ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПРАВКОЙ
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПРАВКОЙ
В процессе эксплуатации многие детали машин (валы, оси, рычаги, балки) и элементы металлоконструкций получают остаточные деформации в виде изгиба, скручивания, коробления, вмятин. Для устранения этих дефектов используют правку механическим, термомеханическим и термическим способами.
Механическую правку производят приложением к деформированному объекту нагрузки или наклепом. В первом случае она выполняется в холодном состоянии или с нагревом. В холодном состоянии правят валы диаметром до 200 мм, если прогиб не превышает 1 мм на 1 м длины вала. Для правки вал 4 устанавливают на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной вверх и воздействуют на него штоком 3 пресса через прокладку 2 из цветного сплава так, чтобы вал прогнулся в обратную сторону на величину f1 > f. Точность правки контролируют индикатором 1.
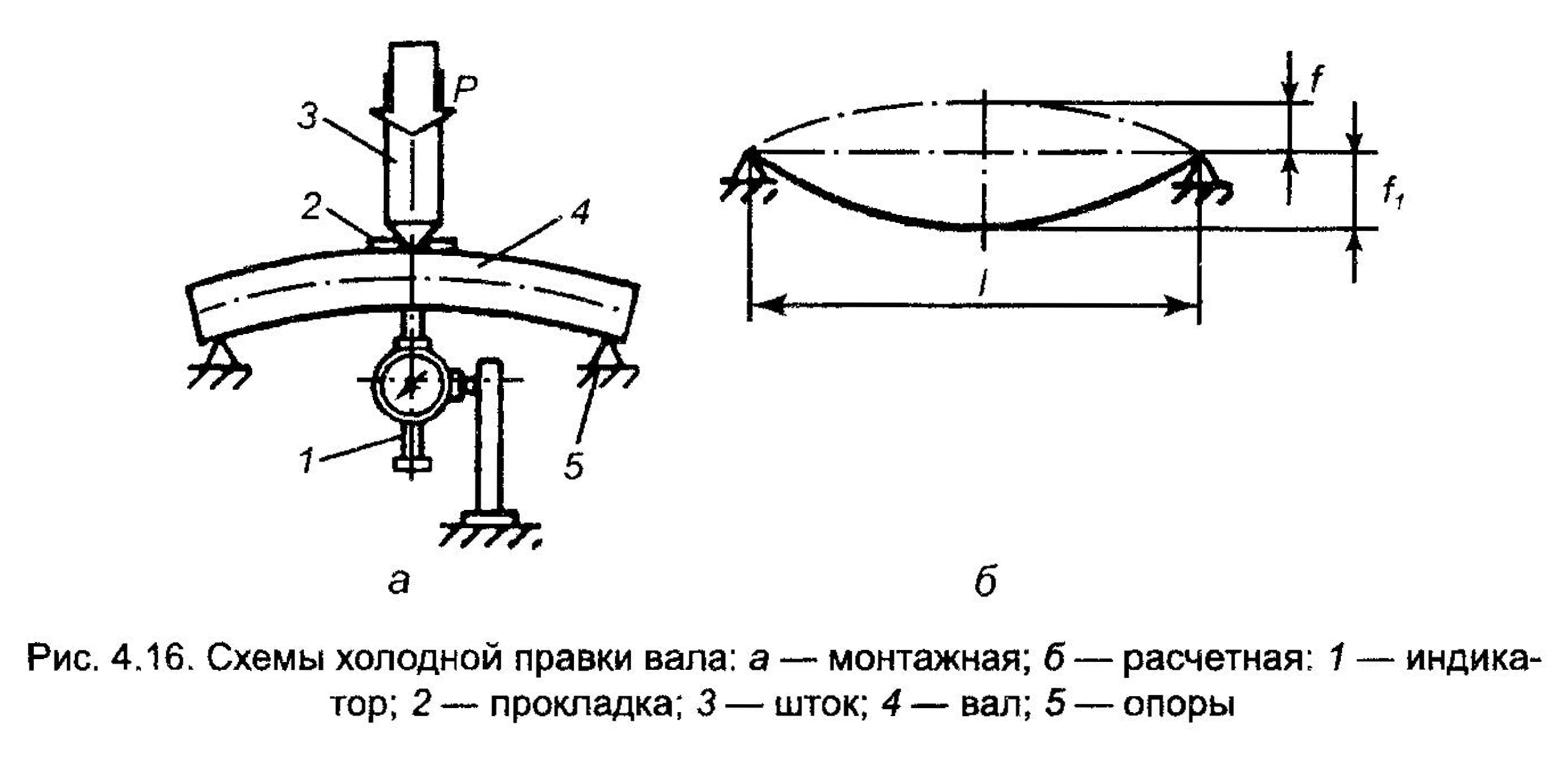
Недостатки правки без нагрева — это опасность возвращения детали в деформированное состояние, снижение ее усталостной прочности и несущей способности. Первый недостаток обусловлен тем, что при холодной правке в детали возникают значительные неуравновешенные остаточные напряжения, которые в результате их перераспределения с течением времени возвращают деталь в искривленное состояние.
Снижение усталостной прочности, которое может достигать 15—40 %, происходит вследствие образования в поверхностном слое детали зон с растягивающими напряжениями.
Для повышения качества холодной правки применяют следующие методы:
— выдержка детали под прессом в течение длительного времени;
— проведение правки в два этапа, когда, устраняя прогиб детали, на первом этапе ее перегибают в противоположном направлении, а на втором осуществляют правку в обратную сторону;
— стабилизация состояния детали после правки последующей термообработкой (нагрев до температуры 400—450 °С с выдержкой при ней в течение 0,5—1 ч). В каждом конкретном случае температура нагрева назначается в зависимости от величины деформации, материала детали и вида ее термической обработки при изготовлении, а также при подготовке к восстановлению.
Последний способ дает лучшие результаты, но при нагреве может возникнуть опасность нарушения термической обработки детали, кроме того, он дороже первых двух.
Правке с нагревом (термомеханический способ правки) подвергают детали со значительными деформациями, например, для валов с прогибом свыше 8 мм на 1 м его длины. Способ отличается тем, что перед приложением внешнего усилия осуществляют равномерный прогрев детали по всему деформированному сечению. Нагрев осуществляется газовыми горелками до температуры отжига (750—800 °С). После правки деталь подвергают термической обработке для получения необходимых структуры и механических свойств металла.
Правка с местным нагревом (термический способ правки) основана на использовании внутренних напряжений, возникающих при таком нагреве детали. Если деталь значительной массы подвергнуть быстрому локальному нагреву до температуры 800—900 °С в месте наибольшего прогиба с выпуклой стороны, то металл в зоне нагрева, не имея возможности свободно расширяться, получает пластическую деформацию сжатия. При последующем охлаждении нагретого участка объем металла еще больше уменьшается, вследствие чего возникают напряжения растяжения, вызывающие выпрямление детали. Эффективность этого способа правки повышается при закреплении концов детали.
Этим способом правят крупные валы и толстый листовой материал.
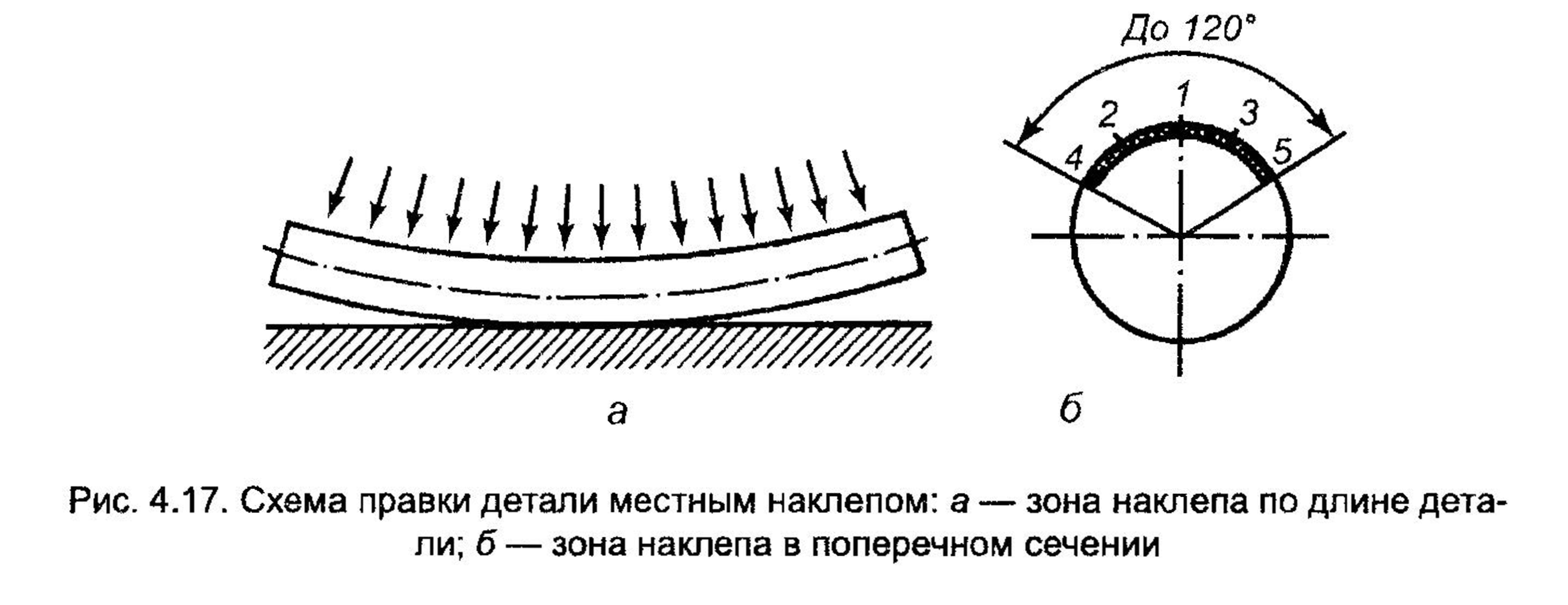
Правка местным наклепом (чеканкой) основана на действии возникающих при нем остаточных внутренних напряжений сжатия, которые вызывают устойчивую деформацию детали.
