Герметизацiя мiкросхем
МРЖНРЖСТЕРСТВО ОСВРЖТИ РЖ НАУКИ УКРАРЗНИ
ДЕРЖАВАНИЙ ВИЩИЙ НАВЧАЛЬНИЙ ЗАКЛАД
ФРЖЗИЧНИЙ ФАКУЛЬТЕТ
КАФЕДРА ТВЕРДОТРЖЛЬНОРЗ ЕЛЕКТРОНРЖКИ
ГЕРМЕТИЗАЦРЖЯ МРЖКРОСХЕМ
Курсова робота
з курсу тАЬТехнологiчнi основи електронiкитАЭ
ЗМРЖСТ
Вступ
1. Загальнi вiдомостi про герметизацiю
1.1 Призначення процесу герметизацii
1.2 Вимоги до захисту iнтегральних мiкросхем
2. Види герметизацii
2.1 Пасивування
2.2 Безкорпусна герметизацiя
2.3 Корпусна герметизацiя
3. Методи герметизацii
3.1 Спаювання
3.2 Мiкроконтактування
3.3 Термокомпресiйне мiкрозварювання
3.4 Зварювання непрямим iмпульсним нагрiванням
3.5 Ультразвукове мiкрозварювання
3.6 Зварювання здвоiним електродом
3.7 Лазерне зварювання
3.8 Електронно-променеве зварювання
3.9 Холодне зварювання
3.10 Електроконтактне зварювання
3.11 Аргонно-дугове зварювання
Висновки
Список використаноi лiтератури
ВСТУП
В данiй курсовiй роботi розглядаються процеси, повтАЩязанi iз герметизацiiю iнтегральних напiвпровiдникових та гiбридних мiкросхем, мiкрозбiрок та мiкроблокiв, оскiльки найголовнiшим завданням мiкроелектронiки i створення максимально надiйних електронних схем i пристроiв. Розглядаються корпусна та безкорпусна герметизацiя, рiзнi види корпусiв, в основi класифiкацii котрих лежать матерiали з яких вони виготовляються або iхня геометрична форма. Пiддаються огляду та опису такi методи герметизацii, як термокомпресiя, зварювання непрямим iмпульсним нагрiванням, лазерне, холодне, електронно-променеве, аргонно-дугове, електроконтактне зварювання, герметизацiя ультразвуковим мiкрозварюванням та iншi. Розглядаються матерiали, якi використовуються для безкорпусноi герметизацii i для виготовлення корпусiв мiкросхем.
Також розглядаються й аналiзуються переваги i недолiки кожного методу з точки зору споживання енергii, можливостi автоматизацii технологiчного процесу герметизацii, вартостi обладнання та установок, здатностi використання в масовому чи тiльки вузькому та спецiалiзованому виробництвi, часу, який затрачуiться на герметизацiю iнтегральних мiкросхем, робочих температур мiкрозварювання, котрi можуть призвести до виходу з ладу напiвпровiдникового кристалу.
1. ЗАГАЛЬНРЖ ВРЖДОМОСТРЖ ПРО ГЕРМЕТИЗАЦРЖЮ
1.1 Призначення процесу герметизацii
Сучаснi електроннi пристроi та системи будуються з використанням виробiв мiкроелектронiки.
Мiкроелектронiка тАУ це науково-технiчний напрям електронiки, який охоплюi проблеми дослiдження, конструювання i виготовлення високонадiйних i економiчних мiкромiнiатюрних схем та пристроiв фiзичними, хiмiчними, схемотехнiчними та iншими методами [1].
Першим завданням мiкроелектронiки i створення максимально надiйних електронних схем i пристроiв [1]. Це завдання вирiшуiться переважно за якiсно новими принципами виготовлення електронноi апаратури, тобто вiдмовленням вiд використання дискретних елементiв та створенням iнтегральних мiкросхем (РЖМС), в яких активнi (транзистори, дiоди) та пасивнi елементи (резистори, конденсатори) та зтАЩiднувальнi елементи електронноi схеми формуються на поверхнi чи в обтАЩiмi напiвпровiдникового кристалу або на поверхнi дiелектричноi пiдкладки в iдиному технологiчному циклi. Мiнiмальна кiлькiсть внутрiшнiх зтАЩiднань даi можливiсть рiзко пiдвищити надiйнiсть мiкроелектронноi апаратури. Саме цим долаються складнi суперечностi мiж зростаючими вимогами до надiйностi електронноi апаратури та ii стрiмким ускладненням.
Другим завданням мiкроелектронiки i зниження вартостi електронних схем та пристроiв [2]. Це завдання вирiшуiться формуванням за один технологiчний цикл структур рiзних елементiв, мiжелементних зтАЩiднань та контактних площинок для багатьох РЖМС на вiдносно великiй напiвпровiдниковiй пластинi або на дiелектричнiй пiдкладцi з подальшим розподiлом вiдповiдно на кристали або на плати РЖМС. При цьому вдаiться уникнути багатьох нерацiональних технологiчних операцiй, зменшити кiлькiсть внутрiшнiх зтАЩiднань, виключити роздiльну герметизацiю окремих елементiв i значно скоротити кiлькiсть складальних операцiй у процесi виготовлення дискретних елементiв та iх монтажу. Цi переваги РЖМС набувають бiльшоi значущостi в мiру iх ускладнення та зростання в них кiлькостi елементiв. Поруч з вирiшенням цих двох найважливiших завдань мiкроелектронiки створення та використання РЖМС сприяють рiзкому зменшенню маси та обтАЩiму електронноi апаратури порiвняно з масою та обтАЩiмом апаратури на дискретних елементах, а також зменшенню споживаноi потужностi.
