НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночные соединения (рис.1) предназначены для передачи крутящего момента. Их принимают, главным образом, в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных соединениях (шестерни-маховики, шкивы кузнечно-прессовых машин), во всех ответственных неподвижных конических соединениях, при единичном и мелкосерийном производстве изделий.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные.
Форма и размеры сечений шпонок и пазов стандартизированы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединяемых деталей.
Призматические шпонки дают возможность получать как подвижные соединения (при использовании направляющих шпонок с креплением на вал ГОСТ 8790-79), так и неподвижные соединения (ГОСТ 23360-78). Соединения с сегментной шпонкой (ГОСТ 24071-80) и клиновой (ГОСТ 24068-80) служат для образования только неподвижных соединений.
В таблице 1 приведены размеры элементов призматических шпонок и шпоночных пазов (рис.2).
Таблица 1
Размеры призматических шпонок и шпоночных пазов
|
d |
b |
h |
t1 |
t2 |
l |
|
от 6 до 8 |
2 |
2 |
1,2 |
1,0 |
6…20 |
|
Св.8 до 10 |
3 |
3 |
1,8 |
1,4 |
6…36 |
|
Св. 10 до 12 |
4 |
4 |
2,5 |
1,8 |
8…45 |
|
Св. 12 до 17 |
5 |
5 |
3,0 |
2,3 |
10…56 |
|
Св. 17 до 22 |
6 |
6 |
3,5 |
2,8 |
14…70 |
|
Св. 22 до 30 |
7 |
7 |
4,0 |
3,3 |
16…63 |
|
Св. 22 до 30 |
8 |
7 |
4,0 |
3,3 |
18…90 |
Длины шпонок 1 выбирают из ряда 5, 8, 10, 12, 14, 16, 18, 20, 25, 28, 32, 40, 45, 50, 56, 63, 70, 80, 90 и далее до 500.
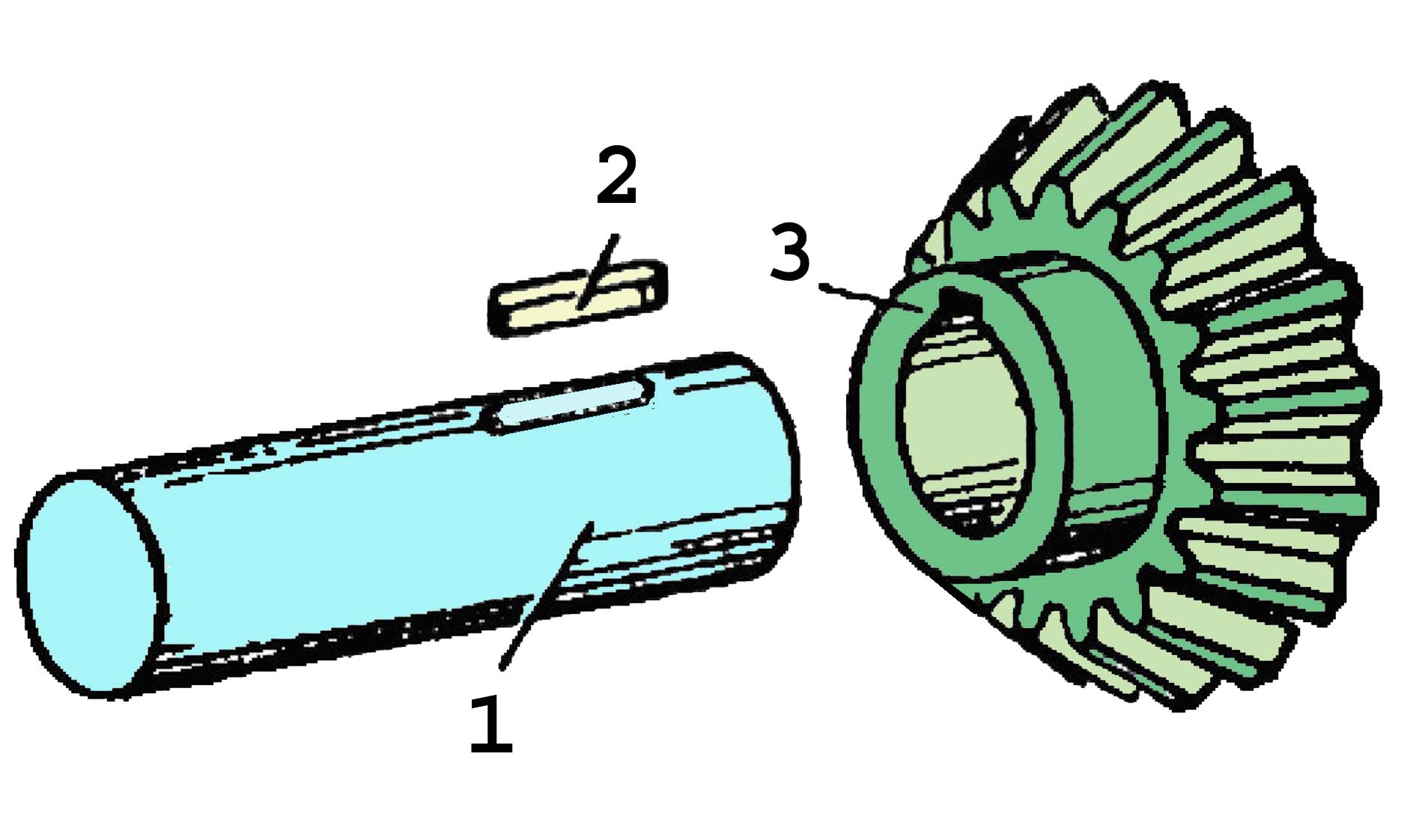
Особенностью шпоночных сопряжений является использование при их организации трех деталей (рис 1,2): шпоночного вала 1, шпонки 2 и шпоночной втулки 3 с образованием двух посадок в системе вала вал – шпонка и втулка – шпонка (рис 3).
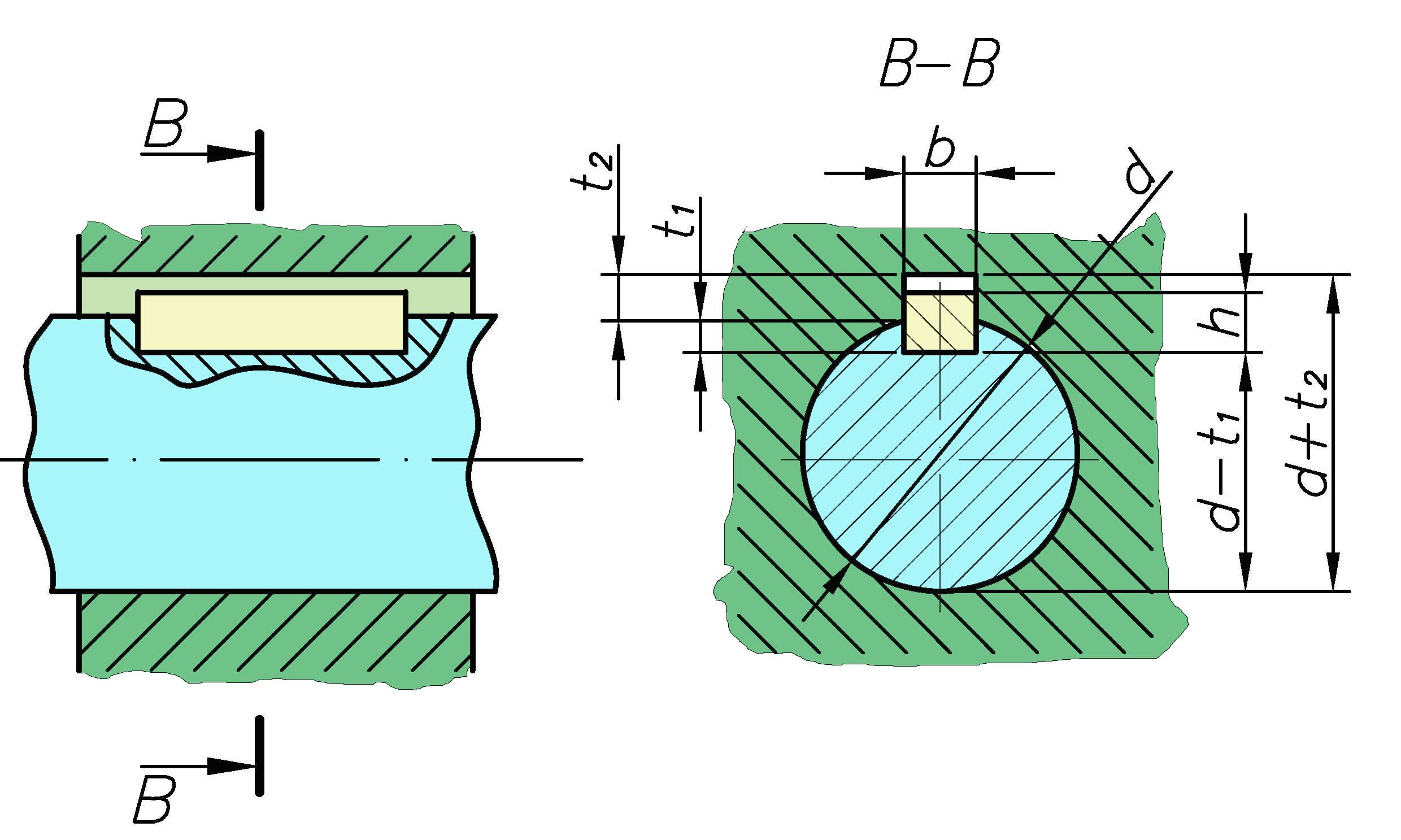
Рис.2. Размеры элементов шпоночного соединения
Сопряжение шпоночного вала и шпоночной втулки является сопряжением двух «гладких» цилиндрических деталей и не относится к шпоночному сопряжению. Однако правильное назначение посадки для этого соединения существенно влияет на условия работы шпоночного сопряжения. Рекомендуемые поля допусков для соединений вал – втулка приведены в таблице 2.
