковых моделей – 6 руб.;
- заработная плата рабочих занятых на участке литья – 10 руб.;
- монтаж – 60 руб.;
- закрепка вставок в гарнитур за одну вставку – 10 руб. (всего вставок 48 шт.);
- полирование – 15 руб.
ОЗПс = 442 руб.;
ОЗПк = 139 руб.;
ОЗПп = 299 руб.;
ОЗПг = 880 руб.
Величина дополнительной зарплаты (ДЗП) – доплаты, предусмотренные законодательством, не связанные с конкретной производственной работой – оплата очередных и дополнительных отпусков, компенсация за неиспользованный отпуск, другие компенсационные выплаты.
ДЗП = 0,2 ОЗП, (8)
По формуле (8) рассчитываем дополнительную заработную плату:
ДЗПс = 0,2 442 = 88,40 руб.;
ДЗПк = 0,2 139 = 27,80 руб.;
ДЗПп = 0,2 299 = 59,80 руб.;
ДЗПг = 0,2 880 = 176 руб.
В 2010 году совокупный тариф страховых взносов в государственные внебюджетные фонды остается на уровне ЕСН – 26%, из них: в Пенсионный фонд Российской Федерации – 20% от базы для начисления страховых взносов.
Страховые взносы (СтВ) — налог, зачисляемый в Федеральный бюджет и государственные внебюджетные фонды — Пенсионный фонд Российской Федерации, Фонд социального страхования Российской Федерации и фонды обязательного медицинского страхования Российской Федерации (фонды) — и предназначенный для сбора средств на реализацию права граждан на государственное пенсионное и социальное обеспечение и медицинскую помощь.
Промышленные предприятия в обязательном порядке уплачивают страховые взносы, который состоит из взносов во внебюджетные фонды:
- Фонд социального страхования и обеспечения – 2, 9 %;
- Пенсионный фонд – 20 %;
- Федеральный фонд медицинского страхования – 1, 1 %;
- Территориальный фонд медицинского страхования – 2 %.
СтВ рассчитывают по установленным тарифам в процентах от сумм оплаты труда, начисленным по всем основаниям.
СтВс = 0,26 (442 + 88,40) = 137,90 руб.;
СтВк = 0,26 (139 + 27,80) = 43,37 руб.;
СтВп = 0,26 (299 + 59,80) = 93,29 руб.;
СтВг = 0,26 (880 + 277) = 300,82 руб.
5.1.3 Расчет цеховой себестоимости
К общепроизводственным расходам (ОПР) относятся прежде всего затраты на технологическое топливо и электроэнергию, амортизация и содержание основных фондов цеха (участка), затраты на управление цехом (участком).
ОПР составляют 100 % от ОЗП.
ОПРс = 1 442 = 442 руб.;
ОПРк = 1 139 = 139 руб.;
ОПРп = 1 299 = 299 руб.;
ОПРг = 1 880 = 880 руб.
Цеховая себестоимость (СЦ, руб.) рассчитывается по формуле:
СЦ = С + ОЗП + ДЗП + СтВ + ОПР, (9)
где С – затраты на материалы, руб.;
ОЗП – основная заработная плата производственных рабочих, руб.;
ДЗП – дополнительная заработная плата производственных рабочих, руб.
СтВ – страховые взносы, руб.;
ОПР – общепроизводственные расходы, руб.
По формуле (9) рассчитываем цеховую себестоимость:
СЦс = 8 873,05 + 442 + 88,40 + 137,90 + 442 = 9 983,35 руб.;
СЦк = 3 884,21 + 139 + 27,80 + 43,37 + 139 = 4 233,38 руб.;
СЦп = 4 969,52 + 299 + 59,80 + 93,29 + 299 = 5 720,61 руб.;
СЦг = 17 726,78 + 880 + 176 + 300,82 + 880 = 19 963,60 руб.
5.1.4 Расчет производственной себестоимости
В общехозяйственных расходах (ОХР) отражаются затраты на управление и содержание предприятия в целом.
ОХР составляют 20 % от СЦ.
ОХРс = 0,2 9 983,35 = 1 996,67 руб.;
ОХРк = 0,2 4 233,38 = 846,68 руб.;
ОХРп = 0,2 5 720,61 = 1 144,12 руб.;
ОХРг = 0,2 19 963,60 = 3 992,72 руб.
Производственная себестоимость изделия (СПР, руб.) рассчитывается по формуле:
СПР = СЦ + ОХР, (10)
где СЦ – цеховая себестоимость, руб.;
ОХР – общехозяйственные расходы, руб.
СПРс = 9 983,35 + 1 996,67 = 11 980,02 руб.;
СПРк = 4 233,38 + 846,68 = 5 080,06 руб.;
СПРп = 5 720,61 + 1 144,12 = 6 864,73 руб.;
СПРг = 19 963,60 + 3 992,72 = 23 956,32 руб.
5.1.5 Расчет расходов на продажу
Расходы на продажу отражают затраты, связанные с упаковкой готовой продукции, транспортировкой до станции (пункта) отправления, расходы по рекламе, организации ярмарок, выставок, отчисления во внебюджетные фонды НИОКР (научно-исследовательские и опытно-конструкторские работы).
