Упаковка зубных паст
В данной курсовой работе рассмотрен один процесс упаковывания товара, в качестве объекта исследования я решила взять зубную пасту, упаковкой для которой служат тубы.
Целью разработки курсового проекта является изложение основ полученных знаний по данной дисциплине.
Основной задачей курсовой работы является применение теоретических знаний, полученных в ходе изучения курса ВлТовароведение упаковочных материалов и тары для товараВ» к конкретной продукции, закрепление и использование их в практической работе.
Основные понятия предмета ВлТовароведение упаковочных материалов и тары для товараВ»:
Упаковка тАУ средство или комплекс средств, обеспечивающих защиту продукции от повреждений и потерь, окружающей среды от загрязнения, а также обеспечивающих процесс обращения на рынке.
Упаковывание тАУ подготовка продукции к транспортированию, хранению, реализации, потреблению с применением упаковки.
Тара тАУ основной элемент упаковки, предназначенный для размещения товара.
Стандартная тара тАУ тара, отвечающая требованиям соответствующих нормативных документов.
Вид тары тАУ классификационная единица, определяющая тару по форме.
Тип тары - классификационная единица, определяющая тару по конструкции.
Транспортная тара тАУ тара, предназначенная для упаковывания, хранения, транспортирования продукции; образует самостоятельную транспортную единицу.
Потребительская тара тАУ внутренняя тара, внутренняя индивидуальная упаковка, предназначенная для упаковывания и доставки продукции потребителю.
Производственная тара тАУ тара, предназначенная для хранения и складирования, перемещения на производстве.
Вспомогательные упаковочные средства тАУ элементы упаковки, которые вместе с тарой выполняют функцию упаковывания.
Укупорочные средства: крышки, пробки, крон-пробка, аэрозольные клапаны, колпачки, мюзле, обвязочные ленты.
Общие сведения о развитии туб
Зубной порошок, а затем и зубная паста, наиболее приближенные к современным, впервые появились в конце 18 века в Великобритании. Это средство для чистки зубов продавалось в керамическом сосуде в двух формах в виде порошка и пасты.
В 1873 году компания Колгейт представила на американском рынке ароматизированную зубную пасту в банке. А в 1892 году доктором Вашингтоном Шеффилдом был изобретён раскладной тюбик по аналогии с оловянными трубочками для хранения красок, а в 1984 тАУ тюбик с насосной подачей, очень похожий на те, которыми мы пользуемся сегодня.
До этого люди чистили зубы буквально всем, что попадалось под руку: солью, листьями шалфея, кирпичной пылью, размельченными оленьими рогами, когтями животных или вообще не чистили. Но все эти средства очищали зубы не очень хорошо, а иногда были опасны.
В 1892 году доктор Вашингтон Шеффилд и подумать не мог, что его детище станет одним из самых актуальных предметов человеческого бытия.
Согласно исследованиям, более 30% человек при покупке зубной пасты больше всего внимания обращают на оформление тюбика. Главные ценители дизайна тАУ покупатели от 16 до 30 лет, студенты, учащиеся и работники сферы услуг.
По данным исследовательской компании Nielsen, на сегодняшний день зубные пасты составляют 62% мирового рынка средств по уходу за зубами. И все это благодаря тюбику, который постепенно стал представлять различные ВлзубныеВ» брэнды. При этом сама упаковка в стоимости пасты занимает скромное, почти последнее место тАУ 10% от цены изделия. Постепенно олово, из которого делались первые тубы, заменили на алюминий, а позже и на пластик. Однако по форме тюбик остался верен своим американским предкам. Благодаря ей, он даже стал мерой исчисления в статистике, согласно которой за год один человек использует 8-10 тюбиков зубной пасты 75 или 100 мл.
Прочность, легкость, гигиеничность, удобство в использовании, возможность доставать продукт небольшими порциями, минимум материала для изготовления тАФ тубы выдержали проверку временем, став неотъемлемой частью современной жизни.
Характеристика импорта туб в Россию
Более половины всего объема импорта завозят три страны - Германия, Литва и Израиль. На их долю приходится 56%. При этом крупнейшей страной - экспортером туб является Германия.
Она одна завозит 23% (23 млн. туб) от совокупных импортных поставок в тоннажном исчислении. Почти столько же экспортирует Литва - 21% импортного рынка. Примерно раза в два меньше завозит Израиль. Кроме того, на российском рынке присутствуют тубы украинского, австрийского и китайского производства - 10%, 10% и 8% от общего объема импорта в тоннажном выражении соответственно.
