Организация технологического процесса на сборку прерывателя-распределителя ЗиЛ-130
- Введение
Роль автомобильного транспорта в народном хозяйстве.
Автомобильный транспорт имеет большое значение в общей транспортной системе Р.Ф., не его долю приходится свыше 2\3 всех грузовых перевозок в народном хозяйстве.
Основными направлениями экономического и социального развития страны, предусматривается освоение и расширение производства грузовых и специализированных автомобилей и автобусов, в первую очередь дизельных, увеличение выпуска малотоннажных грузовых автомобилей и электромобилей для внутригородских перевозок, значительное увеличение производства прицепов и полуприцепов для обеспечения перевозок автопоездами. В последнее время запланировано увеличение грузооборота автомобильного транспорта общего пользования в 1,3тАж1,4 раза, а пассажирооборота автобусов тАУ на 16тАж18%
Транспорт важнейший элемент инфраструктуры, под который понимают отрасли народного хозяйства, создающие общие его функционирования. Транспорт оказывает активное влияние на процесс расширенного воспроизводства, величину запасов, сырья, топлива и промышленной продукции, производственную мощность складов, т.е. на эффективность функционирования различных отраслей народного хозяйства.
В настоящее время существуют крупные заводы, такие как ОАО ВлКамАЗВ», ОАО ВлГАЗВ» ОАО ВлЗИЛВ», ОАО ВлМАЗВ». Заводы изготовители выпускают автомобильный транспорт для многих отраслей народного хозяйства. Для перевозки грузов выпускаются многие марки автомобилей, в том числе и спецтехнику на базе автомобилей: ЗИЛ-130, КамАЗ-5320, ГАЗ-53, МАЗ-503, и другие.
1.2 Перспективы автомобилестроения.
Основной упор в научно-исследовательских и опытно-конструкторских работах в минувшем году был сделан на практической реализации Продуктовой политики ОАО ВлКамАЗВ». Она рассчитана на 10 лет и предусматривает полное обновление модельного ряда камских большегрузов и создание в рамках программы диверсификации новых образцов техники, планируемых к постановке на производство в ближайшие годы.
В 2000 году были изготовлены и опытные образцы семейства базовых моделей тАУ самосвал ВлКамАЗВ»-65115 (6ГЧ4), седельный тягач ВлКамАЗВ»-65116 (6ГЧ4), самосвалы ВлКамАЗВ»-6540 (8ГЧ4) и ВлКамАЗВ»-65111 (8ГЧ4). Они оборудованы двигателем ВлКамАЗ-740.30-260В», отвечающий требованиям ЕВРО-2.
Собран опытный образец городского автобуса большой вместимости ВлНЕФАЗ-5297В», где начиная с 2003 года планируется начать выпуск не менее 1000 этих автобусов.
Являясь одним из ведущих изготовителей дизельных двигателей в России ОАО ВлКамАЗВ» устанавливает двигателя кроме КамАЗов еще и на УРАЛах, ЗиЛах и ЛИАЗах. Обнадеживающая перспектива открывается и перед пахотно-пропашным трактором камазовского производства КТ-240К. В НТЦ был проведён полный цикл стендовых испытаний его агрегатов, изготовлен и прошёл полевые испытания опытный образец трактора, по результатам которых выдана конструкторская документация для производства опытно-промышленной партии.
Основными задачами 2002 года является снятие с производства старого модельного ряда двигателей ВлКамАЗ-7403.10В» и ВлКамАЗ-740.11-240В» и постановка на производство новых двигателей ВлКамАЗ-740.13-260В»; -740.30.260; -740.14-360В» (ЕВРО-2).
1.3 Значение авторемонтных предприятий.
Ремонтное производство имеет огромное народнохозяйственное значение, с целью поддержания в исправном состоянии автомобильного транспорта и продления срока службы автомобилей, а так же является источником экономической эффективности, т.к. используется остаточный ресурс деталей. Примерно 70-75% деталей, которые прошли, срок службы до первого капитального ремонта имеют остаточный ресурс и могут быть использованы повторно. Основной задачей авторемонтных предприятий является то, чтобы с наименьшими затратами восстановить работоспособность автомобилей.
