Производство керамзитобетонных однослойных панелей наружных стен
В рамках реализации национального проекта и намечающейся зимней олимпиаде ВлСочи-2014В» увеличения выпуска строительных материалов актуально для Краснодарского края. Так как помимо строительства самих олимпийских объектов, активно создаются элементы инфраструктуры, которые в дальнейшем будут работать в интересах жителей края.
Бетон занимает важное место среди материалов и изделий, применяемых в капитальном строительстве. Широкое применение в строительстве получили сборные железобетонные изделия и конструкции, изготовленные на заводах и доставляемые на объекты строительства в готовом виде. За последние годы их производство увеличилось в несколько десяток раз, а использование в строительстве повысило производительность труда в 3 раза.
Для приготовления легких бетонов используют различные виды пористых заполнителей: искусственные тАУ керамзит, аглопорит, перлит, шлаковую пемзу и др. и естественные тАУ туф, пемзу и др. Легкие бетоны на пористых заполнителях применяют в ограждающих конструкциях и для снижения собственной массы несущих конструкций.
По структуре различают плотные или обычные легкие бетоны, в которых раствор на тяжелей или легком песке полностью заполняет межзерновые пустоты крупного заполнителя (обычно с некоторой раздвижкой его зерен).
В строительстве используют главным образом легкие бетоны с крупностью пористого заполнителя до 20-40 мм, однако применяют и мелкозернистые легкие бетоны.
Конструкции из лёгких бетонов обладают рядом существенных преимуществ перед другими строительными материалами:
- высоким качеством и долговечностью,
- не требует специального ухода во время эксплуатации,
- их применение сокращает сроки строительства,
- уменьшают его трудоемкость,
- упрощает производство работ в зимний период.
Применение лёгких бетонов на пористых заполнителях позволило значительно снизить массу конструкции, что в итоге уменьшает стоимость строительства, объём транспортных работ и трудовых затрат. Во всех областях строительства и особенно при возведении жилых зданий широко применяют лёгкие бетоны различных видов. Эти бетоны особенно эффективно использовать в сейсмических районах. Важным свойством лёгкого бетона является его теплопроводность, которая определяет толщину ограждающей конструкций. Именно низкое значение теплопроводности позволяет применить лёгкие бетоны при изготовлении наружных стен жилых зданий [3].
Цель данной курсовой работы: выполнить проект цеха для производства керамзитобетонных однослойных панелей наружных стен, отвечающих нормативным требованиям.
1. Номенклатура выпускаемой продукции
Наружные стеновые панели применяются как ограждающие конструкции в жилых домах, строящихся по методам крупнопанельного и объёмно-блочного домостроения.
Панели классифицируют по следующим признакам, характеризующим их типы:
1. Назначению в здании;
2. Конструктивному решению;
3. Числу основных слоев.
По назначению в здании панели подразделяют на панели для:
- надземных этажей;
- цокольного этажа или технического подполья;
- чердака.
По конструктивному решению панели подразделяют на:
- цельные;
- составные.
По числу основных слоев панели подразделяют на:
- однослойные;
- слоистые (двух- и трехслойные).
Слоистые панели могут быть сплошными (без воздушных прослоек) и с воздушными прослойками. Двух- и трехслойные панели с воздушной прослойкой, расположенной за наружным слоем, в дальнейшем именуются двух- и трехслойными панелями с экраном, также могут выпускаться сплошные и с оконным проёмом.
Панели выпускаются с оконными проёмами марки 2ПС 60.33.35-50Л.
Условные обозначения марки: первая группа содержит обозначение типа панели тАУ 2ПС и ее номинальные габаритные размеры 5990×3275×350мм (значения которых округляют до целого числа): длину и высоту в дециметрах тАУ 60 и 33, толщину в сантиметрах тАУ 35. Во второй группе указывают марку бетона по прочности на сжатие и вид бетона тАУ 50Л, т.е марка М50, легкий бетон.
