Автоматизация процесса спекания аглошихты
Страница 5
Характеристика агломерационной машины аглофабрики «ММК им. Ильича», подробная конструкция которой представлена в графической части дипломного проекта на листе 1:
Тип – АКМ-1,2,3-85/160
Количество – 12 шт
Площадь просасывания общая – 160 м2
Длина площади просасывания – 65 м2
Ширина рабочей поверхности – 2,7 м
Производительность – 170 т/час, годного 125 т/час
Скорость движения палет – 1,5-6,0 м/мин
Максимальная толщина спекаемого слоя – 350 мм
Тип электродвигателя – ДП-52
Мощность – 32 квт
Обороты – 730 об/мин
Тахогенератор – ЭТ-7/110
Обороты тахогенератора – 1950 об/мин
Колосники – по ТУ 14-12-44-84
Техническая характеристика эксгаустера:
Тип - 9000-11-2
Производительность – 2000 м3/мин
Начальное давление при входе во всасывающий патрубок – 0,9 атм.
Начальная температура газа – 70ºС
Создаваемый напор (повышение давления) – 1600 мм.вод.ст.
Техническая характеристика дымососа:
Тип - Д-21, 5х2
Производительность отнесенная к 0ºС и 760 мм.рт.ст. – 4500 м3/мин
Начальная температура газа – 200ºС
Создаваемый напор (повышение давления) – 470 мм.вод.ст.
Техническая характеристика газового горна:
Площадь горна – 6,8 м2
Объем топочного пространства – 5,2 м2
Тип горелок – ГПН
Количество горелок – 4 шт
Расход газа на горн – 500-700 м3/час
Расход воздуха – 5000-8400 м3/час
Тепловая мощность горна – 3,6-4,2·106
2.3 Процесс спекания агломерата на агломашине
Под процессом спекания понимают совокупность превращений при которых сжигаемое просасываемое воздухом твердое топливо в слое шихты обеспечивает развитие высоких температур в зоне горения и оплавление материалов. В результате получается спек, обладающий необходимыми физико-химическими свойствами. Основными параметрами, характеризующими процесс спекания являются температура поверхности зажженной шихты, высота слоя, скорость спекания, температура в зоне горения, время пребывания шихты на ленте (скорость ленты) и степень законченности спекания.
Начальной стадией спекания является зажигание шихты, при котором необходимо воспламенить частицы содержащегося в ней топлива и внести в слой количество тепла, обеспечивающее дальнейшее развитие горения. Наряду с обеспечением необходимых температуры и количества тепла следует иметь в зажигательном горне соответствующий состав продуктов сгорания с тем, чтобы в них содержалось достаточное количество кислорода, идущего на сжигание топлива в слое.
Чтобы в горн не подсасывался со стороны холодный воздух или не выбивалось из него пламя, особенно со стороны бортов тележек, необходимо поддерживать определенное давление, а для обеспечения перемещения зоны горения и просасывания газов через слой создавать в вакуум-камерах под горном соответствующее разрежение.
При зажигании шихты основными факторами являются температура поверхности и количество тепла, аккумулируемое в верхнем слое шихты.
Определенное влияние на процесс зажигания оказывает величина разрежения под зажигаемым слоем. При слишком малом разрежении продукты горения просасываются медленно, что приводит к замедлению процесса зажигания, особенно скорости теплопередачи в нижние горизонты слоя, а также снижению скорости перемещения фронта горения твердого топлива. При повышенном разрежении теплопередача осуществляется слишком быстро, фронт горения отстает, концентрация тепла в зажигаемом слое снижается, в результате чего спек получается непрочным.
Спекание шихты ведется на колосниковой решетке паллет агломерационной машины методом просасывания воздуха. Просасываемый через слой шихты воздух образует зону горения высотой 15-35 мм с температурой 1400-1600°С, передвигающуюся вниз с вертикальной скоростью спекания  мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты
мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты  мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной
мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной  происходит зажигание сырой шихты 1; в зоне горения 2
происходит зажигание сырой шихты 1; в зоне горения 2
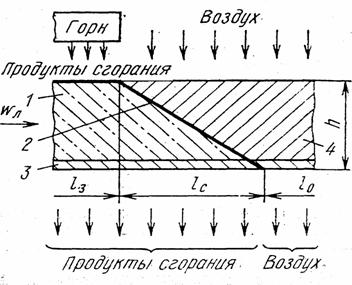
Рисунок 2.3 – Схема спекания шихты на агломашине
осуществляется спекание шихты на участке длиной  ; готовый агломерат 4 образуется за зоной спекания. На участке длиной
; готовый агломерат 4 образуется за зоной спекания. На участке длиной  агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3.
агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3.
Основные параметры агломерационного процесса при установившемся режиме связаны соотношением:
 , (2.1)
, (2.1)
где h – высота слоя шихты;  - время спекания
- время спекания
Скорость движения  поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.
поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.
Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты. При нормальном ходе процесса спекания агломерат равномерно спечен и при выдаче с ленты раскален не более чем на 1/3 высоты «пирога». На незаконченность процесса спекания указывает низкая температура отходящих газов в последних вакуум-камерах и наличие не спекшейся шихты в изломе «пирога» у колосников паллет. Повышение температуры отходящих газов в коллекторе происходит вследствие замедления скорости движения паллет или кратковременной остановки агломерационной машины; повышения газопроницаемости шихты. Понижение температуры отходящих газов в коллекторе имеет место при: уменьшении содержания топлива в шихте по сравнению с оптимальным; переоплавление поверхности слоя шихты из-за высокой температуры зажигания; наличие большого количества вредных прососов воздуха; завышение скорости движения паллет.
3 процесс спекания – как объект
автоматического управления
Основными показателями хода технологического процесса агломерации (выходными величинами) является производительность агломашины и качество агломерата. Производительность агломашины измеряют в тонах годного агломерата, полученного за час работы. Качество оценивают по химическому составу агломерата, прочности и восстанавливаемости его. Косвенным обобщенным показателем качества агломерата может служить отношение FeO/Fe2O3 в готовом продукте, однозначно связанное с технологическими свойствами агломерата.
Результаты агломерационного процесса во многом зависят от управления процессом спекания. Сложность процесса спекания как объекта автоматического управления определяется его зависимостью от большого числа технологических факторов, таких как свойство шихты, количество топлива, условия зажигания и т.д.
Управление процессом спекания заключается в стабилизации его законченности в определенной точке по длине аглоленты и в подборе входных параметров с целью обеспечения максимальной производительности и высокого качества агломерата. Для оценки и контроля хода процесса спекания используются такие показатели, как температура и состав отходящих газов, освещенность в вакуум-камерах, магнитная проницаемость слоя и др.
Законченность процесса спекания может нарушаться в результате изменений состава шихты, её влажности, степени уплотнения, высоты слоя шихты и скорости движения аглоленты. Все указанные возмущения в конечном итоге проявляются через изменение скорости спекания шихты, которая, таким образом, является возмущающим воздействием для системы управления законченностью спекания.
В качестве показателей законченности спекания шихты обычно используется температурные показатели процесса: температура в одной из последних вакуум-камер, разность или сумма температур в разных вакуум-камерах, температура в общем газовом коллекторе. Применение микропроцессорной техники позволяет использовать некоторые комплексные показатели.