В последнее время развивается фирменный ремонт. Дилерская сеть ОАО "КАМАЗ" - сеть продаж и сервиса продукции КАМАЗа, предназначена для максимального удовлетворения заказов потребителей, обеспечения лидирующего положения ОАО "КАМАЗ" на автомобильном рынке России.
Дилерская сеть ОАО ВлКамАЗВ» сегодня - это более 220 предприятий, обеспечивающих:- продвижение продукции к потребителям в регионах;- увеличение числа постоянных каналов продажи продукции на местах;- своевременное удовлетворение заказов потребителей и быстрое реагирование на изменение потребностей рынка;- проведение единой маркетинговой политики на рынке грузовых автомобилей и запасных частей;- систематическую рекламу продукции КамАЗа и услуг по сервису в средствах массовой информации с целью формирования устойчивого потребительского спроса;- повышение влияния ОАО "КамАЗ" на формирование рыночных цен на продукцию;- развитие собственной сети продаж и сервиса в регионе;- предоставление потребителям качественных услуг по предпродажной подготовке, техническому обслуживанию и ремонту продукции, выполнению гарантийных обязательств, обеспечение потребителей технической документацией;- обеспечение устойчивой обратной связи с потребителями.
2. Технологическая часть.
2.1 Назначение, устройство и работа прерывателя-распределителя Зил-130
Прерыватель-распределитель необходим для прерывания тока низкого напряжения и распределения тока высокого напряжения по цилиндрам двигателя.
Прерыватель-распределитель состоит из корпуса (3), приводного валика (1), подвижного и неподвижного дисков, кулочка (7) и регуляторов опережения зажигания. На подвижном диске размещены изолированный рычажок с подвижным контактом и неподвижный контакт со стойкой. Подвижный контакт прерывателя прижимается к неподвижному пластинчатой пружиной.
Вращающийся кулачок (7) нажимает выступом на изолированный рычажок прерывателя и за один оборот размыкает контакты столько раз, сколько выступов на кулочке. Число выступов на кулочке равно числу цилиндров двигателя.
Сверху на корпусе прерывателя установлен распределитель. Он состоит из ротора (5) и крышки (6). На наружной части по окружности выполнены гнёзда с зажимами для проводов высокого напряжения к искровым свечам зажигания. В центре крышки расположено центральное гнездо для крепления центрального провода высокого напряжения от катушки зажигания. Внутри крышки против центрального гнезда помещён угольный контакт с пружиной для соединения провода с пластиной ротора, а против каждого гнезда по окружности расположены боковые контакты.
Кулачок прерывателя соединён с приводным валиком через центробежный регулятор. Валик приводится в действие от распределительного вала. Центробежный регулятор снабжён грузиками, на выступах которых размещается пластина с косыми прорезями. С увеличением частоты вращения коленчатого вала, грузики расходятся, штифты грузиков перемещаясь в прорезях пластины, поворачивают её и соединённый с ней кулачок в сторону вращения ведущего валика. В результате кулачок размыкает контакты прерывателя, и угол опережения зажигания увеличивается.
В прерывателе-распределителе, кроме центробежного, установлен вакуумный регулятор. Он служит для изменения угла опережения зажигания в зависимости от нагрузки двигателя.
Для изменения угла опережения зажигания вручную в зависимости от октанового числа топлива предназначен октан-корректор (8). Им изменяют угол зажигания в пределах В± 12Вє по углу поворота коленчатого вала.
Таким образом, в прерывателе-распределителе действуют независимо три устройства по изменению угла опережения зажигания: центробежный регулятор поворачивает кулачок, вакуумный регулятор тАУ подвижный диск прерывателя и октан-корректор тАУ корпус.
2.2 Технические условия на сборку прерывателя-распределителя ЗИЛ-130.
Все трущиеся поверхности перед сборкой должны быть смазаны смазкой ЦИАТИМ-201 (ГОСТ 6267-59).
Грузики центробежного регулятора должны свободно проворачиваться на своих осях. На оси и кронштейны пружин грузиков центробежного регулятора должны быть надеты две пружины. Характеристики пружин приведены в таблице 1.