Стеновые панели изготавливаются однослойными из лёгкого бетона тАУ керамзитобетона марки М50 и классом по прочности В3,5.
Наружные стеновые панели изготавливаются в соответствии с требованиями ГОСТ 11024.
Требования к бетону и раствору для изготовления наружных стеновых панелей приведены в таблице 1.
Таблица 1
Требования к бетону и раствору
Нормируемые требования | Нормируемые величины |
| Вид бетона | Керамзитобетон |
| Марка бетона по прочности на сжатие, не ниже | М50 |
| Класс бетона по прочности на сжатие, не ниже | В3,5 |
| Коэффициент вариации прочности бетона по сжатию в партии, не более: | 10% |
| Нормируемая отпускная прочность бетона и раствора от класса или марки по прочности на сжатие, не менее: | 80% |
| Марка по морозостойкости, не ниже: | F15 |
| Средняя плотность бетона от марки по средней плотности может превышать не более | 5% |
| Максимальная марка по средней плотности | Пл 900 |
| Теплопроводность (коэффициент теплопроводности) бетона в сухом (высушенном до постоянной массы) состоянии, Вт/(мВ·В°С) | 0,27 |
Легкий бетон, материалы для его изготовления и смеси должны удовлетворять требованиям ГОСТ 25820.
Арматурная сталь должна удовлетворять требованиям ГОСТ 5781.
В однослойных наружных панелях из лёгкого бетона предусмотрен фактурный и штукатурный слои из цементно-песчаного раствора марки М100.
Требования к панели приведены в таблице 2.
Таблица 2
Требования к панели
Вид отклонения геометрического параметра | Геометрический параметр и его номинальное значение | Предельное отклонение |
| Отклонение от линейного размера | По длине: По ширине и толщине: По ширине, высоте и положению проемов: | В±5 мм; В±5 мм; В±5 мм |
| Отклонение от прямолинейности | На всей длине панели длиной: 2500-4000 мм 4000-8000 мм | 4 мм 6 мм |
| Отклонение фактической массы | От номинальной отпускной массы | 7% |
В бетоне и растворе панелей, поставляемых потребителю, не должно быть трещин, за исключением местных поверхностных усадочных и других технологических трещин шириной не более: 0,15 мм - на участках, где согласно проектной документации требуется контролировать ширину раскрытия трещин при испытании панелей нагружением.
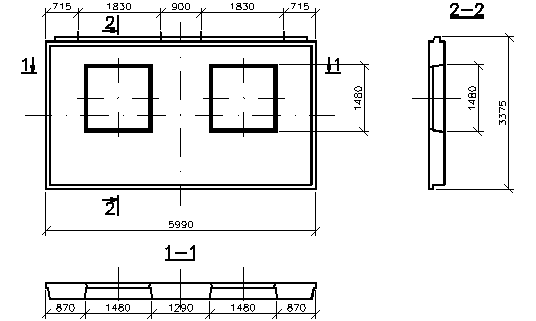
Рис. 1: Схема панели 2ПС 60.33.35-50Л.
Объём бетона применяемый для изготовления панели тАУ 5,84 м3. Расход арматурной стали на изделие тАУ 94 кг.
2. Расчёт состава бетонной смеси
Исходные данные для расчёта:
Цемент марки: ПЦ400-Д20. Жесткость керамзитобетонной смеси: 5-10 с. Отношение фракций керамзитового гравия 5-10 и 10-20: 40/60%. Плотность фракции 5-10: 1,25 кг/л; 10-20: 1,19 кг/л. Мелкий заполнитель: керамзитовый песок, плотностью 0,7 кг/л.
По таблице 13.4 [3] расход цемента составляет Ц1 = 260 кг/м3, поправочные коэффициенты по таблице 13.5 [3] на цемент М500 равен 0,9 и при жёсткости 10 с тАУ 0,9, по наибольшей крупности заполнителя 0,9.
