Взаимозаменяемость, стандартизация и технические измерения
Взаимозаменяемость, стандартизация и технические измерения
Часть 1. ЧЕТЫРЕ ПОСАДКИ
|
Вариант |
Посадки |
|
15 |
20H7/g6 |
45H6/m5 |
60H6/p5 |
80D9/h9 |
1) Определить наибольшие, наименьшие предельные размеры и допуски размеров деталей, входящих в соединение;
1.1 Для посадки 20H7/g6
20H7: ES = +21 мкм EI = 0 мкм
20g6: es = -7 мкм ei = -20 мкм
Предельные размеры отверстия:
Dmax = D + ES = 20 + 0,021 = 20,021 мм
Dmin = D + EI = 20 + 0 = 20,000 мм
Допуск на размер отверстия:
TD = Dmax - Dmin = 20,021 – 20,000 = 0,021 мм
Предельные размеры вала:
dmax = d + es = 20 + (-0,007) = 19,993 мм
dmin = d + ei = 20 + (-0,020) = 19,980 мм
Допуск на размер вала:
Td = dmax - dmin = 19,993 – 19,080 = 0,013 мм
1.2 Для посадки 45H6/m5
45H6: ES = +16 мкм EI = 0 мкм
45m5: es = +20 мкм ei = +9 мкм
Предельные размеры отверстия:
Dmax = D + ES = 45 + 0,016 = 45,016 мм
Dmin = D + EI = 45 + 0 = 45,000 мм
Допуск на размер отверстия:
TD = Dmax - Dmin = 45,016 – 45,000 = 0,016 мм
Предельные размеры вала:
dmax = d + es = 45 + 0,020 = 45,020 мм
dmin = d + ei = 45 + 0,009 = 45,009 мм
Допуск на размер вала:
Td = dmax - dmin = 45,020 – 45,009 = 0,011 мм
1.3 Для посадки 60H6/p5
60H6: ES = 19 мкм EI = 0 мкм
60p5: es = +45 мкм ei = +32 мкм
Предельные размеры отверстия:
Dmax = D + ES = 60 + 0,019 = 60,019 мм
Dmin = D + EI = 60 + 0 = 60,000 мм
Допуск на размер отверстия:
TD = Dmax - Dmin = 60,019 – 60,000 = 0,019 мм
Предельные размеры вала:
dmax = d + es = 60 + 0,045 = 60,045 мм
dmin = d + ei = 60 + 0,032 = 60,032 мм
Допуск на размер вала:
Td = dmax - dmin = 60,045 – 60,032 = 0,013 мм
1.4 Для посадки 80D9/h9
80D9: ES = +174 мкм EI = +100 мкм
80h9: es = 0 мкм ei = -74 мкм
Предельные размеры отверстия:
Dmax = D + ES = 80 + 0,174 = 80,174 мм
Dmin = D + EI = 80 + 100 = 80,100 мм
Допуск на размер отверстия:
TD = Dmax - Dmin = 80,174 – 80,100 = 0,074 мм
Предельные размеры вала:
dmax = d + es = 80 + 0 = 80,000 мм
dmin = d + ei = 80 + (-0,074) = 79,926 мм
Допуск на размер вала:
Td = dmax - dmin = 80,000 – 79,926 = ï-0,074ï = 0,074 мм
2) Определить наибольшие, наименьшие, средние зазоры и натяги и допуски посадок;
2.1 Для посадки 20H7/g6
Зазоры:
Smax = Dmax - dmin = 20,021 - 19,980 = 0,041 мм
Smin = Dmin - dmax = 20,000 - 19,993 = 0,007 мм
Sm = (Smax + Smin)/2 = (0,041+0,007)/2 = 0,024 мм
Допуск посадки:
TS = Smax - Smin = 0,041 - 0,007 = 0,034 мм
2.2 Для посадки 45H6/m5
Максимальный зазор:
Smax = Dmax - dmin = 45,016 – 45,009 = 0,007 мм
Максимальный натяг:
Nmax = dmax - Dmin = 45,020 – 45,000 = 0,020 мм
Допуск посадки:
TS(TN) = TD + Td = 0,016 - 0,011 = 0,027 мм
2.3 Для посадки 60H6/p5
Натяги:
Nmax = dmax - Dmin = 60,045 – 60,000 = 0,045 мм
Nmin = dmin - Dmax = 60,032 – 60,019 = 0,013 мм
Nm = (Nmax - Nmin)/2 = (0.045 – 0.013)/2 = 0,016 мм
Допуск посадки:
TN = Nmax - Nmin = 0.045 – 0.013 = 0,032 мм
2.4 Для посадки 80D9/h9
Зазоры:
Smax = Dmax - dmin = 80,174 - 79,926 = 0,248 мм
Smin = Dmin - dmax = 80,100 - 80,000 = 0,100 мм
Sm = (Smax + Smin)/2 = (0,248+0,100)/2 = 0,174 мм
Допуск посадки:
TS = Smax - Smin = 0,248 - 0,100 = 0,148 мм
полученные данные занести в таблицу (мм);
3) Построить схемы расположения полей допусков деталей, входящих в соединения;
4) Назначить средства для контроля (измерения) размеров деталей, входящих в соединения (тип производства назначает и обосновывает студент);
Назначаем тип производства – серийное
Тогда:
- для контроля размера вала Æ20H7+0.021 будем использовать калибр - пробку с проходными и непроходными губками.