Таблица 1
Характеристики пружин
Диаметр, мм
|
Длина пружин с усиками, мм
|
Шаг витка, мм
|
Число витков
|
Нагрузка для растяжения на 4 мм, г
|
Пружины
|
Проволоки
|
5тАж5,2
|
0,4
|
16тАж17
|
0,4
|
15
|
90тАж100
|
6тАж6,2
|
0,7
|
20тАж21
|
1
|
8
|
700тАж900
|
Биение шейки валика под втулку кулочка относительно шейки под втулку в корпусе не должно превышать 0,03 мм.
Перед завёртыванием винта крепления втулки кулочка резьба должна быть смазана натуральной олифой (ГОСТ 7931-56). Под головку винта должна быть положена пружинная шайба. Продольный люфт втулки не должен превышать 0,75тАж1,0 мм.
Вращение шарикового подшипника должно быть свободным, без заеданий. Люфт наружной обоймы относительно внутренней допускается не более 0,05мм. Шариковый подшипник должен быть заполнен смазкой ЦИАТИМ-201.
Фильц должен быть изготовлен из фетра и пропитан машинным маслом. Количество смазки в фильце должно быть в пределах ~ 0,18тАж0,22 г.
Ось рычага прерывателя-распределителя не должна иметь качки в месте крепления к пластине. Рычаг прерывателя-распределителя не должен иметь качки на оси. Подбором текстолитовых шайб должно быть обеспечено совпадение осей контактов с точность до 0,25 мм.
Контакты прерывателя должны иметь гладкие шлифованные поверхности, параллельные между собой. Толщина слоя вольфрама контактов должна быть не менее 0,5 мм.
Длина гибкого проводника Влна массуВ» должна обеспечивать свободный ход пластины без натяжения. Длина проводника должна составлять 93тАж97 мм (расстояние между центрами отверстий наконечников).
В кольцевую канавку крышки распределителя должна быть установлена на клею пробковая прокладка.
Конденсатор должен иметь ёмкость 0,15тАж,25 мкф. Допускаются незначительные вмятины корпуса конденсатора, не вызывающие нарушения герметичности и повреждения диэлектрика.
Штуцер вакуумного регулятора должен быть плотно затянут, и иметь уплотнительную шайбу.
Валик прерывателя-распределителя должен свободно вращаться во втулках корпуса. Перед установкой в корпус валик должен быть смазан консистентной смазкой ЦИАТИМ-201. Этой же смазкой должна быть заполнена маслёнка прерывателя-распределителя.
Соединительный проводник одним концом должен быть соединён с изолированной пластиной прерывателя-распределителя, а другим тАУ с выводной изолированной клеммой на корпусе.
Таблица 2
Технические условия на сборку
№ детали
|
Наименование сопряженных деталей
|
Размеры
|
Зазоры-натяги в сопряжениях, Нм
|
Номинальный
|
Допустимый
|
Номинальный
|
Допустимый
|
|
Р4-3706101-В
|
Корпус прерывателя-распределителя тАУ диаметр под втулку валика
|
15,9-0, 030
|
15,93
|
-200_
-0,090
|
-200_
-0,020
|
I-ИГ-579-А
|
Втулка валика наружный диаметр
|
+0, 070
16 -0, 050
|
|
-200_
-0,050
|
-200__
-0,020
|
I-ИГ-579-А
|
Втулка валика внутренний диаметр
|
+0, 012
12,7 -0, 006
|
12,73
|
|
|
|
Р4-3706210
|
Валик прерывателя-распределителя диаметр шейки под втулку
|
|
|
|
|
|
Р4-3706230-В
|
Втулка кулочка прерывателя-распределителя внутренний диаметр
|
8-0,022
|
8,03
|
+0,003
+0,037
|
+0,003
+0,050
|
|
Р4-3706211
|
Валик прерывателя диаметр под втулку кулочка прерывателя
|
-0, 030
8 -0, 015
|
7,98
|
+0,003
+0,037
|
+0,003
+0,050
|
2.3 Выбор и обоснование способа сборки.
