Разработка гибкого производства по выпуску фазового компаратора
Московский государственный авиационный институт
Курсовой проект по теме:
Разработка гибкого автоматизированного производства по выпуску Фазового компаратора
Работу выполнил: Работу проверил:
Студент гр. Рк-504 Преподаватель
Ляхова Н.Б.
2000
Содержание:
Введение: 3
Цель работы
Глава1. Анализ исходных данных 4
Анализ конструкторской документации и технологических требований на ЭМ 4
Анализ технологичности конструкции 4
ТЗ на корректировку КД для автоматизированного изготовления 11
Глава2. Разработка технологического процесса 11
2.1 Выбор и обоснование основных технологических процессов 11
2.2 Формирование рациональной последовательности технологических процессов 13
Глава3. Синтез автоматизированного производства 17
Синтез структура АП 17
Подбор оборудования и компоновка гибкой автоматизированной линии 19
Анализ структуры гибкого автоматизированного модуля 24
Глава4. Организационно-экономические аспекты производства 25
Синтез маршрута изготовления 25
Роль человека а автоматизированном производстве 25
Использование комплексной системы проектирования и изготовления 26
Заключение 28
Результаты работы.
Литература 29
Приложения:
Приложение1.
Приложение1.1 Маршрутная карта производства (MS Project) 30
Приложение1.3 Таблица стоимости изготовления фазового компоратора 32
Приложение1.5 Схема изготовления 35
Приложение1.7 ГАМ получения рисунка ПП 37
Приложение1.8 Таблица стоимости получения рисунка ПП 38
Приложение1.9 Структурная схема ГАМ 39
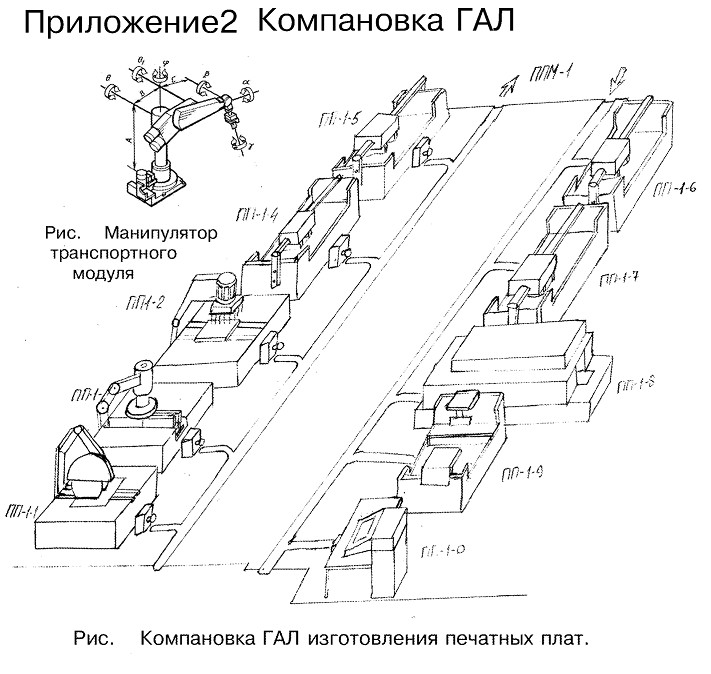
Приложение2.
Компановка ГАЛ по производству печатных плат 40
Приложение3.
Приложение3.1 Ведомость покупных изделий 41
Приложение3.3 Печатная плата 44
Приложение3.4 Сборочный чертёж 45
Приложение3.5 Спецификация 46
Введение.
Курсовое проектирование по предмету тАЬ Технология и оборудование автоматизированного производства РЭСтАЭ позволяет закрепить, систематизировать и расширить теоретические знания студентов в процессе разработки технологических процессов изготовления конкретных электронных модулей РЭС.
Целью данного проекта является систематизация и закрепление знаний, навыков, умений в области конструирования и производства микроэлектронных изделий, отличающихся высоким качеством и эффективностью производства.
Задачами проектирования являются:
- Овладение навыками проектирования технологических процессов изготовления РЭС, включая изучение технической литературы, анализ технологичности конструкции, выбор и обоснование структурной схемы технологических процессов изготовления коммутационных устройств, сборки и монтажа РЭС, выбор и обоснование технологического оборудования и оснастки;
- овладение практическим навыками создания технологической документации в соотвецтвии с требованиями ЕСТД и ОСТов;
- разработка технологического процесса и технологической документации на конкретный электронный модуль РЭА.
Также при проектировании решаются следующие задачи:
- выбор и обоснование технологических процессов производства пассивной плата микросхемы;
- анализ физико-химических процессов критичной операции изготовления разработанной топологии фрагмента;
- разработка технологической документации на один из процессов изготовления пассивной платы.
Глава 1. Анализ исходных данных
Анализ конструкторской документации и технических требований на ЭМ.
Исходные данные:
- технологическое описание на аппаратуру, в состав которой входит ЭМ;
- сборочный чертёж и спецификация;
- топологические чертежи;
Данная ячейка целиком собрана на дискретных элементах , для монтажа элементов использована двухсторонняя печатная плата с односторонним печатным монтажом, обратная сторона платы металлизируется для придания лучшей помехозащищённости изделию. Плата изготавливается комбинированным позитивным методом.
Ячейка содержит 7 резисторов типа ОС6-9 , номиналом 150 Ом, 301Ом и 1кОм соотвецтвенно; 7 конденсаторов типа ОСК10 тАУ17В Ёмкостью 51 пФ, 470 пФ и 0.22 мкФ и один конденсатор подстроечный типа ОСКТ4-27 на номинал 3-5 пФ.
На плату устанавливаются две микросхемы 597СА2 ,а также микросхема ОС530ЛА3 и ОС530ТМ2. Все микросхемы имеют планарные выводы. Также в состав платы входит фильтр БА23 тАУ 1000 пФ.
1.2. Анализ технологичности конструкции
1.2.1.Понятие технологичности конструкции
Одной из важнейших характеристик, влияющих на точность, качество и себестоимость аппаратуры, является технологичность конструкции. Под технологичностью понимается такое качество конструкции изделий, которое позволяет применить прогрессивные методы технологии и организации производственных процессов, обеспечивающие высокую производительность труда и минимальную себестоимость при соблюдении заданных требований. Отработка технологичности конструкции направлена на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт в целях обеспечения необходимого качества изделия.
Высокая технологичность конструкции изделия достигается совместным трудом разработчика, конструктора и технолога. На начальном этапе разработчик, как правило, намечает несколько схемотехнических решений. Конструктор по выбранной им принципиальной схеме компонует изделие. Совместно решается также проблема технологичности конструкции с учётом масштаба выпуска изделия и конкретных условий производства.
1.2.2. Определение конструкторских показателей технологичности
Коэффициент повторяемости компонентов и МСБ
Кпов мс= 1 тАУ nт.к.м /Nк.м. , где
nт.к.м. тАУ количество типоразмеров компонентов и МСБ;
Nк.м. тАУ общее количество компонентов, микросхем и МСБ.
Подставив получим:
Кпов мс= 1 тАУ 11 / (2+1+1+5+1+1+1+2+1+1+4)
Кпов мс= 1 тАУ 11 /20 = 0.45
Коэффициент повторяемости печатных плат:
Кпов пп= 1 тАУ nт.пп / Nпп , где
nт.пп тАУ количество типоразмеров печатных плат, в том числе многослойных (без учёта числа слоёв);
Nпп тАУ общее количество печатных плат
Т.к. наша ячейка собирается на одной плате, то коэффициент повторяемости печатных плат равен 0.