Получателями импортных туб в России являются около 40 предприятий. При этом можно выделить 7 компаний, потребляющих основной объем импортных туб. Среди них присутствуют ведущие производители парфюмерно-косметической продукции, такие как: Калина, Эйвон, Юнилевер, Невская косметика. На долю семи лидирующих предприятий приходится 94% рынка импорта. Больше всех закупает за рубежом концерн Калина - около 50 млн. туб. Ее доля составляет 50%. Остальные потребители значительно уступают Калине. Так, второе место держит оптовая компания Имтрейд. Однако она занимает лишь 14% рынка. Далее следует Эйвон - 10% от общего объема импортных поставок в тоннажном выражении.
Производство экструзионных туб в России
Производством экструзионных туб в России занимается также 8 компаний, из которых четыре предприятия специализируется исключительно на экструзионных тубах. Совокупный объем производства составил в 2004 г. около 195 млн. туб. Из этого объема на долю однослойных туб приходится 167,5 млн. шт., а на долю многослойных туб - 27,5 млн. шт. Крупнейшим предприятием на рынке экструзионных туб является Тубопласт-Отрадное. На данном рынке предприятие занимает около 36%. Тубопласт специализируется исключительно на экструзионных тубах. Другим крупным игроком является Московский тубный завод. Его рыночная доля в общем объеме отечественного производства экструзионных туб составляет 22%.
1.Физико-химические свойства зубных паст
Требования к упаковке зубных паст определяются их физико тАУ химическими свойствами. По физическому состоянию зубные пасты относятся, соответственно, к группе паст.
Пасты тАУ многокомпонентные смеси, обладающие свойствами вязко тАУ пластичного тела.
Первичной функцией зубной пасты является удаление приставшего вещества с твёрдой поверхности с минимальным травмированием этой поверхности. Это обычная чистка в домашних условиях, которую осуществляют с помощью абразивного порошка, к которому добавляют поверхностно-абразивный агент. Функция ПАВ состоит в том, чтобы облегчить удаление прилипшей плёнки и суспендирование удалённого загрязнения.
Требования к удобству упаковки и использования определяют то, что этот базовый продукт - порошок нужно превратить в пасту. Для этого добавляют жидкости, которые обладают смачивающим действием и предотвращают высыхание пасты. Чтобы поддержать суспензию твёрдых веществ в стабильном и достаточно вязком состоянии, необходимо увеличить вязкость жидкой фазы введением гелеобразователя. Затем нужно добавить отдушку, консерванты, красители, подслащивающие вещества и активные компоненты, и все эти ингредиенты должны быть нетоксичными и не иметь раздражающего действия при условиях применения пасты.
В целом продукт должен сохранять свою консистенцию в интервале температур от 0 до 37В°С. Паста должна быть пригодной для хранения, не изменять при этом своих физических и химических свойств в том же интервале температур.
Простая зубная паста, составленная с учётом этих требований может потребовать модификации, если нужно ввести один или несколько активных компонентов. В этом случае продукт превращается в средство доставки активного ингредиента, и в этом неизбежно влияет на его состав.
Как указывалось выше, необходимо вводить компоненты с увлажняющими свойствами для предотвращения высыхания зубной пасты. Как правило, это случается, когда тубу оставляют без колпачка. Чтобы высыхание не происходило, добавляют глицерин или сорбитол. Это прекрасные увлажнители с точки зрения стабильности и отсутствия токсичности. К ним можно добавлять полиэтиленгликоль молекулярной массы от 300 до 1500.
2.Требования к упаковке, маркировке и этикетке средств гигиены
полости рта
Выписка из СанПиН 1.2.676-97 ВлГигиенические требования к производству, качеству и безопасности средств гигиены полости ртаВ» (утв. Постановлением Главного государственного санитарного врача РФ от 20 октября 1997 г. N 24)
10. Требования к упаковке, маркировке и этикетке 10.1. Упаковка должна обеспечивать сохранность свойств готовой продукции в течение установленных сроков годности и удобство пользования.
10.2. Оформление упаковки должно быть единым для каждой партии продукции.
10.3. Требования к упаковке и маркировке средств гигиены полости рта определены ГОСТом 28303 и ИСО 11609
10.4. Лаковое покрытие алюминиевых туб, используемых для упаковки средств гигиены полости рта, не должно иметь нарушений целостности в течение срока годности продукции и удовлетворять требованиям ТУ 1417-002-00333776-93.
10.5. Маркировка и упаковка потребительской и транспортировочной тары должны быть четкими, недвусмысленными.