Для правки этим способом вогнутый участок поверхности детали наклепывают пневматическим или ручным молотком с шаровидной головкой. Выбор участка и степени наклепа производится с учетом места изгиба и его площади.
Правка наклепом не имеет недостатков, присущих правке давлением. Ее основные преимущества: высокая точность правки (до 0,02 мм) и стабильность во времени; отсутствие заметного снижения усталостной прочности; возможность правки за счет наклепывания ненагруженных участков детали.
Правка и рихтовка без нагрева применяется, если толщина стенок деталей не превышает 1 мм. Вначале производят предварительное выравнивание детали — выколотку вмятин до уровня неповрежденной поверхности, а затем окончательное выравнивание — рихтовку. Точность правки контролируют тактильно и визуально, а также по шаблонам.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МАШИН СВАРКОЙ И НАПЛАВКОЙ
Общие сведения
В ремонтном производстве применяют три вида сварочных работ — сварку, наплавку и заварку. Основное назначение сварки — восстановление целостности детали, создание неразъемных соединений между частями одной детали или разными деталями. Наплавка это процесс нанесения на поверхность детали слоя металла. В ремонтном производстве ее применяют для создания на наружных и внутренних поверхностях изношенных деталей припуска под дальнейшую обработку с целью восстановления их исходных формы и размеров. Она применяется также при изготовлении новых деталей, например, подшипников скольжения. В ремонтном производстве наплавка эффективна благодаря тому, что восстановленная деталь оказывается часто не только дешевле новой детали, но также не уступает, а иногда и превосходит ее по работоспособности за счет свойств наплавленного слоя. Износостойкость, химическую стойкость и другие необходимые свойства наплавленных поверхностей обычно обеспечивают легированием непосредственно в процессе наплавки. Заваркой устраняют трещины, отверстия и другие дефекты для восстановления целостности и герметичности деталей.
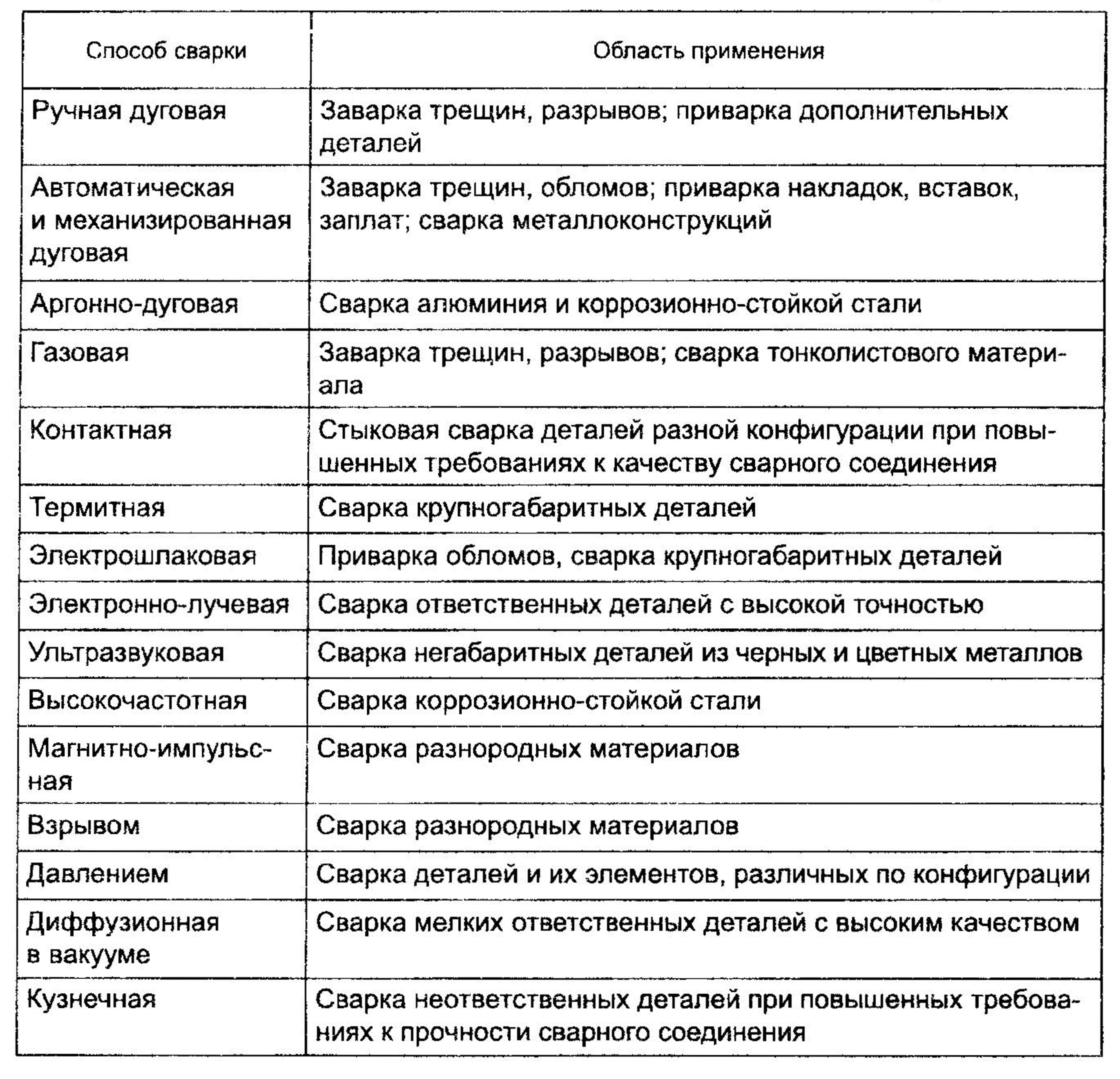
Виды сварки. С физической точки зрения сварка — это процесс образования межатомных связей между свариваемыми материалами в результате их расплавления или пластического деформирования в зоне контакта и формирования сварного шва. Сварка позволяет соединять между собой однородные и разнородные металлы и сплавы, металлы с некоторыми неметаллическими материалами (керамикой, стеклом) и пластмассы. В ремонтном производстве сварка применяется в основном для восстановления целостности изделий (ликвидация изломов, разрывов и других разрушений), закрепления дополнительных ремонтных деталей, усиления металлоконструкций путем установки дополнительных кронштейнов, накладок и т.п., а также в технологических целях для временной фиксации относительного положения элементов конструкции и т.д. Основные, применяемые в ремонтном производстве виды сварки приведены в табл. 4.1.
Таблица 4.1
Разновидности и технические возможности способов сварки.
Условия, необходимые для образования металлических связей, могут создаваться термическим, механическим или термомеханическим воздействием на материалы в зоне сварки. В соответствии с видом энергетического воздействия различают способы сварки: плавлением (термические), давлением (механические) и термомеханические.
Сварка плавлением осуществляется без приложения внешней механической нагрузки за счет сплавления либо только кромок соединяемых частей, либо с добавлением присадочного материала (дуговая, газовая, плазменная, электрошлаковая, электронно-лучевая, лазерная и другие виды сварки). Присадочный материал применяется в виде электродов, прутков, проволоки, лент, смеси порошков и т.д.
При сварке давлением металлические связи между свариваемыми материалами обеспечиваются за счет их пластической деформации при температуре ниже температуры плавления. На этом принципе основаны различные виды сварки: холодная, ультразвуковая, диффузионная, взрывом и др. Для уменьшения усилия деформирования, кроме механического воздействия, соединяемые детали нагревают (пропусканием электрического тока или за счет трения между ними) до приведения свариваемых материалов в пластическое состояние. На этом основаны термомеханические виды сварки, например, электроконтактная, сопротивлением (оплавлением), высокочастотная, диффузионная, сварка трением.
В ремонтном производстве обычно применяются термические виды сварки. В качестве источников тепла чаще используются: электрическая дуга (электродуговая или электротермическая сварка), электрический ток (индукционная, электрошлаковая), газовое пламя (газотермическая сварка), плазма (плазменная сварка), реже — излучение лазера (лазерная сварка), энергия электронов (электронно-лучевая сварка) и др.
По степени автоматизации различают ручной и механизированный виды сварки (наплавки). К механизированным относятся автоматические и полуавтоматические способы сварки и наплавки. При автоматизированных способах механизированы подача сварочных материалов, перемещение сварочной дуги вдоль шва, а также ее возбуждение и поддержание горения. При полуавтоматических способах механизированы подача электродной проволоки и вспомогательных материалов.
