Исследование горячеломкости литейных сплавов на основе систем Al-Si, Al-Cu, Al-S
Страница 10
Сплав АЛ19 (АМ5) (Cu 4.9%; Mn 0.8%; Ti 0.2%). Марганец и титан образуют сложные интерметаллидные фазы: Ti (Al12Mn2Cu) и TiAl3 (примеси железа жёстко ограничены). Эти фазы совместно с CuAl2 формируют твёрдый каркас по границам дендритных ячеек и придают сплаву повышенную жаропрочность. Термическая обработка отличается более высокими температурами (закалка от 545°С, старение при 175°С).
Сравнительно высокое содержание меди в сплаве (до 5.5%) приводит к образованию в литом состоянии неравновесной тройной эвтектики. В связи с этим нагрев при закалке проводят ступенчато – с выдержкой при 530°С для рассасывания неравновесной эвтектики. Это типичный приём при термической обработке ряда литейных сплавов, склонных к сильной дендритной ликвации.
Ниже приведены значения длительной (100ч.) прочности некоторых Al литейных сплавов при температуре 300°С (таблица 3):
Таблица 3.
|
Сплав |
АЛ8
|
АЛ2(АК12)
|
АЛ4(АК9ч)
|
АЛ7
|
АЛ5(АК5м)
|
|
d 100, Мпа |
15 |
25 |
30 |
30 |
65 |
По этим показателям сплавы системы Al – Cu значительно превосходят сплавы системы Al – Si.
Все сплавы Al – Cu имеют пониженную по сравнению с другими алюминиевыми сплавами коррозионную стойкость и нуждаются в тщательной защите от коррозии путём нанесения лакокрасочных покрытий.
1.4.2. Сплавы системы алюминий – кремний – медь
Эта система не имеет тройных соединений, а фазы a , CuAl2 и Si образуют тройную эвтектику состава 63.50% Al, 31.5% Cu, 5% Si с температурой плавления 525°С, что очень часто встречается в промышленных сплавах (АЛ6, АЛ12). Сплавы типа силумин независимо от количества потребляемого кремния сохраняют в a - твёрдом растворе достаточно много меди (от 4.75 до 5.5%), в то время как содержание кремния в тройном a - твёрдом растворе колеблется от 0.1% до 1.5%. Наиболее типичными представителями тройных сплавов системы Al – Si – Cu является сплав АЛ6, который широко используется для изготовления приборов и агрегатов. АЛ6 обладает лучшими механическими свойствами, но худшими литейными, чем нормальный силумин. Применяется в литом состоянии без термической обработки.
ГЛАВА 2. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
2.1. МЕТОДИКА ПРИГОТОВЛЕНИЯ ОПЫТНЫХ СПЛАВОВ
Для приготовления опытных сплавов использовалась электрическая печь сопротивления шахтного типа мощностью 10 КВт с выемным графито - шамотовым тиглем ёмкостью 10 марок. В качестве шихтовых материалов использовались:
1. Al чушковой марки А99
2. Силумин чушковой Сил 00
3. Электролитическая медь марки М 00
4. Лигатура двойная Al – Ti или соль K2TiF6
5. Лигатура двойная Al – Zr или соль K2ZrF6
Сначала в тигель загружался Al и после его расплавления, при температуре 760° С, последовательно вводились медь и силумин. В случае применения модификаторов, в первую очередь вводились соответствующие лигатуры или соли, при температуре 780° С. Состав полученных сплавов контролировался химическим анализом. Температура заливки металла составляла 700° С. Контроль температуры осуществлялся с помощью термопары хромель – алюмель (ХА).
Металл разливался в заранее приготовленные формы специальных технологических проб для определения горячеломкости.
2.2. ИССЛЕДОВАНИЕ ГОРЯЧЕЛОМКОСТИ СПЛАВОВ СИСТЕМ Al – Si, Al – Cu, Al – Si – Cu ПО ПОКАЗАНИЯМ ТЕХНОЛОГИЧЕСКИХ ПРОБ
Для оценки горячеломкости сплавов системы Al – Si были выбраны концентрации 0.25, 0.5,1.0, 1.5, 2.0, 3.0, 5.0 % Si. Были выплавлены соответствующие составы исследуемых сплавов и отлиты технологические пробы. Общий вид отливки по кольцевой пробе показан на рисунке 11.
На рисунке 12 представлена кривая изменения горячеломкости сплавов системы Al – Si в зависимости от содержания второго компонента. Видно, что максимум горячеломкости соответствует сплаву, содержащему 0.25% Si. При дальнейшем увеличении концентрации кремния горячеломкость снижается и при содержании более 2% становится равной нулю. Снижение горячеломкости происходит благодаря уменьшению линейной усадки в интервале кристаллизации (вследствие увеличения количества жидкой фазы, кристаллизующейся при постоянной температуре). Увеличение количества эвтектики в сплаве создаёт также благоприятные условия для интердендритного питания и, следовательно, для залечивания возникающих трещин жидкостью эвтектического состава.