РЖнтегральна мiкросхема тАУ мiкроелектронний вирiб, який виконуi визначену функцiю оброблення сигналу i/або накопичення iнформацii i маi високу щiльнiсть розмiщення неподiльно виконаних i електрично зтАЩiднаних елементiв.
Для захисту елементiв i компонентiв РЖМС вiд дii зовнiшнього середовища кристал герметизують за допомогою iзоляцiйних матерiалiв або щiльноi герметизацii, використовуючи вакуум. Це ускладнюi конструкцiю РЖМС, але iстотно пiдвищуi ii надiйнiсть.
Герметизацiя тАУ це комплекс заходiв i технологiчних операцiй, якi забезпечують захист iнтегральних мiкросхем, мiкрозбiрок вiд механiчних та клiматичних впливiв, дiй агресивних середовищ, атмосферного кисню, пилу, вологи, механiчних i електромагнiтних дiй, вiбрацii, i надiйнiсть при виготовленнi, зберiганнi й експлуатацii [2]. Пiд герметичнiстю розумiють здатнiсть герметизованоi конструкцii не пропускати через своi елементи рiдину або газ. Герметичнiсть iнодi характеризують натiканням кiлькостi потоку рiдини або газу. Герметизацiя тАУ одна з останнiх операцiй технологiчного процесу виробництва [3], отже, повинна забезпечувати максимальний вихiд придатних РЖМС та безвiдмовну роботу iх в умовах експлуатацii.
1.2 Вимоги до захисту iнтегральних мiкросхем
У процесi зберiгання i експлуатацii РЖМС пiддаються зовнiшнiм впливам, якi обумовленi частiше за все змiнами температури або вологостi навколишнього середовища, збiльшенням чи зменшенням атмосферного тиску, наявнiстю активних речовин в навколишнiй атмосферi, наявнiстю вiбрацiй, ударiв та iншими факторами. Для захисту мiкросхем вiд таких впливiв виконуiться комплекс спецiальних заходiв. Найбiльш широке поширення в теперiшнiй час отримали два способи захисту мiкросхем: безкорпусний захисту i корпусний.
Вибiр конструктивно-технологiчного варiанту виконання без корпусного захисту визначаiться в першу чергу призначенням i вимогами, якi ставляться до мiкросхеми, котру потрiбно захистити. Якщо безкорпусна мiкросхема виготовляiться у виглядi самостiйного виробу, то ii захист здiйснюiться з урахуванням всього комплексу клiматичних механiчних впливiв, якi передбаченi технiчними умовами на дану схему.
Особливi вимоги у випадку безкорпусного захисту ставляться до хiмiчноi чистоти i термостiйкостi герметизуючих покрить, до iх фiзико-механiчних властивостей, вологопоглинання. Крiм того, герметизуючi матерiали повиннi забезпечувати не тiльки високу жорсткiсть створюваноi конструкцii, але й стiйкiсть ii до рiзних видiв впливiв.
Якщо в процесi експлуатацii i зберiгання мiкросхем потрiбний захист, який забезпечував би iх роботоздатнiсть на протязi тривалого промiжку часу, то в цьому випадку рекомендуiться використовувати корпусний захист. Причому корпуси повиннi вiдповiдати наступним основним вимогам: мати достатню механiчну мiцнiсть i корозiйну стiйкiсть; мати мiнiмальнi розмiри; забезпечувати чистоту середовища навколо мiкросхеми; дозволяти легко i надiйно виконувати електричне зтАЩiднання мiж елементами мiкросхеми i друкованоi плати, на яку встановлюiться мiкросхема; забезпечувати мiнiмальнi паразитнi iмностi та iндуктивностi конструкцii; забезпечувати надiйну iзоляцiю мiж струмопровiдними елементами; бути герметичними i запобiгати проникненню вологи до мiкросхеми, яка захищаiться; забезпечувати мiнiмальний тепловий опiр мiж мiкросхемою, розмiщеною всерединi корпусу, i навколишнiм середовищем; захищати мiкросхему вiд дiй електромагнiтного поля i радiоактивного випромiнювання; забезпечувати можливiсть процесу автоматизацii процесу збiрки; мати мiнiмальну вартiсть та iн.
2. ВИДИ ГЕРМЕТИЗАЦРЖРЗ
Вiдомо кiлька методiв герметизацii iнтегральних мiкросхем. Залежно вiд конструктивно-технологiчного виконання, призначення й галузей застосування iнтегральних мiкросхем використовують корпусний та безкорпусний захист [2], а також пасивування структур мiкросхем безпосередньо на пiдкладцi [4].
2.1 Пасивування
Поряд iз захистом мiкросхем в корпусi широко використовуiться захист структур мiкросхем безпосередньо на пiдкладцi. Такий захист забезпечують спецiальнi пасивуючi шари, а сам процес називаiться пасивуванням. В напiвпровiдникових мiкросхемах цю роль виконуi шар двоокису кремнiю, отриманий або окисленням кремнiiвоi пiдкладки або термовакуумним напиленням двооксиду на поверхню кристалу готовоi мiкросхеми. В гiбридно-плiвкових мiкросхемах пасивування виконуiться нанесенням двооксидiв ![]() , монооксидiв
, монооксидiв ![]() , оксиду алюмiнiю
, оксиду алюмiнiю![]() . Використовуiться також захист оплавленням скла, нанесенням плiвки полiмерних матерiалiв i т.д.
. Використовуiться також захист оплавленням скла, нанесенням плiвки полiмерних матерiалiв i т.д.
Пасивуючий шар може забезпечити настiльки надiйний захист, що опресована пластмасою мiкросхема виявляiться досить стiйкою до впливiв навколишнього середовища. Такi мiкросхеми задовiльно працюють в умовах, неповтАЩязаних з дiiю рiзко агресивних середовищ тАУ морського туману, хiмiчно активних газiв та iн. РЗх широко використовують в побутовiй та iншiй масовiй апаратурi [4]. РЗхня вартiсть набагато нижча, нiж аналогiчних мiкросхем в металокерамiчних i металосклянних корпусах, тому такий спосiб захисту маi широке використання.
