Электроискровая и электроимпульсная обработка металла
Страница 2
Для обеспечения качественной размерной обработки металлов за счет использования теплового действия электрического тока необходимо соблюдение следующих трех основных условий:
1. Энергия электрического тока должна подводиться к обрабатываемому участку в виде импульса достаточно малой продолжительности (локализация элементарного съема металла во времени).
При непрерывном подводе энергии теряется точность обработки, появляется дефектный оплавленный подслой, ухудшается чистота поверхности и теряется одно из основных технологических качеств электрических способов обработки - свойство отображения (копирования) формы инструмента в детали.
Примером обработки при непрерывном подводе энергии может служить разрезка или выжигание отверстий электрической дугой; в этом случае точность и чистота поверхности в месте реза неприемлема для размерной обработки.
2. Участок детали, к которому подводится импульс энергии, должен быть достаточно мал (локализация элементарного съема металла в пространстве).
Для того, чтобы произвести при подводе импульса энергии к большому участку съем металла, необходимо соответственно увеличить энергию импульса, что приведет к увеличению элементарного съема. Чем больше элементарный съем металла, тем хуже, естественно, чистота поверхности и ниже точность обработки.
Если сохранить при увеличенном элементарном участке импульс энергии неизменным, то съем металла может вообще не произойти, так как подведенной энергии будет недостаточно для расплавления элементарного съема.
3. Импульсы энергии должны подводиться к элементарным участкам объема металла, подлежащего удалению, непрерывно и с достаточной частотой (локализация процесса обработки во времени). Это условие обеспечивает непрерывность процесса и получение требуемой производительности.
Указанным трем условиям удовлетворяют в разной степени электрические способы обработки, основанные на тепловом действии электрического тока.
РАЗНОВИДНОСТИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ
Электрическую обработку металлов можно разделить на три группы.
К первой группе, основанной на чисто контактном подводе энергии, относится электромеханическая обработка.
Так как чисто контактный подвод энергии не удовлетворяет трем условиям размерной обработки, вследствие чего съем металла не достигается, при электромеханическом способе съем металла осуществляется резцом, режущая кромка которого является в то же время контактирующей поверхностью.
К резцу и обрабатываемой детали подводится переменный ток, производящий в месте контакта нагрев детали. Электрический контактный нагрев служит лишь целям уменьшения усилий резания и может быть заменен другими источниками тепла - дугой, пламенем ацетиленовой горелки, высокочастотным нагревом и т. п.
Как показывает расчет и опыт, с энергетической точки зрения введение электрического тока через резец в общем случае является нецелесообразным и не дает повышения производительности и увеличения стойкости инструмента. Последнее объясняется тем, что ввиду малых падений напряжения в месте контакта, для создания сколько-нибудь существенного нагрева необходимо вводить весьма большие токи; при этом резец оказывается, с точки зрения отвода тепла, в значительно более тяжелых условиях, чем обрабатываемая деталь. Поэтому происходит разогрев режущей кромки и снижение стойкости резца.
При малых же токах нагрев изделия настолько ничтожен, что практически не оказывает влияния на величину усилия механического резания.
Вторая группа включает способы обработки, применяющие подвод энергии через канал разряда. К этой группе относится электроискровой и электроимпульсный способы и промежуточные разновидности, например, такие, как обработка апериодическими импульсами на релаксационном генераторе, включающая в себя элементы обоих способов.
Третья группа, объединяющая диодно-механический и электроконтактный способы со всеми разновидностями, основана на применении комбинированного контактно-дугового подвода энергии.
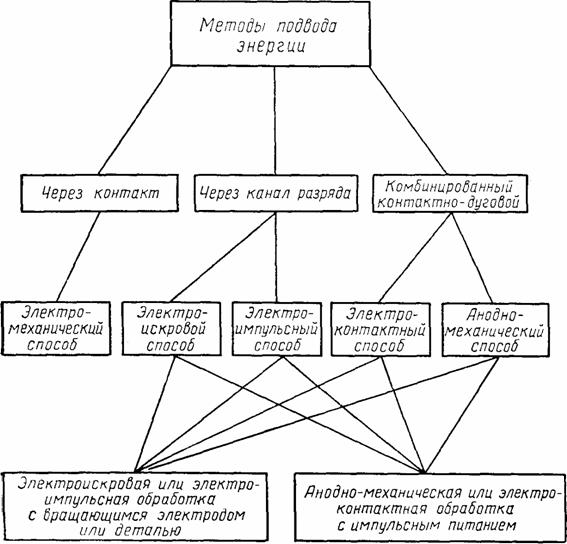
Схема 2. Классификация электроэрозионных способов обработки металлов по методам подвода энергии.
