Анализ и экономическая оценка механообработки
Страница 3
±0,03—0,08 мм, поэтому почти полностью исключается их механическая обработка или она сводится в основном к доводке размеров деталей шлифовкой. При этом Детали можно получить в готовом виде с резьбой, отверстиями и весьма тонкими приливами и выступами.
Металл в деталях получает мелкозернистую структуру и большую плотность вследствие быстрого охлаждения в металлической форме. Прочность деталей, получаемых этим методом, выше, чем отлитых в земельные формы. Этим способом отливают мелкие тонкостенные детали из алюминиевых, магниевых и медных сплавов. В последнее время литьем под давлением получают детали из стали.
Для литья под давлением применяют машины поршневого действия с горячей и холодной замерами, машины компрессорного действия с неподвижной и подвижной камерами сжатия (рис. 6). Машины поршневого действия с горячей камерой сжатия (рис. 6, а) применяют) для отливки деталей из сплавов, имеющих температуру плавлением до 450° конструкции эти машины разделяют на ручные, полуавтоматы и автоматы, все они работают по одному принципу. В чугунную ванну 3 заливают жидкий металл. Для поддержания постоянной температуры металла ванну подогревают. Жидкий металл из ванны через отверстия 2 заполняет полость цилиндра и подводящий канал Ь. При повороте пусковой рукоятки обе половины формы закрываются. Одновременно с закрытием формы штуцер 6 прижимается к устью ходового канала формы 7. Затем автоматически выключается пневматический цилиндр, под действием которого поршень поднимается и форма закрывается, освобождая отливку. После этого форму обдувают и операцию заливки повторяют. Производительность полуавтоматических машин до 250 и автоматических до 1000 заливок в час. Давление достигает от 6 до 25 от (6-105^25-105 м/и*2).
Машины компрессорного действия нашли широкое применение для получения отливок из алюминиевых сплавов. Схема компрессорной машины с неподвижной камерой и с закрытой ванной приведена на рис. 85,6. Она работает по следующему принципу. Через отверстие 2 заливают жидкий металл в камеру сжатия 5 и закрывают ее пробкой. Через отверстие 3 подается сжатый воздух от компрессора, который давит на поверхность металлической ванны и вытесняет металл через патрубок 4 в мундштук 6 и форму 7. Производительность машины составляет от 60 до 500 заливок в час. Основным недостатком этой машины является окисление большой поверхности металла воздухом, поступающим от компрессора.
Наиболее широкое применение получили машины компрессорного! действия с подвижной камерой сжатия (рис. 6,в). В чугунной ванне / расположена подвижная камера сжатия 2, на конце которой прикреплен мундштук 3; на другом конце камеры имеется отверстие 4* После включения пускового механизма камера поднимается тягами из ванны и мундштук подходит к устью ходового канала формы 5, при этом отверстие 4 вплотную подходит к втулке 6. Затем включается воздух, который вгоняет расплавленный металл в форму. После удаления отливки и обдувки формы операция повторяется. Производительность таких машин от 50 до 500 отливок в час; давление применяют от 10 до 100 am.
Машины поршневого действия с холодной камерой сжатия широкое используют для получения отливок из тугоплавких цветных сплавов.! Схема устройства этой машины показана на рис. 85,г. Металл заливают дозировочным ковшом в цилиндр /, после чего поршень 2 впрессовывает его в форму 3. Избыток металла остается на нижнем поршне 4. Затем поршень 2 отходит в верхнее положение. Остаток металла 5 нижним поршнем 4 удаляется из цилиндра. Форму открывают и отливки 6 удаляют. Давление в таких машинах составляет от 100 до 800 am.
