Испытания РЭСИ на сохраняемость, долговечность. Оценка и оформление результатов испытаний
Министерство образования Республики Беларусь
Белорусский государственный университет информатики и
радиоэлектроники
кафедра РЭС
РЕФЕРАТ
на тему:
ВлИспытания РЭСИ на сохраняемость, долговечность. Оценка и оформление результатов испытанийВ»
МИНСК, 2008
Испытания на сохраняемость
Контрольные испытания на сохраняемость для контроля гамма процентного срока сохраняемости следует сводить к контролю вероятности сохранения, равной величине гамма за время, равное заданному сроку сохраняемости.
При контрольных испытаниях на сохраняемость изделие должно подвергаться воздействию факторов, указанных в стандартах и технических условиях, для заданных режимов при хранении.
Параметры изделия, определяющие значения эксплуатационных показателей изделия после хранения, могут отличаться от параметров, определяющих безотказность, и должны быть указаны в стандартах и технических условиях на изделие.
В процессе хранения должны проводиться профилактические и регламентные работы, предусмотренные конструкторской документацией на хранение. После хранения перед проверкой должны быть проведены регламентные работы, предусмотренные стандартом или техническими условиями.
Контрольные испытания на сохраняемость рекомендуется проводить одноступенчатым методом с ограниченной продолжительностью испытания. План испытаний в этом случае следует рассчитывать следующим образом:
выбирают предельную продолжительность испытания tисх;
выбирают из стандартов или технических условий на изделие значение гамма-процентного срока сохраняемости и рассчитывают вероятность сохранения Рсх за срок сохраняемости Тсх по формуле
 (1)
(1)
тАв определяют число изделий, необходимое для проведения испытания, и приёмочное число.
Предельная продолжительность испытания на сохраняемость tисх должна выбираться равной заданному гамма-процентному сроку сохраняемости.
Приёмочное и браковочное значения вероятности сохранения за предельную продолжительность испытания tисх следует рассчитывать:
а) если показатели безотказности входят в число параметров, определяющих эксплуатационные показатели, то Рαсх (Рβсх) рассчитывают по формулам
 ; (2)
; (2)
где Рα тАФ приёмочное значение вероятности безотказной работы; РβтАФ браковочное значение вероятности безотказной работы;
б) если показатели безотказности не входят в число параметров, определяющих эксплуатационные показатели, приёмочное значение вероятности сохранения за предельную продолжительность испытания Рαсхпринимают равной Рсх, а браковочное значение вероятности сохранения Рβсх по ГОСТ 13216 тАФ74.
Число изделий, необходимое для проведения испытаний, и приёмочное число Ссх следует определять в зависимости от приёмочного Рαсх, браковочного Рβсх значения вероятности сохранения, риска изготовителя и риска потребителя по таблицам приложения 1.
Контрольные испытания на сохраняемость и оценка их результатов должны проводиться следующим образом.
Образцы изделия хранят в течение tисх и по окончании испытаний подвергают проверке на соответствие требованиям по параметрам, определяющим эксплуатационные показатели изделия, установленным в соответствии с п. 4.3, подсчитывают общее число образцов изделия dсх, не соответствующих указанным требованиям и выявленных в процессе хранения и проверки.
Если dсх меньше или равно приёмочному числу Ссх, то результаты испытаний на сохраняемость считают положительными.
Если dсх больше Ссх, результаты испытаний на сохраняемость считают отрицательными.
Испытания на долговечность
Контрольные испытания на долговечность следует проводить для контроля среднего ресурса (при известном законе распределения времени до наступления предельного состояния) или гамма-процентного ресурса.
Контроль среднего срока службы следует проводить путём обработки статистических данных, полученных в условиях эксплуатации.
Контрольные испытания при контроле гамма-процентного ресурса и среднего ресурса сводят к контролю вероятности ненаступления предельного состояния за время, равное заданному значению среднего ресурса или гамма-процентного ресурса.