2.2 Безкорпусна герметизацiя
Здiйснюiться спецiальними вологозахисними лаками i еластичними компаундами методами лиття пiд тиском або заповненням у вакуумi i застосовуiться лише для захисту напiвпровiдникових мiкросхем при незначнiй змiнi зовнiшнiх впливiв [3].
Використання безкорпусних ВРЖС в мiкроелектроннiй апаратурi дозволяi забезпечити значне зменшення ii малогабаритних характеристик, зниження значень перехiдних опорiв, паразитних iндуктивностей i iмностей, збiльшення надiйностi. Безкорпуснi ВРЖС надiленi унiверсальнiстю використання при пониженiй матерiалоiмностi.
Безкорпуснi ВРЖС виготовляють з гнучкими дротяними виводами, на полiамiдному носii з обтАЩiмними виводами. На комутацiйнiй платi ВРЖС на полiамiдному носii займають площу, в 4-10 i бiльше разiв меншу в порiвняннi з мiкросхемами в корпусах. Для монтажу на плату виводи ВРЖС в цьому випадку мають вид квадратних контактних площадок, розмiщених в периферiйних областях кристалу.
Використання безкорпусних ВРЖС на полiамiдних носiях дозволяi пiдвищити надiйнiсть мiкроелектронноi апаратури за рахунок: зменшення кiлькостi зварних i паяних зтАЩiднань в розрахунку на одну контактну площадку ВРЖС (для корпусних тАУ три-чотири з'iднання, для безкорпусних тАУ два-три), покращення умов вiдводу теплоти при установцi кристалу безпосередньо на тепловiдвiдний птАЩiдестал, зниження механiчних напруг в кристалi ВРЖС i невеликоi маси.
Безкорпуснi ВРЖС з обтАЩiмними виводами являють собою кристали ВРЖС, на контактних площадках яких утворенi шариковi (або стовпчиковi) виводи. ОбтАЩiмнi виводи виготовляють iз золота, залуженоi або позолоченоi мiдi i сплаву олово-срiбло. Такi ВРЖС займають на комутацiйнiй платi площу в 16-40 разiв меншу, нiж корпуснi ВРЖС, i в 4-10 разiв меншу, нiж безкорпуснi ВРЖС на полiамiдному носii. Опiр iх виводiв в 20-100 разiв, паразитна iмнiсть в 60-200 разiв i мiжвивiдна iмнiсть в 9-50 разiв нижча, нiж у корпусних ВРЖС.
ОбтАЩiмнi виводи на контактних площадках кристалу ВРЖС можуть бути сформованi двома рiзними способами. В першому способi, який називають ВлмокримВ», використовують процеси вакуумного осадження бартАЩiрного шару (хром-нiкель, хром-мiдь, ванадiй-мiдь), на якому гальванiчно вирощують пропiйнi шарики. БартАЩiрний шар створюють з металiв, якi мають хорошу адгезiю до алюмiнiю кристалу ВРЖС i не утворюють з ним випрямляючих контактiв, тобто таких, що не впливають на електричнi параметри ВРЖС. До недолiкiв ВлмокрогоВ» способу вiдносять важкiсть нанесення однорiдного покриття необхiдноi товщини, важкiсть контролю за складом припою i витримуванням параметрiв обтАЩiмних виводiв через гальванiчне розростання, а також погiршення параметрiв ВРЖС, особливо на МДН-структурах.
Щоб уникнути недолiкiв ВлмокрогоВ» способу формування обтАЩiмних виводiв, використовують ВлсухийВ» спосiб. Його суть полягаi в ультразвуковому приiднаннi шарикiв iз золотого дроту з наступною обрiзкою дроту безпосередньо над шариком. ВлСухийВ» спосiб простий i практично не впливаi на параметри ВРЖС.
ОбтАЩiмнi виводи формують на кристалах, якi знаходяться в складi пластини до ii роздiлення. При цьому ВлсухийВ» спосiб забезпечуi вибiрковiсть у формуваннi обтАЩiмних виводiв: вони створюються на контактних площадках тiльки придатних, попередньо провiрених по електричним параметрам кристалiв ВРЖС.
Приiднання носiя може бути здiйснено пайкою або термокомпресiйною зваркою. ОбтАЩiмнi золотi виводи на носii формують iмпульсною зваркою iз золотим покриттям мiдноi балки, а також лазерною iмпульсною зваркою або зваркою.
Приiднувати мiднi, покритi олово-вiсмутом, балковi виводи полiiмiдного носiя до контактних площадок кристалiв складнiше, так як мiдь та алюмiнiй технiчно несумiснi при мiкрозварцi та пайцi. Тому перед iх зтАЩiднанням на контактних площадках кристалу або ленточних виводах носiя формують обтАЩiмнi виводи, на кристалi тАУ золотi або припiйнi, на носii тАУ золотi.
Полiамiднi носii з алюмiнiiвими балковими виводами (рис 2.1) приiднують до алюмiнiiвих контактних площадок кристалiв ВРЖС ультразвуковою мiкрозваркою. В цьому випадку при взаiмодii матерiалiв виводу i контактноi площадки утворюiться надiйне однокомпонентне мiкрозварне зтАЩiднання.