8. Центробежное литье
При центробежном литье жидкий металл заливается во вращающуюся форму, в которой под воздействием центробежной силы распределяется по внутренней поверхности и затвердевает. Величина центробежной силы, которая действует на металл при вращении формы, определяется по формуле
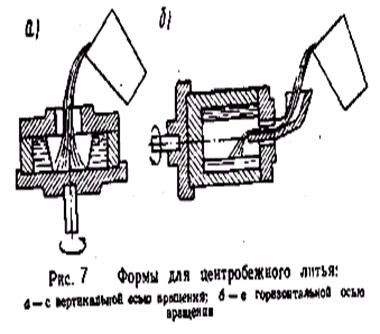 Следовательно, центробежная сила прямо пропорциональна массе вращающегося расстоянию от оси вращения и квадрату числа Вращение формы может производитьсяr вокруг вертикальной горизонтальной или наклонной оси и, таким образом, применяется также при отливке фасонных Деталей, телами вращения. В этом случае ось вращения падать с геометрической осью отливаемых деталей формами для отливки деталей, располагаются симметрично по периферии вращающейся планшайбы, а заливка производится при помощи радиальных или тангенциальных питателей, литейным каналом, совпадающим с осью форм металлом с вертикальной и горизонтальной осями вращения представлены на рис. 7
Следовательно, центробежная сила прямо пропорциональна массе вращающегося расстоянию от оси вращения и квадрату числа Вращение формы может производитьсяr вокруг вертикальной горизонтальной или наклонной оси и, таким образом, применяется также при отливке фасонных Деталей, телами вращения. В этом случае ось вращения падать с геометрической осью отливаемых деталей формами для отливки деталей, располагаются симметрично по периферии вращающейся планшайбы, а заливка производится при помощи радиальных или тангенциальных питателей, литейным каналом, совпадающим с осью форм металлом с вертикальной и горизонтальной осями вращения представлены на рис. 7
Способом центробежного литья с вертикальной осью вращения отливают детали небольшой длины: венцы червячных шестерен, бандажи и др. На центробежных машинах с горизонтальной осью вращения отливают детали большой длины: чугунные водопроводные, канализационные трубы, стальные стволы орудий, гильзы цилиндров двигателей, втулки и др.
При центробежном литье применяют металлические формы (изложницы) и земляные формы.
При заливке в металлические формы чугунные отливки получаются с поверхностным отделом на некоторую глубину и поэтому они подвергаются последующему отжигу. Их нагревают до температуры 850— 950° и медленно охлаждают до 300—350е. При заливке земляные формы отливки получаются без отдела и не требуют отжига
9. Литье по выплавляемым моделям
В последние годы для получения различных фасонных отливок из тугоплавких и твердых сплавов широко применяют литье по выплавляемым моделям. Точность отливок по этому методу составляет 0,04—0,05 мм на 25 мм длины.
Чистота поверхности отливок соответствует V4—б классам. Отлитые детали, как правило, не подвергаются механической обработке и лишь в некоторых местах шлифуются. По этому способу отливается различный инструмент (фрезы, метчики, сверла), лопатки газовых турбин и другие детали, изготовление которых путем механической обработки является сложной и дорогой операцией, а иногда и невозможной.
Для изготовления выплавляемых моделей применяют стеарин, парафин, церезин, полистирол, канифоль, петролатум и другие материалы. Например, для получения тонкостенных моделей применяют модельный состав КПЦ, состоящий из 50% канифоли, 30% полистирола и 20% церезина. Хорошими свойствами обладает модельный состав, состоящий из 50% парафина, 25% стеарина и 25% петролатума.
Модельный состав должен обладать невысокой температурой плавления, достаточной пластичностью, прочностью, склеиваемостью при этом он должен быть безвредным.
Расплавление модельного состава производят в водяных ваннах или специальных термостатах. Расплавленный модельный состав запрессовывают в металлические прессформы при помощи воздушного пресса сжатым воздухом под давлением 4—5 am (4- 106-f-5-106 w.
После затвердевания модельного состава из прессформы извлекают модели и производят приклеивание их к литниковой системе.
Литниковые системы, подобно моделям, отливают в специальные формы. На полученный блок наносят огнеупорные покрытия. Для нанесения покрытий используют молотый кварцевый песок, или кварцевую муку, а иногда и молотый плавленый кварц, растворенный з гидролизированном этилсиликате и жидком стекле. Покрытия наносят путем неоднократного погружения блока моделей в раствор, в результате чего на поверхности блока образуется огнеупорная корочка толщиной от 1,0 до 2,0 мм.
Облицовочный блок после просушки устанавливают в металлический жакет (опоку) и засыпают песком и уплотняют.
Полученную таким образом форму в повернутом положении ставят , в печь и нагревают до температуры 100—120° G. Вовремя нагрева формы модельный состав расплавляется и вытекает из нее через литниковую систему в сборник состава.
После вытопки моделей форму прокаливают при температуре 800— 830°; при прокаливании остатки модельного состава выгорают, поверхность формы получается прочной и гладкой.
Плавку металла для заливки форм преимущественно производят в высокочастотных или электродуговых печах.