Исследование горячеломкости литейных сплавов на основе систем Al-Si, Al-Cu, Al-S
Страница 6
На пластичности многокомпонентных сплавов в твёрдо-жидком состоянии сказывается не только составляющая, кристаллизующаяся в последнюю очередь при постоянной температуре (например, тройная эвтектика), но и составляющая, образующаяся внутри интервала кристаллизации (например, двойная эвтектика). Суммарное количество двойной и тройной эвтектик желательно выбирать таким, чтобы температура перехода из жидко-твёрдого в твёрдо-жидкое состояние находилась не в области первичной кристаллизации, а в интервале выделения двойной эвтектики. Тогда сплав будет иметь сравнительно небольшой температурный интервал хрупкости и высокое удлинение в нём.
Рассмотренным выше способом снижения горячеломкости, к сожалению, далеко не всегда удаётся воспользоваться, так как он может ухудшить эксплуатационные свойства. Напомним, что составы высокопрочных и жаропрочных сплавов часто находятся в области, где горячеломкость очень высока, а допускаемое количество эвтектической или перитектической составляющей в деформируемых и многих литейных сплавах строго ограничено.
Другой способ снижения горячеломкости состоит в том, чтобы при разработке сплава попытаться изначально поднять его солидус, не повышая ликвидуса и температуры начала линейной усадки. Для этого совсем необязательно сильно изменять химический состав. Например, в тройной системе (рисунок 4) с соединением AmBn, образующимся по перитектической реакции, кристаллизация всех сплавов треугольника AmBn – B – C заканчивается в эвтектической точке Е, а сплавов треугольника A – AmBn – C
– в перитектической точке Р. Температура плавления тройной эвтектики может находиться значительно ниже температуры четырёхфазного перитектического равновесия. При очень небольшом увеличении концентрации компонента А в сплавах, находящихся вблизи линии AmBn – С,
они из треугольника AmBn – B – C попадают в треугольник A – AmBn – C (например, сплав меняет свой состав от точки 1 до точки 2). При этом тройная эвтектика исчезает, и солидус сплава сильно повышается, а температура ликвидуса и температура начала линейной усадки практически не изменяются; в результате сильно сужаются эффективный интервал кристаллизации и интервал хрупкости.
Могут использоваться и другие варианты значительного сужения интервала хрупкости при сравнительно небольшом изменении состава. Например, легирование сплава магния с 4.5% Zn добавкой 0.8% Zr повышает солидус с 344 до 550°. Одновременно верхняя граница интервала хрупкости снижается на 30° благодаря тому, что цирконий сильно измельчает зерно. В результате, небольшая добавка циркония, мало изменяющая микроструктуру, сужает интервал хрупкости в 25 раз.
Ещё одну возможность снижения горячеломкости можно использовать при разработке новых сплавов – введение добавок, которые расширяют приграничную зону твёрдого раствора, обогащённую легирующими элементами. Такие добавки увеличивают толщину жидких прослоек по границам зёрен в интервале хрупкости, повышая относительное удлинение в нём без заметного увеличения количества эвтектики. Именно так действует добавка 0.3% Mn и 0.1% Ti к сплаву алюминия с 7% Cu. Сплав алюминия с 7% Cu, 0.3% Mn и 0.1% Ti имеет условный запас прочности в твёрдо-жидком состоянии ЗП = 0.52%, а у сплава с 7% Cu ЗП = 0.35%. Этот способ снижения горячеломкости весьма перспективен, так как он не связан со значительным увеличением количества эвтектической или перитектической составляющей. Но, к сожалению, пока трудно предсказывать, какие элементы и в каком количестве необходимо вводить, чтобы расширить приграничную ликвационную зону в первичных кристаллах твёрдого раствора.
Все рассмотренные выше способы снижения горячеломкости основаны на сужении эффективного интервала кристаллизации и интервала хрупкости и повышении относительного удлинения в интервале хрупкости. Рассчитывать на снижение горячеломкости за счёт уменьшения термического коэффициента линейного сжатия не приходится, так как последний, как
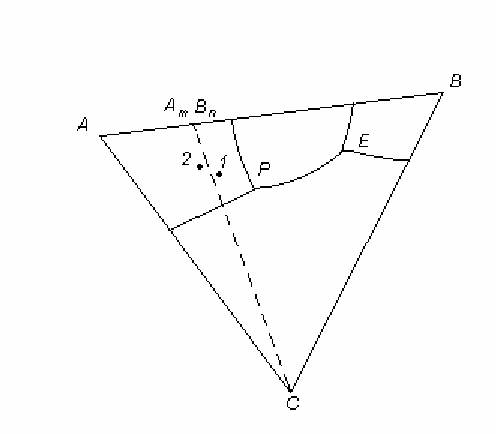
Рис. 4 Тройная система с двойным соединением, образующимся по перитектической реакции.