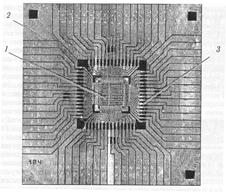
Рис. 2.1 Безкорпусна iнтегральна мiкросхема з виводами на полiамiдному носii[2]
В оловтАЩяне покриття мiдних балкових виводiв вводять вiсмут (до 10%) або свинець (до 40%) з метою запобiганню утворення крихкоi фази iнтерметалiду ![]() . При добавленнi вiсмуту товщина iнтерметалiду пiсля пайки при температурi 250ºС i часом витримки 30 с складаi 0,5-2 мкм. Легування припою свинцем при пайцi в таких же умовах приводить до утворення шару iнтерметалiду товщиною 4-5 мкм, котрий сприяi утворенню мiцних паяних зтАЩiднань. Дальше збiльшення його товщини викликаi зменшення мiцностi.
. При добавленнi вiсмуту товщина iнтерметалiду пiсля пайки при температурi 250ºС i часом витримки 30 с складаi 0,5-2 мкм. Легування припою свинцем при пайцi в таких же умовах приводить до утворення шару iнтерметалiду товщиною 4-5 мкм, котрий сприяi утворенню мiцних паяних зтАЩiднань. Дальше збiльшення його товщини викликаi зменшення мiцностi.
Перед приiднанням полiамiдного носiя або перед установкою на комутацiйну плату пластина з кристалами ВРЖС закрiплюiться на еластичнiй адгезiйнiй плiвцi i роздiляiться на окремi кристали на всю товщину, що виключаi необхiднiсть в подальшому розламування пластини, i обтАЩiмнi виводи не пошкоджуються.[5]
Метод лиття i пресування полягаi у використаннi пластмасових матерiалiв, якi мають високу текучiсть при порiвняно низьких температурах i тисках, а також погану адгезiю до стiнок форми. У розплавленому виглядi матерiал пластмаси заповнюi всi пустоти у литтiвiй формi. Процес герметизацii проводиться у трансферних машинах термореактивною або термопластичною пластмасою[3].
При герметизацii цим методом кристал повинен бути змонтований на рамцi, стрiчцi або гнучкому носii. У такому виглядi вiн завантажуiться в прес-форму. Нижню частину прес-форми закривають верхньою i вмiщують мiж двома плитами-нагрiвачами двоходового гiдравлiчного преса. При роботi пресу вiдбуваiться замикання верхньоi i нижньоi частин прес-форми i витискання рухливим плунжером-трансфером прес-матерiалу, який перейшов пiд дiiю температури i тиску у втАЩязко-текучий стан, iз завантажувальноi камери через литники у робочi гнiзда.
Прес-матерiал повнiстю огортаi арматуру мiкросхеми. Цей метод герметизацii досить простий, високопродуктивний, але дорогий [3]. Тому застосовуiться лише в багатосерiйному виробництвi.
Для герметизацii невеликих партiй виробiв застосовують заливання пiд вакуумом [3]. Змонтованi кристали завантажують в спецiальнi литтiвi форми, якi перемiщаються вздовж операцiйноi дiлянки зливного автомата. У форми дозовано подаiться старанно перемiшаний герметизуючий компаунд, потiм проводять вiдкачування повiтря для усунення пухирцiв повiтря з компаунда. Пiсля заливання при певних температурно-часових режимах проводиться затвердiння компаунда. Цей метод маi низьку продуктивнiсть.
При проектуваннi електронних апаратiв широко застосовують безкорпуснi РЖМС (БкРЖМС) призначенi, як правило, для монтажу в ГРЖС або мiкрозбiрку iз загальною герметизацiiю чи без неi [2]. Захист БкРЖМС здiйснюють за допомогою лакiв або iнших дiелектричних покриттiв. За конструктивним виконанням БкРЖМС можуть бути iз гнучкими виводами, зi стрiчковими (павуковими) виводами на полiiмiднiй плiвцi, з жорсткими виводами, на спiльнiй пластинi (не роздiленi) та iн. БкРЖМС монтують iдиним методом ТПМК. Для автоматизацii складальних операцiй найчастiше використовують БкРЖМС зi стрiчковими виводами [2]. Кристал БкРЖМС установлюють на стрiчковий носiй, що забезпечуi зтАЩiднання мiж РЖМС i виробом, в який БкРЖМС монтуiться, а також тепловiдведення вiд кристала. БкРЖМС мають найменшi значення перехiдних опорiв, паразитних iндуктивностей та iмностей порiвняно з будь-якими iз типiв корпусних РЖМС. Пристроi на БкРЖМС мають найбiльшу щiльнiсть монтажу [2]. Герметизацiю пристроiв на БкРЖМС здiйснюють на рiвнi мiкрозбiрок, ГРЖС або системи.
Функцiя захисту вiд клiматичних впливiв, дiй агресивних середовищ, атмосферного кисню, пилу, вологи, механiчних i електромагнiтних дiй, вiбрацii покладаiться головним чином на корпус мiкросхеми [4].
2.3 Корпусна герметизацiя
Для такоi герметизацii використовуються унiфiкованi стандартнi корпуси, перевагою яких i можливiсть автоматизацii процесiв складання, що знижуi вартiсть мiкросхеми.
Корпус тАУ частина конструкцii РЖМС, яка призначена для ii захисту вiд зовнiшнього впливу i зтАЩiднання iз зовнiшнiми колами за допомогою виводiв. Вiн маi вiдводити теплоту, що видiляi РЖМС, давати змогу перевiряти електричнi параметри i застосовувати високопродуктивнi, у тому числi автоматизованi процеси складання й монтажу РЖМС в апаратуру. Його конструкцiя повинна забезпечувати надiйну герметизацiю i механiчний захист напiвпровiдникових або гiбридно-плiвкових мiкросхем. Корпус маi також забезпечувати роботоздатнiсть РЖМС за пiдвищених (до 398 К (125 ºС)i вище) та знижених (до 214 К (-59 ºС)) температур [2]. Такi широкi функцii корпусу жорстко регламентують перелiк використовуваних матерiалiв, а також основнi конструктивно-технологiчнi рiшення. Типи найпоширенiших корпусiв наведено на рис 2.2.