В стандартах, технических условиях на конкретные изделия должны быть определены показатели предельного состояния, в качестве которых могут быть приняты:
экономическая нецелесообразность дальнейшей эксплуатации изделия;
изменение значений параметров больше допустимых;
изменение свойств изделия, при котором дальнейшая эксплуатация
изделия становится невозможной;
потребность в элементе, не предусмотренном ЗИП;
израсходование ЗИП;
отсутствие запчастей данного изделия;
увеличение трудоёмкости (или длительности) ремонта сверхпредельно допустимого, установленного техническим заданием, стандартом или техническими условиями на конкретное изделие;
отсутствие необходимой аппаратуры для поверки изделия после ремонта;
другие виды предельного состояния.
Контрольные испытания на долговечность должны быть проведены в условиях, установленных стандартом или техническими условиями на конкретные изделия.
При контрольных испытаниях на долговечность должны быть проведены профилактические, регламентные работы и плановые работы, предусмотренные стандартами, техническими условиями на конкретные изделия.
Контрольные испытания на долговечность рекомендуется проводить одноступенчатым методом с ограниченной продолжительностью испытания. План испытаний следует рассчитывать следующим образом:
выбирают предельную продолжительность испытания tир;
выбирают из стандартов, технических условий на изделие значение гамма-процентного ресурса и рассчитывают вероятность ненаступления предельного состояния Рр за время, равное среднему ресурсу или гамма-процентному ресурсу.
 (3)
(3)
тАв определяют число изделий, необходимое для проведения испытаний nр, и приёмочное число предельных состояний Ср.
Предельная продолжительность испытания на долговечность tив должна выбираться равной заданному гамма-процентному ресурсу или среднему ресурсу.
Приёмочное Рαр и браковочное Рβр значения вероятности ненаступления предельного состояния за предельную продолжительность испытания следует рассчитывать:
а) если показатели безотказности входят в число параметров, определяющих предельное состояние изделия по формулам
 (4)
(4)
где Рα тАФ приёмочное значение вероятности безотказной работы; Рβ тАФ браковочное значение вероятности безотказной работы;
б) если показатели безотказности не входят в параметры, определяющие предельное состояние изделия, то Рαр принимают равной Рр, а Рβр тАФ по ГОСТ 13216-74.
Число изделий, необходимых для проведения испытаний, и приёмочное число предельных состояний Ср следует определять в зависимости от приёмочного Рαр и браковочного Рβр значений вероятности ненаступления предельного состояния, риска изготовителя и риска потребителя по таблицам приложения 1.
Испытания и оценка их результатов
Образцы изделия испытывают в течение tпр, периодически проводят проверку работоспособности изделия, в случае обнаружения отказа восстанавливают изделие. В процессе испытаний разрешается анализировать результаты проверок работоспособности изделия с целью выявления наступления предельного состояния. Образцы изделия, достигшие предельного состояния, снимают с испытания.
По окончании испытаний проверяют образцы изделия, анализируют материалы, накопленные за время испытаний, и определяют общее число образцов dр, достигших предельного состояния за время испытаний.
Если dр меньше или равно Ср, результаты испытаний считают положительными.
Если dрбольше Ср, результаты испытания считают отрицательными.
Оформление результатов испытаний
Во время испытаний следует вести журнал, в котором фиксируют: тип и краткую техническую характеристику испытываемых изделий; дату и время начала испытаний; продолжительность испытаний по каждому этапу (намечаемая и фактическая); число испытуемых изделий; время и результаты измерения контролируемых параметров; режим испытаний (цикл, непрерывность испытаний); условия проведения испытаний (температура, напряжение сети, относительная влажность, запыленность, вибрация, цикличность и т.д.); дату и время проявления отказа; характер и причины отказа; накопление при испытании числа отказов; время простоя, связанное с обнаружением и устранением отказа; наименование отказавшего элемента или узла; меры, принятые для ликвидации причин отказа; время профилактических работ;
По окончании контрольных испытаний на надёжность должен составляться протокол, содержащий:
тип испытываемых изделий;
план испытаний;
дату начала и конца испытаний;
место проведения испытаний;
число зафиксированных отказов;
заключение о соответствии либо несоответствии изделий требованиям технических условий или стандартов в части количественных показателей надёжности.