Коэффициент повторяемости материалов:
Кпов.м= 1 тАУ nмм/nор.д , где
nмм тАУ количество марок материалов, применяемых в изделии;
nор.д тАУколичество оригинальных деталей.
Т.к в состав нашей ячейки входят только дискретные элементы, то количество материалов будет зависеть только от количества материалов используемых при изготовлении печатной платы и материалов / составов необходимых для установки элементов на плату и защиту изделия от внешних воздействий.
Для изготовления платы требуется:
- стеклотекстолит СОНФ-1 ТУ16- 503.204- 80
Для установки элементов требуются:
- припой ПОСК 50-18 ГОСТ 21931-76
- припой ПОС 61
- Клей ВК-9 ОСТ 4Г 0.029.204
- Эмаль для маркировки ЭП-572 ТУ6- 10- 1539- 76
- Эмаль для маркировки ЭП- 941Ш ТУ6- 10- 1663- 78
Т.о. получим:
Кпов.м= 1 тАУ 5/23 = 0.78
Коэффициент использования микросхем и МСБ:
Кисп.мс= nмс / N ,где
nмс тАУколичество микросхем и МСБ в изделии;
N тАУ общее количество ЭРЭ, микросхем и МСБ.
Подставив получим:
Кисп.мс= 4 / 23 = 0.174
Коэффициент установочных размеров (шагов) ЭРЭ, компонентов и микросхем (МС):
Ку.р= 1 - nу.р / N ,где
nу.р- количество установочных размеров ЭРЭ, МС и компонентов.
Подставив получим:
Ку.р= 1 тАУ 42 / 23 = - 0.826
Коэффициент стандартизации конструкции:
Кс= 1 тАУ nор / N ,где
nор тАУ количество оригинальных (нестандартных) ЭРЭ и конструктивных элементов (в том числе и МСБ).
Подставив получим:
Кс= 1- 4 / 23 = 0.826
Коэффициент унификации (повторяемости) конструкции:
Ку= 1 - nнаим /N ,где
nнаим тАУ число наименований микросхем, МСБ, ЭРЭ и конструктивных элементов по спецификации изделия.
Подставив получим:
Ку=1- 20 / 23 = 0.131
Коэффициент использования площади коммутационной платы:
Ки.п= jэ.к / j к.п ,где
jэ.к- площадь занимаемая элементами, компонентами, контактными площадками и соединительными проводниками;
jк.п тАУ площадь коммутационной платы.
Площадь металлизации платы тАУ 60 кв.см ( 600 кв. mm)
Площади элементов :
- DA1, DA2 ( 11.75*10.75 mm)
- DD1, DD2 (7.5*9.5 mm)
- R1 тАУ R7 (1.25*1.25 mm)
- C1, C2, C7 (1.5*1.5 mm)
- C3 тАУ C6 (3.25*4 mm)
- C8 (2.5*2.5 mm)
- L1 тАУ L4 (2.25^2*3,14 mm)
Суммарная площадь всех элементов: 236.5 кв. мм
Подставив получим:
Ки.п= 600+236.5 / 2880 = 0.29
1.2.3. Определение производственных показателей технологичности
Для выбора варианта конструкции изделия на основе разработанной структурной схемы и маршрутных карт ТП производят расчёт частных производственных показателей.
Коэффициент простоты изготовления изделий:
Кп.и= 1 тАУ nп / (nэ + nк) ,где
nп тАУ количество элементов и компонентов МСБ, требующих подгонки;
nэ тАУ общее количество напыляемых (или изготавливаемых другими методами ) элементов;
nк тАУ общее количество компонентов.
Подставив получим:
Кп.и.= 1 тАУ 0 / (4 +23) = 1
Коэффициент расширенных допусков:
Кр.д.= nр.д. / nэ ,где
nр.д. тАУ количество напыляемых ( или изготавливаемых другими методами) элементов с допусками δ>= 10% от номинала;
Подставив получим:
Кр.д= 4 / 23 = 0.174
Коэффициент простоты обеспечения заданной конфигурации элементов:
Кп.о.к.= nм.т / nэ , где
nм.т тАУ количество элементов, получаемых с помощью свободных масок или трафаретов:
В составе нашей ячейки плёночные элементы отсутствуют, поэтому Кп.о.к.= 0
Коэффициент совмещения вакуумных циклов процесса напыления слоёв пассивной части:
Кс.в.ц= 1 тАУ nв.ц. / nс , где
nв.ц тАУ число вакуумных циклов откачки подколпачного устройства установки для напыления пассивной части МСБ;
nс тАУ число всех слоёв МСБ.
В составе нашей ячейки плёночные элементы отсутствуют, поэтому Кс.в.ц = 0.
Коэффициент простоты выполнения монтажных соединений:
Кп.м.с= 1 - nг.в / nм.с , где
nг.в тАУ количество монтажных соединений, выполняемых с использованием гибких выводов и проволочных перемычек;
nм.с тАУ общее количество монтажных соединений.
В составе нашей ячейки гибкие выводы имеют микросхемы:
- DA1, DA2 тАУ по 16 шт;
- DD1, DD2 тАУ по 14 шт; индуктивности:
- L1 тАУ L4 по 2 шт.
Подставив получим:
Кп.м.с=1 тАУ 68 / 94 = 0.277
Коэффициент ограничения числа видов сборочно-монтажных соединений:
Ко.в.с= 1 тАУ nв.с / nп.с , где
nв.с тАУ число видов соединений с учётом конкретного способа их выполнения (ультразвуковая пайка, электроннолучевая или лазерная сварка, склеивание теплопроводящим клеем, контактолом и т .д. );
nп.с тАУ число пар соединяемых (любым видом соединения) конструктивных элементов изделия.
Применяемые соединения:
- паянное припоем ПОСК 50 тАУ 18 ГОСТ 21931- 76 ( 34)
- паянное припоем ПОС 61 ( 60 )
- клееное клеем ВК тАУ9 ОСТ 4Г 0.029.204 ( 4+3 )
Ко.в.с= 1- 3 / 101 = 0.97
Коэффициент использования групповых методов обработки:
Ки.г.м= nг.м / nоп , где
nг.п тАУ число операций технологического процесса, предусматривающих использование групповых методов обработки;
nоп тАУ общее число операций.
Групповые методы обработки в нашем случае будут применятся на следующих стадиях изготовления печатной платы:
- нарезка заготовок;
- сенсибилизация;
- химическая металлизация отверстий;
- гальваническое нанесение меди;
- травление меди с пробельных мест.
Подставив получим:
Ки.г.м= 5 / 11 +31 = 0.119
Коэффициент автоматизации и механизации установки монтажа изделий:
Ка.м= nа.м / nм.с , где
nа.м тАУ количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом;
В нашем случае все монтажные соединения будут выполняться автоматически, за исключением установки индуктивностей L1 тАУ L4 и распайки их выводов.
Поэтому получим:
Ка.м = 86 /94 =0.915
Коэффициент автоматизации и механизации операций контроля и настройки электрических параметров:
Ка.к= nа.к / Nк , где
nа.к тАУ количество операций контроля и настройки, которые можно осуществить автоматизированным или механизированным способом;
Nк тАУ общее количество операций контроля и настройки.