Основными преимуществами механизированных способов по сравнению с ручными являются: более высокое качество сварочных работ за счет стабильности технологического процесса, повышение производительности труда и снижение себестоимости восстановления деталей, более низкие требования к квалификации рабочих.
Наиболее широко механизированные способы сварки и наплавки применяются для восстановления деталей типа тел вращения.
Выбор рационального для конкретных условий ремонта способа сварки зависит от технических, экономических и организационных условий производства и эксплуатационных требований к восстанавливаемой детали.
Дефекты сварки и наплавки и меры борьбы с ними. Высокая температура в зоне сварки вызывает вредные процессы: окисление металла, выгорание и разбрызгивание легирующих элементов, насыщение наплавленного металла азотом и водородом и др. В результате происходят структурные изменения в металле, снижается его пластичность, образуются внутренние напряжения растяжения, что может вызывать коробление деталей и образование в них трещин.
Окисление и выгорание легирующих элементов (углерода, марганца, кремния и др.) происходит в результате взаимодействия расплавленного металла с кислородом воздуха. Кроме этого, из воздуха в зону сварки при отсутствии надежной защиты может попадать азот, который ухудшает пластичность металла. Поэтому надежная защита расплавленного металла является важнейшим условием качественной сварки.
Для выполнения этого условия служат специальные покрытия (обмазки) электродов и флюсы, при плавлении которых образуются газовая оболочка и шлак, предохраняющие металл от взаимодействия с окружающей средой. Вид сварки, когда для защиты используется флюс, называется сваркой под флюсом. Для защиты зоны сварки часто применяют газовую среду (сварка в среде углекислого газа, аргона и др.).
Применяемые покрытия электродов и флюсы должны быть максимально обезвожены тщательной сушкой, так как содержащаяся в них влага является источником насыщения металла водородом. При его наличии повышаются пористость наплавленного металла и остаточные внутренние напряжения.
Разбрызгивание жидкого металла при сварке происходит вследствие выделения углекислого и угарного газов. Потери металла уменьшаются при использовании электродов с пониженным содержанием углерода, электродов из порошковой проволоки, тщательной очистке свариваемых поверхностей от окислов и введении в покрытия электродов и флюсы раскисляющих элементов (марганца, кремния). Разбрызгивание уменьшается также при сообщении концу электрода колебательного движения, наложением на зону сварки магнитного поля.
Структурные изменения в свариваемом металле обусловлены в основном неравномерным нагревом детали в околошовной зоне (зоне термического влияния) и вызывают ухудшение механических свойств металла в этой зоне. Размеры зоны термического влияния зависят от химического состава свариваемого металла, способа и режима сварки и, например, при электро-дуговой сварке составляют 3—5 мм, а при газовой 25—30 мм. Увеличение сварочного тока (мощности газового пламени) приводит к расширению зоны термического влияния, а скорости сварки — к ее уменьшению.
Из-за неравномерного нагрева и структурных превращений в зоне термического влияния возникают внутренние напряжения. Если они превышают предел текучести материала, то деталь деформируется. Структурные изменения и внутренние напряжения могут вызывать при высокой температуре (для углеродистых сталей 1200—1350 °С) горячие трещины, а при температуре ниже 400 °С — холодные трещины.
Горячие трещины являются следствием упругопластической деформации при затвердевании металла под действием растягивающих напряжений. Эффективными мерами борьбы с этим явлением являются предварительный подогрев основного металла, рациональный режим сварки и последовательность наложения отдельных участков шва. Температура подогрева в зависимости от химического состава наплавляемого металла и конструкции детали может составлять 150—700 °С. Химическими элементами, повышающими прочность сварного шва и препятствующими образованию горячих трещин, являются марганец, никель и хром, а вредными примесями в металле шва — углерод кремний, фосфор, сера, водород.
Холодные трещины бывают закалочные и хрупкие. Закалочные трещины возникают в средне- и высокоуглеродистых сталях на границе сплавления шва с основным металлом и вызываются перепадом напряжений. Вероятность образования закалочных трещин снижается при уменьшении силы сварочного тока и увеличении скорости наплавки. Опасность хрупких трещин состоит в том, что, возникнув в наплавленном слое, они распространяются в основной металл. Для предупреждения их образования применяют предварительный подогрев детали и медленное ее охлаждение после сварки.
Типичным дефектом сварного шва является пористость, обусловленная образованием в жидком металле или попаданием в него извне пузырьков различных газов (азота, углекислого газа, водорода и др.). Уменьшение пористости достигается: замедлением процесса охлаждения места сварки, что облегчает выделение пузырьков газов; надежной защитой электрической дуги от воздуха; освобождением сварочной ванны от азота и водорода путем перевода их в соединения, переходящие в шлак; применением рационального режима сварки.
При неправильном режиме сварки возможны также следующие дефекты: наплывы расплавленного металла, возникающие при высокой скорости плавления электродного материала или недостаточной температуре детали; недовар — некачественное сплавление электродного и основного материалов; пережог — недопустимое окисление расплавленного металла и др.
Качество сварных соединений при термической сварке существенно зависит от свариваемости материалов, которая характеризуется их склонностью к образованию сварочных дефектов (трещин, пор и др.). По этому признаку материалы разделяют на хорошо, удовлетворительно, ограниченно и плохо сваривающиеся. Из-за дефектов физико-механические свойства сварных соединений могут существенно отличаться от свойств свариваемых материалов.
Виды и технология наплавки.
Наплавкой восстанавливается до 75 % всех изношенных деталей машин и механизмов.
Доступность этого способа для любого предприятия, несложность процесса и оборудования, возможность обеспечения требуемых физико-механических свойств наплавленного металла обеспечили ему широкое применение. Вместе с тем наплавке свойственны те же недостатки, что и сварке: изменение структуры основного металла, возникновение внутренних напряжений в деталях и их деформации и др.
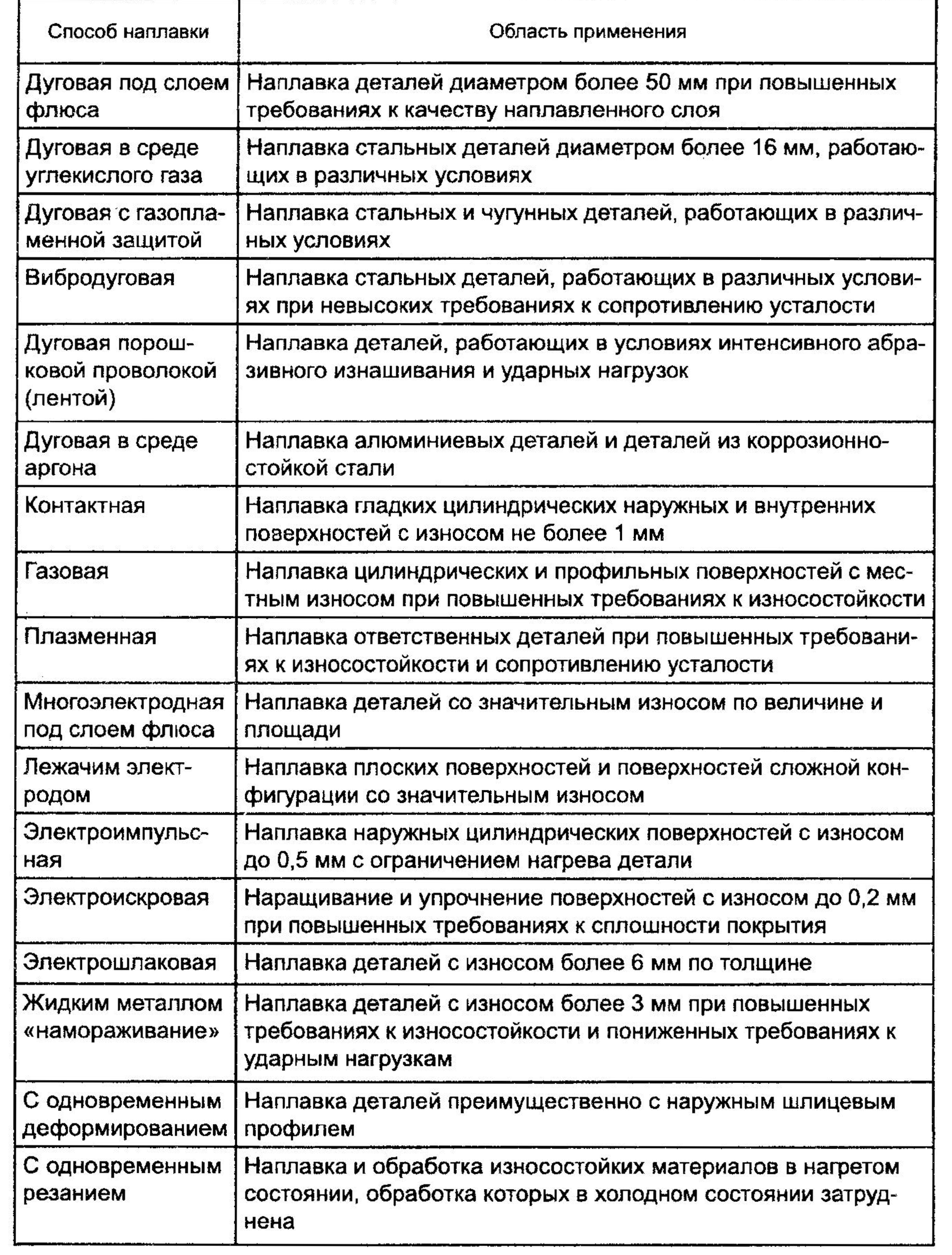
В зависимости от материала восстанавливаемой детали и предъявляемых к ней эксплуатационных требований применяют следующие наплавочные материалы: стали (углеродистые, легированные); сплавы на основе железа (высокохромистые чугуны, сплавы с легирующими элементами); сплавы на основе никеля и кобальта; карбидные сплавы (с карбидом вольфрама или хрома); медные сплавы; порошковые материалы, Основные из применяемых в ремонтном производстве способы наплавки отражены в таблице.
