Расчет затрат на изготовление детали «Вал» ГГ541.20.005
КУРСОВАЯ РАБОТА
Дисциплина: «Экономика отрасли»
Тема: Расчет затрат на изготовление детали «Вал» ГГ541.20.005
Содержание
С
Введение 8
1 Общая организационная часть
1.1 Расчет потребного количества оборудования 10
1.2 Коэффициент загрузки оборудования 13
1.3 Средний коэффициент загрузки 14
1.4 Графика загрузки оборудования 15
1.5 Сводная ведомость оборудования 16
2 Планировка рабочего места 18
3 Расчет численности рабочих на участке
3.1 Расчет численности основных рабочих на участке 19
3.2 Расчет численности вспомогательных рабочих на участке 20
4 Определение общей площади участка
4.1 Площадь участка 21
4.2 Общая станочная площадь 22
4.3 Площадь на проходы и проезды 22
4.4 Площадь на контрольные измерения 23
4.5 Площадь заготовительного отделения 23
4.6 Общая площадь участка 23
5 Организация технического контроля 24
6. Расчет стоимости основных и вспомогательных материалов
6.1 Стоимость основных материалов 26
6.2 Стоимость отходов 26
7 Расчет фонда заработной платы всех категорий рабочих
7.1 Расценки на все операции 27
7.2 Суммарные расценки 28
7.3 Фонд заработной платы основных рабочих 28
7.4 Фонд заработной платы вспомогательных рабочих, инженерно-технических работников, младше-обслуживающего персонала 29
7.5 Фонд заработной платы на участке 30
7.6 Сумма средней заработной платы 31
7.7 Сводная ведомость списочного состава рабочих на участке 32
8 Смета расходов на эксплуатацию и содержание оборудования
8.1 Затраты на сжатый воздух 33
8.2 Затраты на силовую электроэнергию 33
8.3 Затраты на инструмент 34
8.4 Затраты на текущий ремонт и обслуживание 35
8.5 Затраты на вспомогательные материалы 35
8.6 Затраты на воду для производственных нужд 36
8.7 Сумма амортизации оборудования 36
9 Составление общецеховых расходов
9.1 Затраты на охрану труда 38
9.2 Затраты на рационализацию и изобретательство 38
9.3 Смета цеховых расходов 39
10 Полная себестоимость
10.1 Калькуляция цеховой себестоимости 40
10.2 Цеховая себестоимость 40
10.3 Общехозяйственные расходы 41
10.4 Производственная себестоимость 41
10.5 Внепроизводственные расходы 42
10.6 Полная себестоимость 42
11 Технико-экономические показатели работы участка
11.1 Себестоимость изготовления продукции 43
11.2 Прибыль на единицу изделия 43
11.3 Оптовая цена на единицу изделия с учётом НДС 43
11.4 Технико-экономические показатели работы участка по двум вариантам 44
11.5 Годовой экономический эффект 45
11.6 Экономический эффект на материал 45
Заключение 46
Литература 47
Введение
Основой экономики является производство, т.е. создание экономического продукта. Без производства не может быть потребления. Повышение технического уровня, качества и конкуpентноспособности пpодукции, последовательная оpиентиpовка на выпуск машин, способных осуществить коренной пеpевоpот в технической базе общества, обеспечение повышения пpоизводительности тpуда, значительное увеличение эффективности пpоизводства являются основными задачами машиностроения, машиностроительного производства.
Машиностроение является ведущей отраслью всей промышленности, ее "сердцевиной". На долю машиностроительного комплекса приходится почти 30 % от общего объема промышленной продукции. В нашей стране эта отрасль развита недостаточно. В Японии, Германии, США удельный вес машиностроения в промышленной структуре составляет от 40 до 50%.
Возрождение машиностроительной отрасли России в перспективе способно снять экономику нашей страны с «сырьевой иглы».
Другая проблема связана с низкой рентабельностью производства и продукции в машиностроении. Низкая рентабельность и убыточность предприятий отрасли существенно снижают возможности привлечения инвестиций, необходимых для технического перевооружения. Одним из главных факторов снижения рентабельности в машиностроении является опережающий рост цен в топливных отраслях и черной металлургии по сравнению с машиностроением (в некоторых отраслях машиностроения доля затрат на металлы в себестоимости продукции превышает 60 %).
Низкая рентабельность производства на машиностроительных предприятиях во многом обусловлена недогрузкой производственных мощностей.
Экономика машиностроения ставит перед собой цель по достижению максимально возможной в конкретных рыночных условиях прибыли и обеспечения постоянства её получения.
В курсовой работе решаются такие задачи как:
1) расчет потребного количества оборудования, численности, фонда заработной платы рабочих;
2) определение общей площади участка, стоимости основных и вспомогательных материалов, общецеховых расходов, полной себестоимости продукции;
3) определение прибыли и цены на изготовление данной детали.
Цель курсовой работы: расчет затрат на изготовление детали «Вал» по двум вариантам технологического процесса механической обработки.
Расчет затрат является актуальной задачей, решение которой позволит обоснованно подходить к проблеме выбора того или иного изделия в качестве объекта производства предприятия.
1 Общая организационная часть
Данная деталь “Вал ” представляет собой тело вращения и относится к классу валов, предназначена для передачи крутящего момента от электродвигателя аппарата с перемешивающим устройством .