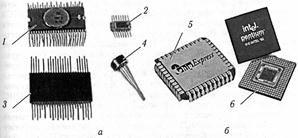
Рис 2.2 Корпуси та кристалоносii iнтегрованих мiкросхем [2]:
а тАУ корпуси;
б тАУ кристалоносii;
1 тАУ металокерамiчний;
2, 4 тАУ металоскляний;
3 тАУ пластмасовий;
5 тАУ кристалоносiй з J-подiбними виводами;
6 тАУ кристалоносiй з матричними виводами.
Перед зваркою нiжка з кристалом вiдпалюiться в азотi при Т=200-300ºС на протязi 30 хвилин [6]. Металевi зовнiшнi виводи проходять через дiелектричний матерiал (утворюi остiв корпусу) або бусинковi iзолятори. Це скло, керамiка або пластмаса. Другий елемент конструкцii корпусу тАУ штампованi металевi деталi, котрi забезпечують механiчну мiцнiсть, екранування i тепловiдвiд. Для того, щоб уникнути виникнення механiчних напруг при змiнi температури в широкому iнтервалi значень, зовнiшнi виводи й iншi металевi елементи конструкцiй виготовляються iз ковару ( Ni тАУ 29%, Co тАУ 17%, Fe тАУ 54% ). Зсередини металевi деталi часто покриваються тонким шаром золота [4].
У залежностi вiд використовуваних матерiалiв корпуси подiляються на металосклянi, склянi, металокерамiчнi, керамiчнi, металополiмернi i полiмернi.[5] Така класифiкацiя враховуi насамперед конструктивний матерiал, що використовуiться як механiчна опора для закрiплюваного кристалу (складального елементу), та матерiал, яким iзолюють виводи.[2]
Металосклянi корпуси складаються з металевоi кришки i металевоi основи, в яку, використовуючи iзолятори, впаянi виводи. В якостi iзоляторiв використовують склянi буси (при iзоляцii кожного виводу окремо) або скло таблетки (при iзоляцii групи виводiв). Для забезпечення якiсного металоскляного спаю пiдбирають матерiали таким чином, щоб температурнi коефiцiiнти лiнiйного розширення скла i металу були однаковими або близькими.
В металокерамiчних корпусах дно i кришку формують iз металу, а основу тАУ iз керамiки, яка в даному випадку виконуi функцiю пiдкладки. В керамiчних корпусах в якостi пiдкладки використовуiться не тiльки основа, але i кришка. Роздiляються вони мiж собою керамiчною рамкою. Герметизацiя корпусу здiйснюiться або склоемаллю, або склоприпоiм, або клеiм. Металополiмернi корпуси складаються зазвичай iз металевоi капсули (дна), в яку встановлюiться плата. РЖзоляцiя виводiв i герметизацiя корпусу здiйснюiться заливкою компаундом. В полiмерних (пластмасових) корпусах виводи впресованi в основу iз полiмеру, а кришка виготовляiться, як правило iз такого ж матерiалу, що i основа, i приклеюiться до неi. До пластмасових корпусiв вiдносяться також корпуси, якi не мають нi кришки, нi основи. Герметизацiя мiкросхеми i виготовлення корпусу в даному випадку вiдбуваiться одночасно.
Крiм перечислених рiзновидiв корпусiв, на практицi зустрiчаються також керамiко-полiмернi, керамiко-склянi та iн.
Загерметизований корпус утворюi замкнений обтАЩiм, в якому розмiщують кристал (складальний елемент) i зтАЩiднувальнi з внутрiшнiми контактними площинками корпусу провiдники. Застосовують також балковi або стовпчиковi виводи для зтАЩiднання контактних площинок РЖМС iз контактними площинками корпусу. За способом герметизацii корпуси РЖМС подiляють на зварюванi, паянi та герметизованi склоприпоiм. Широко застосовують герметизацiю корпусiв паянням припоiм, що складаiться з 80% Au та 20% Sn, за температури 570 К або склоприпоiм iз температурою складання РЖМС (673-703) К. Цими способами створюють зтАЩiднання, якi задовольняють умови герметичностi щодо витiкання гелiю ![]() [2], забезпечують високий вiдсоток виходу придатних РЖМС та iх продуктивнiсть.
[2], забезпечують високий вiдсоток виходу придатних РЖМС та iх продуктивнiсть.
Не дивлячись на хорошу якiсть герметизацii мiкросхеми в робочому металокерамiчному або металосклянному корпусах неможливо забезпечити iмовiрнiсть порушення герметичностi (у видi трiщин в склi або поганого спаю дiелектрика з металом) нижчу, нiж iмовiрнiсть вiдказу самоi мiкросхеми. Нагадаiмо, що iнтенсивнiсть вiдказiв мiкросхем маi порядок ![]() [4]. Пластмасовi корпуси типу використовують для масових серiй РЖМС iз малою розсiюваною потужнiстю. Вони працюють за нормальноi та низькоi вологостi в обмеженому дiапазонi температур. До того ж слiд вiдмiтити, що якiсть герметизацii мiкросхем в пластмасовому i металополiмерному корпусах взагалi незадовiльна, так як полiмернi матерiали, наприклад погано протистоять проникненню вологи [6]. Найнадiйнiшими i керамiчнi корпуси [2], однак через велику кiлькiсть виводiв вони мають обмежену провiднiсть, що знижуi швидкодiю РЖМС, до того ж вони досить високовартiснi.