правило, можно значительно уменьшить, лишь очень сильно изменив состав сплава.
1.2.2. Второй способ снижения горячеломкости – регулирование содержания основных компонентов в пределах допусков ГОСТа или технических условий. Здесь применимы те же приёмы, что и при разработке нового сплава, но рамки изменения химического состава строго ограничены. Однако и в тесных границах ГОСТа, регулируя содержание основных компонентов, можно значительно увеличить количество жидкой фазы и нижней части эффективного интервала кристаллизации, существенно снизить температуру начала линейной усадки или же поднять температуру солидуса.
Для каждого стандартного сплава, если при литье его наблюдается чистый брак по кристаллизационным трещинам, необходимо установить оптимальный в пределах допусков по ГОСТу состав, соответствующий минимуму горячеломкости. Этот путь снижения горячеломкости ещё недостаточно широко используется, и здесь имеются скрытые резервы уменьшения брака по усадочным трещинам в производстве слитков и фасонных отливок.
1.2.3. Третий путь снижения горячеломкости – регулирование содержания примесей в сплаве. Изменение содержания примесей может сильно повлиять на нижнюю границу интервала хрупкости и величину относительного удлинения в нём, практически не сказываясь на верхней границе интервала хрупкости и температуре начала линейной усадки.
Наиболее вредны легкоплавкие примеси, образующие по границам зёрен плёнки большой протяжённости, так как они резко расширяют температурный интервал хрупкости. Давно известен способ снижения горячеломкости удалением легкоплавких примесей из сплава. Если полностью избавиться от такой примеси не удаётся, то можно снизить содержание её до такого уровня, чтобы она находилась в виде изолированных включений, а не в виде плёнок. В последнем случае, хотя точка начала плавления сплава не повышается, нижняя граница интервала хрупкости может значительно подняться над солидусом. Когда и это осуществить не удаётся, можно прибегнуть к искусственному увеличению легкоплавкой примеси в сплаве. Этот способ снижения горячеломкости основан на том, что утолщение легкоплавких плёнок облегчает межзёренную деформацию и повышает относительное удлинение в нижней части интервала хрупкости.
Ослабление вредного влияния легкоплавкой примеси путём повышения её концентрации в сплаве – интересный способ. Но он сравнительно редко может быть использован из-за вредного действия этой примеси на эксплуатационные свойства сплава.
1.2.4. Четвёртый путь снижения горячеломкости – введение в сплав малых технологических добавок. Под технологическими добавками понимают такие малые добавки, основной целью введения которых является снижение горячеломкости. Технологические добавки могут резко повысить нижнюю границу интервала хрупкости, значительно опустить верхнюю его границу и температуру начала линейной усадки, а также повысить относительное удлинение в интервале хрупкости.
С давних пор для снижения горячеломкости используется способ введения добавок, связывающих вредные примеси в более тугоплавкие соединения (например, введение магния для обезвреживания серы в никеле). При этом нижняя граница интервала хрупкости резко повышается, верхняя практически не изменяется и интервал хрупкости сильно сужается.
Другой хорошо известный способ снижения горячеломкости технологическими добавками состоит во введении модификаторов зерна. Измельчение зерна и особенно устранение столбчатой структуры снижают температуру начала линейной усадки и верхнюю границу интервала хрупкости и повышают относительное удлинение во всём интервале. Именно так действует небольшая добавка титана ко многим алюминиевым сплавам.
Модификаторы микроструктуры почти совсем не используются как технологические добавки, специально предназначенные для снижения горячеломкости. Вместе с тем этот способ борьбы с кристаллизационными трещинами представляют практическую ценность. Например, введение 0.1% Zr в алюминиево-магниевый сплав поднимает нижнюю границу интервала хрупкости и сужает этот интервал благодаря тому, что включения эвтектической жидкости получаются более дисперсными.