Окончательный расход цемента:
Ц = 260 В· 0,9 В· 0,9 В· 0,9 = 190 кг/м3 принимаем 200 кг/м3(1)
Начальный расход воды по таблице 13.6 [3] составит Во = 160 л/м3. Далее по таблице 13.7 [3] находим объёмную концентрацию керамзита: φ = 0,35. Расход керамзита определяем по формуле:
 , кг/м3. (2)
, кг/м3. (2)
где γз.к. тАУ плотность зёрен крупного заполнителя в цементом тесте, кг/л.
 , кг/л. (3)
, кг/л. (3)
 , кг/л
, кг/л
 , кг/м3.
, кг/м3.
Определяем расход песка по формуле:
 , кг/м3. (4)
, кг/м3. (4)
где γб тАУ плотность бетона, кг/м3.
 , кг/м3.
, кг/м3.
Общий расход воды определяем с учётом поправок на расходы крупного пористого заполнителя (керамзита) и цемента и на водопотребность песка:
 , л (5)
, л (5)
где В1 тАУ поправка на водопотребность плотного песка.
 , л (6)
, л (6)
 , л
, л
В3 тАУ поправка на объёмную концентрацию керамзита.
 , л (7)
, л (7)
 , л
, л
 , л
, л
Итак получили следующий расход компонентов для получения керамзитобетона класса В3,5 на 1 м3 (табл. 3):
Таблица 3
Расход компонентов на 1 м3
№ п\п | Компоненты | Расход |
| 1 | Портландцемент М400, кг/м3: | 200 |
| 2 | Гравий керамзитовый, кг/м3: фракция 5-10: фракция 10-20: | 170,8 256,2 |
| 3 | Керамзитовый песок, кг/м3: | 224,4 |
| 4 | Вода, л: | 50 (166,8) |
Всего | 920 |
Данная плотность превышает марочную Пл 900, но не превышает 5% погрешность, поэтому применяем среднюю плотность 920 кг/м3.
3. Сырьё и полуфабрикаты
Для изготовления керамзитобетонной смеси применяют следующие основные материалы.
- вяжущее (цемент);
- мелкий заполнитель (керамзитовый песок);
- крупный заполнитель (керамзитовый гравий);
- вода.
Требования к цементу:
К цементу, предъявляются требования в соответствии с ГОСТ 10178-85:
- массовая доля оксида магния (MgO) в клинкере не должна быть более 5%;
- содержание хлор-иона не более 0,1%;
- содержание оксида серы должно быть не менее 1,0 и не более 4,0% массы цемента;
- начало схватывания цемента должно наступать не ранее 45 минут;
- тонкость помола цемента должна быть такой, чтобы при просеивании пробы цемента сквозь сито с сеткой № 008 по ГОСТ 6613 проходило не менее 85% массы просеиваемой пробы;
Портландцемент также должен равномерно изменяться в объеме, что контролируется специальными испытаниями. Неравномерность изменения объема цемента может привести к появлению микротрещин в растворе и бетоне и понижению их прочности и долговечности.
Качественные цементы должны обладать повышенной стабильностью прочностных свойств, значения коэффициента вариации активности не должны превышать 4%.
Перевозят и хранят цемент так, чтобы он был предохранен от увлажнения, распыления и других потерь. Следует учитывать, что при хранении даже в закрытых складах активность цемента, особенно тонкомолотого, постепенно падает, так как он поглощает из воздуха влагу и углекислый газ. Как показали опыты, обычный цемент при нормальных условиях хранения через 1 мес. теряет 8 тАУ 15 % своей активности, через 3 мес. теряет прочность до 20 %, через 6 мес. - до 30 %, через год тАУ до 40 %. Таким образом всего через пол года хранения цементы марок от М600 до М400 превращаются в М200 и ниже.