Учитывая значительную производственную программу 20000 двигателей в год и малой трудоёмкости рационально проводить сборку на универсальном посту. В условиях такой организации работы на посту выполняется ремонт одного узла или совокупность заранее определенных технологических операций. Применение специализированных постов позволяет повышать производительность труда, снизить требования к уровню квалификации рабочих и уменьшить за счёт этого стоимость ремонта. Так как при сборке агрегата используются регулировочные работы, по установке зазора в контактах прерывателя, сборка производится методом регулирования.
2.6 Выбор оборудования, приспособлений и инструмента.
Таблица 3
Оборудование
Наименование
|
Модель, тип
|
Габариты
|
|
Прибор для проверки прерывателей-распределителей
Прибор для проверки конденсаторов
Верстачный пресс, реечный, усилие до 1т.
Диагностический стенд
|
Э 213
РК-3
KR-8005А
|
260 ГЧ 150
320 ГЧ 220
800 ГЧ 600
270 ГЧ 600
|
Таблица 4
Приспособления
Наименование
|
Модель, тип
|
Габариты
|
Площадь, м2
|
|
Верстак электромонтажный
Верстак слесарный
Стеллаж для деталей
Тумбочка для инструмента
Ванна для мойки деталей
Ларь для обтирочных материалов
|
КО-389А
101910200
ИП-58
КО-379
2031
2249
|
1800 ГЧ 700
1200 ГЧ 500
2600 ГЧ 600
830 ГЧ 560
648 ГЧ 520
600 ГЧ 280
|
1,26
0,6
1,56
0,46
0,34
0,16
|
2.4. Схема технологического процесса сборки прерывателя-распределителя
ЗИЛ-130.
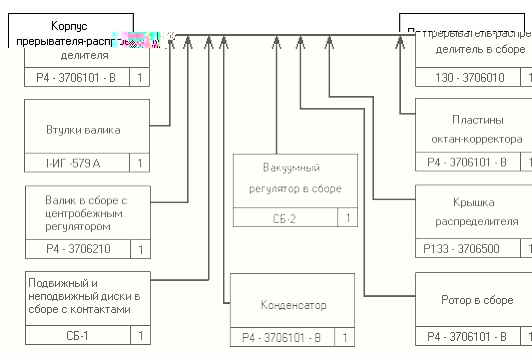
Порядок сборки прерывателя-распределителя ЗИЛ-130
Запрессовать бронзовые втулки(3) в корпус прерывателя-распределителя(4). Вставить в корпус валик(1) в сборе с центробежным регулятором(5), и закрепить вал с муфтой (2) при помощи штифта(9). Установить в корпус прерывателя-распределителя подвижный и неподвижный диски в сборе с подшипником. Прикрутить к корпусу конденсатор, подсоединив провод. Подсоединить провод массы. Закрепить винты крепления дисков. Вставить в корпус винт-клемму с наружным изолятором, вставить внутренний изолятор и закрутить гайку.
Установить вакуумный регулятор, установить тягу к оси подвижного диска, подсоединить один конец провода массы и завинтить винты крепления оси. Закрутить винты вакуумного регулятора.
Установить ротор(6), соединив установочные пазы на валике и роторе. Установить крышку распределителя(7), застегнув двумя пружинными защёлками(10). Установить пластины октан-корректора(8) с регулировочными гайками, затянув их к корпусу болтом.
3. Расчётная часть
3.1 Расчёт норм трудоёмкости
Годовая производственная программа предприятия рассчитывается по следующей формуле [1, с.70, ф.(4.1)]
Тг = t * N (3.1)
где Тг - годовой объём работ, чел.-ч
t тАУ трудоёмкость ремонта, чел.-ч t = 4,72 [5, с.317, приложение.]