10.6. На потребительской таре со средствами гигиены полости рта должно быть указано:
- наименование средства гигиены полости рта;
- фирменное название;
- наименование и адрес изготовителя (или основного поставщика);
- страна происхождения продукции;
- номер партии или серии;
- наименование основных ингредиентов;
- дата изготовления и срок годности, либо дата истечения срока реализации (в этом случае на упаковке должно быть указание: использовать дотАж или годен дотАж);
- объем нетто (мл) и (или) масса (г).
10.7. Маркировка на потребительскую тару должна быть нанесена трудносмываемой краской на русском языке непосредственно на ее поверхность или типографским способом на этикетку, прочно приклеенную на тару. 10.8. Требования, изложенные в пунктах 7.5, 7.6, 7.7, распространяются на все ввозимые из-за рубежа средства гигиены полости рта. Допускается исполнение маркировки на языке страны-изготовителя при условии сопровождения каждой индивидуальной упаковки листком-аннотацией, выполненной на русском языке. 10.9. На упаковке допускается наличие знаков одобрения стоматологических ассоциаций или ведущих стоматологических институтов при наличии соответствующих разрешений с их стороны.
3. Тубы
Тубой называется разовая потребительская тара с корпусом, обеспечивающим выдавливание содержимого, с узкой горловиной, укупориваемой бушоном (колпачком), и дном, закрываемым после наполнения продукцией.
Весь объем тубы тАУ это объем упакованного в нее продукта. Достоинств у тубы множество, причем самых разнообразных. Например, возможность многократного извлечения содержимого, к тому же в любом легко дозируемом количестве, способность выдерживать давление до нескольких атмосфер, при этом футляр обладает прочными защитными свойствами. ВлКожаВ» тубы, будь то металл, пластик или ламинат, защищает содержимое, упакованное в нее, от бактерий, воды, кислорода и света, она же препятствует потери активных составляющих продукта. К тому же тубы являются не только удобной и экономичной одноразовой потребительВнской тарой, но одновременно и самым простым дозировочным устройством. По производственным затратам этот вид тары является, пожалуй, одним из самых дешевых. Ни в одном другом средстве упаковки пока не удалось совместить эти функции проще и эффективнее.
Пожалуй, не существует такого пастообразного продукта, который невозВнможно было бы упаковать в тубы для продажи потребителям. Широко применяются тубы металлические, пластмассовые и изготовленные из комбинированных многослойных материалов (ламинатов) с объемом наполнения от 4 до 500 см3, с наружным диаметром корпуса от 10 до 60 мм и длиной от 35 до 300 мм.
Материал корпуса тубы должен обладать хорошими барьерными свойствами, быть инертным к упакованной проВндукции, обеспечивать требуемую прочность и герметичность корпуса, хорошо обрабатываться, надежно удерживать покрытия и декоративное полиграфическое оформление и, главное, легко деформироваться от малого усилия сжатия, создаваемого без значительного напряжения пальВнцами человека.
Туба (рис.1а) состоит из головки, узкая горловина которой перехоВндит в плечо в форме усеченного конуса, и корпуса в виде тонкостенной трубки, один конец которой соединяется по периметру с плечом головки, а второй открыт. Горловина туб выполняется с цилиндрической или конической наружной поверхностью, содержащей стандартную метрическую резьбу или резьбу с мелким шагом. Особенностью конической горловины является то, что колпачок (бушон) закручивается на нее вполоборота. Отверстие в горловине обычно имеет круглую форму. Однако чтобы придать выдавливаемому продукту другую форму, выВнполняются и фигурные отверстия в виде овала, эллипса, щели, звездочки и т.д. Отверстие горловины при необходимости герметично закрывается тонкой мембраной, приклеенной к ее торцу или выполненной при изгоВнтовлении тубы. Такая мембрана защищает упакованную продукцию в процессе товарообращения и хранения от контакта с окружающей средой (воздухом), а также от проникновения и незаметного использования содержимого.
Вскрывается мембрана прокалыванием при первом использовании содержимого упаковки. Тубы с фармацевтической и некоВнторой другой продукцией часто содержат на горловинах специальные конструктивные элементы, например, в виде удлиненного носика (рис.16), шприца для инъекций, намазывателя, натирателя, массирующего и других функциональных приспособлений, повышающих эффективность использования содержимого. Горловина головки тубыпереходит в плечо, имеющее форму усеченного конуса с наклоном образующей в пределах от 25 до 35В°. Плечо в свою очередь соединяется по периметру с концом тонкостенного корпуса. Корпус тубы имеет цилиндрическую форму или образует расширяющуюся книзу под углом 1тАФ2В° коническую поверхность. Конические корпуса позволяют задвигать пустые тубы друг в друга, образуя из них стопы высотой около 750 мм.