При указании применяющегося цемента необходимо обязательно контролировать его производителя. Отечественные изготовители, как правило, гарантируют соответствие цемента требованиям стандарта в момент получения цемента, но не более чем через месяц после отгрузки. В паспорте помимо вида и марки цемента и названия завода-изготовителя указывается нормальная густота цементного теста и средняя активность цемента при пропаривании по режиму 3+6+2 ч, температуре изотермического прогрева 85В±5В°С и испытании через сутки с момента изготовления.
Таблица 4
Требования к цементу по ГОСТ 10178:
Наименование показателя | Норма |
| Щелочность цементного теста не менее, % | 12 |
Содержание щелочей (Nа2О, К20) в 1 л раствора цемента не менее , мг | 75 |
| Содержание хрома не более, % | 0,1 |
| Марка цемента | 400, 500 |
Содержание, % К2О Na2O С3S С3А | <0,8 <0,2 50тАж65 5-8 |
Требование к керамзитовому песку:
К песку, предъявляются требования в соответствии с ГОСТ 9757:
Зерновой состав песка должен соответствовать указанному в таблице 5.
Таблица 5
Зерновой состав
Размер отверстий сит, мм | 5 | 1,25 | 0,315 | 0,16 | Менее 0,16 |
Полные остатки на ситах, % | 0 | 20-60 | 45-80 | 70-90 | 10-30 |
В песке применяемого в качестве заполнителей для армированных бетонов, содержание водорастворимых сернистых и сернокислых соединений в пересчете на SO3 не должно превышать 1% по массе.
Песок, предназначенный для приготовления теплоизоляционных и конструкционно-теплоизоляционных легких бетонов, должны подвергаться периодическим испытаниям на теплопроводность.
Требования к керамзитовому гравию:
Крупный заполнитель тАУ керамзитовый гравий, марка керамзитового гравия по насыпной плотности тАУ 500, марка по прочности П125, плотность зёрен в цементном тесте γз.к. фракции 5-10 мм тАУ 1,25 кг/л, фракции 10-20 мм тАУ 1,19 кг/л.
Требования к керамзитовому гравию представлено в таблице 6:
Таблица 6
Требования к керамзитовому гравию
| Наименование показателя | Норма |
| Прочность | По марке по прочности П125 |
| Насыпная плотность | По марке насыпной плотности 500 |
| Плотность зёрен | Фр. 5-10 мм тАУ 1,25 кг/л; Фр. 10-20 мм тАУ 1,19 кг/л. |
| Содержание пылевидных и глинистых частиц | Не более 2% по массе |
| Содержание глин в комках тАУ 0,5%; | Не более 0,5%; |
| Влажность | ГОСТ 8736-85 и ГОСТ 10218-85 |
Требования к воде:
Вода для приготовления бетонов должна удовлетворять требованиям ГОСТ 23732.
Для приготовления бетонной смеси используют водопроводную питьевую, а также любую воду, имеющую водородный показатель рН не менее 4 (т. е. некислую, не окрашивающую лакмусовую бумагу в красный цвет).
Требования к воде указаны в таблице 7:
Таблица 7
Требования к воде по ГОСТ 23732
Наименование показателя | Норма |
| Содержание ПАВ не более, мг | 10 |
| Содержание сахаров и фенолов не более, мг | 10 |
| Содержание окрашивающих примесей, жиров и масел | Не допустимо |
| Показатель рН, не менее | 4 |
| Содержание сульфатов, более | 2700 мг/л |
| Содержание всех солей, более | 5000 мг/л |
цех керамзитобетон панель сырье
4. Технологическая часть
4.1 Обоснование технологической схемы производства
Рассмотрим две технологические линии по производству стеновых панелей: стендовую и конвейерную.
Конвейерное производство тАУ усовершенствованный поточно-агрегатный способ формования наружных стеновых панелей. При конвейерном способе технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах.
При конвейерном способе, формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закреплённым за ним звеном. Для конвейера характерен принудительный режим работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью. Весь процесс изготовления стеновых панелей разделяется на технологические операции, причём одна или несколько из них выполняются на определённом посту.