N тАУ годовая производственная программа, шт
Вычислим производственную программу в приведённых единицах по следующей формуле [1, с.282, ф. (36.1)]
Nпр = N * О·пр (3.2)
где Nпр тАУ приведенная производственная программа, шт
N тАУ годовая производственная программа
О·пр тАУ коэффициент приведения, характеризующий конструктивно-технологические особенности объектов ремонта, О·пр = 1,13 [3, с.281, т.(36.1)]
Nпр = 20000*1.13 = 22600
3.2 Расчёт годового объёма работ
Тг = Nпр* tм* Км * Ка (3.3)
где tм тАУ трудоёмкость по видам работ, чел.-ч, tм = 4,72 [3, с.317, приложение]
Км тАУ коэффициент механизации, Км = 0,70 [2, с.26, ф.(5)]
Ка тАУ Коэффициент автоматизации, Ка = 0,9 [3, с.403]
Тг = 22600*4,72*0,70*0,9 = 67203 чел.-ч (3.4)
Рассчитаем годовую трудоёмкость по видам работ по следующему выражению
Твр = Тг * tк (3.5)
где tк тАУкомплектование, слесарно-подгоночные работы и селективный подбор
tк = 8,40% [3, с.317, приложение]
Твр = 67203*8,40 = 5645 чел.-ч
Определим трудоёмкость на сборку одного прерывателя-распределителя по следующей формуле
Твр = Твр/Nпр (3.6)
где Твр тАУ годовая трудоёмкость по видам работ
Nпр тАУ годовая программа предприятия.
Твр = 5645/22600 = 0,24 чел.-ч.
Рассчитываем действительный и номинальный фонды рабочего времени по следующим выражениям [4, с.479]
Рассчитаем номинальный рабочий фонд
Фн = [365-(104+dn)*tсм тАУ tc*nп] (3.7)
где dn тАУ количество праздничных дней в году
tсм тАУ продолжительность рабочей смены
tc тАУ количество предпраздничных дней
nп тАУ количество праздников в году
Фн = [365-(104+11)*8 тАУ 1*11] = 1989 чел.-ч.
Рассчитаем действительный рабочий фонд
Фд = {[365-(104+ dn+dо)*tсм тАУ tc*nп]}* О·р (3.8)
где dо тАУ число рабочих дней отпуска. При нормальных условиях труда принимаю
dо = 40 дней.
О·р тАУ коэффициент потерь рабочего времени. О·р = 0,97
Фд = {[365-(104+11+40)*8 тАУ 1*11]}* 0,97 = 1618 чел. -ч.
3.3 Определение количества явочных и списочных рабочих.
Списочный состав рабочих определяется по формуле [3, с.286, ф.(36.11)]
Рсп = Тг/Фд (3.9)
Рсп = 5645/1618 = 3,48
принимаю Рсп = 4 человека.
Явочный состав рабочих определяем по следующему выражению [3, с.286, ф.(36.12)]
Ря = Тг/Фн (3.10)
Ря = 5645/1618 = 2,8
Принимаю Ря = 3 человека
3.4 Расчёт производственных площадей и потребителей
Рассчитаем производственную площадь по следующему выражению
[1, с.289, ф.(36.24)]
Fy = K*(F1*X1+F2*X2+..+Fn*Xn) (3.11)
где К тАУ коэффициент перехода от площади, К=3,5 [1, с.289, ф.(36.24)]
F1, F2, Fn тАУ площади в плане, занимаемого оборудования
X1, X2, Xn тАУ количество оборудования соответствующего типа.