Деталь «Вал» изготовлена из стали 45 ГОСТ 1050-88, которая относится к качественным углеродистым сталям. Применяемая для изготовления в вагоностроении валов, шестерен, шпинделей, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность.
Тип производства - среднесерийный.
В качестве варианта получения детали - круглый сортовой прокат.
1.1 Расчёт потребного количества оборудования
1. Штучное время для каждой операции двух вариантов:
Вариант 1
Операция 005 = 0,86 мин
Операция 010 = 0,86 мин
Операция 015 = 15,12 мин
Операция 020 = 7,29 мин
Операция 025 = 0,26 мин
Операция 030 = 2,7 мин
Операция 035 = 1,7 мин
Операция 040 = 7,15 мин
Операция 045 = 2,76 мин
Вариант 2
Операция 005 = 0,86 мин
Операция 010 = 0,86 мин
Операция 015 = 15,12 мин
Операция 020 = 7,29 мин
Операция 025 = 0,1 мин
Операция 030 = 2,7 мин
Операция 035 = 1,7 мин
Операция 040 = 7,15 мин
Операция 045 = 2,76 мин
Расчёт потребного количества оборудования определяется по формуле
(1)
где Тшт – штучное время на операцию, мин;
N – годовая программа, шт.;
Д – дозагрузка, шт.;
Fд – действительный фонд рабочего времени, ч.
Дозагрузка определяется по формуле (2)
Д=Smin·Рд· Nдет ·n, (2)
где Smin - минимальное число станков, шт.;
Рд – количество рабочих дней в году, дн.;
Nдет – количество деталей в смену, шт.;
n – количество смен.
Количество деталей в смену определяется по формуле (3)
Nдет =, (3)
где Tшт – сумма штучного времени, мин.
Вариант 1
Nдет ==13 шт.
Д=15·248·13·2=96720 шт.
Вариант 2
Nдет ==13 шт.
Д2=15·248·13·2=96720 шт.
Вариант 1
Операция 005 Ср==0.36 - принимаю 1 станок
Операция 010 Ср==0.36 - принимаю 1 станок
Операция 015 Ср==6,5 - принимаю 7 станков
Операция 020 Ср==3,11 - принимаю 4 станка
Операция 025 Ср==0,1 - принимаю 1 станок
Операция 030 Ср==1,15 - принимаю 2 станка
Операция 035 Ср==0,73 - принимаю 1 станок
Операция 040 Ср==3 - принимаю 3 станка
Операция 045 Ср==1,18 - принимаю 2 станка
Вариант 2
Операция 005 Ср==0.36 - принимаю 1 станок
Операция 010 Ср==0.36 - принимаю 1 станок
Операция 015 Ср==6,5 - принимаю 7 станков
Операция 020 Ср==3,11 - принимаю 4 станка
Операция 025 Ср==0,04 - принимаю 1 станок
Операция 030 Ср==1,15 - принимаю 2 станка
Операция 035 Ср==0,73 - принимаю 1 станок
Операция 040 Ср==3 - принимаю 3 станка
Операция 045 Ср==1,18 - принимаю 2 станка
1.2 Коэффициент загрузки оборудования
(4)
где Срасч. – рассчитанное количество станков, шт;
Сприн. – принятое количество станков, шт.
Вариант 1
Операция 005 Кзо=0,36/1·100%=36%
Операция 010 Кзо=0,36/1·100%=36%
Операция 015 Кзо=6,5/7·100%=92,8%
Операция 020 Кзо=3,11/4·100%=78%
Операция 025 Кзо=0,1/1·100%=10%
Операция 030 Кзо=1,15/2·100%=58%
Операция 035 Кзо=0,73/1·100%=73%
Операция 040 Кзо=3/3·100%=100%
Операция 045 Кзо=1,18/2·100%=59%
Вариант 2
Операция 005 Кзо=0,36/1·100%=36%
Операция 010 Кзо=0,36/1·100%=36%
Операция 015 Кзо=6,5/7·100%=92,8%
Операция 020 Кзо=3,11/4·100%=78%
Операция 025 Кзо=0,04/1·100%=4%
Операция 030 Кзо=1,15/2·100%=58%
Операция 035 Кзо=0,73/1·100%=73%
Операция 040 Кзо=3/3·100%=100%
Операция 045 Кзо=1,18/2·100%=59%
1.3 Средний коэффициент загрузки
(5)
где - общее количество рассчитанного оборудования, шт;
- принятое количество оборудования, шт.
Вариант 1
Кср.зо=·100=74.9
Вариант 2
Кср.зо=·100=74.6
1.4 Графика загрузки оборудования
Вариант 1
Кз.о.%
Кср.з.о=74,9
005 010 015 020 025 030 035 040 045 №операции
Рисунок 1-график загрузки оборудования для Варианта 1
Вариант 2
Кз.о.%
Кср.з.о=74,6
005 010 015 020 025 030 035 040 045 №операции
Рисунок 2-график загрузки оборудования для Варианта 2
1.5 Сводная ведомость оборудования
Таблица 1 – Сводная ведомость оборудования варианта 1
|
Станки
|
Модель
|
Кол-во, шт
|
Разме-
ры, мм
|
Мощность двигателя, кВт
|
Цена станка, руб.
|
Общие затраты с монтажом, руб.