Тепловые агрегаты являются частью конвейерного кольца и работают в его системе также в принудительном режиме (ритме). Это обуславливает одинаковые или кратные расстояния между технологическими постами (шаг конвейера), одинаковые габариты форм и развёрнутую длину тепловых агрегатов.
Оборудование конвейеров рассчитано на изготовление определённого вида изделий.
Конвейерный способ обеспечивает высокую степень механизации и автоматизации производства, эффективное использование производственных площадей.
К недостаткам этого способа относят сложность оборудования и трудность переналадки на выпуск изделий другого вида.
При стендовом производстве изделия формуют в стационарных формах и твердеют они на месте формования. Стендовые технологические линии целесообразно использовать для изготовления крупноразмерных, особенно предварительно-напряженных изделий, которые неэффективно изготовлять на поточно-агрегатных или конвейерных линиях.
Таблица 8
Технико-экономические показатели линий по производству стеновых панелей
Показатель | Конвейерная линия | Стендовая линия |
Годовая производительность, м3 Число работающих в две смены, чел Съём с 1 м2 площади, м3 Годовая выработка на одного рабочего, м3 Установленная мощность кВт+кВВ·А | 25000-35000 33 21,2 1560 241+75 | 12000-17500 21 5,6 664 205+182 |
По технико-экономическим показателям можно сделать вывод, что производство стеновых панелей по конвейерной технологии намного эффективнее, т.к. годовая выработка на одного рабочего почти в два с половиной раза выше, а съём с 1 м2 площади почти в четыре раза выше по сравнению со стендовой технологией.
Окончательно применяем конвейерный способ производства
4.2 Укладка и уплотнение бетонной смеси
Укладка и равномерное распределение бетонной смеси внутри форм тАУ полуавтоматическое управление. Бетоноукладчик СМЖ 166Б имеет бункера, установленные на раме, которая может двигаться продольно; бункера двигаются поперечно по порталу, имеется поворотная воронка с движением на 180В°С, что позволяет распределять смесь по поверхности изделия любого очертания. Непрерывную выдачу бетонной смеси производят ленточными питателями.
Удобоукладываемость бетонной смеси для изготовления наружных стеновых панелей должна составлять 5-10 секунд. Распределение и уплотнение бетонной смеси в форме осуществляется посредством объёмного виброуплотнения. При таком уплотнении вибрационные импульсы сообщаются всей бетонной смеси формуемого изделия в объёме формы. Объёмное виброуплотнение осуществляется на виброплощадках с вертикально направленными колебаниями с частотой 50 Гц.
Виброплощадка тАУ универсальное формовочное оборудование для формования широкой номенклатуры изделий в передвижных формах с грузоподъёмность до 20 т. Виброплощадки передвигают колебательные движения от рамы с вибровозбудителем к закреплённой на нём форм со смесью. Рамы имеют упругие опоры и устройства для крепления форм электромагнитным способом.
4.3 Тепловая обработка изделий
Эффективность применения бетона в современном строительстве в значительной мере определяется темпами производства железобетонных изделий. Решающим средством ускорения твердения бетона в условиях заводской технологии сборного железобетона является тепловая обработка.
Как известно, цикл тепловой обработки бетонных и железобетонных изделий складывается из следующих периодов:
1) подъём температуры;
2) изотермическое выдержка при наивысшей принятой температуре;
3) охлаждение изделий.
1. Период подъёма температуры.
Преждевременное повышение температуры даже в условиях, исключающих возможность испарения влаги, отрицательно отражается на конечной прочности бетона. Оптимальное время подъёма температуры перед тепловой обработкой зависит от ряда факторов и оно тем меньше, чем тоньше помол цемента, чем меньше в нем белита и чем выше температура среды, в которой выдерживается бетон перед тепловой обработкой.
Постепенный подъём температуры не только повышает прочность бетона, но и обеспечивает получение более устойчивых прочностных показателей. За счёт нагрева скорость реакции гидратации цемента резко возрастает и ускоряется структурообразование бетона.