Fy = 3.5*(0.46*3+1.26*2+0.34*1+1.56*1+0.16*1+0.6*1) = 22.96м3
принимаю производственную площадь 23 м3
Объём участка рассчитаем по формуле
V=Fy*h (3.12)
где h тАУ высота здания, м, h=6м [10, с.175, т.(7.1)]
V=23*6=138м3
Расчёт вентиляции определим по следующей формуле [9, с.168]
W=V*R (3.13)
где V тАУ объём цеха, м3
R тАУ кратность обмена воздуха, R=4 [9, с.204, приложение 12,т.(2)]
W=138*4 = 552м3
Определим естественное освещение по формуле [9, с.167, ф.(4.41)]
Fок = Fпол*Вг (3.14)
где Fпол - площадь пола участка, м3
Вг - световой коэффициент, Вг = 0,35 [9,с.204, приложение 12,т.(1)]
Foк = 23*0,35 = 8,05м3
Общая световая мощность ламп рассчитывается по формуле [9, с.168]
Wосв = RQFy (3.15)
где R тАУ норма расхода электроэнергии, Вт/м2*ч, R = 17 [9, c.168]
Q тАУ продолжительность работы освещения в течении года, Q = 2100ч [9, с.168]
Wосв =17*2100*23 = 928200Вт
Рассчитаем теплоснабжение по выражению[10, с.196]
Qг.гв = qгв*Vncab (3.16)
где qгв тАУ удельный годовой расход тепла, кДж*ч/1000м3 ,
qгв = 207000кДж*ч/1000 м3 [10, с.196]
V тАУ объём цеха
nc тАУ число смен работы участка
а тАУ приведённая продолжительность работы душей и умывальников в
течение смены, ч, а = 0,75 [10, с.196,ф.(8.7)]
b тАУ число рабочих дней в году, b = 250
Qг.гв = 207000*138*1*0,75*250 = 5356125 кДж*ч/100м3
5.Заключение
В данном курсовом проекте разработан технологический процесс на сборку прерывателя- распределителя ЗИЛ-130. При разработке курсового проекта мне пришлось воспользоваться множеством технической литературы, которая в последствии помогла мне выполнить основные задачи проекта. При разработке данного курсового проекта я ознакомился с основами расчетов норм трудоёмкости, годового объёма работ, определения номинального и действительного фондов рабочего времени, определение явочного и списочного количества ремонтных рабочих, а так же ознакомился с расчётами производственных площадей и рациональным распределением рабочего оборудования применяемом в технологическом процессе сборки прерывателя-распределителя. Курсовой проект выполнен в полном объёме.
Используемая литература
- ВлРемонт автомобилейВ» Румянцев С.И. 1988г.
- ВлПроектирование авторемонтных предприятийВ» Верещак Ф., Абелевич Л. 1973г.
- ВлРемонт автомобилейВ» Румянцев С.И. 1981г.
- ВлОсновы технологии автомобилестроения и ремонта автомобилейВ» Щадрищев В.А.
- ВлСправочник автомобильного механикаВ» Машиностроение 1969г.
- ВлНестандартизированное оборудование, используемое в процессе технического обслуживания и ремонта автомобилейВ» Каталог-справочник, Москва, 1990г.
- ВлГаражное и ремонтное оборудованиеВ» Каталог-справочник, Москва, 1978г.
- ВлСпециализированное оборудование стран-членов СЭВ для технического обслуживания и ремонта автомобилейВ», Москва, 1989г.
- ВлТехническое обслуживание и ремонт автомобилейВ» Суханов Б.Н., Борзых И.О., Бедарев Ю.Ф., транспорт, 1985г.
- ВлПроектирование авторемонтных предприятийВ», Щадрищев А.Л., Транспорт, 1981г.
- ВлТехнические условия на сборку ЗИЛ-130В», Транспорт,
Содержание
1. Введение стр.4
1.1 Роль автомобильного транспорта в народном хозяйстве стр.4
1.2 Перспективы автомобилестроения стр.4
1.3 Значение авторемонтных предприятий стр.5
2.Технологическая часть стр.6
2.1 Назначение, устройства и работа узла стр.6
2.3 Технические условия на сборку стр.6
2.4 Выбор и обоснование способа сборки стр.8
2.4 Схема технологического процесса стр.9
2.5 Технологическая карта на сборку стр.10
2.6 Выбор оборудования, приспособления и инструмента стр.12
3. Расчётная часть стр.13
3.1 Расчёт норм трудоёмкости стр.13
3.2 Расчёт годового объёма работ стр.13
3.3 Определение количества явочных и списочных рабочих стр.14
3.4 Расчёт производственных площадей и потребителей стр.15
Заключение стр.17
Используемая литература стр.18
Вместе с этим смотрят:
Особенности безгаражного храненияОсобенности перевозки нефтепродуктов моремПеревозка грузов железнодорожным транспортомПеревозка пассажиров железнодорожным транспортом