Таблица 2
Рекомендуемые поля допусков для соединения вал – втулка
|
Условия работы пары вал - втулка |
Характер сопряжения |
Рекомендуемые поля допусков |
|
|
отверстия |
вала |
||
|
Возможность осевого перемещения втулки по валу |
С зазором |
Н6 |
h6 |
|
Р7 |
h7, g6, f6 |
||
|
Обеспечение высокой точности центрирования, минимальное радиальное биение |
Переходные |
H6 |
js6, k6, m6, n6 |
|
Наличие больших динамических нагрузок, возможность реверсного движения |
С натягом |
H6 |
s7 |
|
H7 |
s8 |
Работоспособность шпоночных соединений определяется в основном точностью посадок по ширине шпонки b. Поэтому размер b является сопрягаемым. Остальные размеры задаются так, чтобы максимально облегчить процесс сборки при сохранении необходимой надежности соединения. Допуски других элементов в шпоночных соединениях приведены в таблицах 3 и 4.
Таблица 3
|
№ п/п |
Наименование элемента детали шпоночного сопряжения |
Условное обозначение |
Поле допуска |
|
1 |
Высота шпонки: |
h |
|
|
до 6 мм |
h9 |
||
|
свыше 6 мм |
h11 |
||
|
2 |
Длина шпонки |
l |
h14 |
|
3 |
Длина паза на валу |
lпаз |
H15 |
|
4 |
Длина паза во втулке |
Lвт |
H15 |
|
5 |
Исполнительная глубина паза |
||
|
вала |
t1 |
H12 |
|
|
втулки |
t2 |
H12 |
|
|
6 |
Диаметр сегментой шпонки |
d |
h12 |
Таблица 4
|
Высота шпонки h, мм |
Глубина паза на валу t1, мм |
Предельные отклонения размеров, мм |
|
|
t1 или (d - t1) |
d + t2 |
||
|
От 2 до 6 |
От 1,2 до3,5 |
+0,1 или (-0,1) |
+0,1 |
|
Св. 6 до 18 |
Св. 3,5 до 11 |
+0,2 или (-0,2) |
+0,2 |
|
Св. 18 до 50 |
Св. 11 до 31 |
+0,3 или (-0,3) |