|
|
|
|
|
|
1 станка
|
всех станков
|
|
1 станка
|
всех станков
|
|
Токарно-винторезный
|
1А616
|
1
|
l = 2225
b = 1275
h = 1220
|
4,5
|
4,5
|
500000
|
575000
|
575000
|
|
Токарно-винторезный
|
1А616
|
1
|
l =2225
b = 1275
h = 1220
|
4,5
|
4,5
|
500000
|
575000
|
575000
|
|
Токарный с ЧПУ
|
16К20Т1
|
7
|
l = 3700
b = 1776
h = 1700
|
11
|
77
|
890000
|
1023500
|
7164500
|
|
Токарный с ЧПУ
|
16К20Т1
|
4
|
l = 3700
b = 1776
h = 1700
|
11
|
44
|
890000
|
1023500
|
409400
|
|
Вертикально-
сверлильный
|
2А554
|
1
|
l = 2665
b =1030
h = 3430
|
5,5
|
5,5
|
500000
|
575000
|
575000
|
|
Вертикально - фрезерный
|
6Т104
|
2
|
l = 1250
b =1205
h = 1630
|
2,2
|
4,4
|
200000
|
230000
|
460000
|
|
Вертикально - фрезерный
|
6Т104
|
1
|
l = 1250
b =1205
h = 1630
|
2,2
|
2,2
|
200000
|
230000
|
230000
|
|
Круглошли-фовальный
|
3М151
|
3
|
l =4635
b =2450
h =2170
|
10
|
30
|
300000
|
345000
|
1035000
|
|
Круглошли-фовальный
|
3М151
|
2
|
l =4635
b =2450
h =2170
|
10
|
20
|
300000
|
345000
|
690000
|
Таблица 2 – Сводная ведомость оборудования варианта 2
|
Станки
|
Модель
|
Кол-во, шт
|
Разме-
ры, мм
|
Мощность двигателя, кВт
|
Цена станка, руб.
|
Общие затраты с монтажом, руб.
|
|
|
|
|
|
1 станка
|
всех станков
|
|
1 станка
|
всех станков
|
|
Токарно-винторезный
|
1А616
|
1
|
l = 2225
b = 1275
h = 1220
|
4,5
|
4,5
|
50000
|
575000
|
575000
|
|
Токарно-винторезный
|
16К20Т1
|
1
|
l = 2225
b = 1275
h = 1220
|
4,5
|
4,5
|
50000
|
575000
|
575000
|
|
Токарный с ЧПУ
|
16К20Т1
|
7
|
l = 3700
b = 1776
h = 1700
|
11
|
77
|
370000
|
1023500
|
7164500
|
|
Токарный с ЧПУ
|
16К20Т1
|
4
|
l = 3700
b = 1776
h = 1700
|
11
|
44
|
370000
|
1023500
|
409400
|
|
Сверлильный с ЧПУ
|
2550Ф2
|
1
|
l = 4400 b =3400
h = 4220
|
4
|
4
|
1200000
|
1380000
|
1380000
|
|
Вертикально - фрезерный
|
6Т104
|
2
|
l = 1250
b =1205
h = 1630
|
2,2
|
4,4
|
200000
|
230000
|
460000
|
|
Вертикально - фрезерный
|
6Т104
|
1
|
l = 1250
b =1205
h = 1630
|
2,2
|
2,2
|
200000
|
230000
|
230000
|
|
Круглошли-фовальный
|
3М151
|
3
|
l =4635
b =2450
h =2170
|
10
|
30
|
300000
|
345000
|
1035000
|
|
Круглошли-фовальный
|
3М151
|
2
|
l =4635
b =2450
h =2170
|
10
|
20
|
300000
|
345000
|
690000
|
2 Планировка рабочего места
Рабочее место – это участок, оснащённый оборудованием и другими средствами труда соответствующими характеру работ выполняемых на этом рабочем месте. Удобства при работе зависят не только от рациональности конструкции оснащения, но и от планировки рабочего места.
Планировка должна соответствовать следующим требованиям:
1) предусматривать правильное размещение органов управления станком;
2) создавать наиболее короткий маршрут рабочего в процессе обслуживания станков;
3) оснащать рабочего приспособлениями и устройствами обеспечивающими работу.
Цель планировки: наиболее эффективное использование рабочей площади оборудования рабочего места и создание наиболее удобных
условий для работы:
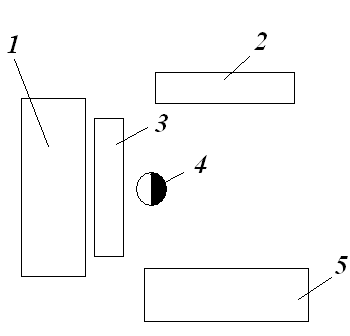
Рисунок 2 – Рабочее место
где 1 – станок;
2 - стеллаж для заготовок и готовых изделий;
3 - решетка под ноги рабочему;
4 – рабочий;
5 - инструментальный шкаф.
3 Расчёт численности рабочих на участке
3.1 Расчёт численности основных рабочих на участке Определяю численность основных рабочих на участке по формуле (6)
, [1, с. 110] (6)
где tшк – штучно-калькуляционное время на операцию, мин;
Fд – эффективный годовой фонд рабочего времени, ч;
N – годовой объём выпуска деталей, шт.
n – количество смен.
Вариант 1.
Операция 005 Рст= - принимаю 2 чел.
Операция 010 Рст= - принимаю 2 чел.