Подставив получим:
Ка.к= 2 / 3 = 0.667
Коэффициент применения типовых технологических процессов:
Кттп= nттп / nоп , где
nттп тАУ количество операций выполняемое по типовым технологическим процессам:
По типовым тех процессам в нашем случае выполняются следующие операции:
- все операции изготовления ПП (11 шт);
- нанесение маркировки;
- нанесение защитного покрытия;
- выходной контроль.
Т.о. получим:
Кттп= 14 / 42 =0.333
Комплексная оценка технологичности:
Комплексная оценка технологичности изделия производится по пятибалльной системе. Численные значения частных показателей технологичности Кi переводятся при этом в бальную оценку:
Бi= 4 тАУ (Кнi тАУ Кi) / ΔКi , где
Кнi- нормативное значение показателя (берётся из табл. 2.1 литер.2 ) на данном уровне развития техники и технологии;
Кi тАУ расчётное значение показателя разрабатываемого изделия;
ΔКi тАУ эквивалент одного балла, численные значения которого приведены в табл. 2.1.
№ пп
|
Наименование
показателя
|
Обозначение
Кi
|
Значение
нормативного показателя Кнi
|
Эквивалент
одного балла
ΔКi
|
Расчётный
частный
показатель
Кi
|
Бальный
показатель
Б
|
|
|
А. Конструктор-
ские показатели, определяемые коэффициентами:
|
|
|
|
|
|
1
|
повторяемости микросхем и МСБ
|
Кпов.мс
|
0.95
|
0.2
|
0.45
|
1.5
|
2
|
повторяемости ПП
|
Кпов.пп
|
0.95
|
0.2
|
0
|
-0.75
не нужен
|
3
|
повторяемости материалов
|
Кпов.м
|
0.7
|
0.25Кн
|
0.78
|
4.46
|
4
|
использования микросхем и МСБ
|
Кисп.мс
|
0.8
|
0.12
|
0.174
|
-1.22
|
5
|
установочных размеров ЭРЭ
|
Кур
|
0.85
|
0.25Кн
|
-0.826
|
-3.9
|
6
|
стандартизации конструкции изделия
|
Кс
|
0.85
|
0.25Кн
|
0.826
|
3.89
|
7
|
унификации конструкции изделия
|
Ку
|
0.7
|
0.25Кн
|
0.131
|
0.75
|
8
|
использования площади ПП
|
Ки.п
|
0.6
|
0.1
|
0.29
|
0.9
|
|
|
Производственные показатели, определяемые коэффициентами:
|
|
|
|
|
|
1
|
простоты изготовления МСБ
|
Кпи
|
0.95
|
0.2
|
1
|
4.25
|
2
|
расширенных допусков
|
Кр.д
|
0.9
|
0.3
|
0.174
|
1.58
|
3
|
простоты обеспечения заданной конфигурации
|
Кпок
|
0.5
|
0.2
|
0
|
1.5
не нужен
|
4
|
совмещение вакуумных циклов
|
Ксц
|
0.6
|
0.15
|
0
|
0
не нужен
|
|
5
|
простоты выполнения монтажных соединений
|
Кпмс
|
0.6
|
0.15
|
0.277
|
1.85
|
6
|
ограничения видов соединений
|
Ковс
|
0.9
|
0.1
|
0.97
|
4.7
|
7
|
использования групповых методов обработки
|
Кигм
|
0.4
|
0.25
|
0.119
|
2.88
|
8
|
автоматизации установки и монтажа
|
Ка.м
|
0.87
|
0.3
|
0.915
|
4.15
|
9
|
автоматизации контроля и настройки
|
Ка.к
|
0.5
|
0.13
|
0.667
|
5.28
|
|
|
10
|
применения типовых техпроцессов
|
Кттп
|
0.6
|
0.15
|
0.333
|
2.22
|
С учётом корректировки показателей технологичности рассчитывают среднебальный показатель:
Бср= Σ Бi / N , где
N тАУ количество показателей, участвующих в оценке ( в том числе приравненных к 0).
Подставив получим:
Бср= 33.29 / 18= 1.85
1.3 ТЗ на корректировку КД для автоматизированного изготовления
В ходе анализа документации и анализа технологичности конструкции, выяснилось, что невозможно реализовать автоматизированную транспортировку заготовок из-за того что не предусмотрена система их маркировки. Наиболее проста и надёжна в эксплуатации система опознавания изделия по штрхкоду. Для нашего производства печатных плат она подходи, как нельзя лучше, следовательно, её и возьмём за основу.
Штриховая маркировка будет нанесена на бумажных стикерах, наклеиваемых на плату и будет считываться на автоматических ИК устройствах считывания. Т.о. необходимо включить в схему технологического оборудования автомат для нанесения штриховой маркировки.
Глава2. Разработка технологического процесса
2.1 Выбор и обоснование основных технологических процессов
Основными технологическими процессами при изготовлении данной функциональной ячейки будут являться:
- изготовление платы;
- контроль параметров готовой платы;
- установка элементов на плату;
- электрический монтаж соединений;
- контроль;
- нанесение маркировки и защитного покрытия;
- регулировка выходных электрических параметров ячейки;
- выходной контроль.
Изготовление платы то ТЗ будет производится позитивным комбинированным методом. Достоинствами этого метода являются повышенное качество паянного соединения элемента платы с контактной площадкой, хорошая металлизация отверстий, а так же хорошая механическая и электрическая стабильность при сравнительно малых размерах КП. Другие методы изготовления платы применять нежелательно по следующим причинам:
Аддитивная технология является довольно дорогой, что в условиях массового производства нашего изделия экономически не выгодно и будет тормозить продвижение изделия на рынок, что в условиях нынешней экономической ситуации крайне нежелательно, т.к. при производстве изделия не используются сложные и наукоёмкие технологии, изделие должно уверенно держатся в своей ценовой нише на рынке, при приемлемом соотношении качество тАУ цена. Так же данный метод требует относительно длительного промежутка времени на изготовления ( низкая скорость осаждения), конечно существуют способы повышения скорости осаждения, например, применение химико-гальванического метода, но это, опять же, ведёт к удорожанию изделия. Следовательно, данная технология производства нам не выгодна.
Негативный комбинированный метод для нашего производства данный метод является более предпочтительным чем преведуший, но он обладает большим недостатком тАУ срыв контактных площадок при сверлении, а у нашем случае все элементы имеют либо планарные выводы, либо боковые и контакт с припоя с контактной площадкой должен быть очень хорошим, т.к. большинство элементов в целях удешевления производства и упрощения автоматического монтажа к плате не приклеиваются, а держатся только лишь за счёт пайки. Следовательно нам все-таки выгодней применять комбинированный позитивный метод.
После изготовления и последующей очистки платы, необходимо провести выборочный контроль ( т.к. техпроцесс будет применяться для массового производства и контроль каждой платы не эффективен по экономическим соображениям) качества металлизации поверхности платы.
Следующим основным этапом производства является установка элементов на плату. Т.к. практически все элементы являются серийными изделиями, прошедшими выходной контроль в процессе изготовления, то операция по входному контролю этих элементов перед установкой их на плату является невыгодной, а следовательно производится не будет. Установка элементов будет производится с помощью автоматизированных средств.