+0,3 |
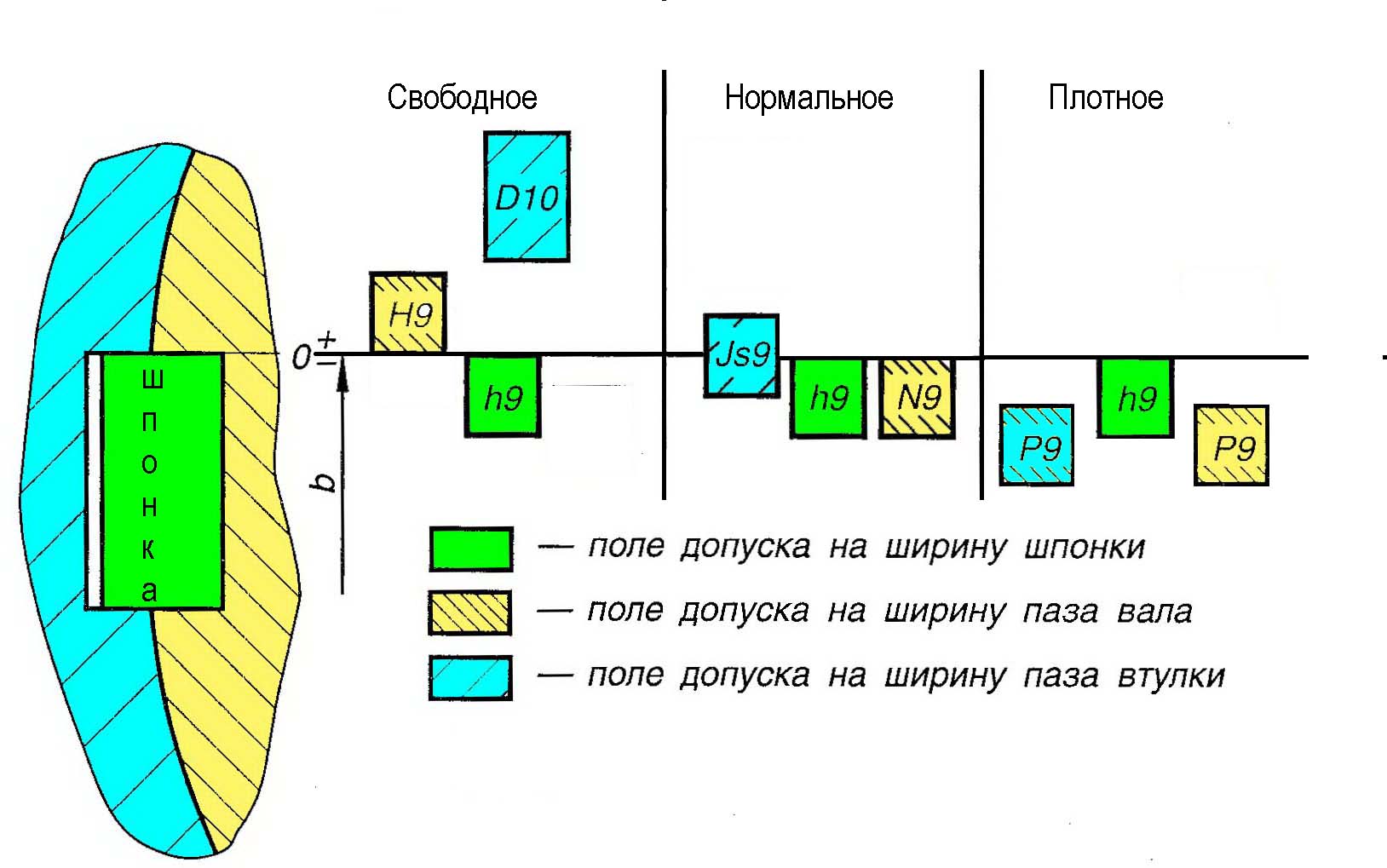
Рис.3. Схема расположения полей допусков шпоночного соединения вида с призматической шпонкой:
По сопрягаемому размеру – ширине для призматических шпонок предусмотрено три варианта соединения: свободное, нормальное и плотное (рис. 3). Для сегментных шпонок применяется главным образом нормальное и плотное соединения; для термообработанных деталей допускается использование предельных отклонений ширины вала по Н11, ширины паза втулки по D10. Остальные поля допусков для обоих типов шпонок одинаковы. Посадки выполняются в системе вала.
Наибольшее распространение в общем машиностроении имеет нормальное соединение; свободное соединение применяют главным образом для направляющих шпонок, иногда при наличии объемной термообработки; плотное соединение – в случае реверсного движения шпоночного вала.
Для обеспечения собираемости шпоночного соединения к шпоночным пазам вала и втулки предъявляются определенные требования точности их расположения. Устанавливаются допуски на параллельность шпоночного паза TPA Относительно оси детали и на его симметричность TPS. Допуск на ширину шпоночного паза: для параллельности определяется по классу относительной геометрической точности А и составляет 60% от допуска шпоночного паза, а для симметричности, принимается диаметральном выражении, зависимым и равным нулю (рис.4). Заметим, что реально допуск симметричности не будет нулевым т.к. зависимый допуск формируется из допусков элементов составляющих посадку.
Расчетные значения округляются до стандартных по ГОСТ 24643-81.