- для контроля размера отверстия Æ20g6-0.007 будем использовать пневматический ротаметр. -0.020
5) выполнить эскиз одного из 4 соединений (по выбору студента) с обозначением посадки в соединении и эскизы деталей, входящих в это соединение, с указанием на них обозначения точности размеров (номинальный размер, обозначение поля допуска и квалитета, предельные отклонения).
 Часть 2. ФОРМА И РАСПОЛОЖЕНИЕ ПОВЕРХНОСТЕЙ
Часть 2. ФОРМА И РАСПОЛОЖЕНИЕ ПОВЕРХНОСТЕЙ
1) Изобразить эскиз детали с указанием на заданных поверхностях обозначений отклонений формы и расположения поверхностей;
2) Охарактеризовать заданные поверхности;
а) – плоская, полуоткрытая поверхность
b) – цилиндрическая, внутренняя, открытая поверхность
3) Расшифровать обозначения отклонений формы и расположения заданных поверхностей , в том числе указать размерность числовых отклонений;

Допуск перпендикулярности – обозначает наибольшее допускаемое значение отклонения от перпендикулярности (мм).

Допуск параллельности – обозначает наибольшее допускаемое значение отклонения от параллельности.
Размерность допусков формы и расположения поверхностей задается в миллиметрах.
4) По допуску формы или расположения установить степень точности;
Определяем по справочнику табл. 2.11 [3, стр. 381]
При h = 240 степень точности – 9
При L = 380 степень точности – 10
5) Изобразить схемы измерения отклонений;
Для контроля допуска перпендикулярности:
Для контроля допуска параллельности:
 Часть 3. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Часть 3. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
1. Изобразить эскиз детали с указанием заданных обозначений шероховатости поверхностей;
2. Охарактеризовать заданную поверхность;
Наружная полуоткрытая поверхность заданного профиля
3. Расшифровать обозначение шероховатости поверхностей и в том числе указать размерность числового значения шероховатости;
Такое обозначение шероховатости предъявляет следующее требование к поверхности: поверхность должна быть образована удалением слоя материала, при этом шероховатость поверхности по Ra не должна превышать соответственно 12,5 и 3,2 (мкм).
Размерность задается в микрометрах.
4. Указать - предпочтительные или нет числовые значения шероховатости поверхностей;
Соответственно ГОСТ 2789-73 параметры шероховатости 12,5 и 3,2 являются предпочтительными.
5. Указать метод обработки для получения шероховатости.
Для получения параметра шероховатости 12,5 выбираем фрезерование, а для параметра 3,2 выбираем – зубодолбление.
Часть 4. РАСЧЕТ ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ
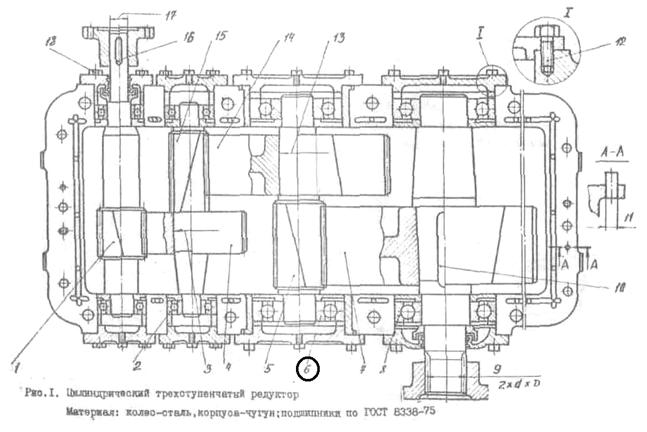
Исходные данные:
|
Обозначение подшипника |
– 6 |
|
Размеры d x D |
– 90 x 160 мм |
|
Радиальная нагрузка |
– 6000 Н |