Все элементы имеют паянное соединение выводов с контактными площадками, т.к. это способствует упрощению процесса установки ( по сравнению со сваркой), большей универсальности применяемого оборудования и удешевления операции установки.
Электрический монтаж соединений будет выполнятся так же автоматически для всех элементов, за исключением индуктивностей L1-L4, электрический монтаж выводов которых, ввиду трудности реализации в автоматическом режиме, будет производится в ручную.
Далее необходимо провести операцию контроля электрических свойств соединений элементов с платой, чтобы при обнаружении несоответствия нормам, отправить забракованное изделие на доработку на относительно ранней стадии производства. ввиду высокой серийности производства контроль будет осуществляться полностью автоматически.
При полном соотвецтвии изделия нормам, оно маркируется и покрывается защитным покрытием. Процесс нанесения защитного покрытия полностью автоматизирован, что уменьшает вероятность появления незащищённых (в следствии неаккуратности) мест, а так же уменьшает, в условиях массового производства, стоимость изделия. Защитное покрытие будет выполнено эмалью, т.к. эмаль по сравнению с лаком более устойчива к повышенным температурам, которым неизбежно будет подвергаться изделие в процессе эксплуатации. Покрытие эмалью несколько удорожает стоимость изделия, но это окупается за счёт увеличения надежности функционирования изделия в целом и уменьшения возвратов, вышедших из стоя изделий, в течении гарантийного срока эксплуотации.
По окончании всего цикла производства изделия подвергаются выходному контролю.
2.2 Формирование рациональной последовательности технологических процессов
Разработка серийного техпроцесса в общем случае складывается из следующих этапов:
- Анализ исходных данных;
- Выбор типа и организационно формы производства;
- составление структурной схемы ТП;
- составление технологической схемы сборки;
- выбор и обоснование возможностей использования типовых ТП;
- расчленение ТП изготовления изделия на отдельные операции, составление маршрутной карты;
- Выбор наиболее прогрессивных методов выполнения операций, подбор оборудования;
- выбор профессий и квалификаций исполнителей;
- разработка операционных технологических карт;
- выявление необходимой технологической оснастки, приспособлений и инструмента;
- выбор оптимальных технологических режимов;
- техническое нормирование технологического процесса;
- выбор методов и средств технического контроля качества изделий и соблюдения технологической дисциплины;
- выбор оптимального варианта ТП;
- оформление технологической документации.
Анализ исходных данных:
Анализ исходных данных был проведён в главе 1.
Выбор типа и организационной формы производства:
Выбор типа и организационной формы производства необходимо произвести с учётом программы выпуска и режима работы предприятия. Вбирая тип производства нам необходимо знать коэффициент закрепления операций( Кз.о ), который представляет собой отношения числа операций, выполненных за месяц, к числу рабочих мест. В данном случае мы имеем дело с массовым производством, для которого коэффициент закрепления операций лежит в пределах Кз.о= 1 тАУ 10. Форму производства выберем тАУ много предметную прерывно- поточную.
Структурная схема ТП:
Отражает начальный этап разработки технологии и представляет собой условное изображение цепочки взаимосвязанных технологических и контрольных операций, их содержание и логическую последовательность выполнения в процессе производства.
Структурная схема нашего технологического процесса изготовления печатной платы будет выглядеть следующим образом:
Нарезка Образование Образование Сенсибилизация
заготовок базовых отвер- переходных отвер- и активация
стий. стий под метал-
лизацию.
Химическая Получение Гальваническое Плакирование
металлизация рисунка нанесение ПП
отверстий схемы меди
Удаление Травление Финишные
фоторезистивной меди с операции
маски пробельных
мест
Рассмотрим техпроцесс более подробно:
Схема позитивного комбинированного метода
(метод металлизированных отверстий)
Исходным материалом является двухсторонний фольгированный диэлектрик
1. Нарезка заготовок
2. Образование базовых отверстий
3. Образование переходных отверстий под металлизацию
4. Сенсибилизация(повышение чувствительности) и активация
5. Химическая металлизация отверстий (слой меди 5 мкм)
6. Получение рисунка схемы (фоторезист.)
7. Гальваническое нанесение (усиление) меди (толщ.50 мкм)
8. Гальваническое нанесение металлического слоя,
устойчивого при травлении (плакирование ПП),
сплав: олово-свинец. Еще и улучшает пайку
9. Удаление фоторезистивной маски
10. Травление меди с пробельных мест (медь травится, а
сплав олово-свинец - нет)
11. Финишные операции
Технологическая схема сборки:
Составляется для выявления состава сборочных элементов, она определяет относительную последовательность выполнения сборочных работ и других взаимосвязанных операций, а также отражает характер выполняемых сборочных соединений.
4 Печатная 1
плата
Комплектовочная
операция
Подготовительная операция
10 Установка конденсатораС1 1 Паять припоем ПОСК50 -18
ОСК10- 17В- М47
25 Установка конденсатораС2 1 Паять припоем ПОСК50- 18
ОСК10- 17В- М1500
8 Установка конденсатораС7 1 Паять припоем ПОСК50- 18
ОСК10- 17В- М1500
26Установка конденсатораС3 1 Паять припоем ПОСК50- 18
ОСК10- 17В тАУ Н90
12 Установка конденсатораС4 1 Паять припоем ПОСК50- 18
ОСК10- 17В тАУ Н90
27 Установка конденсатораС5 1 Паять припоем ПОСК50- 18
ОСК10- 17В тАУ Н90
28 Установка конденсатораС6 1 Паять припоем ПОСК50- 18
ОСК10- 17В тАУ Н90
14 Установка конденсатораС8 1 Паять припоем ПОСК50- 18
ОСКТ4- 27- 25В
29 Установка резистора R5 1 Паять припоем ПОСК50- 18
ОС6- 9- 150 Ом
30 Установка резистора R3 1 Паять припоем ПОСК50- 18
ОС6- 9- 301 Ом
24 Установка резистора R1 1 Паять припоем ПОСК50- 18
ОС6- 9- 301 Ом
31 Установка резистора R2 1 Паять припоем ПОСК50- 18
ОС6- 9- 301 Ом
23 Установка резистора R6 1 Паять припоем ПОСК50- 18
ОС6- 9- 301 Ом
22 Установка резистора R7 1 Паять припоем ПОСК50- 18
ОС6- 9- 301 Ом
32 Установка резистора R4 1 Паять припоем ПОСК50- 18
ОС6- 9- 1 кОм
6 Установка микросхемы 1 Паять припоем ПОС 61
DА1 597 СА2
7 Установка микросхемы 1 Паять припоем ПОС 61
DА2 597 СА2
9 Установка микросхемы 1 Паять припоем ПОС 61
DD1 ОС 530 ЛА3
11 Установка микросхемы 1 Паять припоем ПОС 61
DD2 ОС 530 ТМ2
3 Установка индуктивности L1 1 Устанавливать на клей ВК- 9
Паять припоем ПОСК 50- 18
1 Установка индуктивности L2 1 Устанавливать на клей ВК- 9
Паять припоем ПОСК 50- 18
5 Установка индуктивности L3 1 Устанавливать на клей ВК- 9
Паять припоем ПОСК 50- 18
6 Установка индуктивности L4 1 Устанавливать на клей ВК- 9
Паять припоем ПОСК 50- 18
Контроль монтажа
Нанесение маркировки
эмалью ЭП- 572
Покрытие обозначенных мест
эмалью ЭП- 941Ш
Нанесение покрытия хим.ММО- С(66)
Регулировка выходных электри-
ческих параметров
Выходной контроль
Готовая ФЯ
Глава 3. Синтез автоматизированного производства
3.1 Синтез структуры АП.