Рис.11 Отливка технологической пробы на горячеломкость
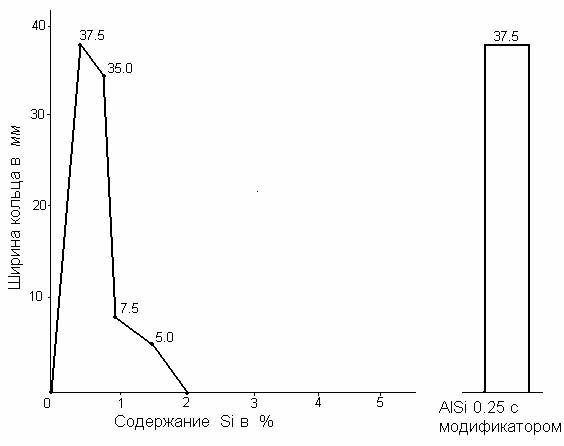
Рис.12 Изменение горячеломкости сплавов системы Al – Si
На том же рисунке (12) приведено значение горячеломкости сплава, содержащего 0.25% Si с добавкой модификатора, в качестве которого использовался Zr в количестве 0.1%. Видно, что введение модификатора не оказывает влияния на снижение горячеломкости.
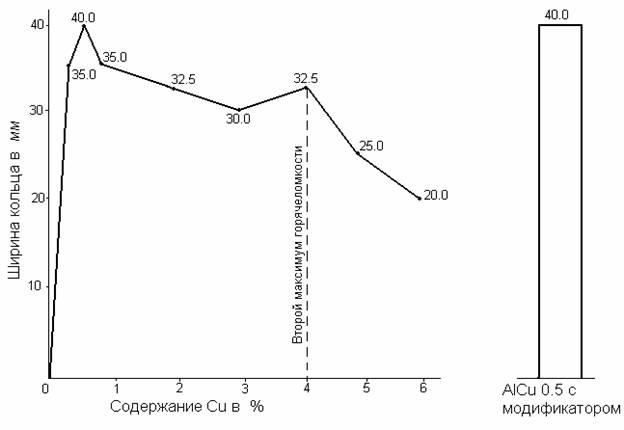
На рисунке 13 представлено изменение горячеломкости сплавов системы Al – Cu в зависимости от содержания меди. Максимальной горячеломкостью обладает сплав, содержащий 0.5% Cu.
Модифицирование сплава данного состава так же, как и в предыдущем случае, не приводит к снижению горячеломкости.
При увеличении содержания меди в этой системе после точки максимальной горячеломкости снижение горячеломкости протекает более умеренно, чем в системе Al – Si. После некоторого снижения, при содержании меди, равном 4%, вновь наблюдается увеличение горячеломкости, и лишь при концентрациях меди выше 4% имеет место заметное снижение горячеломкости. Появление второго максимума горячеломкости объясняется в данном случае развитием обратной ликвации (микроструктурный анализ показал, что в кольцевых пробах сердцевина сильно обеднена медью, а поверхностные слои обогащены ею по сравнению с нормальной структурой сплава).
В тройной системе Al – Si – Cu (рисунок 14) при увеличении концентрации кремния и меди существенное снижение склонности к образованию горячих трещин после достижения максимума горячеломкости (42.5 мм) обуславливается главным образом влиянием кремния (образованием эвтектической составляющей). Уже при содержании обоих легирующих элементов в количествах выше 3%, горячеломкость снижается до такого уровня (15-22.5 мм), который позволяет гарантированно получать свободные от горячих трещин сложные по конфигурации отливки методами литья в постоянные металлические формы.
Эффективный интервал кристаллизации при добавлении к чистому металлу второго компонента возрастает, достигает максимума на концентрационной границе появления эвтектики и затем постепенно уменьшается до нуля в точке совпадения температуры начала линейной усадки с эвтектической горизонталью. Горячеломкость тем больше, чем больше эффективный интервал кристаллизации, и поэтому состав сплава должен совпадать с границей появления эвтектики. Это положение сыграло важную роль в изучении зависимости горячеломкости от состава, так как оно позволило связать сопротивляемость сплавов образованию трещин с диаграммой состояния и, в первом приближении, предсказать область составов наиболее горячеломких сплавов. Появление эвтектики и распределение её по границам кристаллитов в виде тонких прослоек существенно охрупчивает сплав, снижая его механические свойства, и, следовательно, его способность сопротивляться возникающим напряжениям. Кроме того, у сплавов с наибольшим эффективным интервалом кристаллизации линейная усадка в этом интервале получает максимальное