Расходы на продажу (РП) распределяются между отдельными видами ювелирных изделий пропорционально их производственной себестоимости.
РП составляет 2 % от СПР.
РПс = 0,02 11 980,02 = 239,60 руб.;
РПк = 0,02 5 080,06 = 101,60 руб.;
РПп = 0,02 6 864,73 = 137,29 руб.;
РПг = 0,02 23 956,32 = 479,13 руб.
5.1.6 Расчет полной себестоимости гарнитура
Полная себестоимость отражает все затраты на производство и реализацию продукции.
ПСс = 11 980,02 + 239,60 = 12 219,62 руб.;
ПСк = 5 080,06 + 101,60 = 5 181,66 руб.;
ПСп = 6 864,73 + 137,29 = 7 002,02 руб.;
ПСг = 23 956,32 + 479,13 = 24 435,45 руб.
Калькуляция себестоимости гарнитура приведена в таблице 8.
Таблица 8 - Калькуляция себестоимости гарнитура
|
Статья затрат
|
Сумма затрат
|
|
|
серьги, руб.
|
кольцо, руб.
|
подвеска, руб.
|
гарнитур, руб.
|
|
Драгоценный металл
|
6 755,94
|
3 554,13
|
3 661,29
|
13 971,36
|
|
Ювелирные камни
|
1952
|
244
|
1 220
|
3 416
|
|
Клеймение
|
30
|
15
|
15
|
60
|
|
Вспомогательные материалы
|
135,11
|
71,08
|
73,23
|
279,42
|
|
Итого по материалам
|
8 873,05
|
3 884,21
|
4 969,52
|
17 726,78
|
|
Основная заработная плата
|
442
|
139
|
299
|
880
|
|
Дополнительная заработная плата
|
88,40
|
27,80
|
59,80
|
176
|
|
Страховые взносы
|
137,90
|
43,37
|
93,29
|
300,82
|
|
Общепроизводственные расходы
|
442
|
139
|
299
|
880
|
|
Итого цеховая себестоимость
|
9 983,35
|
4 233,38
|
5 720,61
|
19 963,60
|
|
Общехозяйственные расходы
|
1 996,67
|
846,68
|
1 144,12
|
3 992,72
|
|
Итого производственная себестоимость
|
11 980,02
|
5 080,06
|
6 864,73
|
23 956,32
|
|
Расходы на продажу
|
239,60
|
101,60
|
137,29
|
479,13
|
|
Итого полная себестоимость
|
12 219,62
|
5 181,66
|
7 002,02
|
24 435,45
|
5.2 Расчет цены гарнитура
Цена – это денежное выражение стоимости товара.
Существует два основных подхода к ценообразованию: затратный и ценностный.
Затратный подход объединяет группу методов ценообразования, принимающих в качестве отправной точки фактические затраты предприятия на производство и организацию сбыта товара. В рамках затратного подхода выделяют определённые методы расчёта цен, а сами цены, определённые таким образом, получили название — «цены с ориентацией на издержки».
Ценностное ценообразование — установление цен таким образом, чтобы это обеспечивало предприятию получение большей прибыли за счёт достижения выгодного для неё соотношения «ценность товара / затраты на товар». В рамках ценностного ценообразования формируются цены с ориентацией на спрос. Наиболее известный метод — метод установления цены на основе ощущаемой ценности товара.
На предприятиях ювелирной промышленности для определения цены пользуются затратным методом, причем устанавливаются три вида цен:
-отпускные цены – это основной вид цен, по которым изделия отпускаются оптовым и оптово-розничным покупателям.
-розничные цены – цены, по которым предприятие полностью или частично осуществляет розничную продажу производственных изделий непосредственно населению, через собственную торговую сеть. Розничная цена, как правило, выше оптовой на величину торговой надбавки, компенсирующей торговые издержки и являющейся основной получения прибыли торговыми организациями.
-цена предприятия – это промежуточная, внутренняя цена предприятия, равная отпускной цене, за вычетом ценообразующего налога на добавленную стоимость (НДС). Этот вид цены необходим для расчета уровня отпускных цен, определения прибыли от реализации продукции и рентабельности производства, а так же может быть использован для внутрифирменного планирования объема выпуска изделий.
Цена предприятия (ЦП, руб.) определяется исходя из расчетной себестоимости изготовления изделия и планируемой в цене прибыли:
ЦП = ПС + П, (11)
где ПС – расчетная (планируемая) себестоимость изделия, руб.;
П – желаемая норма прибыли, руб.
Прибыль определяет предприятие самостоятельно, исходя из возможной цены продажи изделия по отпускной цене.
На данном предприятии величину прибыли закладывают равной 20 % от расчетной себестоимости.
П = 0,2 24 435,45= 4 887,09 руб.
По формуле (11) определяем цену предприятия:
ЦП = 24 435,45+ 4 887,09 = 29 322,54 руб.
Полученную в результате расчета цену предприятия можно округлять до 10 руб. ЦП = 29 320 руб.