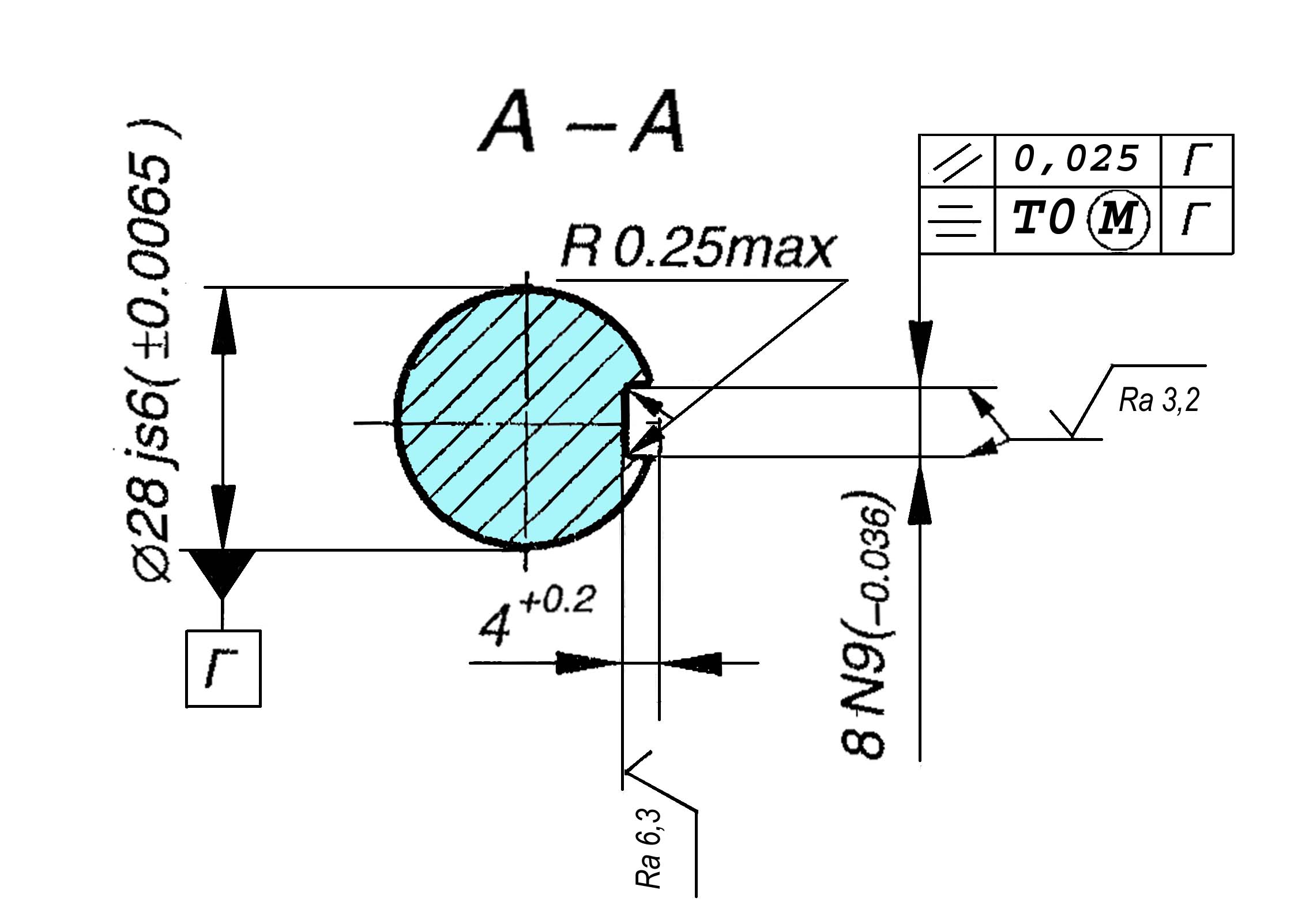
Рис.4. Вал со шпоночным пазом
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения и лежит в интервале Ra= 3,2…6,3 мкм.
Методы и средства контроля элементов деталей шпоночного соединения
Для контроля используются два метода: дифференцированный (поэлементный) и комплексный. Для реализации первого метода универсальные средства измерения. Выбор того или иного средства измерения определяется возможностью его использования с учетом конкретной конфигурации детали и обеспечения необходимой точности измерения. Этот метод целесообразно применять на стадии отладки технологического процесса или при анализе деталей, он требует больших затрат времени и квалификации персонала.