Операция 015 Рст= - принимаю 14 чел.
Операция 040 Рст= - принимаю 8 чел.
Операция 025 Рст= - принимаю 2 чел.
Операция 030 Рст= - принимаю 4 чел.
Операция 035 Рст= - принимаю 2 чел.
Операция 040 Рст= - принимаю 6 чел.
Операция 045 Рст= - принимаю 4 чел.
Вариант 2.
Операция 005 Рст= - принимаю 2 чел.
Операция 010 Рст= - принимаю 2 чел.
Операция 015 Рст= - принимаю 14 чел.
Операция 040 Рст= - принимаю 8 чел.
Операция 025 Рст= - принимаю 2 чел.
Операция 030 Рст= - принимаю 4 чел.
Операция 035 Рст= - принимаю 2 чел.
Операция 040 Рст= - принимаю 6 чел.
Операция 045 Рст= - принимаю 4 чел.
3.2 Расчёт численности вспомогательных рабочих на участке
Определяю численность вспомогательных рабочих по формулам (7,8,9) [1, с. 110]
(7)
(8)
(9)
где - сумма основных рабочих, чел.
Вариант 1
Рвсп=44·15%=6,6 принимаю 7 чел.
Ритр=(44+7)·10%=5,1 принимаю 6 чел.
Рмоп=(44+7)·2%=1,02 принимаю 2 чел.
Вариант 2
Рвсп=44·15%=6,6 принимаю 7 чел.
Ритр=(44+7)·10%=5,1 принимаю 6 чел.
Рмоп=(44+7)·2%=1,02 принимаю 2 чел.
4 Определение общей площади участка
4.1 Площадь участка
Определяю площадь участка [1, с.170] по формуле (10)
, (10)
где l – длина станка, мм;
h – ширина станка, мм;
n – количество станков, шт.
Вариант 1
Операция 005 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 010 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 015 S=3700·1700·7=44030000 мм2=44,03 м2
Операция 040 S=3700·1700·4=25160000 мм2=25,16 м2
Операция 025 S=2665·3430·1=9140950 мм2=9,14 м2
Операция 030 S=1250·1630·2=4075000 мм2=4,07 м2
Операция 035 S=1250·1630·1=2037500 мм2=2,03 м2
Операция 040 S=4635·2170·3=30173850 мм2=30,2 м2
Операция 045 S=4635·2170·1=20115900 мм2=20,11 м2
Вариант 2
Операция 005 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 010 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 015 S=3700·1700·7=44030000 мм2=44,03 м2
Операция 040 S=3700·1700·4=25160000 мм2=25,16 м2
Операция 025 S=4400·4220·1=18568000 мм2=18,56 м2
Операция 030 S=1250·1630·2=4075000 мм2=4,07 м2
Операция 035 S=1250·1630·1=2037500 мм2=2,03 м2
Операция 040 S=4635·2170·3=30173850 мм2=30,2 м2
Операция 045 S=4635·2170·1=20115900 мм2=20,11 м2
4.2 Общая станочная площадь
Вариант 1
Sобщ.=2,71+2,71+44,03+25,16+9,14+4,07+2,03+30,2+20,11=140,16 м2
Вариант 2
Sобщ.=2,71+2,71+44,03+25,16+18,56+4,07+2,03+30,2+20,11=149,5 м2
4.3 Площадь на проходы и проезды
Определяю площадь на проходы и проезды [1, с. 105 ] по формуле (11)
Вариант 1
Вариант 2
4.4 Площадь на контрольные измерения
Определяю площадь на контрольные измерения [1, с. 103 ] по
формуле (12)
(12)
Вариант 1
Вариант 2
4.5 Площадь заготовительного отделения [1, с.101]
4.6 Общая площадь участка
Определяю общую площадь участка [1. с. 101] по формуле (13)
(13)
Вариант 1
Вариант 2
5 Организация технического контроля
Система контроля качества продукции представляет собой совокупность взаимосвязанных объектов и субъектов контроля, используемых видов, методов и средств оценки качества изделий и профилактики брака на различных этапах жизненного цикла продукции и уровнях управления качеством. Эффективная система контроля позволяет в большинстве случаев осуществлять своевременное и целенаправленное воздействие на уровень качества выпускаемой продукции, предупреждать всевозможные недостатки и сбои в работе, обеспечивать их оперативное выявление и ликвидацию с наименьшими затратами ресурсов. Положительные результаты действенного контроля качества можно выделить и в большинстве случаев определить количественно на стадиях разработки, производства, обращения, эксплуатации (потребления) и восстановления (ремонта) продукции.
В рыночных условиях хозяйствования существенно возрастает роль служб контроля качества продукции предприятий в обеспечении профилактики брака в производстве, усиливается их ответственность за достоверность и объективность результатов осуществляемых проверок, недопущение поставки потребителям продукции низкого качества.
Организация и проведение технического контроля качества – одни из составных элементов системы управления качеством на стадиях производства и реализации продукции.
ГОСТ 16504-81 «Испытания и контроль качества продукции» определяет технический контроль как проверку соответствия объекта установленным техническим требованиям. В машиностроении он представляет собой совокупность контрольных операций, выполняемых на всех стадиях производства: от контроля качества поступающих на предприятие материалов, полуфабрикатов, комплектующих приборов и изделий до выпуска готовой продукции.
Сущность всякого контроля сводится к осуществлению двух основных этапов:
- получение информации о фактическом состоянии некоторого объекта, о признаках и показателях его свойств. Эту информацию можно назвать первичной;
- сопоставление первичной информации с заранее установленными требованиями, нормами, критериями, т. е. обнаружение соответствия или несоответствия фактических данных требуемым (ожидаемым). Информацию о рассогласовании (расхождении) фактических и требуемых данных можно называть вторичной.
Основной задачей технического контроля на предприятии является своевременное получение полной и достоверной информации о качестве продукции, состоянии оборудования и технологического процесса с целью предупреждения неполадок и отклонений, которые могут привести к нарушениям требований стандартов и технических условий.
Для среднесерийного типа производства количество контроля составляет 5 – 7% от числа станков. Контроль осуществляется контролёрами в контрольном отделении.
Проверка детали «Вал» осуществляется измерительными приборами:
1) Штангенциркуль ШЦ – I – 300-0-0,05 ГОСТ 166-89
2) Калибр – скоба 8113-0140 ГОСТ 18362 - 73
3) Нутромер НИ 10-18-1 ГОСТ 868-82
4) Калибр-пробка 8221-3046 ГОСТ 17758-72
5) Микрометр МР 100 ГОСТ 4381-87
6 Расчёт стоимости основных и вспомогательных материалов
6.1 Стоимость основных материалов
Определяю стоимость основных материалов [1, с. 145] по
формуле (14)
(14)
где С1 – стоимость 1 кг. материала, р.;
mзаг – масса заготовки, кг.
6.2 Стоимость отходов
Определяю стоимость отходов [1, с. 140] по формуле (15)
(15)
где mзаг – масса заготовки, кг;
mдет – масса детали, кг.
Цотх – цена отходов, р.
6.3 Стоимость материала без отходов
Определяю стоимость материала без отходов [1, с.146] по формуле (16)
(16)
7 Расчёт фонда заработной платы всех категорий рабочих
7.1 Расценки на все операции
Рассчитываю расценки на все операции [1, с. 145] по формуле (17)
(17)
где Тшт – штучное время, мин;
ч/т – часовая тарифная ставка, р.
n – количество станков на данной операции, шт.
Вариант 1
Операция 005 Рр= р.
Операция 010 Рр= р.
Операция 015 Рр= р.
Операция 020 Рр=р.
Операция 025 Рр=р.
Операция 030 Рр= р.
Операция 035 Рр=р.
Операция 040 Рр= р.
Операция 045 Рр= р.
Вариант 2
Операция 005 Рр= р.
Операция 010 Рр= р.
Операция 015 Рр= р.
Операция 020 Рр=р.
Операция 025 Рр=р.
Операция 030 Рр= р.
Операция 035 Рр=р.
Операция 040 Рр= р.
Операция 045 Рр= р.
7.2 Суммарные расценки [1, с. 145]
Вариант 1
Вариант 2
7.3 Фонд заработной платы основных рабочих
Рассчитываю фонд заработной платы основных рабочих [1, с. 145] по формуле (18)
(18)
где - суммарная расценка, руб;
N – годовая программа, шт;
П% - процент премии, %;
Д% - процент доплат, %;
СХВ% - процент на страховые взносы, %.
Процент на страховые взносы определяется по формуле
СХВ=((Рр·N)+П%+Д%)·38,1%
Вариант 1
Рр·N=264,1·5000=1320500 р.
(П%+Д%)=1320500·25%=330125р.
СХВ%=(1320500+330125)·38,1=628888,18 р.
ФЗПосн=1320500+330125+628888,125=2279513,125 р.
Вариант 2
Рр·N=263,76·5000=1318800 р.
(П%+Д%)=1318800·25%=329700р.
СХВ%=(1318800+329700)·38,1=628078,5 р.
ФЗПосн=1318800+329700+628078,5=2276578,5 р.
7.4 Фонд заработной платы вспомогательных рабочих, инженерно-технических работников, младше-обслуживающего персонала
Рассчитываю фонд заработной платы вспомогательных рабочих, инженерно-технических работников, младше-обслуживающего персонала[1, с. 145] по формуле (19)
(19)
где Р – количество вспомогательных рабочих, чел;
До – должностной оклад, р.
Вариант 1
Вариант 2
Определяю процент страховых взносов заработной платы вспомогательных рабочих
Вариант 1
СХВ%всп=(66500+7200+14000)·38,1=58102,5 р.
Вариант 2
СХВ%всп=(66500+7200+14000)·38,1=58102,5 р.
7.5 Фонд заработной платы на участке
Рассчитываю фонд заработной платы на участке [1, с. 148] по
формуле
Вариант 1
Вариант 2
7.6 Расчёт средней заработной платы
Рассчитываем сумму средней заработной платы [1, с. 148] по
формуле (20)
(20)
где Рст – количество основных производственных рабочих, чел.
Вариант 1
Вариант 2
7.7 Сводная ведомость списочного состава рабочих на участке
Таблица 5 - Сводная ведомость списочного состава рабочих на участке
варианта 1
|
Наименование категорий
работающих
|
Количество работающих
|
Отношение к
числу производственных
рабочих, %
|
Отношение к
общему числу
рабочих, %
|
|
Основные рабочие
|
44
|
100
|
55
|
|
Вспомогательные рабочие
|
7
|
21
|
14
|
|
ИТР
|
6
|
18
|
12
|
|
Младший обслуживающий
персонал
|
2
|
6
|
4
|
|
Итого:
|
59
|
-
|
85
|
Таблица 6 - Сводная ведомость списочного состава рабочих на участке
варианта 2
|
Наименование категорий
работающих
|
Количество работающих
|
Отношение к
числу производственных
рабочих, %
|
Отношение к
общему числу
рабочих, %
|
|
Основные рабочие
|
44
|
100
|
55
|
|
Вспомогательные рабочие
|
7
|
21
|
14
|
|
ИТР
|
6
|
18
|
12
|
|
Младший обслуживающий
персонал
|
2
|
6
|
4
|
|
Итого:
|
59
|
-
|
85
|
8 Смета расходов на эксплуатацию и содержание оборудования
8.1 Затраты на сжатый воздух
Определяю сумму затрат на сжатый воздух [1, с. 149] по формуле (21)
(21)
где Fд – годовой фонд времени, ч;
R – количество станков, шт;
n – количество смен;
Цсж – цена сжатого воздуха, р/м.
Вариант 1
Вариант 2
8.2 Затраты на силовую электроэнергию
Определяю сумму затрат на силовую электроэнергию [1, с. 148] по формуле (22)
(22)
где Цэ – цена за 1 кВт/ч, р.;
Wэ – количество потребляемой энергии, кВт.
Количество потребляемой энергии определяется по формуле (23) [1, с. 149]
(23)
где Nуст – мощность всех станков, кВт/ч;
Кср.з – коэффициент загрузки,;
Кс – коэффициент потери электроэнергии в сети;
о – коэффициент одновременной работы оборудования;
з – коэффициент двигателя.
Вариант 1
Вариант 2
8.3 Затраты на инструмент
Определяю сумму затрат на инструмент по формуле (24) [1, с.122]
(24)
где n – количество станков
Вариант 1 Вариант 2
8.4 Затраты на текущий ремонт и обслуживание оборудования
Определяю сумму затрат на текущий ремонт и обслуживание оборудования по формуле (25) [1, с.112]
(25)
где Сст – стоимость станка с монтажом, р.
Вариант 1
Вариант 2
8.5 Затраты на вспомогательные материалы
Определяю сумму затрат на вспомогательные материалы по формуле (26) [1, с. 150]
(26)
Вариант 1 Вариант 2
8.6 Затраты на воду для производственных нужд
Определяю сумму затрат на воду для производственных нужд по формуле (27) [1, с. 149]
(27)
где Цв – стоимость 1 м воды, р.;
Qв - годовой расход воды на 1 станок, м;
n – количество смен;
Кср.з – средний коэффициент загрузки.
Вариант 1 Вариант 2
8.7 Сумма амортизации оборудования
Определяем сумму амортизации оборудования [1, с.125]
- для металлорежущих станков по формуле (28)
- для шлифовальных станков по формуле (29)
где Сст – стоимость станка с монтажом, р.
Вариант 1
Вариант 2
9 Составление общецеховых расходов
9.1 Затраты на охрану труда
Определяю затраты на охрану труда по формуле (30) [1, с.150]
(30)
где - фонд заработной платы всех рабочих, р.
Вариант 1 Вариант 2
9.2 Затраты на рационализацию и изобретательство
Определяю затраты на рационализацию и изобретательство по
формуле (31) [1, с.150]
(31)
где n – общее количество рабочих
Вариант 1 Вариант 2
9.3 Смета цеховых расходов
Таблица 7 - Смета цеховых расходов
|
Наименование расходов
|
Сумма, руб.
|
|
|
Вариант 1
|
Вариант 2
|
|
1 Расходы на содержание и эксплуатацию
оборудования
|
|
|
1.1 Затраты на сжатый воздух
|
19059304
|
19059304
|
|
1.2 Затраты на силовую электроэнергию
|
510264,6
|
504252,4
|
|
1.3 Затраты на инструмент
|
18700
|
18700
|
|
1.4 Затраты на текущий ремонт и обслуживание оборудования
|
307970
|
324070
|
|
1.5 Затраты на вспомогательные материалы
|
113975,6
|
113828,9
|
|
1.6 Затраты на воду для производственных нужд
|
630,658
|
628,132
|
|
1.7 Сумма амортизации оборудования
|
1875167
|
1973377
|
|
2 Общецеховые расходы
|
|
|
2.1 Затраты по охране труда
|
45590,3
|
45531,57
|
|
2.2 Затраты на рационализацию и изобретательство
|
220000
|
220000
|
|
Итого:
|
22151602,2
|
22259691,1
|
|
Цеховые расходы на одну деталь
|
201,4
|
202,4
|
10 Полная себестоимость
10.1 Калькуляция цеховой себестоимости
Под калькуляцией понимают определение себестоимости единицы изделия.
Таблица 8 – Калькуляция цеховой себестоимости по двум вариантам
|
Наименование статей затрат
|
Сумма, руб.
|
|
|
Вариант 1
|
Вариант 2
|
|
I Прямые затраты
|
|
|
1 Основные материалы за вычетом отходов
|
692,46
|
|
2 Общий фонд заработной платы основных рабочих
|
455,9
|
455,3
|
|
3 Фонд заработной платы вспомогательных рабочих
|
13,3
|
13,3
|
|
4 Фонд заработной платы ИТР
|
14,4
|
14,4
|
|
5 Фонд заработной платы МОП
|
2,8
|
2,8
|
|
6 Страховые взносы
|
185,3
|
185,1
|
|
Итого:
|
1364,2
|
1363,4
|
|
II Косвенные затраты
|
|
|
1 Цеховые расходы
|
201,4
|
202,4
|
|
2 Общехозяйственные расходы
|
273,54
|
273,18
|
|
Итого:
|
474,94
|
475,58
|
|
Цеховая себестоимость:
|
1565,6
|
1565,8
|
|
Производственная себестоимость:
|
1839,14
|
1839
|
|
Внепроизводственные расходы:
|
18,4
|
18,39
|
|
Полная себестоимость:
|
1857,54
|
1857,39
|
10.2 Цеховая себестоимость
Определяю цеховую себестоимость по формуле (32) [1. с.154]
Цс/с = Прямые затраты + Цеховые расходы, (32)
Вариант 1
Цс/с =1364,2+201,4= 1565,6 р.
Вариант 2
Цс/с =1363,4+202,4=1565,8 р.
10.3 Общехозяйственные расходы
Определяю общехозяйственные расходы по формуле (33)
Общехозяйственные расходы = ФЗП· 60%, (33)
где ФЗП – общий фонд заработной платы.
Вариант 1
Общехозяйственные расходы = 455,9· 60%=273,54 р.
Вариант 2
Общехозяйственные расходы = 455,3· 60%=273,18 р.
10.4 Производственная себестоимость
Определяю производственную себестоимость по формуле (34)
Производ. себестоимость = цеховая с/с + общехоз. расходы, (34)
Вариант 1
Производ. себестоимость =1565,6+273,54=1839,14 р.
Вариант 2
Производ. себестоимость =1565,8+273,18=1839 р.
10.5 Внепроизводственные расходы
Определяю внепроизводственные расходы по формуле (35)
Внепроизводственные расходы = Производственная с/с · 1%, (35)
Вариант 1
Внепроизводственные расходы=1839,14 · 1%=18,4 р.
Вариант 2
Внепроизводственные расходы=1839·1%=18,39 р.
10.6 Полная себестоимость
Определяю полную с/с по формуле (36)
Полная с/с = производ. с/с + внепроизводственные расходы, (36)
Вариант 1 Вариант 2
Полная с/с =1839,14+18,4=1857,54 р. Полная с/с=1839+18,39=1857,39 р.
11 Технико-экономические показатели работы участка
11.1 Себестоимость изготовления продукции
Определяю себестоимость изготовления продукции по формуле (37)
Сс=Пс/с·N, (37)
где Пс/с – полная себестоимость, руб;
N – годовая программа, шт.
Вариант 1 Вариант 2
Cc=1857,54·5000=9287700 р. Cc=1857,39·5000=9286950 р.
11.2 Прибыль на единицу изделия
Определяю прибыль на единицу изделия по формуле (38) [1, с. 165]
(38)
Вариант 1 Вариант 2
Пед==371,5 р. Пед==371,47 р.
11.3 Оптовая цена на единицу изделия с учётом НДС
Определяю оптовую цену на единицу изделия с учётом НДС по формуле (39) [1, с. 155]
(39)
где Сс – себестоимость изготовления продукции, р.;
Пед – прибыль на единицу изделия, р.;
НДС – налог на добавленную стоимость, р.
Налог на добавленную стоимость определяется по формуле
НДС=18%·(Сс + Пед)
Вариант 1
НДС=18%*(1857,54+371,5) = 401,2 р.
Q=1857,54+371,5+401,2=2630,24 р.
Вариант 2
НДС=18%*(1857,39+371,47) = 401,19 р.
Q=1857,39+371,47+401,19=2630,05 р.
11.4 Технико-экономические показатели работы участка по двум вариантам
Таблица 9 - Технико-экономические показатели работы участка по двум вариантам
|
Наименование показателей
|
Единица измерения
|
Вариант 1
|
Вариант 2
|
|
1 Годовой выпуск изделия
|
шт.
|
5000
|
5000
|
|
2 Годовой выпуск изделия с дозагрузкой
|
шт.
|
101720
|
101720
|
|
3 Количество основных рабочих
|
чел.
|
44
|
44
|
|
4 Количество вспомогательных рабочих
|
чел.
|
7
|
7
|
|
5 Количество ИТР
|
чел.
|
6
|
6
|
|
6 Количество МОП
|
чел.
|
2
|
2
|
|
7 Средний годовой фонд заработной платы одного рабочего
|
руб.
|
42205,3
|
42155,6
|
|
8 Количество оборудования
|
шт.
|
22
|
22
|
|
9 Фонд заработной платы по участку
|
руб.
|
2490115,625
|
2487181
|
|
10 Производственная площадь участка
|
м
|
216,36
|
228,85
|
|
11 Средняя загрузка оборудования
|
%
|
74,9
|
74,6
|
|
12 Производственная площадь участка на единицу оборудования
|
м
|
9,23
|
9,8
|
Продолжение таблицы 9 - Технико-экономические показатели работы участка по двум вариантам
|
13 Себестоимость изделия
|
руб.
|
1857,54
|
1857,39
|
|
14 Прибыль изделия
|
руб.
|
371,5
|
371,47
|
|
15 НДС
|
руб.
|
401,2
|
401,19
|
|
16 Оптовая цена на единицу изделия
|
руб.
|
2630,24
|
2630,05
|
11.5 Годовой экономический эффект
Определяю годовой экономический эффект по формуле (40) [1, с. 156]
(40)
где Q1 – оптовая цена одного изделия по варианту 1
Q2 - оптовая цена одного изделия по варианту 2
N – годовая программа выпуска, шт.
Без учёта N
Э=(2630,05+401,19)-(2630,24+401,2)=-0,2 р.
11.6 Экономический эффект на материал
Определяю экономический эффект на материал по формуле (41)[1, с.156]
(41)
где См1 – стоимость материала варианта 1
См2 - стоимость материала варианта 2
Эмат=(720-720)·5000=0
Экономический эффект на материал будет равен 0.
Заключение
В разработанной курсовой работе проведен экономический расчёт технологического процесса обработки детали «Вал».
В ходе выполнения работы решены поставленные задачи по расчету потребного количества оборудования, численности и фонда заработной платы рабочих, определения общей площади участка, стоимости основных и вспомогательных материалов, фонда заработной платы всех рабочих, расходов, прибыли и цены на изготовление детали.
На основании расчётов выяснилось, что Вариант 2 экономически выгоден, так как оптовая цена на изделие меньше и составляет 2630,05 р., чем в первом варианте – 2630,24 р.
Это связано с тем, что в Варианте 2 использовалось высокопроизводительное оборудование (станок с ЧПУ), соответственно снизилось время с 38,7 минуты до 38,54 минут, производственная себестоимость и полная себестоимость на изготовлении продукции.
Современный технолог машиностроения должен рационально расходовать материальные, трудовые и финансовые ресурсы, формируя себестоимость оказанных услуг, и, в конечном счете, всё это повлияет на финансовый результат работы предприятия.
Список использованных источников
1. Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах: Учебное пособие для машиностр. техникумов.- 2-е издание - М. Высшая школа, 2010г.
2. Еленева Ю.А. Экономика машиностроительного производства – М.: Академия ИЦ, 2007г.
3. Путятина Л.М., Путятин А.Е. Экономика машиностроительных предприятий – М.: Феникс, 2008г.
4. Сергеев И.В. “Экономика предприятия”: Учеб. пособие 2-е изд., - М.: Финансы и статистика, 2009г.
5. Экономика предприятия: Учебник / Под ред. Н.А. Сафронова. – М.: Юность, 2010г.
6. Грузинов В.П., Грибов В.Д. Экономика предприятия: учеб. пособие. – М., 2000г.
7. Зайцев Н.Л. Экономика промышленного предприятия: Учебник; 3-е изд., перераб. и доп. - М.: ИНФРА-М, 2001г.
8. Экономика машиностроительного производства. Учебник для вузов / Под ред. И.Э.Верзина и В. Калинина. М.: Высшая школа, 2011г.
9. Ремизов К.С. Основы экономики труда: М.- 2004г.
10. Сергеев, И. В. Экономика предприятия : учеб. пособие для вузов / И. В. Сергеев. – М. : Финансы и статистика, 2012г.
11. Ильин, А.Н. Экономика предприятия : краткий курс/ А.И. Ильин. – Мн.: Новое знание, 2009.
12. Моисеева Н.К., Анискин Ю.П. Современное предприятие: конкурентоспособность, маркетинг, обновление. М., 2000г..
13. Экономика машиностроительного производства / Под ред. И.Э. Берзиня и В.П. Калинина. М., 2011г.
14. Экономика предприятия. Учебник под ред. Волкова О.И. Инфра-М, 1998г.
15. Грибов В.Д., Грузинов В.А. Экономика предприятия М., 2003
16. Ревенко Н.Ф., Схиртладзе А.Г., Белослудцева Г.Б. и др. Сборник задач по организации производства на машиностроительных предприятиях: Учеб. пособие. М., Сатурн-С, 2006
17. Мазер Г.Я., Мхитарян Н.А. Экономика машиностроения: Учебное пособие – М.: Издательство МГОУ, 2010 г.
18. Миронов М.Г., Загородников С.В. Экономика отрасли (машиностроение) – М.: Форум, 2010г.
19. Экономика предприятия / Под ред. проф. В.Я. Горфинкеля, проф. В.А. Швандара. – М.: ЮНИТИ-ДАНА, 2009г.
20. Корсаков М.Н. Экономика предприятия. М.: Инфра-М, 2012г.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
КП-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
6
КП-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
7
КП-00220109-151001-14-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
8
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
9
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
10
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
11
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
12
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
13
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
14
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15
Р-00220109-151001-01-11
73
58
78
92,8
36%%
36%%
59
100
10
73
58
78
92,8
36%%
36%%
59
100
4
Изм.
Лист
№ докум.
Подпись
Дата
Лист
16
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
17
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
18
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
19
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
20
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
21
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
22
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
23
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
24
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
25
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
26
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
27
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
28
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
29
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
30
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
31
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
32
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
33
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
34
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
35
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
36
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
37
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
38
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
39
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
40
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
41
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
42
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
43
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
44
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
45
КР-00220109-151001-01-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
46
КР-00220109-151001-14-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
47
КР-00220109-151001-14-11
Изм.
Лист
№ докум.
Подпись
Дата
Лист
48
КР-00220109-151001-14-11
Расчет затрат на изготовление детали «Вал» ГГ541.20.005