Схватывание бетона зависит не только от состава цемента и бетона, но и от температуры окружающей среды. Чем выше В/Ц и подвижность бетонной смеси и ниже температура среды, тем продолжительней подъём температуры. В зависимости от этих факторов время подъёма температуры для бетонов на портландцементе может изменяться от 2 до 10 ч. В нашем случае подъём температуры продолжается в течении 1,5 часа до температуры 80-85В°С т.к. используется предварительный разогрев керамзитобетонной смеси.
2. Период изотермической выдержки
После подъема температуры до заданного максимума следует период изотермического прогрева, когда изделие выдерживается при требуемой постоянной температуре. В этот период необратимо фиксируются все те дефекты структуры, которые приобрел бетон в период нагрева.
Однако температурное равновесие в этот период может нарушаться вследствие экзотермии цемента. В этом случае происходят отдача тепла от изделия в окружающую среду и испарение воды. Изменение влажностного состояния и температуры изделия при тепловой обработке. В течение небольшого промежутка времени вследствие экзотермического эффекта температура бетона значительно возрастает и может превысить температуру среды. При этом максимальное превышение температуры среды может достигать 6..8В°С.
На данном этапе наблюдается наибольшая скорость формирования бетона. Разность температуры и влагосодержания по сечению бетона в этот период начинает уменьшаться и постепенно выравнивается, что значительно улучшается условия структурообразования, кроме того, в это время идёт дальнейшая гидратация цемента. Длительность периода определяется скоростью выравнивания температурного поля в бетоне и кинетикой химических реакций и составляет 7,5 часов.
3. Период охлаждения
При понижении температуры в тепловой установке в период охлаждения температура бетона должна снизиться до температуры окружающей среды.
В этот период бетон имеет большую температуру, и внутреннее давление паров в изделии превышает давление паров окружающей среды. За счет образовавшегося температурного градиента происходит интенсивное испарение влаги из бетона. По мере охлаждения изделия и испарения влаги с поверхности происходит миграция влаги из центральных участков изделия. Влага, удаляясь из изделия в виде пара, образует каналы, которые идут во все стороны от центральных участков изделия к периферии и соединяют между собой пустоты и поры, образовавшиеся в процессе приготовления и укладки бетона. Вследствие этого цементный камень имеет больше пор, и после тепловой обработки характеризуется направленной пористостью. Продолжительность периода охлаждения тАУ 2 часа.
При выгрузке изделия из камеры температурный перепад между поверхностью изделий и температурой окружающей среды не должен превышать 40В°С [7].
В итоге, тепловая обработка наружных стеновых панелей из керамзитобетона осуществляется насыщением пара в щелевой камере по следующему тепловому режиму:
 , ч (8)
, ч (8)
где Т1 тАУ время периода подогрева, ч;
Т2 тАУ время периода изотермической выдержки, ч;
Т3 тАУ время охлаждения, ч.
 , ч
, ч
Данный тепловой режим обеспечивает минимальный расход топливно-энергетических ресурсов.
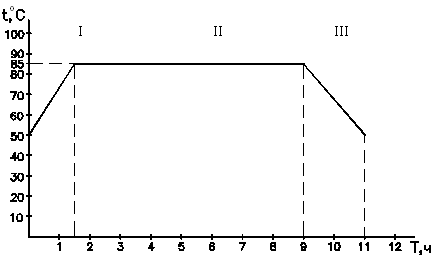
Рис. 2: График тепловой обработки
I период тАУ период подогрева; II период тАУ период изотермической выдержки; III период тАУ период охлаждения.
Тепловлажностная обработка оказывает существенное влияние на конечную прочность бетона. Следует отметить что, такие факторы как: длительность предварительной выдержки, водоцементное отношение, жесткость бетонной смеси, вид цемента должны всегда учитываться при назначении режима тепловой обработки [7].