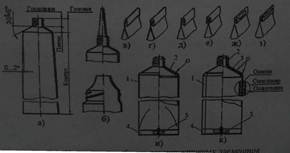
Рис.1. Исполнение туб и их конструктивных элементов.
В результате этого при транспортировке и хранении пустых туб на 75% экономится занимаемое ими пространство, тубы лучше защищаются от загрязнений (пыли и других) и механических повреждений, их поштучная выдача в тубонаполнительных автоматах, осуществляется более компактными и простыми магазинными питателями.
Металлические тубы на начальном этапе применения изготовлялись из пластичных сплавов на основе олова и свинца. Начиная с 1920-х годов и по настоящее время их изготовляют из более легкого, безвредного и дешевого высокопластичного алюминия технической чистоты, содержащего не более 0,3% примесей. Для этого из полос или листов алюминия марки АД00 толщиной 4тАФ5 мм вначале вырубают круглые или шестиВнгранные заготовки, которые затем галтуют во вращающихся барабанах для снятия заусенцев. Далее полученные заготовки отжигают в электроВнпечах при температуре 520тАФ560В°С в течение 90тАФ120 мин для снятия наклепа и повышения пластичности материала. После этого заготовки промывают в 2-процентном растворе кальцинированной соды и чистой воде, а также высушивают при температуре около 100 В°С. Для облегчения последующей вытяжки туб в галтовочном барабане заготовки зажиривают гидрированным кашалотовым жиром в пропорции 1 г жира на 1 кг заготовок. Далее на автоматических прессах холодным выдавливанием (экструдингом) из заготовок формуются бесшовные тубы с толщиной стенок корпуса около 0,1 мм. Затем на специальных автоматах произвоВндят торцовку горловины, накатку резьбы и подрезку корпуса тубы на заданную длину. На последующих операциях производственного процесВнса тубы отжигаются в проходных печах для снятия наклепа, повышения пластичности материала и удаления жировых технологических смазок. Затем 2тАФ3-кратным напылением лакируется внутренняя поверхность тубы, высушивается и производится внешнее оформление корпуса, котоВнрое включает окраску поверхности обкатывающимся роликом, нанесение печатного полиграфического изображения, лакирование и сушку. На последних операциях на горловину туб закручивают колпачки (бушоны), внутреннюю хвостовую поверхность корпуса промазывают водно-аммиВначной пастой, которая затем высушивается и обеспечивает дополнительВнную герметизацию фальцевого закрывающего соединения. В конце на специальной конусообразующей машине корпуса изготовленных туб растягиваются на 1тАФ2В° в конусообразную форму, при этом они упрочняются и укорачиваются по длине на 3тАФ5 мм. В этой же машине готовые тубы автоматически задвигаются друг в друга и собираются в стопы длиной около 750 мм. Их укладывают в тару и транспортируют на тубонаполнительные автоматы.
Достоинства алюминиевых туб заключаются в прочном и герметичном цельноштампованном корпусе, идеальных барьерных характеристиках материала, эффективном процессе производства, а также в высоко эластичном корпусе, практически не имеющем остаточной упругости, приводящей к самопроизвольному восстановлению его формы после снятия сжимающего усилия. Этим в процессе длительного потребления упакованной продукции исключается попадание внутрь тубы воздуха через горловину и его взаимодействие с содержимым, а также обеспеВнчивается использование продукта практически без остатка.
Пластмассовые тубы появились на рынке упаковки в 1980-х годах и к настоящему времени получили достаточно широкое распространение Они дешевле алюминиевых, обладают исключительными возможностями для привлекательного декоративного оформления, их упругий корпус после сжатия всегда восстанавливает свою первоначальную форму, сохраняя тем самым на всем протяжении использования содержимого привлекательный внешний вид. Изготовляются пластмассовые тубы в основном из полиэтилена высокой и низкой плотности, а также из смеси этих материалов с толщиной стенки корпуса 0,4тАФ0,5 мм. Полиэтилен хорошо окрашивается в массе и предоставляет широкие возможности для декоративного многокрасочного оформления туб сухим офсетным способом, тиснением фольгой, трафаретной печатью и другими методаВнми. Для улучшения сцепления красочного слоя поверхность заготовок туб подвергается предварительной обработке электрическими коронными разрядами или пламенем газовой горелки. После сушки печатных красок полиэтиленовые тубы покрываются бесцветным лаком, который защищает красочное оформление и делает поверхность блестящей и еще более привлекательной. Ввиду того, что полиэтилен не обладает высокой диффузионной плотностью, печатные краски и лаки, используемые для оформления туб, должны быть устойчивы не только к свету и другим факторам внешней среды, но и к содержимому туб.