Структурная схема АП представлена в отдельном проекте MSProject. Приложение1.
В нашем случае изделие рассчитано на массовое производство, и как следствие, оно обладает достаточно низкой ценой и хорошими техническими характеристиками, что должно привлечь внимание потенциальных покупателей.
Высокие темпы развития науки, а вместе с ней и тАЬвысокихтАЭ технологий, диктуют необходимость, строить производство на основе гибких технологий, позволяющих с минимальными затратами переходить на выпуск более совершенной продукции и одновременно поднимать её конкурентоспособность на рынке, путем повышения качества и понижением цены.
Всё выше сказанное достижимо лишь в том случае, если наше производство будет оснащено универсальным оборудованием, способным работать с различными видами элементной базы. Ввиду постоянного совершенствования производителями элементной базы, необходимо наблюдать за рынком комплектующих элементов и своевременно производить модернизацию производства, заменяя устаревшее оборудование на более новое.
Проанализировав все факты, а также составив прогноз развития отрасли на недалекое будущее, особо уделив внимание потенциальным конкурентам, учитывая крупносерийность нашей продукции, выясним- что для нашего случая наилучшим образом подходит гибкий вид автоматизации производства. Гибкому виду производства присущи определённые качественные характеристики, попробуем проанализировать наше производство, по этим характеристикам:
-универсальность, т.е способность к переналадке отдельных модулей. Да, универсасальность имеет место в нашем производстве, т.к. в условиях нынешней экономической ситуации не приходится расчитывать на устойчивый покупательский спрос в течении долгого периода времени, следовательно оборудование будет устанавливаться универсальное, либо в случае отсутствия подходящего наименее дорогостоящее (из перечня удовлетворяющего по соотношению качество-цена), с перспективой замены в будущем на принципиально новое.
-мобильность, т.е. минимальное время перехода с выпуска одного изделия на другое. Данный параметр целиком зависит от особенностей конкретного вида оборудования и квалифицированности обслуживающего персонала. Ну, если на оборудование мы влиять ни как не можем, то подготовке персонала будет уделяться большое внимание.
-резервирование оборудования. По возможности будет учитываться, но резервирование большого числа единиц оборудования нам не выгодно, т.к. в случае тАЬокончательноготАЭ устаревания конкретного вида, возникнет необходимость замены так же и резервного оборудования, помимо замены основного, поэтому постараемся обойтись высоким уровнем сервисного обслуживания, резервируя в основном только тАЬузкие местатАЭ производства.
Структурная схема данного производства представляет собой централизованную структуру, центром которой является транспортно-складская система. Такая структура имеет следующие достоинства:
-Высокая надёжность структуры, т.к. выход из строя одного из модулей не сможет парализовать работу всего производства. Неисправный модуль можно на время исключить из производства и либо запустить резервный, либо (при наличии определённого тАЬбуферноготАЭ запаса полуфабриката на складе) скомпенсировать работу отсутствующего модуля.
-Возможность постоянного контроля и управления процессом производства, компенсации узких мест и оптимизации всего производства, перераспределением ресурсов тАЬна летутАЭ.
-Высокая универсальность транспортной системы, т.к. в основном для транспортировки будут использоваться одни и те же механизмы.
Недостатком, с моей точки зрения, является высокая централизованность такой системы, что при повреждении центра управления системой приведёт к остановке всего производства. Но учитывая большое количество преимуществ и высокую надёжность оборудования (не считая умышленной его порчи) такая схема представляется мне наилучшим выбором.
Для упрощения процесса планирования производства, разработаем таблицу кодов для каждого основного процесса производства:
| Производственный элемент
|
Код
|
| ГАЛ Изготовление ПП
|
ПП-1
|
Станок полировки торцов
|
ПП-1-1
|
Станок сверлильный
|
ПП-1-2
|
Штамп на основе керамики ВК
|
ПП-1-3
|
Ванна для CHCL2
|
ПП-1-4
|
Ванна для хим метализации
|
ПП-1-5
|
| ГАМ Получение рисунка схемы
|
ППM-1
|
Станок для правки ракеля
|
ППМ-1-1
|
Автомат сеткографической печати
|
ППМ-1-2
|
Линия сушки ИК-лучами
|
ППМ-1-3
|
Ванна для гальванич нанесен меди
|
ПП-1-6
|
Ванна для плакирования
|
ПП-1-7
|
Ванна ультрозвуковая
|
ПП-1-8
|
Устройство обработки в орг растворителях
|
ПП-1-9
|
Уст определения паяемости ПП
|
ПП-1-0
|
|
|
|
ГАЛ Установка элементов
|
УЭ-1
|
Автомат установки зл-тов(конденсаторы)
|
УЭ-1-1
|
Автомат установки эл-тов(резисторы)
|
УЭ-1-2
|
Полуавтомат укладки и пайки ИМС
|
УЭ-1-3
|
Паяльник импульсный
|
УЭ-1-4
|
Контрольный стенд
|
УЭ-1-5
|
|
|
|
ГАЛ Нанесение покрытий
|
НП-1
|
Автомат сеткографической печати(марк)
|
НП-1-1
|
Автомат сеткографической печати
|
НП-1-2
|
Камера для распыления
|
НП-1-3
|
|
|
|
ГАЛ Выходная стадия
|
ВС-1
|
Стол регулировочный
|
ВС-1-1
|
Стенд испытательный
|
ВС-1-2
|
|
|
|
Транспортный портал
|
ТП-1
|
Буферные склады
|
БС-1
|
Склад готовой продукции
|
СГП-1
|
3.2 Подбор оборудования и компоновка гибкой автоматизированной линии.
Структура нашего производства изначально ориентирована на централизованное управление процессом производства, поэтому ГАЛ по производству печатных плат будет иметь сосредоточенное управление (обрабатывающий центр). Ритмичность работы участка будет обеспечиваться централизованной системой управления, по средствам, использования промежуточных, буферных складов для хранения заготовок, во время выполнения операций требующих больших временных затрат. При нашем массовом производстве такая структура вполне оправдана и позволяет экономить средства за счёт снижения потребление энергоресурсов потребляемых оборудованием.
Рассмотрим более подробно ГАЛ по производству печатных плат.
Данная линия предназначена для производства печатных плат из стеклотекстолита комбинированным позитивным методом (как и заданно в условиях проекта), в случае необходимости линия относительно легко может быть перенастроена на производство печатных плат негативным комбинированным методом или на производство плат по адитивной технологии.
Для данной линии подобрано следующее оборудование:
Операция нарезки заготовок(ПП-1-1):
- Станок резки твёрдосплавными дисками на основе металлокерамики ВК-15. Так же для резки можно применить Станок резки алмазными дисками, но учитывая его высокую стоимость, его применение обосновано лишь в исключительных случаях.
- Станок для полировки торцов АРРМ 3.105.006, в случае его отсутствия он может быть заменён станком СШО-1 для шлифования торцов, но это снизит производительность линии и несколько понизится качество обработки заготовок.
