Анализ и экономическая оценка механообработки
Страница 2
Волочение применяют для изготовления тонкой проволоки, тонкостенных труб, фасонных профилей заготовок для различных деталей, изготовляемых обработкой резанием: шпонок, задвижек, ползунков, шлицевых валиков и т. п. Волочение применяют и для калибровки, т. е. для придания точных размеров и чистой поверхности горячекатаному металлу (сортовому и трубам).
Волочение производят на волочильных станах. Основным рабочим инструментом в волочильном стане являются матрица (фильер) и тянущее устройство. Через фильер при помощи тянущего устройства протягивают заготовку. Фильер изготовляют из инструментальной стали или из твердых сплавов, а для получения проволоки диаметром менее 0,25 мм — из алмаза.Для уменьшения износа матрицы при волочении и получения более гладкой поверхности металла применяют смазку.
Волочильные станы подразделяют на станы с прямолинейным движением (цепные, реечные и винтовые) и станы барабанные. На станах с прямолинейным движением производят волочение прутков и труб. Полученная на них продукция не сматывается в бунты, а остается в прутках. Эти станы бывают однопрутковые и многопрутковые. На однопрутковых станах производят волочение одного пункта, а на многопрутковых – нескольких прутков. На рис. 5 приведен волочинный трёхпрутковый стан.
На станах барабанного типа производят волочение проволоки или труб малого диаметра и одновременно наматывание их в бунты.
5. Понятие свободной ковки.
Свободную ковку заготовок разделяют на ручную и машинную. Ручную ковку производят на наковальне, при этом по поковке удары наносят кувалдой. Машинную ковку осуществляют на ковочных молотах и ковочных прессах. Исходным материалом для ковки заготовок служат слитки и разнообразный прокат в нагретом состоянии.
При свободной ковке производят следующие основные операции: осадку, вытяжку, прошивку, закручивание, рубку, чистку и сварку.
Осадку производят для увеличения площади поперечного сечения исходной заготовки за счет уменьшения ее длины при приложении сил вдоль оси заготовки.
При осадке, во избежание образования продольного изгиба, длина заготовки должна быть не более чем в два с половиной раза толщины. Большая длина заготовки по отношению к ее толщине приводит к непременному изгибу формы паковки. Изогнутая форма заготовки требует правки, что приводит к снижению производительности ковки.
Осадка, производимая на части заготовки, называется высадкой.
Осадку применяют для получения поковок с малой высотой и большим поперечным сечением (диски, зубчатые колеса, 'фланцы и др.). Ее используют также как предварительную операцию перед прошивкой при изготовлении пустотелых заготовок в виде колец барабанов и т. д.
Вытяжку производят для увеличения длины заготовки за счет уменьшения ее толщины. Процесс вытяжки осуществляют последовательными нажатиями (отжатием) с подачей заготовки и поворотом
вокруг оси.
Разновидностями операции вытяжки являются: расплющивание— для увеличения ширины за счет уменьшения высоты заготовки; расщиванием получают поковки плоской формы в виде пластин; вытяжка с оправкой — для увеличения длины за счет уменьшения толщины стенок пустотелой поковки; раздача на оправке — для увеличений у внутреннего и наружного диаметров пустотелых поковок (колец барабанов, обечаек и т. п.). Иногда при ковке две последние операции совмещают для получения заготовки требуемой формы с необходимыми размерами.
Прошивку производят для получения в заготовке отверстий или углублений.
Закручивание — поворот одной части заготовки относительно другой на заданный угол вокруг ее оси. Закручивание применяют для получения поковок типа коленчатых валов с коленами, расположенными в различных плоскостях, спиральных сверл и т. п.
Рубку применяют для отделения одной части от другой. Рубку ведут из большой по размерам заготовки на несколько заготовок меньших размеров или удаляют излишки металла, отрубая от концов поковки.
При гибке изменяется направление главной оси заготовки. Гибкой получают скобы, крюки, кронштейны и другие поковки. Сварку используют для соединения нескольких заготовок из низкоуглеродистой стали с содержанием углерода до 0,25%.
6. Литьё песчано-глинистой формы.
В литейном производстве примерно 95% вcex отлиaок изготовляют в разовых формах. Разовая форма служит только один раз и разрушается при извлечении из нее отливки.
Модель по внешнему виду соответствует форме отливки. По модели изготовляют литейные формы из формовочных смесей. В стержневых ящиках изготовляют стержни из стержневых смесей. Стержни при постановке их в форму образуют внутри отливки полости, отверстия, выемки и выступы.