На схеме 2 показана классификация способов электроэрозионной обработки металлов по методам подвода энергии и указаны известные в промышленности разновидности, отнесенные к тому или иному способу но принципу сходства наибольшего числа признаков. Наибольшее число разновидностей получается при совмещении источников импульсного тока, необходимых при подводе энергии через канал разряда, с относительным движением электродов, применяемым при комбинированном подводе энергии. К этим разновидностям относятся так называемая низковольтная электроискровая и электроимпульсная обработка тел вращения или обработка вращающимся электродом, анодно-механическая обработка с импульсным питанием и т. п. В зависимости от того, признаки какого из способов превалируют в данной комбинации, можно говорить, например, об электроконтактной обработке с импульсным питанием или об электроимпульсной обработке с вращающимся электродом. То же относится и к другим комбинациям четырех основных способов электроэрозионной обработки.
Рассмотрим принципиальные отличия разновидностей размерной электроэрозионной обработки внутри второй и третьей групп.
Электроискровой и электроимпульсный способы отличаются, как ниже будет показано подробнее, устройством для генерирования импульсов, параметрами и формой импульса, а также полярностью электродов.
Диодно-механический и электроконтактный способы отличаются по роду применяемого тока (в первом случае - постоянный, во втором - переменный, и, реже - постоянный) и по виду рабочей среды (в первом случае - жидкое стекло, во втором - воздух, вода, масло и др.)
Следствием этих отличий является, в общем, ухудшение технических характеристик электроконтактного способа по сравнению с анодно-механическим (меньшая производительность при одинаковой чистоте поверхности, больший износ инструмента, ограниченная номенклатура обрабатываемых материалов), при более благоприятных условиях эксплуатации и большей простоте установки в целом. Это обусловливает и различные области их применения.
Как следует из изложенного, независимо от способа подвода энергии, известные электроэрозионные способы размерной обработки металлов имеют в основе единую физическую природу - металл удаляется в результате термического действия электрического тока.
Отличия заключаются в механизме удаления снятого металла и в технических средствах, обеспечивающих выполнение трех условий размерной электрообработки.
Сравнение удельных расходов энергии на съем металла различными способами показывает, что наибольший расход энергии имеет место при электрохимическом растворении (3,85 квт-ч/кг), затем при плавлении (0,35 квт-ч/кг).
При механической обработке удельный расход энергии в значительной степени зависит от вида обработки. Так, при шлифовании он составляет, в среднем, 2 квт-ч/кг, строгании, сверлении и фрезеровании 0,20-0,25 квт-ч/кг, точении 0,045 квт-ч/кг.
При сопоставлении этих данных следует иметь в виду, что удельный расход энергии для электрохимического растворения и плавления практически не зависит от механических свойств обрабатываемых материалов, в то время, как при механической обработке увеличение, например, твердости обрабатываемого материала резко повышает удельный расход энергии. Необходимо, однако, отметить, что фактические удельные расходы в электроэрозионных и электрохимических установках значительно выше приведенных данных вследствие неизбежных потерь энергии при ее преобразовании и передаче.
Эти данные определяют с энергетической точки зрения целесообразность применения электрических методов для обработки токопроводящих материалов, трудно поддающихся механической обработке.
С учетом свойства отображения (копирования), осуществляемого на электроэрозионных станках по предельно простой кинематической схеме и без силового привода, и возможности выполнения ряда специальных операций, недоступных механической обработке, следует расширить целесообразную область применения электроэрозионных способов и на детали из обычных материалов, но обладающих сложной формой, затрудняющей их механическую обработку.