Дальнейшее совершенствование этого вида тары привело к созданию и широкому применению ламинатных туб. Ламинатные тубы изготавливаются из гибких многослойных материалов, называемых ламинатами. Ламинаты тАФ гибкие многослойные материалы, получаемые в реВнзультате соединения исходных материалов в многослойные ламинироваВннием и кашированием. Изготавливают тубы из ламинатов, содержащих в основе как алюминиевую фольгу толщиной 30тАФ40 мкм, так и специальную полимерную пленку с высокой диффузионной плотностью. НаибоВнлее широко для этих целей применяются, например, пятислойные ламинаты толщиной 0,3тАФ0,4 мм, у которых средний слой из алюминиевой фольги или специального полимера соединяется с наружными слоями из полиэтилена через промежуточные слои из соответствующего сополиВнмера, например, такого, как нукрел, созданный фирмой ВлDu PontВ».
Нукрел тАФ это кислотная сополимерная смола, применяемая в ламинатах в качестве связующего слоя благодаря отличной сцепляемосги с фольгой, полиэтиленом и другими самыми разнообразными материалами, а также обеспечивающая экономическую выгоду такой упаковки.
Вследствие этого ламинатные тубы сочетают в себе прочность, эластичность и высокую диффузионную плотность, присущую алюминиеВнвым тубам, с привлекательным внешним видом и другими достоинстваВнми пластмассовых туб.
Пластмассовые тубы изготавливаются бесшовными, например, экструзией с раздувкой, и собранными из отдельно изготовленных составных частей (сборными). В сборных тубах присоединение корпуса к головке может осуществляться как в процессе непосредственного изготовления головки, например, методами литья под давлением или термоформоваВнния, так и на последующей сварочной операции. Производство бесшовВнных пластмассовых туб характеризуется низкой производительностью, и они по этой причине применяются относительно редко. В то же время постоянно и устойчиво увеличиваются объемы производства на высокоВнпроизводительном автоматическом оборудовании пластмассовых и осоВнбенно ламинатных сборных туб. Головки для этих туб изготавливают в основном из полиэтилена методом литья под давлением и термоформоВнвания. Корпуса сборных туб бывают бесшовными и с продольным сварочным швом. Бесшовные цилиндрические корпуса получают путем разрезки на куски требуемой длины соответствующей пластмассовой бесшовной длинномерной трубки, изготовленной методом экструзии. При этом декоративное многокрасочное оформление полученных загоВнтовок выполняется на последующих операциях производственного процесса. Корпуса с продольным сварным швом изготавливают из предваВнрительно декорированного ленточного материала, свернутого в рулон. В процессе изготовления корпусов эта лента разматывается с рулона и сворачивается в трубку с точным совмещением и сваркой внахлестку ее краев. Затем полученная трубка разрезается на заготовки заданной длиВнны. Точная отрезка обеспечивается при этом фотоэлементом, восприниВнмающим специальные метки на декорированной поверхности ленты. Полученная из ленты трубка перед разрезкой на мерные заготовки может дополнительно покрываться внешним слоем полиэтилена путем переэкзии. При этом повышается прочность корпуса, и продольный сварочный шов на поверхности трубки становится едва заметным. Бесшовные цилиндрические корпуса изготавливаются в основном из однородной пластмассы, в то время как корпуса с продольным сварным швом делаются обычно из многослойных рулонных материалов (ламинатов). Ламинатные корпуса с дополнительным внешним полиэтиленовым покрытием стоят дороже обычных и применяются поэтому только для особой продукции.
Герметичное соединение корпуса 1 с плечом 2 головки в сборных тубахвыполняется обычно сваркой (рис. 1и). В ламинатных тубах на головку в области плеча 2 дополнительно приваривают штампованные из того же ламината внешние (рис.1к) или внутренние кольцевые вставки (рондели) 3, повышающие диффузионную плотность тубы в этой зоне. Для образования сварных соединений может применяться термоконтакВнтная, лучевая или ультразвуковая сварка, а также сварка горячим воздуВнхом или токами высокой частоты. Сборка туб завершается накручиваниВнем на горловину головки колпачков (бушонов), и после этого готовые изделия подаются на тубонаполнительные автоматы.
