Литьё цветных металлов в металлические формы (кокили)
Страница 2
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке.
Однако размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем песчаной формы. При литье в кокиль отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными. Точность отливок в кокилях обычно соответствует 12—15-ам квалитетам по СТ СЭВ 145—75. При этом точность по 12-му квалитету возможна для размеров, расположенных в одной части формы. Точность размеров, расположенных в двух и более частях формы, а также оформляемых подвижными частями формы, ниже. Коэффициент точности отливок по массе достигает 0,71, что обеспечивает возможность уменьшения припусков на обработку резанием.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz = 80-10 мкм, но может быть и меньше.
4. Кокиль практически газонепроницаем, но и газотворность его минимальна и определяется в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках — явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Эффективность производства и область применения. Эффективность производства отливок в кокиль, как, впрочем, и других способов литья, зависит от того, насколько полно и правильно инженер-литейщик использует преимущества этого процесса, учитывает его особенности и недостатки в условиях конкретного производства.
Ниже приведены преимущества литья в кокиль на основе
производственного опыта.
1. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2—3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения, увеличить съем отливок с 1 м площади цеха.
2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
3. Устранение или уменьшение объема- вредных для здоровья работающих операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
4. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля. При литье в кокиль устраняется сложный для автоматизации процесс изготовления литейной формы. Остаются лишь сборочные операции: установка стержней, соединение частей кокиля и их крепление перед заливкой, которые легко автоматизируются. Вместе с тем устраняется ряд возмущающих факторов, влияющих па качество отливок при лигье в песчаные формы, таких, как влажность, прочность, газопроницаемость формовочной смеси, что делает процесс литья в кокиль более управляемым. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет улучшить качество отливок, повысить эффективность производства, изменить характер труда литейщика-оператора, управляющего работой таких комплексов.
Литье в кокили имеет и недостатки.
1. Высокая стоимость кокиля, сложность и трудоемкость его
изготовления.
2. Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в,данном кокиле (см. табл. 2.3). От стойкости кокиля зависит экономическая эффективность процесса особенно при литье чугуна и стали, и поэтому повышение стойкости кокиля является одной из важнейших проблем технологии кокильного литья этих сплавов.
3. ложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы — делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
4. Отрицательное влияние высокой интенсивности охлаждения расплава в кокиле по сравнению с песчаной формой. Это ограничивает возможность получения тонкостенных протяженных отливок, а в чугунных отливках приводит к отбелу поверхностного слоя, ухудшающему обработку резанием; вызывает необходимость термической обработки отливок.
5. Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.
Преимущества и недостатки этого способа определяют р а-циональную область его использования: экономически целесообразно вследствие высокой стоимости кокилей применять этот способ литья только в серийном или массовом производстве. Серийность при литье чугуна должна составлять более 20 крупных , или более 400 мелких отливок в год, а при литье алюминиевых — не менее 400—700 отливок в год.
Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы. Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки и обрубки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условий труда.
Таким образом, литье в кокиль с полным основанием следует отнести к трудо- и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.
КОКИЛИ
Общие сведения
В производстве используют кокили различных конструкций.
Классификация конструкций кокилей. В зависимости от расположения поверхности разъема кокили бывают: неразъемные (вытряхные); с вертикальной плоскостью разъема; с горизонтальной плоскостью разъема; со сложной (комбинированной) поверхностью разъема.
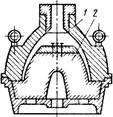
Неразъемные, или вытряхные, кокили (рис. 2.3) применяют в тех случаях, когда конструкция отливки позволяет удалить ее вместе с литниками из полости кокиля без его разъема. Обычно эти отливки имеют достаточно простую конфигурацию.
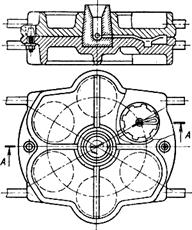
 Кокили с вертикальной плоскостью разъема (см. рис. 2.1) состоят из двух или более полуформ. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах кокиля, одновременно в двух половинах кокиля и в нижней плите.
Кокили с вертикальной плоскостью разъема (см. рис. 2.1) состоят из двух или более полуформ. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах кокиля, одновременно в двух половинах кокиля и в нижней плите.
 Кокили с горизонтальным разъемом (рис. 2.4) применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок, а в отдельных случаях для отливок достаточно сложной конфигурации.
Кокили с горизонтальным разъемом (рис. 2.4) применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок, а в отдельных случаях для отливок достаточно сложной конфигурации.
Кокили со сложной (комбинированной) поверхностью разъема (рис. 2.5) используют для изготовления отливок сложной конфигурации.