Образование базовых отверстий и образование переходных отверстий под метализацию(ПП-1-2):
- Станок сверлильный многошпиндельный, так же существует возможность его замены Штампом на основе металлокерамики ВК-15; ВК-20, это позволит даже несколько повысить производительность на данном участке линии, но в ущерб качеству получаемых отверстий.
Сенсибилизация и активация(ПП-1-4):
- Ванна для раствора двухлористого олова CHCL2
Химическая металлизация(ПП-1-5):
- Ванна
Получение рисунка схемы(ППМ-1):
- Данная операция будет производиться на специально предназначенном для этого гибком автоматизированном модуле.
Гальваническое нанесение меди(ПП-1-6):
-Ванна.
Плакирование(ПП-1-7):
- Ванна.
Удаление фоторезистивной маски(ПП-1-8):
- Ванна ультразвуковая модернизированная УЗВ-16М, так же существуют варианты замены: а) Установка отмывки и сушки пластин 08 ИВС-0/150-004
б) Автомат гидромеханической отмывки пластин модель 04-4щ-75у/-001.
Травление меди с пробельных мест(ПП-1-9):
- Устройство обработки в органических растворителях 084.ХО-100-003
Финишные операции(ПП-1-0):
- Установка для определения паяемости печатных плат ГГМЗ.449.004 или установка для определения паяемости материалов и металлопокрытий ГГ-2393.
Для транспортировки заготовок между отдельными блоками линии будет применятся универсальное транспортное средство Автоматическое загрузочо-транспортное устройство 3.887.003. Т.к. транспортные средства являются универсальными, то для их идентификации системой будут применяться магнитные ярлыки основанные на эффекте холла.
Можно применить датчики холла со встроенным магнитом фирмы Honeywell:
Каждое транспортное средство будет иметь свой фиксированный номер, по которому система будет его опознавать, отслеживать его местонахождение и управлять его работой.
Данный тип датчика очень удобен при использовании на подвижных объектах, т.к. является бесконтактным, защищённым от оптических и электрических помех, которые присутствуют в нашем производстве (например: установка сушки ИК-лучами или силовой привод самого устройства). Кроме того данный тип датчика позволяет считывать информацию непосредственно во время движения устройства, тем самым, исключить задержки в работе транспортной системы и повысить количество датчиков на пути следования транспортных средств.
АСУ ГАЛ производства печатных плат
ЛВС
УЭВМ
МЭВМ МЭВМ МЭВМ МЭВМ МЭВМ
ПП-1-1 ПП-1-2 ПП-1-3 ПП-1-4 ПП-1-5
Д1 Д2 Д3 Д4 Д5
ДП1 ДП2 ДП3 ДП4 ДП5 ДП6
Д6 Д7 Д8 Д9 Д10
ПП-1-6 ПП-1-7 ПП-1-8 ПП-1-9 ПП-1-0
МЭВМ МЭВМ МЭВМ МЭВМ МЭВМ
ДП7 ДП8 ДП9 ДП10 ДП11 ДП12
Алгоритм функционирования ГАЛ производства ПП
№
|
Субъект
|
Действие
|
1
|
ДП1
|
Фиксируется момент входа транспортного средства в зону расположения ГАЛ и передаёт информацию УЭВМ.
|
2
|
Д1
|
срабатывает в момент прибытия/отхода транспортного средства для станка резки заготовок.
|
3
|
ДП2
|
Срабатывает в, после размыкания датчика Д1 и фиксирует момент прохождения транспортного модуля от станка резки к сверлильному станку.
|
4
|
Д2
|
Замыкается в момент прибытия транспортного модуля к сверлильному станку, и размыкается в момент отхода, информируя станок о том, что разгрузка и прием заготовок закончены.
|
5
|
ДП3
|
Срабатывает в момент прохода транспортного модуля идущего от станка сверления к Хим ванне№1.
|
6
|
Д3
|
При приходе транспортного средства, подаёт сигнал станку о начале цикла передачи заготовок, своим размыканием информирует об окончании цикла.
|
7
|
ДП4
|
Передаёт координирующую информацию в УЭВМ, о прохождении транспортного модуля на участке между Хим ванной№1 и Хим ванной№2.
|
8
|
Д4
|
Срабатывает при прибытии транспортного модуля к Хим ванне№2, и размыкается при его отходе.
|
9
|
ДП5
|
При проходе транспортного средства на участка от Хим ванны2 к Хим ванне3 передает информацию об этом в УЭВМ.
|
10
|
Д5
|
Датчик срабатывает при нажатии на него подошедшим к Хим ванне3 транспортным модулем и передаёт эту инф-цию в МЭВМ ПП-1-5, которая начинает формировать команды для погрузочно/разгрузочных операций.
|
11
|
ДП6
|
Датчик передаёт по ЛВС в центральную УЭВМ информацию о том, что транспортный модуль покинул зону ГАЛ и перешёл в зону ГАМ.
|
12
|
ДП7
|
Датчик при входе транспортного модуля из зопы ГАМ в зону ГАЛ передает координирующую информацию об зтом модуле в центральную УЭВМ.
|
13
|
Д6
|
Подошедшее к ванне ПП-1-6 транспортное средство замыкает этот датчик, тем самым посылая сигнал в МЭВМ этого станка о начале цикла передачи заготовок, при отходе транспортного модуля датчик размыкается.
|
14
|
ДП8
|
Далее в УЭВМ поступает согнал от этого датчика положения о прохождени транспортного средства от станка ПП-1-6 к станку ПП-1-7
|
15
|
Д7
|
Датчик Д7 замкнётся в момент остановки транспортного модуля около Хим ванны4, для МЭВМ это послужит сигналом о начале приёма/передачи заготовок.
|
16
|
ДП9
|
Этот датчик передаст координирующий сигнал в УЭВМ при проходе транспортного модуля от Хим ванны4 к станку очистки.
|
17
|
Д8
|
При прибытии транспортного средства с заготовками в рабочую зону станка очистки это датчик посылает сигнал в МЭВМ станка очистки заготовок.
|
18
|
ДП10
|
Срабатывает при прохождении транспортного модуля с заготовками и передает в управляющую ЭВМ сигнал в аналоговой форме.
|
19
|
Д9
|
Замыкается при подходе транспортного модуля к Хим ванне5 и размыкается при его отходе, тем самым давая понять МЭВМ станка, о начале/конце погрузки соответственно.
|
20
|
ДП11
|
Посылает в УЭВМ сигнал во время прохода транспортного модуля от Хим ванны5 к установке контроля.
|
21
|
Д10
|
При подходе транспортного средства включает установку контроля.
|
3.3 Анализ структуры гибкого автоматизированного модуля
Регулятор положения трафарета для нанесения фоторезиста.
R1 Регулировка
положения
Uэтал
Uразн Устр сравн Uдатч Потенциометрический
МП АЦП ДУ1 R1 датчик положения
P2 Пьезоэлектрическ.
АЦП Генератор датчик давления
синхроимпуль-
сов Uдатч
ЦАП Uразн Устр сравн
ДУ2 Uэтал
Uпреобр Регулировка
Uуправл R2 давления
УУ
Uсети
Привод рамки
При нанесении фоторезиста методом трафаретной печати требуется точно установить рамку над поверхностью платы, т.к. при неточной установке фоторезист будет нанесён неровным слоем, что осложнит работу с заготовками.