Протокол должен подписываться лицами, проводившими испытания, и утверждаться руководством предприятия.
Влияние точности измерительных средств на результаты испытаний
Для последующего анализа и подготовки заключения по результатам испытаний ЭС проводят статистическую обработку измеренных значений параметров - критериев годности. Достоверность полученных результатов определяется погрешностью измерения каждого параметра, объемом исходных статистических данных и качеством их обработки. Для математической обработки наблюдений применяют методы теории вероятности и математической статистики. Существует специфика в обработке данных, полученных при выборочном и сплошном (100%-ном) контроле параметров ЭС.
Выборочной метод является основным, но не единственным при контроле готовой продукции. В условиях опытного и серийного производства ЭС подвергают и сплошному контролю. На первый взгляд может показаться, что проблема риска поставщика и риска заказчика, связанная с выборочным методом контроля, при 100%-ном контроле готовой продукции отсутствует. Однако это не так. Риск и поставщика и заказчика остается и при 100-ном контроле, хотя оба имеют иной смысл, чем привыборочном контроле, поскольку обусловлены существенными погрешностями измерений контролируемых параметров. На рис. 1 показана плотность распределения вероятностей и параметра Xизделий до и после их разбраковки
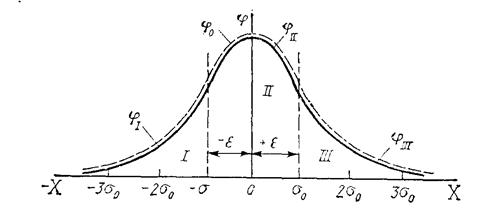
Рис. 1. Плотность распределения вероятностей параметра А" изделий при отсутствии погрешностей измерений:
φ(Х) тАФ до разбраковки; φII(Х')тАФ после разбраковки для годных изделий; φ1(Х) и φIII(X) тАФ-для отбракованных изделий при пренебрежимо малых погрешностях измерений.
Процесс контроля и измерений в этом случае сводится к разделению площади, ограниченной исходной (в данном случае гауссовской) плотностью распределения вероятностей φ0(X) параметра Xи осью абсцисс, на три области. При этом в область II входят изделия, значения параметра которых находятся в пределах заданного поля допуска В±ε; в области I и III тАФ изделия со значениями параметра, выходящими за левую и правую границы поля допуска соответственно. Плотность распределения вероятностей параметра годных изделий после их разбраковки
 , при -ε≤X≤+ε,
, при -ε≤X≤+ε,
где  - функция Гаусса;
- функция Гаусса;
 функция Лапласа;
функция Лапласа;
х(II)тАФ текущее значение параметра X в области II;
εтАФ половина поля допуска на ПКГ изделия;
M[X'],σ0математическое ожидание и дисперсияисходного (гауссовского) распределения φ0[Х].