4.4 Отделка панелей
Формование наружных стеновых панелей по конвейерной схеме осуществляется Вллицом внизВ». Декоративная отделка панелей производится декоративным составом на основе мраморной крошки с размером частиц, до 10 мм, а также ковровой керамикой.
Керамические плитки подбираются по рисунку, наклеивается на бумажные листы и укладываются на поддон форм-вагонеток. Облицовка крепится слоем цементно-песчаного раствора толщиной 2 см, с подвижностью не более 1-2 см.
После тепловой обработки, электромостовым краном стеновая панель устанавливается на моечную машину, где производится отчистка поверхности от бумаги с помощью горячей воды.
При декоративной отделки стеновых панелей мраморной крошкой, отдельно приготавливается фактурная бетонная смесь. После тепловой обработки стеновая панель мостовым краном устанавливается на машину для обнажения фактурного слоя, где обнажение производится при помощи абразивных дисков.
4.5 Описание производственного процесса
Для производства стеновых панелей применяется конвейерный способ производства (рис. 3).
Форма-вагонетка с изделием извлекается из щелевой камеры и устанавливается на передаточное устройство 9, при помощи которого перемещается на пост №1, где производится отчистка бортов и вкладыша от наплывов бетона, снятие вкладыша с формы и транспортировка его к месту складирования, открытие бортов с помощью механизма открывания бортов СМЖ 3002.
На посту №1 работают 2 рабочих. На посту №2 оператор проводит кантование формы с изделием. Изделия с помощью кантования СМЖ 3001Б устанавливается в вертикальном положении и стропуется. Снятое с формы изделие транспортируется на конвейер отделки и доводки стеновых панелей СМЖ-3100.
После снятия изделия с поддона, рабочий преступает к очистки формы от наплывов бетона, затем к нему подлючается оператор. Отчистка должна производиться тщательно при помощи специальных скребков. После отчистки производится смазка формы при помощи удочки-распылителя.
На посту №4 постоянно работает оператор и рабочий. Они выполняют операции укладывания в форму облицовочные коврики бумагой к поддону, разглаживают от середины к краям. Во избежание смещения полотнищ относительно друг друга они должны быть склеены внахлёст не менее 70-80 мм.
На посту №5 рабочий данного поста и рабочий поста №4 устанавливают арматурный каркас, а также фиксаторы для создания защитного слоя и предупреждения порыва ковров арматурными стержнями.
После закрепления вкладыша фиксаторами производится установка деревянных пробок и закладных деталей.
Рабочий поста №5 обслуживает также передаточное устройство №2, каждая вторая форма перемещается на вторую ветвь линии формовки.
Пост №6 обслуживает 2 формовщика. При поступлении полностью подготовленной формы на пост №6 рабочий проверяет правильность установки закладных деталей, пробок, арматурного каркаса и облицовочного коврика. По мере необходимости, устраняет дефекты. Оператор бетоноукладчика СМЖ-69А на вкладыш формы выдаёт необходимое количество цементно-песчаного раствора на фактурный слой.
Далее на посту №7 оператор бетоноукладчика СМЖ-3507 выдаёт необходимое количество разогретой керамзитобетонной смеси. Затем на посту №8 бетоноукладчиком подаётся цементно-песчаный раствор и производится уплотнение заформованных изделий и затирается затирочной машиной 1-ШБ.
После перестановки формы на пост №9 при помощи виброплощадки СМЖ-200Б производит уплотнение бетонной смеси.
Уплотнив бетонную смесь, оператор бетоноукладчика производит укладку штукатурного слоя раствора в форму и уплотняет его при помощи заглаживаемого вала бетоноукладчика, рабочий производит сб
Вместе с этим смотрят:
Анализ проектных решений 20-ти квартирного жилого дома
Архитектурно-ландшафтное проектирование автомобильных дорог
Вариантное проектирование балочной клетки рабочей площадки
Владимирский собор в Херсонесе
Жилой одноквартирный дом в г. Иркутск