Комплексный контроль стандартизованных шпоночных пазов осуществляют калибрами (рис. 5). Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны (5, а).
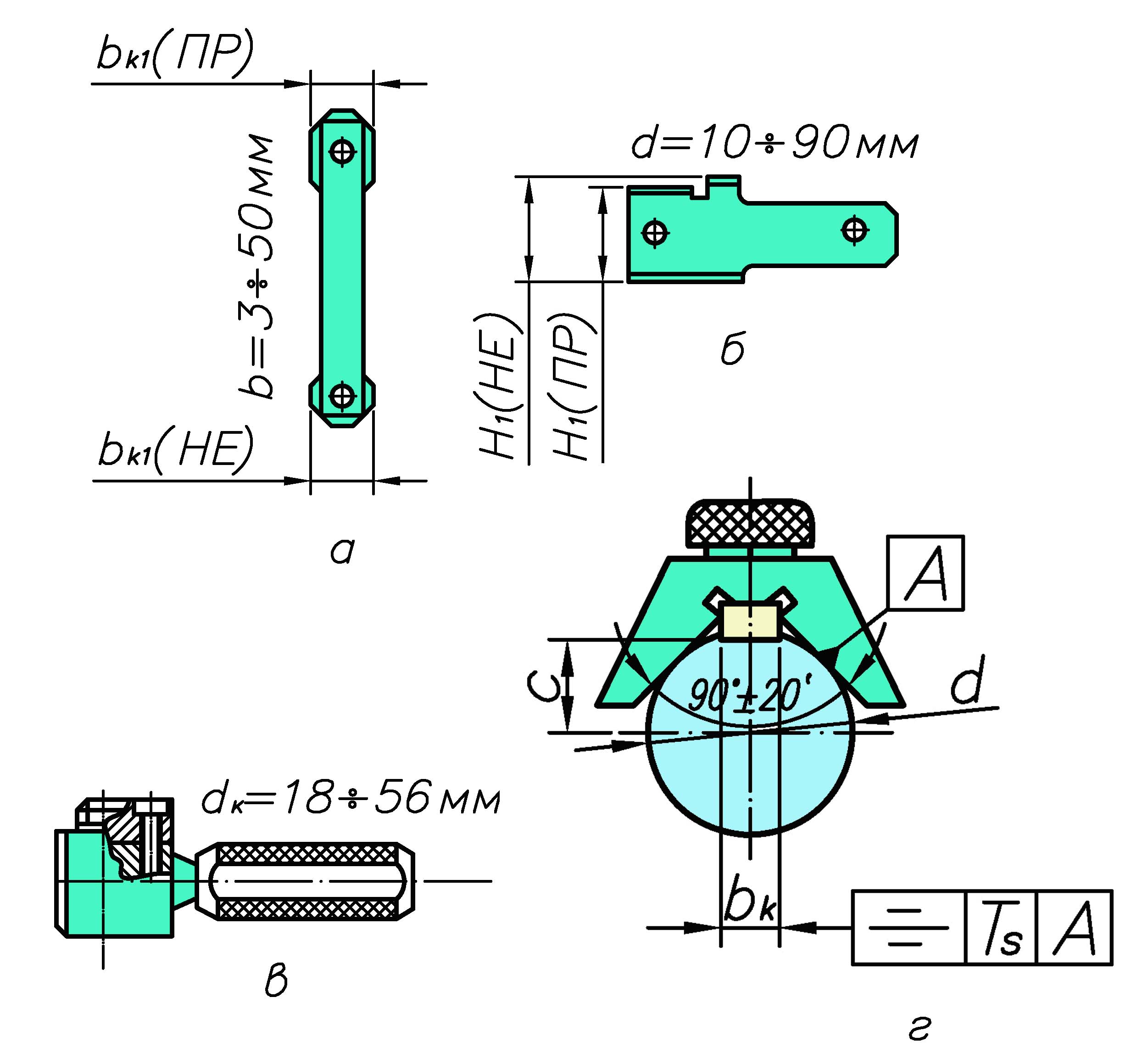
Размер от образующей цилиндрической поверхности втулки до паза дна (+t2) контролируют пробкой со ступенчатым выступом (5,б). Симметричность расположения паза относительно осевой плоскости проверяют у втулки пробкой со шпонкой (5,в), а у вала накладной призмой (5,г)или кольцом с контрольным стержнем.
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ

1. ВВЕДЕНИЕ.