[4]. Пластмасовi корпуси типу використовують для масових серiй РЖМС iз малою розсiюваною потужнiстю. Вони працюють за нормальноi та низькоi вологостi в обмеженому дiапазонi температур. До того ж слiд вiдмiтити, що якiсть герметизацii мiкросхем в пластмасовому i металополiмерному корпусах взагалi незадовiльна, так як полiмернi матерiали, наприклад погано протистоять проникненню вологи [6]. Найнадiйнiшими i керамiчнi корпуси [2], однак через велику кiлькiсть виводiв вони мають обмежену провiднiсть, що знижуi швидкодiю РЖМС, до того ж вони досить високовартiснi.
Конструкцiя скляного корпусу показана на рис 2.3. Такий корпус забезпечуi добру електричну iзоляцiю i маi невисоку вартiсть, але погану теплопровiднiсть i низьку механiчну мiцнiсть [3]. Тому iх виготовляють якомога менших розмiрiв. Герметизацiя цих корпусiв здiйснюiться шляхом спаювання через шар легкоплавкого скла чи металiзацii.
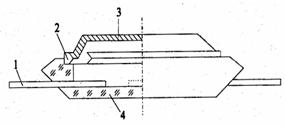
Рис 2.3 Конструкцiя скляного корпусу[3]:
1 тАУ вiдвiд зовнiшнiй;
2 тАУ рамка;
3 тАУ скляна або металiчна кришка;
4 тАУ скляна основа.
Хорошу електроiзоляцiю забезпечують керамiчнi корпуси, якi виготовляють з алюмокерамiки чи керамiки на основi оксиду берилiю. Деталi конструкцii плоского керамiчного корпусу показанi на рис 2.4. Для герметизацiй великих iнтегральних схем ВРЖС використовують керамiчнi корпуси типу DIP iз дворядним розташуванням вiдводiв. Пiсля монтажу кристалу по периметру основи i кришки корпусу трафаретним друком наноситься скляна суспензiя, яка складаiться з ![]() . Пiсля сушiння нанесеного шару проводиться сумiщення корпусу i його запаювання. Такий корпус вiдзначаiться досить високою мiцнiстю i низькою вартiстю [3].
. Пiсля сушiння нанесеного шару проводиться сумiщення корпусу i його запаювання. Такий корпус вiдзначаiться досить високою мiцнiстю i низькою вартiстю [3].
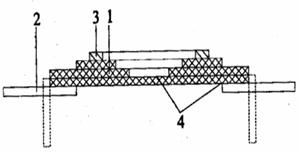
Рис 2.4 Деталi конструкцii керамiчного корпусу[3]:
1 тАУ тришарова керамiчна плата;
2 тАУ вiдвiд;
3 тАУ металеве кiльце;
4 тАУ металiзацiя.
Для герметизацii мiкросхем використовують також пластмасовi корпуси, якi виготовляються гарячим пресуванням з преспорошку марки К-124-38 або полiстиролу. Кришка закрiплюiться до корпусу з допомогою клею. При усадцi клею в процесi затвердiння забезпечуiться стягування i щiльний притиск зтАЩiднувальних деталей. Корпуси з шовно-клеймовими зтАЩiднаннями найпростiшi i найдешевшi, але мiкросхеми в таких корпусах можуть працювати лише в нормальних умовах експлуатацii [3].
Велике значення для пiдвищення надiйностi РЖМС i мiкроелектронноi апаратури маi стандартизацiя конструкцii корпусiв. Державний стандарт визначаi вимоги до форм i розмiрiв корпусiв та мiкросхем. Використовують корпуси птАЩяти форм. Корпус першого типу маi прямокутну форму з виводами, перпендикулярними до площини iх крiплення (Рис 2.5, а), корпус другого типу тАУ прямокутну форму з прямокутними виводами (Рис 2.5, б), корпус третього типу тАУ круглу форму з круглими виводами (Рис 2.5, в), корпус четвертого типу тАУ прямокутну форму з виводами, розташованими паралельно верхнiй та нижнiй площинам (Рис 2.5, г). Корпуси птАЩятого типу тАУ це плоскi Влбезвивiднi корпусиВ» (Рис 2.5, д). Електричне зтАЩiднання РЖМС, змонтованоi в такому корпусi, здiйснюють за допомогою металiзованих контактних площинок, якi розташовують по периметру корпусу.
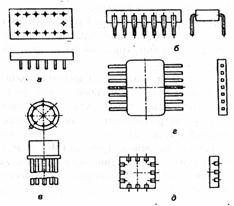
Рис 2.5 Ескiзи конструкцiй корпусiв [1]:
1 тАУ корпус першого типу;
2 тАУ корпус другого типу;
3 тАУ корпус третього типу;
4 тАУ корпус четвертого типу;
5 тАУ корпус птАЩятого типу.
Для сучасних ВРЖС i НВРЖС потрiбнi корпуси з кiлькiстю виводiв бiльше 300, здатнi розсiювати потужнiсть до 60 Вт. Збiльшення кiлькостi виводiв погiршуi малогабаритнi характеристики РЖМС. Так, 64-вивiдний корпус типу DIP маi розмiри ![]() , масу 12 г, опiр виводiв 1 Ом, iндуктивнiсть виводiв 5 нГ, iмнiсть мiж виводами 5 пФ, тепловий опiр кристал тАУ навколишнi середовище 36
, масу 12 г, опiр виводiв 1 Ом, iндуктивнiсть виводiв 5 нГ, iмнiсть мiж виводами 5 пФ, тепловий опiр кристал тАУ навколишнi середовище 36 ![]() . У цьому корпусi кристал займаi лише 4-7% загальноi площi [2], а паразитнi параметри значно знижують швидкодiю ВРЖС. Нинi розроблення корпусiв для ВРЖС та НВРЖС стало так само важливим, як i розроблення власне НВРЖС.