Разновидности и назначение способов наплавки
По степени механизации процесса различают ручную и механизированную наплавку.
Ручная дуговая наплавка — самый простой и наиболее распространенный в ремонтном производстве способ. Ее выполняют короткой дугой на минимальном сварочном токе.
Из механизированных методов при ремонте чаще применяются полуавтоматическая и автоматическая наплавка под слоем флюса, в среде защитных газов, вибродуговая наплавка, которые одновременно обеспечивают повышение производительности и качества наплавочных работ
Электрошлаковая наплавка, которая осуществляется за счет прохождения электрического тока через расплавленный шлак, применяется при большом объеме наплавочных работ и толщине наплавляемого слоя более 5 мм.
Она характеризуется высокими показателями производительности и качества наплавленного слоя, его малой склонностью к образованию трещин и пор.
Все более широко применяют при восстановлении и изготовлении деталей машин, например, подшипников скольжения наплавку, основанную на индукционном нагреве присадочного материала токами высокой частоты. Присадочный материал может представлять смесь порошков в сыпучем или спрессованном состоянии, литое кольцо и т.д.
Дуговую наплавку неплавящимся электродом применяют в основном для твердых зернистых и порошковых сплавов. Дуговую наплавку вольфрамовым электродом в защитных газах (аргоне) выполняют, используя литые присадочные прутки (обычно из сплавов никеля и кобальта). Указанным способом получают очень малую глубину проплавления и тонкие наплавленные слои.
Существует много разновидностей наплавки с использованием газового пламени, плазменной дуги с применением порошковой проволоки и пластинчатого электрода.
В последнее время расширяется применение лазерной наплавки для придания определенных свойств рабочим поверхностям новых и восстановленных деталей. Локальное тепловое воздействие, минимальное перемешивание наплавочного и основного металлов и незначительные деформации восстановленных деталей являются существенными преимуществами лазерной наплавки.
Недостатком методов наплавки является наличие, как правило, в поверхностном слое восстановленных деталей растягивающих остаточных напряжений, которые могут быть причиной образования трещин, искажения формы наплавленных деталей, снижения их усталостной прочности. Для исключения этого применяют подогрев деталей перед наплавкой, а также последующую обработку наплавленного слоя поверхностно-пластическим деформированием.
В технологическом отношении наиболее просто выполняется наплавка деталей из низколегированных и малоуглеродистых сталей (до 0,4 % С), при которой практически исключается возможность образования трещин. Поэтому такую наплавку часто применяют для восстановления сильно изношенных деталей, а также в качестве подслоя для последующей наплавки другими материалами. При содержании углерода свыше 0,4 %, а также при наплавке деталей из легированных сталей для исключения образования трещин необходим подогрев, особенно массивных изделий. С этой же целью наплавку проводят при минимальных значениях тока и напряжения.
Для наплавки нержавеющих сталей, которые наиболее чувствительны к образованию горячих трещин, рекомендуется наносить промежуточных слои и применять электродную проволоку марок СвХ18Н10Т и СвХ17Н13Н2Т.
Предварительный подогрев и нанесение подслоя рекомендуются также для наплавок с высокой твердостью и износостойкостью, в частности из высокохромистого чугуна, поскольку такие наплавки склонны к образованию холодных трещин, особенно при наплавке на крупногабаритные детали.
Коррозионно-стойкие и жаростойкие никелевые сплавы, включая легированные молибденом и хромом, наплавляют в основном в виде порошков.
Технологический процесс наплавки во всех случаях включает очистку и контроль детали с целью выявления трещин, пленок, надрывов и других дефектов. Обнаруженные дефекты удаляются путем вырубки, обточки и до наплавки завариваются.
Перед наплавкой детали из среднеуглеродистых сталей обязательно подвергаются предварительному подогреву, который позволяет предотвратить нежелательные структурные изменения в металле. Например, для сталей, содержащих более 0,3 % углерода, температура подогрева находится в диапазоне 200—400 °С. Ее контролируют термоэлектрическими пирометрами, термометрами, термокарандашами и другими средствами.
Схемы наплавки и применяемое оборудование зависят от формы деталей, серийности производства и технической оснащенности предприятия. Например, схемы наплавки цилиндрических и конических деталей различаются по следующим основным признакам:
— расположению валиков наплавленного металла (по винтовой линии и по прямолинейным образующим вдоль оси детали);
— по виду процесса наплавки (одноэлектродный однодуговой процесс; многоэлектродный однодуговой; двухэлектродный и т.д.);
— по степени автоматизации процесса (ручная и механизированная).
Шейки длинных валов малых диаметров выгоднее наплавлять продольными валиками. Торцовые поверхности деталей типа дисков наплавляют концентричными или спиральными валиками. Аналогично наплавляют сферические поверхности.
Схема наплавки не должна вызывать значительных остаточных деформаций восстановленных деталей. Например, при наплавке цилиндрических деталей продольными валиками деформации минимальны, если их накладывают в двух или четырех зонах по окружности, поворачивая деталь после наплавки каждого валика на 180°.
Более эффективным способом наплавки цилиндрических поверхностей является наложение валиков по винтовой линии, так как обеспечиваются непрерывность процесса, более высокая производительность и наименьшее коробление деталей.
Для выполнения наплавки обычно используются переоборудованные токарные станки или специальные установки.
Электродуговая сварка
Общая характеристика. Электродуговая сварка по сравнению с другими видами термической сварки применяется более широко в ремонтном производстве, благодаря следующим ее преимуществам:
— простота технологического процесса и применяемого оборудования;
— возможность восстановления деталей из различных конструкционных материалов (стали, чугуна, алюминия, титана и др.);
— высокая производительность и низкая себестоимость;
— широкие возможности по толщине и составу наплавленного слоя (антифрикционного, кислотостойкого, жаропрочного и др.).
Расплавление свариваемых материалов осуществляется электрической дугой, которая представляет собой устойчивый электрический разряд в ионизированной смеси газов и паров, образующихся при воздействии высокой температуры на свариваемые материалы и защитную среду Зажигание дуги осуществляется в результате короткого замыкания между электродом и свариваемой заготовкой или электрического разряда, создаваемого отдельным источником переменного тока — осциллятором.
На рис. 4.18 показана схема дугового разряда. Наиболее активным и нагретым участком катодной зоны 2 дугового разряда является катодное пятно 7. В анодной зоне 5 имеется анодное пятно 4. Катодная и анодная зоны связаны между собой столбом дуги 3, температура в котором достигает 6000—7000 °С. Форма и размеры электрической дуги определяются силой тока, материалом и диаметром электрода, составом и давлением образующихся газов.