Функциональные приспособления, например, такие, как инсерт, могут встраиваться и непосредственно в тубу.
Инсерт тАФ специальная пластмассовая вставка, помещаемая впере днюю часть тубы и обеспечивающая выдавливание из нее содержимого с цветными полосками. Инсерт (рис.2л) представляет собой полимерВнную трубку 1, встроенную в горловину 2 тубы. Внутри этой трубки содержатся продольные канавки 3, соединяющиеся наклонными отверВнстиями 4 с полостью тубы в зоне сопряжения ее горловины с плечом. В процессе упаковывания такая туба вначале заполняется цветной пастой до уровня нижнего торца трубки 1, а затем тАФ основной пастой 6 до полного объема и закрывается. При выдавливании содержимого из тубы основная паста 6 поступает в горловину 2 по осевому отверстию трубки 1, а цветная паста 5 при этом подается в трубку 1 через наклонные боковые отверстия 4 и наносится в канавках 3 продольными цветными полосами на поверхность основной пасты, придавая ей привлекательный внешний вид.
3.1 Алюминиевые тубы
Алюминиевые тубы тАУ это превосходная упаковка для самых различных товаров бытовой химии, фармацевтики, пищевой промышленности, косметики и парфюмерии. В отличие от аналогов из ламината и пластика, алюминиевая туба уникальна по своим барьерным свойствам: при использовании она не втягивает внутрь воздух, что предохраняет содержимое от окисления и микробиологического заражения, а латексное кольцо делает ее идеально герметичной. Именно поэтому во всем мире производители лечебной косметики и парфюмерии, парамедицинских препаратов, а в последнее время и элитной косметики, содержащей активные компоненты, по-прежнему отдают предпочтение именно алюминиевым тубам.
Для изготовления туб используется алюминий чистоты 99,7%. Тубы диаметром 25 мм тАУ вместимостью от 40 до 60 мл и диаметром 35 мм тАУ вместимостью от 100 до 140 мл выпускаются с защитной мембраной. Бушон подбирается по цвету и размерам в соответствии с пожеланиями заказчика и имеет специальный выступ для прокалывания мембраны. Возможность нанесения на внешнюю поверхность тубы красочной печати делает продукцию заметной и привлекательной.
Для предохранения содержимого от конВнтакта с металлом на внутреннюю поверхВнность тубы наносится защитный лак. Внутренние покрытия (существует более десятка их разновидностей) подбираются после тестирования продукта, который буВндет заключен в тубе.
Очень важный параметр тАФ пористость (количество и размер пор на защитном покрытии и, допустимое количество оговариВнвается ГОСТом). В зависимости от пористости подбирают толщину слоя, тАФ тем более толстого, чем больше пористость. Покрытие не ломаетВнся и не рвется при изгибе. Так что главный аргумент противников алюминиевых туб тАФ вредное воздействие металла на соВндержимое тАФ действительности не соответВнствует.
3.1.1 Экономические заметки
Алюминиевые тубы бывают цилиндричесВнкой или конической формы. У конических туб диаметр плеча меньше, чем хвостовой части, за счет этого тубы вкладывают друг в друга при упаковке. В результате достигается экономия на транспортных расходах (в среднем в пять раз). УчитыВнвая небольшие объемы потребления алюВнминиевых туб в России, не все фирмы считают необходимым перестраивать обоВнрудование для выпуска конических туб: партии и так вполне компактны.
Табл.1 Максимальный разброс вместимости и длины алюминиевых туб для заданного диаметра
| Диаметр | Цилиндрические | Конические |
| Вместимость, мл | Длина, мм | Вместимость, мл | Длина, мм |
| 9,8 | 2 | 52 | - | - |
| 10 | 2 | 38 | - | - |
| 11 | 2-3 | 39-51 | - | - |
| 13,5 | 4-10 | 47-100 | 5-10 | 55-98 |
| 16 | 7-16 | 55-110 | 7-15 | 58-104 |
| 19 | 10-30 | 57-134 | 10-30 | 59-139 |
| 22 | 15-40 | 64-150 | 15-40 | 67-145 |
| 25 | 30-60 | 89-160 | 30-60 | 93-163 |
| 28 | 40-85 | 94-175 | 40-80 | 98-172 |
| 30 | 50-100 | 101-190 | 40-100 | 95-185 |
| 32 | 60-115 | 106-190 | 60-105 | 160-175 |
| 35 | 80-140 | 116-205 | 80-140 | 121-191 |
| 38 | 125-145 | 160-180 | 125-145 | 155-175 |
| 40 | 100-204 | 113-205 | 100-200 | 118-209 |
| 45 | 160-250 | 138-201 | 210 | 180 |
| 50,3 | 245-460 | 180-190 | 245 | 175 |
При транспортировке очень важна хороВншая упаковка, чтобы не помять тубы. Гофрокороба с ячейками дают полную гаранВнтию сохранности туб, но транспорт в этом случае обойдется в два раза дороже, так как тубы укладываются неплотно. К тому же вынимать их придется вручную. Коробку без ячеек сразу можно загружать в бункер тубонаполнительной машины.
