Взаимозаменяемость, стандартизация и технические измерения
Страница 3
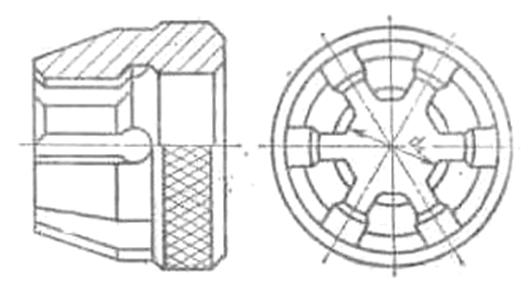
Для центрирующего диаметра D=52 выбираем посадку 
По боковым сторонам зубьев b=6 выбираем посадку 
Для не центрирующего диаметра втулки d=42 выбираем посадку H11, а диаметр вала d1=36,9.
Предельные отклонения сводим в таблицу:
|
|
Предельные отклонения и допуски шлицевых соединений, мкм |
|
Втулка |
Вал |
|
D=52H7 |
B=5F8 |
d=42h11 |
D=52g6 |
b=6js7 |
d1 £ d |
|
Верхнее отклонение |
ES=+30 |
ES=+28 |
ES=+160 |
es=-10 |
es=+6 |
d1=36.9 |
|
Нижнее отклонение |
EI=0 |
EI=+10 |
EI=0 |
ei=-29 |
ei=-6 |
|
Допуск |
TD=30 |
TB=18 |
Td=160 |
Td=19 |
Tb=12 |
3) Построить схемы расположения полей допусков шлицевых деталей по соединяемым элементам;
Вычисляем зазоры по центрирующим и нецентрирующим поверхностям:
|
По D: |
Smax = ES - ei = 30 – (-29) = 59 мкм |
|
|
Smin = EI - es = 0 – (-10) = 10 мкм |
|
По d: |
Smax = dmaxвт – d1 = 42 + 0.160 – 36.9 = 5.26 мм |
|
|
|
|
По b: |
Smax = ES - ei = 28 – (-6) = 32 мкм |
|
|
Smin = EI - es = 10 – 6 = 4 мкм |
4) Выполнить чертеж шлицевого соединения (поперечный или продольный разрез) и нанести на нем условное обозначение соединения по ГОСТ 1139-80. Чертеж выполняется на листах формата А4;
5) Выбрать средства для контроля заданных шлицевых деталей.
Для контроля шлицевого вала выбираем комплексный проходной колибр.
Часть 5. РАСЧЕТ СБОРОЧНЫХ РАЗМЕРНЫХ ЦЕПЕЙ
Исходные данные:
|
Предельные отклонения АD |
АD = 0, ES = +1.1, EI = +0.3 |
|
Размер d |
= 40 |
|
Подшипники качения |
ES = 0, EI = -120 мкм |
|
Толщина прокладок |
= 2-0.1 мм |
|
Толщина стопорных колец |
= 3–0.1 мм |
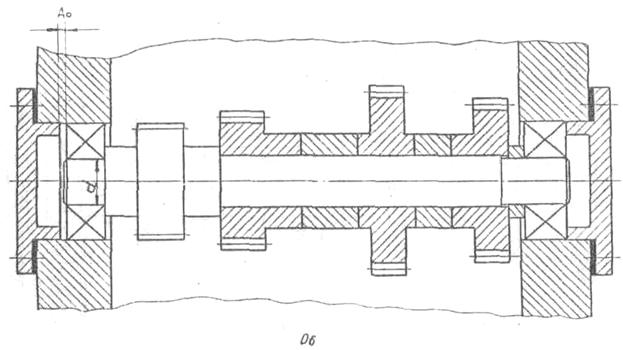
1. Определяем масштаб рисунка:
М = d / x = 40 / 12 = 3,3
2. Определяем увеличивающие (А2, А3, А4) и уменьшающие (А1, А5, А6, А7, А8, А9, А10, А11, А12, А13, А14) звенья, обозначив их начиная с АD по часовой стрелке от А1 до Аn (у нас А14)
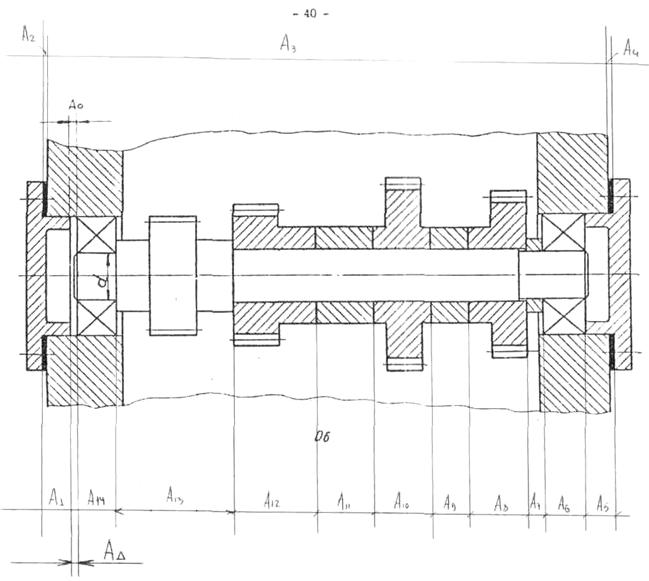
Общее число звеньев размерной цепи равно 15. Замыкающее звено АD= 0, ES = +1,1, EI = +0,3. Составляющие звенья размерной цепи определяем согласно масштаба: А1=26, А2=2-0,1, А3=500, А4=2-0,1, А5=26, А6=36-0,12, А7=15, А8=53, А9=32, А10=50, А11=50, А12=71, А13=100, А14=10.
Согласно схемам размерных цепей:
 ,
,
где  – номинальный размер замыкающего звена,
– номинальный размер замыкающего звена,
 и
и  – номинальные размеры увеличивающих и уменьшающих размерных звеньев цепи.
– номинальные размеры увеличивающих и уменьшающих размерных звеньев цепи.