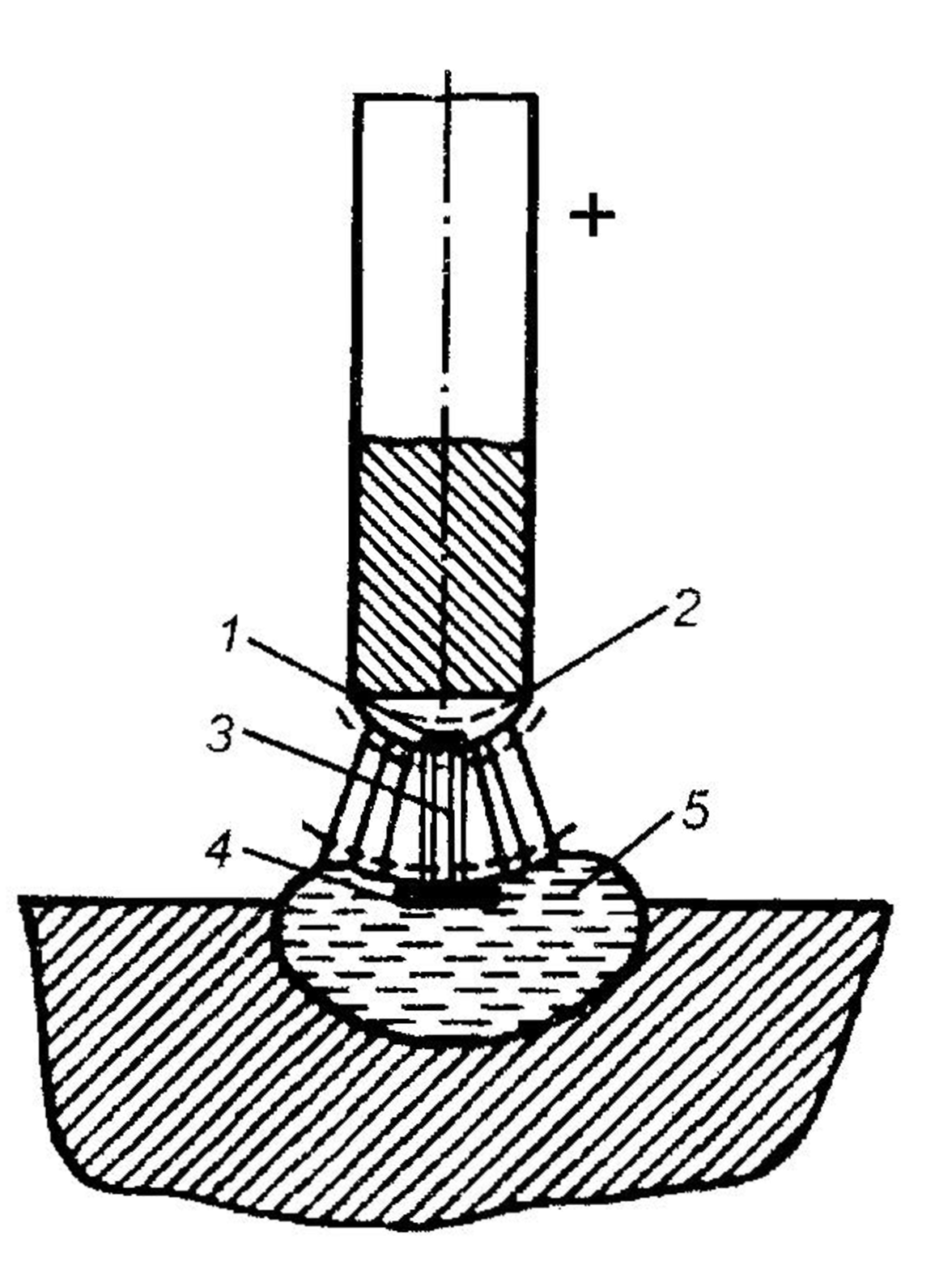
Рис. 4.18. Схема дугового разряда: 1 — катодное пятно; 2 — катодная зона; 3 — столб дуги; 4 — анодное пятно; 5 — анодная зона
Питание сварочной дуги осуществляется постоянным или переменным током. Постоянный ток обеспечивает более устойчивое горение электрической дуги и позволяет регулировать температуру детали за счет задания прямой или обратной полярности, так как на положительном полюсе выделяется больше тепла, чем на отрицательном (температура составляет соответственно 4200 и 3500 °С). Поэтому сварку деталей небольшой толщины (во избежание прожога) рекомендуется производить при обратной полярности, а при повышенной глубине проплавления применять прямую полярность.
В первом случае электрод подключают к положительному полюсу (аноду), во втором — к отрицательному (катоду). При применении постоянного тока улучшаются условия сварки в различных пространственных положениях шва. При сварке переменным током выделяется примерно одинаковое количество тепла на электроде и детали. Им сваривают низкоуглеродистые и низколегированные стали, которые малочувствительны к перегреву и хорошо свариваются.
В зависимости от способа расплавления свариваемых материалов различают следующие основные виды дуговой сварки:
— сварка неплавящимся (графитовым или вольфрамовым) электродом 1 путем расплавления дугой прямого действия 2 только основного металла 3 или дополнительно присадочного прутка 4
— сварка с одновременным расплавлением основного металла 3 и плавящегося электрода 1 под действием дуги прямого действия 2;
— сварка расплавлением основного металла 5 косвенной дугой 3, горящей между двумя, обычно неплавящимися, электродами 1;
— сварка трехфазной дугой 6, горящей между двумя электродами 1, а также между ними и основным металлом 3.
Расплавленный металл всегда переносится с электрода на основной металл, а не наоборот, что объясняется действием электромагнитных сил, поверхностного натяжения расплавленного металла, движения газов.
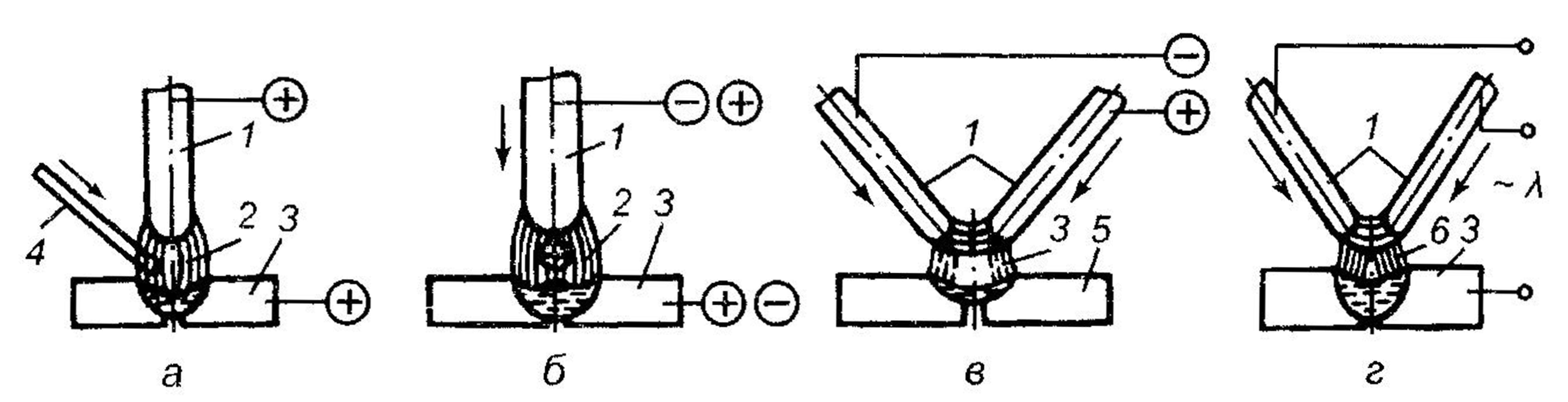
Рис. 4.19. Схемы дуговой сварки: а, в — неплавящимся электродом; б, г — плавящимся
электродом
Виды дуговой сварки различаются типом присадочного материала, способом защиты дуги и расплавленного металла и степенью механизации процесса.
Присадочные материалы для электродуговой сварки применяются в виде электродов (покрытых специальным слоем металлических стержней или заполненных порошкообразными материалами металлических трубок), сварочной проволоки (сплошная и порошковая) и металлических прутков.
Защита расплавленного металла от взаимодействия с воздухом может обеспечиваться за счет расплавления электрической дугой покрытия электрода, подаваемых в зону горения дуги сыпучих материалов (флюса) и содержащихся в порошковых электродах и порошковой проволоке специальных компонентов, а также применением защитных газов.
По степени механизации различают следующие виды сварки: ручную, полуавтоматическую и автоматическую.
Ручная дуговая сварка
Область применения. Ручную дуговую сварку применяют для заделки (заварки) трещин, пробоин, ликвидации разрывов, отколов и других механических повреждений деталей машин и металлоконструкций: станин или рам машин, корпусов редукторов, кронштейнов, ступиц зубчатых колес, шкивов и т.д. Часто ручную сварку применяют для соединения трубопроводов, изготовлении отдельных частей металлоконструкций и запасных частей к машинам. Она удобна при выполнении коротких криволинейных швов в любых пространственных положениях, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке.
Ручная дуговая сварка применяется также для наплавки — нанесения слоя металла на поверхности деталей со значительным износом для восстановления их прочности. Чаще всего наплавляют детали из углеродистых и легированных сталей (корпусные детали, звездочки, шейки валов, изношенные зубья крупных зубчатых колес, кулачки и т.д.). Наплавку применяют также для ремонта деталей из чугуна и цветных сплавов.
Кроме сварки и наплавки одиночным электродом, применяют следующие разновидности этих работ:
— сварку (наплавку) пучком электродов малого диаметра (при этом требуется повышение сварочного тока);
— сварку лежачим пластинчатым электродом — на восстанавливаемую поверхность детали насыпают слой флюса и укладывают пластинчатый электрод, который оплавляется при горении дуги;
— наплавку трубчатым электродом, заполненным порошкообразным наполнителем, для получения на поверхности детали слоя с особыми свойствами;
— сварку и наплавку угольным неплавящимся электродом при подаче присадочного материала в зону горения дуги.
Технология электросварочных работ. Технологический процесс восстановления деталей с применением сварки (наплавки) в общем случае включает подготовку деталей, выполнение сварочных работ, последующие (при необходимости) термическую, механическую и слесарную обработку.
Подготовка к сварочным работам. Подготовка детали к сварочным работам имеет большое значение для обеспечения их качества. Она заключается в зачистке свариваемых участков и разделке кромок — образовании на свариваемых объектах скосов (фасок) определенных размеров и формы. При толщине свариваемого металла больше 6 мм применяют V-образную, а при толщине больше 15 мм — Х-образную разделку кромок, каждой под углом 30—35°.