Для контроля за положением рамки предусмотрены два датчика датчик уровня опускания рамки (R1) и датчик силы прижатия рамки к поверхности платы, т.к. если прижать слишком сильно, то рамка не будет пружинить под действием ракеля и, соответственно, не будет получена требуемая толщина слоя фоторезиста.
Используем датчик уровня опускания потенциометрического типа, т.к. он наиболее простой по конструкции, но в тоже время обеспечивает необходимую точность измерения величины перемещения рамки. Т.к. по техническому заданию оборудование должно быть легко перестраиваемым на выпуск новой продукции, то введём в схему подстроечный резистор, который позволит нам изменять величину перемещения. Для контроля за усилием прижима установим пьезоэлектрический датчик давления (Р2) , и эталонное сопротивление R2.
Рассмотрим принцип работы этого регулятора. При опускании рамки аналоговый сигнал от датчика перемещения поступает на устройство сравнения, в качестве устройства сравнения примения диференциальный усилитель, где сравнивается с эталонным значением R1, если имеется разница, то на выходе ДУ1 формируется разностный аналоговый сигнал, который в АЦП преобразуется в цифровой. От датчика давления на вход ДУ2, также, поступает аналоговый сигнал, который сравнивается с эталонным и в случае расхождения на выходе ДУ2 появляется аналоговый сигнал, который преобразовывается в цифровой с помощью АЦП. Цифровые сигналы с выходов обоих АЦП поступают в микропроцессор. На основании данных микропроцессор формирует управляющие сигналы, которые преобразовываются в аналоговую форму в устройстве ЦАП и поступают на устройство управления (УУ), которое и формирует необходимое управляющее напряжение. Т.к. в нашей схеме присутствуют цифровые устройства, то для их синхронизации вводится генератор синхроимпульсов.
Глава 4. Организационно- экономические аспекты производства.
4.1 Синтез маршрута изготовления.
Маршрут изготовления подробно рассматривается в приложении 1, в маршрутной карте выполненной с помощью программы MS Project.
4.2 Роль человека и его участие в производстве
Данное производство является полностью автономным и может функционировать без непосредственного вмешательства человека. Роль человека в данном производстве сводится к наблюдению за исправностью систем, техническому обслуживанию и ремонту вышедшего из строя оборудования. Таким образом, для наблюдения за системой производства нам требуется несколько человек, операторов которые будут посменно наблюдать за работой системы и 2 или 3 бригады ремонтников, которые так же, посменно будут находится на дежурстве. Для определения количества и состава обслуживающего персонала необходимо провести соответствующий расчёт, но данная курсовая работа не предусматривает его выполнения.
Так же необходимо произвести дополнительный расчёт условий на рабочих местах персонала, таких как освещение, вентиляция и др.
Значительные изменения в технике и технологии окажут большое влияние на характер труда человека в условиях гибкого производства. Поэтому все большее внимание уделяется вопросам гуманизации труда. При этом под гуманизацией труда понимается не только широкий круг мероприятий, улучшающих условия труда, но и способствующих привлекательности труда и его творческих составляющих. Гуманизация труда направлена не только на снижеВнние стрессов, устранение источников несчастных случаев, исключение монотонных операций, повышение требований к удобству рабочего места, но и на использование знаний и опыта работающих, их постоянное совершенствование путем индивидуальной организации труда каждого, возможность проявлять собственную инициативу, т. е. создание условий, при которых труд приносит радость.
Таким образом, гуманизация труда тАФ это одна из главных задач на пути создания производства будущего, что позволит избежать таких проблем, как отношение человека к новой технике, когда она рассматривается как средство замены людей, что и предопреВнделяет неудачи в применении новой технологии, отрицательно влияет на состояние и деятельность обслуживающего персонала.
Большое внимание при изучении человеческого фактора в произВнводстве должно уделяться таким вопросам, как влияние новой Технологии на занятость, изменение функций персонала, разработка методов обучения в соответствии с новыми требованиями, обеспечеВнние оптимального взаимодействия человека с машиной
4.3 Использование комплексной системы проектирования и изготовления.
На современном этапе развития производства, повышения степени интеграции элементов радио электронной аппаратуры, а так же уменьшения размеров самой аппаратуры, необходима гибкая интеграция производственных возможностей с системами проектирования аппаратуры, а также с производителями оборудования для производства РЭА. Одним из условий успешного производства изделий в рамках жесткой конкуренции на рынке является применение в производстве последних научно технических разработок, а также умелая маркетинговая политика в направлении покупателя и конкурентов. Один из способов выиграть в жёсткой конкурентной борьбе это применять в своём производстве оборудование построенное на основе контроллеров с открытой архитектурой.
До последнего времени роль конВнтроллеров в АСУ ТП в основном выВнполняли PLC (Programmable Logic ControllerтАФ программируемые логиВнческие контроллеры) зарубежного и отечественного производства.
Наиболее популярны в нашей стране PLC таких зарубежных проВнизводителей, как Alien- Braidly, Siemens, ABB, Modicon, и такие отеВнчественные модели, как ВлЛоми-контВ», ВлРемиконтВ», Ш-711, ВлМик-родатВ», ВлЭмиконВ». В связи с бурным росВнтом производства миВнниатюрных PC-совмесВнтимых компьютеров последние все чаще стали использовать в качестве контроллеВнров, причем эта тенВнденция напрямую свяВнзана с концепцией ОМАС.
Первое и главное преимущество РС-кон-троллеров связано с их открытостью, т. е. с возВнможностью применять в АСУ ТП самое современное оборудование.
Контроллер CS104 фирмы Steinhoff
только-только появившееся на миВнровом рынке, причем оборудование для РС-контроллеров сейчас выпусВнкают уже не десятки, а сотни произВнводителей, что делает выбор униВнкально широким. Это очень важно, если учесть, что модернизация АСУ ТП идет поэтапно и занимает длиВнтельное время, иногда несколько лет. Пользователь АСУ ТП уже не нахоВндится во власти одного производитеВнля (как в случае с PLC), который наВнвязывает ему свою волю и заставляет применять только его технические решения, а сам (или через своего сиВнстемного интегратора) может сделать выбор, применяя те подходы, котоВнрые в данный момент его больше всего устраивают. Он может теперь применять в своих системах продукВнцию разных фирм, следя только, чтоВнбы она соответствовала определенВнным международным или региоВннальным стандартам.
Второе важное преимущество РС-контроллеров заключается в том, что в силу их ВлродственностиВ» с комВнпьютерами верхнего уровня не треВнбуются дополнительные затраты на подготовку профессионалов, обеспеВнчивающих их эксплуатацию. Эту раВнботу могут с успехом выполнять (и это подтверждается на практике) специалисты, обеспечивающие эксВнплуатацию компьютеров верхнего
уровня. Это позволяет сократить сроки внедрения систем управления и упрощает процедуры их эксплуатаВнции, что в конечном счете приводит к общему снижению затрат на создаВнние или модернизацию АСУ ТП. ОтВнметим также, что очень часто при рассмотрении вариантов построения АСУ ТП затраты на эксплуатацию не учитываются, что, на наш взгляд, явВнляется серьезной ошибкой.
