Методи автоматичного контролю та оптимiзацii технологiчних комплексiв мокроi магнiтноi сепарацii залiзних руд
МРЖНРЖСТЕРСТВО ОСВРЖТИ РЖ НАУКИ УКРАРЗНИ
НАЦРЖОНАЛЬНИЙ ГРЖРНИЧИЙ УНРЖВЕРСИТЕТ
УДК 621.926: 534.16
МЕТОДИ АВТОМАТИЧНОГО КОНТРОЛЮ ТА ОПТИМРЖЗАЦРЖРЗ ТЕХНОЛОГРЖЧНИХ КОМПЛЕКСРЖВ МОКРОРЗ МАГНРЖТНОРЗ СЕПАРАЦРЖРЗ ЗАЛРЖЗНИХ РУД
Спецiальнiсть:
05.13.07 - автоматизацiя технологiчних процесiв
Автореферат
дисертацii на здобуття наукового ступеня
кандидата технiчних наук
ПОЛРЖНСЬКИЙ
Олександр Маркович
Днiпропетровськ - 2007
Дисертацiiю i рукопис
Робота виконана на кафедрi економiчноi кiбернетики та iнформацiйних технологiй Нацiонального гiрничого унiверситету (м. Днiпропетровськ) Мiнiстерства освiти i науки Украiни.
Науковий керiвник: доктор технiчних наук, професор Кочура РДвген Вiталiйович, Нацiональний гiрничий унiверситет (м. Днiпропетровськ) Мiнiстерства освiти i науки Украiни, завiдувач кафедри економiчноi кiбернетики та iнформацiйних технологiй.
Офiцiйнi опоненти: доктор технiчних наук, професор Слiсарiв Володимир Вiкторович, Нацiональний гiрничий унiверситет (м. Днiпропетровськ) Мiнiстерства освiти i науки Украiни, декан факультету iнформацiйних технологiй, завiдувач кафедри системного аналiзу та управлiння; доктор технiчних наук, професор Назаренко Володимир Михайлович, Криворiзький технiчний унiверситет Мiнiстерства освiти i науки Украiни, завiдувач кафедри iнформатики, автоматики i систем управлiння.
Провiдна установа: Донецький нацiональний технiчний унiверситет Мiнiстерства освiти i науки Украiни, кафедра автоматизованих систем управлiння.
Захист вiдбудеться "17" травня 2007 р. о 12 годинi на засiданнi спецiалiзованоi вченоi ради Д 08.080.07 з захисту дисертацiй при Нацiональному гiрничому унiверситетi Мiнiстерства освiти i науки Украiни за адресою:
49005, м. Днiпропетровськ, просп. К. Маркса, 19, тел. (0562) 47-24-11.
З дисертацiiю можна ознайомитися в бiблiотецi Нацiонального гiрничого унiверситету Мiнiстерства освiти i науки Украiни за адресою: 49005, м. Днiпропетровськ, просп. К. Маркса, 19.
Автореферат розiсланий "___" _____________ 2007 р.
Вчений секретар
спецiалiзованоi вченоi ради, О.О. Азюковський к. т. н.
Загальна характеристика роботи
Вступ. Вiдповiдно до головних напрямкiв розвитку науки й технiки, затверджених Законом Украiни про основи державноi полiтики у сферi науки i науково-технiчноi дiяльностi, автоматизацiя технологiчних процесiв i енергоресурсозбереження - одна з найважливiших складових технiчного прогресу.
Сировинною базою розвитку чорноi металургii Украiни i гiрничо-збагачувальнi комбiнати з виробництва залiзорудного концентрату. Пiдвищення ефективностi гiрничо-металургiйного виробництва нерозривно пов'язано з пiдвищенням якостi залiзорудного концентрату, зниженням собiвартостi його виробництва, розвтАЩязанням проблем енергоресурсозбереження. Цi задачi неможливо вирiшити без автоматизацii основного технологiчного процесу збагачення залiзних руд - магнiтноi сепарацii.
Актуальнiсть теми. Системи автоматичного контролю та управлiння, що застосовуються у технологiчних комплексах мокрого магнiтного збагачення, обмеженi використанням технiчно складних пристроiв з малим термiном служби. Про ефективнiсть усереднення руди судять з результатiв аналiзу технологiчних проб руди у лабораторii. Однак сучаснi технологii вимагають автоматизацii контролю результатiв усереднення або за текстурними властивостями руди (крупнiсть, твердiсть), або за структурними (масова частина залiза). Методи автоматичного технiчного контролю магнiтних сепараторiв на збагачувальних фабриках практично вiдсутнi, а про iх технiчний стан судять з результатiв огляду в перiод планово-попереджувальних ремонтiв або пiсля iх вiдмови. Разом з цим застосування магнiтного сепаратора як пiлотного апарата, що виконуi технологiчну та iнформацiйну функцii, спроможне вирiшити цi проблеми. Перешкодою в цьому напрямку i рiзноманiтнiсть технологiчних схем мокрого збагачення, якi застосовуються на магнiтозбагачувальних фабриках, що вимагаi розробки спецiальних методiв автоматичного контролю й оптимiзацii комплексiв магнiтноi сепарацii, де окремi сепаратори з'iднанi вiдповiдно до технологiчноi схеми збагачення.
РозвтАЩязання задач автоматичного контролю й оптимiзацii таких комплексiв за електричними змiнними магнiтних сепараторiв забезпечуi вирiшення таких актуальних питань автоматизацii збагачувальних фабрик Украiни, як: пiдвищення ефективностi управлiння процесами магнiтного збагачення руд; зниження витрат електроенергii; зниження втрати залiза у хвостах; пiдвищення якостi концентрату; пiдвищення виходу концентрату. У зв'язку з цим тема дисертацii i актуальною.
ЗвтАЩязок роботи з науковими програмами, планами, темами. Дисертацiйна робота i складовою частиною дослiджень, що проведенi у Нацiональному гiрничому унiверситетi за держбюджетними тематиками "Розробка програмно-технiчного комплексу автоматизацii гiрничого виробництва" (державна реiстрацiя № 0101U005688), "РЖнтелектуальнi засоби автоматизованого дiагностування гiрничого обладнання" (державна реiстрацiя № 0105U000523) i "Автоматизацiя процесiв рудопiдготовки та збагачення руд на основi використання принципу пiлотного апарата" (державна реiстрацiя № 0106U008092), де автор брав участь як виконавець.
Мета i задачi наукового дослiдження. Метою дисертацii i розробка методiв автоматичного контролю й оптимiзацii технологiчних комплексiв мокрого магнiтного збагачення залiзних руд за сигналами активноi потужностi приводних електродвигунiв барабанiв магнiтних сепараторiв.
Для досягнення означеноi мети в роботi вирiшувалися наступнi задачi:
дослiдження технологiчних комплексiв мокрого магнiтного збагачення залiзних руд як об'iктiв автоматичного контролю. Визначення статичних та динамiчних характеристик цих комплексiв, а також статистичних характеристик збурень на процес магнiтноi сепарацii;
розробка методу автоматичного контролю результатiв рудопiдготовки;
розробка методу автоматичного контролю технiчного стану магнiтного сепаратора;
наукове обТСрунтування методу автоматичного контролю та управлiння фронтом магнiтного збагачення (або кiлькiстю паралельно працюючих сепараторiв) за сигналами активноi потужностi електродвигунiв сепараторiв;
розробка i наукове обТСрунтування методiв автоматичного контролю оптимальних технологiчних режимiв роботи комплексiв магнiтноi сепарацii з перечищенням промiжного продукту збагачення, з перечищенням хвостiв, а також з паралельно працюючими магнiтними сепараторами.
ОбтАЩiктом дослiдження i процес мокроi магнiтноi сепарацii залiзних руд.
Предметом дослiдженняi методи автоматичного контролю й оптимiзацii технологiчних комплексiв мокроi магнiтноi сепарацii залiзних руд.
Методи дослiдження. У процесi виконання роботи застосовувалися наступнi методи дослiджень: аналiз i узагальнення науково-технiчноi iнформацii передових досягнень науки та виробництва - для постановки мети i задач дослiдження; спектральний аналiз - для дослiдження сигналiв активноi потужностi приводних електродвигунiв барабанiв магнiтних сепараторiв з метою обТСрунтування методiв автоматичного контролю технологiчних комплексiв магнiтного збагачення; методи математичноi статистики, кореляцiйного i регресiйного аналiзу - для експериментального визначення статичних характеристик магнiтних сепараторiв; методи теорii автоматичного управлiння - для розрахунку параметрiв настроювання та дослiдження систем автоматичноi оптимiзацii технологiчних комплексiв магнiтного збагачення залiзних руд.
Математичнi розрахунки виконувались на персональному комптАЩютерi з використанням програми Microsoft Excell.
Науковi положення.
1. Використання вiдносного зсуву двох статичних характеристик залежностi активноi потужностi, споживаноi електродвигунами двох паралельно працюючих магнiтних сепараторiв, вiд густини зливу пульпи класифiкатора забезпечуi реалiзацiю диференцiальноi системи екстремального регулювання процесами механiчноi класифiкацii та магнiтноi сепарацii, що, на вiдмiну вiд використання статичноi характеристики одного сепаратора, забезпечуi роботу системи без пошукових коливань i пiдвищення якостi екстремального регулювання та кiлькостi витягнутого магнiтного продукту.
2. Непрямою характеристикою технологiчних частот коливань масовоi частини залiза у збагачуванiй рудi i рiзниця двох множин технологiчних частот коливань спектральних щiльностей центрованих випадкових процесiв змiни у часi сигналiв активноi потужностi приводних двигунiв магнiтного сепаратора й спiрального класифiкатора, працюючих у першiй стадii збагачення, що, на вiдмiну вiд контролю технологiчних частот спектральноi щiльностi сигналу активноi потужностi тiльки магнiтного сепаратора, забезпечуi автоматичний контроль ефективностi усереднення руди за масовою частиною залiза.
3. Перевищення активноi потужностi, споживаноi електродвигуном барабана магнiтного сепаратора, технологiчно припустимого рiвня вказуi на розгерметизацiю барабана сепаратора, що, на вiдмiну вiд контролю стану сепаратора пiд час його ремонту, забезпечуi автоматичний контроль за станом сепаратора як елемента системи екстремального регулювання процесами механiчноi класифiкацii та магнiтноi сепарацii.
Новизна отриманих результатiв:
уперше визначено, що критерiiм оптимiзацii роботи технологiчного комплексу з паралельно працюючими магнiтними сепараторами i рiзниця сигналiв активноi потужностi приводних електродвигунiв двох магнiтних сепараторiв з рiзною густиною пульпи, що, на вiдмiну вiд загальновизнаного методу використання сигналу одного сепаратора, забезпечуi пiдвищення якостi автоматичноi оптимiзацii технологiчного комплексу за витягнутим магнiтним продуктом;
одержали подальший розвиток дослiдження формування спектральних щiльностей сигналiв активноi потужностi електродвигунiв механiчних спiральних класифiкаторiв та магнiтних сепараторiв. Установлено, що максимуми спектральноi щiльностi центрованих випадкових процесiв технологiчних коливань масовоi частини залiза та крупностi i твердостi в збагачуванiй рудi вiдповiдають максимумам спектральноi щiльностi центрованих випадкових процесiв технологiчних коливань сигналу активноi потужностi приводного електродвигуна магнiтного сепаратора, що забезпечуi використання цiii новоi закономiрностi при автоматичному непрямому контролi результатiв усереднення руди за масовою частиною залiза;
установлено, що максимум спектральноi щiльностi центрованих випадкових процесiв коливань крупностi i твердостi збагачуваноi руди та максимум спектральноi щiльностi центрованих випадкових процесiв технологiчних коливань сигналу активноi потужностi приводного двигуна спiрального класифiкатора мають однакову частоту, що забезпечуi використання цiii новоi закономiрностi для автоматичного непрямого контролю результатiв подрiбнення й усереднення збагачуваноi руди за крупнiстю i твердiстю;
уперше встановлено, що при потрапляннi пульпи у середину барабана магнiтного сепаратора в результатi розгерметизацii активна потужнiсть приводного електродвигуна сепаратора рiзко збiльшуiться, а при затираннi барабана сепаратора у спектральнiй щiльностi центрованого випадкового процесу коливань сигналу активноi потужностi з'являiться максимум на частотi обертання барабана сепаратора. Це забезпечуi використання цих нових закономiрностей для технiчного контролю стану магнiтних сепараторiв.
Практичне значення одержаних результатiв:
застосування розробленоi диференцiальноi системи автоматичноi оптимiзацii процесiв механiчноi класифiкацii та магнiтноi сепарацii забезпечуi без пошукових пробних коливань пiдтримування максимальноi продуктивностi комплексу магнiтноi сепарацii за витягнутим залiзом i зменшення дисперсii коливань масовоi частини залiза в концентратi, а також зниження питомоi витрати електроенергii на 5% й пiдвищення вмiсту залiза в концентратi на 1,6%;
використання розроблених методiв автоматичного контролю технiчного стану працюючих магнiтних сепараторiв забезпечуi оперативнiсть виявлення, вiдключення й ремонту несправних магнiтних сепараторiв, що скорочуi час простою технологiчного устаткування i пiдвищуi продуктивнiсть збагачувальноi фабрики;
застосування вбудованих у магнiтнi сепаратори систем автоматичного контролю, заснованих на розроблених методах, розширюi функцiональнi можливостi промислових магнiтних сепараторiв, пiдвищуi iх технiчний рiвень i конкурентоспроможнiсть;
автоматичне управлiння кiлькiстю паралельно працюючих магнiтних сепараторiв, що являють собою фронт магнiтноi сепарацii, збiльшуi ефективнiсть оперативно-диспетчерського управлiння процесами магнiтноi сепарацii при коливаннях продуктивностi подрiбнювальних агрегатiв i фiзико-механiчних властивостей збагачуваноi руди, що пiдвищуi вихiд концентрату на 2%;
очiкуваний рiчний економiчний ефект вiд використання результатiв дисертацii становить сто тисяч гривень на одну секцiю збагачення.
Впровадження результатiв роботи:
За результатами дисертацii розробленi технiчнi пропозицii, методики та рекомендацii з автоматичного контролю й оптимiзацii технологiчних комплексiв магнiтноi сепарацii, що використанi ВАТ "Проектний i проектно-конструкторський iнститут "Металургавтоматика" при розробцi АСУТП збагачувальноi фабрики РЖнгулецького ГЗК. Це пiдвищило ефективнiсть систем автоматичного контролю й оптимiзацii процесiв магнiтноi сепарацii та надiйнiсть iнформацiйного забезпечення, спростило структуру комплексу технiчних засобiв, скоротило термiни розробки та витрати на створення АСУТП.
Днiпромашзбагачення використав результати дисертацii при проектуваннi магнiтних сепараторiв iз вбудованою системою автоматичного контролю технiчного стану. Це розширило функцiональнi можливостi промислових магнiтних сепараторiв, пiдвищило iх технiчний рiвень i конкурентоспроможнiсть.
На РЖнгулецькому ГЗК данi технiчнi пропозицii, методики та рекомендацii використанi при автоматичному контролi технiчного стану магнiтних сепараторiв, управлiннi фронтом i оптимiзацii процесiв магнiтноi сепарацii, що забезпечило зниження питомоi витрати електроенергii на тонну залiзорудного концентрату, а також пiдвищення виходу, якостi й стабiльностi концентрату.
Особистий внесок здобувача. Усi науковi положення та результати, що виносяться на захист, отриманi автором самостiйно. Здобувач брав участь у проведеннi експериментальних дослiджень, обробцi отриманих результатiв методами математичноi статистики, упровадженнi результатiв роботи в промисловiсть.
Апробацiя результатiв дисертацii. Основнi положення дисертацiйноi роботи доповiдалися й обговорювалися на наступних науково-технiчних конференцiях: "РЖнтегрованi системи управлiння в гiрничо-металургiйному комплексi" (м. Кривий Рiг, 2006); 10-й ювiлейнiй мiждержавнiй науково-методичнiй конференцii "Проблеми математичного моделювання" (м. Днiпродзержинськ, 2006); 13-й мiжнароднiй конференцii з автоматичного управлiння "Автоматика-2006" (м. Вiнниця, 2006).
Публiкацii. За матерiалами дослiджень, виконаних у дисертацii, опублiкованi 6 статей у фахових журналах i збiрниках наукових праць та 2 тези доповiдей на науково-технiчних конференцiях.
Структура та обсяг дисертацiйноi роботи. Дисертацiя складаiться iз вступу, чотирьох роздiлiв, висновкiв, списку використаних джерел та додаткiв. Загальний обсяг роботи - 158 сторiнок, iз них 137 сторiнок - основний текст.д.исертацiя мiстить 63 рисунки, список використаних джерел iз 152 найменувань i 2 додатки.
Основний змiст роботи:
У вступi вiдзначено, що питаннями автоматизацii технологiчних процесiв на збагачувальних фабриках присвяченi роботи вчених: Барського Л.А., Бунько В.А., Власова К.П., Воронова В.А., Зобнiна Б.Б., Качана Ю.Г., Козiна В.З., Кочури РД.В., Марюти О.М., Младецького РЖ.К., Нестiрова Г.С., Процуто В.С., Тiхонова О.М., Тропа А. РД., Ульшина В.А., Хорольского В.П., А. Лiнча, Д. Гiльберта, Д. Хербста.
ОбТСрунтована актуальнiсть i доцiльнiсть роботи, наведений звтАЩязок роботи з науковими програмами, планами, темами, сформульована мета, задачi дослiджень, викладенi наукова новизна, практичне значення та реалiзацiя результатiв дисертацiйних дослiджень, зазначений особистий внесок здобувача, наведена апробацiя отриманих результатiв i публiкацiй.
У першому роздiлi проведений лiтературний огляд i аналiз технологiчних схем, процесiв та апаратiв магнiтноi сепарацii з позицiй задач управлiння. Розглянутi iснуючi методи, технiчнi засоби i системи автоматичного контролю й оптимiзацii процесiв магнiтноi сепарацii залiзних руд. Аналiз сучасного стану управлiння процесами магнiтноi сепарацii продемонстрував, що до нинiшнього часу:
вiдсутнi методи надiйного автоматичного детектування оптимального технологiчного режиму магнiтноi сепарацii без пошукових пробних крокiв за максимумом активноi потужностi, споживаноi приводним двигуном магнiтного сепаратора;
вiдсутнi методи автоматичного визначення кiлькостi паралельно працюючих магнiтних сепараторiв i автоматичного управлiння фронтом магнiтноi сепарацii за енергетичними змiнними магнiтних сепараторiв;
не розроблене наукове обТСрунтування автоматичноi роздiльноi оцiнки частот коливань текстурних i текстурно-структурних властивостей руди;
не розробленi методи автоматичного технiчного контролю барабанних магнiтних сепараторiв за електричними змiнними, що не забезпечуi ефективне застосування промислових сепараторiв як природних аналiзаторiв результатiв рудопiдготовки.
У другому роздiлi виконанi дослiдження статичних характеристик рiзних технологiчних комплексiв магнiтноi сепарацii руд. На пiдставi теоретичного узагальнення отриманi теоретичнi статичнi характеристики барабанного магнiтного сепаратора, що являють собою залежностi продуктивностi магнiтного сепаратора за витягнутим в концентрат i втраченим у хвостах залiзом вiд крупностi подрiбнених часток руди в зливi класифiкатора з урахуванням моделей розкриття руди.
Попереднiми дослiдженнями встановлено, що активна потужнiсть приводного електродвигуна барабана магнiтного сепаратора визначаiться продуктивнiстю магнiтного сепаратора за витягнутим в концентрат залiзом при збагаченнi магнетитових руд. Дослiдженi особливостi формування сигналiв активноi потужностi приводних електродвигунiв барабанiв магнiтних сепараторiв, що працюють в технологiчних комплексах з перечищенням концентрату та хвостiв, а також у технологiчних комплексах магнiтноi сепарацii з паралельно працюючими магнiтними сепараторами. Експериментальнi статичнi характеристики магнiтних сепараторiв типу ПБМ - ПП-120/300 наведенi на рис.1,2.
Рiвняння статичних характеристик паралельно працюючих магнiтних сепараторiв мають вигляд:
 , (1)
, (1)
де ![]() ,
, ![]() - довiрчi iнтервали.
- довiрчi iнтервали.
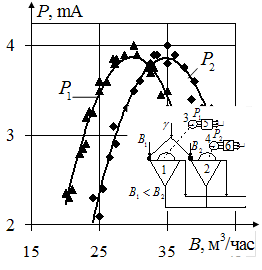
Рис.1. Експериментальнi статичнi характеристики двох паралельно працюючих магнiтних сепараторiв, де: 1, 2 - магнiтнi сепаратори; 3, 4 - електродвигуни; 5, 6 - вимiрювальнi перетворювачi активноi потужностi; P1, P2 - вихiднi токовi сигнали вимiрювальних перетворювачiв активноi потужностi; B - витрата води; g - густина зливу класифiкатора.
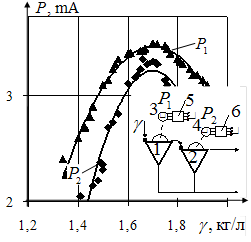
Рис.2. Експериментальнi статичнi характеристики комплексу магнiтноi сепарацii з перечищенням промпродукту, де: 1, 2 - магнiтнi сепаратори; 3, 4 - електродвигуни; 5, 6 - вимiрювальнi перетворювачi активноi потужностi; P1, P2 - вихiднi токовi сигнали вимiрювальних перетворювачiв активноi потужностi; B - витрата води; g - густина зливу класифiкатора.
Рiвняння статичних характеристик магнiтних сепараторiв, що працюють у комплексi з перечищенням промпродукту мають вигляд:
 , (2)
, (2)
де ![]() ,
, ![]() - довiрчi iнтервали.
- довiрчi iнтервали.
Аналiз отриманих статичних характеристик показав можливiсть побудови диференцiальних безпошукових систем автоматичноi оптимiзацii технологiчних комплексiв магнiтноi сепарацii.
Третiй роздiл присвячений розробцi й дослiдженню методiв автоматичного контролю технологiчних комплексiв мокроi магнiтноi сепарацii.
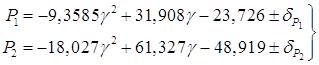
Для автоматичного контролю ефективностi усереднення руди розроблений метод, заснований на сумiсному спектральному аналiзi центрованих випадкових процесiв змiни у часi сигналiв активноi потужностi електродвигунiв млина, спiральних класифiкаторiв i магнiтних сепараторiв першоi стадii збагачення та масовоi частини залiза у рудi й питомоi роботи подрiбнення, що характеризуi ii твердiсть та крупнiсть або текстурнi властивостi руди. Експериментально одержанi спектральнi щiльностi наведенi на рис.3,4.
Рис. 3. Спектральнi щiльностi iнформацiйних параметрiв, де: ![]() - спектральна щiльнiсть центрованого випадкового процесу змiни у часi масовоi частини залiза у первиннiй рудi;
- спектральна щiльнiсть центрованого випадкового процесу змiни у часi масовоi частини залiза у первиннiй рудi; ![]() - спектральна щiльнiсть центрованого випадкового процесу змiни у часi масовоi частини залiза в промпродуктi сепаратора,
- спектральна щiльнiсть центрованого випадкового процесу змiни у часi масовоi частини залiза в промпродуктi сепаратора, ![]() - спектральна щiльнiсть сигналiв активноi потужностi приводного електродвигуна магнiтного сепаратора;
- спектральна щiльнiсть сигналiв активноi потужностi приводного електродвигуна магнiтного сепаратора; ![]() ,
, ![]() - граничнi частоти;
- граничнi частоти; ![]() ,
, ![]() - резонанснi частоти.
- резонанснi частоти.

Рис. 4. Спектральнi щiльностi iнформацiйних параметрiв, де: ![]() - спектральна щiльнiсть центрованого випадкового процесу змiни у часi питомоi роботи подрiбнення руди;
- спектральна щiльнiсть центрованого випадкового процесу змiни у часi питомоi роботи подрiбнення руди; ![]() ,
, ![]() - вiдповiдно спектральна щiльнiсть сигналiв активноi потужностi приводних електродвигунiв млина i класифiкатора;
- вiдповiдно спектральна щiльнiсть сигналiв активноi потужностi приводних електродвигунiв млина i класифiкатора; ![]() - резонансна частота;
- резонансна частота; ![]() ,
, ![]() - граничнi частоти.
- граничнi частоти.
Спектральнi щiльностi центрованих випадкових процесiв коливань масовоi частини залiза у первиннiй рудi ![]() та у промпродуктi
та у промпродуктi ![]() визначаються i текстурними, i структурними властивостями руди. З аналiзу рис.3 випливаi, що спектральна щiльнiсть сигналу активноi потужностi двигуна сепаратора
визначаються i текстурними, i структурними властивостями руди. З аналiзу рис.3 випливаi, що спектральна щiльнiсть сигналу активноi потужностi двигуна сепаратора ![]() збiгаiться за резонансними частотами зi спектральними щiльностями
збiгаiться за резонансними частотами зi спектральними щiльностями ![]() i
i ![]() . Точнiсть збiгу за частотами
. Точнiсть збiгу за частотами ![]() i
i ![]() менша нiж 5%, тому непрямою характеристикою коливань текстурно-структурних властивостей руди i спектральна щiльнiсть сигналу активноi потужностi, споживаноi приводним електродвигуном магнiтного сепаратора
менша нiж 5%, тому непрямою характеристикою коливань текстурно-структурних властивостей руди i спектральна щiльнiсть сигналу активноi потужностi, споживаноi приводним електродвигуном магнiтного сепаратора ![]() . Ця спектральна щiльнiсть у загальному випадку маi множину характерних частот А:
. Ця спектральна щiльнiсть у загальному випадку маi множину характерних частот А:
![]() (3)
(3)
де ![]() - характернi частоти, вiдповiднi до максимумiв спектральноi щiльностi.
- характернi частоти, вiдповiднi до максимумiв спектральноi щiльностi.
Спектральна щiльнiсть центрованого випадкового процесу коливань питомоi роботи подрiбнення первинноi руди ![]() визначаi ii текстурнi властивостi. З аналiзу рис.4 випливаi, що спектральна щiльнiсть сигналу активноi потужностi двигуна класифiкатора
визначаi ii текстурнi властивостi. З аналiзу рис.4 випливаi, що спектральна щiльнiсть сигналу активноi потужностi двигуна класифiкатора ![]() збiгаiться за резонансною частотою зi спектральною щiльнiстю
збiгаiться за резонансною частотою зi спектральною щiльнiстю ![]() . Точнiсть збiгу за частотою
. Точнiсть збiгу за частотою ![]() менша нiж 4%.
менша нiж 4%.
Тому непрямою характеристикою коливань текстурних властивостей руди i спектральна щiльнiсть сигналу активноi потужностi, споживаноi приводним електродвигуном спiрального класифiкатора ![]() . Ця спектральна щiльнiсть у загальному випадку маi множину характерних частот В:
. Ця спектральна щiльнiсть у загальному випадку маi множину характерних частот В:
![]() . (4)
. (4)
Рiзниця двох множин даi множину характерних частот C коливань структурних властивостей збагаченоi руди:
![]() (5)
(5)
де i = 1,2. З урахуванням виразiв (3) - (5) множина характерних частот коливань структурних властивостей руди:
![]() (6)
(6)
З аналiзу графiкiв рис.3, 4, а також з виразiв (3) - (6) випливаi, що спектральна щiльнiсть коливань сигналу активноi потужностi, споживаноi приводними двигунами млина i спiрального класифiкатора, визначаiться коливаннями питомоi роботи подрiбнення руди. Спектральна щiльнiсть коливань сигналу активноi потужностi приводного двигуна магнiтного сепаратора визначаiться коливаннями питомоi роботи подрiбнення руди i коливаннями вмiсту залiза у первиннiй рудi. З теорii подрiбнення вiдомо, що питома робота подрiбнення руди i непрямою характеристикою крупностi i твердостi руди.
Отже, оцiнка основноi частоти коливань текстурних властивостей руди виконуiться за резонансною частотою спектральноi щiльностi коливань сигналу активноi потужностi приводного двигуна класифiкатора або млина.
Оцiнка основних частот коливань текстурно-структурних властивостей руди виконуiться за резонансною частотою спектральноi щiльностi коливань сигналу активноi потужностi приводного двигуна магнiтного сепаратора.
Оцiнка основноi частоти коливань структурних властивостей руди виконуiться за резонансною частотою, яка присутня в спектральнiй щiльностi сигналу активноi потужностi приводного двигуна магнiтного сепаратора i вiдсутня у спектральнiй щiльностi сигналу активноi потужностi двигуна спiрального класифiкатора або млина.
Запропонована методика використовуiться для iдентифiкацii частот збурюючих дiй при проектуваннi й наладцi систем автоматичного регулювання процесiв подрiбнення, класифiкацii та магнiтноi сепарацii, а також для контролю ефективностi усереднення руди за текстурними i структурними властивостями. У цьому випадку оцiнку дисперсii коливань текстурних властивостей руди виконують, використовуючи вираз:
 (7)
(7)
де ![]() ,
, ![]() - вiдповiдно нижня та верхня границя частотного дiапазону коливань.
- вiдповiдно нижня та верхня границя частотного дiапазону коливань.
Оцiнка дисперсii коливань текстурно-структурних властивостей руди здiйснюiться за виразом:
 (8)
(8)
Припустiмо, наприклад, що усереднення руди вiдбуваiться за текстурно-структурними властивостями. Для цього використовуiться формула (8). Якщо при спостереженнi протягом перiодiв ![]() i
i ![]() за формулою (8) були розрахованi значення дисперсii вiдповiдно
за формулою (8) були розрахованi значення дисперсii вiдповiдно ![]() i
i ![]() причому
причому ![]() то це означаi, що ефективнiсть усереднення руди за перiод
то це означаi, що ефективнiсть усереднення руди за перiод ![]() була вищою, нiж за перiод
була вищою, нiж за перiод ![]() .
.
Науково обТСрунтований метод технiчного контролю розгерметизацii барабана сепаратора, при якому активна потужнiсть, споживана електродвигуном сепаратора, перевищуi технологiчно припустимий рiвень. Запропонований алгоритм виявлення розгерметизацii барабана сепаратора:
 (9)
(9)
де ![]() - напруга сигналiзацii;
- напруга сигналiзацii; ![]() - верхнi припустиме значення сигналу активноi потужностi.
- верхнi припустиме значення сигналу активноi потужностi.
Для контролю затирання барабана сепаратора через потрапляння побiчних предметiв або через вiдхилення вiд осi запропонований метод технiчного контролю за появою в спектральнiй щiльностi центрованого випадкового процесу змiни у часi сигналу активноi потужностi максимуму на частотi обертання барабана сепаратора ![]() . Система контролю мiстить смуговий фiльтр оборотноi частоти
. Система контролю мiстить смуговий фiльтр оборотноi частоти ![]() . Поява сигналу активноi потужностi електродвигуна сепаратора на частотi
. Поява сигналу активноi потужностi електродвигуна сепаратора на частотi ![]() свiдчить про технiчну несправнiсть магнiтного сепаратора, пов'язану iз затиранням барабана. Типовi спектральнi щiльностi технiчно справного магнiтного сепаратора наведенi на рис.5, а несправного - на Рис.6.
свiдчить про технiчну несправнiсть магнiтного сепаратора, пов'язану iз затиранням барабана. Типовi спектральнi щiльностi технiчно справного магнiтного сепаратора наведенi на рис.5, а несправного - на Рис.6.

Рис. 5. Типова спектральна щiльнiсть активноi потужностi технiчно справного магнiтного сепаратора, де: fП - частота бiжучого електромагнiтного поля.
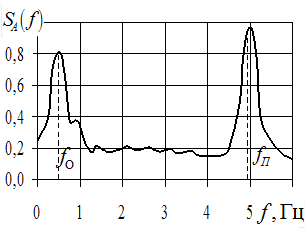
Рис.6. Типова спектральна щiльнiсть активноi потужностi технiчно несправного магнiтного сепаратора, де: ![]() - частота обертання барабана сепаратора; fП - частота бiжучого електромагнiтного поля.
- частота обертання барабана сепаратора; fП - частота бiжучого електромагнiтного поля.
Розроблений метод автоматичного управлiння кiлькiстю паралельно працюючих магнiтних сепараторiв, що утворюють фронт магнiтноi сепарацii з урахуванням параметрiв законiв розподiлу сигналiв активноi потужностi.
ОбТСрунтованi оптимальнi границi переключення кiлькостi сепараторiв, виходячи з мiнiмiзацii ризику прийняття рiшення вiдповiдно до величини споживаноi ними активноi потужностi. Наприклад, якщо максимальна кiлькiсть працюючих сепараторiв дорiвнюi трьом при постiйно включеному одному сепараторi, оптимальна границя переключення
 , (10)
, (10)
де d - середньоквадратичне вiдхилення сигналу активноi потужностi; ![]() i
i ![]() - математичнi очiкування сигналiв активноi потужностi вiдповiдно при двох i трьох включених сепараторах;
- математичнi очiкування сигналiв активноi потужностi вiдповiдно при двох i трьох включених сепараторах; ![]() i
i ![]() - вiдповiдно ймовiрностi роботи двох i трьох працюючих сепараторiв;
- вiдповiдно ймовiрностi роботи двох i трьох працюючих сепараторiв; ![]() i
i ![]() - вiдповiдно вартiсть втрат вiд помилкового включення та вiдключення сепаратора.
- вiдповiдно вартiсть втрат вiд помилкового включення та вiдключення сепаратора.
Кiлькiсть паралельно працюючих у стадii збагачення магнiтних сепараторiв автоматично змiнюють пропорцiйно до активноi потужностi, споживаноi електродвигунами сепараторiв з мережi, обумовленоi продуктивнiстю сепараторiв за магнiтним продуктом.
Розроблений метод технологiчного контролю комплексу магнiтноi сепарацii з перечищенням промпродукту. Функцiональна схема системи технологiчного контролю, а також ii статичнi характеристики, наведенi на рис.7,8.
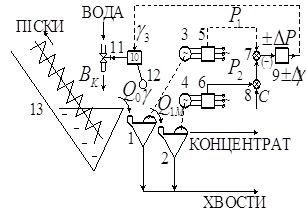
Рис.7. Функцiональна схема системи автоматичноi оптимiзацii, де: 1, 2 - магнiтнi сепаратори; 3, 4 - електродвигуни; 5, 6 - вимiрювальнi перетворювачi активноi потужностi; 7, 8 - суматори; 9 - релейний блок; 10 - регулятор густини зливу; 11 - клапан витрати води; 12 - густиномiр; 13 - класифiкатор; BK - витрата води у класифiкатор; ![]() - продуктивнiсть твердоi фази пульпи класифiкатора; В±∆g - сигнал змiни густини зливу класифiкатора;
- продуктивнiсть твердоi фази пульпи класифiкатора; В±∆g - сигнал змiни густини зливу класифiкатора; ![]() - продуктивнiсть за магнiтним продуктом сепараторiв першого прийому; P1, P2 - вихiднi токовi сигнали вимiрювальних перетворювачiв активноi потужностi; C - постiйний зсув;
- продуктивнiсть за магнiтним продуктом сепараторiв першого прийому; P1, P2 - вихiднi токовi сигнали вимiрювальних перетворювачiв активноi потужностi; C - постiйний зсув; ![]() - завдання регулятору густини зливу.
- завдання регулятору густини зливу.

Рис.8. Статичнi характеристики системи, де: g - густина зливу класифiкатора; g0 - оптимальна густина зливу; gA - квазiоптимальна густина зливу класифiкатора у робочiй точцi А; ![]() i
i ![]() - статичнi характеристики активноi потужностi, споживаноi електродвигунами сепараторiв першого i другого прийому;
- статичнi характеристики активноi потужностi, споживаноi електродвигунами сепараторiв першого i другого прийому; ![]() - зсунута статична характеристика;
- зсунута статична характеристика; ![]() i
i ![]() - оптимальнi значення сигналiв активноi потужностi; C - постiйний зсув; d - помилка системи.
- оптимальнi значення сигналiв активноi потужностi; C - постiйний зсув; d - помилка системи.
Метод працюi на диференцiальному принципi екстремального регулювання.
У четвертомуроздiлi на базi теоретичних i практичних результатiв, що отриманi в попереднiх роздiлах, розроблена й дослiджена безпошукова диференцiальна система автоматичного контролю й оптимiзацii найбiльш поширеного технологiчного комплексу магнiтноi сепарацii з паралельно працюючими магнiтними сепараторами.
На рис.9 подана функцiональна схема системи, а на рис.10 - ii статичнi характеристики.
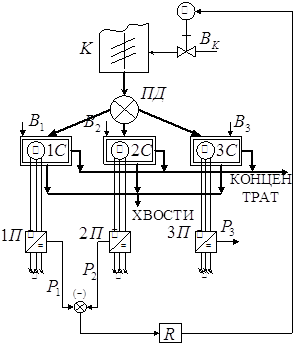
Рис. 9. Функцiональна схема системи автоматичноi оптимiзацii, де: К - класифiкатор; ПД - пульподiльник; 1С, 2С, 3С - магнiтнi сепаратори; 1П, 2П, 3П - перетворювачi активноi потужностi; R - регулятор; B1, B2, B3 - витрати додатковоi води в сепаратори; Вк - витрата додатковоi води в класифiкатор; Р1, Р2, Р3 - сигнали активноi потужностi приводних двигунiв сепараторiв.
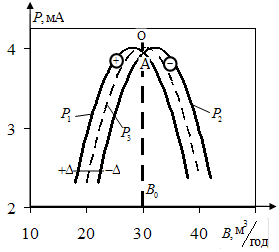
Рис. 10. Статичнi характеристики системи, де: В0 - оптимальне значення об'iмноi витрати води на входi одного сепаратора; ![]() - збiльшення додатковоi води у ванну сепаратора; Р1, Р2, Р3 - сигнали активноi потужностi приводних двигунiв сепараторiв.
- збiльшення додатковоi води у ванну сепаратора; Р1, Р2, Р3 - сигнали активноi потужностi приводних двигунiв сепараторiв.
Сигнали P1 i P2 включенi назустрiч один одному. Рiзниця цих сигналiв![]() надходить на вхiд регулятора R, що через серводвигун управляi клапаном витрати води в класифiкатор.
надходить на вхiд регулятора R, що через серводвигун управляi клапаном витрати води в класифiкатор.
Зсув статичних характеристик магнiтних сепараторiв формуi управляючий сигнал U, знак якого визначаi вiдхилення режиму роботи комплексу магнiтноi сепарацii вiд заданого режиму, що вiдповiдаi точцi A на рис.10:
![]() (11)
(11)
де K3 - коефiцiiнт передачi регулятора.
Визначенi статичнi та динамiчнi характеристики технологiчного комплексу магнiтноi сепарацii як об'iкта автоматичного управлiння.
Нормована автокореляцiйна функцiя коливань якостi руди:
![]() (12)
(12)
де ![]() ;
; ![]() .
.
Нормована автокореляцiйна функцiя коливань якостi витрати води:
![]() , (13)
, (13)
де ![]() .
.
Виконанi розрахунки параметрiв налаштування системи за критерiiм мiнiмуму середньоквадратичноi помилки. На рис.11 наведений графiк залежностi середньоквадратичноi помилки регулювання ![]() вiд коефiцiiнта передачi регулятора K, а на рис.12 - графiк змiни помилки системи при ii схiдчастiй змiнi.
вiд коефiцiiнта передачi регулятора K, а на рис.12 - графiк змiни помилки системи при ii схiдчастiй змiнi.
Розробленi схеми алгоритмiв технологiчного контролю та автоматичноi оптимiзацii технологiчного комплексу магнiтноi сепарацii. Запропонована технiчна реалiзацiя системи на основi використання промислових комп'ютерних робочих станцiй.
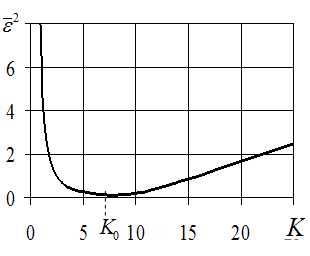
Рис. 11. Графiк залежностi середньоквадратичноi помилки вiд коефiцiiнта пiдсилення.
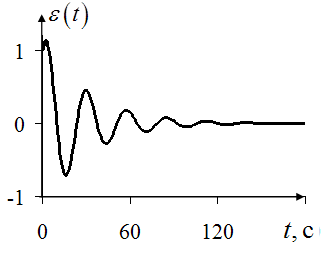
Рис. 12. Графiк змiни помилки системи при ii ступеневiй змiнi.
У додатках наведенi таблицi експериментальних даних, а також акти про використання результатiв дисертацiйноi роботи.
Висновки
Дисертацiя i завершеною науковою роботою, у якiй вирiшена актуальна науково-технiчна задача обТСрунтування методiв автоматичного контролю й оптимiзацii технологiчних комплексiв магнiтного збагачення за сигналами активноi потужностi, споживаноi електродвигунами магнiтних сепараторiв, що маi важливе народногосподарське значення i забезпечуi практичне створення ефективних i надiйних систем з автоматизацii процесiв й апаратiв магнiтноi сепарацii в умовах рiзноманiтних технологiчних схем магнiтозбагачувальних фабрик.
Аналiз технологiчних схем, процесiв i апаратiв магнiтного збагачення з позицiй задач управлi
Вместе с этим смотрят:
IP-телефония. Особенности цифровой офисной связи