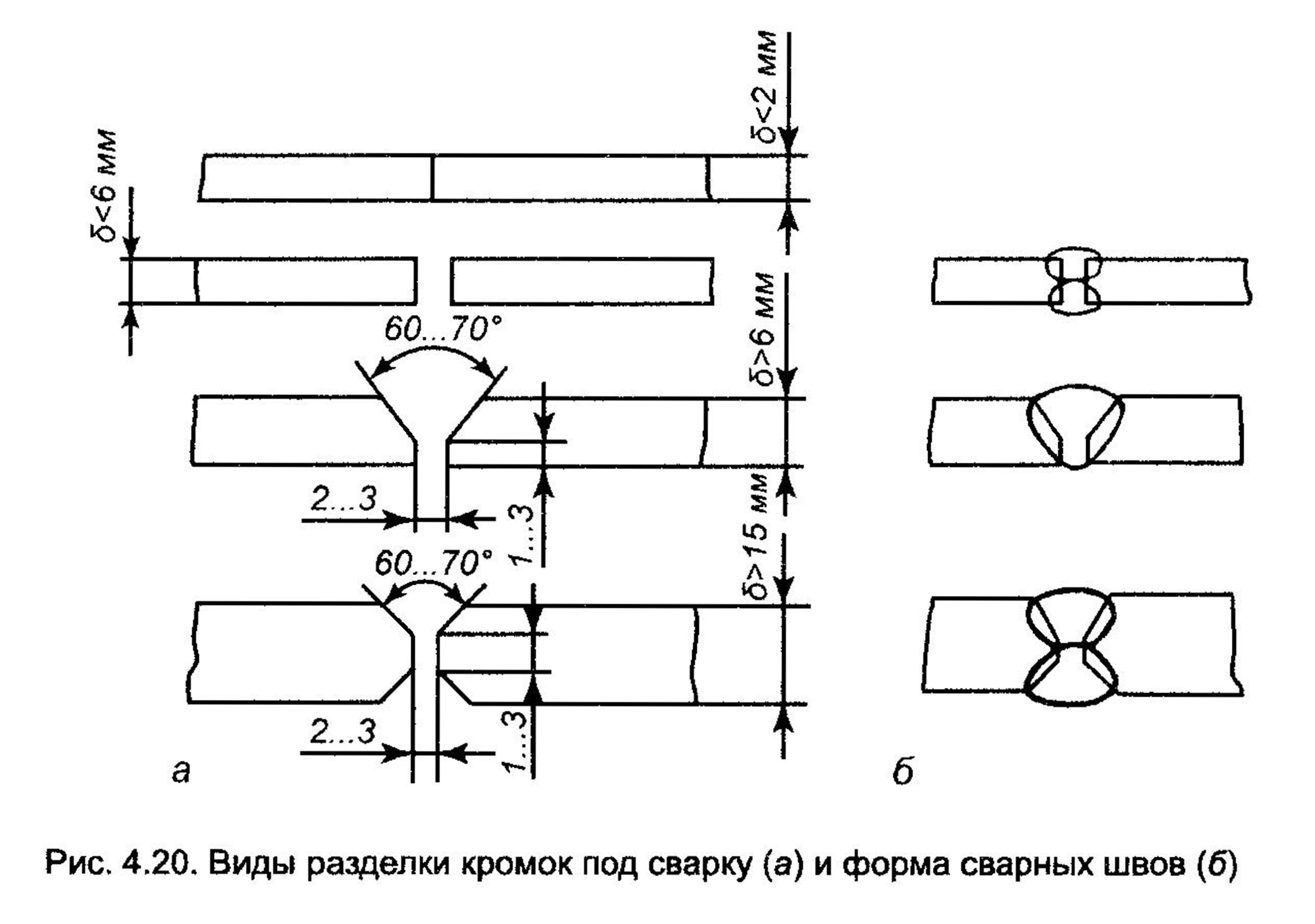
Рис. 4.20. Виды разделки кромок под сварку (а) и форма сварных швов (б)
При толщине стали до 6 мм возможна сварка и без разделки кромок, а при толщине до 3 мм вместо разделки кромок производят их отбортовку.
Разделка кромок под сварку необходима для обеспечения полного провара по толщине детали. Для предотвращения сквозного прожога и вытекания расплавленного металла между фасками оставляют ленточку шириной 1—3 мм.
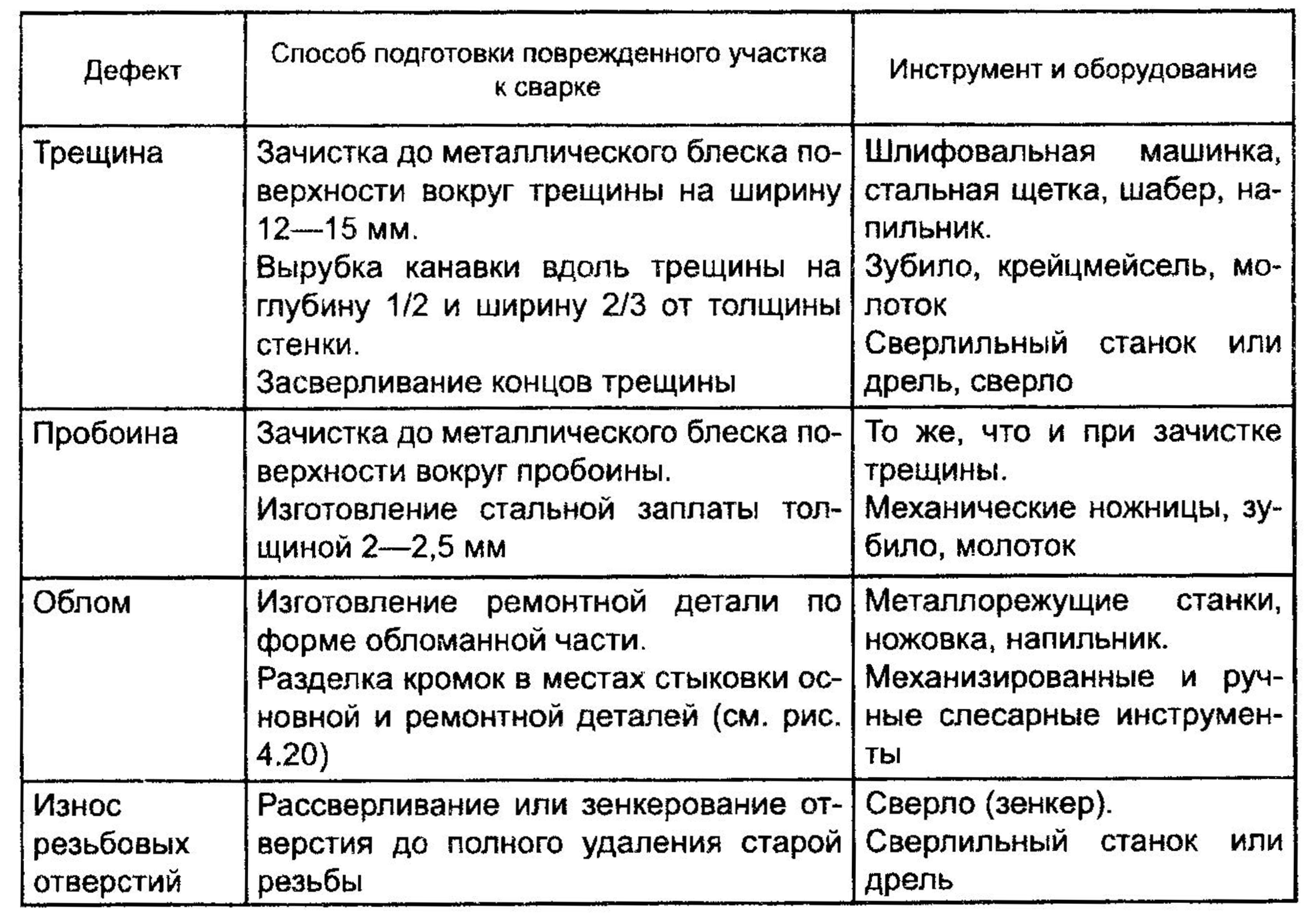
Способы подготовки деталей с типовыми дефектами перед сваркой приведены в таблице.
Таблица 4.3
Способы подготовки деталей к сварке
Выполнение сварки. Ручную дуговую сварку применяют при незначительной длине сварных швов и при наплавке небольших по площади поверхностей, когда механизированные способы сварки неосуществимы или неэффективны. Сварку или наплавку выполняют сварочным электродом 7 (рис. 4.21), который вручную подают к заготовке 1 и перемещают вдоль нее. Электрическая дуга горит между электродом и заготовкой, вызывая их расплавление. В результате этого образуются сварочная ванна 9 из жидкого металла, который заполняет зазор между свариваемыми частями, и жидкая шлаковая ванна 4 на поверхности расплавленного металла.
