Линейная и объёмная усадка металлов и сплавов
Линейная и объёмная усадка металлов и сплавов
СОДЕРЖАНИЕ.
1. Введение. Усадочные свойства сплавов………………………2
2. Усадочные раковины и поры в отливках…………………… .8
3. Заключение. Методы борьбы с возникновением
усадочных пор в отливках…………………………………… 18
4. Список литературы…………………………………………….20
ВВЕДЕНИЕ. УСАДОЧНЫЕ СВОЙСТВА СПЛАВОВ
Усадкой называется уменьшение объема и линейных размеров отливки в процессе ее формирования, а также охлаждения с температуры заливки до температуры окружающей среды. Усадка является одним из важнейших литейных свойств сплавов.
Виды усадки. Для оценки усадки используют понятия: относительная усадка и коэффициент усадки в интервале температур. В зависимости от агрегатного состояния сплава различают усадку в жидком, твердо-жидком и твердом состояниях. Полная усадка является суммой этих трех слагаемых. Основу усадки составляет термическое сжатие, которое увеличивается или уменьшается в результате фазовых превращений и изменения растворимости газов. У ряда сплавов вблизи от температуры ликвидуса наблюдается увеличение объема, называемое предусадочным расширением.
Для характеристики усадки на различных этапах формирования отливки используют следующие способы ее оценки. Объемная усадка – относительное изменение объема сплава – используется для характеристики изменения в жидком или твердожидком состоянии, а также для полного изменения объема. Линейная усадка оценивает относительное изменение размеров отливки с момента перехода ее в твердое или твердожидкое состояние с разрозненными включениями жидкой фазы и твердой наружной коркой. Литейная усадка – относительная (в процентах) разность линейных размеров модели и отливки Она оценивает полное изменение размеров отливки и поэтому наиболее удобна для использования в технологических расчетах и операциях. Литейная усадка зависит не только от свойств и состояния сплава, но также от конструкции отливки и формы, от технологических условий литья и других факторов. В связи с торможением усадочного процесса формой (для фасонных отливок) необходимо различать свободную и затрудненную усадку, которые численно не совпадают.
Общее уменьшение объема сплава в процессе усадки отливки дают три составляющие - наружная усадка, усадочная раковина и пористость. Наружная усадка - изменение наружных размеров и объема. Именно этот вид усадки оценивается характеристикой Е лит Усадочная раковина – - полость в теле отливки или прибыльной части, образующаяся вследствие некомпенсированной объемной усадки при затвердевании. Различают внутренние раковины; образующиеся обычно в тепловых узлах, и наружную раковину, которая может быть открытой или закрытой (т.е. под коркой металла). Размер усадочной раковины зависит от усадочных свойств сплава, условий формирования отливки и технологических условий литья. Усадочная пористость – скопление мелких пустот, возникающих в изолированных микрообъемах отливки, обычно в междуосных пространствах дендритов, в условиях отсутствия питания жидким расплавом. Различают рассеянную пористость, распределенную более или менее равномерно по всему объему отливки, и зональную пористость ,сосредоточенную в осевых частях, в тепловых узлах и других частях отливки.
Формирование пористости при затвердевании отливки идет параллельно с процессом выделения газов, которые заполняют поры и могут создавать в них значительное давление. В связи с этим в реальных условиях пористость в большинстве случаев имеет газоусадочный характер. Развитие усадочных дефектов и их, распределение в отливке зависят от взаимодействия факторов, отражающих усадочные свойства сплава, а также тепловые и кинетические условия формирования отливки.
Склонность сплава к образованию усадочных дефектов (раковин и пористости) определяется на технологических пробах – небольших отливках, имеющих форму усеченного конуса или шара. Конфигурация и размеры проб ГОСТом не регламентируются.
Линейная усадка цветных металлов и сплавов определяется согласно ГОСТ 16817 – 71 путем отливки пробы в сухую песчаную или металлическую (полукокильную) форму. Проба представляет собой призматический образец сечением 25 х 25 мм и длиной 130 мм с выемками с обоих концов. В результате усадки при затвердевании образец перемещает подвижную часть формы , что фиксируется стрелочным индикатором.