Модели и стержневые ящики изготовляют по чертежу отливки. Размеры модели и стержневого ящика по сравнению с размерами отливки увеличивают на величину усадки металла и на величину припуска на механическуюjjобработку. 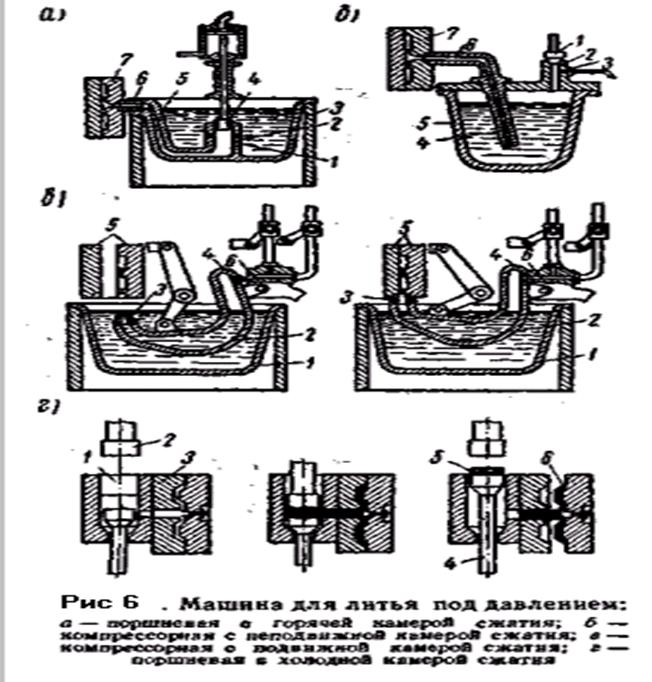
Металл, залитый в форму, при затвердевании и охлаждении уменьшает свой объем, вследствие чего происходит усадка. Величина усадки выражается в процентах. Для серого чугуна усадка составляет примерно 1%, для ковкого — 1,0 — 1,5%, для стали — 1,5 — 2,2%, для медных сплавов — 0,8 — 1,6% и для алюминиевых сплавов от 0,3 — 12%.
Величину припуска на механическую обработку принимают в зависимости от размеров отливки, состава сплава, из которого она изготовлена, от сложности ее конфигурации, положения в форме и от характера производства (индивидуальное, серийное или массовое). Модели и стержневые ящики делают цельными и разъемными, состоящими из двух и более частей, в зависимости от сложности конфигурации отливки. Для легкости извлечения модели из форм вертикальным стенкам модели придают конусность — так называемые формовочные уклоны. Уклоны в деревянных моделях делают от l до 3', в металлических моделях — от 0,5.
На моделях изготовляют стержневые знаки. Знаками называют выступающие части модели, образующие углубления в форме для установки стержней при ее сборке.
Для индивидуального и мелкосерийного производств отливок модели и стержневые ящики изготовляют из дерева, а для массового производства — из металла и
пластических масс.
Для изготовления металлических моделей применяют чугун, алюминиевые сплавы, бронзу, латунь и сталь. Наибольшее применение получили алюминиево-кремниевые и алюминиево-медные сплавы, имеющие малый удельный вес, легко поддающиеся механической обработке и устойчивые в эксплуатации. 0 п о к и. Приготовление форм из формовочных смесей производится набивкой земли в специальные жесткие рамки, называемые опоками. Опоки изготовляются (отливаются) из стали, чугуна и алюминиевых сплавов.
Для изготовления форм и стержней применяют формовочные и стержневые смеси, состоящие из различных формовочных материалов—песка, глины, связующих и противопригарных добавок.
Формовочный песок состоит из зерен кварца SiOs различной величины. Пески в основном используются с содержанием SiO2 более 90%, Формовочные глины состоят из одного или нескольких глинистых минералов и примеси других минералов. Согласно ГОСТ 3226—57, формовочные глины в зависимости от минерального состава разделяют на два вида: формовочную обыкновенную, содержащую каолинит, гидрослюдистые минералы, и формовочную бентонитовую, содержащую монтмориллонит, бейделлит и ферримонтмориллонит. Формовочные материалы и смеси, как правило, должны обладать прочностью, газопроницаемостью, огнеупорностью и другими свойствами.
7. Литьё под давлением
Процесс литья под давлением состоит в том, что расплавленный металл вводят в металлическую форму под давлением поршня или сжатого воздуха. С увеличением давления повышается и жидкотекучесть металла, заливаемого в форму. Детали, получаемые литьем под давлением, имеют чистую поверхность и точные размеры в пределах