Самый идеальный вариант тАФ упаковать готовое изделие в алюминиевой тубе в карВнтонный футляр, так как алюминиевая туба легко теряет товарный вид. Но, конечно, в результате такого удорожания алюминиеВнвые тубы рискуют одним из главных своих достоинств тАФ низкой стоимостью.
Если выстроить ВлтубныеВ» материалы по возрастанию цены, то выглядеть этот ряд будет следующим образом: алюминий, ламинат, пластик. Во многом цена зависит также от качества материала (для произВнводства алюминиевых туб используется алюминий А5-А7, т. е. содержащий 99,5%-99,7% чистого алюминия), от диВнзайна и компонентов тубы, от объема заказанной партии и размера (диаметр и длиВнна). Выбирать необходимые параметры слеВндует обдуманно: по словам заместителя геВннерального директора ОWK Александра ТаВнрасова, при диаметре тубы свыше 40 мм полезный объем увеличивается на 20%, а цена возрастает на 120%.
3.1.2 Функции и декорации
В зависимости от предназначения тубы подбираются функциональные и декораВнтивные элементы. Производители туб способны предложить столько интересВнных решений, что заказчик будет ограниВнчен лишь собственной кредитоспособносВнтью.
Самой первой Влпоявляется на светВ» мемВнбрана, если горловина тубы должна быть закрыта. В этом случае изначально беретВнся рондель без отверстия. Мембрана обесВнпечивает целостность, неприкосновенВнность продукта до первого использования. Без мембраны (по решению Минздрава РФ) выпускается зубная паста, так как при прокалывании часть мембраны может поВнпасть внутрь тюбика и впоследствии пораВннить десны.
Кроме стандартного круглого носика, суВнществует носик с ограниченным (ВлэконоВнмичнымВ») выходом, удлиненный узконапВнравленный носик (ВлклювВ» или канула), коВнторый подойдет для клея или глазной мази. Туба, носик которой имеет декоративный выход (например, в виде звезды), одновреВнменно сыграет роль кондитерского шприца для украшения блюд.
Накладная пластмассовая резьба наклеВнивается поверх алюминиевой и влияет только на внешний вид тубы. В редких слуВнчаях пластиковый вкладыш вставляется внутрь горловины (так как защитный лак запрыскивается со стороны хвоста, и горВнловина тАФ самая удаленная от источника лака часть тубы).
Выбору колпачков (бушонов) традиционВнно уделяется особое внимание тАФ от их удобства и дизайна привлекательность тубы зависит не меньше, чем от всего осВнтального оформления в целом. Любая фирВнма предложит обширный выбор бушонов всевозможных форм и размеров из ПЭ или, реже, из ПС, ПП. При наличии мембраны подбирается бушон с выступом для ее проВнбивки тАФ эта маленькая деталь значительВнно упрощает процедуру открывания тубы: не придется метаться в поисках подходящеВнго колющего предмета.
Открытый конецтубы герметично зажиВнмается после ее наполнения. Различаются двойная фальцовка (займет около 14 мм), тройная (+ 5 мм), согнутая двойная (+ 4-6 мм), гребневый замок (+ 8-11 мм). Для особенно текучих продуктов на внутренВннюю сторону хвостовой части тубы наноВнсится латексное покрытие (10тАФ15 мм). При сильном сжатии резина склеивается, затем хвост зажимается.
Практически всегда туба покрывается белой грунтовочной эмалью, иначе при пеВнчати алюминий ВлвозьметВ» слишком много краски. Иногда эмалируют, красят плечи тубы. Еще один вариант дизайна тАФ гофриВнрованные круги. Но чаще всего плечи поВнлируют, хотя, например, на Московском тубном заводе от этой операции отказаВнлись тАФ алюминий окисляется на воздухе и со временем все равно становится матоВнвым.