. У цьому корпусi кристал займаi лише 4-7% загальноi площi [2], а паразитнi параметри значно знижують швидкодiю ВРЖС. Нинi розроблення корпусiв для ВРЖС та НВРЖС стало так само важливим, як i розроблення власне НВРЖС.
Кристалоносii (КРН) тАУ квадратнi або прямокутнi корпуси, якi мають J-подiбнi виводи, розмiщенi з чотирьох сторiн, i призначенi для технологii поверхневого монтажу кристалоносiiв ТПМК. За внутрiшньою структурою та використовуваними матерiалами КРН не вiдрiзняються вiд корпусiв DIP. Одним iз рiзновидiв КРН i кристалоносii з виводами у виглядi контактних площинок, розмiщених на бiчних сторонах корпусу. Цi корпуси називають безвивiдними. Безвивiднi КРН займають на платi площу в 6 разiв меншу, а iхня маса в 10 разiв менша за масу корпусiв DIP. Корпуси КРН i найпоширенiшими для спецiального застосування НВРЖС. Вони призначенi для безпосереднього монтажу на поверхню паянням або для установлення на панельки. Складаючи НВРЖС з кiлькiстю виводiв понад 100, КРН замiнюють матричними корпусами (МК). Штирковi виводи або контактнi площинки розмiщенi на основi кристалоносiю iз кроком 2, 5 мм у виглядi матрицi виводiв, завдяки чому при однаковiй кiлькостi виводiв основа кристалоносiю за площею менша вiд площi КРН. Матричнi корпуси i найпридатнiшими для НВРЖС з кiлькiстю виводiв 300 та бiльше [2].
Стандартнi корпуси для герметизацii напiвпровiдникових iнтегральних мiкросхем мають круглу (модифiкований варiант корпусу транзистора) або прямокутну форму. Для гiбридних iнтегральних мiкросхем найчастiше використовуються квадратнi i прямокутнi корпуси чи корпуси типу ВлпеналВ» з вiдводами, перпендикулярними або паралельними до площини основи корпусу.
Круглi корпуси типу ТО-5 вiдзначаються високою надiйнiстю, перевiреною протягом тривалого часу зберiгання i експлуатацii. Корпус ТО-5 маi невеликi розмiри (дiаметр 9.6 мм, висоту 4.6 мм), а кiлькiсть вiдводiв тАУ до 12. Кришка корпусу металiчна. У випадку застосування круглих корпусiв, зварювання кришки до основи здiйснюються в основному холодним або електроконтактним способом. Недолiком таких корпусiв i невисокий коефiцiiнт заповнення обтАЩiму [3].
Виготовляiться велика номенклатура корпусiв для РЖМС. Усi вони стандартизованi i тому наперед визначають правила встановлення та монтажу РЖМС на друкованих платах. Отже, крiм прямого призначення, корпус, РЖМС повинен мати конструктивнi характеристики, особливо за габаритними розмiрами i розмiщенням виводiв.
Промисловiсть випускаi корпуси РЖМС круглоi та прямокутноi форми. Корпус круглоi форми тАУ це модифiкований металоскляний корпус транзисторiв зi збiльшеною кiлькiстю виводiв. Спочатку кiлькiсть виводiв було збiльшено до 8, а потiм тАУ до 12.
Прямокутнi корпуси подiляють на двi основнi групи: з планарними виводами, розмiщеними в площинi корпусу, та зi штирьовими виводами. У поперечному розрiзi виводи можуть бути круглоi, квадратноi або прямокутноi форми. Велику кiлькiсть вiдводiв (до 14) i бiльший коефiцiiнт заповнення обтАЩiму мають прямокутнi плоскi корпуси з вiдводами [3], розмiщеними горизонтально чи вертикально, що вiдображено на рис 2.6.
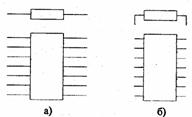
Рис 2.6 Прямокутнi плоскi корпуси [3]:
а тАУ з горизонтальними виводами;
б тАУ з вертикальними виводами.
Плоскi прямокутнi корпуси бувають металоскляннi, склянi, керамiчнi i пластмасовi. Плоскi металосклянi корпуси мають розмiри 9.8 мм, висоту 2 мм, 14 вiдводiв при кроцi 0.625 мм. Для герметизацii прямокутних корпусiв застосовуiться шовне лазерне, електронно-променеве, ультразвукове чи аргонно-дугове зварювання [3].
Мiкросхеми в круглих i прямокутних корпусах зi штирьовими виводами встановлюють на друкованих платах, запаюючи виводи в отворах плат (Рис 2.5, а, 2.б, в). Плати, на якi встановлюються корпуси з планарними виводами, не потребують в них отворiв: планарнi виводи зверху припаюють до контактних площинок плат (Рис 2.5, г), тому планарнi виводи можна легко вiдпаювати пiд час ремонтних робiт. Мiкросхеми з такими виводами можна розмiщувати з обох бокiв друкованоi плати.
Кристали мiкросхем високого ступеня iнтеграцii iз числом елементiв понад ![]() (ВРЖС) мають велику кiлькiсть виводiв, що обумовлюють особливостi конструкцii корпусу. Для розмiщення великоi кiлькостi виводiв iз встановленим кроком металокерамiчним i пластмасовим корпусам ВРЖС надають подовженоi форми [1].
(ВРЖС) мають велику кiлькiсть виводiв, що обумовлюють особливостi конструкцii корпусу. Для розмiщення великоi кiлькостi виводiв iз встановленим кроком металокерамiчним i пластмасовим корпусам ВРЖС надають подовженоi форми [1].
