Сварочные технологии
Страница 2
Цифра после буквы показывает процентное содержание элемента в проволоке. Если после буквы нет цифры, то содержание данного элемента не превышает 1%. Буква А в конце маркировки означает
минимальное содержание в проволоке вредных примесей (серы и
фосфора). Индекс Св означает назначение проволоки (сварочная).
Цифра после индекса Св показывает среднее содержание углерода
в проволоке в сотых долях процента.
Например маркировка проволоки Св – 08ХМ означает, что она предназначена для сварки, содержит 0,08% углерода, менее 1% хрома и молибдена. Маркировка Св – 04Х19Н11М3 означает, что это сварочная проволока для сварки жаропрочных коррозионностойких сталей содержит 0,04% углерода, 19% хрома, 11% никеля и 3% молибдена.
16.Сварочные электроды и требования к ним.
Плавящийся электрод для ручной сварки представляет собой стержень из сварочной проволоки, на которую нанесено электродное покрытие. Металл электрода и элементы электродного покрытия участвуют в образовании сварного шва.
Электродное покрытие:
· Обеспечивает устойчивое горение дуги
· Восстанавливает окислившийся в процессе сварки металл
· Легирует сварной шов необходимыми элементами
· Защищает зону сварки от попадания в зону сварки кислорода, азота и водорода из окружающей среды
· Образует шлаковую корку на поверхности сварного шва
В состав электродного покрытия входят:
· Стабилизирующие вещества
· Раскалители и легирующие металлы
· Газообразующие материалы
· Шлакообразующие
· Связующие и цементирующие
Стабилизирующие вещества предназначены для устойчивого горения сварочной дуги. К ним относятся соединения щелочных и щелочноземельных металлов.
Раскалители (ферромарганец, ферросилиций, ферротитан) применяются для восстановления металла, окисляющегося в процессе сварки. Кроме того они добавляют легирующие металлы в металл шва.
Газообразующие материалы (мрамор, магнезит, крахмал, оксицеллюлоза, древесная мука) образуют защитный газ, защищающий зону сварки от кислорода, водорода и азота.
Шлакообразующие (полевый шпат, кремнезем, магнезит, мрамор) образуют шлаковый покров на поверхности расплавленного металла. После остывания металла, шлаковую корку необходимо удалить.
Связующие и цементирующие (калиевое стекло, натриевое стекло) связывают все компоненты покрытия.
Стальные электроды для дуговой сварки классифицируют по:
По назначению в зависимости от свариваемых материалов.
· У – для сварки углеродистых сталей
· Л – легированных и углеродистых сталей
· Т – легированных теплоустойчивых сталей
· В – высоколегированных сталей с особыми свойствами
· Н – для наплавки поверхностных слоёв.
По толщине покрытия.
· М - тонкие покрытия D/d £ 1.2
· С – средние покрытия 1,2 < D/d £ 1.45
· Д – толстые покрытия 1.45 < D/d £ 1.8
· Г – особо толстые покрытия D/d > 1.8
D – диаметр электрода с покрытием; d – диаметр сварочной проволоки.
По виду покрытия
· А – с кислым покрытием
· Б – с основным покрытием
· Ц – с целлюлозным покрытием
· Р – с рутиловым покрытием
· П – с прочими покрытиями.
Для обеспечения высоких эксплуатационных характеристик сварного соединения необходимо, чтобы химический состав сварного шва был близок к химическому составу свариваемой стали.
17. Понятие автоматизации сварочного процесса.
Автоматизация сварочного процесса включает в себя автоматическое передвижение сварочной дуги вдоль шва, автоматическую подачу сварочной проволоки, автоматическую подачу флюса на шов.
18. Формула производительности сварки.
Под формулой производительности сварки понимают формулу:
G = KH * ICB, [G] = [г/ч];
KH - коэффициент наплавки, ICB – сила сварочного тока
19. Роли сварочной проволоки и флюса при автоматической сварке под слоем флюса.
При автоматической сварке флюс играет роль электродного покрытия, а проволока – электрода. При автоматической электродуговой сварке дуга возникает между торцом проволоки и свариваемыми деталями
20 . Автоматическая электродуговая сварка применяется при сварке длинных прямых швов. Применение автоматической сварки ограничивается именно тем, что сварочный трактор может перемещаться только по прямым рельсам. Кроме того за сварочным трактором должен перемещаться сварочный трансформатор, что также делает данный тип сварки неудобным для массового применения. Именно поэтому данный тип сварки применяется только на производствах.
21. Основные типы сварочных шовных соединений.
Шовная сварка – разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и плотное соединение. Электроды выполняются в плоских роликов, между которыми пропускаются свариваемые детали.
Основные типы соединений, получаемые шовной сваркой:
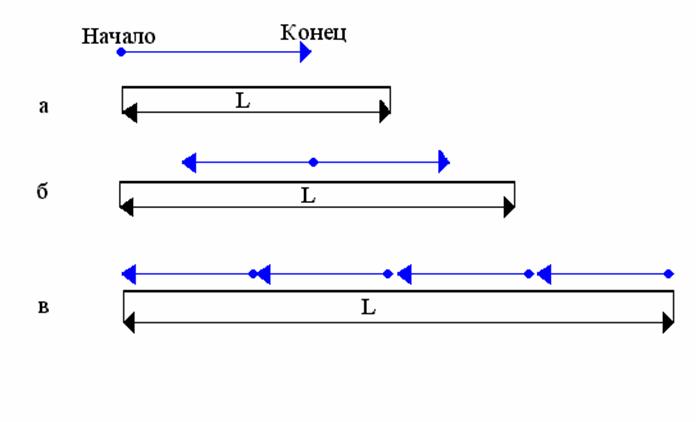
22. Основные схемы наложения сварных швов.
· Напроход (а), применяется при L £ 250 мм;
· От центра к краям (б), применяется при 250 £ L £ 500 мм;
· Обратноступенчатая (в), применяется при L ³ 500 мм.