Но у нас АD= 0
Для выполнения равенства корректируем звено А3:

3. Определим число единиц допуска
При решении задачи способом допусков одного квалитета предполагаем, что все составляющие цепь размеры выполняются по одному и тому же квалитету точности. А каждому квалитету точности соответствует вполне определенное число единиц допуска а. То есть а одинаково для всех звеньев размерной цепи.
Величина допуска каждого составляющего размера
где:
aj - число единиц допуска соответствующего звена размерной цепи;
ij - единица допуска. Величина i зависит от интервала размеров, в котором располагается соответствующий размер, и может быть определена по таблицам.
Так как по условии задачи принято одинаковое число единиц допуска для каждого звена, то среднее число единиц допуска для каждого звена можно обозначить am.
Для определения am используем формулу:

4. Определяем квалитет точности.
Принимаем am =16, тогда квалитет точности – 7.
5. Назначаем допуски.
Назначаем допуски согласно 7-го квалитета точности по табли-цам допусков и вносим их в графу [5] табл.1.
В графу [6] записываем размер звена с отклонениями, в графу [7] – середину поля допуска, [8] и [9] соответственно – верхнее и нижнее отклонения.
Табл.1
|
Исходные данные |
Категория звена: увеличив. уменьш. |
Единица допуска |
Категория звена: вал, отверстие, уступ. |
Допуск звена (по ГОСТ 25347-82), мм |
Размер звена с отклоне-ниями, мм |
Середина поля допуска, мм |
Верхнее откло-нение, мм |
Нижнее откло-нение, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
А1=26 |
Умен. |
1,31 |
Уступ |
0,021 |
26±0,0105 |
0 |
+0,0105 |
-0,0105 |
|
А2=2 –0,1 |
Увел. |
– |
Вал |
0,1 |
2 -0,1 |
-0,05 |
0 |
-0,1 |
|
А3=489 |
Увел. |
3,89 |
Вал |
0,063 |
489 -0,063 |
-0,0315 |
0 |
-0,063 |
|
А4=2 –0,1 |
Увел. |
– |
Вал |
0,1 |
2 -0,1 |
-0,05 |
0 |
-0,1 |
|
А5=26 |
Умен. |
1,31 |
Уступ |
0,021 |
26±0,0105 |
0 |
+0,0105 |
-0,0105 |
|
А6=36-0,12 |
Умен. |
– |
Вал |
0,12 |
36 -0,12 |
-0,06 |
0 |
-0,12 |
|
А7=15 |
Умен. |
1,08 |
Вал |
0,018 |
15 -0,018 |
-0,009 |
0 |
-0,018 |
|
А8=53 |
Умен. |
1,86 |
Вал |
0,030 |
53 -0,030 |
-0,015 |
0 |
-0,030 |
|
А9=32 |
Умен. |
1,56 |
Вал |
0,025 |
32 -0,025 |
-0,0125 |
0 |
-0,025 |
|
А10=50 |
Умен. |
1,56 |
Вал |
0,025 |
50 -0,025 |
-0,0125 |
0 |
-0,025 |
|
А11=50 |
Умен. |
1,56 |
Вал |
0,025 |
50 -0,025 |
-0,0125 |
0 |
-0,025 |
|
А12=71 |
Умен. |
1,86 |
Вал |
0,030 |
71 -0,030 |
-0,015 |
0 |
-0,030 |
|
А13=100 |
Умен. |
2,17 |
Вал |
0,035 |
100 -0,035 |
-0,0175 |
0 |
-0,035 |
|
А14=34-0,12 |
Умен. |
– |
Вал |
0,12 |
34 -0,12 |
-0,06 |
0 |
-0,12 |
|
АD= |
Умен. |
– |
– |
0,8 |
|
+0,7 |
+1,1 |
+0,3 |
|
АРЕГ=50 |
Умен. |
1,56 |
Вал |
0,092 |

|
-0,63 |
-0,584 |
-0,676 |