Линейная усадка большинства сплавов колеблется в пределах 0,7 – 2,2 % (углеродистой стали 1,2 – 2,2 %, серого чугуна 0,7 – 1,3 %, силумина 1 – 1,2 %, магниевых сплавов 1 – 1,6%, бронзы 1 – 1,5 %).
Образование усадки. Исследованиями А.А. Бочвара установлено, что в сплавах, кристаллизующихся в интервале температур, линейная усадка проявляется после образования в отливке твердого кристаллического скелета когда, несмотря на наличие остаточного количества жидкости, в целом отливка ведет себя как твердое тело. В зависимости от формы первичных кристаллов, степени развития и разветвленности дендритов количество твердой фазы, при котором формируется твердый скелет,
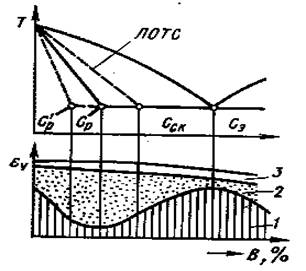
колеблется в очень широких пределах – от 20 до 80 % от общего объема сплава. Соответственно на диаграмме состояния может быть нанесена линия образования твердого скелета (ЛОТС), которая располагается возле границы выливаемости, несколько ниже ее (рис. 1). При достижении температуры образования твердого скелета
сплав с технологической точки зрения переходит в твердое состояние и в нем может оцениваться линейная усадка; при температуре выше Тск усадочные процессы возможно оценивать только объемной усадкой. Температура Тск
делит температурный интервал кристаллизации на две области: эффективный
 интервал кристаллизации и эффективный интервал затвердевания.
интервал кристаллизации и эффективный интервал затвердевания.
Рис. 1. Распределение объем ной усадки между усадочной раковиной (1), пористостью (2) и наружной усадкой (3) в сплавах эвтектической системы (по данным А. А. Бочвара)
Формирование усадочной раковины происходит главным образом в интервале температур после образования сплошной твердой корки на поверхности отливки, а формирование усадочной
пористости – большей частью в интервале при затрудненности питания междуосных пространств дендритов .Таким образом, развитие усадочных дефектов того или иного типа оказывается непосредственно связанным с положением фигуративной точки сплава на диаграмме состояния относительно точек Ср, С’р и Сэ а также Сск.
Впервые общая схема распределения усадочных пустот между раковиной и порами, в зависимости от DТкр была приведена в работах А.А. Бочвара. Последующие исследования уточнили зависимость с учетом положения ЛОТС (или точки Сск.) и неравновесного солидуса. Максимум развития пористости фиксируется при концентрациях вблизи точек Ср или С’р (см. рис. 1).
Усадочные свойства некоторых сплавов приведены ниже:
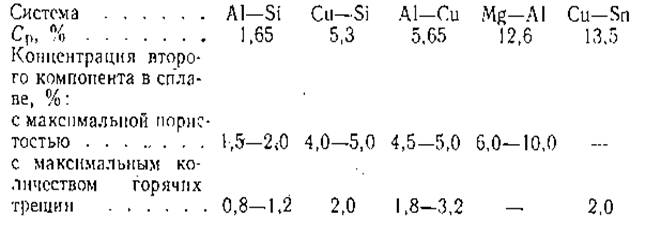
В целом картина аналогична изменению положения минимума жидкотекучести в зависимости от концентрации Ср. Общий вывод заключается в следующем: щирокоинтервальные сплавы склонны к образованию усадочной пористости, в узкоинтервальных сплавах усадочные изменения объема сосредоточены в усадочной раковине.
По наблюдениям Б. Б. Гуляева, при смещении технологических границ сплава (ЛОТО и расположенной ниже ее границы питания) к ликвидусу, зона осевой пористости в отливках сужается, но рассеянная пористость может увеличиваться. При смещении технологических границ к солидусу зона осевой пористости может расширяться, но общий объем всех видов пористости должен уменьшаться.