Более высокая надежность тАФ третье преимущество РС-контролле-ров. Обычно рассматривают физичеВнскую и программную надежность контроллеров. При этом под физиВнческой надежностью понимается способность аппаратуры устойчиво функционировать в условиях окруВнжающей среды промышленного цеха и противостоять ее вредному воздейВнствию, а под профаммной надежноВнстью понимается способность ПО устойчиво функционировать при возникновении ситуаций, требуюВнщих реакции в заданное время. ФиВнзическую надежность PLC и РС-контроллеров можно считать одинаВнковой, поскольку нет оснований предполагать, что у РС-контролле-ров она будет ниже. Большинство РС-контроллеров ориентированы на
работу в тяжелых условиях, наприВнмер в расширенном диапазоне темВнператур, а также защищены от пыли, влаги, ударов, вибрации и электроВнмагнитных излучений. Программная надежность определяется прежде всего степенью отлаженности ПО. Поскольку в РС-контроллерах могут использоваться коммерческие ОС и прекрасно отлаженные прикладВнные пакеты (сотни тысяч установок), то можно ожидать, что программная надежность, а следовательно, и обВнщая надежность РС-контроллеров будут выше надежности PLC.
Операционная система контролВнлеров должна удовлетворять требоВнваниям открытости. Но не только им. Специфика условий работы конВнтроллеров требует, чтобы ОС поддерВнживала работу в режиме реального времени, была компактна и имела возможность запуска из ПЗУ или флэш-памяти.
Для РС-контроллеров лучше всеВнго подходит операционная система QNX (фирма QSSL, Канада). Прежде всего, это связано с тем, что архитекВнтура QNX является открытой, моВндульной и легко модифицируемой. QNX может загружаться как из ПЗУ, флэш-памяти, так и с помощью удаВнленной загрузки по сети. QNX разраВнботана в соответствии со стандартаВнми POSIX, является коммерческой операционной системой, широко распространена на мировом рынке (сотни тысяч продаж), поддерживает все шины, используемые в РС-конВнтроллерах, включая ISA, PCI, CompactPCI, PC/104, VME, STD32. Более ста фирм тАФ производителей программного и аппаратного обесВнпечения выпускают продукцию, ориентированную на QNX.
QNX была специально разработаВнна для компьютеров PC (не является многоплатформной ОС), поэтому достигается эффективность и скоВнрость обработки данных, характерная для мощных универсальных и мини-компьютеров.
QNX является операционной сиВнстемой, которая дает полную гаранВнтию в том, что процесс с наивысшим приоритетом начнет выполняться практически немедленно и что криВнтическое событие (например, сигнал тревоги) всегда будет обработано. Она известна как операционная сисВнтема, функционирующая в ВлзащиВнщенном режимеВ». Это означает, что все программы в системе защищены друг от друга и любая ВлфатальнаяВ» ошибка в одной из программ не приВнводит к ВлкрахуВ» всей системы. ФайВнловая система QNX была разработаВнна с учетом обеспечения целостносВнти данных при отключениях питаВнния. Даже при форс-мажорном отВнключении питания вы лишь потеряВнете некоторые данные из кэш-памяВнти, но файловая система не разруВншится. После включения компьютеВнра будет обеспечена нормальная раВнбота системы. В QNX полностью реВнализовано встроенное сетевое взаиВнмодействие Влточка-точкаВ». По сущеВнству, сеть из машин QNX действует как один мощный компьютер. ЛюВнбые ресурсы (модемы, диски, принВнтеры) могут быть добавлены к систеВнме простым подключением к любой машине в сети. QNX поддерживает одновременную работу в сетях Ethernet, Arcnet, Serial и Token Ring и обеспечивает более чем один путь для коммуникации, а также балансиВнровку нагрузки в сетях. Если кабель или сетевая плата выходят из строя и связь прекращается, то система буВндет автоматически перенаправлять данные через другую сеть. Это преВндоставляет пользователю автоматиВнческую сетевую избыточность и увеВнличивает скорость и надежность коммуникаций во всей системе.
Благодаря тому что QNX подВндерживает средства работы с флэш-памятью (как на стадии загрузки ОС, так и в режиме работы с файловой системой), она обеспечивает очень важную возможность для функциоВннирования контроллеров тАФ работу
в так называемом режиме Влслепого узлаВ». Это означает, что система моВнжет выполняться на процессорном модуле без жесткого/гибкого диска, без монитора и клавиатуры, другими словами, в условиях отсутствия двиВнжущихся механических частей. Это создает возможность долговременВнной работы оборудования в необслуВнживаемом режиме. В частности, таВнкие средства встроены в одноплатВнные компьютеры или модули флэш-памяти фирм OR Computers, Ziatech, M-systems и других.
Заключение
В данном курсовом проекте была разработана схема гибкого автоматизированного производства РЭС. Данное производство было спланировано с учётом минимального участия человека. Оно строится на использовании современного оборудования, позволяющего менять вид выпускаемой продукции с минимальными затратами.
В процессе проектирования было сформировано ТЗ на корректировку КД с учётом особенностей конкретного производства и спецификой выпускаемой продукции. Было подобрано необходимое оборудование с учётом его резервирования и дальнейшей модернизации.
Производство построено на принципе ГПС, заложенном в роботах с ЧПУ, микропроцессорных системах, т.е. на гибкости. Использование ПР с управлением от микропроцессоров позволяет не только перестраивать процессы в соответствии с конкретными требованиями и эффективно решать производственные задачи, но и влиять на дальнейшее развитие производства РЭА. Точность и быстродействие роботов повышаются из года в год. Современные роботы успешно выполняют операции сборки и сварки, требующие высокой точности. Применение ходовых, индукционных и импульсных датчиков, особенно встроенных в привод, позволяет получать ошибку позиционирования не более 0,02-0,05 мм.
Технической основой высоконадёжных ГПС является дальнейшее развитие таких путей повышения надёжности, как модульно-блочная конструкция оборудования, модульный принцип построения манипуляторов ПР, РТК в целом, автоматическая самодиагностика состояния оборудования, внедрение АСУ обслуживания и содержания оборудования с индивидуальным контролем состояния каждой единицы оборудования, анализ причин отказов с автоматической заменой теряющих надёжность блоков.
Переход к гибкому производству и электронизация всех производственных процессов ведут к созданию высокоавтоматизированнгог производства с минимальным участием людей, постоянным совершенствованием его по мере развития научно-технического прогресса. Значительные изменения в технике и технологии окажут большое влияние на на характер труда человека в условиях гибкого производства.
Литература
1. Мысловский Э.В. тАЬПромышленные роботы в производстве радиоэлектронной аппаратурытАЭ тАУ М.: Радио и связь, 1988.
2. тАЬНе счесть у робота профессийтАЭ под.ред. П. Марша тАУ М.: Мир, 1987.
3. тАЬМетодические указания к курсовому проекту Конструирование и технология микросхем и микросбороктАЭ под ред. О. Е. Бондаренко тАУ М.: МАИ, 1989.
4. тАЬМетодические указания к курсовому проекту по дисцеплине тАЬТехнология РЭС и оборудованиетАЭ под ред. О. Е. Бондаренко тАУ М.: МАИ, 1989.
- тАЬМетодические указания к выполнению технологической части дипломного проекта по радиотехническим специальностямтАЭ под ред. Ю. И. Боченкова тАУ М.: МАИ, 1991.
Вместе с этим смотрят:
Разработка конструкции и технологии изготовления печатного узлаРазработка медицинского цифрового термометраРазработка микропроцессорного устройства цифрового фильтраРазработка печатного узла портативного частотомера