Отпускная цена (ОЦ, руб.) определяется по формуле:
ОЦ = ЦП + НДС, (12)
где ЦП – цена предприятия, руб.;
НДС – налог на добавленную стоимость, %.
В настоящее время НДС = 18 %.
По формуле (12) определяем отпускную цену:
ОЦ = 29 320 + (29 320 0,18) = 34 597,60 руб.
5.3 Расчет основных технико-экономических показателей
5.3.1 Расчет прибыли от реализации изделия
По способу производства ювелирные изделия бывают индивидуального и массового (серийного) производства.
При индивидуальном изготовлении мастер-ювелир выполняет все работы от начала до конца вручную, используя оборудование только для получения первоначальной заготовки или необходимого профиля металла. Этот способ применяется при создании отдельных образцов или дорогостоящих ювелирных изделий со сложной и тонкой художественной отделкой, а также при использовании нестандартных по размерам и формам драгоценных и полудрагоценных камней.
При массовом изготовлении изделия создаются механической обработкой и точным литьем по выплавляемым моделям. Лучшие ювелирные изделия изготавливают малыми сериями.
Данный проект ВКР предусмотрен для производства небольшой серии изделий общим объемом производства – Впр = 50 шт.
Прибыль – это один из наиболее важных показателей финансовых результатов хозяйственной деятельности субъектов предпринимательства (организаций и предпринимателей). Прибыль исчисляется как разность между выручкой от реализации продукта хозяйственной деятельности и суммой затрат факторов производства на эту деятельность в денежном выражении.
П = Впр (ЦП – ПС), (13)
где Впр – объем производства, шт;
ЦП – цена предприятия, руб.;
ПС – расчетная себестоимость изделия, руб.
По формуле (13) рассчитываем прибыль:
П = 50 (29 320 – 24 435,45) = 244 227,50 руб.
5.3.2 Расчет рентабельности гарнитура
Рентабельность продаж является индикатором ценовой политики компании и её способности контролировать издержки.
Рентабельность (Rпр, %) – относительный показатель экономической эффективности. Рентабельность комплексно отражает степень эффективности использования материальных, трудовых и денежных ресурсов. Коэффициент рентабельности рассчитывается как отношение прибыли к полной себестоимости произведенной продукции. Может выражаться как в прибыли на единицу вложенных средств, так и в прибыли, которую несёт в себе каждая полученная денежная единица.
Rпр = (П / ПС) ·100, (14)
где П – прибыль всей продукции, руб.;
ПС – полная себестоимость, руб.
По формуле (14) рассчитываем рентабельность гарнитура:
Rпр = (244 227,50 / 1 221 772,50) 100 = 20 %
5.3.3 Расчет точки безубыточности
Точка безубыточности – минимальный объем производства и реализации продукции, при котором расходы будут компенсированы доходами, а при производстве и реализации каждой последующей единицы продукции предприятие начинает получать прибыль. Точку безубыточности можно определить в единицах продукции, в денежном выражении или с учётом ожидаемого размера прибыли.
Точка безубыточности в денежном выражении — такая минимальная величина дохода, при которой полностью окупаются все издержки (прибыль при этом равна нулю).
Точка безубыточности в единицах продукции — такое минимальное количество продукции, при котором доход от реализации этой продукции полностью перекрывает все издержки на ее производство.
Точку безубыточности рассчитываем по формуле:
ТБ = Ипост / (ЦП – Спер), (15)
где: Ипост – общая сумма постоянных издержек, руб.;
ЦП – цена предприятия, руб.;
Спер – переменные издержки, руб.
Сумма постоянных издержек складывается из суммы общепроизводственных расходов, общехозяйственных и внепроизводственных расходов за весь объем выпуска.
Сумму постоянных издержек (Ипост, руб.) рассчитываем по формуле:
Ипост = (ОПР + ОХР + РП) Впр, (16)
где: ОПР – общепроизводственные расходы, руб.;
ОХР – общехозяйственные расходы, руб.;
РП – расходы на продажу, руб.;
Впр – объем производства, шт.
По формуле (16) рассчитываем сумму постоянных издержек:
Ипост = (880 + 3 268,57 + 392,23) 50 = 227 040 руб.
Переменные издержки складываются из суммы затрат на материалы, основной и дополнительной заработной платы рабочих.
Переменные издержки (Спер, руб.) рассчитываем по формуле:
Спер = С + ОЗП + ДЗП + СтВ, (17)
где: С – затраты на материалы, руб.;
ОЗП – основная заработная плата, руб.;
ДЗП – дополнительная заработная плата, руб.;
СтВ – страховые взносы, руб.
По формуле (17) рассчитываем переменные издержки:
Спер = 17 726,78+ 880 + 176 + 300,82 = 19 083,60 руб.
Рассчитываем точку безубыточности по формуле (15):
ТБ = 227 040 / (29 320 – 19 083,60) = 22 шт.
Точку безубыточности можно найти графически. График представлен на рисунке 26.
Рисунок 26 – Графический метод определения точки безубыточности
Все основные технико-экономические показатели работы сведены в таблице 9.