По таблицам Лапласа находим число отбракованных (непринятых)изделий для области I:
и для области III
Иначе проводят контроль при наличии существенной погрешности измерений ПКГ. В этом случае, хотя изделия при разбраковке также разбивают на области IтАФIII, распределение значений параметра в каждой из них, установленное по результатам измерений, не будет совпадать с распределением истинных значений этого параметра. Если отклонение значений параметра от границ поля допуска (В±ε) превышает ошибку У измерения, можно считать, что отбраковка выполнена правильно. Если же это отклонение меньше ошибки измерения, отбраковка выполнена неверно, т. е. изделие является фактически годным. При существенных погрешностях измерений определенная часть годных изделий попадает в забракованные (риск поставщика), тогда как часть негодных изделий принимается (риск заказчика). На рис. 1 представлена плотность распределения вероятностей ПКГ после разбраковки при наличии существенных погрешностей измерений: σм /σ0 = 1/4; - ε = - σ0 +ε = + σ0,
где σм тАФ среднее квадратическое отклонение погрешностей измерений при гауссовском их распределении φм(У); σ0 тАФ среднее квадратическое отклонение значений параметров изделий при гауссовском их распределении φ0(Х). Если общее число изделий в партии до разбраковки принять за единицу, то относительное число отбракованных (q0тб), правильно оставленных (qост), неправильно отбракованных (фактически годных qфг) и неправильно оставленных (фактически негодных qфн) изделий можно вычислить с помощью следующих соотношений:

Рис 1 - 1-правильно оставленные; (годные) изделия; 2 тАФ правильно отбракованные (негодные) изделий- 8 тАФ неправильно оставленные (фактически негодные" изделия; 4 неправильно отбракованное (фактически годные) изделия
Плотность распределения вероятностей параметра X после разбраковки изделий при существенных погрешностях измерений (штриховой линией показана плотность распределения вероятностен параметра X после разбраковки изделий в отсутствие погрешностей измерений).
Под гарантированным полем допуска В±εг понимают допуск, превышение которого не гарантирует работоспособности изделия в период его эксплуата- ции. Однако гарантированный допуск устанавливают не только на выходные параметры готового изделия, но также и на параметры материалов, заготовок и полуфабрикатов. Гарантированный допуск выбирают с запасом, учитывающим старение изделия. Под производственным полем допуска В±εп понимают допуск, которым руководствуется поставщик в процессе производства изделий. Очевидно, что εп<εг.
С помощью графиков, представленных на рис. 2, можно решить ряд практических задач, например: при заданном гарантированном допуске на ПКГ изделия и с учетом конкретного значения точности измерительных средств определить риски поставщика и заказчика; при запланированном риске поставщика или заказчика и заданном гарантированном допуске определить точность измерительных средств и необходимый производственный допуск;
при запланированных рисках поставщика и заказчика и заданных гарантированном и производственном допусках определить необходимую точность измерительных средств.

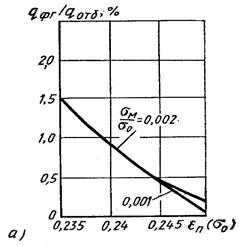
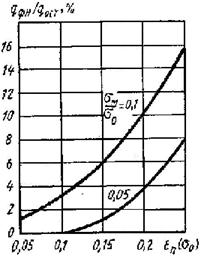
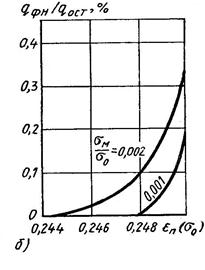
Рис. 2. Кривые изменения рисков поставщика (а) и заказчика (б) в зависимости от величины допуска и точности измерения ПКГ изделий при εг=В±0,25σ0
ЛИТЕРАТУРА
1. Глудкин О.П. Методы и устройства испытания РЭС и ЭВС. тАУ М.: Высш. школа., 2001 тАУ 335 с
2. Испытания радиоэлектронной, электронно-вычислительной аппаратуры и испытательное оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002 тАУ 272 с.
3. Млицкий В.Д., Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средства измерений на воздействие внешних факторов. М.: Машиностроение, 2003 тАУ 567 с
4. Национальная система сертификации Республики Беларусь. Мн.: Госстандарт, 2007
5. Федоров В., Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве радиоэлектронных средств тАУ Техносфера, 2005. тАУ 504с.
Вместе с этим смотрят:
GPS-навигация
GPS-прийомник авиационный
IP-телефония и видеосвязь
IP-телефония. Особенности цифровой офисной связи
Unix-подобные системы