Велика кiлькiсть виводiв у корпусi ВРЖС, а також iхня недостатня механiчна мiцнiсть збiльшують iмовiрнiсть пошкодження виводiв у процесi виробництва та пiд час транспортування i встановлення мiкросхеми в радiоелектронну апаратуру. Через це почали виготовляти корпуси для ВРЖС без штирьових або планарних виводiв (Рис 2.5, д).
За габаритними та приiднувальними розмiрами подiбнi за конструкцiiю корпуси подiлять на типорозмiри, кожному з яких присвоюють шифр. В умовне позначення корпусiв входять також двi цифри, якi вiдображають кiлькiсть виводiв. РЖнтегральнi схеми однiii серii монтуються в корпусах одного типу.
Основними напрямками у розвитку корпусiв слiд вважати зменшення кроку мiж виводами до 0,625 мм, зменшення довжини виводiв, розробку корпусiв для технологii поверхневого монтажу кристалiв (ТПМК). Для ТПМК розроблено мiнiатюрнi корпуси типу SO. За зовнiшнiм виглядом вони нагадують корпус типу DIP, але коротшi та нижчi за нього, мають L-подiбнi виводи, якi можуть пiдгинатися пiд корпус. Застосовуючи корпуси SO замiсть DIP, отримують 30-50% економii площi друкованоi плати, вартiсть зменшуiться приблизно в 4 рази, обтАЩiм тАУ у 8 разiв, маса тАУ у 2-5 разiв [2].
3. МЕТОДИ ГЕРМЕТИЗАЦРЖРЗ
3.1 Спаювання
Це технологiчна операцiя зтАЩiднання двох металевих деталей, якi перебувають у твердому станi, з допомогою розплавленого матерiалу тАУ припою [3]. Процес спаювання вiдбуваiться при нагрiваннi припою до температури плавлення. Розплавленi частинки припою дифундують у з'iднувальнi матерiали, розчиняють iх i при охолодженнi утворюють твердий розчин.
Паяння застосовують переважно при монтажi дротом безкорпусних РЖМС, напiвпровiдникових приладiв i компонентiв на плату в ГРЖС i МЗб, а також при монтажi кристалiв зi стовпчиковими, кульковими i балковими виводами. Паяння виконують без флюсiв припоями ПОС-61, ПСр-2,5 та iншими з додаванням до них порошкiв матерiалiв, з яких виготовлена контактна площинка [2].
У деяких випадках складовi частини припою можуть, вступати в хiмiчну реакцiю зi з'iднувальними матерiалами утворюючи iнтерметалiчнi сполуки. При охолодженнi вони кристалiзуються i за рахунок металiчного зв'язку з iншими елементами утворюiться досить мiцне з'iднання. Спаювання в мiкроелектронiцi застосовуiться рiдко, оскiльки цей процес пов'язаний з нагрiванням з'iднувальних матерiалiв, що негативно впливаi на параметри мiкросхем. РЖснують низькотемпературнi i високотемпературнi припоi. Низькотемпературнi припоi - це ПОС-40, ПОС-61, ПОВн-0,5, а високотемпературнi (вище 350 ºС) - ПСр-45, ПСр-72 [3].
Для полiпшення змочування з'iднувальних матерiалiв припоiм використовуються флюси на основi канiфолi марок ФКСп, ФПЕт, ФКТС i на основi хлористого цинку ФХЦ. Але флюси дуже забруднюють поверхню мiкросхеми або залишаються в невеликих кiлькостях всерединi корпусу пiсля його герметизацii. Тому флюси застосовують в рiдкiсних випадках, а спаювання, як правило, проводять у вiдновлюваному (водень, формiдгаз) чи iнертному (аргон, криптон, гелiй) середовищi.
Мiкроспаювання мiкросхем використовуiться для приiднання вiдводiв до контактних площинок, а також герметизацii кришки до основи корпусу. Найчастiше спаювання застосовують для монтажу елементiв на плати i дуже рiдко при складаннi гiбридних iнтегрованих та напiвпровiдникових мiкросхем. Виникаi питання, що ж обмежуi застосування паяння при складаннi напiвпровiдникових мiкросхем? Це, по-перше, велика тривалiсть процесу, яка викликаi додатковий вплив температури на параметри елементiв РЖМС. По-друге, вибраний припой не повинен помiтно розчиняти матерiал плiвкового контакту i утворювати крихкi iнтерметалiчнi сполуки [3]. При складаннi ГРЖМС для пiдвищення мiцностi з'iднання збiльшують площу паяного контакту, iнодi дротики закрiплюють спецiальними затискачами чи пропускають дротянi з'iднання через наскрiзнi отвори у пiдкладцi.
При пiд'iднаннi схеми до контактних площадок важливими
i форма iнструменту та вибраний метод нагрiву припою.
Найчастiше iнструментом i, так званий, "розщеплений електрод",
а нагрiвання здiйснюiться з допомогою струменя гарячого
iнертного газу або сфокусованого iнфрачервоного випромiнювання [3]. Останнiй метод i безконтактним i забезпечуi високу продуктивнiсть спаювання. Таким методом забезпечують складання гiбридних тонкоплiвкових мiкросхем.
Для спаювання вiдводiв до товстоплiвкових контактних площинок з провiдникових паст проводять попереднi iх лудження методом хвилi припою або трафаретного друку. При лудженнi хвилею розплавленого припою, яка створюiться з допомогою насоса i сопла, встановленого пiд кутом до напрямку руху, де проходять товстоплiвковi контактнi площадки мiкросхеми. При такому методi виключаiться забруднення елементiв мiкросхеми рiзними шлаками i залишками флюсiв. Застосування додаткового лудження контактних площинок вiдводiв забезпечуi пiдвищену мiцнiсть контактiв.
Процес спаювання також використовують при герметизацii мiкросхем в корпусi, коли конструкцiя
Вместе с этим смотрят:
IP-телефония. Особенности цифровой офисной связи