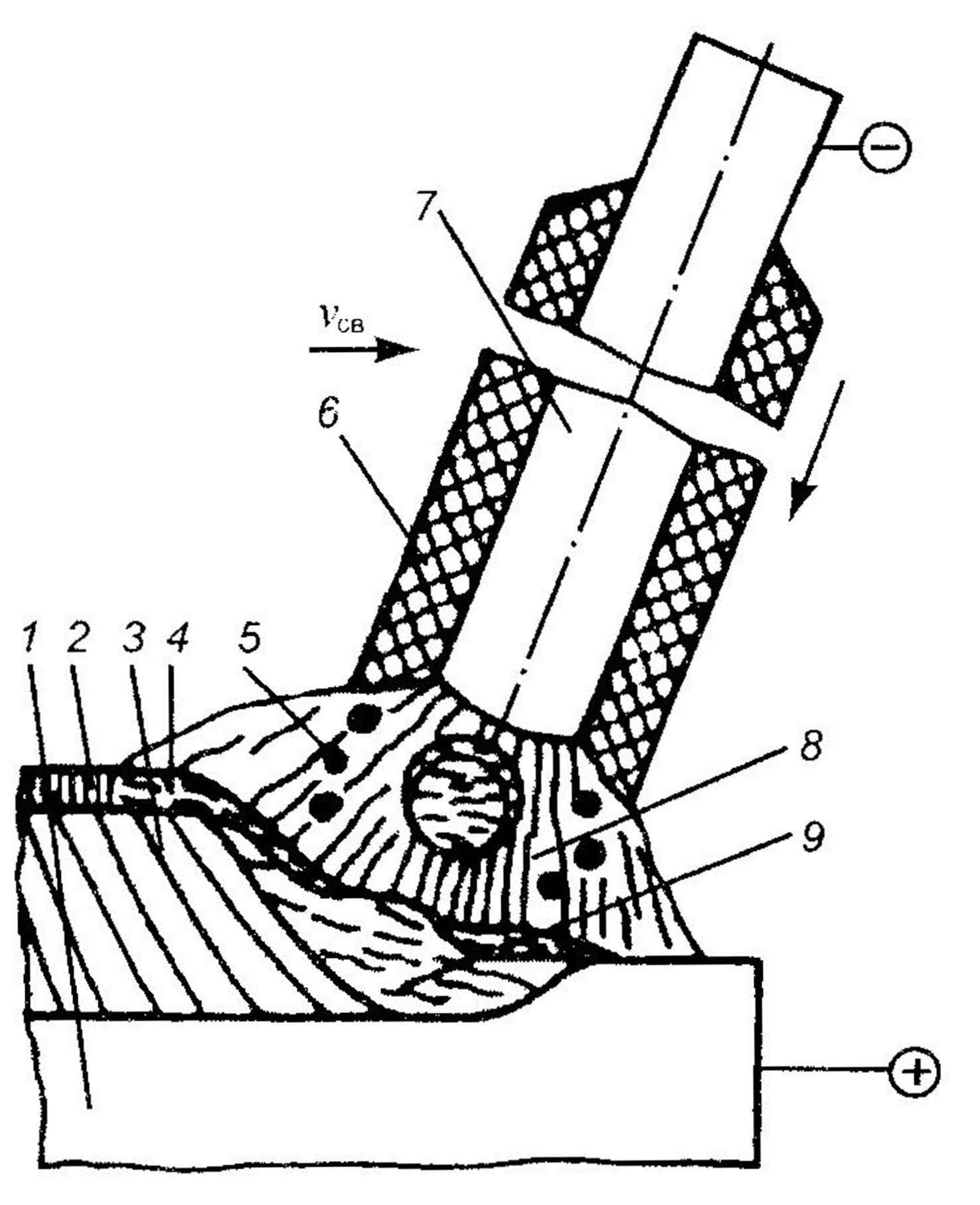
Рис. 4.21. Схема процесса ручной сварки: 1 — свариваемая деталь;
2 — шлаковая корка; 3 — сварной шов; 4 — шлаковая ванна; 5 — газовая оболочка; 6 — покрытие электрода; 7 — стержень электрода; 8 — электрическая дуга; 9 — сварочная ванна
По мере движения дуги сварочная ванна затвердевает и формируется сварной шов 3. Жидкий шлак после застывания образует твердую шлаковую корку 2, которую разрушают и удаляют. Не должно быть пропусков сварки, воронок, трещин, непроверенных мест, Шов хорошего качества имеет волнистую чешуйчатую поверхность, одинаковую по всей длине.
Вместе со стержнем плавится также покрытие электрода 6, образуя защитную газовую оболочку 5 вокруг дуги 8.
Ручная сварка позволяет выполнять швы в различных пространственных положениях: нижнем, вертикальном, горизонтальном и потолочном (рис. 4.22). При сварке на вертикальной плоскости ток уменьшают на 10—15 %, в потолочном положении на 15—20 % по сравнению с током для сварки в нижнем положении.
При выполнении сварочных работ рекомендуется деталь располагать по возможности так, чтобы шов находился в нижнем положении, а дуга должна быть как можно короче. Заварка отверстий производится по периметру до заполнения всего отверстия. Затем производится подварка с другой стороны.

Рис. 4.22. Возможные пространственные положения шва при ручной сварке: а — нижнее; б — вертикальное: в — горизонтальное; г — потолочное
Металл толщиной свыше 10 мм сваривают многослойным швом. Неразделанные трещины рекомендуется заваривать поперечными швами, которые, остывая, стягивают трещину так плотно, что трещина становится водонепроницаемой.
Сварка может производиться без предварительного подогрева детали (холодная сварка) или с предварительным подогревом до 650—850 °С (горячая сварка). Горячая сварка обеспечивает более высокое качество и применяется в ответственных случаях.
Электроды для сварки и наплавки стальных изделий. Электроды для ручной сварки представляют собой проволочные стержни длиной 300—400 мм, диаметром 1,6—12 мм с нанесенным на них покрытием (тонкой меловой или толстой специальной обмазкой). Тонкое покрытие имеет толщину 0,15...0,3 мм, а толстое — 0,25...0,35 d, где d — диаметр электрода, мм. Электроды с тонким покрытием применяют для сварки малоответственных деталей, так как оно предназначено лишь для обеспечения устойчивого горения дуги.
Толстые покрытия являются защитно-легирующими и позволяют получить наплавленный металл с требуемыми механическими свойствами, что необходимо для сварки и наплавки ответственных деталей. Такие покрытия, кроме стабильного горения дуги, обеспечивают также защиту расплавленного металла от воздействия воздуха и получение металла шва с заданными составом и свойствами за счет легирования расплавленного металла содержащимися в покрытии элементами. Поэтому в состав толстого покрытия электродов входят стабилизирующие, газообразующие, шлакообразующие, раскисляющие, легирующие и связующие компоненты.
Покрытия электродов могут быть кислыми (обозначаются буквой А), основными (Б), рутиловыми (Р), органическими (О), целлюлозными (Ц), прочими (П).
Электроды с кислыми покрытиями применяют для сварки низкоуглеродистых и низколегированных сталей. Они позволяют вести сварку во всех пространственных положениях на переменном и постоянном токе. Возможна сварка металла при наличии на свариваемых поверхностях ржавчины и окалины. Однако электроды с такими покрытиями токсичны в связи с выделением соединений марганца.
Электроды с рутиловыми покрытиями применяют для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей.
Электроды с основным покрытием применяют для сварки ответственных конструкций из сталей всех классов. Возможно легирование материала сварного шва за счет ввода в покрытие легирующих элементов. Качество сварки такими электродами повышается, если она выполняется на постоянном токе обратной полярности, а электроды перед сваркой подвергаются прокалке при температуре 400—450 °С.
Целлюлозное покрытие содержит органические вещества с небольшим количеством шлакообразующих компонентов, которые создают хорошую газовую защиту и образуют небольшое количество шлака при сварке на переменном и постоянном токах низкоуглеродистых и низколегированных сталей. Электроды с таким покрытием особенно эффективны, когда сварка должна проводиться в различных пространственных положениях.
При восстановлении деталей машин ручной сваркой обычно применяют электроды диаметром от 1,2 до 5,0 мм. По назначению электроды подразделяются на пять классов: для сварки углеродистых и низколегированных конструкционных сталей с в < 600 МПа, легированных конструкционных сталей с в > 600 МПа, легированных жаропрочных сталей, высоколегированных сталей с особыми свойствами и для наплавки поверхностных слоев с особыми свойствами. Требуемые механические свойства сварного соединения обеспечиваются выбором соответствующей марки электрода.
Электроды для сварки конструкционных сталей делят на типы: Э38, Э42, Э42А и др., где буква Э указывает, что электрод предназначен для сварки, цифры обозначают в наплавленного металла в 10-1 МПа, а индекс А — то, что сварочный шов, наплавленный этим электродом, имеет повышенные пластические свойства.
В обозначение типа наплавочного электрода входят: сочетание букв «ЭН» (электрод наплавочный), основные химические элементы, входящие в состав наплавленного слоя, и их среднее содержание в процентах. Если в обозначении типа электрода имеется буква У, то содержание углерода дано в десятых долях процента, а если она отсутствует, то в сотых долях. Цифры, стоящие после дефиса в конце обозначения указывают твердость наплавленного слоя (HRCэ).
Например, марка электрода ЭН-У30Х23Р2С2ТГ расшифровывается так: ЭН — электрод наплавочный; У30 — содержание углерода в наплавленном слое 3 %; Х23 — хрома 23 %; Р2 — бора 2 % ; С2 — кремния 2 %; Т — титана 1 % ; Г — марганца 1 %. Обозначение ЭН-14Г2Х-30 расшифровывается так: электрод наплавочный, наплавленный слой содержит 0,14 % углерода, 2 % марганца, 1 % хрома и имеет твердость 30HRC3.
Иногда в обозначении марки электрода твердость наплавленного слоя указывают в НВ, например, ОЗН-300, Т-590.