Таблица 9 - Технико-экономические показатели проекта
6 Безопасность жизнедеятельности
Совершенствование машин и механизмов, внедрение новых технологий, повышение надежности технологического оборудования и уровня автоматизации управления позволяют снизить возможность возникновения аварий, несчастных случаев, профессиональных заболеваний, улучшить условия труда.
Улучшение условий труда, повышение его безопасности влияют на результаты производства – на производительность труда, качество и себестоимость выпускаемой продукции.
ООО «Ювелирная компания «Драгоценности Урала» расположено в Октябрьском районе города Екатеринбурга. Ближайшие к промышленной площадке жилые массивы расположены: с южной стороны на расстоянии 150 м, с северо-западной – на расстоянии около 300 м. Санитарно-защитная зона в соответствии с СП 2.2.1.1312-03 [38] – 50 м. Предприятие занимает первый этаж площадью S = 315 м2 трехэтажного здания.
6.1 Характеристика условий труда
Опасные и вредные производственные факторы на предприятии:
- движущиеся части машин и оборудования;
- опасность поражения электрическим током;
- повышенный уровень шума и вибрации;
- выделение аммиака и водорода в воздух рабочей зоны;
- выделение пропана, пыли окиси хрома, испарение кислот и продуктов разложения электролитов;
- опасность возгорания;
- опасность травмирования.
Оценку риска получить травму производят по формуле:
R = Cn / Np, (18)
где: Cn – число травмированных на производстве за год, чел.;
Np – общее число работающих в сфере производства, чел.
Расчет степени риска получения травмы на ООО «Ювелирная компания «Драгоценности Урала» выполняем по формуле:
R = 1 / 50 = 2 10
6.2 Обеспечение безопасности труда
6.2.1 Мероприятия по электробезопасности
По опасности поражения электрическим током производственные помещения ООО «Ювелирная компания «Драгоценности Урала» относятся к особо опасным помещениям.
В производстве используются две величины напряжений: 380 В и 220 В.
Для обеспечения электробезопасности проектом предусмотрены следующие технические средства:
- защитное зануление;
- защитное отключение;
- изоляция токоведущих частей;
- оградительные устройства;
- разделение сетей;
- малые напряжения в цепях управления.
Проектом предусмотрено заземление оборудования, используемого в технологическом процессе. Сопротивление заземляющего устройства Rз = 4 Ом, в соответствии с ГОСТ 12.1.030-81 [39].
6.2.2 Пожарная безопасность
В соответствии с НПБ 105-03 [40] по пожарной и взрывопожарной опасности здание предприятия относится к категории Г, а по степени огнестойкости – ко II степени по СниП 21-01-97 [41].
Возможные причины пожаров на предприятии:
- неисправность электрооборудования (короткое замыкание, перегрузки и большие переходные сопротивления);
- самовозгорание ветоши и других материалов, склонных к самовозгоранию;
- наличие природного газа, водорода и аммиака в производстве.
Для тушения пожаров на предприятии проектом предусмотрено противопожарное оборудование (гидрант, кран, пожарный рукав, огнетушители). Применяют огнетушители марки ОУ-5 [42]. На предприятии проектом предусмотрено устройство пожарной электрической сигнализации.
На случай возникновения пожара предусмотрен один выход для эвакуации людей. Высота эвакуационного выхода h = 2, 8 м, ширина a = 1, 7 м. Максимальное удаление рабочего места от ближайшего выхода l = 25 м. Характеристики эвакуационного выхода соответствуют СниП 31-03-01 [43].
6.2.3 Защита от шума
Источником шума является производственное оборудование: бормашины, полировально-шлифовальные машины, вальцовочный станок, прокатный стан, гидравлический пресс, ультразвуковые ванны, установки для галтования и виброгалтования.
Максимальный уровень шума на участках предприятия составляет не более 74 дБ (А), что не превышает норму предельно допустимого уровня шума – 80 дБ (А) в соответствии с СанПиН 2.2.4/2.1.8.562-96 [44].
Проектом специальных мер для снижения шума не предусмотрено.
6.2.4 Защита от вибрации
Источниками вибрации на предприятии являются: бормашины, прокатные станы, шлифовально-полировальные станки, галтовочные барабаны.
На предприятии в участках с максимальной вибрацией, уровень вибрации составляет – 63 дБ, что не превышает предельно допустимые нормы по вибрации, установленные в соответствии с ГОСТ 12.1.012-90 [45].
Гигиенические нормы вибрации для рабочей смены длительностью 8 ч составляют: общая – 92 дБ, локальная вибрация – 109 дБ. На участке полировки преобладает локальная вибрация, хотя она и не превышает ПДУ, но проектом предусмотрены средства индивидуальной защиты – напальчники (кожаные) от локальной вибрации ГОСТ 12.4.011-87 [46].
6.2.5 Защита от механического травмирования, тепловых, электромагнитных излучений
Проектом предусмотрена защита от механического травмирования:
- закрытие кожухами вращающихся частей;
- блокировки;
- конечные выключатели.
Источником теплового излучения являются плавильные печи. Для литейных машин, плавильных печей, аппарата лазерной сварки предусмотрено автоматическое отключение при выходе какого-либо параметра за пределы допустимых значений, что исключает аварийный режим работы.
Во время производственного цикла рабочие, находясь рядом с нагретым металлом, пламенем, горячими поверхностями и т.п. подвержены воздействию теплоты, излучаемой этими источниками. ПДУ теплового излучения 140 Вт/м по ГОСТ 12.1.005-88 [47]. На рабочем месте плавильщика и литейщика наблюдается превышение допустимых норм по интенсивности теплового излучения. Фактический уровень теплового излучения составляет 1200 Вт/м.
Проектом предусмотрено ослабление мощности электромагнитного поля на рабочем месте путем увеличения расстояния между источниками излучения и рабочим местом, применение защитной одежды – щитка и рукавиц – для плавильщика и литейщика, а также изменения режима труда и отдыха.
6.2.6 Освещение
При освещении производственных помещений проектом предусмотрено совмещенное освещение, при котором в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным. Система естественного освещения – одностороннее боковое. Искусственное освещение предусмотрено в режимах: рабочее, аварийное, эвакуационное.
Согласно СниП 23-05-95 [48] характер зрительной работы – очень высокой точности, разряд зрительной работы – III в, контраст объекта с фоном – малый. Нормируемая минимальная освещенность при общем искусственном освещении Ен = 300 лк, КЕО = 1,2 %.
Расчет естественного бокового освещения помещения производят по формуле [48]:
100 , (19)
откуда: = ,
где – площадь световых проемов (в свету) при боковом освещении;
– площадь пола помещения;
ен – нормированное значение КЕО;
Кз – коэффициент запаса;
– световая характеристика окон;
Кзд – коэффициент, учитывающий затенение окон противостоящими зданиями;
r1 – коэффициент, учитывающий повышение КЕО при боковом освещении благодаря свету, отраженному от поверхностей помещения и подстилающего слоя, прилегающего к зданию.
Рассчитаем площадь световых проемов при боковом освещении в помещении ООО «Ювелирная компания «Драгоценности Урала», где производятся операции моделирования, монтировки, закрепки, шлифования и полирования.
Естественное (боковое) освещение в этом помещении обеспечивается благодаря четырем окнам, при этом площадь пола помещения Sn = 52 м2, коэффициент запаса Кз = 1,3, световая характеристика окон =15, коэффициент, учитывающий затенение окон противостоящими зданиями Кзд = 1,1, r1 =1.
Рассчитаем – общий коэффициент светопропускания, определяемый по формуле [48]:
, (20)
где – коэффициент светопропускания материала;
– коэффициент, учитывающий потери света в переплетах светопроема;
– коэффициент, учитывающий потери света в несущих конструкциях (при боковом освещении =1);
– коэффициент, учитывающий потери света в солнцезащитных устройствах;
– коэффициент, учитывающий потери света в защитной сетке, устанавливаемой под фонарями, принимаемый равным 0,9.
Значения коэффициентов (СниП 11-4-79 [ ]): = 0,8, = 0,75, =1, =1, = 1. Подставив в формулу 3 эти коэффициенты получаем = 0,6.
Таким образом, подставив в формулу по вычислению площади световых проемов при боковом освещении, выведенную из формулы 2, получаем следующее значение площади световых проемов при боковом освещении:
= м2.
6.2.7 Категория тяжести работ
Для определения параметров микроклимата на каждом технологическом участке определяют категорию тяжести работ по ГОСТ 12.1.005-88 [49].
К легким физическим работам (категория I) относят:
- отжиг металлов;
- полирование;
- монтаж изделий.
К работам средней тяжести (категория II) относят:
- прокатку и волочение;
- литье металлов.
Параметры микроклимата на предприятии приведены в таблице 10.
Требуемые условия микроклимата на предприятии обеспечивают рациональным применением вентиляции и отопления, а также применением техпроцессов исключающих попадание вредных веществ в рабочую зону.
Таблица 10 - Оптимальные нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне по ГОСТ 12.1.005-88 [49]
|
Температур-ный период года
|
Категория работ
|
Температура, С
|
Относительная влажность, %
|
Скорость движения воздуха, м/с
|
|
Холодный
|
Легкая – I а
|
22…24
|
40…60
|
0, 1
|
|
|
Легкая – I б
|
21…23
|
40…60
|
0, 1
|
|
|
Средней тяжести – II а
|
18…20
|
40…60
|
0, 2
|
|
|
Средней тяжести – II б
|
17…19
|
40…60
|
0, 2
|
|
Теплый
|
Легкая – I а
|
23…25
|
40…60
|
0, 1
|
|
|
Легкая – I б
|
22…24
|
40…60
|
0, 2
|
|
|
Средней тяжести – II а
|
21…23
|
40…60
|
0, 3
|
|
|
Средней тяжести – II б
|
20…22
|
40…60
|
0, 3
|
6.2.8 Вентиляция
Задачей вентиляции является обеспечение чистоты воздуха и заданных метеорологических условий в производственных помещениях. Вентиляцией достигается удаление загрязненного или нагретого воздуха из помещения и подача в него свежего воздуха.
Проектом предусмотрено применение только механической вентиляции. Проектом предусмотрено применение общеобменной и местной вентиляции.
Проектом предусмотрена местная вытяжная вентиляция в местах сосредоточенных выбросов вредных веществ, не допуская распространение их по помещению. Такая вентиляция предусматриваются на участках отбеливания, монтировки, полировки, промывки.
Показатели условий труда сведены в таблицу 11.
6.3 Природопользование и охрана окружающей среды
В данном разделе рассмотрена оценка степени воздействия предприятия на окружающую среду, на основании технологических карт и нормативных документов.
Любые технологические процессы, неизбежно сопровождаются выбросами вредных веществ в окружающую среду. Для того, чтобы не превысить предельно допустимые концентрации вредных веществ, выбрасываемых предприятием в атмосферу, на ООО «Ювелирная компания «Драгоценности Урала» установлено газопылеочистительное оборудование, которое соответствует современным требованиям.
Технологические процессы, используемые на предприятии, исключают возможность аварийных и залповых выбросов.
Перечень загрязняющих веществ, выбрасываемых предприятием в атмосферу и их предельно допустимые концентрации по ГН 2.1.6.1338-03 [50] приведен в таблице 15.
По данным таблицы 12 выполняется расчет и определяется класс опасности предприятия.
Категорию опасности предприятия (КОП) определяют по формуле:
КОП = ( Мi / ПДКi )аi , (21)
где: Мi – количество выбрасываемого вредного вещества в атмосферу, т/год;
ПДКi – предельно допустимая концентрация вредного вещества, мг/м;
аi – относительный коэффициент опасности.
Таблица 12 - Перечень загрязняющих веществ, выбрасываемых в атмосферу
|
Наименование вредного вещества
|
ПДК вредного вещества, мг/м
|
Класс опасности вредного вещества
|
Величина выброса вредного вещества, т/год
|
|
Меди оксид
|
0,002
|
2
|
0,00001
|
|
Никеля оксид
|
0,001
|
2
|
0,000002
|
|
Цинка оксид
|
0,05
|
3
|
0,0001
|
|
Хром шестивалентный
|
0,0015
|
1
|
0,00453
|
|
Азота диоксид
|
0,085
|
2
|
0,00361
|
|
Кислота борная
|
0,02
|
3
|
0,187
|
|
Гидрохлорид
|
0,2
|
2
|
0,00576
|
|
Озон
|
0,16
|
1
|
0,00004
|
|
Сажа
|
0,15
|
3
|
0,0003
|
|
Серы диоксид
|
0,5
|
3
|
0,00059
|
|
Углерода оксид
|
5,0
|
4
|
0,3287
|
|
Бензин нефтяной
|
5
|
4
|
0,03455
|
|
Масло минеральное
|
0,33
|
3
|
0,0003
|
|
Пыль с содержанием SiO2 > 70%
|
0,15
|
3
|
0,00005
|
|
Пыль с содержанием SiO2 > 20%
|
0,5
|
3
|
0,0008
|
По формуле (21) рассчитываем категорию опасности предприятия:
КОП = (0,00001/0,002)1,3 (0,000002/0,001)1,3 (0,0001/0,05)1,0 (0,00453/0,0015)1,7 (0,00361/0,085)1,3 (0,187/0,02)1,0 (0,00576/0,2)1,3 (0,00004/0,16)1,7 (0,0003/0,15)1,0 (0,00059/0,5)1,0 (0,3287/5,0)0,9 (0,03455/5)0,9 (0,0003/0,33)1,0 (0,00005/0,15)1,0 (0,0008/0,5)1,0 = 16, 033
Так как значение КОП = 16, 033 < 10, следовательно, предприятие относится к четвертой категории опасности.
Перечень основных разделов и подразделов, входящих в состав проекта нормативов ПДВ:
- параметры выбросов загрязняющих веществ;
- расчеты и анализ уровня загрязнения атмосферы;
- предложения по нормативам ПДВ.
6.4 Чрезвычайные ситуации
Чрезвычайными ситуациями называют обстоятельства, возникающие в результате природных стихийных бедствий, аварий и катастроф техногенного и экологического происхождения, социального и политического характера, вызывающие резкое отклонение от нормы жизнедеятельности людей, экономики, социальной сферы или природной сферы.
Урал является зоной неопределенной сейсмической опасности, зоной аномальных температур и аномальных осадков, в связи с этим в любое время возможны разрушения зданий, нарушение коммуникаций.
В производстве наиболее вероятны следующие чрезвычайные ситуации:
- взрывы топливно-воздушных смесей;
- пожары;
- обрушения зданий;
- аварии на системах жизнеобеспечения.
Пожар чаще всего может произойти на плавильно – литейном участке, где используются прокалочные и плавильные печи, литейные машины. Пожар может произойти из-за разбрызгивания металла или замыкания в электросети.
Предотвратить пожар можно, если проводить своевременный ремонт и осмотр технологического оборудования. Для предупреждений происшествий на предприятии устанавливается дежурство. Дежурный по предприятию подчиняется директору предприятия, а в его отсутствие лицу, замещающему его по вопросам ГО, начальнику штаба ГО.
При получении сигналов ГО, распоряжений, телефонограмм от органов местной власти или дежурного по штабу ГО района дежурный должен записать все сигналы в журнал «Учета сигналов и распоряжений», доложить генеральному директору или лицу, заменяющему его, начальнику штаба ГО и выполнить их указания.
В случае пожара:
- дежурный должен вызвать пожарную охрану по телефону 01, доложить генеральному директору или его заместителю и оповестить рабочих и служащих;
- бригадиры каждого цеха должны вывести свои бригады в безопасное место, используя при этом план эвакуации;
- бригадир назначает главного бригады, который несет ответственность за драгоценный металл и драгоценные камни. Он выходит из цеха последним и, выходя из помещения должен плотно закрыть дверь;
- рабочие и служащие стараются ликвидировать пожар всеми имеющимися подручными средствами;
- при наличии пострадавших дежурный вызывает скорую медицинскую помощь.
6.5 Вывод
Разработанный технологический процесс, технологические операции, представленные в данной работе, оборудование, используемое в технологической цепочке, обеспечивают достаточную безопасность занятых в производственном цикле людей, а также минимальное (в пределах ПДВ) воздействие на окружающую среду.
Заключение
Результаты работы:
- разработан художественный образ изделия и предложены дополнительные варианты гарнитура по проектируемой технологии;
- произведен обзор литературных источников, касающихся современного состояния рассматриваемых вопросов, сделано описание возможностей получения заготовок для изготовления ювелирных изделий методом литья по выплавляемым моделям, обработки металлов давлением, различных видов финишной обработки, способов закрепки вставок;
- разработанная технологическая схема изготовления женского гарнитура из золотого сплава марки ЗлСрМ 585-80 с драгоценными вставками внедрена в производство этого гарнитура на предприятии ООО «Ювелирная компания «Драгоценности Урала»;
- представлено технико-экономическое обоснование разработки с учетом затрат на производство проектируемого изделия, цена предприятия гарнитура ЦП = 29 320 руб;
- разработанный технологический процесс, технологические операции, представленные в данной работе, оборудование, используемое в технологической цепочке, обеспечивают достаточную безопасность занятых в производственном цикле людей, а также минимальное (в пределах ПДВ) воздействие на окружающую среду.
Библиографический список
- ГОСТ 30649-99. Сплавы на основе благородных металлов. Ювелирные. Марки. – Взамен ГОСТ Р 51152 – 98; введен 01.07.2000. – М.: Изд. Стандартов, 2000. – 12 с.
- Фачченда В. Литье по выплавляемым моделям. Справочник / Валерио Фачченда; Пер. с англ. – Омск: Издательский Дом «Дедал-Пресс», 2005. – 104 с., с ил.
- Технология ювелирного производства/С.А. Селиванкин, И.И. Власов, М.К. Никитин и др. – Л: Машиностроение. Ленингр. отд-ние, 1978.- 320 с.
- Интернет-сайт: www.jewellnet.ru
- Марченков В.И. Ювелирное дело: Практ. пособие. 3-е изд., перераб. и доп. – М.: Высш. шк., 1992. – 256 с.: ил.
- Отт Д. Справочник по дефектам литья и иным порокам ювелирных изделий из золота / Дитер Отт; Пер. с англ. – Омск: Издательский Дом «Дедал-Пресс», 2004. – 92 с., с ил.
- Бреполь Э. Теория и практика ювелирного дела: Пер. С нем. / Под ред. Л.А. Гутова и Г.Т. Оболдуева. – 4-е изд., стереотипии. – Л.: Машиностроение, Ленингр. Отд-ние, 1982. – 384 с. ил
- Постановление Правительства РФ «О порядке опробования и клеймения изделий из драгоценных металлов», от 18 июня 1999 г. № 643, г. Москва
- ГОСТ 4199-76. Реактивы. Натрий тетраборнокислый 10-водный. Технические условия. – Взамен ГОСТ 4199-66 введен 01.01.78. – М.: Изд. Стандартов, 1976 – 5 с.
- Новиков В.П., Павлов B.C. Ручное изготовление ювелирных украшений. -Л.: Политехника, 1991. – 208 с.
- ТУ 6-09-30-76 с изм. Клей цакрин ЭО. Технические условия. М.: Изд. стандартов,1976.
- ТУ 6-18-36-85 Паста ГОИ №3. Технические условия. - М.: Изд. стандартов, 1985. - 2 с.
- Золото. Малышев В.М., Румянцев Д.В. - М.: Металлургия, 1979. -288 с.
- ГОСТ 6835-80. Золото и золотые сплавы; введен 01.01.80. М.: Изд. стандартов, 1980. 10 с.
- Эллуэл Д. Искусственные драгоценные камни: Пер. с. англ. / Предисл. Л.Я. Некрасова. – 2-е изд. – М.: Мир, 1986. – 160 с., ил.
- Джаспер Стоун. Всё о драгоценных камнях. – СПб.: ООО «СЭКЭО «Кристалл», 2005. – 176 с., ил.
- ГОСТ 492-73. Никель, сплавы никелевые и медно-никелевые, обрабатываемые давлением. Марки. – введен 01.01. 1975 взамен ГОСТ 492-52. – Издательство стандартов – М. – 1973.
- Водородная горелка «Лига -02». Инструкция по применению. 1995. 5 с.
- ГОСТ 19738-74. Припои серебряные. Марки. – Взамен ГОСТ 8190-56 введен 01.01.75. – М.: Изд. Стандартов, 1975. – 8 с.
- Каталог продукции, реализуемой фирмой «Рута», 2007. – 202 с.
- Техническая документация фирмы Arno Lindner. Электрический вулканизационный пресс VP 1A. 1992.- 10 с.
- Воски инжекционные. Проспект фирмы Рута, 2005. – 4 с.
- Инжектор восковой Masterwax 30. Паспорт, 2002. – 18 с.
- Микропаяльник PROXXON EL12. Инструкция по эксплуатации, 2003. – 8 с.
- Массы ювелирные формовочные. Проспект фирмы Рута.
- Вибровакуумный смеситель St. Louis. Технический паспорт. Италия. 2000. - 5 с.
- Прокалочная муфельная KERR K14-3. Паспорт, 2002. – 24 с.
- Интернет-сайт: www.legor.com
- Процесс литья по выплавляемым моделям. Расчет шихты. Технологическая инструкция. Екатеринбург. ОАО «Русские самоцветы». 1987. – 3 с.
- Интернет-сайт: http://www.indutherm.ru/linkpics/20s.pdf
- Водоструйная кабина высокого давления для промывки опок от формовочной смеси Idroget 90. Техническая документация. ARDOS, 2005.
- Инструкция по эксплуатации печи «СЭВ II». 1989.-5 с.
- ТУ 48-1-44-89 Припои на основе золота, серебра, платины и палладия Технические условия. - М.: Изд. стандартов, 1989.
- Руководство по установке, эксплуатации и обслуживанию полировального станка «Angel-85».2000.-15 с.
- Мойка ультразвуковая Transsonic. Руководство по эксплуатации, 1997. – 9 с.
- Адрес сайта: http://dragkamni.org/?Fianit.
- ОСТ 117 – 3 – 002 – 95. Требования к качеству ювелирных изделий. Введен 01.01.96. М.: Издательство стандартов. 1995. 24 с.
- СП 2.2.1.1312-03. Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий; введен 25.06.03. – 19 с.
- ГОСТ 12.1.030-81. ССБТ. Электробезопасность, защитное заземление, зануление; введен 01.07.82 - М.: Изд. стандартов, 1984 - 7 с.
- Безопасность труда в строительстве. Инженерные расчеты по дисциплине «Безопасность жизнедеятельности». Под ред. Д. В. Коптелова. М.: Изд. Ассоциации строительных вузов, 2003. – 352 с.
- НПБ 105-03. Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности - взамен НБП 105-95; введен 01.01.03- СПб.: Мзд. ДЕАН, 2004 - 48 с.
- СНиП 21-01-97. Пожарная безопасность зданий и сооружений - взамен СНиП 2.01.01-85; введен 01.01.98 -М.: Изд. стандартов, 1997 - 14 с.
- ГОСТ Р 51047 – 2001. Техника пожарная. Огнетушители переносные. Общие технические требования. Методы испытаний.- взамен ГОСТ Р 51057 – 97; введен 25.10. 2001.- М.: Изд. стандартов, 2001 – 18 с.
- СанПиН 2.2.4/2.18562-96. Шум на рабочих местах в помещениях жилых и общественных зданий и на территории жилой застройки.
- ГОСТ 12.1.012-90. Система стандартов безопасности труда. Вибрационная безопасность - взамен ГОСТ 12.1.012-78; введен 01.07.91 - М.: Изд. стандартов, 1990 - 46 с.
- ГОСТ 12.4.011-89. Средства защиты работающих - взамен ГОСТ 12.4.011-87; введен 01.07.90 - М.: Изд. стандартов, 1990 - 9 с.
- ОСТ 12.1.005-88. Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны - взамен ГОСТ 12.1.005-76; введен 01.01.89 -М.: Изд. стандартов, 2001 - 48 с.
- СНиП 23-05-95. Естественное и искусственное освещение; введен 01.01.96 -М.: Госстрой России, ГУП ЦПП, 1995 - 35 с.
- ГОСТ 12.1.005-88. Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны - взамен ГОСТ 12.1.005-76; введен 01.01.89 -М.: Изд. стандартов, 2001 - 48 с.
- ГН 2.1.6.1338-03. Предельно-допустимые концентрации загрязняющих веществ в атмосферном воздухе населенных мест: гигиенические нормативы; взамен 01.01.98 - М.: Российский регистр потенциально-опасных химических и биологических веществ Минздрава России, 2003 - 69 с.

Разработка дизайна и технологии изготовления женского гарнитура из золотого сплава с драгоценными камнями