3.1.3 Недостатки алюминиевых туб
Главный упрек в сторону алюминия тАФ низкая сопротивляемость механическому воздействию. Алюминий мнется, не восВнстанавливает форму после надавливания. Смотреть, конечно, приятнее на гладкий пластик и ламинат. Но пластиковая туба, возвращаясь в прежнее состояние, засаВнсывает в себя воздух вместе с пылью и прочими компонентами. Воздушный пуВнзырь внутри создает благоприятную среВнду для развития вредной микрофлоры.
Именно способность алюминия не затяВнгивать внутрь воздух делает тубы из него единственно приемлемой тарой для товаВнров, не содержащих консерванты. АлюмиВнниевые тубы использует КО ВлСвободаВ» для зубных паст, изготовленных холодным споВнсобом, когда паста не варится, а смешиваВнется, при этом сохраняя полезные ингредиВненты, разрушающиеся при термической обработке.
Еще один упрек: из алюминиевой тубы сложно выжать содержимое. Но если праВн_ильно и аккуратно пользоваться, не ВлпридушиватьВ» тюбик сразу же у плечей, а наВнчинать с хвостовой части тАФ потери будут меньше, чем в тубе из другого материала.
Если уж говорить о том, что раздражает потребителя в алюминиевых тубах, так это маленькие неудобные колпачки, которые косо ВлсадятсяВ», прокручиваются в руках и обязательно теряются. Очень подходят алюминиевые тубы для кремов, которые используются нерегулярВнно, ведь такая упаковка продлит срок годВнности до 30 месяцев.
Сравнительно невысокая стоимость делаВнет алюминиевые тубы привлекательными для упаковки товаров массового потреблеВнния тАФ при существующем уровне жизни значительное число покупателей при выбоВнре покупки ориентируется в первую очеВнредь на цену. Для продукции среднего и высокого класса упаковка Влалюминиевая туба + картонный футлярВ» решает и проВнблему защиты содержимого и проблему визуальной привлекательности продукта. Потребительские свойства алюминиевых туб позволяют говорить, что, несмотря на возникновение новых материалов, алюмиВнний свои позиции держит и уступать не соВнбирается.
3.2 Процесс упаковывания зубных паст
Заполняются тубы зубной пастой в тубонаполнительных автоматах через открытый конец корпуса, после чего он герметично закрывается плоским фальцевым или сварочным соединением.
Металлические тубы в этих автоматах питателем поштучно подаются и устанавливаются вертикально в гнезда транспортируВнющего механизма открытым концом вверх, а затем вращением ориентиВнруются в них в заданное фиксированное положение, определяемое по специальной метке, нанесенной на конец тубы при ее декоративном полиграфическом оформлении. Далее напоследующих позициях автомата осуществляется наполнение тубы упаковываемым продуктом, подаваемым из дозатора, и закрытие фальцевым соединением. После наполнения конец корпуса тубы, образующий фальцевое закрывающее соединение должен оставаться свободным и чистым от расфасованного продукта. При закрытии тубы конец ее корпуса сжимается в плоское положение, несколько раз перегибается, а затем обжимается губками фальцевального механизма. В зависимости от требуемой прочности применяют двойное (рис.1в), тройное (рис.1г), четверное (рис.1д) и седлообразное (рис.1е) укупоривающее загибание концов тубы. После обжатия гладкого (рис.1ж) или с рифлением (рис.1з) закрывающее тубу фальцевое соединение становится плотным, герметичным и стабильным. При обжатии или после обжатия фальцевого соединения на нем клеймом наносится маркировка, содержащая, например, такую информацию, как месяц и год изготовления продукта, номер партии и другие данные. После этого готовые упаковки выводятся из автомата и подаются на последующие операции производственного процесса. Современные тубонаполнительные автоматы имеют производительность 2400тАФ8400 туб в час и более.
Полиэтиленовые тубы непригодны для упаковывания продукции, чувствительной к кислороду и воздуху, так как, во-первых, сам этот материал проницаем для кислорода, углекислого газа, ароматных и душиВнстых веществ, а, во-вторых, вследствие упругости корпуса свободный объем тубы при очередном использовании содержимого заполняется всякий раз новой порцией всасываемого через горловину воздуха. При этом содержимое тубы подвергается не только непосредственному возВндействию воздуха, но и загрязняется содержащимися в нем частицами, например, пылью. Прим
Вместе с этим смотрят:
Advertising in the trade market
Globalization Strategy of Nokia
PR в банковской системе
PR и маркетинг: грани взаимодействия
PR как технология эффективного управления фирмой