Стержни электродов для сварки стальных изделий изготовляют из стальной сварочной проволоки, которая в соответствии со стандартом выпускается диаметром 0,2—12 мм. Она используются также в качестве плавящегося электрода при механизированной дуговой сварке под флюсом и в среде защитных газов, как присадочный материал при дуговой сварке неплавящимся электродом и газовой сварке.
Сварочная проволока в зависимости от состава делится на три группы: низкоуглеродистую (Св-08А, Св-08ГС и др.), легированную (Св-18ХМА; Св-10Х5М и др.) и высоколегированную (Св-06Х19Н10МЗТ; Св-07Х25Н13 и др.).
Наплавочная проволока изготовляется диаметром 0,3—8 мм следующих марок: углеродистая (Нп-25, Нп-45, Нп-65и др.); легированная (Нп-40Г, Нп-65Г, Нп-ЗОХГСА, Нп-5ХНМ) и др.); высоколегированная (Нп-20Х14, Нп-40Х13, Нп-40Х2В8Т, Нп-Х20Н80Т и др.).
В марках проволоки «Св» означает сварочная, «Нп» — наплавочная, а последующие буквы и цифры — ее состав.
Качество сварки и наплавки существенно зависят от правильного выбора электрода. Тип и марку электрода выбирают из справочных таблиц в зависимости от материала и назначения свариваемой детали. Для сварочных работ стержнями электродов обычно является малоуглеродистая проволока Св-08, Св-08ГА и др. Для сварки конструкционных низкоуглеродистых и низколегированных сталей типа 15Х, 20Х применяют электроды Э-38, Э-42, Э-42А, Э-46.
Наиболее распространены электроды марок УОНИ-13/45; УОНИ-13/55 и др., которые выпускаются диаметром 2—5 мм с толщиной покрытия 0,6—1,2 мм.
Диаметр электрода зависит от толщины детали, типа шва и его положения в пространстве. При вертикальном и потолочном швах диаметр электрода не должен быть более 4 мм.
Для наплавки ручной электродуговой сваркой деталей из малоуглеродистых сталей, не подвергавшихся термической или химико-термической обработке, применяют обычные сварочные электроды. Наплавка деталей из среднеуглеродистых и легированных сталей, закаленных, а также из малоуглеродистой стали, но с цементированной поверхностью выполняется только специальными наплавочными электродами.
Для получения при наплавке износостойкого покрытия на деталях из малоуглеродистой, среднеуглеродистой и низколегированной сталей применяют электроды марок ОЗН-300, 03H-350, 03H-400. Эти электроды имеют стержень из легированной проволоки соответственно ЭН-15ГЗ-25; ЭН-18Г4-35 и ЭН-20Г4-40.
Хорошая износостойкость деталей, работающих с безударной нагрузкой, обеспечивается наплавкой электродом Т-590, а деталей, работающих с умеренно ударной нагрузкой, — электродом Т-620. Эти электроды изготовляют из сварочной проволоки Св-08А с обмазкой, содержащей хром, бор, кремний, марганец и другие легирующие элементы. Поэтому наплавленный такими электродами слой представляет собой легированный этими элементами сплав. Электродом марки Т-590 наплавляют детали машин, работающие в условиях интенсивного изнашивания.
Источники питания сварочной дуги. Для питания сварочной дуги при электродуговой сварке применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока.
Сварочные трансформаторы преобразуют напряжение сети (220 или 380 В), понижая его до необходимого для сварки. Выпускаются трансформаторы, предназначенные для ручной дуговой сварки покрытыми электродами и механизированной сварки под флюсом. Для ручной сварки, наплавки и резки металлов используют трансформаторы ТС-300, ТД-300, ТД-500, ОСТА-350 и др. В обозначениях моделей трансформаторов числа 300, 500, 350 означают номинальную силу сварочного тока (в А).
Источники постоянного тока делятся на сварочные выпрямители (ВС-300, ВДГ-302, ВДГ-601 и др.), сварочные преобразователи (ПСО-ЗОО, ПС-500, ПС-1000 и др.), состоящие из электродвигателя переменного тока и генератора постоянного тока, и сварочные агрегаты (АСБ-300-7, АДД-303, АСДП-500Г-ЗМ и др.), которые оснащены двигателем внутреннего сгорания (ГАЗ-320, ЯАЗ-240Г и др.).
К современным источникам питания относятся инверторные выпрямители, в которых сетевое напряжение преобразуется в высокочастотное (до 60 кГц ), которое понижается малогабаритным трансформатором до уровня сварочного напряжения. Масса инверторных выпрямителей примерно в 10 раз меньше, чем выпрямителей других типов.
Существенное снижение тепловыделения при сварке обеспечивают импульсные источники сварочного тока, которые позволяют получить ток в виде импульсов различной формы (прямоугольных, экспоненциальных) с разными временем и периодом следования импульсов. Это позволяет исключить прожоги при сварке изделий малой толщины.
На ремонтных предприятиях сварку производят, главным образом, переменным током от сварочных трансформаторов СТЭ, СТН, ТС и ТСК, которые проще в эксплуатации, долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако в некоторых случаях (сварка на малых токах покрытыми электродами и под флюсом) они не обеспечивают устойчивое горение дуги.
Режимы сварки.
Основными параметрами ручной электродуговой сварки являются сила тока и скорость сварки. Сила тока зависит от диаметра электрода:
I=kd,
где I— сила тока, A; d — диаметр электрода, мм; k— коэффициент, равный 40—60 для электродов со стержнем из низкоуглеродистой стали и 35—40 для электродов со стержнем из высоколегированной стали при выполнении сварки в нижнем положении, А/мм.
При заварке отверстий малого диаметра в массивных деталях для обеспечения требуемого провара рекомендуется выбирать силу тока на 10—15 % больше, чем указано выше.
Напряжение дуги изменяется в пределах 16—30 В.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла:
Толщина металла, мм 0,5—1,0 1,0—2,0 2,0—5,0 5,0—10,0 более 10
Диаметр электрода, мм 1,0—1,5 1,5—2,5 2,5—4,0 4,0—6,0 5,0—8,0
Скорость сварки выбирается исходя из необходимости проплавления свариваемого сечения и заполнения разделки кромок наплавленным металлом (при расчетах принимают v = 5—7 м/ч).
Особенности электродуговой сварки и наплавки деталей в зависимости от содержания углерода и легирующих элементов. Детали из малоуглеродистых и низколегированных сталей с содержанием углерода до 0,3 % свариваются достаточно хорошо и после сварки не требуют термической обработки.
Удовлетворительное качество шва получается при сварке сталей со средним содержанием углерода 0,3—0,4 %. Для улучшения качества сварки деталей толщиной более 15 мм рекомендуется перед сваркой их нагревать до температуры 200 °С, а после сварки проводить отпуск при температуре 650 °С.
С повышением содержания углерода свыше 0,45 % свариваемость стали ухудшается, возрастают пористость сварного шва и содержание в нем оксидов. Поэтому ограниченную свариваемость имеют сталь 45 и сталь 50, а также низколегированные стали с таким же содержанием углерода. После сварки рекомендуется проводить нормализацию.
Сварка легированных сталей представляет определенные технологические трудности, так как из-за меньшей теплопроводности они склонны к перегреву и охрупчиванию, а присутствующие в них примеси соединяются с кислородом и в виде тугоплавких оксидов остаются в наплавленном слое. Кроме того, легированные стали склонны к самозакаливанию, что вызывает повышение твердости и внутренних напряжений и может привести к образованию трещин.
Для снижения сварочных напряжений и деформаций, исключения образования трещин необходимо периодически прерывать процесс для охлаждения свариваемых деталей. При заварке трещин следует подогревать соседние с ними участки детали, что уменьшает внутренние напряжения и ее коробление после выполнения сварочных работ. С этой же целью среднеуглеродистые, высокоуглеродистые и легированные стали рекомендуется сваривать постоянным током при обратной полярности, что уменьшает опасность перегрева и образования закалочных трещин. При этом с илу тока назначают в зависимости от толщины свариваемой детали, учитывая, что с его увеличением кроме повышения производительности улучшаются показатели прочности и пластичности материала сварного шва.
При значительной толщине деталей шов формируют в несколько рядов. Дуга должна быть максимально короткой, так как с увеличением ее длины качество шва ухудшается.
При наплавке цементированной или закаленной детали ее предварительно отжигают. Для этого ее нагревают до 900 °С, а затем медленно охлаждают. Отпуск уменьшает твердость материала, сопротивление разрыву и предел упругости, но увеличивает вязкость, что позволяет повысить качество наплавки. После наплавки и механической обработки деталь можно вновь подвергнуть цементации и закалке для восстановления ее первоначальной твердости.
Повышение производительности труда и улучшение качества наплавки при восстановлении стальных деталей обеспечивается при применении насыщенной водородом проволоки. Для этого электродную проволоку травят в 5—10%-ном растворе серной кислоты. Скорость наплавки такой проволокой повышается примерно в 2 раза. Сварка травленной проволокой производится при постоянном токе с обратной полярностью.
Недостатками ручной дуговой сварки и наплавки являются относительно низкая производительность, зависимость качества работ от квалификации сварщика, повышенный расход электродов из-за неполного их использования, разбрызгивания и выгорания расплавленного металла. Более производительными являются механизированные электродуговые способы сварки и наплавки в защитных твердых, газообразных и жидких средах.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПРАВКОЙ