Розробка i оформлення конструкторськоi документацii гiбридних iнтегральних мiкросхем
Мiнiстерство освiти i науки Украiни
Вiнницький нацiональний технiчний унiверситет
РЖнститут автоматики, електронiки та комптАЩютерних систем управлiння
Факультет ФЕЛТ
Кафедра ЛОТ
КУРСОВИЙ ПРОЕКТ
з дисциплiни: тАЬРадiокомпоненти та мiкроелектронна технологiятАЭ
Розробка i оформлення конструкторськоi документацii гiбридних iнтегральних мiкросхем
Вiнниця 2010
Змiст
Вступ
Роздiл 1. Теоретичний аналiз iснуючих технологiй ГРЖМС
1.1 Особливостi конструювання iнтегральних мiкросхем
1.2 Позначення параметрiв iнтегральних мiкросхем
1.3 Вибiр матерiалу пiдкладки
1.4 Вибiр корпуса iнтегральноi мiкросхеми
1.5 Переваги i недолiки гiбридних iнтегральних мiкросхем
1.6 Технологii виробництва ГРЖМС
Роздiл 2. Розробка КД ГРЖМС
2.1 Розробка комутацiйноi схеми
2.2 Розрахунок плiвкових та навiсних елементiв
2.3 Розрахунок орiiнтовноi площi плати та вибiр ii типорозмiру
2.4 Розробка топологii плати ГРЖМС
2.5 Топологiчне креслення окремих шарiв
2.6 Розробка складального креслення плати ГРЖМС
2.7 Розробка складального креслення ГРЖМС в корпусi
Висновки
Список використаних джерел
Додатки
Вступ
РЖнтегральнi мiкросхеми перетворюють i обробляють сигнал, а також мають високу щiльнiсть розмiщення електрично зтАЩiднаних елементiв i компонентiв. У напiвпровiдникових мiкросхемах всi елементи i мiжелементнi зтАЩiднання виконанi в обтАЩiмi i на поверхнi напiвпровiдника [1].
Гiбридними називаються тi мiкросхеми, якi складаються з елементiв, компонентiв i кристалiв. Зараз гiбриднi iнтегральнi мiкросхеми набули широкого застосування в електронiцi i мiкроелектронiцi.
Особливiстю конструювання РЖМС i тiсний звтАЩязок конструктивних рiшень з технологiiю виготовлення елементiв мiкросхем. Для розробки ГРЖМС використовують метод плiвковоi технологii, тобто радiоелементи одержують на пiдкладцi у виглядi плiвок напiвпровiдникiв, дiелектрикiв, рiзних металiв та iх оксидiв, якi послiдовно наносять одна на одну. При розробцi ГРЖМС враховуiться також геометрична форма плiвкових елементiв, бо чим простiша форма елемента, тим легше iх виробництво, бiльша точнiсть виготовлення i надiйнiсть. Використання плiвкових елементiв у мiкросхемi пiдвищуi якiсть та зменшуi економiчнi витрати на неi, а велика щiльнiсть розташування елементiв i компонентiв робить ii економiчно вигiдною в виробництвi i простою в застосуваннi до приладу, а також сприяi збiльшенню попит на неi [1].
Використання засобiв мiкроелектронiки тАУ основа сучасного етапу розвитку усiх галузей радiо тАУ та електронного приладобудування.
Застосування iнтегральних схем в радiоелектронних системах дозволяi якiсно покращити параметри апаратури та вiдкрило довгочасну перспективу ii поетапного вдосконалення [1].
Основними конструктивними елементами ГРЖМС i:
- пiдкладка, на якiй розмiщуються пасивнi i активнi елементи;
- плiвковi резистори, конденсатори, провiдники, контактнi площадки;
- навiснi без корпуснi напiвпровiдниковi прилади;
- навiснi мiнiатюрнi пасивнi елементи (конденсатори з iмностями великих номiналiв), дроселi, трансформатори;
- корпус для герметизацii мiкросхем i закрiплення ii виводiв.
Оптимальна конструкцiя ГРЖМС визначаiться факторами й суцiльнiстю упаковки елементiв, потужнiстю розсiювання, номiналами елементiв i допускали на них, вiдсотком виходу придатних виробiв, цiною та iнше.
В даному курсовому проектi представлено розробку даноi схеми, зокрема здiйснено ii розведення, топологiю, вибiр оптимальних розмiрiв за всiма вiдповiдними правилами.
Роздiл 1. Теоретичний аналiз iснуючих технологiй ГРЖМС
1.1 Особливостi конструювання iнтегральних мiкросхем
РЖнтегральна мiкросхема (РЖМС) тАУ електронний вирiб, який виконуi певнi функцii перетворення i обробки сигналу, який маi високу густину розташування елементiв, електрично зтАЩiднаних, виготовлених в iдиному технологiчному циклi [2].
Гiбридна мiкросхема тАУ це електротехнiчний вирiб, який представляi елементи, електрично зтАЩiднаних, виготовлених в iдиному технологiчному циклi [2].
Гiбридна мiкросхема тАУ це електротехнiчний вирiб, який представляi собою герметично закритий корпус з виводами, в серединi якого мiститься пiдкладка з розмiщеними на нiй плiвковими та навiсними елементами.
Особливiстю конструювання РЖМС i тiсний звтАЩязок конструктивних рiшень з технологiiю виготовлення елементiв мiкросхем.
Технологiя виготовлення напiвпровiдникових iнтегральних схем забезпечуi одночасну групову обробку вiдразу великоi кiлькостi схем. Це визначаi в значнiй мiрi iдентичнiсть схем по характеристиках. Напiвпровiдниковi iнтегральнi схеми мають високу надiйнiсть за рахунок використання планарного процесу виготовлення й значного скорочення числа мiкросполук елементiв у процесi створення схем [2].
Напiвпровiдниковi iнтегральнi схеми розвиваються в напрямку все бiльшоi концентрацii елементiв у тому самому об'iмi напiвпровiдникового кристала, тобто в напрямку пiдвищення ступеня iнтеграцii iнтегральноi схеми. Розробленi iнтегральнi схеми, що мiстять в одному кристалi сотнi й тисячi елементiв. У цьому випадку iнтегральна схема перетворюiться в бiльшу iнтегральну систему (БРЖС), що неможливо розробляти й виготовляти без використання електронних обчислювальних машин високоi продуктивностi [2].
В процесi розробки топологiчноi структури РЖС розвтАЩязують такi задачi: визначення геометричних розмiрiв елементiв, якi отримують методом плiвковоi технологii; розробка схеми взаiмного розмiщення i зтАЩiднання елементiв на пiдкладцi, визначення метода виготовлення плiвкових елементiв i способiв пiдтАЩiднання виводiв плiвкових i навiсних елементiв до контактних площадок i зовнiшнiх виводiв; вибiр кiнцевоi форми i розмiщення плiвкових елементiв; оформлення креслень; оцiнка якостi топологii мiкросхеми i внесення коректив [2].
РЖнтегральна мiкросхема (РЖС) тАУ електронний вирiб, який виконуi певнi функцii перетворення i обробки сигналу, який маi високу густину пакування елементiв, електрично зтАЩiднаних, виготовлених в iдиному технологiчному циклi [2].
Гiбридна мiкросхема тАУ це електротехнiчний вирiб, який представляi собою герметично закритий корпус з виводами, в серединi якого мiститься пiдкладка з розмiщеними на нiй плiвковими та навiсними елементами.
Особливiстю конструювання РЖМС i тiсний звтАЩязок конструктивних рiшень з технологiiю виготовлення елементiв мiкросхем [2].
Технологiя виготовлення напiвпровiдникових iнтегральних схем забезпечуi одночасну групову обробку вiдразу великоi кiлькостi схем. Це визначаi в значнiй мiрi iдентичнiсть схем по характеристиках. Напiвпровiдниковi iнтегральнi схеми мають високу надiйнiсть за рахунок використання планарного процесу виготовлення й значного скорочення числа мiкросполук елементiв у процесi створення схем.
Напiвпровiдниковi iнтегральнi схеми розвиваються в напрямку все бiльшоi концентрацii елементiв у тому самому об'iмi напiвпровiдникового кристала, тобто в напрямку пiдвищення ступеня iнтеграцii iнтегральноi схеми. Розробленi iнтегральнi схеми, що мiстять в одному кристалi сотнi й тисячi елементiв. У цьому випадку iнтегральна схема перетворюiться в бiльшу iнтегральну систему (БРЖС), що неможливо розробляти й виготовляти без використання електронних обчислювальних машин високоi продуктивностi [2].
В процесi розробки топологiчноi структури РЖС розвтАЩязують такi задачi: визначення геометричних розмiрiв елементiв, якi отримують методом плiвковоi технологii; розробка схеми взаiмного розмiщення i зтАЩiднання елементiв на пiдкладка, визначення метода виготовлення плiвкових елементiв i способiв пiдтАЩiднання виводiв плiвкових i навiсних елементiв до контактних площадок i зовнiшнiх виводiв; вибiр кiнцевоi форми i розмiщення плiвкових елементiв; оформлення креслень; оцiнка якостi топологii мiкросхеми i внесення коректив [2].
Створення iнтегральних схем розвиваiться по декiлькох напрямках: гiбриднi iнтегральнi схеми з дискретними активними елементами; напiвпровiдниковi iнтегральнi схеми, виконанi в монолiтному блоцi напiвпровiдникового матерiалу; сполученi iнтегральнi схеми, у яких активнi елементи виконанi в монолiтному блоцi напiвпровiдникового матерiалу, а пасивнi елементи нанесенi у виглядi тонких плiвок; плiвковi iнтегральнi схеми, у яких активнi й пасивнi елементи нанесенi на пiдладку у виглядi тонких плiвок [3].
Широке поширення одержали гiбриднi РЖС, у яких пасивнi елементи тАФ плiвковi, а активнi елементи (дiоди, транзистори) тАФ навiснi. Навiсними елементами в мiкроелектронiцi називають мiнiатюрнi, звичайно безкорпуснi дiоди i транзистори, що представляють собою самостiйнi елементи, що приклеюються (ВлнавiшуютьсяВ») у вiдповiдних мiсцях до пiдкладки i з'iднуються тонкими провiдниками з плiвковими елементами схеми. РЖнодi в гiбридних РЖМС навiсними можуть бути i деякi пасивнi елементи, наприклад мiнiатюрнi конденсатори з такою великою iмнiстю або котушки з такою iндуктивнiстю, що iхнiй неможливо зробити у виглядi плiвок. Це можуть бути i мiнiатюрнi трансформатори. У деяких випадках у гiбридних РЖМС навiсними i цiлi напiвпровiдниковi РЖМС [3].
Плiвковi РЖМС мають пiдкладку (плату) з дiелектрика (скло, керамiка й iн.). Пасивнi елементи, тобто резистори, конденсатори, котушки i сполуки мiж елементами, виконуються у видi рiзних плiвок, нанесених на пiдкладку. Активнi елементи (дiоди, транзистори) не робляться плiвковими, тому що не вдаiться досягти iх кращоi якостi. Таким чином, плiвковi РЖМС мiстять тiльки пасивнi елементи i являють собою Кс-цепи (наприклад, Кс-фiльтри) або якi-небудь iншi схеми [3].
Прийнято розрiзняти РЖМС тонкоплiвковi, у яких товщина плiвок не бiльш 2 мкм, i товстоплiвковi товщина плiвок яких значно бiльша. Рiзниця мiж цими РЖМС полягаi не стiльки в товщинi плiвок, скiльки в рiзнiй технологii iхнього нанесення. Тонкоплiвковi резистори по точностi i стабiльностi краще товстоплiвкових, але виробництво iх складнiше i дорожче.
В основi виготовлення тонкоплiвкових мiкросхем лежить процес одержання тонких плiвок (не бiльш як 1 мкм) методами термiчного осадження (випари з наступним осадженням) у високому вакуумi або катодного розпилення iонним бомбардуванням у середовищi розрiдженого iнертного газу. Рисунок тонко-плiвковоi iнтегральноi мiкросхеми одержують нанесенням плiвки на певнi дiлянки пiдкладки за допомогою маски або видаленням за допомогою фотолiтографii плiвки, що покриваi всю поверхню пiдкладки, яка являi собою платiвку зi скла, ситалу, поликору та iншого дiелектричного матерiалу, виготовленого з високим класом чистоти робочоi поверхнi [3].
1.2 Позначення параметрiв iнтегральних мiкросхем
Максимальна вхiдна напруга тАУ найбiльша вхiдна напруга iнтегральноi мiкросхеми, при якiй вихiдна напруга вiдповiдаi заданiй. Мiнiмальна вхiдна напруга тАУ найменша вхiдна напруга iнтегральноi мiкросхеми, при якiй вихiдна напруга вiдповiдаi заданiй. Чутливiсть тАУ найменша вхiдна напруга, при якiй електричнi параметри iнтегральноi мiкросхеми вiдповiдають заданим [4].
Дiапазон вхiдних напруг тАУ iнтервал напруг вiд мiнiмальноi вхiдноi напруги до максимальноi. Вхiдна напруга спокою тАУ напруга на входi iнтегральноi мiкросхеми при вiдсутностi вхiдного сигналу. Вихiдна напруга спокою тАУ напруга на виходi iнтегральноi мiкросхеми при вiдсутностi вхiдного сигналу. Вхiдна напруга обмеження тАУ найменша вхiдна напруга iнтегральноi мiкросхеми, при якiй наступаi обмеження вихiдноi напруги. Вхiдна напруга тАУ напруга на входi iнтегральноi мiкросхеми в заданому режимi. Напруга зсуву тАУ напруга постiйного струму на входi iнтегральноi мiкросхеми, при якiй вихiдна напруга дорiвнюi нулю. Синфазнi вхiднi напруги тАУ напруги мiж кожним iз входiв iнтегральноi мiкросхеми й спiльним виводом, амплiтуди й фази яких збiгаються. Максимальнi синфазнi вхiднi напруги тАУ синфазнi вхiднi напруги, при яких параметри iнтегральноi мiкросхеми змiнюються на задане значення. Максимальна вихiдна напруга тАУ найбiльша вихiдна напруга, при якiй змiни параметрiв iнтегральноi мiкросхеми вiдповiдають заданим. Мiнiмальна вихiдна напруга тАУ найменша вихiдна напруга, при якiй змiни параметрiв iнтегральноi мiкросхеми вiдповiдають заданим. Вихiдна напруга балансу тАУ напруга постiйного струму на кожному виходi iнтегральноi мiкросхеми щодо спiльного виводу при напрузi мiж виводами, рiвнiй нулю. Приведена до входу напруга шумiв тАУ вiдношення напруги власних шумiв на виходi iнтегральноi мiкросхеми при закороченому входi до коефiцiiнта пiдсилення напруги [4].
Нижня гранична частота смуги пропускання тАУ найменша частота, на якiй коефiцiiнт пiдсилення iнтегральноi мiкросхеми зменшуiться на 3 дБ щодо заданоi. Верхня гранична частота смуги пропускання тАУ найбiльша частота, на якiй коефiцiiнт пiдсилення iнтегральноi мiкросхеми зменшуiться на 3 дБ щодо заданоi частоти. Смуга пропускання тАУ дiапазон частот мiж верхньою й нижньою граничними частотами смуги пропускання.
Вхiдний струм тАУ струм, що протiкаi у вхiдному ланцюзi iнтегральноi мiкросхеми в заданому режимi. Рiзниця вхiдних струмiв тАУ рiзниця струмiв, що протiкають через входи iнтегральноi мiкросхеми в заданому режимi. Вихiдний струм тАУ струм, що протiкаi в ланцюзi навантаження iнтегральноi мiкросхеми в заданому режимi. Максимальний вихiдний струм тАУ найбiльший вихiдний струм, при якому забезпечуються заданi параметри iнтегральноi мiкросхеми. Мiнiмальний вихiдний струм тАУ найменший вихiдний струм, при якому забезпечуються заданi параметри iнтегральноi мiкросхеми. Струм споживання тАУ струм, споживаний iнтегральною мiкросхемою вiд джерел живлення в заданому режимi. Струм холостого ходу тАУ струм, споживаний iнтегральною мiкросхемою при вiдключеному навантаженнi [4].
Коефiцiiнт пiдсилення напруги тАУ вiдношення вихiдноi напруги мiкросхеми до вхiдноi. Коефiцiiнт пiдсилення струму тАУ вiдношення вихiдного струму до вхiдного. Коефiцiiнт пiдсилення потужностi тАУ вiдношення вихiдноi потужностi iнтегральноi мiкросхеми до вхiдноi. Коефiцiiнт нелiнiйностi амплiтудноi характеристики тАУ найбiльше вiдхилення крутостi амплiтудноi характеристики щодо крутостi амплiтудноi характеристики, що змiнюiться за лiнiйним законом. Коефiцiiнт прямокутностi амплiтудно-частотноi характеристики тАУ вiдношення смуги частот на рiвнi 0,01 або 0,001 до смуги пропускання на рiвнi 0,7. Коефiцiiнт нерiвномiрностi амплiтудно-частотноi характеристики тАУ вiдношення максимального виходу напруги до мiнiмального в заданому дiапазонi частот смуги пропускання, виражене в децибелах [4].
Вхiдна iмнiсть тАУ вiдношення iмнiсного реактивного складового вхiдного струму до добутку круговоi частоти на синусоiдальну вхiдну напругу мiкросхеми при заданiй частотi сигналу. Вихiдна iмнiсть тАУ вiдношення iмнiсного реактивного складового вихiдного струму до добутку круговоi частоти на викликану ним вихiдну напругу при заданiй частотi сигналу.
Вхiдний опiр тАУ вiдношення приросту вхiдноi напруги до приросту активноi складовоi вхiдного струму при заданiй частотi сигналу. Вихiдний опiр тАУ вiдношення приросту вихiдноi напруги до активного складового вихiдного постiйного або синусоiдального струму при заданiй частотi сигналу [4].
1.3 Вибiр матерiалу пiдкладки
Важливим складовим елементом гiбридноi мiкросхеми i пiдкладка, яка одночасно виконуi декiлька функцiй:
- вiдводить тепло, яке видiлилось на елементах i компонентах;
- служить основою для крiплення всiх елементiв i компонентiв;
- iзолюi елементи один вiд одного.
Тому до матерiалу, з якого виготовляiться пiдкладка, незалежно вiд конструкцii та призначення мiкросхеми ставлять слiдуючи вимоги:
- матерiал, з якого виготовляють пiдкладки повинен мати чисту, гладку поверхню, яка дозволяi отримати чiткий малюнок, та вiдтворенiсть електричних параметрiв;
- матерiал повинен мати високу механiчну мiцнiсть, при вiдносно малiй товщинi;
- мати мiнiмум дефектiв, якi впливають на якiсть отриманоi мiкросхеми;
- повинен мати високу теплопровiднiсть, для ефективного вiдводу тепла вiд елементiв i активних компонентiв;
- стiйкiсть до хiмiчних речовин, якi використовують в усiх технологiчних процесах, при виготовленнi мiкросхеми;
- матерiал повинен мати високий питомий опiр;
- повинен мати близькi коефiцiiнти термiчного розширення пiдладки i нанесених плiвок;
1.4 Вибiр корпуса iнтегральноi мiкросхеми
Для гiбридних мiкросхем найчастiше використовують три види корпусiв тАУ металоскляний квадратний чи прямокутний, металоскляний цилiндричний [4].
В залежностi вiд конструкцii i матерiалу корпуси мiкросхем герметизують рiзними методами. Так, наприклад, металоскляннi i металокерамiчнi герметизують сваркою або пайкою, керамiчнi тАУ пайкою, а пластмасовi тАУ вакуумною заливкою, листовим пресуванням або склеюванням.
Головна перевага металоскляного корпусу це забезпечення надiйноi роботи мiкросхеми в умовах пiдвищеноi вологостi i в широкому температурному iнтервалi.
В металоскляних корпусах кришка i частково дно формуються з металу. На днi знаходиться скляна пластина, в яку впаяно виводи. Кришка i дно зтАЩiднуються по периметру за допомогою сварки.
Температурнi коефiцiiнти лiнiйного розширення скляноi пластини (основи) i виводiв повиннi бути найближчими, iнакше при нагрiванi корпусу це може призвести до порушення герметичностi мiж виводами i скляною пластиною i навiть до руйнування скла. Тому при проектуваннi i виготовленнi металоскляних корпусiв на пiдбiр цих коефiцiiнтiв придiляють велику увагу [4].
Найчастiше для виготовлення корпусiв використовують сплави ТКР-29НК, 29НК-В4; сталь Х18Н10Т; скло С48-2, С52-1
1.5 Переваги i недолiки гiбридних iнтегральних мiкросхем
Переваги:
1. Гiбридна технологiя дозволяi вiдносно швидко створювати електроннi прилади, якi виконують достатньо складнi функцii.
2. Обладнання для виготовлення гiбридноi iнтегральноi мiкросхеми значно дешевше нiж для виготовлення напiвпровiдникових iнтегральних мiкросхем.
3. Перевагою гiбридних технологiй i бiльший вiдсоток виходу працездатних мiкросхем 60-80%, порiвняно з 5-30% для напiвпровiдникових iнтегральних мiкросхем. Брак, який виникаi при виготовленнi гiбридних iнтегральних мiкросхем часто можна усунути.
4. Пiдладка гiбридноi iнтегральноi мiкросхеми виготовлена з високоякiсного дiелектричного матерiалу, тому через малi паразитнi iмностi i гарну взаiмну iзоляцiю елементiв i компонентiв, гiбриднi iнтегральнi мiкросхеми мають кращi високочастотнi i iмпульснi електричнi властивостi, тому у високочастотному i надвисокочастотному дiапазонi переважно використовуються гiбриднi iнтегральнi мiкросхеми [5].
Гiбриднi iнтегральнi мiкросхеми мають вищу радiацiйну стiйкiсть.
Недолiки:
1. Мала надiйнiсть, через те, що використовуiться навiсний монтаж.
2. Бiльшi габарити i вага.
Неможливiсть отримання активних елементiв в iдиному технологiчному циклi з пасивними [5].
1.6. Технологii виробництва ГРЖМС
Напiвпровiдникова мiкросхема тАФ це така мiкросхема, де всi елементи i мiж елементнi з'iднання виконанi на одному напiвпровiдниковому кристалi (наприклад, кремнiю, германiя, арсенiду галiю).
- Товсто-плiвкова iнтегральна схема;
- Тонко-плiвкова iнтегральна схема.
Гiбридна мiкросхема тАФ крiм напiвпровiдникового кристалу мiстить деяку кiлькiсть безкорпусних дiодiв, транзисторiв й iнших електронних компонентiв, помiщених в один корпус.
Вид оброблюваного сигналу:
- Аналоговi
- Цифровi
- Аналого-цифровi
Аналоговi мiкросхеми тАФ вхiднi i вихiднi сигнали змiнюються за законом безупинноi функцii в дiапазонi вiд позитивного до негативноi напруги живлення [5].
Цифровi мiкросхеми тАФ вхiднi i вихiднi сигнали можуть мати два значення: логiчний чи нуль логiчна одиниця, кожному з який вiдповiдаi визначений дiапазон напруги. Наприклад, для мiкросхем ТТЛ-логiки при живленнi +5 В дiапазон напруги вiд 0 до 0,8 В вiдповiдаi логiчному нулю, а дiапазон вiд 2,4 до 5 В вiдповiдаi логiчнiй одиницi. Для мiкросхем ЕСЛ-логiки при живленнi 5,2 В: логiчна одиниця тАФ це 0,8 - 1,03 В, а логiчний нуль тАФ це 1,6 - 1,75 В.
Аналого-цифровi мiкросхеми сполучають у собi форми цифровоi й аналоговоi обробки сигналiв. В мiру розвитку технологiй одержують усе бiльше поширення.
Основним елементом аналогових мiкросхем i транзистори (бiполярнi чи польовi). Рiзниця в технологii виготовлення транзисторiв iстотно впливаi на характеристики мiкросхем. Тому нерiдко в описi мiкросхеми вказують технологiю виготовлення, щоб пiдкреслити тим самим загальну характеристику властивостей i можливостей мiкросхеми. У сучасних технологiях поiднують технологii бiполярних i польових транзисторiв, щоб досягти полiпшення характеристик мiкросхем [5].
- Мiкросхеми на унiполярних (польових) транзисторах тАФ найбiльш економiчнi (по споживанню струму):
- КМОП-логiка (комплементарна МОП-логiка) тАФ кожен логiчний елемент мiкросхеми складаiться з пари взаiмодоповнюючих (комплементарних) польових транзисторiв (n-МОП i p-МОП).
Мiкросхеми на бiполярних транзисторах:
- РТЛ тАФ резисторно-транзисторна логiка (застарiла, замiнена на ТТЛ);
- ДТЛ тАФ дiод-транзисторна логiка (застарiла, замiнена на ТТЛ);
- ТТЛ тАФ транзисторно-транзисторна логiка тАФ мiкросхеми зробленi з бiполярних транзисторiв iз багато-емiтерними транзисторами на входi;
- ТТЛШ тАФ транзисторно-транзисторна логiка з дiодами Шотки тАФ удосконалена ТТЛ, у якiй використовуються бiполярнi транзистори з ефектом Шотки.
- ЕСЛ тАФ емiттерно-звязана логiка тАФ на бiполярних транзисторах, режим роботи яких пiдiбраний так, щоб вони не входили в режим насичення, тАФ що iстотно пiдвищуi швидкодiю.
КМОП i ТТЛ (ТТЛШ) технологii i найбiльш поширеними логiками мiкросхем. Де небхiдно заощаджувати споживання струму, застосовують КМОП-технологiю, де важливiше швидкiсть i не потрiбно економiя споживаноi потужностi застосовують ТТЛ-технологiю. Слабким мiсцем КМОП-мiкросхем i уразливiсть вiд статичноi електрики тАФ досить торкнутися рукою висновку мiкросхеми i ii цiлiснiсть уже не гарантуiться. З розвитком технологiй ТТЛ i КМОП мiкросхеми по параметрах зближаються i як наслiдок, наприклад, серiя мiкросхем 1564 тАФ зроблена за технологiiю КМОП, а функцiональнiсть i розмiщення в корпусi як у ТТЛ технологii [5].
Мiкросхеми, виготовленi по ЕСЛ-технологii i найшвидшими, але найбiльш енергоспоживаючими i застосовувалася при виробництвi обчислювальноi технiки, коли найважливiшим параметром була швидкiсть обчислення. У СРСР самi продуктивнi ЕОМ типу РДС106х виготовлялися на
ЕСЛ-мiкросхемах. Зараз ця технологiя використовуiться рiдко [5].
Очищення пiдкладок перед напилюванням виконують для видалення механiчних i жирових забруднень. Очищення проводять на двох взаiмопов'язаних напiвавтоматах вiбрацiйного хiмiчного очищення, камери яких заповнюють розчином перекису водню. Пiдкладки помiщають у касету i завантажують у центрифугу, де вони очищуються вiд механiчних домiшок. Потiм пiдкладки перекладають в робочу камеру напiвавтомата для промивання. На другому напiвавтоматi вiдбуваiться очищення пiдкладок у перекисно-амiачному розчинi та iх промивання пiсля очищення.
Напилювання резистивного шару виконують iоноплазмовим методом, який маi такi переваги у порiвняннi з методом термiчного випаровування у вакуумi: можливiсть автоматизацii процесу напилювання; вiдсутнiсть наважок; тривалий термiн служби мiшенi; високе вiдтворення тонкоплiвкових резисторiв, а також високi електрофiзичнi властивостi напилених шарiв; пiдвищена адгезiя напиленого шару з пiдкладкою [5].
Сутнiсть процесу напилювання електропровiдних шарiв (ванадiй-мiдь i ванадiй-алюмiнiй) полягаi в осадженнi на пiдкладку атомiв вихiдного матерiалу, що випаровуються в результатi впливу високоi температури й електричного поля. Напилювання ведеться на установцi "УВН-2-М2" у два етапи: на першому етапi проводиться напилювання шару з ванадiю; на другому - напилювання провiдного шару з мiдi чи алюмiнiю.
Виготовлення й очищення наважок, застосовуваних для напилювання провiдних шарiв, проводиться на спецiально обладнаному робочому мiсцi. Розчини для очищення наважок (для ванадiя, мiдi i алюмiнiю, обробленого в лузi, - розчин азотноi кислоти в деiонiзованiй водi, для алюмiнiю - розчин гiдрату окису калiю в деiонiзованiй водi) готують оператори. Саме очищення ведеться у витяжнiй шафi занурюванням у ванну з фторопласта, армованого титановою сiткою [5].
Завдяки простотi, гнучкостi i постiйному удосконаленню технологiя
Товсто-плiвкових мiкросхем усе ширше застосовуiться у виробництвi. РЖз застосуванням електронно-обчислювальних машин i створенням гнучких автоматизованих систем виробництва, переходом до безлюдного виробництва досягаiться вивiльнення значноi кiлькостi робочих мiсць, полiпшення умов працi i пiдвищення культури виробництва.
У вiтчизнянiй практицi використовуються автоматизованi комплекси, побудованi на агрегатно-модульному принципi. Кожний автоматизований модуль оснащений завантажувально-розвантажувальними пристроями. Устаткування, об'iднане в комплекс, дозволяi виготовляти 600 мiкрозборок за 1 годину. Технологiчне устаткування, що легко вбудовуiться в автомати-чнi лiнii: автомати трафаретного друку, лазерноi пiдгонки i контролю, роботизованi робочi мiсця для укладання електрорадiоелементiв на пiдкладки, автоматичнi завантажувально-розвантажувальнi пристроi, успiшно застосовуiться при виготовленнi гiбридних iнтегральних мiкросхем невеликими партiями, а за необхiдностi його легко перебудувати на випуск нових виробiв. Тому технологiю товсто-плiвкових мiкросхем i мiкрозборок застосовують для дрiбносерiйних i дослiдних партiй [5].
Роздiл 2. Розробка конструкторськоi документацii ГРЖМС
2.1 Розробка комутацiйноi схеми
Розробка комутацiйноi схеми зтАЩiднань включаi в себе перетворення даноi електричноi схеми з метою складання схематичного плану розмiщення елементiв i зтАЩiднань мiж ними на платi мiкросхеми.
При проектуваннi топологii ГРЖМС необхiдно зважити на те, що:
-розмiр пiдкладки вибирають вiдповiдно до табл.2; В данiй роботi вiн 12*8.
-периферiйнi контактнi площадки розташовують по чотирьох чи двох протилежних боках пiдкладки (для лiнiйних ГРЖМС допускаiться розмiщення з одного боку).
-кожна гiбридна РЖМС повинна мати ключ-збiльшену контактну площадку чи спецiальний знак, розмiщений в нижньому лiвому куту на бiльшому боцi пiдкладки; ключ креслять в процесi проектування топологii. В роботi ключ поставлений у верхньому лiвому кутi.
Мiнiмальна ширина провiдника-50мкм.
Провiдники розводяться таким чином, щоб вони не перетиналися в однiй площi. Якщо це неможливо, тодi ставляться перемички. В данiй схемi перемичок немаi, виводи не перетинаються.
Мiнiмальна ширина плiвкових провiдникiв 0.05 мм.
Мiнiмальна вiдстань вiд дротяного провiдника чи виводу до краю контактноi площини, чи до краю плiвкового провiдника, не захищеного iзоляцiiю 0.2 мм.
Вiдстань вiд кристала до контактноi площадки не менше 0.4 мм. Розмiри контактноi площадки min 0.4*0.4. Форма прямокутна.
Вiдстань. Мiнiмальна вiдстань мiж контактними площадками, дорiжками i резисторами-0.2 мм.
Мiнiмально допустима вiдстань вiд плiвкових елементiв до краю плати 200 мкм (резистори, дорiжки).
Вiдстань вiд кристала до контактноi площадки не менше 0.4 мм.
Контактнi площадки розташовують на вiдстанi не менше 500 мкм вiд краю пiдкладки.
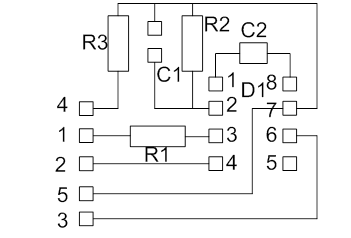
Рисунок 2. Комутацiйна схема
2.2 Розрахунок плiвкових та навiсних елементiв
Для розробки ГРЖМС нам дана схема електрично-принципова. Схема електрично принципова тАУ це документ, який визначаi повний склад електричних елементiв i електричного звтАЩязку мiж ними. Вона даi детальну уяву про принципи роботи нашого виробу. По схемi розроблюють конструкцiю, а також використовують ii при виготовленнi i експлуатацii виробу.
За електричною схемою розробляiться мiкросхема. Мiкросхема-пристрiй розмiром порядку 1мм2 i менше; зазвичай виконуi яку-небудь самостiйну функцiю, наприклад складання поданих на неi електричних iмпульсiв, i називаiться iнтегральною. Окремi елементи мiкросхеми, наприклад провiдники, резистори, можуть бути утворенi шляхом нанесення плiвок на дiелектричну пластинку-пiдкладку (плiвковi елементи). Це плiвкова технологiя виготовлення. РЖншi елементи, якi називаються навiсними, наприклад напiвпровiдниковi дiоди i транзистори, приклеюють i припаюють до пiдкладки. При поiднаннi тих i iнших елементiв утворюiться мiкросхема, яка називаiться гiбридною. В данiй роботi на ГРЖМС будуть такi елементи: два конденсатори, три резистора i навiсна мiкросхема 740 УД5-1.
Електрична принципова схема по вказаному завданню на форматi А4-схема i перелiк елементiв схеми. Вiдстань таблицi перелiку вiд верхньоi рамки не регламентовано, тому можна витягнути схему на всю довжину листа, якщо треба, а таблицю змiстити вниз.
Вiдстань мiж умовними позначеннями не потрiбно занадто збiльшувати, розмiщення елементiв повинно визначатись зручнiстю читання схеми, iх можна креслити з поворотом на кути кратнi 900. Електричнi звтАЩязки мiж елементами зображують найкоротшими лiнiями мiнiмальною кiлькiстю перетинiв, на вiдстанi не менше 3 мм одне вiд одного. Входи, виходи та контакти розташовують справа i злiва. Порядок запису в перелiк елементiв схеми, спочатку резистори, потiм iншi елементи в алфавiтному порядку умовних позначень.
В межах кожноi групи елементiв, тi якi входять в неi записують пiд загальним заголовком, по зростанню порядкових номерiв. В кiнцi групи рекомендуiться пусту стрiчку для доповнень.
Далi розрахуiмо компоненти ГРЖМС, розведемо схему. Компонентами ГРЖМС i дiоди та дiоднi матрицi, транзистори, конденсатори, трансформатори та iн. Компоненти можуть мати жорсткi та гнучкi виводи i спосiб монтажу компонентiв на плату повинен забезпечити фiксацiю положення компонента i виводiв, збереження його цiлiсностi, параметрiв i якостей, стiйкiсть до вiбрацiй та ударiв. Перейдемо до розрахунку конкретноi схеми.
Користуючись заданими параметрами (U=5 В, табл. 1), розрахуiмо площi плiвкових резисторiв.
Почнемо розрахунки з визначення потужностi P i сили струму I, за формулами [4]:
 ;ВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВа
;ВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВаВа  ; (2.1)
; (2.1)
Напруга U для схеми дорiвнюi 9 В
Для R1
 Ва(Вт)
Ва(Вт)
Для R2, R3:ВаВаВаВаВаВаВаВа
 Ва(Вт)
Ва(Вт)
Таблиця 2-Параметри елементiв схеми
| Поз.позначення | Тип елементу i його номiнал | Кiлькiсть | Примiтки |
| С2 | Конденсатор К10-17-РЖВ..0,01 мкФ (навiсний елемент) | 1 | В=1,4 мм; L=1,9 мм Рис.6 |
| С1 | 220 пФ 15%(плiвковий елемент) | 1 | |
| D1 | Мiкросхема 740 УД-5-РЖ (навiсний елемент) | 1 | Рис.5 |
| Резистори (плiвковi елементи) | | |
| R1 | 6кОм 10% | 1 | |
| R2, R3 | 26кОм 10% | 2 | |
 Ва(mА)
Ва(mА)
Розрахуiмо геометричнi розмiри резисторiв:
R1:ВаВаВа (плiвковий)
Кiлькiсть квадратiв

a) Розрахуiмо ширину b резистора за формулою [4]:
 , (2.2)
, (2.2)
 Ваi
Ваi  Ваберемо з таблички (оскiльки схема не потребуi високоi точностi i `не розсiюi багато тепла, то беремо кермет).
Ваберемо з таблички (оскiльки схема не потребуi високоi точностi i `не розсiюi багато тепла, то беремо кермет).
Тому  ВаВт/см2,
ВаВт/см2,  ВаОм/мм2.
ВаОм/мм2.

б) Розрахуiмо довжину  Варезистора R1 знаходимо за формулою [4]:
Варезистора R1 знаходимо за формулою [4]:
 , (2.3)
, (2.3)
в)ВаВаВаВаВаВа Тепер за формулою  Вавизначимо площу резистора R1
Вавизначимо площу резистора R1

R2, R3 (плiвковий).
Кiлькiсть квадратiв

a) Розрахуiмо ширину b резисторiв за формулою [4]:
 , (2.4)
, (2.4)
 ;
;
б)ВаВаВаВаВаВа Визначимо довжину резисторiв за формулою [3]:
 , (2.5)
, (2.5)
в)ВаВаВаВаВаВа Тепер розрахуiмо площу резисторiв [2]:
 .
.
Розрахуiмо геометричнi розмiри конденсаторiв C1, С2
Розрахуiмо площу конденсатора С1, вiн буде плiвковим
 Ва(2.6)
Ва(2.6)
де С0 питома iмнiсть
Для того щоб знайти питому iмнiсть С0 пiдберемо матерiал дiелектрика. Виберемо моноокис кремнiю в таблицi основних електричних i експлуатацiйних властивостей плiвкових конденсаторiв [5]. Випишемо його параметри ε=5 (дiелектрична проникнiсть дiелектрика), tgδ=0,03 (тангенс кута втрат), Eпр= 2*  В/см (напруженiсть електричноо поля)
В/см (напруженiсть електричноо поля)
З формули пробивноi напруги знайдемо товщину конденсатора
Епр=  Ва=> d=
Ва=> d=  Ва(2.7)
Ва(2.7)
d=  =7.5
=7.5 

Далi знайдемо пит
Вместе с этим смотрят:
GPS-навигация
GPS-прийомник авиационный
IP-телефония и видеосвязь
IP-телефония. Особенности цифровой офисной связи
Unix-подобные системы